
Submitted:
24 July 2024
Posted:
25 July 2024
You are already at the latest version
Abstract
The textile processing sector is accountable for the extensive utilisation and pollution of freshwater resources. Due to heightened consumer awareness of environmental legislation regarding freshwater contamination, the textile sector is compelled to review and improve their current water consumption practices. Foan dyeing technique is a highly promising alternative that has the ability to contribute to a more sustainable future. This review paper discussed the current state of foam dyeing technology, highlighting its advantages in terms of re-duced consumption of water and energy, as well as minimal usage of dyes and chemicals compared to conventional methods. The foam configuration allows for more effective application of dyes. As a result, there is a decrease in dye consumption and a reduction in processing time. The process is environmen-tally sustainable since it significantly reduces water pollution. Furthermore, foam dyeing method consumes less energy due to its lower dying temperature need compared to conventional processing technology. Additionally, this paper highlights the continued investigation of foam dyeing on many types of textile substrates (such as fibres, yarns, and fabric) and compositions including cotton, polyester, and their mixtures. In addition, the techno-economic comparison of foam dyeing and conventional dyeing is also given. This review paper addi-tionally endorses the Sustainable Development Goals (SDG 6, clean water and sanitation) by examining the preservation of usable water and the decrease in wastewater discharge through foam dyeing technology. Lastly, the potential advantages of foam dyeing in terms of significantly reducing water consump-tion and the generation of waste in the textile industry were also addressed.
Keywords:
foam dyeing
; Sustainable water management
; Energy governance
; Textile Processing
; Product innovation
1. Introduction
Textiles and clothing are essential commodities for human beings. The global demand for textiles is rising as a result of population growth. The apparel manufacturing business has the 6th position in terms of market share on a global scale [1]. Literature also indicates a growing number of research studies on textile technologies [2,3,4,5,6]. The and clothing industry encompass a range of interconnected operations, including yarn manufacturing, fabric manufacturing (weaving and knitting), textile processing industry (dyeing and finishing) and garment manufacturing industry [7]. Textile and garment sector significantly contribute to environmental pollution [8,9]
The availability of clean water is necessary for the sustenance of human existence. The scarcity of adequate clean water for drinking, hygiene, and industrial purposes poses the most significant challenge of the 21st century. The rapid increase in global population and industrial development has exerted significant pressure on our natural resources and placed our ecological system in a precarious state [10,11].
The textile industry is a significant consumer of water, posing a major threat to the planet’s water supplies [12]. Researchers are deeply concerned about the over utilization of potable water by the textile wet processing sector, as well as the release of wastewater and toxic substances into the environment [13,14]. The bleaching, printing and finishing processes of textile wet processing industry are the primary culprits for using water as the primary medium for applying dyes and chemicals to textile substrates [9,15]. According to literature, it has been observed that dyeing one kilogram of textile substrate requires varying amounts of water. The outcome is dependent upon the specific characteristics of the fibres, the chemical composition of the dyes, and the equipment employed during the dyeing process. Traditional dyeing methods use 100-180 litres of water to colour one kilogram of fibres [16,17,18]
In conventional dyeing and finishing industries, almost 150 cubic metres of water were utilised per metric tonne textile processing. The textile wet processing industry is responsible for the discharge of over 80 percent of industrial wastewater [18,19,20]. Vandevivere et al., [21] mentioned that after agriculture industry, textile sector is the second worst contaminator of water resources. Currently, there are around 3,600 distinct dyes and 8,000 diverse chemicals used in various processes of bleaching, dyeing, printing and finishing industries. The majority of these compounds provide a potential risk to human health, either directly or indirectly. Furthermore, they pose a significant threat to marine organisms and can potentially contaminate both soil and water. It was determined by Kan et al., that a textile mill which has the capability to process nearly 8000 kg of fabric per day utilizes 1.6 million litters of water on daily basis. On average, the production of finished cloth to cover a sofa requires around 500 gallons of water [18,22].
Pang and Abdullah [23] reported that approximately 280,000 metric tonnes of textile dyes were discharged annually as industrial effluent waste. These waste substances pose a significant threat to marine life. These effluents contain suspended particulates that might obstruct the gills of fish, leading to a decrease in their growth rate. Coloured discharged waste can reduce the penetration of light, hence decreasing the ability of many algae species to produce food and oxygen [24]. It was noted that synthetic dyes caused toxicity in environment. Furthermore, they are accountable for a multitude of allergic responses in humans. Dyes have a high level of visibility and the ability to stain a significant amount of water, even when present in little quantities. Therefore, in order to reduce and purify these effluents and minimise the amount of water released into the ecological system, it is necessary to establish new laws and regulations for the textile sector [18,25,26].
