
Submitted:
23 July 2024
Posted:
24 July 2024
You are already at the latest version
Abstract
The research focuses on the production of particleboards from the biomass of energetic willow (Salix viminalis L.) and energetic poplar (Populus spp.), aiming to explore their feasibility as sustainable materials for various applications. Energetic willow and energetic poplar are known for their rapid growth and suitability for energy production. They present an intriguing alternative as raw materials with added value for particleboard manufacturing. The study investigates the selected mechanical and physical properties of the produced particleboards, considering parameters such as density profile, bending strength, modulus of elasticity, water absorption, thickness swelling, and screw withdrawal resistance. During the research, the results were also compared between different mass shares of willow and poplar particles in the particleboards. The findings underscore the promising potential of willow and poplar-based particleboards as eco-friendly alternatives in the construction and furniture industries, contributing to resource efficiency and carbon emission reduction efforts.
Keywords:
particleboard
; willow
; poplar
; alternative lignocellulosic material
; biomass
1. Introduction
Particleboard is extensively used in furniture production, including desks, countertops, cabinets, flooring panels, wall and ceiling panels, and office partitions. The increasing population is driving a higher demand for these products, leading to a rise in particleboard production.[1]. Today's wood industry faces numerous challenges related to environmental protection, sustainability, and the efficient use of raw materials [2]. In the context of particleboard production, the traditional reliance on wood is increasingly problematic due to its diminishing availability and rising costs. This situation compels manufacturers to seek alternative materials that provide similar or superior properties. It is not always feasible to utilize a raw material in its entirety, as its inherent properties or structure may necessitate alternative applications. This solution is applied to branches that are considered waste during logging [3,4].Consequently, a common and straightforward solution is to grind the raw material to an appropriate size and repurpose it for applications such as particleboard production. This approach not only maximizes the use of available resources but also contributes to the efficiency and sustainability of the manufacturing process. Many examples of using alternative raw materials for particleboard manufacture may be found in the literature. A review of the literature indicates significant potential for alder, birch, and larch to be used in the middle layer of particleboard. However, further research is needed to determine the extent to which these species can effectively substitute conventional raw materials [5]. Particleboard manufactured from kiwi prunings is one such example. The purpose of this study was to assess the feasibility of using kiwi prunings as a raw material for particleboard manufacture. The researchers used different quantities of kiwi pruning particles and industrial wood particles in the core and surface layers of three-layer particleboards, with commercial urea-formaldehyde (UF) adhesive as the binder. The findings revealed that kiwi stalks had longer fiber length, width, and wall thickness than ordinary forest wood, as well as higher solubility, lignin, and ash levels. Increased use of kiwi pruning particles in the core layer has a negative impact on particleboard attributes. However, with up to 50% kiwi trimming particles in the core, the modulus of rupture (MOR) met the European minimal guidelines for general use [6]. Another research focused on the application of saurian branches and twigs as raw materials for composite particleboards in order to repurpose surian stem wood waste. Particleboard and oriented strand board (OSB) were bonded using 10% phenol formaldehyde (PF) glue. This research focused on variations in particleboard density and particleboard type. In the conducted tests, the surian particleboard met only some of the standards, despite the different densities of the particleboards produced. This suggests that surian wood could potentially serve as an admixture in conventional particleboard, though further extensive research is required [7]. Research conducted in Poland has explored the use of woody raspberry stems as an alternative raw material. Various proportions of raspberry stems were tested, but the spongy structure of the raspberry core resulted in suboptimal strength parameters. Consequently, it was concluded that particles derived from raspberry stems could only serve as an admixture rather than a primary material [8]. The next research example involved creating particleboards using annual cuttings of black chokeberries. Various proportions of this alternative raw material were tested—specifically 10, 25, 50 and 100 by weight. The study revealed that a high bulk density negatively impacts the strength parameters of the particleboards. Consequently, black chokeberry can only serve as a partial additive in the final product [9]. Research has explored the use of particleboards made from mid-branch particles of date palm (Phoenix dactylifera L.), which are impregnated with a urea-formaldehyde (UF) polymer binder. The findings confirmed the feasibility of producing particleboard from date palm branches. Additionally, the study indicated that production parameters could be adjusted to tailor the particleboard for specific applications [10]. Another example is Sargassum algae has been a nuisance on the coasts of the Caribbean Sea, West Africa and northeastern Brazil since 2011. The phenomenon has negative environmental and socioeconomic impacts. A study on the feasibility of using sargassum biomass as a raw material for the production of multilayer medium-density particleboard showed that panels with 30% sargassum particles in the core layer and 70% sugarcane bagasse particles in the face layers, bonded with a castor oil-based polyurethane resin, met the minimum requirements for physical and mechanical properties. Furthermore, a life cycle analysis showed that panels produced in the Belém, PA region of Brazil have a lower environmental impact in four of the seven categories assessed compared to conventional panels. Sargassum can be used as a raw material [11]. Research conducted in Malaysia also analysed the feasibility of using cassava plant waste, specifically branches, as raw material for producing bio-composite particleboards. In this study, cassava branches were harvested at various maturity stages (6, 9, 12, and 15 months). The results indicated that particleboards made from 12-month-old cassava branches had the best properties, combining strength and durability. Conversely, particleboards made from younger (6 and 9 months) and older (15 months) branches exhibited inferior properties. The study suggests that the maturity of cassava branches significantly affects the quality of the resulting particleboard [12]. Further studies focusing on the physical and mechanical properties of particleboard made from the dry branches of Araucaria angustifolia and Eucalyptus grandis wood were conducted in Brazil. The results showed that specific mass and moisture content remained consistent across treatments. Particleboards with a mix of materials exhibited higher water absorption, especially with rice husk inclusion, due to high silica content affecting particle adhesion. Particleboards using eucalyptus and bamboo performed well, meeting ANSI standards for rigidity and resistance. Rice husk addition reduced these properties, indicating its less favourable performance compared to wood and bamboo [13]. Studies were also conducted in Iran on particleboards with the addition of orange branches. Four types of boards were produced in the study: (100% aspen wood), (50% aspen wood: 25% citrus: 25% old railroad ties), (50% aspen wood: 50% citrus), and (50% aspen wood: 50% old railroad ties), with two levels of resin content (8% and 12%). The research showed that as the content of orange branches in the boards increased, the mechanical strength of the particleboards also increased [14]. In addition to the above-mentioned raw materials, particleboards were also made from: chilli pepper stalks [15], vine pruning [16], eggplant stalks [17], greek fir [18] and apple tree branches [19], Nipah palm [20], rice husk [21], sorghum [22], lychee pruning [23], brown seaweed [24] and waste tea leaves [25].
Energetic willow (Salix viminalis L.) is a fast-growing plant, ideal for biomass production [26]. Its ability to regrow quickly after cutting allows for multiple harvests throughout the year. Additionally, this willow is easy to cultivate and does not require intensive care, making it economically attractive. Similarly, energetic poplar is a fast-growing tree well-suited for short-rotation cropping, allowing for harvests every few years. Poplar's resistance to various climatic and soil conditions makes it a versatile biomass resource [27,28]. Energetic willow is also valued in land reclamation and environmental protection, particularly in phytoremediation processes, where it helps clean soil and water contaminants [29]. Energetic poplar (Populus spp.), on the other hand, is used for soil stabilization and air quality improvement due to its carbon dioxide absorption capability [30]. Additionally, energetic willow is used in the production of baskets and wicker furniture, while poplar wood, with its low lignin content, is ideal for paper and pulp production in the paper industry. Both of these plants, thanks to their versatile applications and beneficial properties, play an important role in sustainable development and environmental protection, offering an alternative to traditional wood resources.
Given the rapid growth rate of these alternative raw materials, the concept of integrating them into wood-composites technology emerged. The research aimed to determine the optimal proportion of alternative raw materials such as plantation willow and poplar for three-layer particleboard technology.
2. Materials and Methods
2.1. Materials
The energetic willow was collected in the Lublin Voivodeship. The shrubs were processed into particles and then further refined into particles in laboratory conditions. Its initial moisture content was 13%, with a final moisture content after drying of about 3%. The energetic poplar was collected in the Warmian-Masurian Voivodeship. The poplar trees were processed into particles and later refined into particles in laboratory conditions. Its initial moisture content was 195% because these were freshly cut trees. Similar to the willow particles, the material was dried to a moisture content of about 3%. The particle fractions used in the particleboards were: below 8 mm to 2 mm for the core layer and below 2 mm to 0.25 mm for the face layers. During the raw material processing, the bark mass content has been measured for willow and poplar chips. However, the result show that there is no significant difference between both raw materials. The bark content for willow was 18.7%, whereas for poplar it was 19.0%. Industrial urea-formaldehyde (UF) resin Silekol S-123 (Silekol Sp. z o.o., Kędzierzyn-Koźle, Poland) with a dry matter content of approximately 65%, pH 9.6, and viscosity of 470 mPa·s was used. An aqueous solution of ammonium nitrate was used as a hardener to achieve a curing time of the adhesive mass of approximately 85 s at a temperature of 100°C. No hydrophobic agent has been added.
