
Submitted:
24 July 2024
Posted:
25 July 2024
You are already at the latest version
Abstract
Technological equipment in quarries that extract and deliver aggregates for different uses operates in a predetermined flow depending on the type of rocks exploited and the dimensional characteristics imposed on the final products. In this context, the interruptions in operation required to replace high-wear parts (such as the teeth of excavators and bucket loaders) must be limited as much as possible through technological solutions to increase their service life. The evolution of the wear of the teeth of the quarry equipment that come into direct contact with the rocks was concretely established in the production process, in parallel with the wear values obtained by simulating the wear phenomenon in laboratory conditions, in order to validate the data collected during the operation of the machines. Preventive-repetitive maintenance, within the activities of reconditioning the worn surfaces of the teeth, through the charging process by manual electric welding with covered electrodes, was applied directly to the machine, which led to the shortening of the interruptions in operation necessary to replace these spare parts.
Keywords:
friction
; wear
; reliability
; maintenance
; reconditioning
1. Introduction
Maintenance, as the sum of activities to maintain and restore a technical system to the specific qualitative conditions [1,2], has a major influence on the profitability of production units, having a significant impact on costs and operational safety. The importance of maintenance has increased with the achievement of high productivity through the development and implementation of strategies adapted to the operating conditions, in particular, of technological equipment.
The final objective of maintenance is to maintain and return to the initial operating conditions of the equipment in order to fulfil the functions for which it was created [3,4]. At the same time, availability [5,6] represents the degree or probability that a product can be used and is in good working order whenever it is required in time and space. It depends on two factors, namely: reliability (being a function of uptime) and maintainability (being a function of downtime or repair).
In view of the above, availability is considered to be the ability of equipment to perform its specified function at a given time or within a given time interval under the combined aspects of reliability, maintainability, and organization of maintenance actions.
In the concrete case of quarry technological equipment [7], for example, those from Bata-Arad, the analysis of the production flow regarding the critical areas from the point of view of maintenance revealed frequent production bottlenecks; the design of the maintenance programme must respect both the interventions in accordance with the technical specifications of the manufacturers as well as the conclusions of the analyses regarding the nature and cause of the interruptions in the production activity. The disadvantages of the method consist of maintaining, with high costs, stocks of parts with a high frequency of replacement due to wear [8,9].
In the Bata quarry, Arad County, basaltic rocks are extracted, processed, and sold, mainly intended for the construction of highways and railways but also for other civil works. The physical-petrographic characteristics of the basalt are presented in Table 1.
The production process of the Bata quarry is carried out with mobile, semi-mobile, and fixed machinery, corresponding to the three production flows, as follows:
- -
- -
- secondary and tertiary rock crushing-sorting flow, consisting of: Sandvik H4800 Secondary Crusher, Sandvik UH420 Tertiary Crusher, Chieftain 2100 Sorting Station, Volvo L220 E Front Loader;
- -
- the rock loading-transport flow consists of: excavator Caterpillar 345 CL and dumper Volvo A35D.
The activity on the primary flow allows the crushing of raw stone at a size of 0-300 mm; a hydraulic back cup excavator and wheel loader carry out the loading and unloading of the crushed material, which is then transported to the secondary-tertiary crushing-sorting flow for temporary storage or loading into trucks for delivery.
The machines that make up the primary crushing flow are mobile, a fact that requires the presence of a worker at each machine, both for their operation and for the execution of maintenance works, which are planned to be executed at the same time. The activity carried out on the secondary and tertiary crushing-sorting stream consists of crushing the broken stone of 0-200 mm to the size of 0-63 mm; a new crushing follows, as a result of which the sieves with dimensions of 0-25 mm are obtained, grouped into sizes of 0-4 mm, 4-8 mm, 8-16 mm, 16-25 mm.
The Volvo L220 E wheeled front loader from the primary crushing stream is used to load the 0-200 mm crushed stone, and another front loader of the same type is used to load the finished products into trucks. The data collected from the quarry over a period of three years showed that the parts with the highest wear, which led to disruptions of planned maintenance activities [10,11], as well as interruptions in operation, respectively, had the highest costs with the spare parts for the bucket teeth of the Excavator Liebherr 944 L and the Volvo L220 E front loader.
The purpose of this paper was to verify the concept of preventive-repetitive maintenance within the reconditioning activities so as to ensure the time interval between two successive interventions by using some additions called "wear" whose size must be determined according to the specific wear process of that surface.
2. Materials and Methods
The methodology on which the analysis carried out in this paper was based involved the following stages: identification and analysis of the reliability of some components of the technological equipment in the Bata quarry; tribological analysis of the landmarks that show the greatest wear; and establishing solutions to make the career maintenance plan more efficient.
2.1. Reliability Distribution Law Types
The description of system reliability by means of a distribution law and related numerical characteristics represents a global approach to the problem in the spirit of classical statistics [12,13,14,15,16,17]. The analytical expression of the reliability function is a fundamental problem of reliability theory. In general, a distribution law expresses the dependence between the values of the investigated characteristic and the related probability. Distribution laws specific to mathematical statistics are adopted in reliability theory to the extent that they imply a reliability function of suitable form, to which a certain physical interpretation can be associated.
The times, as random variables or other variables such as the distance travelled or the number of request cycles, are distributed according to a statistical distribution law, highlighted by means of the distribution function F(t) or the distribution density function (frequency), f(t). As the random variable takes discrete or continuous values, the distribution is discrete or continuous. Several types of distributions are used for reliability:
- -
- Discrete: binomial or Bernoulli, polynomial, Poisson, hypergeometric, etc.;
- -
- Continuous: uniform, normal, lognormal, exponential, gamma, Rayleigh, Weibull, etc.;
- -
To analyze the reliability of the components that presented the most defects, we used the Relyence Weibull software distributed by Relyence Corporation.
2.2. Laboratory Simulation Methodology for the Phenomenon of Wear at the Contact of Metal-Rock Surfaces
The phenomenon of dry wear of metal-rock surfaces in contact can be studied under laboratory conditions with the TRB3 tribometer, manufactured by Anton Parr. In the first phase, using the Sutronic S128 profilometer supplied by Taylor Hobson, the wear profile of the surface of the metal sample is determined [24,25,26], with all the profile roughness parameters being of the type shown in Figure 3.
The parameters of the test regime necessary for the tribological analysis are (Figure 4): the value of the static load exerted on the metal element by a basalt sample; the speed and number of rotation cycles of the metal element; and the radius of the wear surface of the metal element.
Completion of the test, after the predetermined number of rotation cycles of the metal sample, leads to the establishment of the values of the following parameters: wear, respectively, the profile of the worn surface of the metal sample (according to a model shown in Figure 3), and the coefficient of friction (Figure 5).
The wear of the metal sample at the end of the test serves to validate or deny the practical data obtained concretely in operation regarding the wear of metal surfaces produced by certain rocks with known properties.
2.3. Maintenance Types
In order to obtain a given level of reliability, respectively, a level of designed availability or safety of a product or system, planned or unplanned actions of testing, maintenance, and repairs are required. Maintenance systems [27,28] are based on the logical organization of work according to resources, the use of automatic data processing means, the reduction of maintenance, repair, and storage costs, the elimination of accidental stops by preventing malfunctions, permanent wear, etc. The adopted systems must engage the workers who service these machines to carry out maintenance and repair operations, in this way appreciating the maintenance work and the knowledge from a technical and functional point of view of the equipment they work on, in order to exploit it to the allowed parameters and grant greater attention to daily maintenance work and monitoring of operational behaviour. In the quarry studied, two maintenance systems are applied, as presented below:
2.3.1. The System of Periodic Functional Maintenance of the Planned Preventive Type
The system emphasizes the prevention (rather than the elimination) of failures. The prevention of failures, with a certain probability, allows the knowledge of the parts that need to be replaced (before the failure occurs), which leads to a correct dimensioning of the spare parts requirement. The planned preventive periodic functional maintenance system [29,30] pursues the objectives:
- -
- avoiding equipment degradation and extending their life;
- -
- maintaining the functional parameters as close as possible to the initial ones;
- -
- elimination of accidental stops;
- -
- reduction of maintenance costs;
- -
- increasing safety in operation;
- -
- and creation of important sectors of parts reconditioning.
The system applies to machines, equipment, and installations of a special character and to those that are part of continuous technological flows. The specific operations of the system are: periodic check Vp; partial revision Rp; general revision Rg.
2.3.2. The System of Technical Reviews and Planned Preventive Repairs
In the production process, functional maintenance systems can avoid the occurrence of unanticipated wear and tear of machinery, equipment, and facilities, but not the normal wear and tear that generates repairs at well-defined time intervals. The objectives pursued by the system of technical reviews and planned preventive repairs [31,32] are:
a) anticipated preparation of interventions to the prescribed quality. Thus are prepared: the drawings of the spare parts, their production, and their storage until the intervention; the purchase of specific spare parts (bearings, belts, sealing materials, etc.); replacement machines and equipment for the period of repairs;
b) carrying out the interventions on time, simultaneously with the assessment of the real technical condition of the equipment. It is necessary to take the decision on carrying out the interventions at the planned term, respectively carrying out the interventions for some machines and postponing them for others, without affecting the production process. In parallel, the measuring and control devices are being prepared, respectively, the tools, devices, and verifiers necessary for the interventions;
c) Modernization of equipment during capital repairs. The introduction of automatic drives, programming commands, operation limiters, etc. can be considered;
d) increasing the yield of machines and equipment. The mechanisation of some technological operations, the automation of specific works, the provision of automatic work, and control and handling devices are considered.
e) Maintaining or increasing the reliability of the equipment between two interventions by ensuring spare parts and carrying out interventions of good quality, while the operation is carried out according to the technological specifications;
f) Reducing repair costs by reconditioning and reusing used parts, typing and standardizing parts, reducing accidental stops;
g) Optimum use of the labor force is possible through the nomination of concrete tasks, the control of their realization, the material stimulation of employees;
h) Reducing the consumption of energy, fuel and lubricants, by determining the consumption of cars and their judicious management, as well as removing any form of squandering.
Taking into account the structure, complexity, and regime of use of fixed assets, industrial practice outlined the following categories of revisions and repairs: technical review, Rt; current repair, RC; capital repair, RK.
3. Results
3.1. Reliability Analysis of the Components that Have the Most Defects
In order to improve the efficiency of the maintenance activities of the technological equipment in aggregate mining quarries, the actual operating times (within a period of three years) between two failures, respectively, their repair times, for the bucket teeth of the Liebherr excavator were tracked at 944 L (Table 2) and of the Volvo L220 E front loader (Table 3). The results are presented in the table in ascending order.
The data thus obtained were analyzed with the Relyence Weibull software (produced by the Corporation) to obtain the indicators and parameters of reliability and maintainability of the bucket teeth from the mentioned machines.
For the bucket teeth of the Liebherr 944 L excavator, it is recommended to adopt the Weibull 3 Parameter distribution law (Figure 6) for failure times and Normal for repair times (Figure 7), and for the bucket teeth of the Volvo L220 E front loader, the Lognormal distribution law (Figure 8) for failure times and the Weibull 3 Parameter for repair times (Figure 9).
In the next stage, the reliability variation curve was built for the bucket teeth of the Liebherr 944 L excavator (Figure 10), which shows that for a reliability of approximately 80%, a value imposed by the beneficiaries of the quarry equipment, the operating time without failures is only 29.71 hours, for example, approximately 2 working days (the excavator works in two shifts of 7 hours/day).
In the case of the bucket teeth of the front loader Volvo L220 E (Figure 11), reliability of 80% is obtained after about 21 hours of operation, for example, after completing three working shifts (the loader works in two shifts of 7 hours/day).
