
Submitted:
23 July 2024
Posted:
24 July 2024
You are already at the latest version
Abstract
The aim of the study was to identify limiting factors for reusing wood through the recycling of window frames by conducting research under fully controlled conditions. The research involved manufacturing new window frames, seasoning them, and then shredding them into wood particles to prepare a three-layer particleboard. The proportion of wood particles in recycling was 0, 5, 10, 25, 50, and 100 parts by weight of the manufactured particleboard. Mechanical property tests were conducted: modulus of elasticity (MOE) and modulus of rupture (MOR), internal bond (IB), screw withdrawal resistance (SWR), and physical properties: density profile (DP), thickness swelling (TS) after water immersion, water absorption (WA), as well as formaldehyde emission and total volatile organic compounds (TVOC) tests. The conducted research indicates a significant potential for utilising wood from this sector of the wood industry, particularly considering variants with a higher proportion of recycled wood. MOR and MOE results are most promising for variants above 50 parts by weight of recycled wood. Based on the results obtained, it is clear that the production process should be improved or the raw material modified to enhance the internal bonding of particleboard, as these results were the weakest. Thus, recycled wood from window joinery has the potential to be reincarnated as particleboard, which continues to be widely used in their production.
Keywords:
particleboard
; circular economy
; recycling
; window frames
; furniture
1. Introduction
The three most significant issues the world is currently experiencing are the depletion of natural resources, climate change, and environmental degradation. It is becoming more and more obvious that we need to alter the way that we create and consume commodities to meet these difficulties. A possible way towards a more sustainable future is provided by sustainable manufacturing and goods. The global waste crisis has led to a rise in consumer demand for sustainable goods. Environmentally friendly items have become more and more in demand over the last several years [1]. Worldwide, the use of biodegradable goods and bio-based materials is growing in both industrialized and developing nations. This is required to lessen pervasive environmental contamination [2]. The use of natural products to preserve ecosystems is becoming more widely known because of ongoing assistance from the United Nations (UN). They frequently emphasize how vital natural resources are to all commercial businesses, as well as to those who employ natural byproducts to preserve and improve environmental quality [3].
Upcycling is the practice of adding value to discarded or waste items and resources by creatively repairing, reusing, transforming, refurbishing, improving, and remanufacturing them [4]. Upcycling lowers waste, produces jobs, extends the life and quality of materials and goods, and promotes environmentally friendly consumer behaviour [5]. The upcycling movement has been more popular in the past several years, fueled by various causes including increased awareness of environmental issues in general and the availability of resources and garbage in particular [6]. A greater understanding of the governance mechanisms for sustainable development and the urgency with which environmental challenges must be addressed are also emerging trends. Sustainable development necessitates the participation of multiple factors in the shift to a society that is more resource-efficient. These days we have a lot of ideas for upcycling in different areas. For example, using wood dust from recycled particleboard [7], ground chestnuts [8], ground banana peels [9], or the use of leftover coffee beans [10] as a filler in layer composite technology, used artificial grass to produce high-performance wood-plastic composites (WPC) [11], converting used paper and cardboard into textiles [11], Solid, non-biodegradable aluminium debris has been gathered from a variety of sources, including restaurants, gutters, trash dumps, funeral homes, event spaces, and producers of aluminium windows and frames. The metal has been turned into sculptures [12], use of crushed recycled HDPE caps to create MDF boards [13], use of sawdust from furniture factory waste in the production of wood-plastic composites and prototypes [14], grinding waste desks made from particleboard to create particleboard again [15], other scientists who have also tried to recycle particleboard residues to produce particleboard [16,17,18], the use of natural and recycled leather residues to produce high-density fibreboard and particleboard [19,20], or even the use of waste in creative creation and design, as in a study [21] where used fizzy drink cans were creatively transformed into different products.
Large volumes of garbage are now dumped into trash cans worldwide during routine building or demolition projects. If wooden components from building and demolition trash can be recycled or repurposed in some other way to create sustainable secondary goods, life cycle studies of this waste have shown significant environmental advantages [22,23,24]. Reuse with minor modification, oriented strand board, particleboard, paper production, and other kinds of composites are among the options that spring to mind. Burning the material to produce power is an additional choice. This can be accomplished directly in a steam generator or by turning wood waste into pellets [25] or liquid biofuels such as ethanol [26]. In summary, wood composite panels are often recycled using three methods: mechanical, thermo-hydrolytic, and chemical, or combinations thereof [27] and the biggest problem during wood recycling is chemical pollutants such as wood preservatives, paints, and adhesives are difficult to remove mechanically from wood waste. As a result, regulating these pollutants is critical in the cascading and reuse of resources [28], Additionally, the presence of resins, varnishes, paints, wood treatment products, heavy metals, and contaminating materials such as glass and plastics makes recycling a challenging task. Therefore, the most commonly chosen options include landfilling such materials, energy recovery through incineration, and material recovery through cleaning the raw material of these contaminants [16].
Household waste is the garbage that is produced every day and includes residual rubbish that is regularly collected as well as recyclables that are separated. Bulky waste, on the other hand, is typically produced in big numbers and less regularly, such as when cleaning, home remodelling, or moving [29]. When window frames approach the end of their useful life, they are disposed of in containers and become bulky garbage. Window frames are the load-bearing framework that gives every window its form and solidity. Because of alterations in lifestyle and economic circumstances that lead to the search for low-cost products for rapid replacement, bulky trash is a substantial and expanding waste stream in every nation. According to the US EPA Terms of the Environment 2018, this category of waste includes large solid waste items like furniture, appliances, car parts, trees, branches, stumps, and other bulky waste whose size makes it difficult or impossible to treat them using standard solid waste collection, treatment, or disposal methods. Because of the rise in urban garbage and the depletion of resources, sustainable development requires the use of recyclable materials [30].
An estimated 19 million tons of garbage, 60% of which ends up in landfills, are produced annually in European countries from various commodities such as furniture, mattresses, upholstery, textiles, and plastic garden products [31]. A study suggests that by 2030, wood supply may not be enough to satisfy demand in Europe [32]. Because of this, another study created WPC from bulky trash on an industrial scale, allowing for reduced production costs while accounting for the apparent decrease in the environmental effect of plastic waste as well as the lower cost of the ingredients employed [33]. Additional studies are being conducted on the potential for repurposing waste plastics in a range of uses, such as cement and (WPC), and fuel generation [34,35,36,37,38,39,40,41]. Additionally, utilizing waste materials - particularly recycled composites rather than virgin polymers in WPC - reduced material prices [42]. One potential use of recycled wood material, particularly at the final stage of recovery, is its conversion into activated carbon. When added to particle boards, this activated carbon can reduce formaldehyde emissions by approximately 25%, this is confirmed by studies on Scots pine. [43].
If joinery waste - that is, waste from the production, usage, and disassembly of wooden windows and doors - is not appropriately managed, it may harm the environment. Although it’s frequently necessary, replacing windows generates a significant quantity of trash. Wood is a valuable raw material used to make windows, and getting rid of it is not always easy. The harvest of wood, a renewable raw material, has less of an environmental impact than the manufacturing of artificially derived construction materials. Recovering the raw material from old windows conserves natural resources and lessens the need for deforestation. Landfills are not the best place for wooden windows to end up because of the lengthy decomposition process that releases methane, a dangerous greenhouse gas.
Thus, the purpose of this study was to use shredded wood window frames of the two most common surface finishes to create three layers of particleboard and an assessment of the factors limiting that way wood reuse.
2. Materials and Methods
2.1. Materials
Industrial particles, pine (Pinus sylvestris L.) and spruce (Picea abies (L.) H.Karst) with about 3% moisture content (MC), intended for use in face and core layer particleboard production (reference raw material) and obtained from a plant in Poland, were used. The imitation post-consumer window frames were prepared from pine (Pinus sylvestris L.) sawn wood in the laboratory and then painted - with clear varnish and white paint. Sigma Coatings paints (PPG Deco Poland, ul. Kwidzyńska 8, 51-416 Wrocław, Poland) were used for surface finishing.
2.2. Preparation of Panels
Following the production process for the window frames, a waterproofing layer, a primer, an interlayer, and an appropriate top coat were applied. The application was carried out in accordance with the manufacturer’s recommendations. The window frames prepared in this manner were seasoned for one year and then re-milled using a laboratory knife milling machine. This laboratory prototype was provided by the Research and Development Centre for Wood-Based Panels Sp. z o. o. in Czarna Woda, Poland, and is equipped with knives and counter-knives similar to those found in industrial milling machines used for particleboard production. During the particles’ resination, the glue was sprayed over the particles with an air gun while they were being blended in a laboratory mixer. Silekol S-123 (Silekol Sp. z o. o., Kędzierzyn—Koźle, Poland of about 66% dry content (EN 827 2005 [44]) urea-formaldehyde (UF) industrial resin was used, with ammonium nitrate water solution as a hardener, to reach the curing time of glueing mass in 100 °C of about 86 s.). Resination: 12% and 10%, face and core layer, respectively. No hydrophobic agents were added. The panels had a nominal density of 670 kg m−3, 16 mm thickness, with 32% of the mass coming from the face layers. The share of post-consumer particles was 5, 10, 25, 50, 100 parts by weight. The manually formed mats were initially pre-pressed on a hydraulic press (ZUP-NYSA PH-1P125) at room temperature for 30 s under the maximum unit pressure of 0.9 MPa, then pressed in a hot (200 °C) hydraulic press (AKE, Mariannelund, Sweden) with a press factor of 20 s mm−1 of the nominal thickness of the panel under the maximum unit pressure of 2.5 MPa. The maximum press pressure was maintained for the first 50% of the pressing period, then dropped by one-third for the next 20%. The maximum press pressure was maintained for the first 50% of the pressing time, then reduced by 1/3 for the next 20% of the pressing time, then again by 1/3 for the next 20% of the pressing time, and so on until the press was opened within the final 10% of the total pressing time. Before the tests, the created boards were conditioned at 20 °C and 65% ambient air humidity to achieve a constant mass and all samples were calibrated (sanded to the nominal thickness) before testing.
2.3. Characterization of the Elaborated Panels
The initial phase of the study involved the prepared window frames, with the determination of coating hardness carried out according to ISO 1522 (2022) [45] standards. Subsequently, the window frames were processed using a laboratory knife mill (a prototype provided by the Research and Development Centre for Wood-Based Panels Sp. z o.o. in Czarna Woda, Poland), equipped with a set of knives and counter-knives typical of industrial particleboard particles production cutters. The resulting particles underwent testing for bulk density and fractional composition via sieve analysis. The following mechanical and physical characteristics were assessed in this study using European standards (where applicable): density [46], bending strength (modulus of rupture - MOR) and modulus of elasticity (MOE) [47], internal bonding (IB) was determined according to EN 319 [48], screw withdrawal resistance (SWR) [49], water absorption (WA) and thickness swelling (TS) after 2 and 24 hours of immersion in water [50]. All mechanical properties were tested on a computer-controlled universal testing machine (Research and Development Centre for Wood-Based Panels Sp. z o.o. Czarna Woda, Poland). For every test of mechanical and physical parameters, a minimum of 10 samples of each type of panel were used. Test specimens with dimensions of 50 mm by 50 mm were used, and they were analysed using a Grecon DA-X measuring device (Fagus-GreCon Greten GmbH & Co. KG, Alfeld/Hannover, Germany) using direct X-ray densitometry scanning panel thickness in 0.02 mm sample step to obtain the density profile (DP). After analysing three samples of each test variant, a representative density profile was chosen for each panel type to be further analysed. The selected results were referenced to the European standard [51] where possible.