2.2. Preparation of Panels
Three-layer particleboard with a nominal density of 680 kg m−3;, dimensions of 320 mm x 320 mm and thickness of 16 mm were produced. The core (68% of the total panel weight) and the face layer particles were mixed with the adhesive mass separately in a laboratory adhesive mixer with flowing resination: 12% for the face and 10% for the core layer particles. In the case of fine-grained mixtures and fibers for the face layers, these materials were mixed with the adhesive mass. Pressing was carried out using a hot press (AKE, Mariannelund, Sweden) at a pressing temperature of 200°C, a maximum specific pressure of 2.5 MPa and a pressing coefficient of 20 s mm −1 of the nominal panel thickness. The mass shares of willow and poplar particles were: 5, 10, 25, 50 and 100. Due to this, the produced panels were identified as W5, W10, W25, W50, W100 or P5, P10, P25, P50 and P100, for W-willow and P-poplar. After pressing, the particleboards were calibrated (by sanding). In addition, a reference particleboard was produced. Before testing, the panels were conditioned at a temperature of 20 °C and a relative humidity of 65% for 7 days.
2.3. Characterization of the Elaborated Panels
The following mechanical and physical characteristics were assessed in this study using European standards (where applicable): density [31], bending strength (modulus of rupture - MOR) and modulus of elasticity (MOE) [32], internal bond (IB) was determined according to EN 319 [33], screw withdrawal resistance (SWR) [34], water absorption (WA) and thickness swelling (TS) after 2 and 24 hours of immersion in water [35]. All mechanical properties were tested on a computer-controlled universal testing machine (Research and Development Centre for Wood-Based Panels Sp. z o.o. Czarna Woda, Poland). For every test of mechanical and physical parameters, a minimum of 8 samples of each type of panel were used. For density profile (DP), the test specimens with dimensions of 50 mm by 50 mm were used, and they were analysed using a Grecon DA-X measuring device (Fagus-GreCon Greten GmbH & Co. KG, Alfeld/Hannover, Germany) using direct X-ray densitometry scanning panel thickness in 0.02 mm sample step. After analysing three samples of each test variant, a representative density profile was chosen for each panel type to be further analysed. The selected results were referenced to the European standard [36] where possible.
2.4. Statistical analyses
Analysis of variance (ANOVA) and t-test calculations were used to test (α = 0.05) for significant differences between factors and levels, and where appropriate, using IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA). A comparison of the means was performed by the ANOVA test. The statistically significant differences in achieved results are given in Table 1. (non-homogeneous group) whenever the data were evaluated. Where applicable, the mean values of the investigated features and the standard deviation indicated as error bars, were presented on the plots.
3. Results and Discussion
3.1. Water Absorption and Thickness Swelling
Figure 1 represents water absorption after 2 hours and 24 hours. The results from the first chart show that as the mass parts of willow and poplar increase, the resistance to water absorption also increases. It can also be observed that the charts for willow and poplar are very similar to each other and have comparable results. All results for alternative materials are about 20 percentage points better than the reference particleboard. The lowest water absorption after 2 hours is for the particleboard made of 100 willow mass parts (44.3%) and also for 24 hours belongs to the particleboard made of 100 poplar mass parts (70.9%). Clearly, the particleboard with the highest water absorption is the reference particleboard. These results indicate that particles from willow and poplar are perfectly suitable to produce particleboards, especially for particleboards with increased moisture resistance, such as those used for kitchen countertops or aquarium cabinets. The ability of wood to absorb water depends on several factors, including its anatomy and density. Higher-density wood typically has lower water absorption. In the case of studies conducted on particleboards made with the addition of raspberry particles, an opposite relationship was observed [8]. For both swelling after 2 hours and 24 hours, the greater the mass parts of raspberries in the particleboard, the greater the water absorption. Another example of research conducted on water absorption involved particleboards made from waste plum pits with the addition of hemp fibers. Studies were carried out on boards with 0, 0.5, 0.75, 1 and 1.5 per cent shares of hemp fibers. Another example of an alternative raw material is the plant waste of brown mustard (Brassica juncea L.). When comparing the water absorption test in this case, there was also a reduced water absorption capacity compared to conventional particleboard [37]. Analyzing the example of single-ply energy willow particleboard with a density of 600 kg m−3; and 10% adhesive, a decrease in water absorption (WA) and thickness swelling (TS) was observed, similar to the findings presented in this article [38]. The research showed that as the share of hemp fibers in the particleboard increased, the water absorption of the particleboard also decreased [39].
Figure 2 describes thickness swelling after 2 hours and 24 hours. The results are satisfactory due to the close correlation with water absorption results. The higher the mass fraction of willow and poplar, the lower the swelling of the produced particleboards. Compared to the reference particleboard, both willow and poplar particleboards achieved swelling that was even half as much. It should be noted that there are differences between willow and poplar results, with poplar showing higher results by 3 to 5 percentage points for both 2-hour and 24-hour swelling. The particleboard with 100 willow mass content achieved the best results, with swelling of 13.1% after 2 hours and 24.5% after 24 hours. It is also worth noting that the 2-hour swelling result for this particleboard was the only one that met the EN 312 [36] standard for P3-type particleboards. To clarify, the produced particleboards were intentionally made as P2 type, but swelling results are compared to P3 type standards of EN 312 [36], as there is currently no standard for swelling of P2 type particleboards. In summary, the swelling results from the figure 2. demonstrate that additions of willow and poplar plantation particles increase moisture resistance and significantly reduce particleboard thickness swelling.
A good comparison for results would be a study on particleboard made from waste beech wood [40]. During the study, particleboards with 10, 20, and 30 parts-by-weight of waste beech wood particles were examined. Similar to willow and poplar, the swelling of particleboards decreased with increasing mass fractions. The particleboard with a 30-parts-by-weight addition of waste beech wood achieved the best results after 2 hours, with thickness swelling of 6.7%. In Chile, research was also conducted on particleboards made from Prunus avium fruit waste. The authors noted that in particleboards manufactured from cherry waste and under certain conditions, a slight tendency to increase swelling with an increase in particleboard density could be observed. However, in the context of these studies, no significant differences were found, and the particleboards containing Prunus avium waste exhibited less swelling than particleboards made from Pinus radiata wood [41].
3.2. Determination of Modulus of Rupture and Modulus of Elasticity in Bending and of Bending Strength
Figure 3 and Figure 4 present the results of tests on the modulus of rupture (MOR) and modulus of elasticity (MOE) for produced particleboard. These tests are critical in evaluating the material's performance. Specifically, the modulus of elasticity measures the stiffness of the material and its ability to deform under force, while the modulus of rupture indicates the maximum stress the material can endure before breaking. In the MOR figure, it is immediately noticeable that once again, all particleboards made with the addition of willow and poplar have better results than the reference particleboard (14.6 N mm−2. For particleboards with added poplar particles, a decrease in results can be observed from 5 (20.7 N mm−2;) to 25 parts by weight (15.5 N mm−2;). In subsequent particleboards, MOR results started to increase again up to 100 parts by weight (21.7 N mm−2;), which, importantly, was the particleboard with the highest bending resistance. For the particleboard with added willow particles, we have a similar situation with a decrease in results as the proportion of the alternative material increases: 5 parts by weight (20.7 N mm−2;) and 10 parts by weight (17.4 N mm−2;). And an increase of up to 100 parts by weight (17.8 N mm−2;). The only exception is the W25 particleboard, whose result was as high as 18.9 N mm−2;. It is also worth noting that all MOR results for the tested samples meet the minimum EN 312 [36] standard.
The MOE graph is interesting because all results, both for the reference particleboard and for particleboards with added willow and poplar, are very close to each other. However, it should be noted that with the increasing percentage of willow and poplar particles, the stiffness of the particleboard decreases. The highest MOE results belong to particleboards W5 (3490 N mm−2;) and P5 (3476 N mm−2;). The particleboard with the worst stiffness was W100 (2856 N mm−2;). Despite the downward trend for increasing mass fractions, all particleboards qualify for the EN 312 standard. Both the MOR and MOE results show us that particleboards with added willow and poplar particles are perfectly suitable for industrial production.
Similar studies on MOR and MOE have already been conducted but for single-layer particleboard made from willow [42]. Besides being conducted on single-layer particleboard, these studies also examined the effect of particleboard density (0.57, 0.6 and 0.63 g cm−3;) and resin content (8, 9 and 10%) on MOR and MOE. The studies showed that as the density and resin content increased, the bending strength and stiffness of the material also increased. The highest results were obtained for a particleboard with a density of 0.63 g cm−3; and a resin content of 10%. The MOE was 1610 N mm−2;, and the MOR was 11.6 N mm−2;. Compared to our results, these are low values. However, this is due to the absence of the two outer layers in the particleboards.