3.2. Tribological Test Results of the Benchmarks Showing the Greatest Wear
In order to be able to analyse, under laboratory conditions, the behaviour of the bucket teeth of the two machines mentioned in contact with the mined rock, several cylindrical samples were made of the material from which the excavator tooth is made, both for the Liebherr 944 L excavator and for the Volvo L220 E front loader. 10 samples (Figure 14) from each of the two tooth materials were thus studied. The average values of the coefficient of friction (metal with basalt) were 0.0361 for the Liebherr 944 L excavator bucket tooth sample (Figure 15) and -0.0385 for the Volvo L220 E front loader bucket tooth sample (Figure 16).
Regarding the amount of wear (Figure 17) on the surface of the metal sample of the Liebherr 944 L excavator tooth (Figure 18), a pronounced increase of 205.88% was found in correlation with its Ra roughness value (the arithmetic mean of absolute deviations of the roughness profile from the middle line) and 31.03% for the bucket tooth sample of the front loader Volvo L220 E (Figure 19).
The tribological wear tests at the rock-metal contact serve to guide the interpretation of the wear phenomenon of the bucket teeth surfaces; for example, to achieve the 31.03% wear increase for the Volvo L220 E front loader bucket tooth sample, the measured Ra roughness was 0.76 microns.
3.3. Establishing the Solutions to Make the Career Maintenance Plan More Efficient
The active surfaces of the equipment for crushing volcanic rocks from the igneous basalt group are subjected, in operation, to severe abrasive wear and mechanical shocks; it is necessary to apply layers of protective materials to the surfaces subject to wear, which ensure uninterrupted operation, respectively, to increase their life span. Abrasive wear of bucket teeth in production quarries of aggregates from basaltic rocks consists mainly of the change of dimensions and weight loss at the level of their active surfaces (Figure 20).
The experiments carried out made it possible to appreciate that the material of the tooth allows charging by welding with covered electrodes in order to increase its life and recondition it after wear [33,34,35,36,37]. The practical tests led to the choice of the charging procedure by manual electric welding with coated electrodes so that the existing equipment in the quarry could be used, but also the rapid reconditioning of the worn teeth without dismounting them from the machines. The choice of filler materials was made on the basis of data on wear resistance and welding behaviour in difficult deposition positions.
The development of the tooth wear self-protection system (Figure 21) was done differently, depending on the position of the tooth wear surface, namely: the worn edge of the tooth was protected with a compact layer of material; the active surfaces were protected with rhomboidal systems.
In the case of the technical equipment of the quarry, the concept of preventive-repetitive maintenance involved the repetitive development, realization, and reconditioning, in conditions of economic efficiency, of the bucket teeth of the Liebherr 944 L excavator and the Volvo L220 E front loader; experimenting with reconditioned teeth demonstrated the usefulness of applying the proposed method by actually increasing their service life by 60%. The proposed method can also be used on other components that show pronounced wear, for example, the blades in the equipment of the buckets of front wheel loaders.
4. Conclusions
The results regarding the analysis of the reliability of the teeth of the excavators and the bucket loaders obtained in the work allowed the real establishment of their behaviour in the concrete conditions of the basalt mining quarry.
At the same time, the tribological laboratory tests allowed the simulation of the wear phenomenon at the metal-rock contact, which led to the knowledge of the wear evolution of a metal sample over a predetermined period of time in a regime of friction with the rock with known parameters (load and speed).
Both analyses are complementary and can be used to find the necessary solutions to increase the service life of some equipment components in the quarries.
The efficient use of quarry equipment requires the achievement of approximately 80% reliability, which in reality was achieved by the failure-free operation of the bucket teeth of the Liebherr 944 L excavator in an extremely short interval of 29.71 hours; in the case of the bucket teeth of the Volvo L220 E front loader, the reliability of 80% was achieved after about 21 hours of operation, for example, after completing three working shifts (the loader works in two shifts of 7 hours/day).
It is obvious that there is a need to increase the duration of use of spare parts such as bucket teeth, especially through reconditioning, which is sometimes repeated. The method proposed in the paper and tested of loading by manual welding directly on the machine allowed the simultaneous achievement of two objectives, namely the increase in the service life of the bucket teeth and the reduction of the interruption times required to replace the worn ones.
Author Contributions
Literature review and analysis, V.A.F. and M.T.; methodology, V.A.F. and M.T.; writing M.T.; experiments, V.A.F.; results analysis, V.A.F. and M.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Teera-achariyakul, N.; Rerkpreedapong, D. Optimal Preventive Maintenance Planning for Electric Power Distribution Systems Using Failure Rates and Game Theory. Energies 2022, 15, 5172. [CrossRef]
- Cheng, G. Q., Zhou, B. H., Li L., Integrated production, quality control and condition-based maintenance for imperfect production systems. Reliab. Eng. Syst. Saf. 2018, 175, 251-264. [CrossRef]
- Jaturonnatee, J., Murthy, D.N.P., Boondiskulchok R. Optimal preventive maintenance of leased equipment with corrective minimal repairs. European Journal of Operational Research, 2006; 174, 201–215. [CrossRef]
- Ruschel, E., Alves, E., Santos, P., De Freitas, E., Loures, R., Industrial maintenance decision-making: A systematic literature review. Journal of Manufacturing Systems. 2017, 45, 180-194. [CrossRef]
- Fakher, H.B., Nourelfath, M., Gendreau, M., Integrating production, maintenance and quality: A multi-period multi-product profit-maximization model, Reliability Engineering & System Safety. 2018, 170, 191–201. [CrossRef]
- Chen, Y.C. An optimal production and inspection strategy with preventive maintenance error and rework. Journal of Manufacturing Systems. 2013, 32(1), 99-106. [CrossRef]
- Pacana, A.; Siwiec, D. Method of Determining Sequence Actions of Products Improvement. Materials 2022, 15, 6321. [CrossRef]
- Shuaichong Wei, Mustapha Nourelfath, Nabil Nahas, Analysis of a production line subject to degradation and preventive maintenance. Reliability Engineering & System Safety, 2023, 230, 108906, ISSN 0951-8320, (https://www.sciencedirect.com/science/article/pii/S095183202200521X). [CrossRef]
- Melani, A.H.A.; Murad, C.A.; Netto, A.C.; de Souza, G.F.M.; Nabeta, S.I. Criticality-based maintenance of a coal-fired power plant. Energy 2018, 147, 767–781. [CrossRef]
- Dangal, S.; Faludi, J.; Balkenende, R. Design Aspects in Repairability Scoring Systems: Comparing Their Objectivity and Completeness. Sustainability 2022, 14, 8634. [CrossRef]
- Iheukwumere-Esotu, L.O.; Yunusa-Kaltungo, A. Knowledge Management and Experience Transfer in Major Maintenance Activities: A Practitioner’s Perspective. Sustainability 2022, 14, 52. [CrossRef]
- Dhillon, B.S., Mining Equipment Reliability, Maintainability and Safety, 2008 Springer/Verlag London Limited http://books.google.ro/books?id=sJ7gd3uB_QoC&printsec=frontcover&dq=DHILLON+Mining+Equipment&source;
- Ishikawa, K, ș.a., Controlul de calitate; Editura tehnică: București, 1973;
- Birolini, A. Reliability Engineering. Theory and Practice. Sixth Edition; Springer: Verlag, Heidelberg, Germany, 2010. [CrossRef]
- Weibull, W. A Statistical Theory of the Strength of Materials; The Royal Swedish Institute for Engineering Research: Stockholm, Sweden, 1939; p. 151. https://scholar.google.com/scholar_lookup?title=A+Statistical+Theory+of+the+Strength+of+Materials&author=Weibull,+W.&publication_year=1939;
- Irfan, A.; Umar Muhammad, M.; Omer, A.; Mohd, A.; Optimization and estimation in system reliability allocation problem. Reliab. Eng. Syst. Saf. 2021, 212, 107620. [CrossRef]
- Băjenescu, I.T. Reliability of technical systems (In Romanian). Matrix Rom Publishing House, Bucharest, Romania, 2003.
- Kuźnar, M.; Lorenc, A.; Kaczor, G. Pantograph Sliding Strips Failure—Reliability Assessment and Damage Reduction Method Based on Decision Tree Model. Materials 2021, 14, 5743. [CrossRef]
- Zhang, M.; Liu, S.; Hou, X.; Dong, H.; Cui, C.; Li, Y. Reliability Modeling and Analysis of a Diesel Engine Design Phase Based on 4F Integration Technology. Appl. Sci. 2022, 12, 6513. [CrossRef]
- Ateya, S.F.; Alghamdi, A.S.; Mousa, A.A.A. Future Failure Time Prediction Based on a Unified Hybrid Censoring Scheme for the Burr-X Model with Engineering Applications. Mathematics 2022, 10, 1450. [CrossRef]
- Yusufa, K.; Hadiy, S.; Olanipekuns, A. Sources of failures of engineering systems. Villanova J. Sci. Technol. Manag. 2019, 1, 69–76. https://acjol.org/index.php/vjstm/article/view/vjstm_v1n1_7/269.
- Chen, Y.; Ma, X.; Wei, F.; Yang, L.; Qiu, Q. Dynamic Scheduling of Intelligent Group Maintenance Planning under Usage Availability Constraint. Mathematics 2022, 10, 2730. [CrossRef]
- Kowalski, S.; Pexa, M.; Aleš, Z.; Čedík, J. Failure Analysis and the Evaluation of Forced-in Joint Reliability for Selected Operation Conditions. Coatings 2021, 11, 1305. [CrossRef]
- Pavelescu, D., Tribotehnica; Editura tehnică: București, 1983.
- Olaru, D. Tribologie. Available online: https://mec.tuiasi.ro/wp-content/uploads/2020/09/DUMITRU-OLARU_TRIBOLOGIE-CURSURI-CU-APLICATII.pdf (accessed on 11 October 2023).
- Chang, X.-D.; Peng, Y.-X.; Zhu, Z.-C.; Zou, S.-Y.; Gong, X.-S.; Xu, C.-M. Evolution Properties of Tribological Parameters for Steel Wire Rope under Sliding Contact Conditions. Metals 2018, 8, 743. [CrossRef]
- Teringl, A.; Ales, Z.; Legat, V. Dependability characteristics—Indicators for maintenance performance measurement of manufacturing technology. Manuf. Technol. 2015, 15, 456–461. [CrossRef]
- Florea, V.A. Mentenanța echipamentelor industriale; Editura Universitas: Petroșani, România, 2020. https://scholar.google.com/citations?view_op=view_citation&hl=ro&user=wQviz9gAAAAJ&citation_for_view=wQviz9gAAAAJ:ZeXyd9-uunAC;
- Jimenez-Cortadi, A., Irigoien, I., Boto, F., Sierra, B., Rodriguez, G., Predictive maintenance on the machining process and machine tool. Appl. Sci. 2020, 19, 224. [CrossRef]
- Erozan, I. A fuzzy decision support system for managing maintenance activities of critical components in manufacturing systems. J. Manuf. Syst. 2019, 52, 110–120. [CrossRef]
- García, F.J.Á.; Salgado, D.R. An Approach for Predictive Maintenance Decisions for Components of an Industrial Multistage Machine That Fail before Their MTTF: A Case Study. Systems 2022, 10, 175. [CrossRef]
- García, F.J.Á.; Salgado, D.R. Analysis of the Influence of Component Type and Operating Condition on the Selection of Preventive Maintenance Strategy in Multistage Industrial Machines: A Case Study. Machines 2022, 10, 385. [CrossRef]
- Ertugrul, G.; Hälsig, A.; Hensel, J.; Buhl, J.; Härtel, S. Efficient Multi-Material and High Deposition Coating including Additive Manufacturing by Tandem Plasma Transferred Arc Welding for Functionally Graded Structures. Metals 2022, 12, 1336. [CrossRef]
- Tihanov-Tănăssache D., Binchiciu E.F., Florea C., Geanta V., Binchiciu H. - Research regarding wear protection in sever exploitation condition of crusher jaws; 9th International Conference on Materials Science and Engineering BRAMAT 2015, Brasov, Romania, 5-7 March 2015 “Advance Materials Research” Vol. 1128 (2015), p. 390-393, Trans Tech. Publications, Switzerland. [CrossRef]
- Bachchhav, B.D.; Chaitanya, S.V.; Salunkhe, S.; Chandrakumar, P.; Pagáč, M.; Nasr, E.A. Wear Performance of Cu–Cd, Cu–Be and Cu–Cr–Zr Spot Welding Electrode Materials. Lubricants 2023, 11, 291. [CrossRef]
- Lavrys, S.; Pohrelyuk, I.; Padgurskas, J.; Shliakhetka, K. Improving Wear Resistance of Highly Porous Titanium by Surface Engineering Methods. Coatings 2023, 13, 1714. [CrossRef]
- Khalil, J., Saad, S.M., Gindy, N., An integrated cost optimisation maintenance model for industrial equipment, Journal of Quality in Maintenance Engineering, 2009, Vol. 15, No. 1, pp. 106-118. [CrossRef]
Figure 1.