The emission of formaldehyde (HCHO) and total volatile organic compounds (TVOC) was measured on three samples per tested panel using the method described in [52]. Three samples each from the reference variant and the variants made entirely from recycled materials were used for this study.
2.4. Statistical Analyses
Analysis of variance (ANOVA) and t-test calculations were used to test (α = 0.05) for significant differences between factors and levels using the IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA). A comparison of the means was performed and the homogenous and non-homogenous groups have been collected in Table 1. Where applicable, the mean values of the investigated features and the standard deviation indicated as error bars, have been presented on the plots as error bars.
3. Results and Discussion
3.1. Fraction Share and Bulk Density of Particles
Figure 1 shows the fractional composition of particles from the milling of white-painted and clear-painted window frames compared to particles conventionally used in the particleboard industry. For industrial particles, most fractions fall within the 1-4 mm range. In contrast, particles obtained from reclaimed wood window frames are reduced during shredding, with most fractions ranging from 0.25-4 mm, particularly for those with white paint. A similar trend is observed with particles from clear varnish-painted window frames; however, these contain a higher proportion of fine fractions compared to white-painted particles. The higher density and brittleness of varnishes compared to wood likely contribute to the shortening of the particles. A similar trend of particle shortening was observed in studies where particleboards were subjected to repeated milling. These particleboards contained laminate, which has a high density similar to varnish. Additionally, with each successive batch of particleboard made from particleboard residues, the adhesive content increased. Once cured, this adhesive also has a higher density compared to wood [9]. Consequently, there was a significant shortening of wood fibers, as confirmed by the studies of Wronka and Kowaluk (2022a).
Figure 2 illustrates the bulk density of various raw materials. The industrial particles, which were free from contamination, recorded the lowest bulk density (145 kg m−3), a finding consistent with the literature [53]. The blue bar represents the bulk density values of window frame mill particles painted with clear paint (177 kg m−3). This value is higher than that of industrial particles but lower than the bulk density of particles from milled window frames painted with white paint (192 kg m−3). The differences in these values may be attributed to the varying compositions of the coatings used. White paint, which contains a filler, likely contributes to the increased bulk density.
3.2. Relative Hardness and Density Profile
Figure 3 shows the relative hardness of the Sigma Coatings brand used. The surface with clear varnish exhibited a higher relative hardness of 0.15, whereas the surface coated with white varnish had a relative hardness of 0.11. This information is crucial when considering the fractional composition of the particles after milling. Harder coatings tend to be more brittle, which can lead to an increase in the proportion of smaller fractions, specifically those less than 2 mm, or even dust. The values obtained are consistent with other studies [54]. Another study investigated the effect of temperature on various coatings (varnishes were applied to the heated wood) including cellulose lacquer, synthetic varnish, polyurethane varnish, and water-based varnish. The initial heat treatment of the wood did not contribute to the relative hardness of the varnishes used [55]. Varnished wooden surfaces are exposed to a variety of external variables depending on their application. To avoid economic loss, it is critical to select varnishes that provide optimal performance matched to the specific area of application [56]. Studies report that the enrichment of the varnish with TiO2 and Al2O3 nanofillers promotes a reduction in the thickness of the surface layer and thus contributes to the hardness of the coating and the ability to absorb UV radiation [57].
The diagram in Figure 4 shows the relative hardness for the clear varnish and the white paint used in the tests. The blue line shows the density profile of the white paint, which has a lower density and does not penetrate the wood as deeply as the clear varnish (orange line), which may be due to the presence of fillers in the paint. The lack of fillers in the paint makes the paint penetrate the wood better, which can affect some test results, such as water absorption or bulk density. Paint layer thickness can vary greatly depending on solvent evaporation, surface tension gradients, and paint application processes [58] and also the temperature of the liquid top coating can impact the viscosity of the coating, which therefore affects the dry film thickness on wood surfaces [59]. In addition, the durability of the tested coating was discovered to be better for spruce wood, demonstrating that different wood species can influence the total life and performance of the paint covering [60].
3.3. Modulus of Rupture and Modulus of Elasticity
The results for the Modulus of Rupture (MOR) are presented in Figure 5. It was observed that the MOR value increases with the amount of recycled content. A similar study investigated the effect of density and bonding on the properties of particleboard made from milled window frames, recording comparable MOR values for boards with a density of 700 kg m−³ [61]. Unfortunately, not all of the produced variants met the MOR standard values. The most promising results were observed in particleboards made entirely from recycled material and the highest values were recorded for particles from lacquered window frames. Depending on the origin of the raw material used, the density of the particle board may need to be individually tailored, as it largely determines its strength regarding various mechanical properties including MOR [62].
The Modulus of Elasticity (MOE) is shown in Figure 6. The trend is similar to that observed for the Modulus of Rupture (MOR): as the recycled wood content increases, the MOE also increases. However, unlike the MOR results, all variants met the standard for MOE. Research confirms that using recycled wood can help reduce parameters such as the modulus of elasticity (MOE). Nevertheless, the results obtained also met the required EN 312 standards [63]. During the preparation of the particleboard, dust fractions can also form, for example, during the mixing of the raw material with the adhesive. Studies confirm that the presence of dust fractions in the core layer of the board can contribute to the weakening of MOE parameters [64].
3.4. Internal Bond
The results of the Internal Bond test are depicted in Figure 7. Notably, most variants failed to meet the minimum IB requirements. However, the variant composed entirely of recycled particles successfully met the test standard. Thermally modified wood (TMW) was tested for recycling into a three-layer particleboard. Boards were produced with recycled wood contents of 0, 20, 50, 100. As the TMW content increased, the IB value decreased [65]. The aforementioned thermo-modification of wood can adversely affect the wettability and thus the sticking of wood particles, which is confirmed by similar studies using TWM [66].
3.5. Screw withdrawal Resistance
Screw withdrawal resistance (SWR) is shown in Figure 8. The lowest SWR values were recorded for variants where the alternative crude was 5, 20 and 25 parts by mass. The highest values were recorded for particleboards made entirely of reclaimed wood, for the particleboard made of particles with clear varnish the values obtained were even higher than for the reference board. The density of the substance under test determines SWR, which can significantly increase as density increases [67,68]. In contrast, other studies report that recycled wood contributes to lower SWR values [52,69], but it is worth bearing in mind that the recycled raw material and, above all, its form does matter, so it is important to use larger fractions, especially in the core layer [70].
3.6. Water Absorption and Thickness Swelling
The water absorption diagram is shown in Figure 7. Water absorption decreased as the post-treatment wood content increased, both after 2 and 24 hours. The particleboards made entirely of post-consumer wood and coated with clear varnish exhibited the best dimensional stability. The clear varnish penetrated deeper into the wood (as shown in Figure 4), covering more of the wood surface. This deeper penetration likely contributed to the improved dimensional stability by reducing water absorption. A similar situation was obtained when testing particleboards made from other particleboards, where the WA also decreased as the proportion of recycled wood particles increased [52]. Factors influencing WA were also identified, these include the bulk density [71] of the starting raw material or it could be the quality of the internal bond, the weaker the WA increases more [72].
Figure 9.
Water absorption of tested composites.
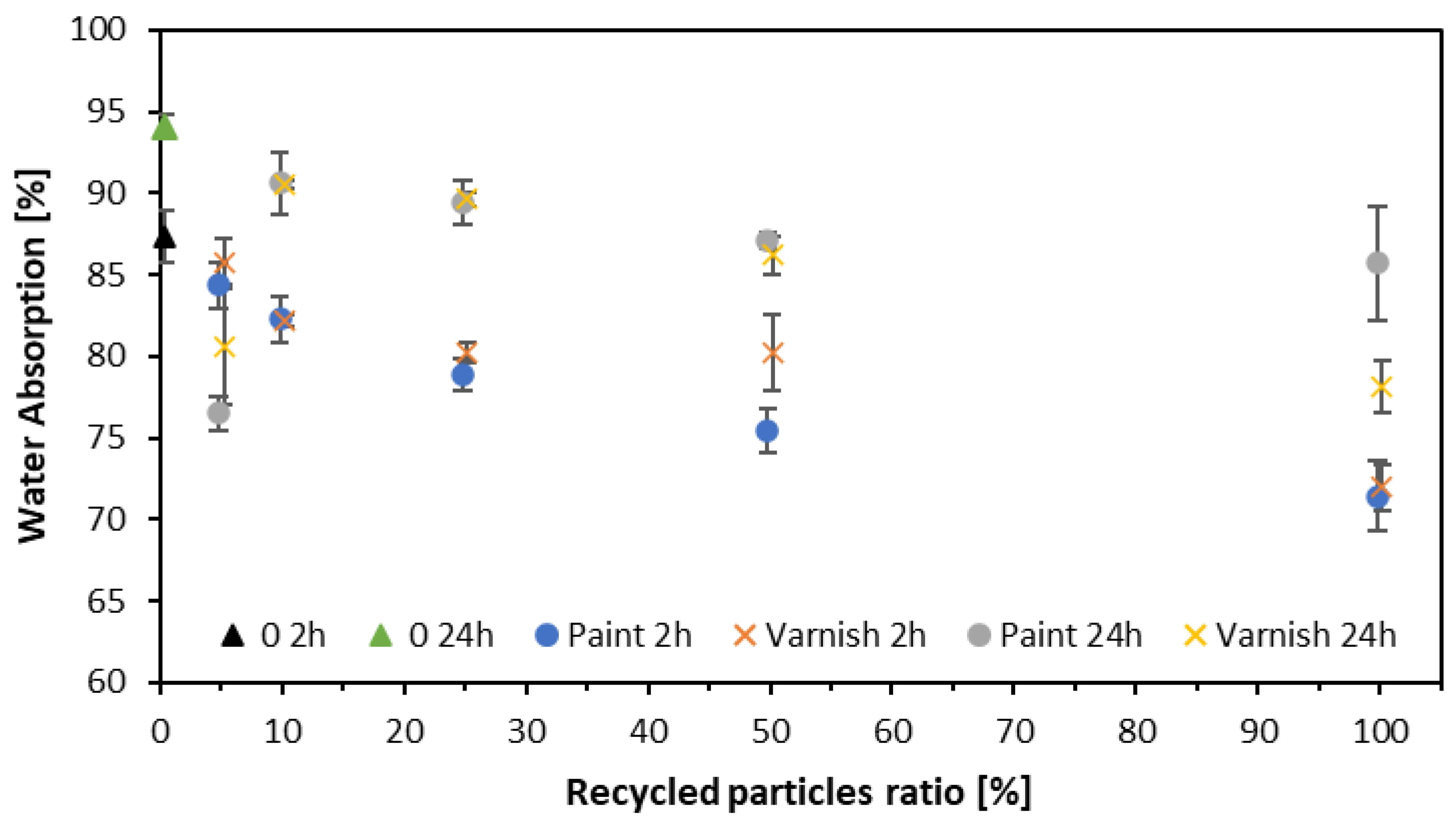
Figure 10 displays the results of thickness swelling after 2 and 24 hours. As the proportion of recycled wood increases, the swelling decreases. This is attributed to the higher presence of varnishes in the manufactured panels, which are less prone to water absorption and, consequently, swelling. The best results were observed in samples with clear varnish, as they exhibited the lowest swelling. A similar trend was observed when testing particleboard made from recycled particleboard. The recycled boards were pre-cleaned by boiling, then properly prepared and used to manufacture new particleboard [15].