In other studies, the modulus of rupture modulus of elasticity for particleboards made from paulownia was also examined. The research was conducted for three types of particleboards: A, B, and C, differing in density and pressing time. The studies proved that as the density and pressing time of the particleboard increased, the modulus of rupture also increased. The best results were achieved by particleboard C, with a MOR of 21.5 N mm−2; and MOE of 2800 N mm−2; [43]. Other studies have shown that adding bamboo layerings can significantly raise the MOE and MOR of particleboard. The highest MOE values, for the sample with face and back bamboo layerings, even reached up to 81.64 kg cm−2;, while the MOR was 670.77 kg cm−2; [44].
3.3. Screw Withdrawal Resistance
Figure 5 presents the screw withdrawal resistance of the particleboards. Once again, all results for particleboards with added willow and poplar particles were better than those for the reference particleboard (139 N mm−1). Similar to the MOR and MOE results, we can observe high screw-holding strength for particleboards W5 (208 N mm−1) and P5 (187 N mm−1), followed by a decrease in strength for particleboards P10 (168 N mm−1) and W25 (185 N mm−1). The best results and highest resistance were achieved by particleboards W100 (216 N mm−1) and P100 (240 N mm−1). Tests on the screw withdrawal resistance of particleboard screws made with black chokeberry particles showed that the addition of chokeberry particles has no significant effect [9]. Research on particleboards and their screw withdrawal resistance was also conducted in Indonesia. The study focused on citric acid-bonded particleboard made from bamboo materials. The research showed that bonding particleboards with citric acid drastically increases their screw withdrawal strength. The average screw withdrawal strength of boards without citric acid was 26.4 N for coarse particles and 36.8 N for fine particles. After the addition of citric acid, these values increased up to 300 N [45]. This result is higher than that found for boards W100 and P100 in our study.
3.4. Internal Bond
Figure 6 presents the internal bond results of the particleboards. This test describes how well the particles in the core layer of the particleboard are bonded together. Once again, the reference particleboard showed the lowest result (0.65 N mm−2;). It can also be observed that with the increase in the mass proportions of willow and poplar in the particleboard, the internal bond increases. The differences in results between particleboards W5, P5 and particleboards W50, P50 range from 0.39 to 0.65 N mm−2;. The most satisfactory and highest results were achieved by particleboards W100 (1.44 N mm−2;) and P100 (2.02 N mm−2;). These are very high results compared to the rest of the particleboards, especially when compared to the EN 312 [36] standard of 0.35 N mm−2;. Such results could be due to the different cross-sections of willow and poplar particles compared to industrial components. Thanks to this cross-section, the particles in the middle layer of the particleboard could bond better. The studies prove that the addition of willow and poplar particles positively affects the internal bond perpendicular to the plane of the particleboard.
Polish researchers conducted a study to produce a three-layer particleboard with varying amounts of willow in the core layer. They created three variants: 0, 50 and 100 parts by weight of willow relative to conventional wood particles. The internal bond (IB) tests revealed that the IB strength increases as the proportion of willow in the core layer increases, which aligns with the findings discussed in this article [46]. Another example involves testing a single-layer willow particleboard to simulate a core layer. The studies focused on the proportion of adhesive used and the density of the board. In one variant, with 10% adhesive and a density of approximately 630 kg m−3;, the results were slightly lower than expected. However, it is important to note that these particles lacked surface layers, which are crucial in three-layer particleboard parameters. The study confirmed that density influences internal bonding (IB), and the density of the tested particleboards was 670 kg m−3;, aligning with the observed trend [42]. Studies have already been conducted on particleboards made with different mass proportions of poplar (Populus alba L.) [47]. The aim of these studies was to produce particleboards with different mass proportions of poplar particles and sunflower stalks. The next step was to examine their physical and mechanical properties. Particleboards were produced with proportions of 0, 25, 50, 75 and 100 parts by weight of alternative raw material. The results for the internal bond perpendicular to the plane were respectively: 0.46, 0.53, 0.47 and 0.69 N mm−2;. In both these studies and the current one, the best results were achieved by the particleboard with 100 parts by weight poplar content. However, these results are significantly lower compared to the current study. This difference is due to the varying content of sunflower stalk parts, which can negatively impact the tensile strength perpendicular to the plane of the particleboards [47]. Other studies were also conducted regarding the internal bond strength (IB) of particleboards. The aim of the research was to evaluate Acacia saligna, Conocarpus erectus, Melia azedarach, and date palm (Phoenix dactylifera) for their suitability in particleboard production. The studies showed that the values of IB for all species and both density levels met the minimum requirement. The best results were achieved by particleboard from Conocarpus erectus with an IB value of 1.02 MPa [48]. This is a comparable result to the W50 particleboard from our study. Internal bond for particleboards manufactured with walnut wood residues also increased with the proportion of the alternative raw material [49].
3.5. Density Profiles
Figure 7 and Figure 8 illustrate the density profiles of the tested samples, showing how the density of the particleboard changes across its cross-section. The results indicate that the profiles for both willow and poplar overlap, with a smooth density transition from the outer layers to the core layer. The primary difference between the profiles is the variable density in the core layer of the particleboards with poplar addition. This study also determined the overall particleboard densities: the particleboards with willow ranged from 671 to 680 kg m−3;, while those with poplar ranged from 671 to 683 kg m−3;. These results are very satisfactory, as they align with the nominally planned densities for the particleboards. A similar density profile was obtained in the study, where the alternative raw materials were branches from the annual maintenance of plum and apple trees [50].
4. Conclusions
The aim of this study was to determine whether there are differences between particleboards produced with the addition of energetic willow and energetic poplar. The second objective was to evaluate the viability of using these unconventional lignocellulosic materials for mass production. The research shows that particles from willow and poplar yield very similar results. This is confirmed by tests such as water absorption, thickness swelling, modulus of rupture, modulus of elasticity, screw withdrawal resistance, internal bond, and density profile. These tests also demonstrate that the alternative raw materials selected are ideally suited for use as additives in industrial particleboard production.
The properties of willow and poplar that had the most significant impact on the results and deserve the greatest recognition include reducing water absorption and swelling in the particleboard, increasing screw withdrawal resistance, and significantly enhancing perpendicular internal bond. It is also worth noting that all particleboards with plantation willow and poplar particles comply with EN standards.