Sandvik CM1208i primary jaw crusher and Liebherr 944 L excavator.

Figure 2.
Volvo L220 E front loader.

Figure 3.
The initial profile of the metal sample.
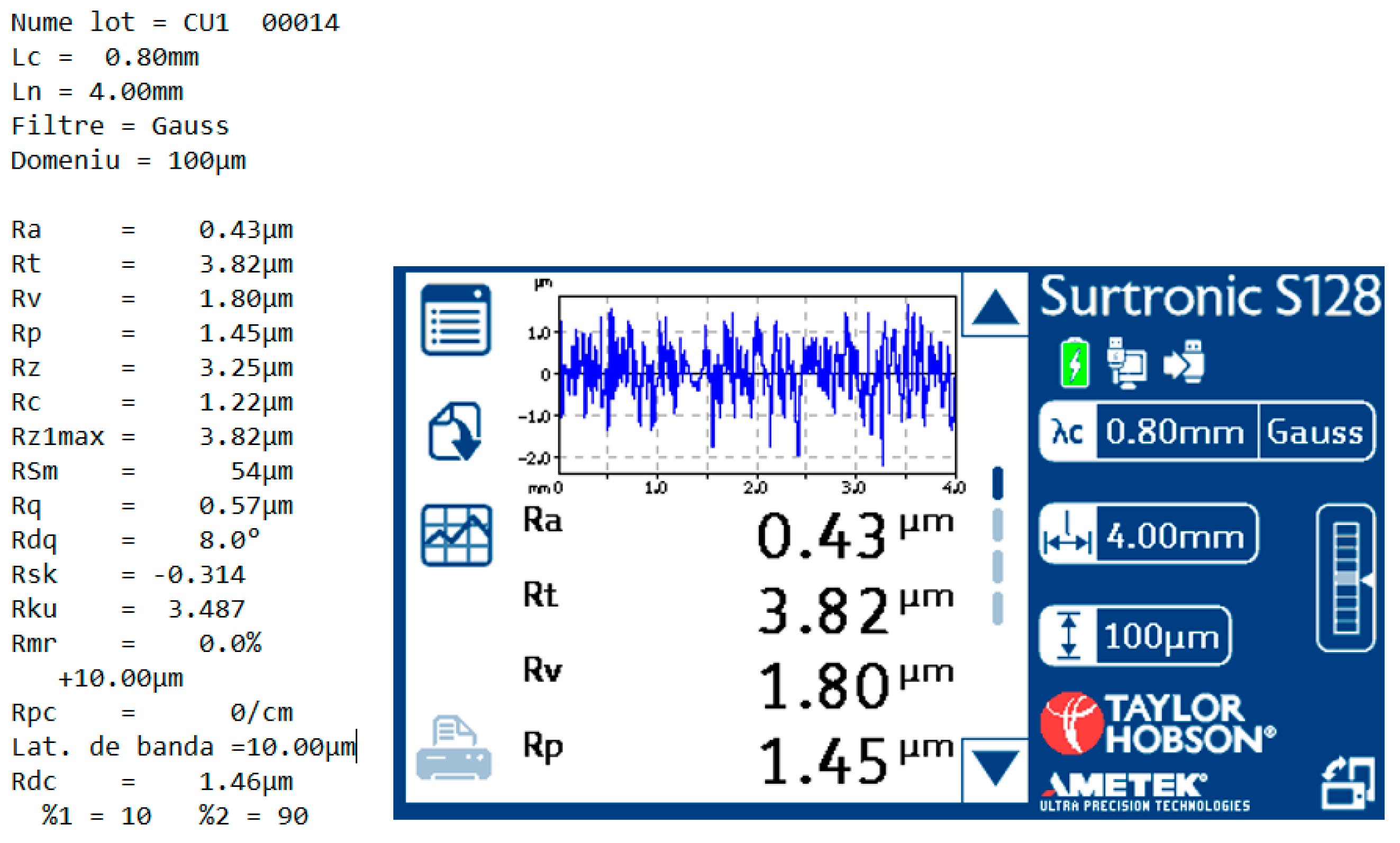
Figure 4.
Initial data of the test regime.
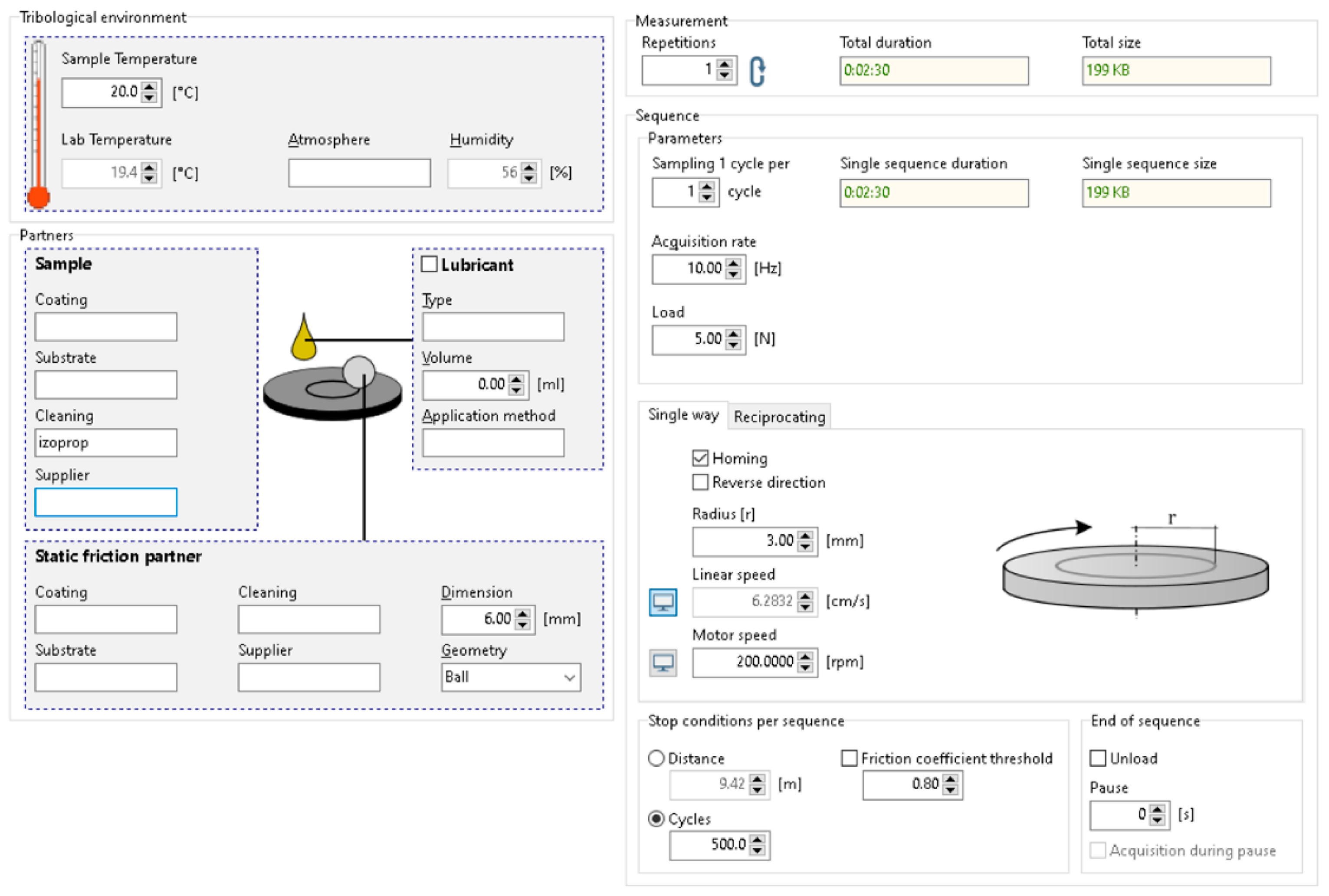
Figure 5.
The variation of the coefficient of friction at the surface of the metal sample.
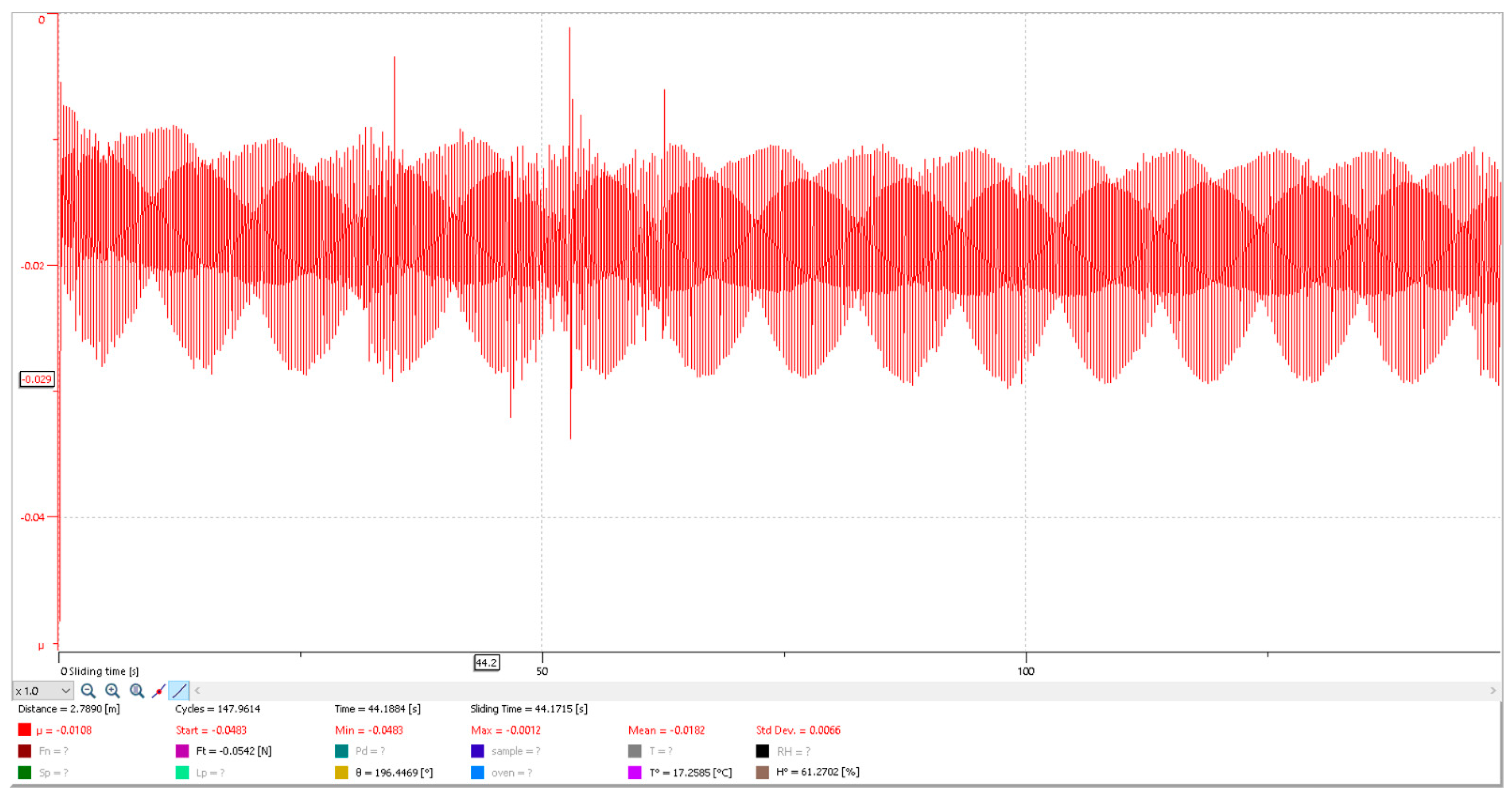
Figure 6.