3.7. Density Profile
Figure 11 and Figure 12 illustrate the density profiles of the manufactured particleboard variants produced from wood reclaimed from window frames. Upon analyzing the density profile of the panels produced from white-painted window frame particles, it is evident that the overall reproducibility is fairly consistent, with no significant discrepancies. However, a closer inspection reveals a lower density in the central part of the panel. Additionally, as the proportion of recycled particles increases, density fluctuations become more pronounced. These variations could contribute to the poor perpendicular tensile strength observed. Moreover, the presence of larger particles coated with varnish, which has a much higher density than wood, may also affect the density profile, leading to the observed irregularities in the graph. The density profile of the particleboards made partially or entirely from particles derived from window frames painted with clear varnish shows a similar trend to previous observations. However, a key difference is noted in the outer layers of the particleboards and their shape. This difference may be due to the order in which the layers were deposited, with finer particles settling at the bottom of the mats. Consequently, the density peak on the left side is more pronounced, particularly in the board where the recycled fraction is 100%. The brittleness of the varnish contributes to an increase in the proportion of the dusty fraction, affecting the overall density distribution. Research indicates that if the density of the core layers can be reduced due to various reasons – in this case, the presence of paint and varnish – while maintaining appropriate density in the surface layers, high-strength parameters can be retained [73]. The density of the tested particleboards in the core layer does not significantly differ from the reference variant, but it is worth noting that the bulk density of recycled materials was higher depending on the applied finish, which can also decrease the mechanical properties of the tested wood composites [74].
3.8. Formaldehyde and TVOC Emission
Total volatile organic compounds (TVOC) and formaldehyde emissions from transparent wood varnish and white paint, as it has been presented in Figure 13, can exhibit similar levels after one year due to several factors. Initially, both products release a high concentration of VOCs and formaldehyde as solvents and other chemical components evaporate during and after application. Over time, these emissions decrease significantly as the materials cure and stabilize. A year post-application, the residual emissions from both products primarily come from the degradation of the remaining organic compounds in the cured film. Transparent wood varnish and white paint often contain similar base components, such as resins, solvents, and additives, which release VOCs and formaldehyde as they slowly break down. The differences in initial composition become less significant over time as the more volatile components have already evaporated, leaving behind compounds with similar stability and degradation rates. Moreover, environmental factors such as temperature [75], humidity [76], and air exchange rates affect the emission rates of both materials similarly. These factors influence the diffusion and off-gassing processes, leading to comparable TVOC and formaldehyde levels in indoor environments after prolonged exposure. Manufacturing standards and regulations also play a role. Both varnish and paint products are subject to stringent guidelines to limit harmful emissions, ensuring that their long-term emission profiles align with safety standards [77]. Consequently, the residual levels of TVOCs and formaldehyde after a year tend to converge within a narrow range dictated by these regulations [78]. In summary, the similarity in TVOC and formaldehyde emissions from transparent wood varnish and white paint after one year is due to the comparable long-term behaviour of their chemical components, influenced by environmental factors and regulatory standards. This convergence highlights the importance of considering both initial and long-term emissions when evaluating the environmental impact and safety of coating products.
Formaldehyde and TVOC emission tests showed no significant differences in the manufactured panels compared to the reference variant. Formaldehyde emissions can depend on several factors, including ambient conditions such as temperature and high humidity. However, it is worth pointing out here that the newly recycled window frames were manufactured using relatively new coatings, which may comply with current emission standards or the formaldehyde content is negligible. A study comparing functionalized paint with regular formula paint found statistically significant decreases in formaldehyde levels in rooms coated with the functionalized paint. This emphasizes the critical role that paint quality plays in formaldehyde emissions. In addition, the recycled material was seasoned for about a year, so some of the formaldehyde may have escaped.
4. Conclusions
The results show that the increasing content of textile fibers in HDF panels has no strong and significant influence on physical properties including density profile, thickness swelling after immersion in water, and water absorption, even with neither the hydrophobic agent nor water-resistant resin applied. The highest impact is on mechanical properties, in particular internal bonding and screw withdrawal resistance. Even the lowest values of modulus of elasticity and modulus of rupture, achieved here with 20% by weight of upholstery textile fibers, meet the requirements of European standards. It can be concluded that with a not excessively high fiber content from textile waste, taking into account the subsequent use of the HDF produced, it is possible to utilize the recovered upholstery textile fibers as an addition to wood fibers when producing the MDF-type panels. It can help to reduce the amount of textile waste and is a promising result regarding circular economy rules, waste upcycling, and carbon capture and storage (CCS) policy.
The bulk density of varnished or paint-coated wood particles is higher than that of unfinished wood particles. Coloured varnishes (paints) increase bulk density more than clear varnishes. The presence of varnish during the chipping of post-consumer wood contributes to shorter particles.
White varnish, due to its filler content, penetrates the wood less intensively, resulting in higher density but lower hardness compared to clear varnish.
The levels of formaldehyde and VOC emissions from varnished or paint-coated wood particles are not hazardous to health.
Author Contributions
Investigation; Conceptualization, Methodology, Investigation, Data curation, Formal Analysis, Funding acquisition, Resources, Writing – original draft: AW; Conceptualization, Methodology, Data curation, Resources, Supervision, Project administration, Writing – review & editing: GK. All authors reviewed the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available in the open-access repository: https://doi.org/10.18150/WNCGBJ
Acknowledgments
This research was completed with support from the Student Furniture Scientific Group (Koło Naukowe Meblarstwa), Faculty of Wood Technology, Warsaw University of Life Sciences—SGGW.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Sobotková, A.; Šimek, M.; Pařil, P.; Fictum, L.; Szökeová, S. Mechanical and Physical Properties of Boards Made from Recycled Paper. BioResources 2021. [Google Scholar] [CrossRef]
- Jeyaraj, D.; Kalimuthu, M.; Nagarajan, R.; Chithamparam, P.O.; Ismail, S.; Mohammad, F.; A. Al-Lohedan, H.; Krishnan, K. Biowaste Management: Comparison of Banana (Musa Acuminata) and Bamboo (Bambusa Vulgaris) Fibers. 2024, 1245–1259. [Google Scholar] [CrossRef]
- Priyadarshana, R.W.I.B.; Kaliyadasa, P.E.; Ranawana, S.R.W.M.C.J.K.; Senarathna, K.G.C. Biowaste Management: Banana Fiber Utilization for Product Development. J. Nat. Fibers 2022, 19, 1461–1471. [Google Scholar] [CrossRef]
- Wegener, C.; Aakjær, M. Upcycling – a New Perspective on Waste in Social Innovation. J. Comp. Soc. Work 2016, 11, 242–260. [Google Scholar] [CrossRef]
- Singh, J.; Sung, K.; Cooper, T.; West, K.; Mont, O. Challenges and Opportunities for Scaling up Upcycling Businesses – The Case of Textile and Wood Upcycling Businesses in the UK. 2019. [CrossRef]
- Farrant, L.; Irving Olsen, S.; Wangel, A. Environmental Benefits from Reusing Clothes. 2010. [CrossRef]
- Wronka, A.; Kowaluk, G. Upcycling of Wood Dust from Particleboard Recycling as a Filler in Lignocellulosic Layered Composite Technology. Materials (Basel). 2023, 16, 1–13. [Google Scholar] [CrossRef]
- Dasiewicz, J.; Wronka, A. Influence of the Use of Chestnut Starch as a Binder Filler in Plywood Technology. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2023, 148, 137–148. [Google Scholar] [CrossRef]
- Wojciechowska, M.; Kowaluk, G. Waste Banana Peel Flour as a Filler in Plywood Binder. Ann. WULS, For. Wood Technol. 2023, 123, 143–152. [Google Scholar] [CrossRef]
- Daniłowska, A.; Kowaluk, G. The Use of Coffee Bean Post-Extraction Residues as a Filler in Plywood Technology. Ann. Warsaw Univ. Life Sci. - SGGW, For. Wood Technol. 2020, 109, 24–31. [Google Scholar] [CrossRef]
- Pu, Z.; Jiang, J.; Li, Y.; Li, L.; Yang, S.; Wang, Q. Upcycling of Waste Artificial Turf for High-Performance Wood-Plastic Composites. 2022. [CrossRef]
- Addai, E.; Agyei, K.I.; Fening, P.A.; Adu-Agyem, J.; Addo-Danquah, S.O. The Use of Aluminium Solid Waste as an Alternative Material for Casting in Sculpture: The Case of Nkawie Senior High Technical School, Ghana. 2023. [CrossRef]
- Borysiewicz, I.; Kowaluk, G. Selected Properties of MDF Boards Bonded with Various Fractions of Recycled HDPE Particles. Ann. WULS, For. Wood Technol. 2023, 123, 18–29. [Google Scholar] [CrossRef]
- Kılıç, İ.; Avcı, B.; Atar, İ.; Korkmaz, N.; Yılmaz, G.; Mengeloğlu, F. Using Furniture Factory Waste Sawdust in Wood-Plastic Composite Production and Prototype Sample Production. 2023, 7212–7229. [Google Scholar] [CrossRef]
- Luo, P.; Yang, C.; He, Y.; Wang, T. Use of Scrap Particleboard to Produce Recycled Particleboard. BioResources 2024, 19, 3837–3844. [Google Scholar] [CrossRef]
- Lykidis, C.; Grigoriou, A. Hydrothermal Recycling of Waste and Performance of the Recycled Wooden Particleboards. Waste Manag. 2008, 28, 57–63. [Google Scholar] [CrossRef] [PubMed]
- Azambuja, R. da R.; de Castro, V.G.; Trianoski, R.; Iwakiri, S. Utilization of Construction and Demolition Waste for Particleboard Production. J. Build. Eng. 2018, 20, 488–492. [Google Scholar] [CrossRef]
- Nuryawan, A.; Rahmawaty; Tambun, K.D.; Risnasari, I.; Masruchin, N. Hydrolysis of Particleboard Bonded with Urea-Formaldehyde Resin for Recycling. Heliyon 2020, 6, e03936. [Google Scholar] [CrossRef] [PubMed]
- Bartoszuk, K.; Kowaluk, G. The Influence of the Content of Recycled Natural Leather Residue Particles on the Properties of High-Density Fiberboards. Materials (Basel). 2023, 16. [Google Scholar] [CrossRef] [PubMed]
- Bartoszuk, K.; Wronka, A. Influence of the Content of Recycled Artificial Leather Waste Particles in Particleboards on Their Selected Properties. Ann. WULS, For. Wood Technol. 2023, 134, 124–134. [Google Scholar] [CrossRef]
- Boonpracha, J.; Chanplin, P.; Ngampipat, C.; Sermsri, N. Upcycling for Repurposing Waste Into Creative Products. Creat. Stud. 2024, 17, 192–206. [Google Scholar] [CrossRef]
- Werner, F.; Taverna, R.; Hofer, P.; Thürig, E.; Kaufmann, E. National and Global Greenhouse Gas Dynamics of Different Forest Management and Wood Use Scenarios: A Model-Based Assessment. Environ. Sci. Policy 2010, 13, 72–85. [Google Scholar] [CrossRef]
- Carpenter, A.; Jambeck, J.R.; Gardner, K.; Weitz, K. Life Cycle Assessment of End-of-Life Management Options for Construction and Demolition Debris. J. Ind. Ecol. 2013, 17, 396–406. [Google Scholar] [CrossRef]
- Sandin, G.; Peters, G.M.; Svanström, M. Life Cycle Assessment of Construction Materials: The Influence of Assumptions in End-of-Life Modelling. Int. J. Life Cycle Assess. 2014, 19, 723–731. [Google Scholar] [CrossRef]
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent Developments in Biomass Pelletization - a Review. BioResources 2012, 7, 4451–4490. [Google Scholar] [CrossRef]
- Jafari, V.; Labafzadeh, S.R.; Jeihanipour, A.; Karimi, K.; Taherzadeh, M.J. Construction and Demolition Lignocellulosic Wastes to Bioethanol. Renew. Energy 2011, 36, 2771–2775. [Google Scholar] [CrossRef]
- Kharazipour, A.; Kües, U. Recycling of Wood Composites and Solid Wood Products. In Wood Production, Wood Technology, and Biotechnological Impacts; 2007; pp. 509–533 ISBN ISBN-13: 978-3-940344-11-3.