Author Contributions
B.Ż. was responsible for conceptualization, and collaboration in designing the experiments, and resources, preparing the literature review, performing measurements, analyzing the data, statistical analysis of the data, data curation, initial draft preparation, and reviewing and editing the final version of the paper; A.W. was responsible for resources, preparing the literature review, performing measurements, performing the selected experiments, analyzing the data; G.K. was responsible for conceptualization, resources, supervision, funding acquisition, designing the experiments, performing the selected experiments, analyzing the data, and project administration. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available in the open-access repository: https://doi.org/10.18150/QLCLZF
Acknowledgments
This research was completed with support from the Student Furniture Scientific Group (Koło Naukowe Meblarstwa), Faculty of Wood Technology, Warsaw University of Life Sciences—SGGW.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, D.; Sun, X.S. Low Density Particleboard from Wheat Straw and Corn Pith. Ind. Crops Prod. 2002, 15, 43–50. [Google Scholar] [CrossRef]
- Mirindi, D.; Panthi, K.; Ph, D.; Nashay, T.; Thach, S.; Ph, D. A Review of the Evolution and Performance of Particleboard from Different Types of Organic Waste and Adhesives. 2024, 5, 740–749. [CrossRef]
- Wronka, A.; Kowaluk, G. Upcycling Different Particle Sizes and Contents of Pine Branches into Particleboard. Polymers (Basel). 2022, 14. [Google Scholar] [CrossRef] [PubMed]
- Pędzik, M.; Tomczak, K.; Janiszewska-Latterini, D.; Tomczak, A.; Rogoziński, T. Management of Forest Residues as a Raw Material for the Production of Particleboards. Forests 2022, 13, 1–12. [Google Scholar] [CrossRef]
- Reh, R.; Kristak, L.; Kral, P.; Pipiska, T.; Jopek, M. Perspectives on Using Alder, Larch, and Birch Wood Species to Maintain the Increasing Particleboard Production Flow. Polymers (Basel). 2024, 16, 1–32. [Google Scholar] [CrossRef] [PubMed]
- Nemli, G.; Kirci, H.; Serdar, B.; Ay, N. Suitability of Kiwi (Actinidia Sinensis Planch.) Prunings for Particleboard Manufacturing. Ind. Crops Prod. 2003, 17, 39–46. [Google Scholar] [CrossRef]
- Alamsyah, E.M.; Sutrisno; Sumardi, I. ; Darwis, A.; Suhaya, Y.; Hidayat, Y. The Possible Use of Surian Tree (Toona Sinensis Roem) Branches as an Alternative Raw Material in the Production of Composite Boards. J. Wood Sci. 2020, 66. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Selected Properties of Particleboard Made of Raspberry Rubus Idaeus L. Lignocellulosic Particles. Ann. WULS, For. Wood Technol. 2019, 105, 113–124. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Selected Physical and Mechanical Properties of Particleboards Produced from Lignocellulosic Particles of Black Chokeberry ( Aronia Melanocarpa ( Michx. ) Elliott ). 2020, 70, 60–70. [Google Scholar] [CrossRef]
- Iskanderani, F.I. Physical Properties of Particleboard Panels Manufactured from Phoenix Dactylifera-L (Date Palm) Mid-Rib Chips Using Ureaformaldehyde Binder. Int. J. Polym. Mater. Polym. Biomater. 2008, 57, 979–995. [Google Scholar] [CrossRef]
- Duran, A.J.F.P.; Lyra, G.P.; Campos Filho, L.E.; Bueno, C.; Rossignolo, J.A.; Alves-Lima, C.; Fiorelli, J. The Use of Sargasso Seaweed as Lignocellulosic Material for Particleboards: Technical Viability and Life Cycle Assessment. Buildings 2024, 14. [Google Scholar] [CrossRef]
- Mazlan Mohamed, T.; Mustafa Al Bakri Abdullah, M.; Muhammad, N.; Rozyanty, A. Sustainable Use of Cassava Plant Waste (Branches) as Raw Material for Bio-Composite Development: Particleboard Properties Due to Plant Maturity. ARPN J. Eng. Appl. Sci. 2016, 11, 6148–6160. [Google Scholar]
- Rios, P.D. angel.; Vieira, H.C.; Stupp, Â.M.; Del Castanhel Kniess, D.; Borba, M.H.; Da Cunha, A.B. Physical and Mechanical Review of Particleboard Composed of Dry Particles of Branches of Araucaria Angustifolia (Bertol.) Kuntze and Wood of Eucalyptus Grandis Hill Ex Maiden. Sci. For. Sci. 2015, 43, 283–289. [Google Scholar]
- Tichi, A.H. Investigation of the Use of Old Railroad Ties (Fagus Orientalis) and Citrus Branches (Orange Tree) in the Particleboard Industry. BioResources 2021, 16, 6984–6992. [Google Scholar] [CrossRef]
- Oh, Y.; Yoo, J. Properties of Particleboard Made From Chili Pepper Stalks. J. Trop. For. Sci. 2011, 23, 473–477. [Google Scholar]
- Yeniocak, M.; Goktas, O.; Ozen, E.; Gecgel, A.; Yapi, O.; Aydin, T.A.Ş. Improving Mechanical and Physical Properties of Particleboard Made from Vine (Vitis Vinifera L.) Prunings by Addition Reinforcement Materials. Wood Res. 2016, 61, 265–274. [Google Scholar]
- Guntekin, E.; Karakus, B. Feasibility of Using Eggplant (Solanum Melongena) Stalks in the Production of Experimental Particleboard. Ind. Crops Prod. 2008, 27, 354–358. [Google Scholar] [CrossRef]
- Lykidis, C.; Grigoriou, A.; Barboutis, I. Utilisation of Wood Biomass Residues from Fruit Tree Branches, Evergreen Hardwood Shrubs and Greek Fir Wood as Raw Materials for Particleboard Production. Part A. Mechanical Properties. Wood Mater. Sci. Eng. 2014, 9, 202–208. [Google Scholar] [CrossRef]
- Żabowski, B.; Kowaluk, G. Selected Properties of Particleboards Made of Different Cultivars of Apple Wood Particles. Ann. WULS, For. Wood Technol. 2023, 123, 131–142. [Google Scholar] [CrossRef]
- Mohd Ghani, R.S.; Osman, M.S.; Abdul Rani, A.I. Exploring the Potential of Nipah Palm Frond as Sustainable Raw Material for Eco-Friendly Particleboard Production. Clean. Circ. Bioeconomy 2024, 8. [Google Scholar] [CrossRef]
- Şahin, F.; Kaymakcı, A. Evaluation of the Mechanical and Physical Properties of Particleboards Manufactured from Rice Husk. Artvin Çoruh Üniversitesi Orman Fakültesi Derg. 2024, 25, 81–85. [Google Scholar] [CrossRef]
- Sutiawan, J.; Hadi, Y.S.; Nawawi, D.S.; Abdillah, I.B.; Zulfiana, D.; Lubis, M.A.R.; Nugroho, S.; Astuti, D.; Zhao, Z.; Handayani, M.; et al. The Properties of Particleboard Composites Made from Three Sorghum (Sorghum Bicolor) Accessions Using Maleic Acid Adhesive. Chemosphere 2022, 290, 133163. [Google Scholar] [CrossRef]
- Li, Y.; Hu, C.; Tu, D.; Chen, R.; Yun, H. Utilization of Lychee Pruning Timber as Alternative Raw Materials for Manufacturing Tubular Particleboard. Ind. Crops Prod. 2023, 203, 117092. [Google Scholar] [CrossRef]
- Bauta, J.; Vaca-Medina, G.; Delgado Raynaud, C.; Simon, V.; Vandenbossche, V.; Rouilly, A. Development of a Binderless Particleboard from Brown Seaweed Sargassum spp. Materials (Basel). 2024, 17. [Google Scholar] [CrossRef]
- Yalinkilic, M.K.; Imamura, Y.; Takahashi, M.; Kalaycioglu, H.; Nemli, G.; Demirci, Z.; Ozdemir, T. Biological, Physical and Mechanical Properties of Particleboard Manufactured from Waste Tea Leaves. Int. Biodeterior. Biodegrad. 1998, 41, 75–84. [Google Scholar] [CrossRef]
- Tryboi, O.V. Life Cycle Assessment of Heat Production From Willow Chips of Salix Viminalis L. in Ukraine. ВІДНОВЛЮВАНА ЕНЕРГЕТИКА. [CrossRef]
- Manzone, M.; Spinelli, R. Wood Chipping Performance of a Modified Forager. Biomass and Bioenergy 2013, 55, 101–106. [Google Scholar] [CrossRef]
- Jasinskas, A.; Šiaudinis, G.; Martinkus, M.; Karčauskienė, D.; Repšienė, R.; Pedišius, N.; Vonžodas, T. Evaluation of Common Osier (Salix Viminalis L.) and Black Poplar (Populus Nigra L.) Biomass Productivity and Determination of Chemical and Energetic Properties of Chopped Plants Produced for Biofuel. Balt. For. 2017, 23, 666–672. [Google Scholar]
- Kalembasa, D.; Malinowska, E.; Wysokiński, A. The Distribution of Zinc Nickel and Chromium in Biomass. Inżynieria Ekol. [CrossRef]
- Wang, Z.; Yan, W.; Peng, Y.; Wan, M.; Farooq, T.H.; Fan, W.; Lei, J.; Yuan, C.; Wang, W.; Qi, Y.; et al. Biomass Production and Carbon Stocks in Poplar-Crop Agroforestry Chronosequence in Subtropical Central China. Plants 2023, 12. [Google Scholar] [CrossRef]
- EN 323 Wood-Based Panels - Determination of Density; European Committee for Standardization, Brussels, Belgium, 1993;
- EN 310 Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization, Brussels, Belgium, 1993;
- EN 319 Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board; European Committee for Standardization, Brussels, Belgium, 1993;
- EN 320 Particleboards and Fibreboards - Determination of Resistance to Axial Withdrawal of Screws; European Committee for Standardization, Brussels, Belgium, 2011;
- EN 317 Particleboards and Fiberboards – Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization, Brussels, Belgium, 1993;
- EN 312 Particleboards - Specifications; European Committee for Standardization, Brussels, Belgium, 2010;
- Rana, M.T. Feasibility Study of Brown Mustard (Brassica Juncea (l.) Czern) Plant as a Raw Material for Manufacturing of Particle Board. Int. J. Sci. Res. Manag. 2022, 10, 231–236. [Google Scholar] [CrossRef]
- Warmbier, K.; Wilczyński, A.; Danecki, L. Properties of One-Layer Experimental Particleboards from Willow (Salix Viminalis) and Industrial Wood Particles. Eur. J. Wood Wood Prod. 2013, 71, 25–28. [Google Scholar] [CrossRef]
- Şahinöz, M.; Aruntaş, H.Y.; Gürü, M. Production of Composite Particleboard From Waste Plum Pits (Prunus Domestica) and Improvement of Its Characteristics. Cellul. Chem. Technol. 2023, 57, 587–598. [Google Scholar] [CrossRef]
- Iždinský, J.; Salca, E.A.; Bekhta, P. The Use of Beech Particles in the Production of Particleboards Based on Recycled Wood. In Proceedings of the 11th Hardwood Conference Proceedings; University of Sopron Press; 2024. [Google Scholar]
- Hernándeza, D.; *, H.F.-P.; Cataldoa, F.; J. Gonzálezb Particle Boards Made with Prunus Avium Fruit Waste. ScienceDirecte 2020. [Google Scholar] [CrossRef]
- Warmbier, K.; Wilczyński, M. Resin Content and Board Density Dependent Mechanical Properties of One-Layer Particleboard Made from Willow (Salix Viminalis). Drv. Ind. 2016, 67, 127–131. [Google Scholar] [CrossRef]
- Kalaycioglu, H.; Deniz, I.; Hiziroglu, S. Some of the Properties of Particleboard Made from Paulownia. J. Wood Sci. 2005, 51, 410–414. [Google Scholar] [CrossRef]
- Hartono, R. ; Fradika Oktavianus Bernadi Siahaan; Tito Sucipto; Erwinsyah; Jajang Sutiawan Enhancement Quality of Particleboard from Oil Palm Trunk and Mahogany Sawdust with Layering of Talang Bamboo (Schizostachyum Brachycladumc). J. Sylva Indones. 2023, 6, 195–206. [Google Scholar] [CrossRef]
- Widyorini, R.; Umemura, K.; Isnan, R.; Putra, D.R.; Awaludin, A.; Prayitno, T.A. Manufacture and Properties of Citric Acid-Bonded Particleboard Made from Bamboo Materials. Eur. J. Wood Wood Prod. 2016, 74, 57–65. [Google Scholar] [CrossRef]
- Warmbier, K.; Wilczyński, A.; Danecki, L. Evaluation of Mechanical and Physical Properties of Particleboards with the Core Layer Made from Willow (Salix Viminalis). BioResources 2014, 9, 894–905. [Google Scholar] [CrossRef]
- Bektas, I.; Guler, C.; Kalaycioğlu, H.; Mengeloglu, F.; Nacar, M. The Manufacture of Particleboards Using Sunflower Stalks (Helianthus Annuus l.) And Poplar Wood (Populus Alba L.). J. Compos. Mater. 2005, 39, 467–473. [Google Scholar] [CrossRef]
- Hegazy, S.S.; Aref, I.M. Suitability of Some Fast-Growing Trees and Date Palm Fronds for Particleboard Production. For. Prod. J. 2010, 60, 599–604. [Google Scholar] [CrossRef]
- Pędzik, M.; Auriga, R.; Kristak, L.; Antov, P.; Rogoziński, T. Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans Regia L.) Wood Residues. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste and Biomass Valorization 2020, 11, 2877–2886. [Google Scholar] [CrossRef]
Figure 1.