Classification of the distribution law acceptance for failure of the bucket teeth on the Liebherr 944 L excavator.
Figure 6.
Classification of the distribution law acceptance for failure of the bucket teeth on the Liebherr 944 L excavator.
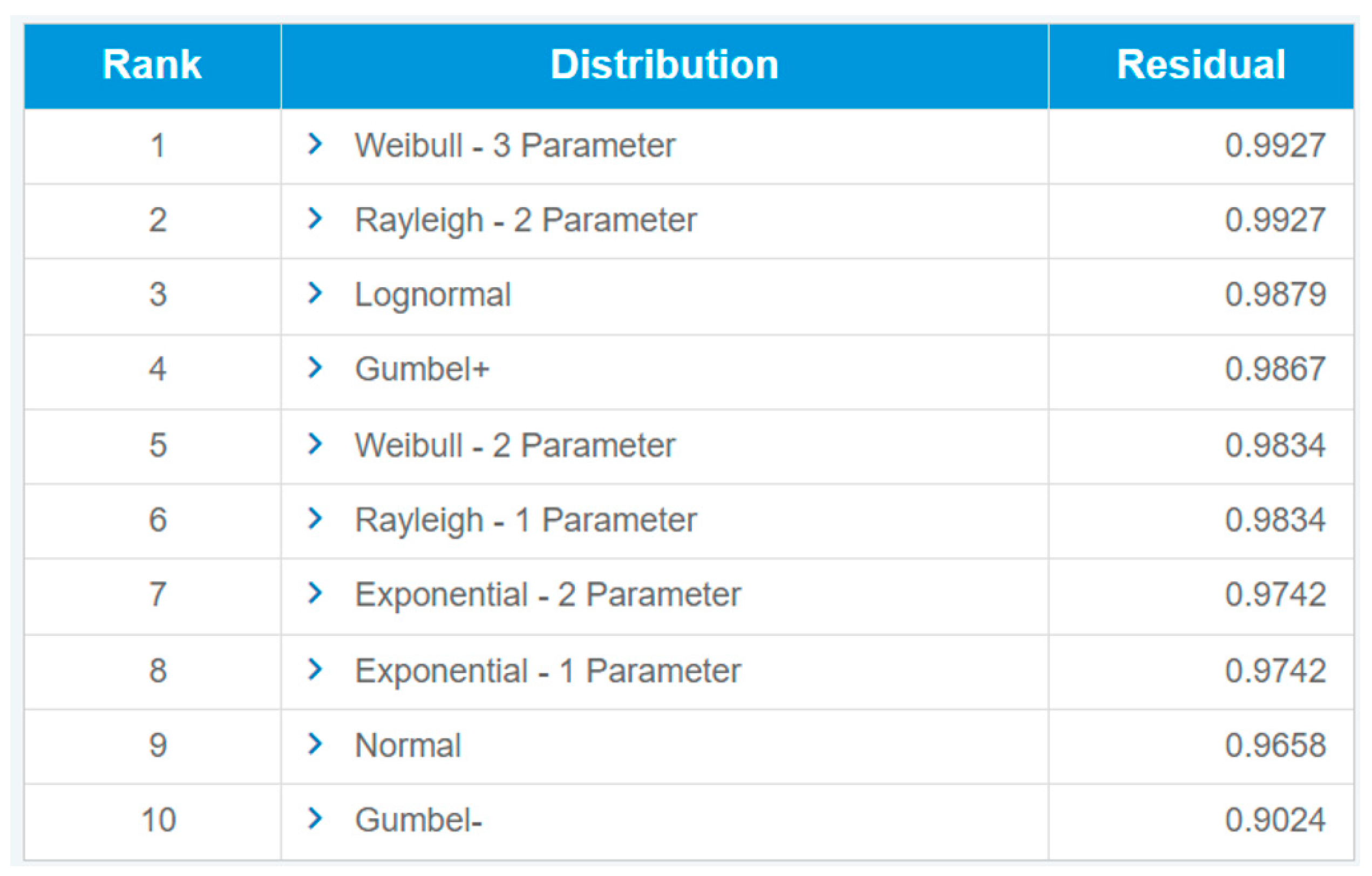
Figure 7.
Classification of the distribution law acceptance for changing bucket teeth on the Liebherr 944 L excavator.
Figure 7.
Classification of the distribution law acceptance for changing bucket teeth on the Liebherr 944 L excavator.
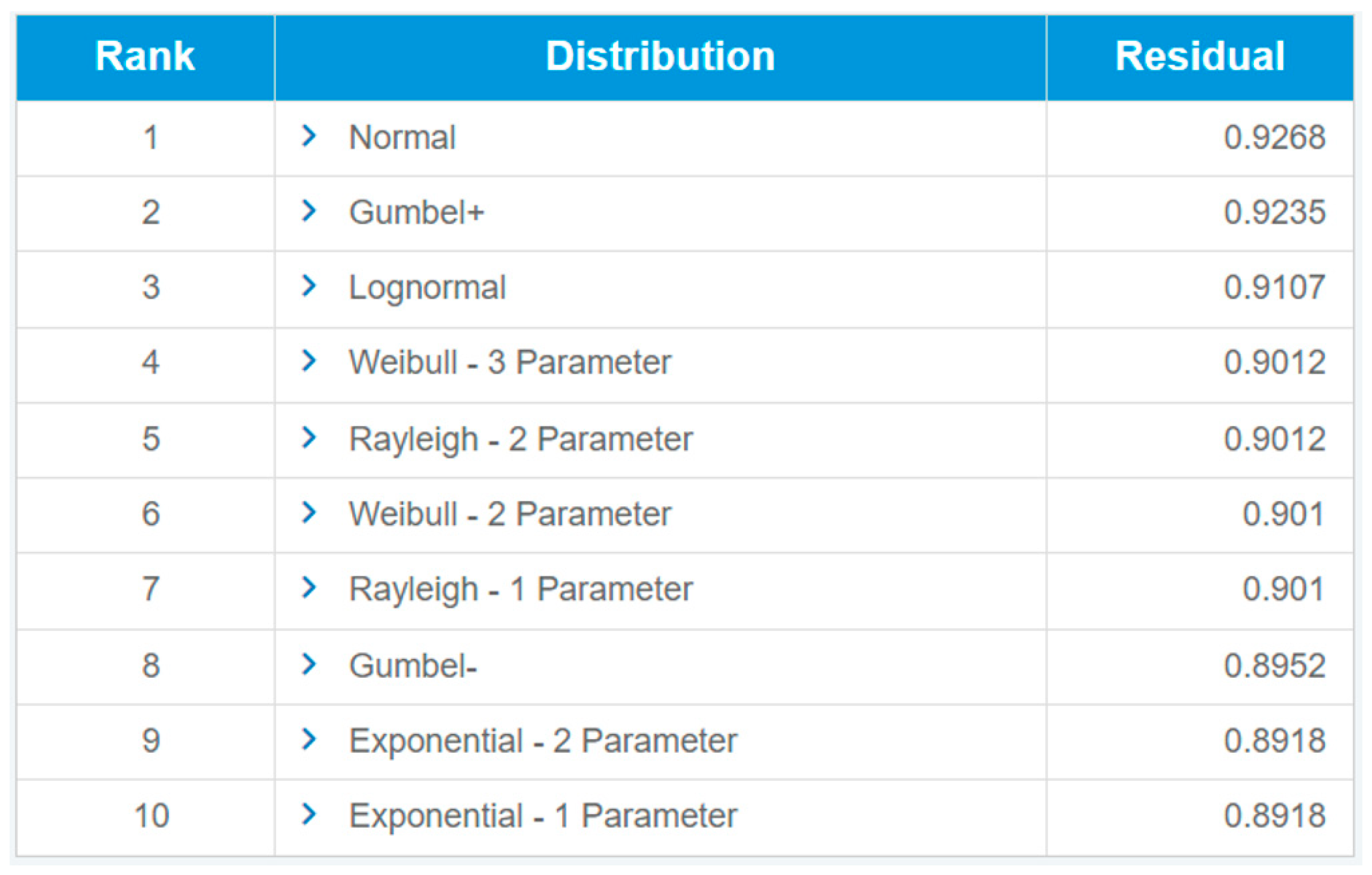
Figure 8.
Classification of the distribution law acceptance for the failure of bucket teeth on the Volvo L220 E front loader.
Figure 8.
Classification of the distribution law acceptance for the failure of bucket teeth on the Volvo L220 E front loader.