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading Recycling of Wood Waste: A Review. Polymers (Basel). 2021, 13. [Google Scholar] [CrossRef] [PubMed]
- Larsen, A.W.; Petersen, C.; Christensen, T.H. Bulky Waste Quantities and Treatment Methods in Denmark. [CrossRef]
- Teacă, C.A.; Ignat, M.E.; Nechifor, M.; Tanasă, F.; Ignat, L. In-Soil Degradation of Polymer Materials Waste – a Survey of Different Approaches in Relation with Environmental Impact. BioResources 2023, 18, 2213–2261. [Google Scholar] [CrossRef]
- Crespo, A.I.; Raquel, G.; Pérez, V.E.M. URBANREC: New Approaches for the Valorisation of URBAN Bulky Waste into High Added Value Recycled Products.; 11th Conference on Sustainable Development of Energy, Water and Environment System, 2016.
- Höglmeier, K.; Weber-Blaschke, G.; Richter, K. Utilization of Recovered Wood in Cascades versus Utilization of Primary Wood—A Comparison with Life Cycle Assessment Using System Expansion. Int. J. Life Cycle Assess. 2014, 1755–1766. [Google Scholar] [CrossRef]
- Basalp, D.; Tihminlioglu, F.; Sofuoglu, S.C.; Inal, F.; Sofuoglu, A. Utilization of Municipal Plastic and Wood Waste in Industrial Manufacturing of Wood Plastic Composites. Waste and Biomass Valorization 2020, 11, 5419–5430. [Google Scholar] [CrossRef]
- Turku, I.; Keskisaari, A.; Kärki, T.; Puurtinen, A.; Marttila, P. Characterization of Wood Plastic Composites Manufactured from Recycled Plastic Blends. 2016. [CrossRef]
- Sharma, R.; Bansal, P.P. Use of Different Forms of Waste Plastic in Concrete - A Review. J. Clean. Prod. 2016, 112, 473–482. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A Review on Pyrolysis of Plastic Wastes. 2016. [CrossRef]
- Teuber, L.; Osburg, V.-S.; Toporowski, W.; Militz, H.; Krause, A. Wood Polymer Composites and Their Contribution to Cascading Utilisation. 2015. [CrossRef]
- Sommerhuber, P.F.; Wang, T.; Krause, A. Wood-Plastic Composites as Potential Applications of Recycled Plastics of Electronic Waste and Recycled Particleboard. 2016. [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. The Valorization of Plastic Solid Waste (PSW) by Primary to Quaternary Routes: From Re-Use to Energy and Chemicals. Prog. Energy Combust. Sci. 2010, 36, 103–129. [Google Scholar] [CrossRef]
- Kazemi Najafi, S. Use of Recycled Plastics in Wood Plastic Composites – A Review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Sommerhuber, P.F.; Welling, J.; Krause, A. Substitution Potentials of Recycled HDPE and Wood Particles from Post-Consumer Packaging Waste in Wood–Plastic Composites. Waste Manag. 2015, 46, 76–85. [Google Scholar] [CrossRef]
- Keskisaari, A.; Kärki, T. The Use of Waste Materials in Wood-Plastic Composites and Their Impact on the Profitability of the Product. 2018. [CrossRef]
- Ergün, M.E.; İstek, A.; Özlüsoylu, İ.; Koyuncu, F.; Bülbül, Ş. Low Formaldehyde-Emission Particleboards with the Addition of Scots Pine Wood Waste Derived Activated Carbon. Wood Mater. Sci. Eng. 2024. [Google Scholar] [CrossRef]
- EN 827 Adhesives - Determination of Conventional Solids Content and Constant Mass Solids Content; European Committee for Standardization, Brussels, Belgium, 2005.
- ISO 1522 Paints and Varnishes — Pendulum Damping Test; European Committee for Standardization, Brussels, Belgium, 2022.
- EN 323 Wood-Based Panels - Determination of Density 1993.
- EN 310 Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization, Brussels, Belgium, 1993.
- EN 319 Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board; European Committee for Standardization, Brussels, Belgium, 1993.
- EN 320 Particleboards and Fibreboards - Determination of Resistance to Axial Withdrawal of Screws. 2011.
- EN 317 Particleboards and Fibreboards - Determination of Swelling in Thickness after Immersion in Water 1993.
- EN 312 Particleboards - Specifications; European Committee for Standardization, Brussels, Belgium, 2010.
- Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef] [PubMed]
- Wronka, A.; Kowaluk, G. Upcycling Different Particle Sizes and Contents of Pine Branches into Particleboard. Polymers (Basel). 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Zalewska, A.; Kowalik, J.; Tworek, M. Investigation of the Properties of a Water-Based Acrylic Dispersion Modified with an Ionic Liquid, Surfactant, and Thickener. Environ. Sci. Pollut. Res. 2023. [Google Scholar] [CrossRef] [PubMed]
- Çakicier, N.; Korkut, S.; Sevim Korkut, D. Varnish Layer Hardness, Scratch Resistance, and Glossiness of Various Wood Species as Affected by Heat Treatment. BioResources 2011, 6, 1648–1658. [Google Scholar] [CrossRef]
- Kaygin, B.; Akgun, E. Comparison of Conventional Varnishes with Nanolacke UV Varnish with Respect to Hardness and Adhesion Durability. Int. J. Mol. Sci. 2008, 9, 476–485. [Google Scholar] [CrossRef] [PubMed]
- Aksu, S.; Kelleci, O.; Aydemir, D.; Istek, A. Application of Acrylic-Based Varnishes Reinforced with Nano Fillers for Conservation of Weathered and Worn Surfaces of the Historical and Cultural Wooden Buildings. J. Cult. Herit. 2022, 54, 1–11. [Google Scholar] [CrossRef]
- Saranjam, N.; Chandra, S.; Mostaghimi, J.; Fan, H.; Simmer, J. Orange Peel Formation Due to Surface Tension-Driven Flows within Drying Paint Films. J. Coatings Technol. Res. 2016, 13, 413–426. [Google Scholar] [CrossRef]
- Palija, T.; Jaić, M.; Džinčić, I.; Šućur, A.; Dobić, J. Variability of Dry Film Thickness of a Coating Applied by Roller Coater on Wood in a Real Industrial Process. Drewno 2018, 61. [Google Scholar] [CrossRef]
- Dvořák, O.; Pánek, M.; Kvietková, M.S.; Pastierovič, F.; Štěrbová, I.; Kubista, K.; Sahula, L. Influence of Wood Species on Quality of Exterior Transparent Acrylic Coating During Outdoor Exposure. Wood Res. 2022, 67, 994–1004. [Google Scholar] [CrossRef]
- Çolak, S.; Nemli, G.; Demirkir, C.; Aydin, I.; Demirel, S. Utilization Potential of Waste from Window Joints for Particleboard. J. Compos. Mater. 2011, 45, 29–37. [Google Scholar] [CrossRef]
- Onat, S.M.; Coşkun, K.; Kelleci, O. Particleboard Density and Surface Quality. In Proceedings of the All Sciences Proceedings; 2023.
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1–16. [Google Scholar] [CrossRef]
- Martins, J.; Pereira, J.; Pinto, B.; Coelho, C. Effect of Recycled Wood on Formaldehyde Release of Particleboard. In Proceedings of the COST Action E49 Conference “Measurement and Control of VOC Emissions from Wood-Based Panels”; 2007; p. 10.
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Thermally Modified Wood. Forests 2021, 12, 4–7. [Google Scholar] [CrossRef]
- Borysiuk, P.; Auriga, R. Thermally Modified Particles As Raw Material For.; 2016.
- Wronka, A.; Kowaluk, G. Influence of Density on Selected Properties of Furniture Particleboards Made of Raspberry Rubus Idaeus L. Lignocellulosic Particles. Ann. WULS, For. Wood Technol. 2019, 105, 113–124. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Han, G.; Kawai, S. Formation of the Density Profile and Its Effects on the Properties of Fiberboard. J. Wood Sci. 2000, 46, 202–209. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D.; Lee, S.M. Effects of Recycled Fiber Content on the Properties of Medium Density Fiberboard. Eur. J. Wood Wood Prod. 2018, 76, 1515–1526. [Google Scholar] [CrossRef]
- Sackey, E.K.; Semple, K.E.; Oh, S.-W.; Smith, G.D. Improving Core Bond Strength of Particleboard through Particle Size Redistribution. Wood Fiber Sci. 2008, 40, 214–224. [Google Scholar]
- Wronka, A.; Kowaluk, G. Selected Properties of Particleboard Made of Raspberry Rubus Idaeus L. Lignocellulosic Particles. Ann. WULS, For. Wood Technol. 2019, 105, 113–124. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Ghamsari, F.A.; Salimifard, E. Effects of Adding Nano-Wollastonite, Date Palm Prunings and Two Types of Resins on the Physical and Mechanical Properties of Medium-Density Fibreboard (MDF) Made from Wood Fibres. Bois Forets des Trop. 2018, 335, 49–57. [Google Scholar] [CrossRef]
- Riegler, M.; Weigl, M.; Harm, M.; Rathke, J.; Müller, U. Influence of Hardwood on the Vertical Density Profile and Fracture Energy of Particleboards. “Hardwood Sci. Technol. 5th Conf. Hardwood Res. Util. Eur. 2012, 2012, 3–7. [Google Scholar]
- Wronka, A.; Robles, E.; Kowaluk, G. Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials (Basel). 2021, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Sung, M.; Lee, S.-M.; Min, Y. Decreasing the Formaldehyde Concentration in Indoor Air by Improving the Adhesives Used in Engineered Wood Materials in Korean Apartment Buildings. J. Adhes. Sci. Technol. 2013, 27, 671–682. [Google Scholar] [CrossRef]
- Meng, M.; Hong, W. Mathematical Model for the Formaldehyde Emission from Wood Composites. For. Prod. J. 2017, 67, 126–134. [Google Scholar] [CrossRef]
- Szczurek, A.; Zajiczek, Ż.; Sibilak, D.; Maciejewska, M. Formaldehyde Removal by the Internal Wall Paint – Preliminary Study. In Proceedings of the E3S Web of Conferences; 2018; Vol. 44.
- Chen, W.; Mendell, M.; Li, N.; Kumagai, K. Formaldehyde Emissions from Seams and Cut Edges of Laminate Flooring: Implications for Emission Testing Protocols and Exposure Estimation. Build. Environ. 2018, 143, 652–660. [Google Scholar] [CrossRef]
Figure 1.
Mass fraction share of recovered particles used in research.