Water absorption of the particleboards produced with the use of various contents of willow and poplar.
Figure 1.
Water absorption of the particleboards produced with the use of various contents of willow and poplar.
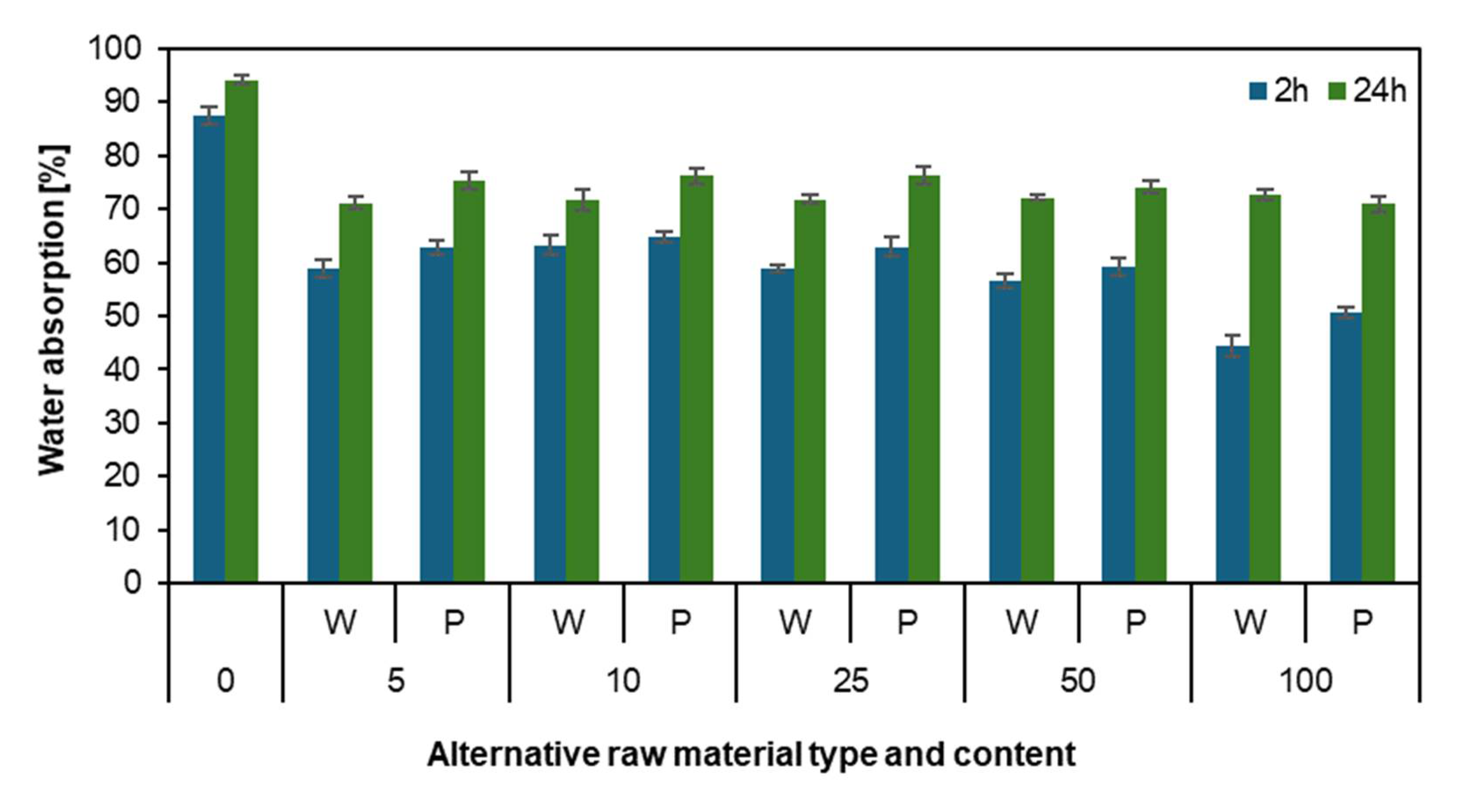
Figure 2.
The thickness swelling of the particleboards produced with the use of various contents of willow and poplar particles.
Figure 2.
The thickness swelling of the particleboards produced with the use of various contents of willow and poplar particles.
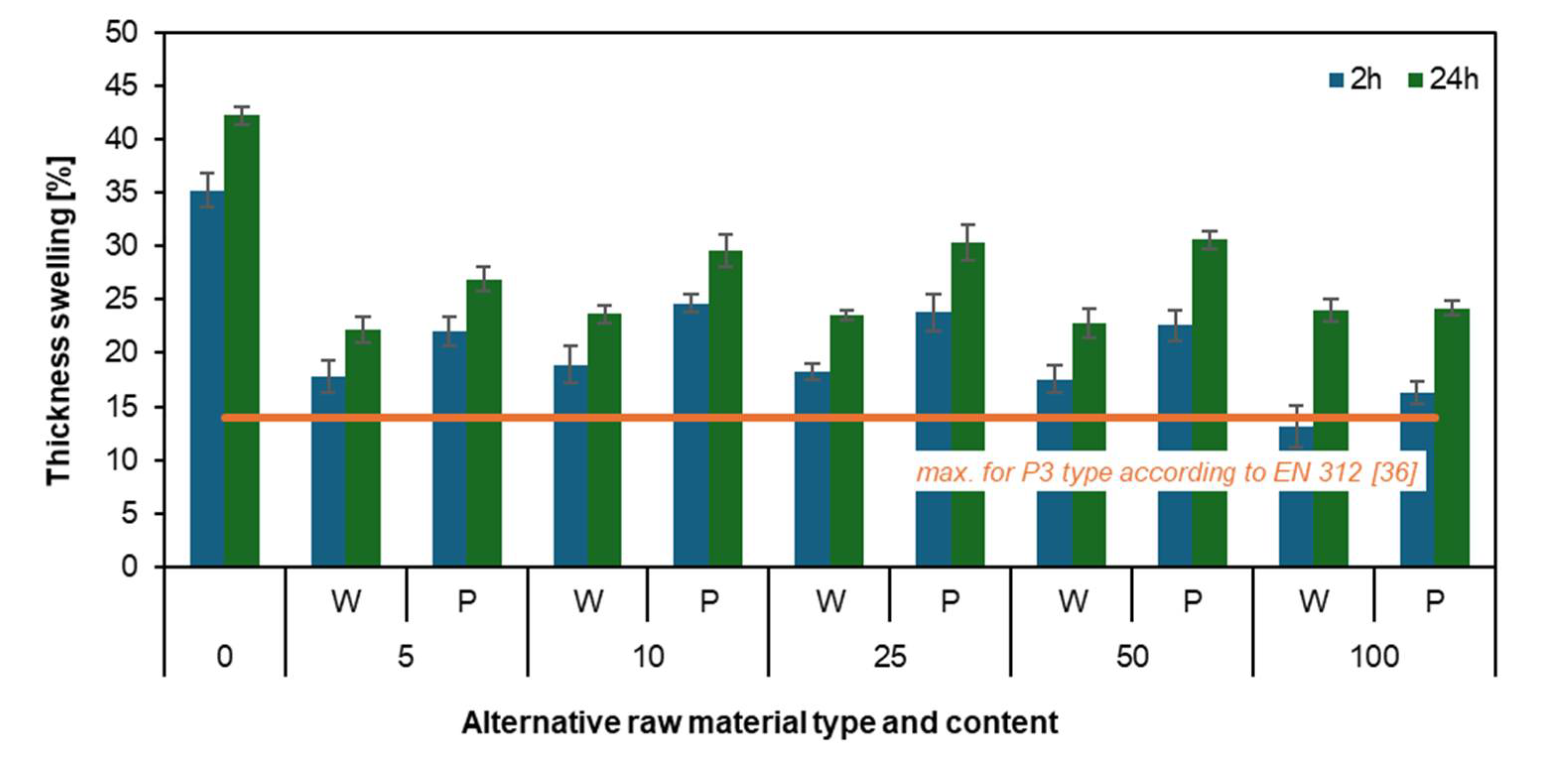
Figure 3.