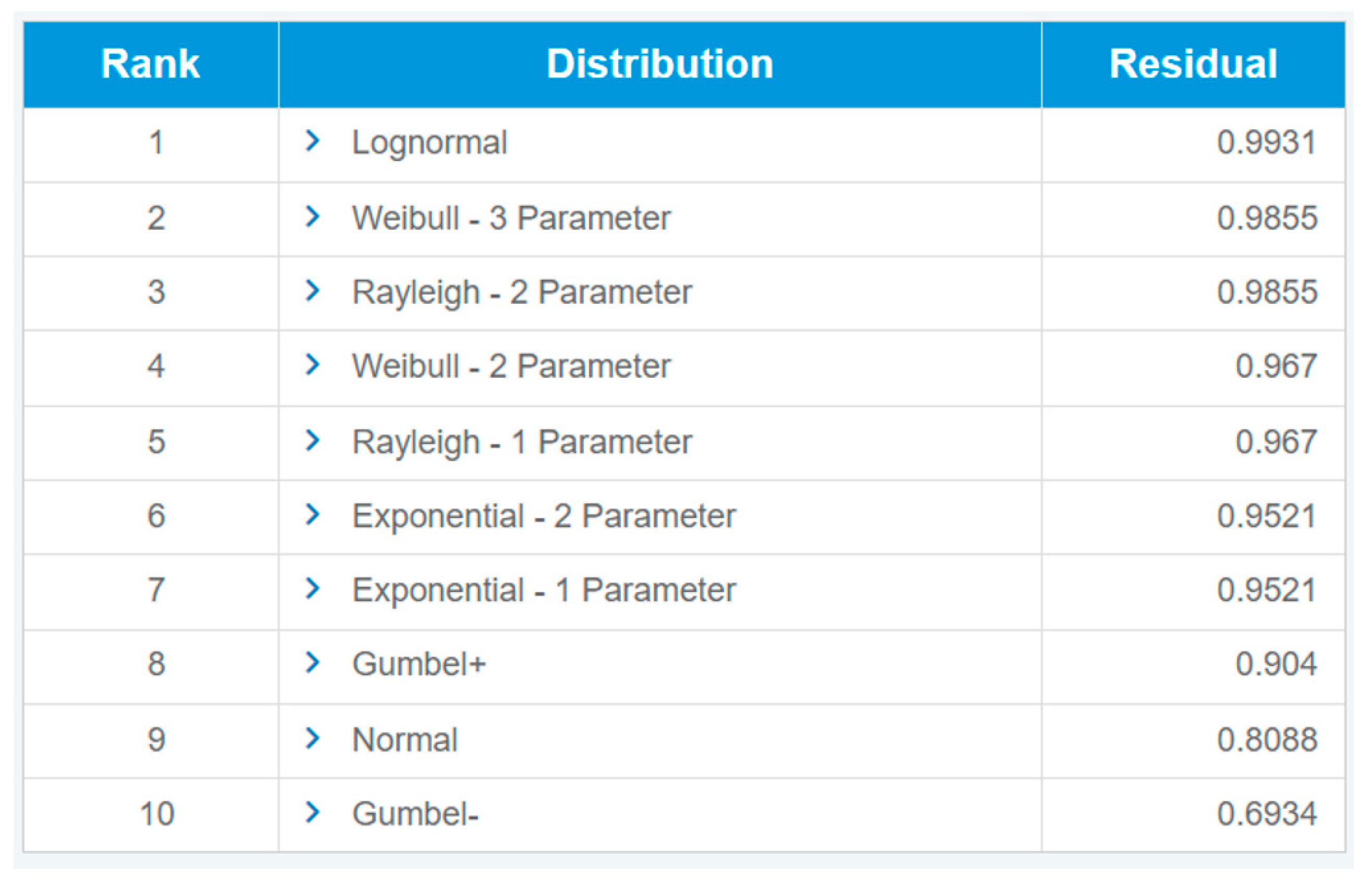
Figure 9.
Classification of the distribution law acceptance for changing bucket teeth on the Volvo L220 E front loader.
Figure 9.
Classification of the distribution law acceptance for changing bucket teeth on the Volvo L220 E front loader.
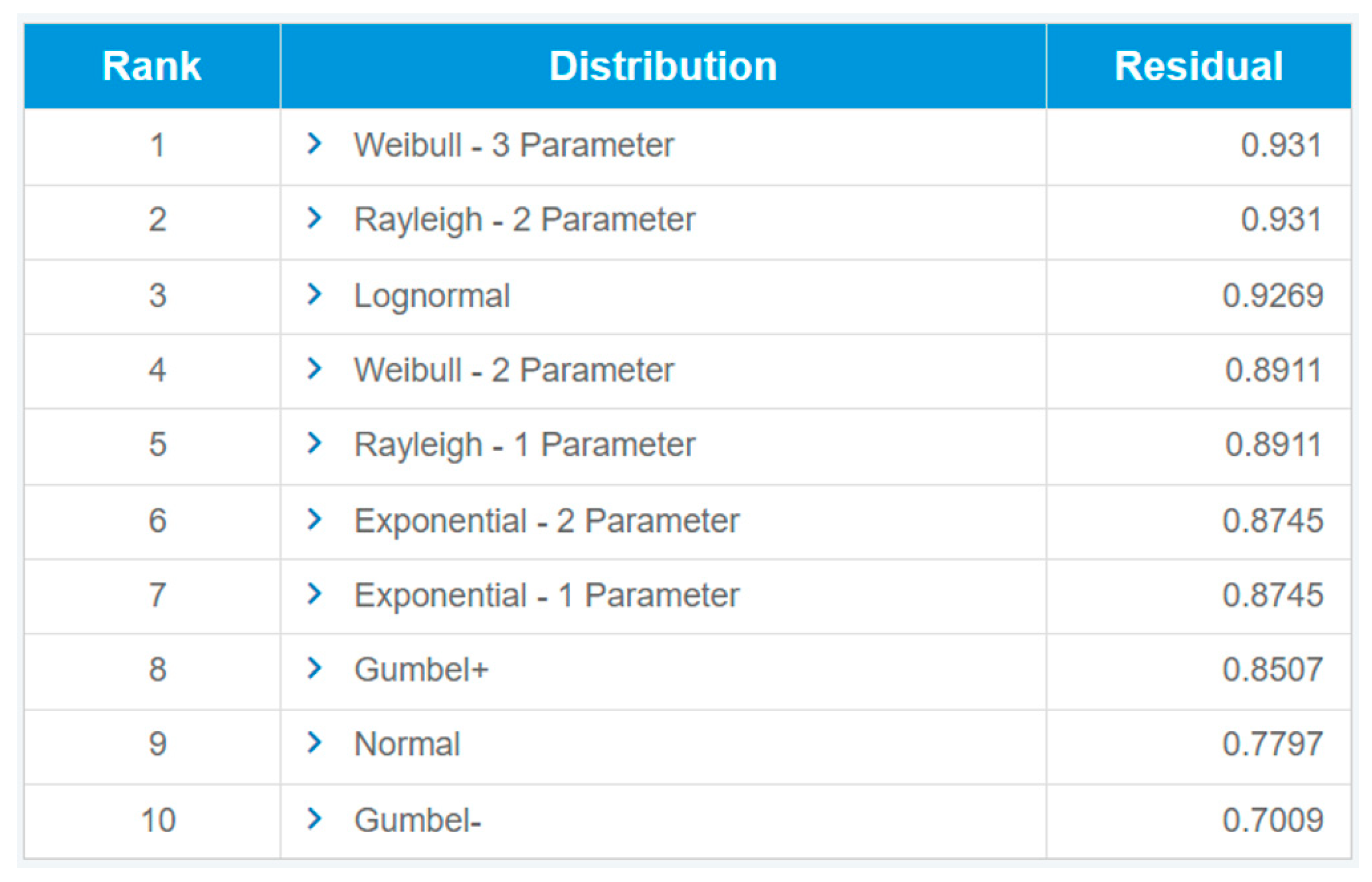
Figure 10.
Reliability value for bucket teeth of the Liebherr 944 L excavator.
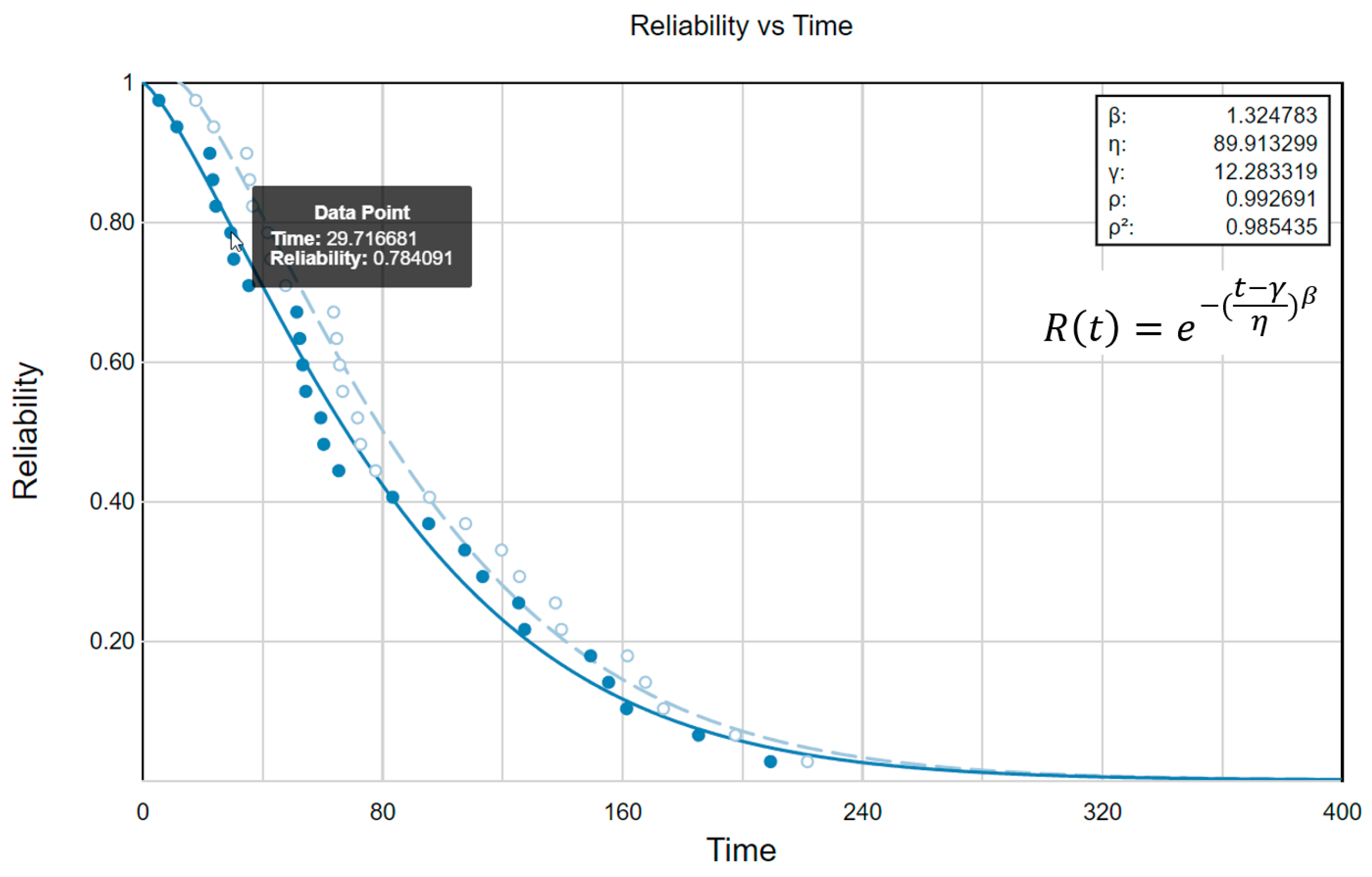
Figure 11.
Reliability value for Volvo L220 E front loader bucket teeth.