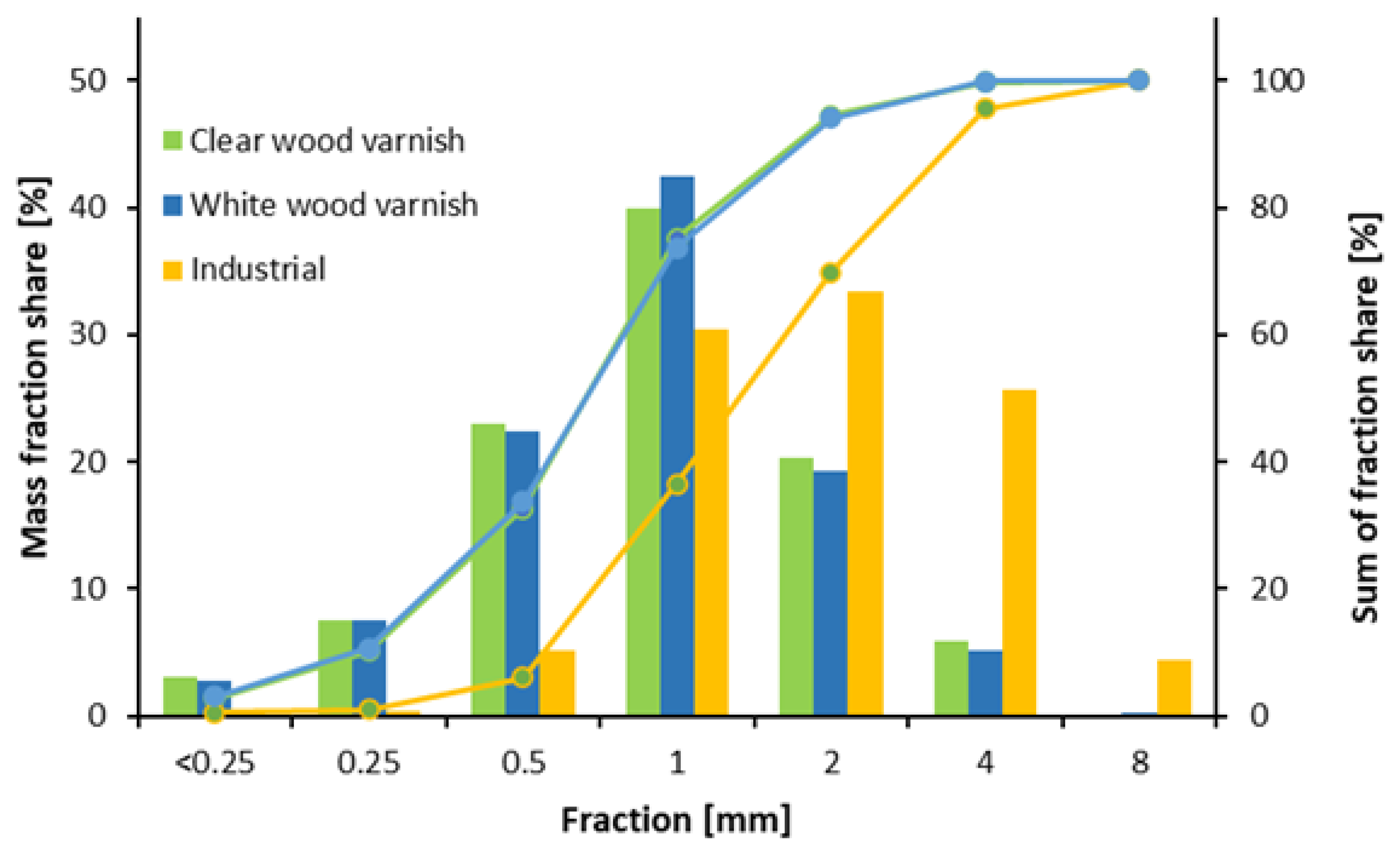
Figure 2.
The bulk density of used particles.
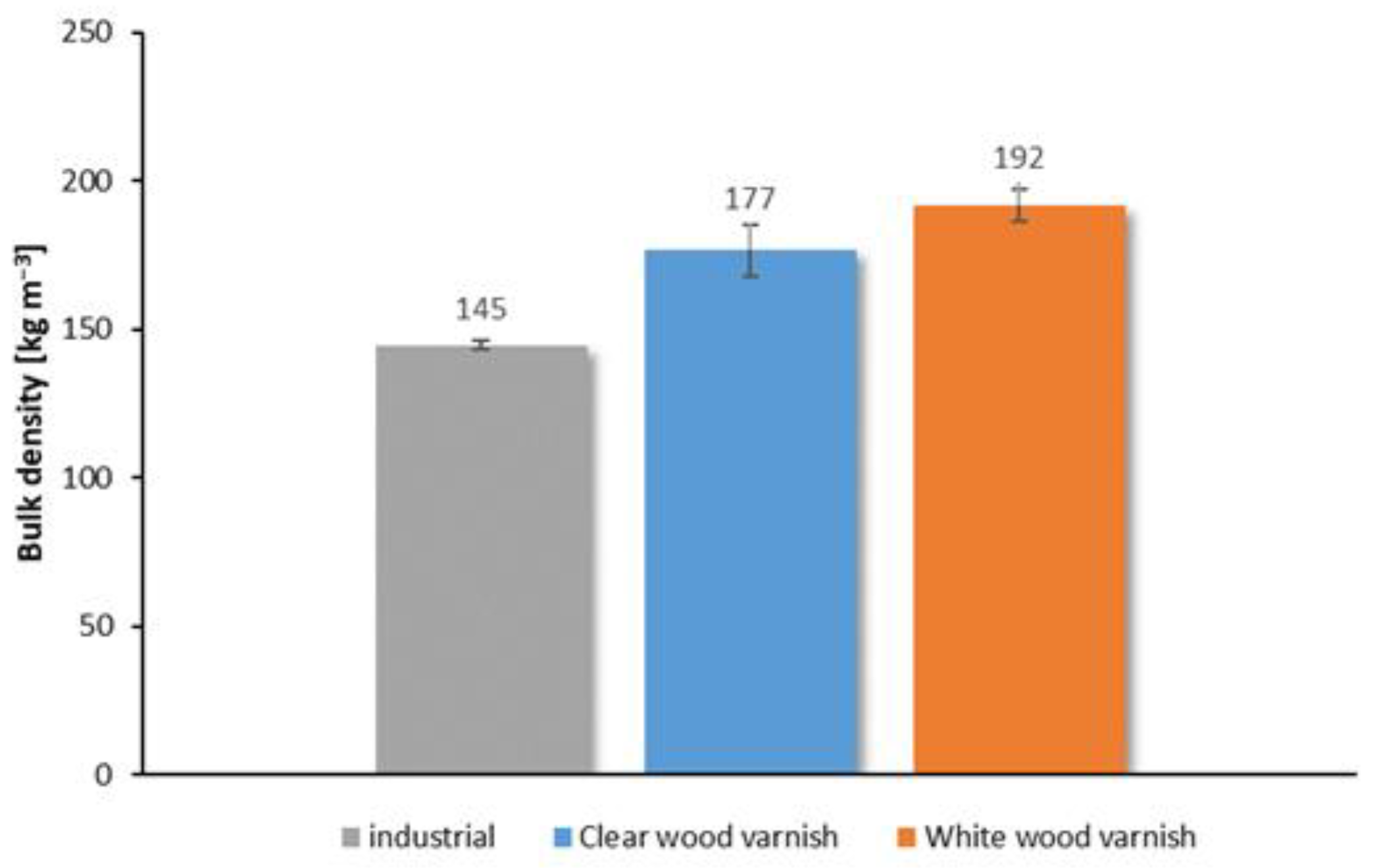
Figure 3.
Relative hardness of the applied coatings.
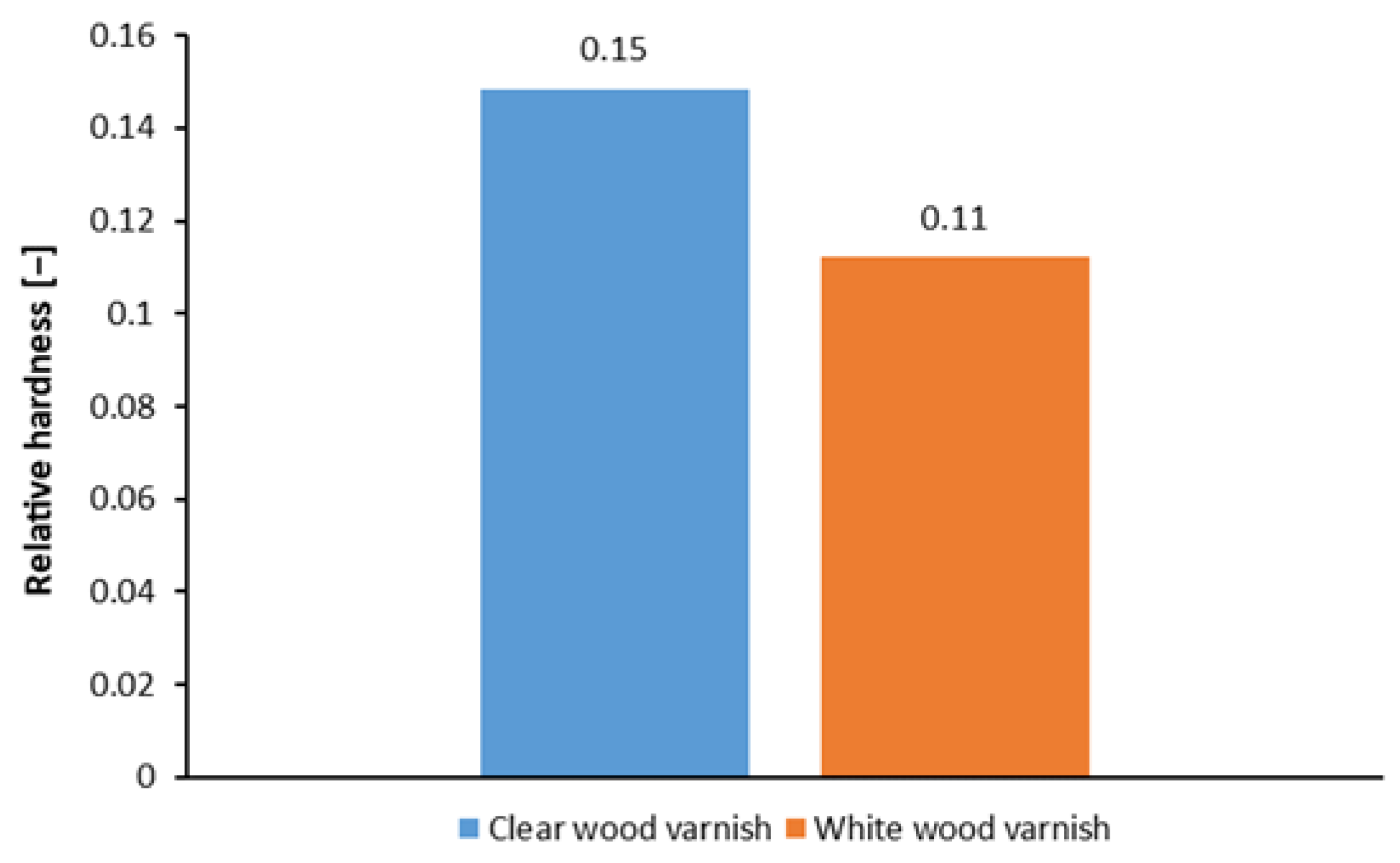
Figure 4.
The density profile of the surface of the finished window frames.