Influence of various content of willow and poplar particles on the MOR of produced particleboard.
Figure 3.
Influence of various content of willow and poplar particles on the MOR of produced particleboard.
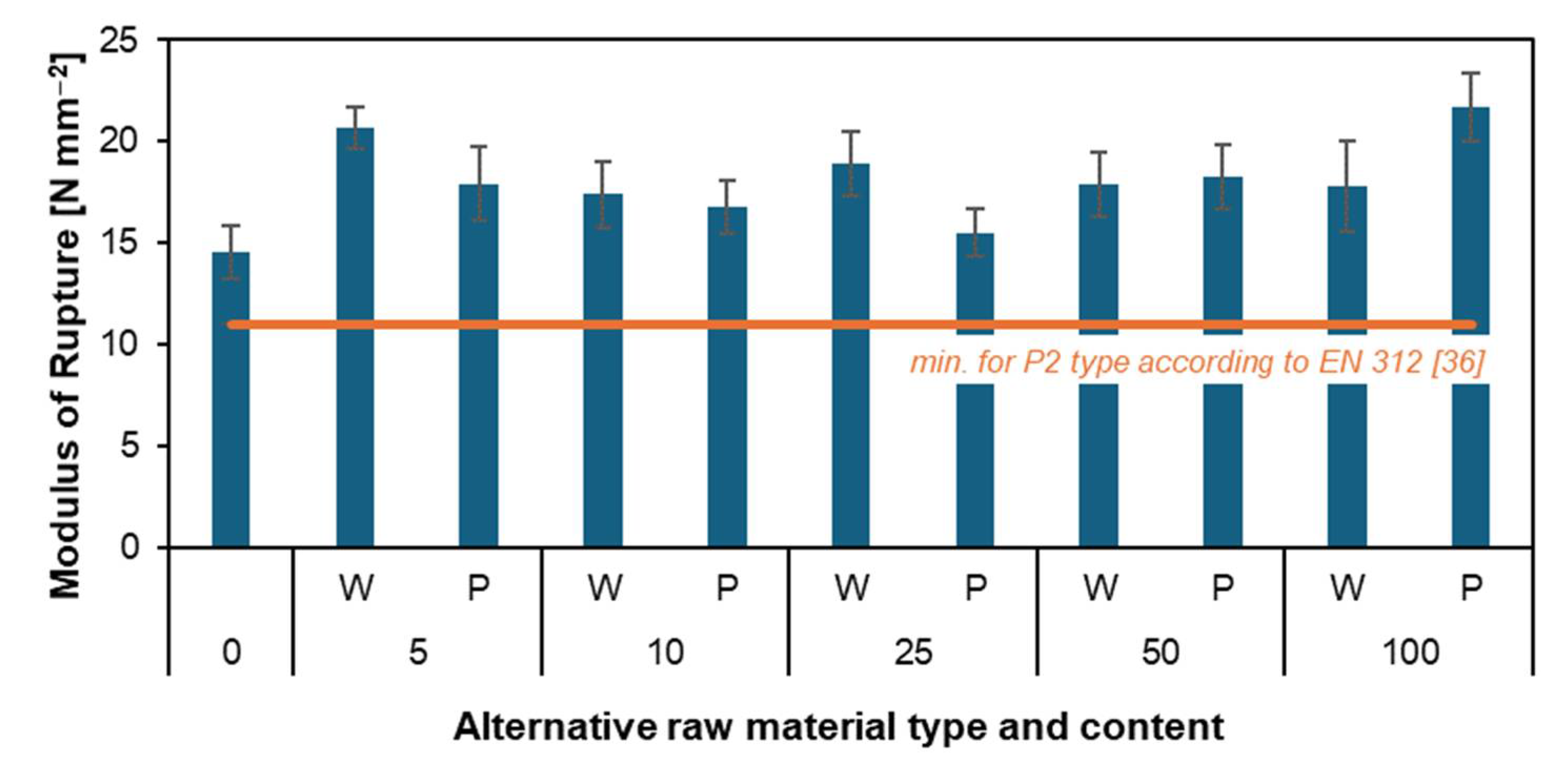
Figure 4.
Influence of various content of willow and poplar particles on the MOE of produced particleboard.
Figure 4.
Influence of various content of willow and poplar particles on the MOE of produced particleboard.
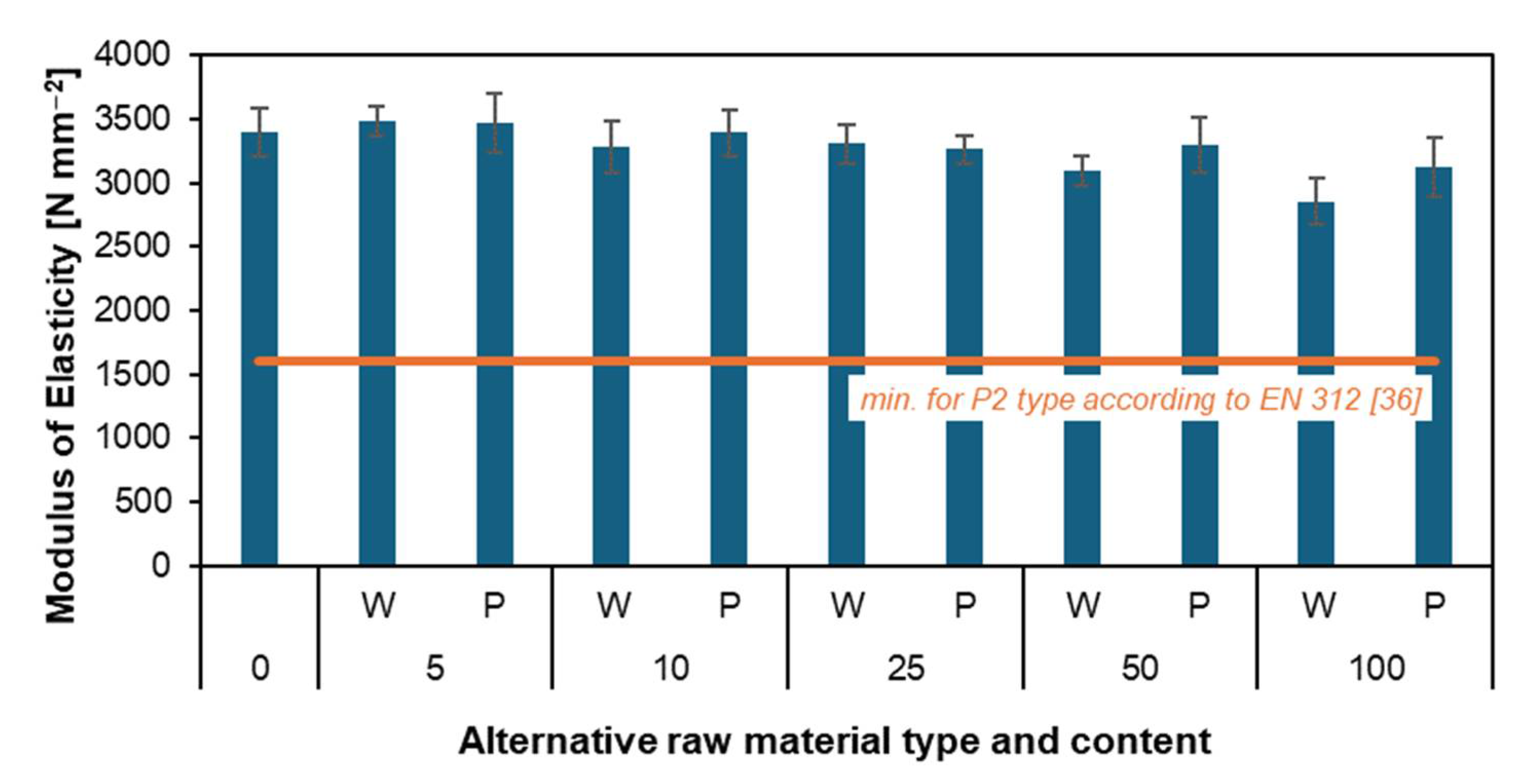
Figure 5.