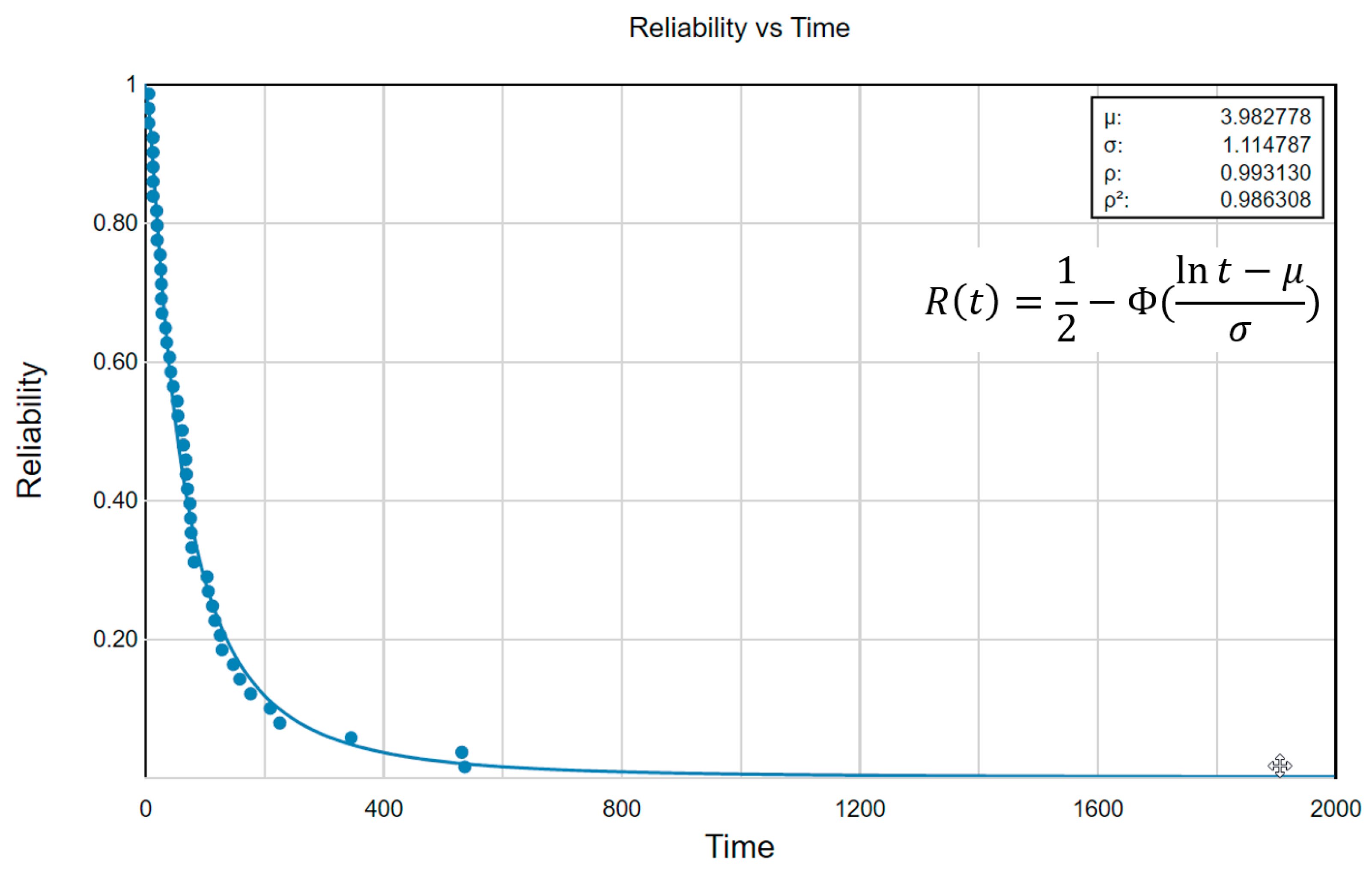
Figure 12.
Maintainability value for Liebherr 944 L excavator bucket teeth.
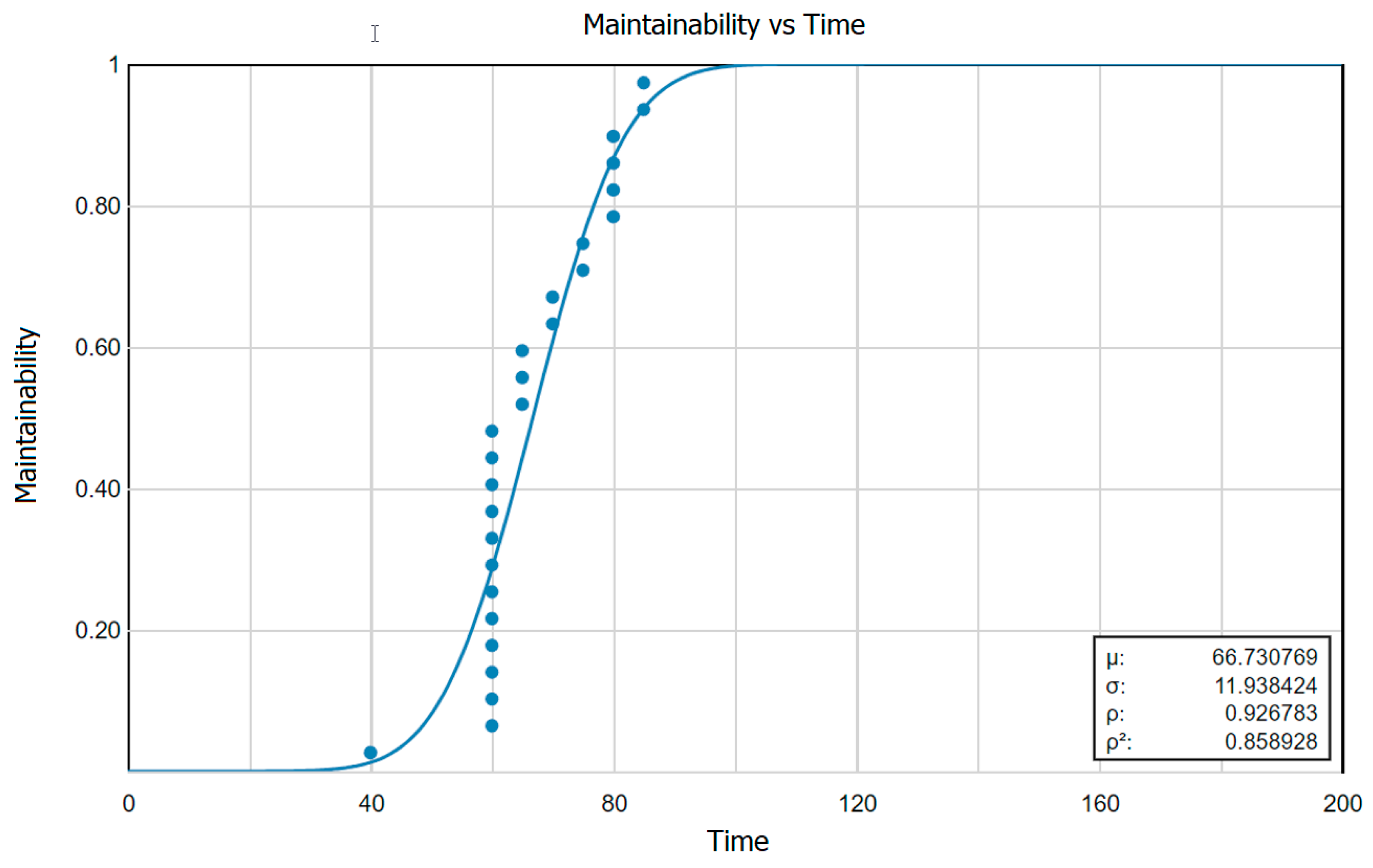
Figure 13.
Volvo L220 E front loader bucket teeth maintainability value.
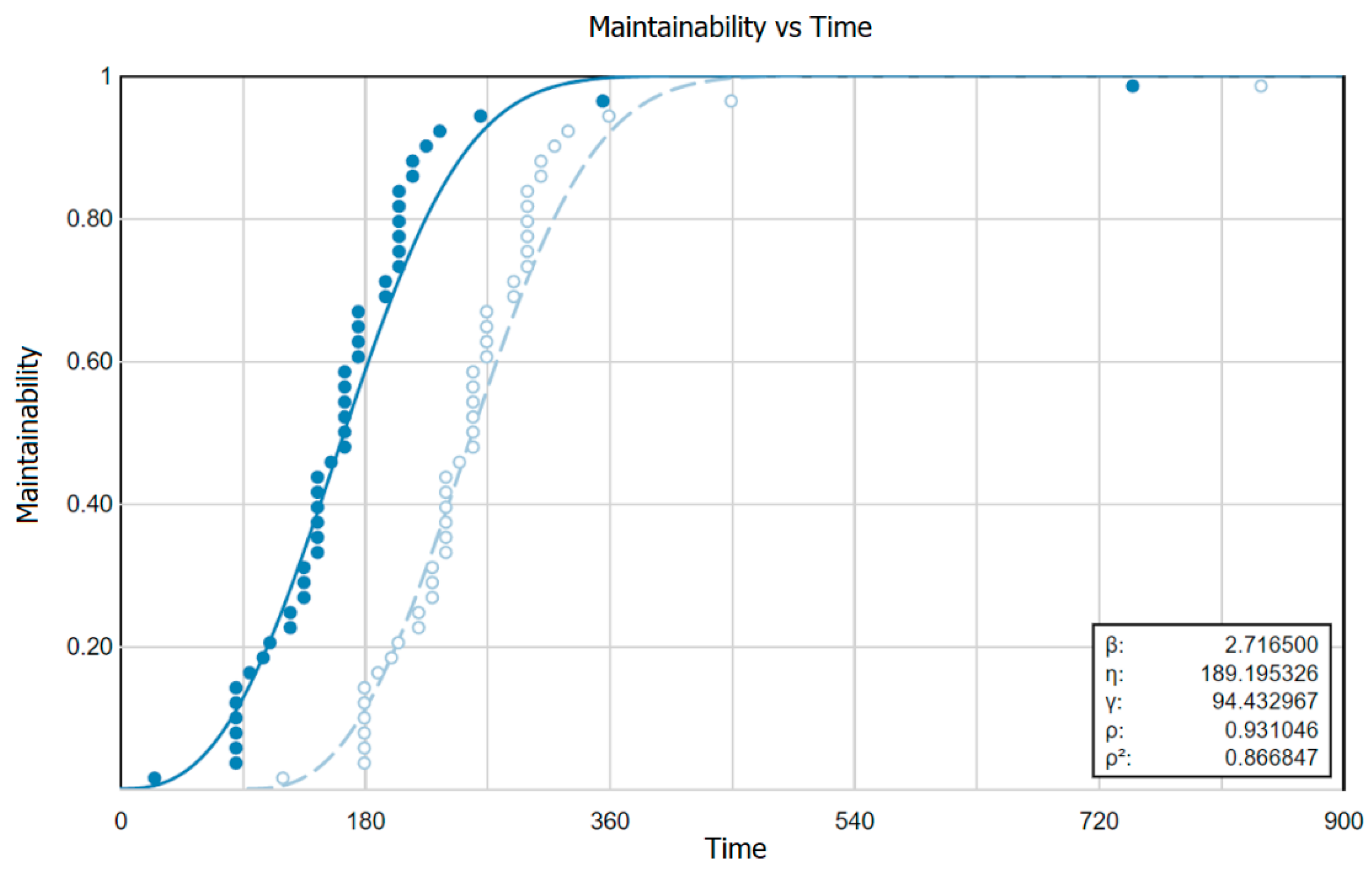
Figure 14.
Cylindrical metal samples subject to wear.