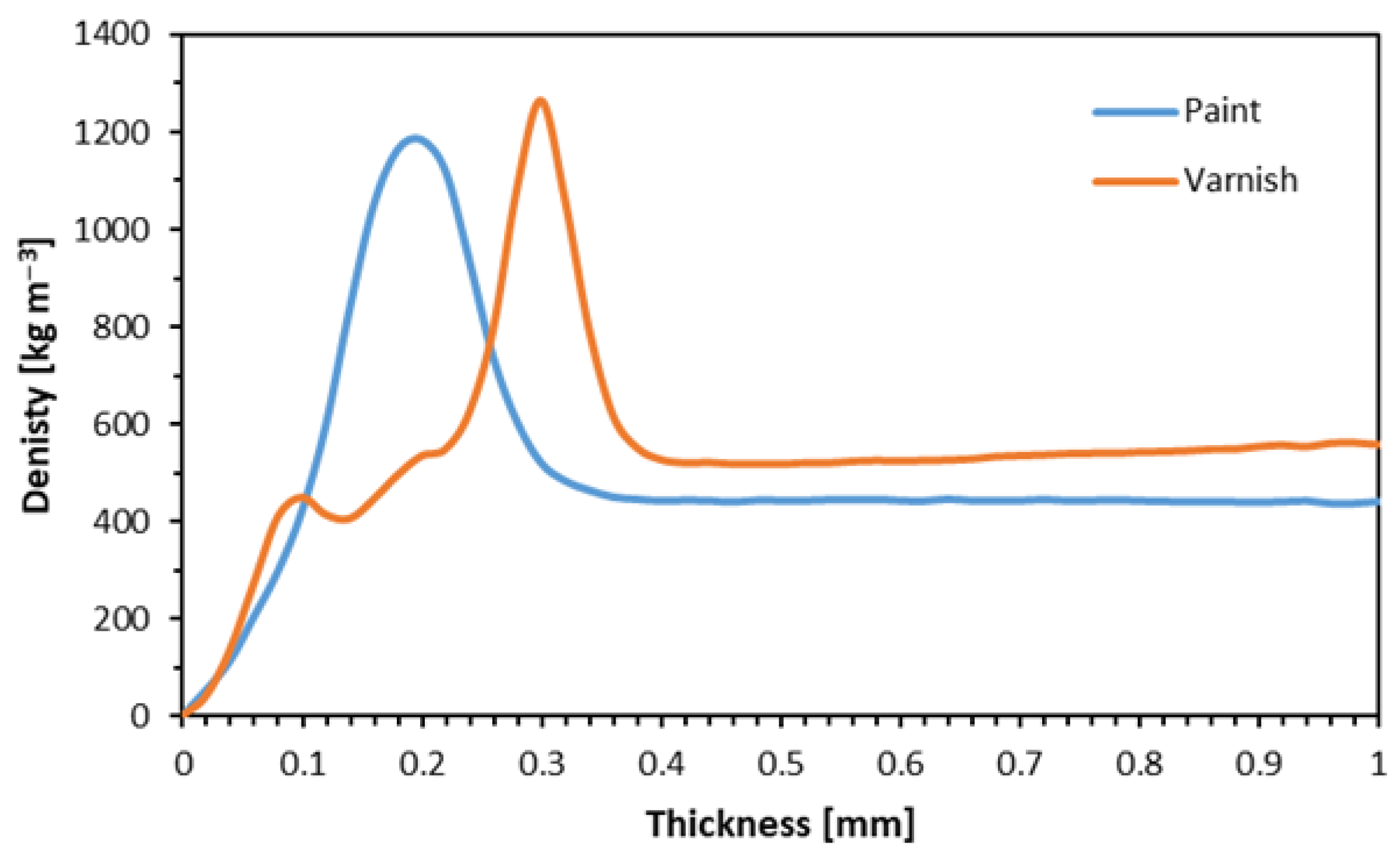
Figure 5.
Modulus of rupture of tested composites.
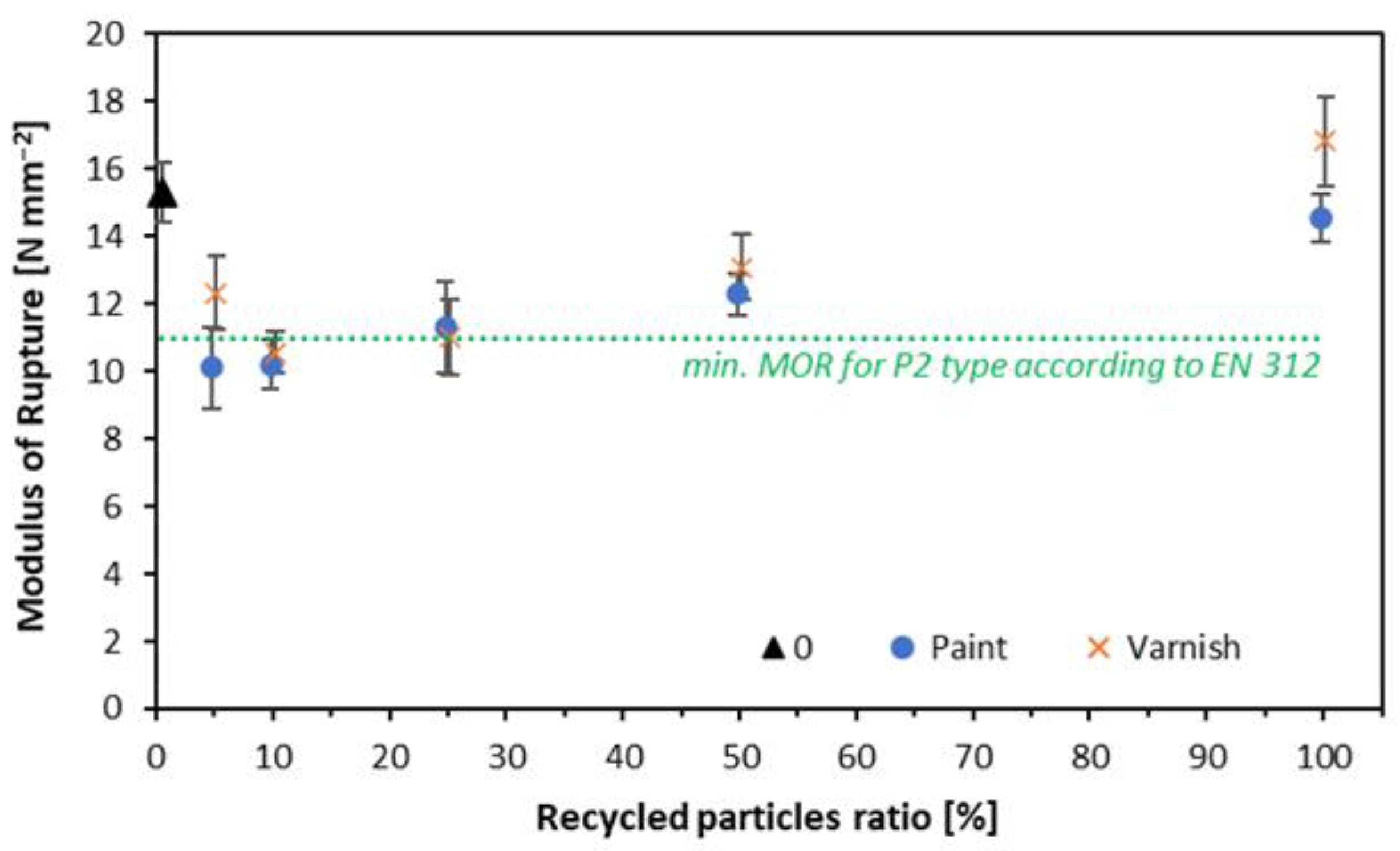
Figure 6.
Modulus of elasticity of tested composites.
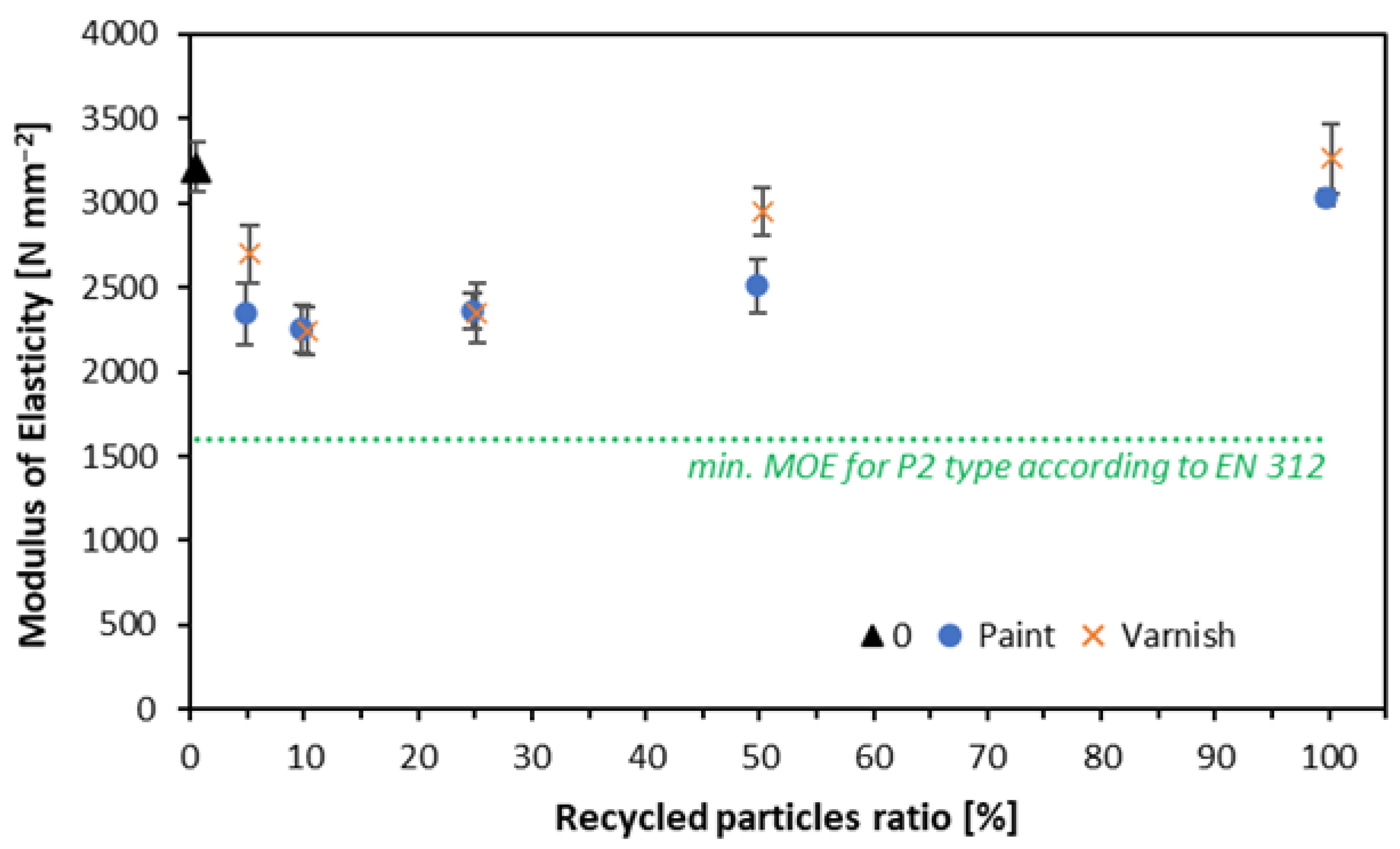
Figure 7.
Internal bond of tested composites.