Screw Withdrawal Resistance of the particleboards produced with the use of various content of willow and poplar particles.
Figure 5.
Screw Withdrawal Resistance of the particleboards produced with the use of various content of willow and poplar particles.
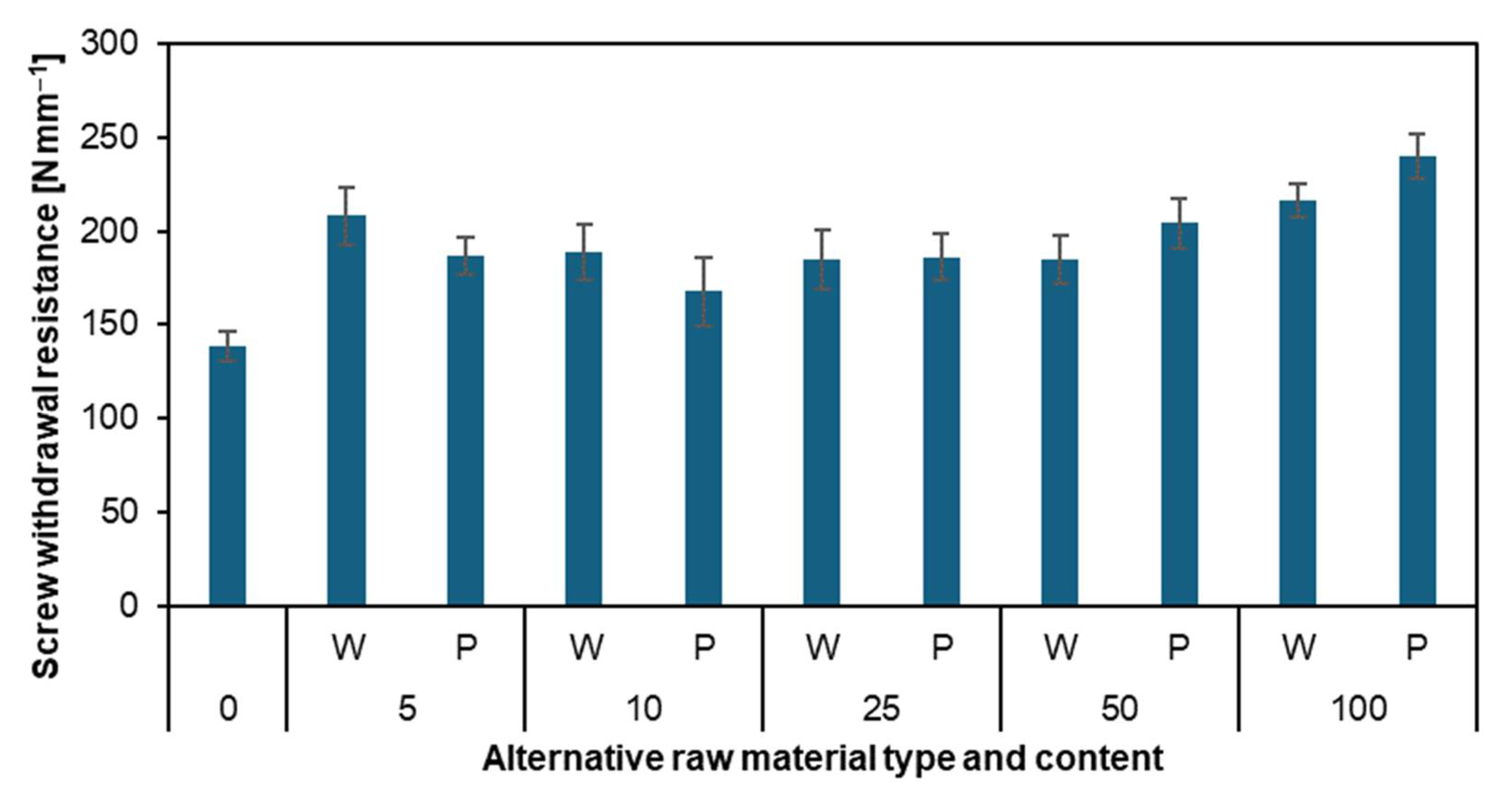
Figure 6.
Internal bond of the particleboards are produced with the use of various contents of willow and poplar particles.
Figure 6.
Internal bond of the particleboards are produced with the use of various contents of willow and poplar particles.
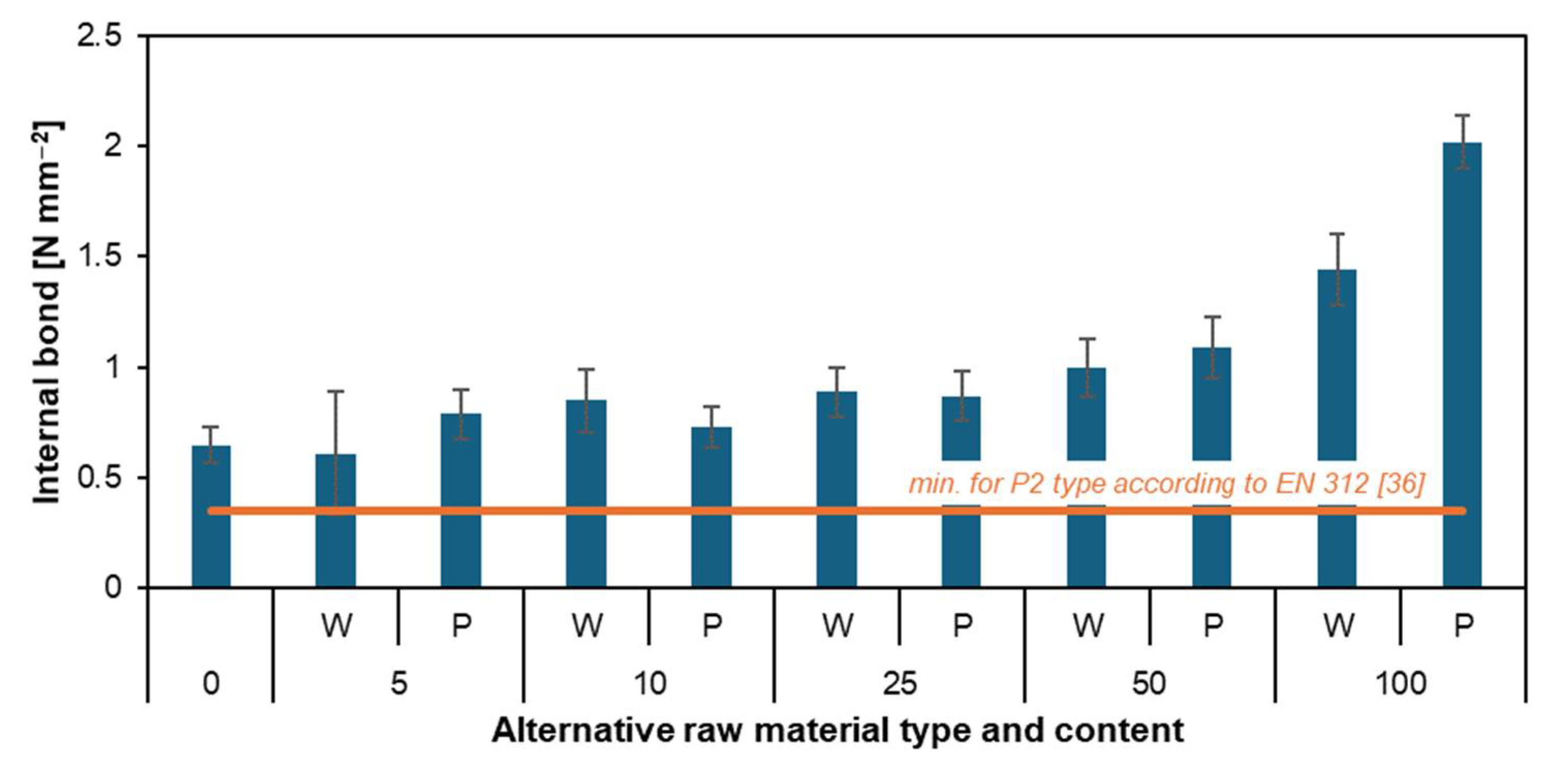
Figure 7.