According to Hasanbeigi and Price, approximately 25 percent of thermal energy utilized in dyeing plants is exhausted by wasted water. The extensive use of water in dyeing and finishing processes is directly correlated with increased energy consumption, as a significant amount of energy is needed to heat the large volume of water to the requisite dying temperature [18,27].
The colour of the fabric play a crucial part in the consumer’s decision to purchase it. Nevertheless, this colour is linked to some costs. It is crucial to revamp the strategies for dyeing textile substrates. The policymakers are focusing their efforts on improving water resources to meet future demands. To achieve this objective, several strategies such as the construction of dams, water reservoirs, and infrastructure are implemented. If the water requirements are not met, it will ultimately result in water scarcity, economic downturn, and agricultural decline. As a result of this factor, a significant number of individuals will be rendered unemployed [18].
Water utility can be categorised into industrial, agricultural and urban applications. In past the main focus was on development of newly discovered reserves and structure as an alternate to preservation of already existing water reservoirs. However, starting in1950s, the focus switched towards on conservation of water sources The water resources policy commission of the American president published a water policy for the American people in the mid-20th century. The report highlighted that the negligent behaviour of individuals towards wastages of water resources is unacceptable. It is imperative for every region in the country to effectively oversee and conserve their water supplies [28].
Starting in the 1980s, there was a notable increase in awareness about the harmful effects of textile industry. Extensive research was conducted on water resource conservation in the textile industry. Currently, there are strict laws and regulations on environmental protection that pose significant hurdles for the wet processing textile business [18,29,30,31,32]. Based on the literature, it was concluded that technology of foam was established in 1906. A scientist from Switzerland utilised pressurised air to transform liquid soap into foam [33,34]. This foam was used for the process of degumming silk [33,34].
Foam technology is employed to apply various chemicals, such as dyeing and finishing agents, to textile materials by replacing water with foam. It is a low supplement technology in which wet pick up is being lower than that of standard pad dyeing technology. As a result, a smaller quantity of water and energy is needed. The drying time is reduced while production is increased, resulting in less wastage. Foam dyeing method can be used in sizing, printing, finishing, and dyeing processes [35] since it offers economic and environmental advantages [36].
Foam was used in synchronised scouring and dyeing of textile substrates in 1930s and this innovative technique was patented in United states of America. In 1979, the textile industry in the United States adopted foam technology to replace water in the processes of textile finishing and dyeing. Dawson highlighted that foam dyeing has the potential for energy and material reductions, as well as increased production and elimination of the washing step [37]. This research primarily aims to evaluate various procedures and approaches for foam dyeing of different substrates and compositions. It also examines the advantages of foam dyeing and compares it with conventional methods. Foam can be differentiated by gas diffusion in liquid phase of another substance [38]. The gaseous state often refers to the presence of air, where gaseous bubbles are formed and distributed throughout a liquid. These bubbles are separated from one other by the creation of thin films [38].
1.1. Foam Dyeing Mechanism
Foam dyeing is a controlled process where a dye solution is combined with a certain amount of foam and applied to a textile substrate using various application methods. During the process of foam dyeing, there is constant formation of foam followed by its crumbling due to breakage of bubbles and the dye liquid is transferred to the textile substrate. The fixing and washing technique of this method is carried out in a manner that is similar to the conventional continuous process. The creation and drainage of foam played a crucial role in facilitating the effective dyeing and fixing of dye process [39]. Typically, it is necessary to create foam with specific attributes such as consistent bubble size, uniformity, fine quality, and even distribution of foam liquid on and around a textile substrate using appropriate application methods. Furthermore, it is necessary that foam must crumble instantaneously to diffuse dye liquor into textile substrate to assist dye fixation. The dyeing of foam can be carried out either continuously or in batches [40].
1.2. Types of Foam
Foam can exist in either a gaseous state (formed from a synthesis of gas and liquid) or a solid state (formed from a synthesis of gas and solid). There are two forms of foams, namely condensation foams and dispersion foams[38]. Condensation foams can be synthesised in within liquid interior elements by a chemical reaction known as chemical vapor deposition method or a physical transformation known as physical vapor deposition methodology. Both these physical and chemical changes are initiated by variation in pressure or temperature [38]. However, dispersion foam is generated when gas entered and blended from outer source into liquid state. This is the most prevalent type of foam used in the treatment of textile materials. The surfactant acts as a foam-forming agent that aids in conversion of gaseous air into a liquid water solution. Thus, its application to textile fabrics was feasible in liquid state [38].