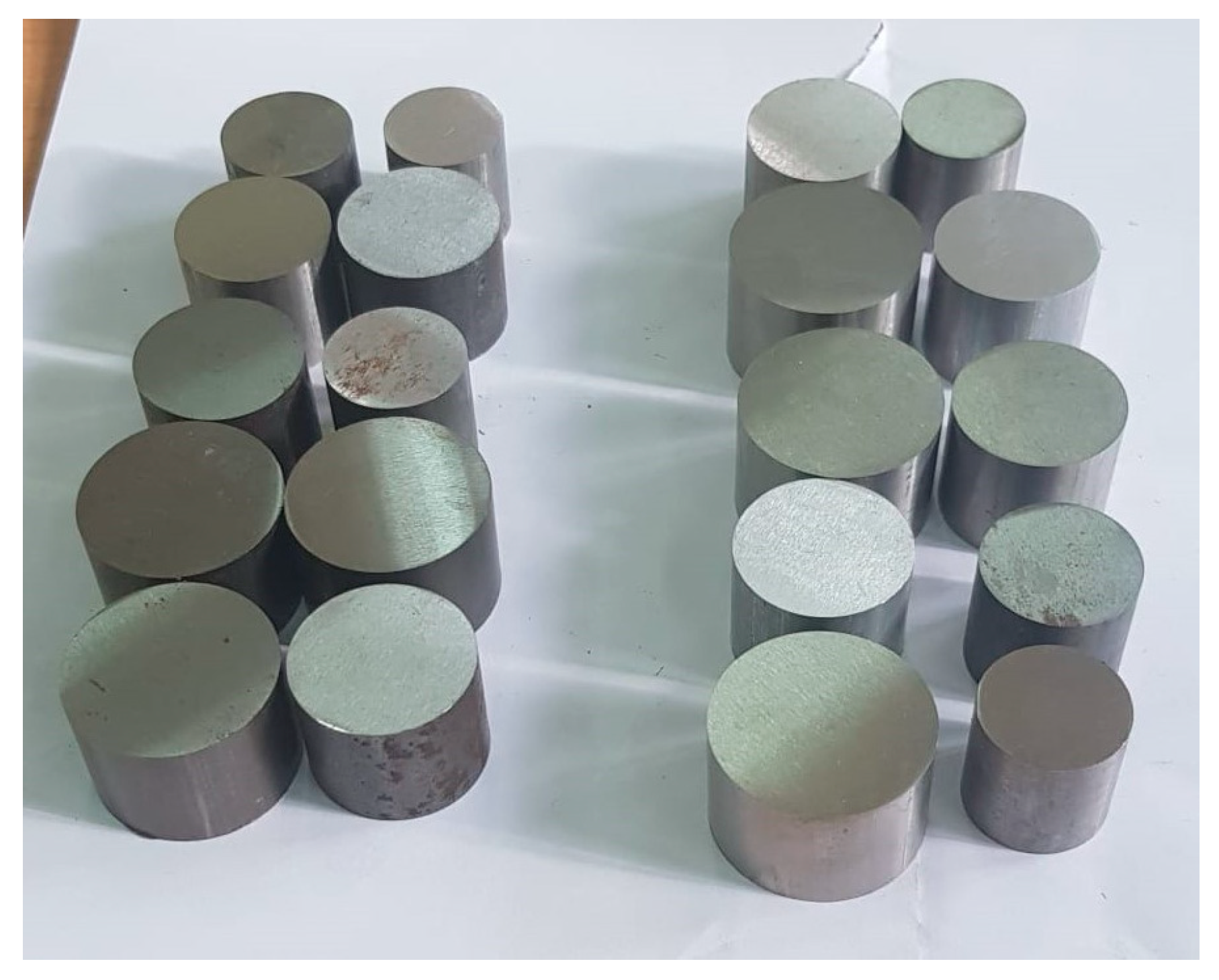
Figure 15.
Friction coefficient variation for Liebherr 944 L excavator bucket tooth sample.
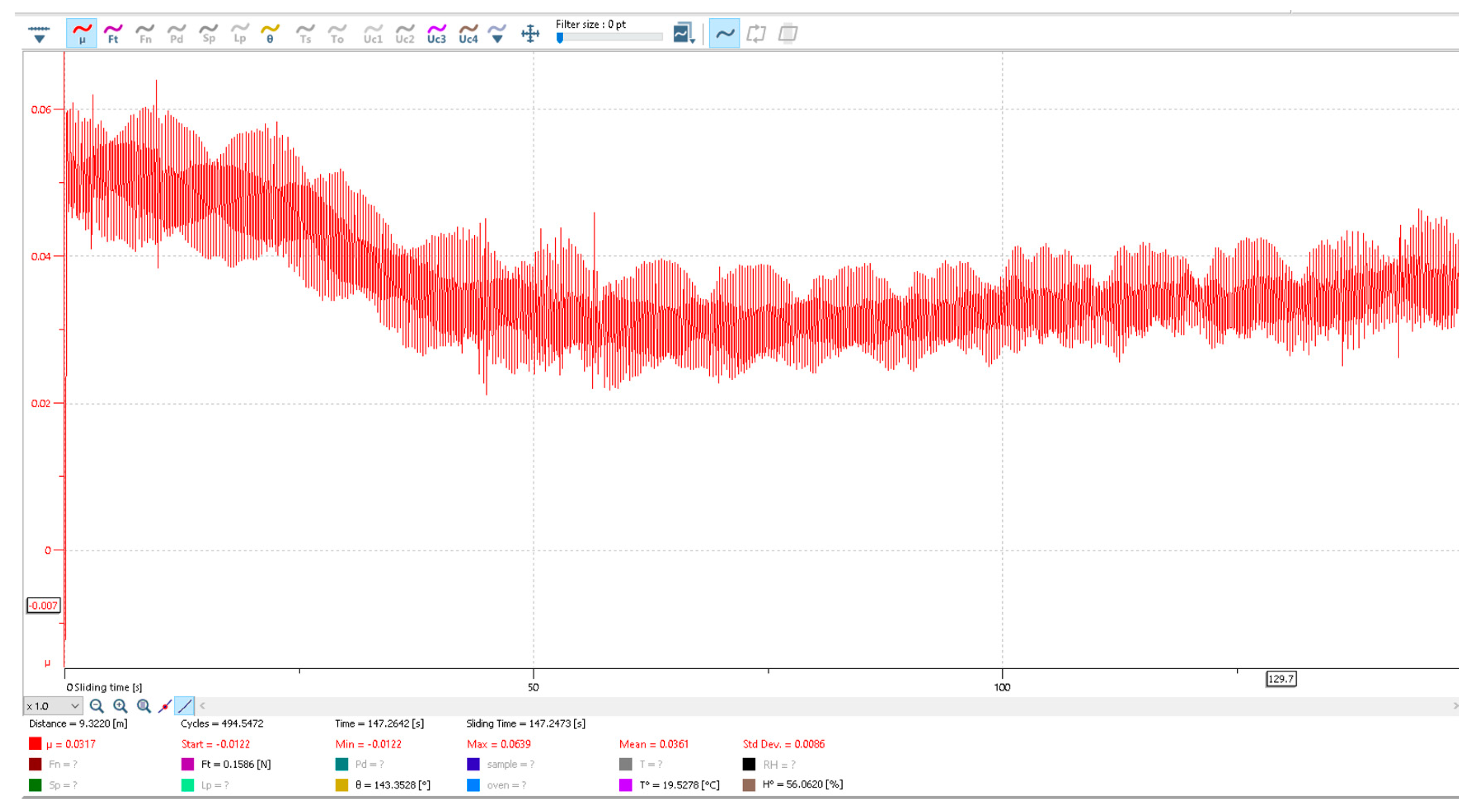
Figure 16.
Friction coefficient variation for Volvo L220 E front loader bucket tooth sample.
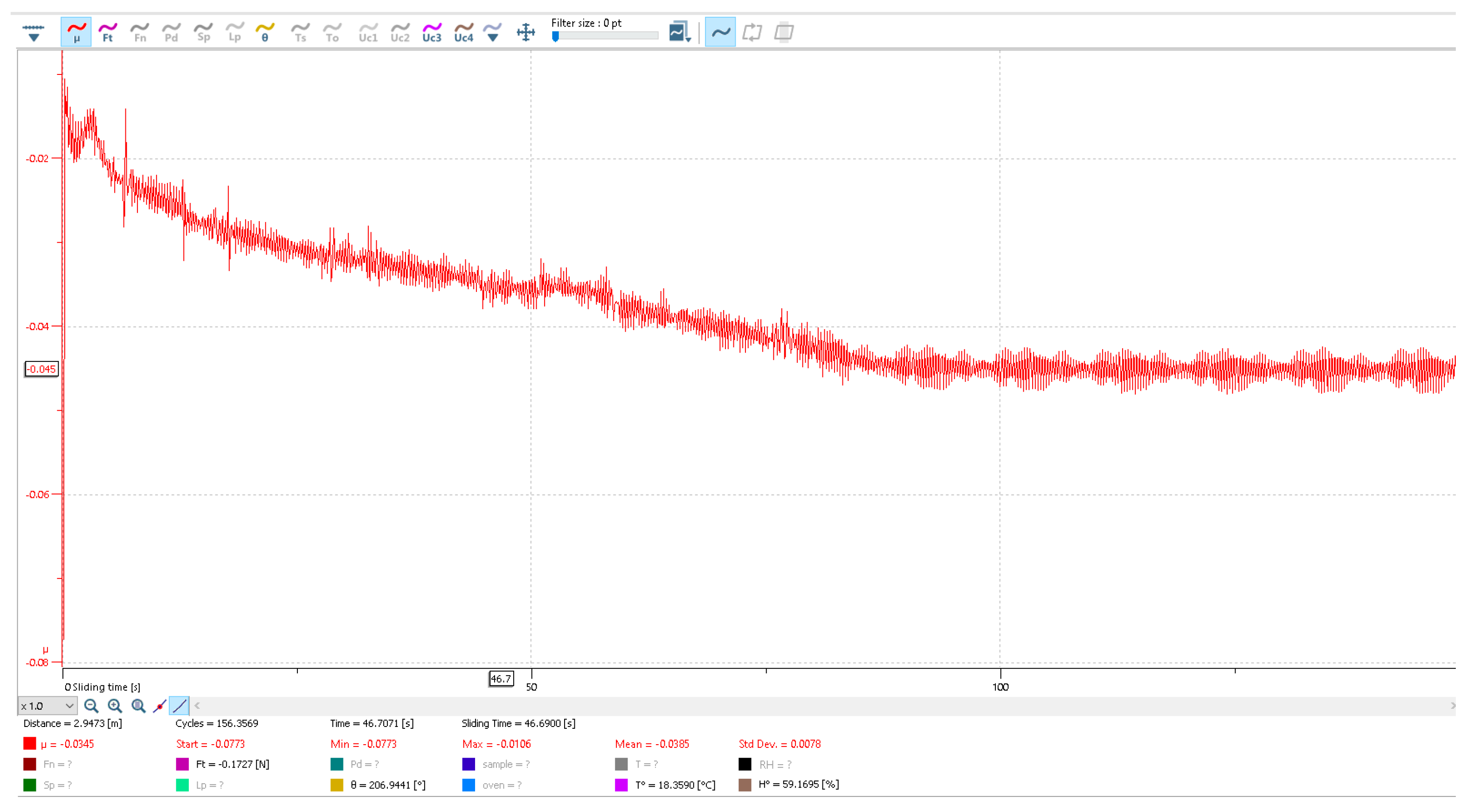
Figure 17.
Wear profile of a metal sample (3 mm).
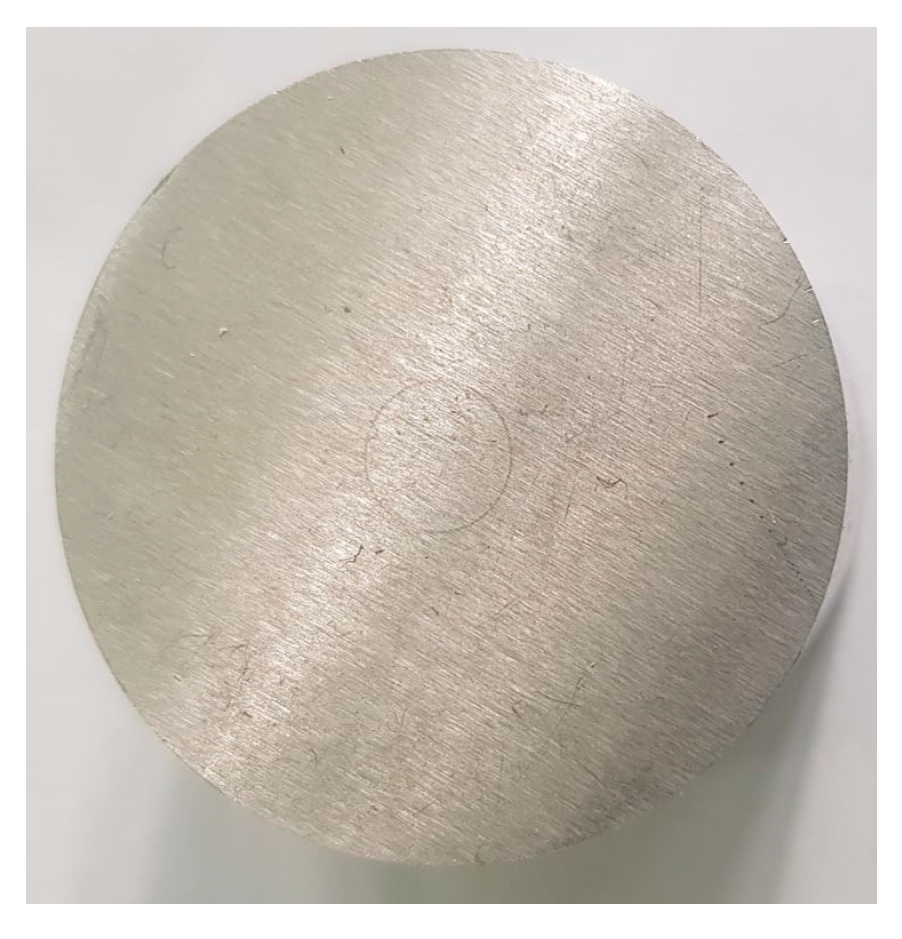
Figure 18.