Density profiles of tested samples from willow.
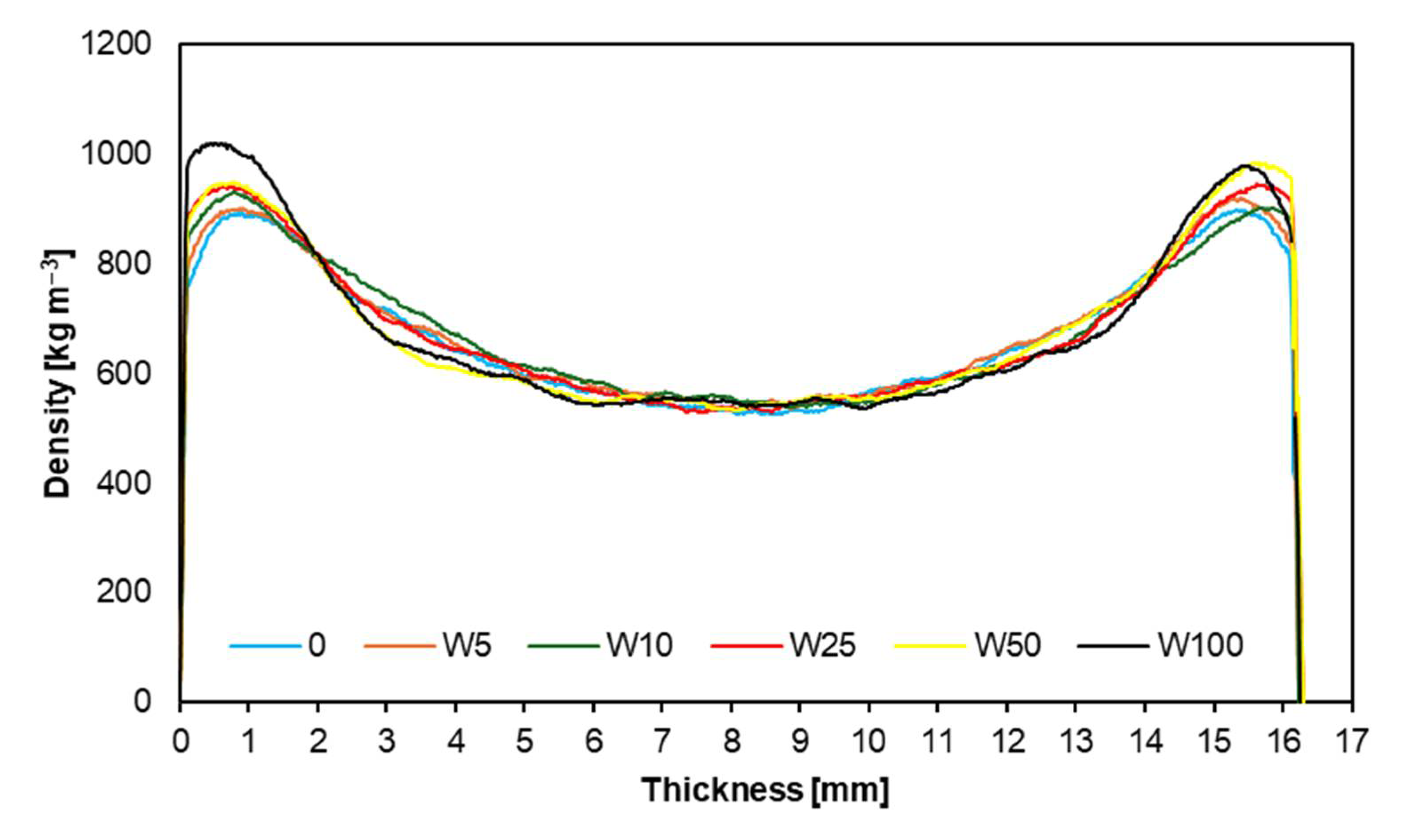
Figure 8.
Density profiles of tested samples from poplar.
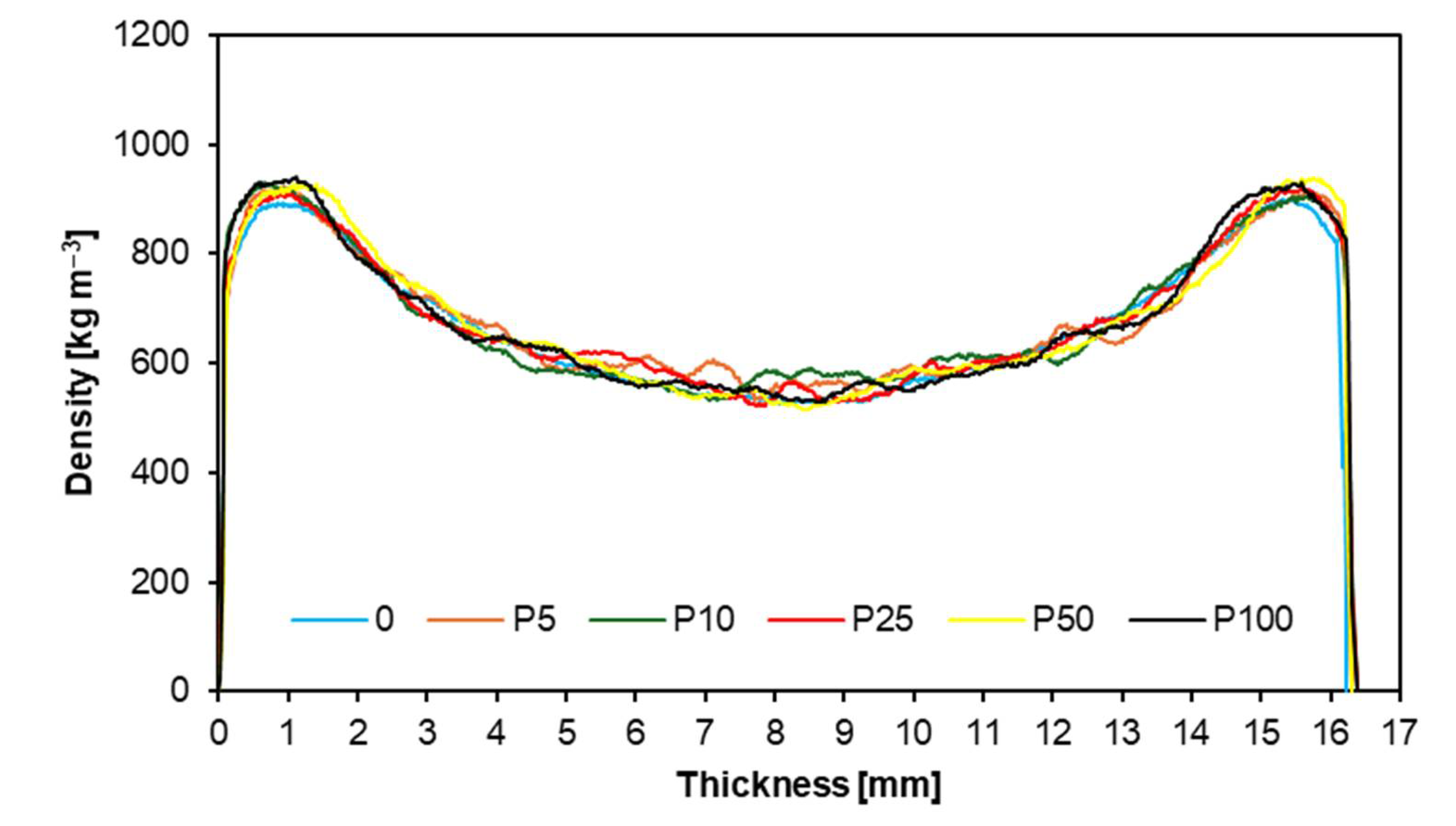

Table 1.
The statistical assessment results of mean values.
| Test type | Alternative raw material particles share [%] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 25 | 50 | 100 | ||||||
| W | P | W | P | W | P | W | P | W | P | ||
| MOE | a | a | a | a | a | a | a | b | a | c | b |
| MOR | a | b | c | c | c | b, c | c | c | c | c | b |
| IB | a | a | a | a, b | a | b | b | b | b, c | d | e |
| SWR | a | b | c | c | c | c | c | c | b | b | d |
| TS 2h | a | b | c | b | c | b | c | b | c | d | b |
| TS 24h | a | b | c | b | c, d | b | d | b | d | b | b |
| WA 2h | a | b | c | c | c | d | b, c | e | d | f | g |
| WA 24h | a | b | c | b | c | b | c | d | b | d | d |
* a, b… homogeneous group
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