1.3. Properties of Foam
Foam can be classified based on its composition, including polyhedron foam, non-spherical foam (honeycomb foam) and spherical foam. When considering applications of foam, it is important to take into account many features such as stability of foam, viscosity of foam, wetting power of foam, size of bubble and dissemination are greatly influenced by foam synthesis methodology and liquor constitution. There are various methods for evaluation of foam properties. A multitude of scientists assessed the characteristics of foam [40,41,42,43,44].
1.4. Steps of Foam Processing
Foam processing involves several distinct steps, which are outlined below:
Figure 1.
Schematic diagram of foam processing steps [40].
Figure 1.
Schematic diagram of foam processing steps [40].
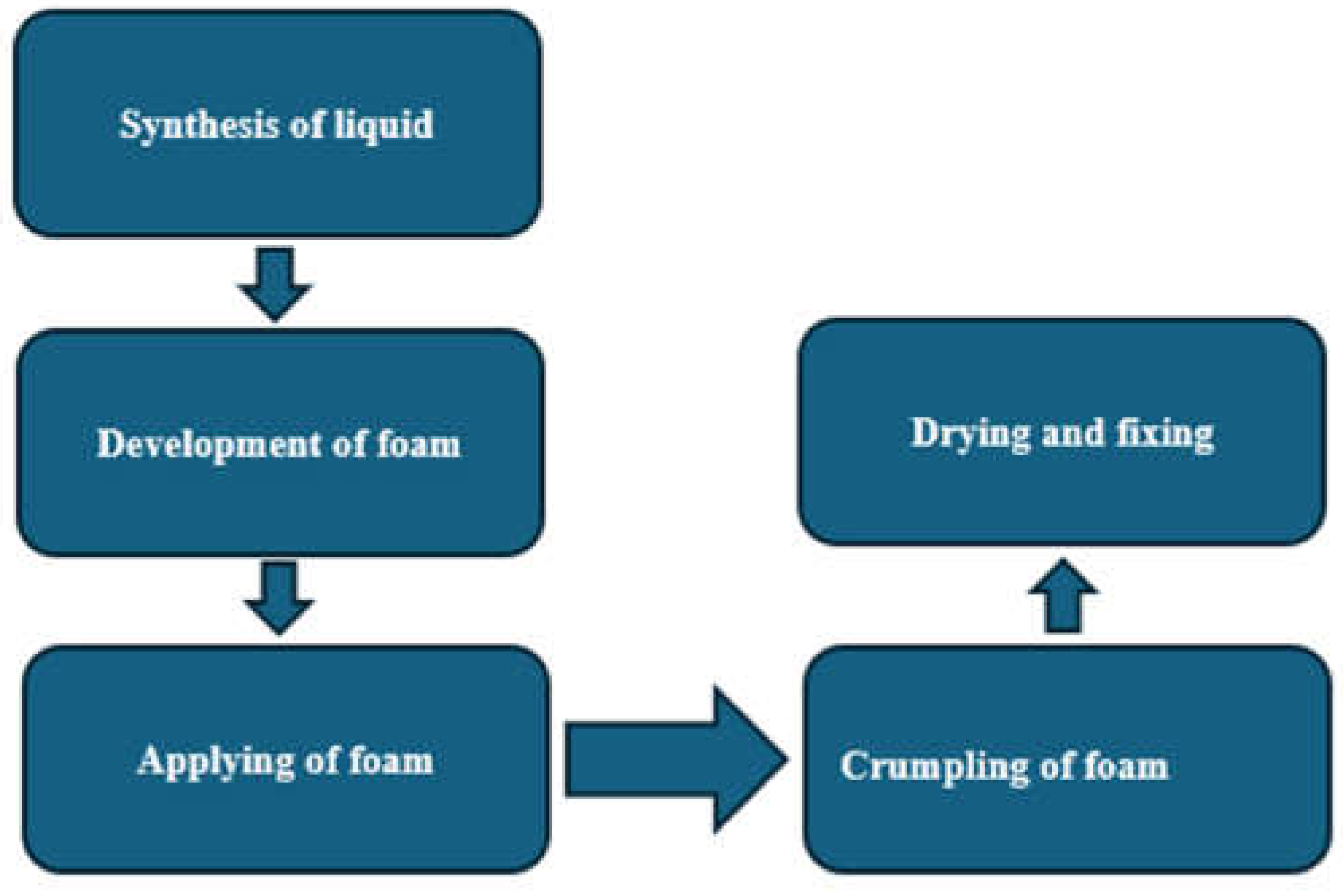
1.4.1. Liquor Preparation
To synthesise a formula, a careful selection of components is necessary, including a high concentration of dyes, auxiliaries and other substances such as foaming agent, foam stabilizer, and viscosity modifier. These quantities are more than what is often used in standard reagent synthesis methods. The development of foam will take into account the relationship between dye formulation and foaming agent, the stability of both un-foamed and foamed compositions, and the potential impact of the foaming agent on the textile substrate and foam cell structure [36,45].