Wear values for the Liebherr 944 L excavator bucket tooth sample.
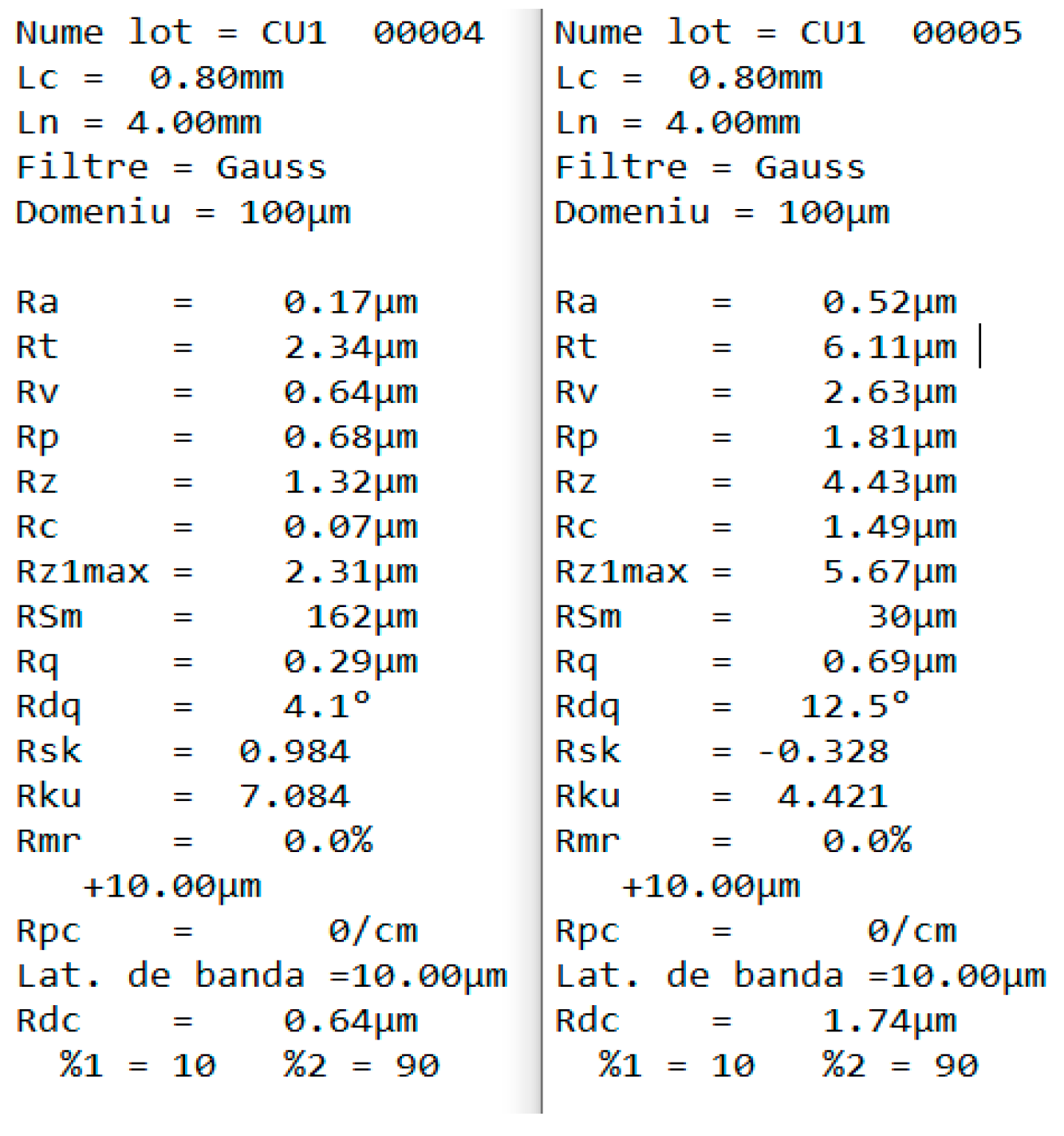
Figure 19.
Wear values for the Volvo L220 E front loader bucket tooth sample.
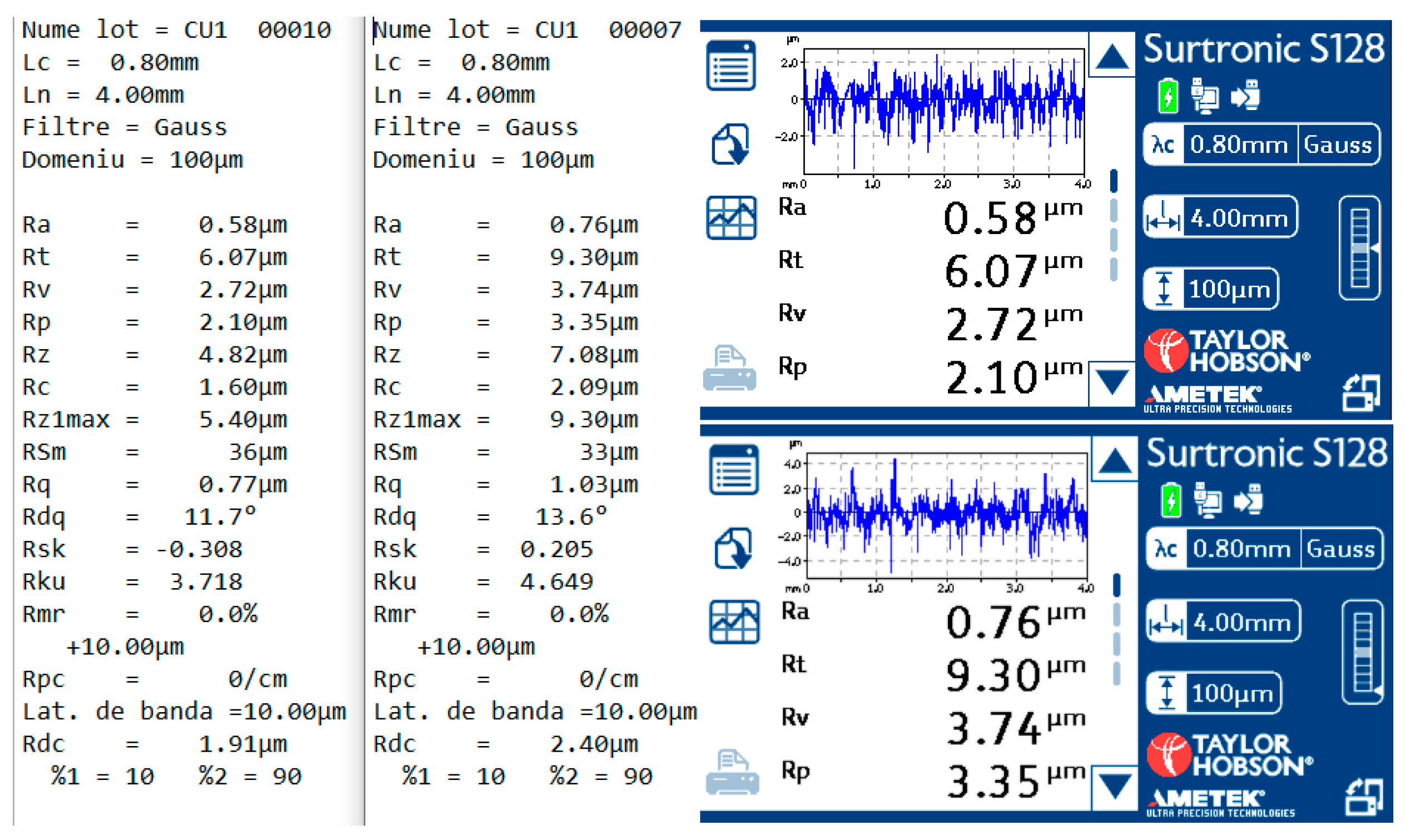
Figure 20.
Tooth worn in the production process.

Figure 21.
Self-protection system for bucket tooth wear.


Table 1.
The physical-petrographic characteristics of basalt.
| No. | Characteristics | |
|---|---|---|
| 1 | Colour | Gray |
| 2 | Appearance | Homogeneous |
| 3 | Fracture | Angled, slightly irregular prismatic shapes |
| 4 | Texture | Compact, weakly vacuolated |
| 5 | Structure | Porphyric |
| 6 | Density | 2,94 g/cm2 |
| 7 | Compactness | 93,5 % |
| 8 | Appearance | 1,08 % |
| 9 | Appearance | 6,5 % |
| 10 | Compression strength | 147 N/mm2 |
| 11 | Friction wear resistance (at 440 rpm) in dry state | 0,07 g/cm2 |
Table 2.
Values of operating time between failures and time to repair the bucket teeth of the Liebherr 944 L excavator.
Table 2.
Values of operating time between failures and time to repair the bucket teeth of the Liebherr 944 L excavator.
| Time | Value | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Operating times between two failures, hours | 18 | 24 | 35 | 36 | 37 | 42 | 43 | 48 | 64 | 65 |
| 66 | 67 | 72 | 73 | 78 | 96 | 108 | 120 | 126 | 138 | |
| 140 | 162 | 168 | 174 | 198 | 222 | |||||
| Repair times (minutes) | 40 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
| 60 | 60 | 60 | 65 | 65 | 65 | 70 | 70 | 75 | 75 | |
| 80 | 80 | 80 | 80 | 85 | 85 | |||||
Table 3.
Values of operating time between failures and time to repair the bucket teeth of the Volvo L220 E front loader.
Table 3.
Values of operating time between failures and time to repair the bucket teeth of the Volvo L220 E front loader.
| Time | Value | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Operating times between two failures, hours | 7 | 7 | 7 | 14 | 14 | 14 | 14 | 14 | 20 | 21 |
| 21 | 26 | 27 | 28 | 28 | 29 | 35 | 37 | 42 | 44 | |
| 48 | 55 | 56 | 63 | 65 | 69 | 70 | 72 | 76 | 77 | |
| 78 | 79 | 83 | 105 | 107 | 114 | 118 | 127 | 130 | 149 | |
| 160 | 178 | 211 | 227 | 347 | 533 | 538 | ||||
| Repair times (minutes) | 120 | 180 | 180 | 180 | 180 | 180 | 180 | 190 | 200 | 205 |
| 220 | 220 | 230 | 230 | 230 | 240 | 240 | 240 | 240 | 240 | |
| 240 | 250 | 260 | 260 | 260 | 260 | 260 | 260 | 270 | 270 | |
| 270 | 270 | 290 | 290 | 300 | 300 | 300 | 300 | 300 | 300 | |
| 310 | 310 | 320 | 330 | 360 | 450 | 840 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