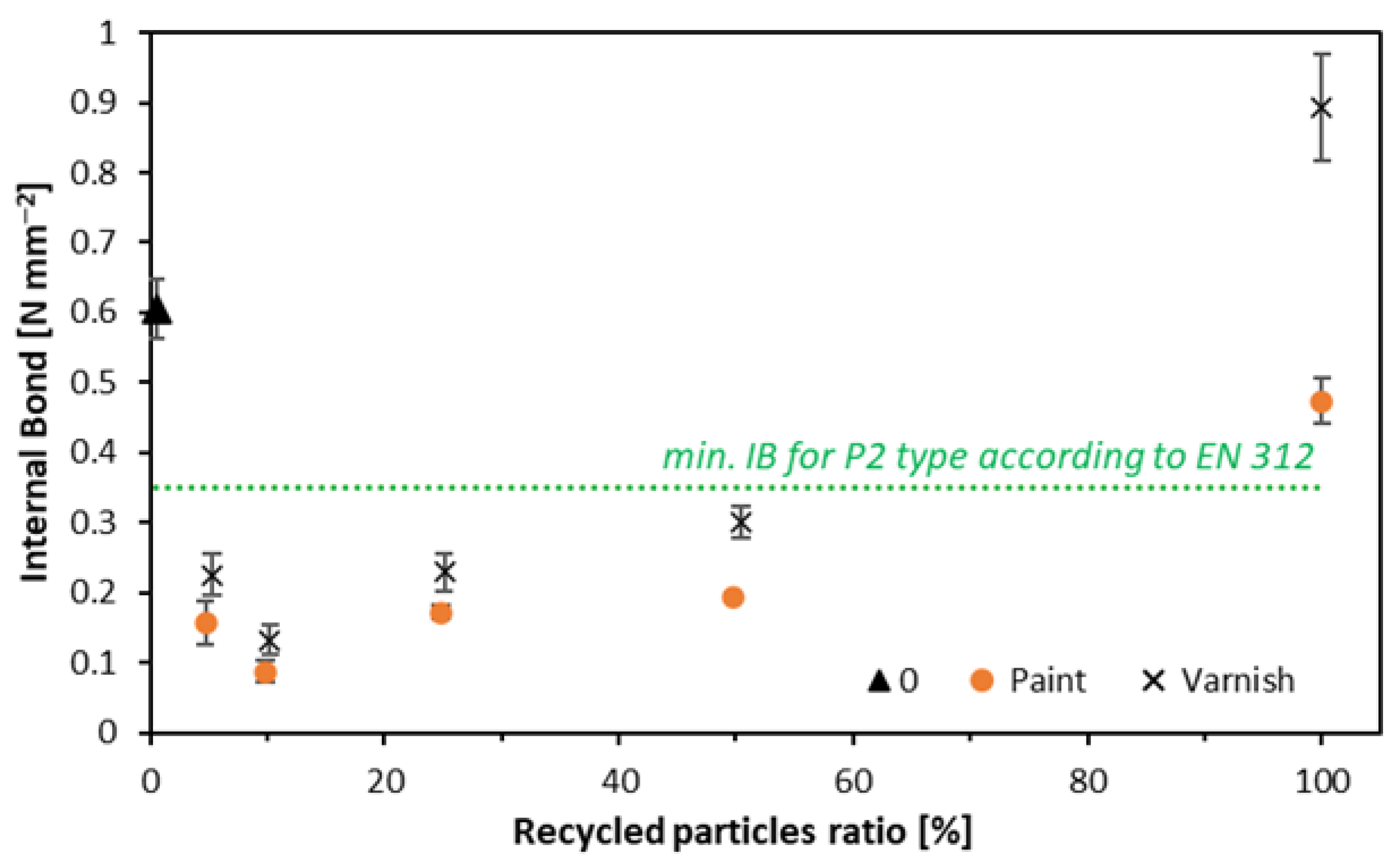
Figure 8.
Screw withdrawal resistance of tested composites.
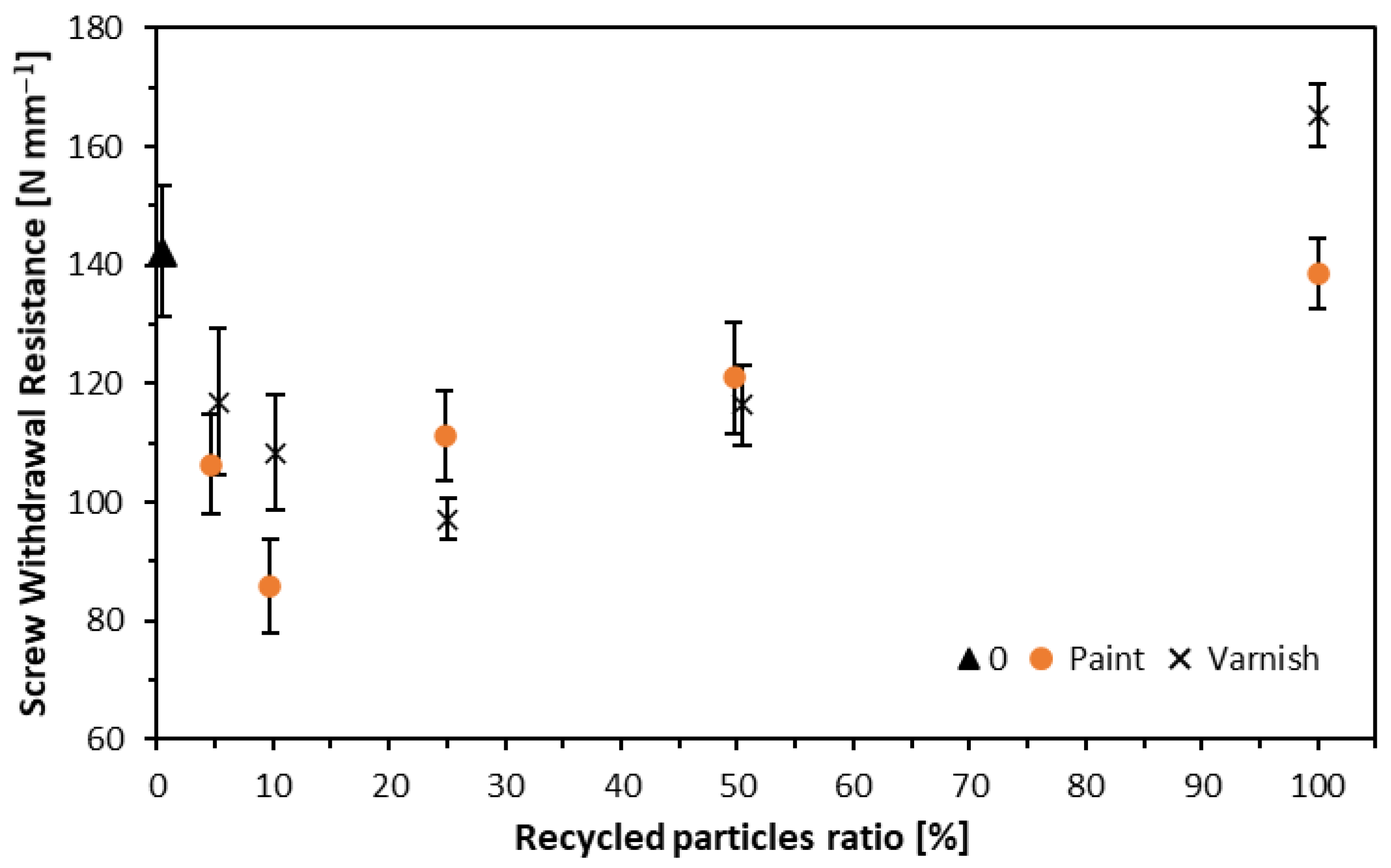
Figure 10.
Thickness swelling of tested composites.
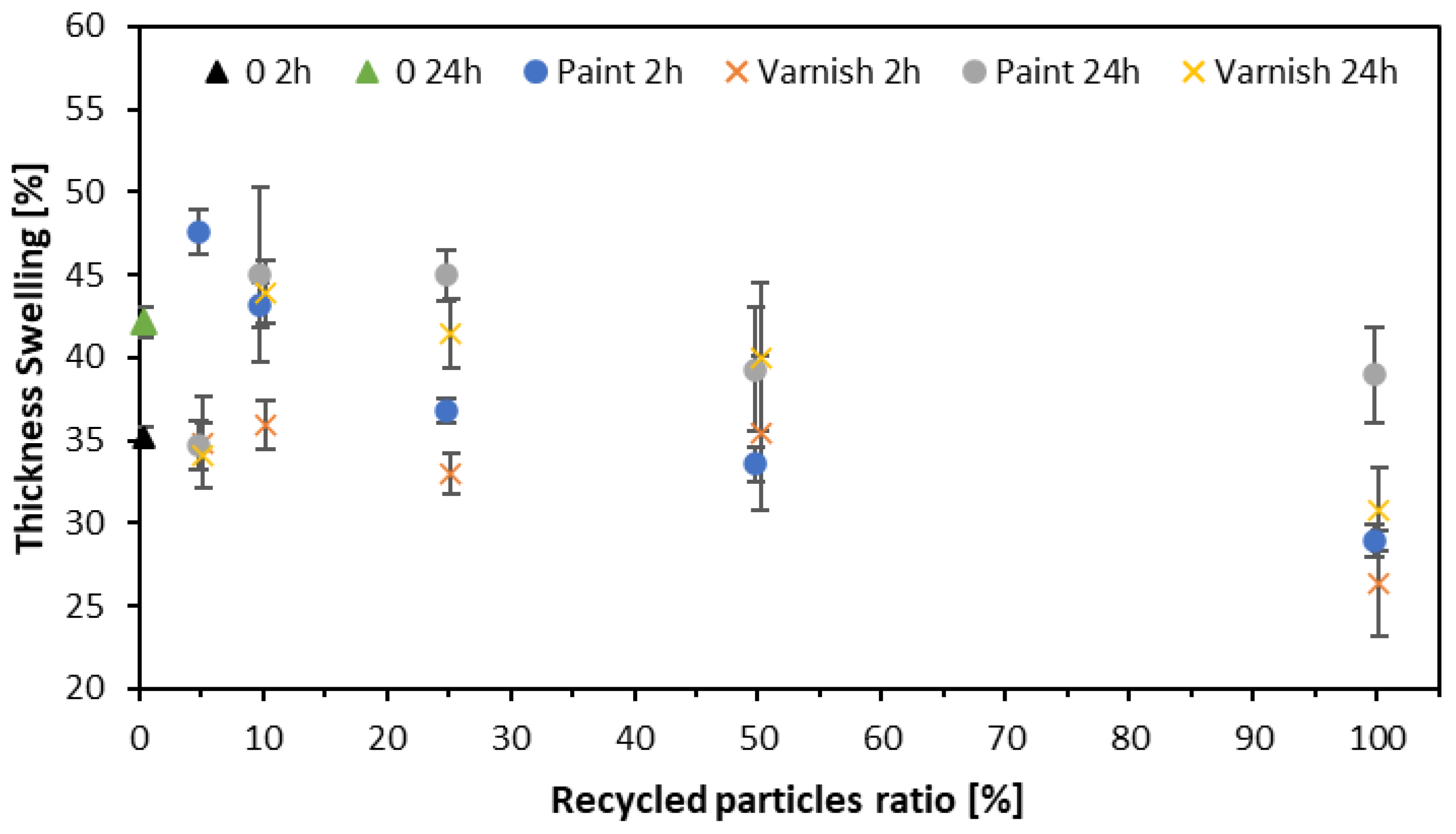
Figure 11.
Density profile of composites made from recycled white painted window frames.
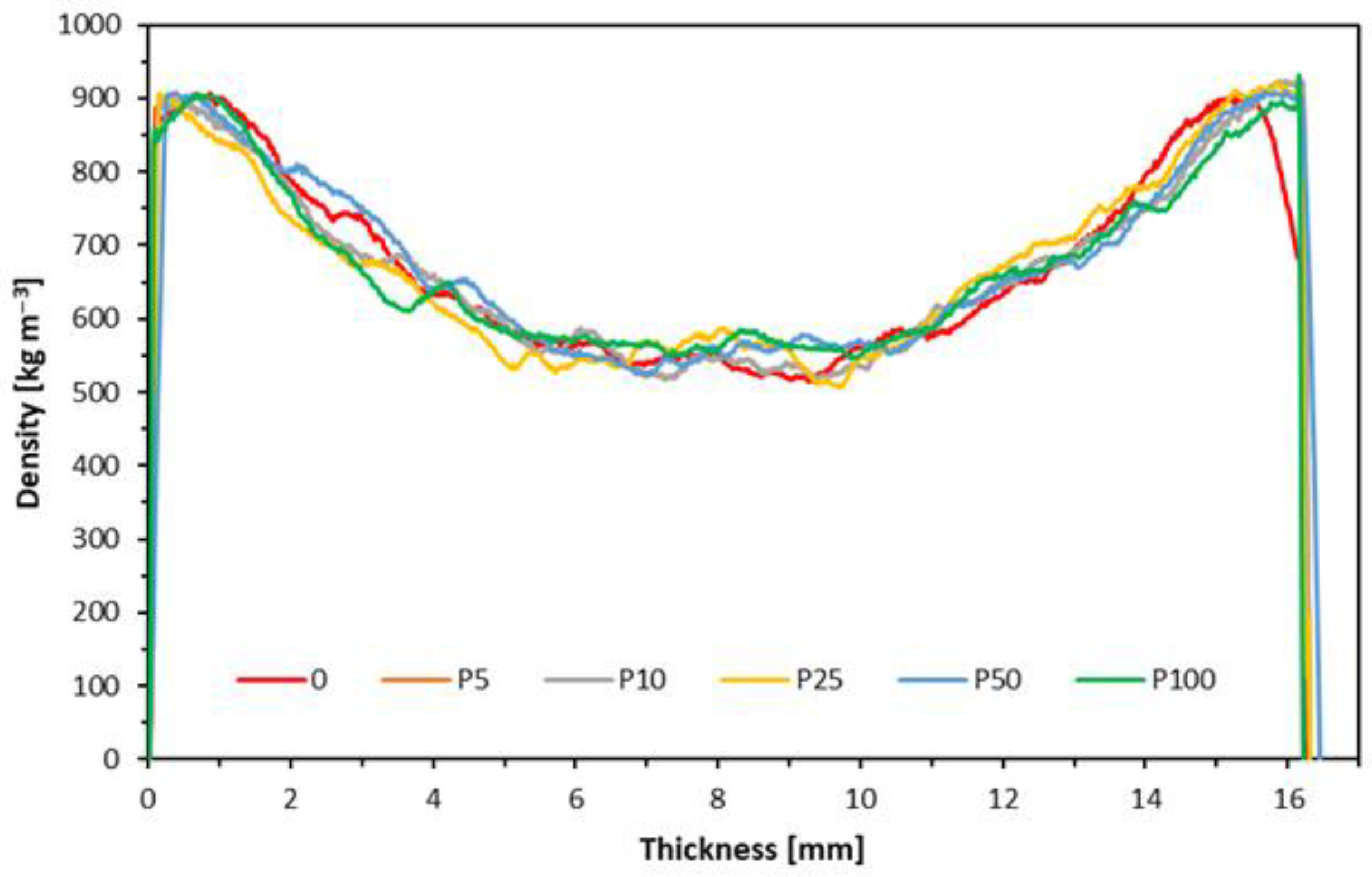
Figure 12.
Density profile of recycled window frame composites painted with clear varnish.
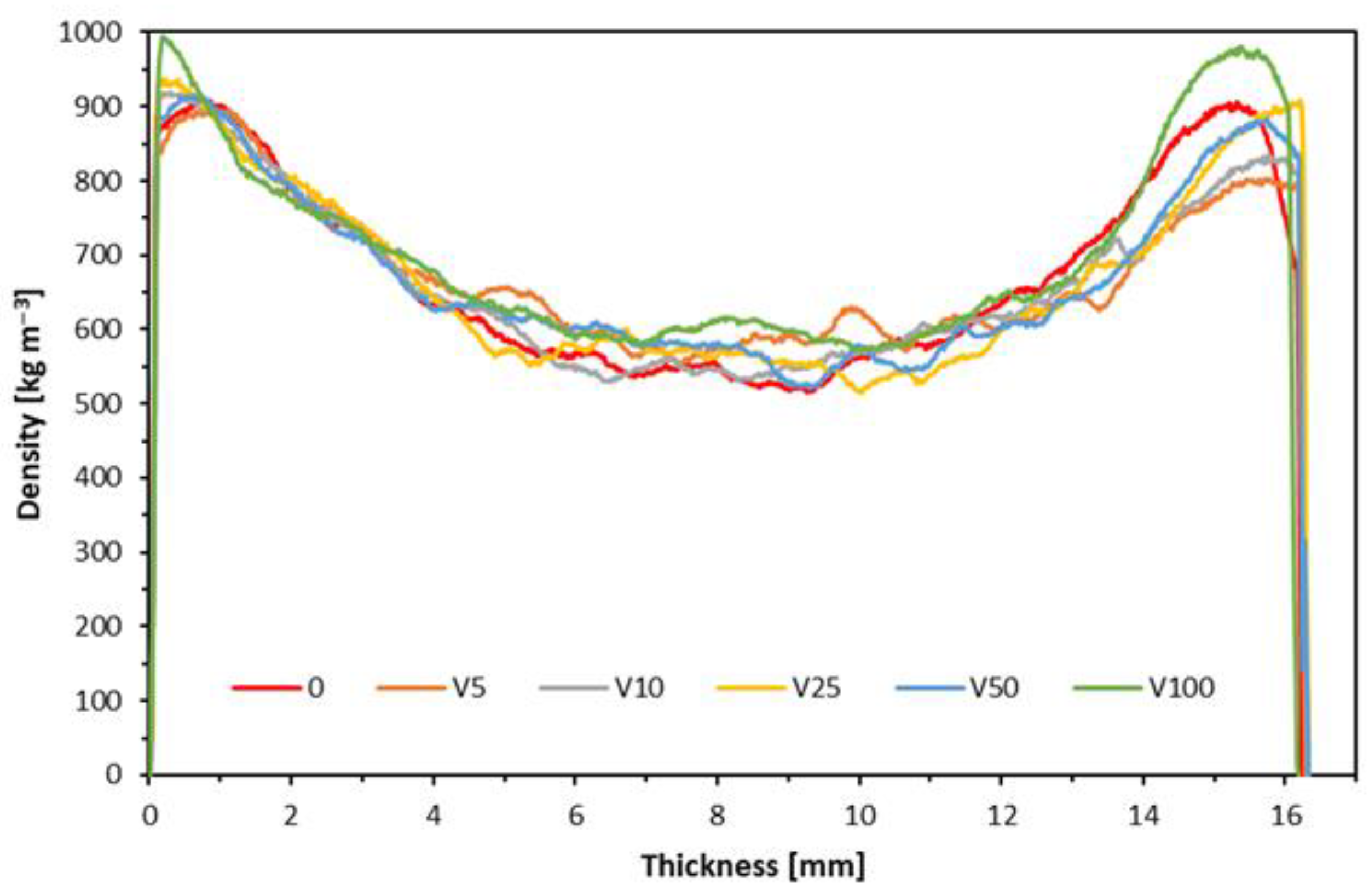
Figure 13.
Formaldehyde and Total Volatile Organic Compound emission of recycled window frame composites painted with various finishing materials.
Figure 13.
Formaldehyde and Total Volatile Organic Compound emission of recycled window frame composites painted with various finishing materials.
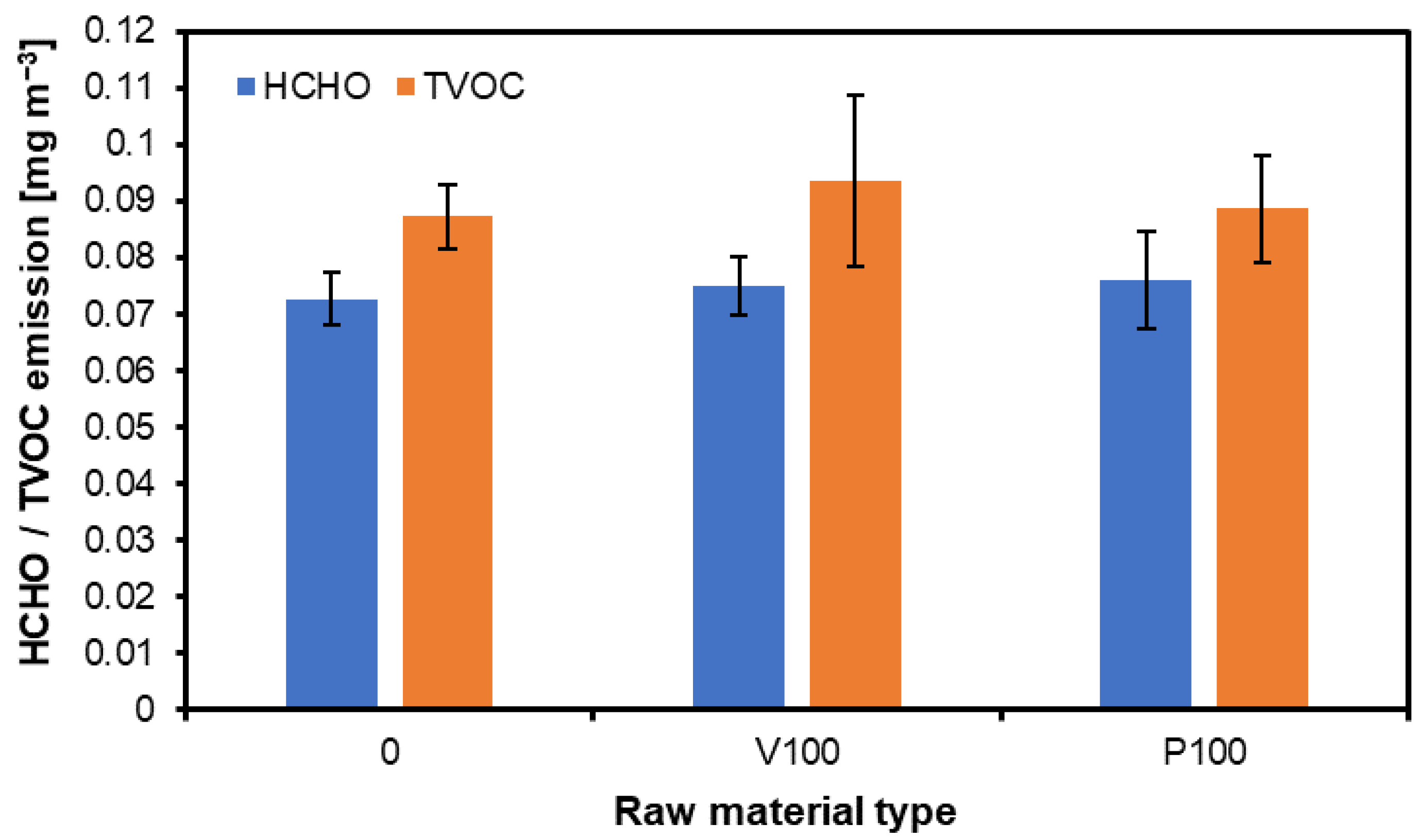

Table 1.
The statistical assessment results of mean values.
| Test type | Alternative raw material particles share [%] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 25 | 50 | 100 | ||||||
| V | P | V | P | V | P | V | P | V | P | ||
| MOE | a | b | c | c | c | c | c | b | c | a | b |
| MOR | a | b | c | b | b | b, c | b, c | b | b | a | a |
| IB | a | b | c | c | d | b | c | e | b | f | g |
| SWR | a | b | b | b | c | b | b | b | b | d | a |
| TS 2h | a | a | a | a | b | c | a | a | b | d | d |
| TS 24h | a | b | b | a | a | a | c | a, b | a, b | d | a, b |
| WA 2h | a | a, b | b | c | b, c | d | d | c | e | f | f |
| WA 24h | a | b | b | c | c | c | c | d | d | b | d |
| HCHO | a | n.a. 2 | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | a | a |
| TVOC | a | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | a | a |
1 a, b… homogeneous group 2 n.a. – not available.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