1.4.2. Development of Foam
Foam is created by introducing air into liquid water, such as dye liquor, combined with a foaming agent and surfactant, which help to form bubbles. When the surfactant adheres to bubbles, it forms a coating that stabilises the bubbles [40]. There are two techniques, namely the air blown approach and the stirring method. In the air blown process, pressurised air is put into the beverage. However, in the process of stirring, the liquid is agitated for a certain duration in order to achieve a uniform distribution. Primarily, a combination of both approaches can be employed to achieve rapid foam development. The foam that was produced needed to be impregnated onto textile materials with a specific level of confidence and should be easily crumpled after being impregnated onto the textile substrate [40]. In order to dye continuous strands of yarn, a heated solution was transformed into foam for the purpose of dyeing these threads. The machinery utilised for the production of this particular foam will result in a uniform dyeing effect on yarn [46].
1.4.3. Foam Application Methods in Textiles
There are two methods for applying foam on surface of textile substrate: direct system and indirect system. In direct system, foam application can be either pressurised or non-pressurized. In pressurised system, foam is subjected to pressure inside a container and then applied directly to a textile substrate by passing it through a rotating screen or slot applier. During this procedure, textile material is subjected to compression against a roller located at the back. In the pressurised system methodology, the foam tank does not require any pressure. Nevertheless, the application of foam to a textile substrate necessitates a certain amount of pressure. This methodology involves the utilisation of a carrying agent, such as drum or covering layer to transport foam onto a textile substrate. Applying foam to a textile substrate necessitates the interaction between the transporting agent and textile material [46].
1.4.4. Crumpling of Foam
The foam should be rinsed off promptly after application to a textile substrate. By applying and crumpling the foam, the dye liquor sprayed onto textile material can be used as a means of transporting and dispersing dye before the dye is fixed onto the textile substrate.
Foam can be eliminated by either vacuum evacuation systems or squeezing systems, depending on the circumstances. The primary technologies available for foam removal are as follows [40]:
- i.
- Utilization of temperature: Enhancement in drying temperature might cause decline in viscosity, increment in molecular movements in bubble that may cause loss in foaming attributes due to which formation of foam can be prevented.
- ii.
- Addition of defoaming agent: these agents are useful in disappearance of foam to avoid foam in bubbles.
- iii.
- Application of pressure: The bursting of bubbles under extreme pressure
In addition, hydrophobic oil can also function as a defoaming agent, aiding in the removal of foam when applied to a textile substrate [47].
1.4.5. Drying and Fixing
To dry and fix foam quickly, a high speed and low temperature are needed since the foam requires less water after being applied to the textile substrate. However, precise management of lower temperature is necessary to provide the desired amount of remaining moisture, in order to avoid issues related to the transfer of dyes. Pre-existing equipment such as stenters or curing compartments can be utilized for the purposes of drying and fixing [40].
2. Application of Foam Technology in Textile Wet Processing
2.1. Pretreatment Processes
Textile substrates derived from natural fibers are extensively utilised by individuals. The is mostly attributed to their comfort properties, convenience of use, and sustainable nature [48]. Due to high wetting pick up of natural fibers in traditional water bath, a huge volume of water in the form of washing agent as solvent and energy resources along with chemicals are required.
Foam dyeing is a superior alternative to traditional water-based dyeing because it requires a smaller amount of chemicals and energy resources. In this approach, air is used as a replacement for water. As a result, wet pick up is reduced and water usage is minimised [49].
A group of scientists devised a method to eliminate the gumming from a silk textile substrate and dye it using a foam containing the necessary chemicals. In that method, soap was utilized to create bubbles with a diameter smaller than 0.25 to 0.125 inches, ensuring consistent size. The equipment designed by those researchers produced foam and its bubbles took finishing chemicals on textile substrate [50].
A synthetic textile substrate made of nylon fiber was dyed using a dye liquor comprising of foaming agent in steam jacketed vessel [51]. Researchers from University of Auburn were investigating utilization of foam in sizing. A Callaway slasher with slight modification was used for sizing the polyester cotton yarn as shown in Figure 2. The qualities of polyester cotton yarn treated with foam sizing exhibited superior performance compared to yarn treated with traditional sizing methods. According to a thorough examination conducted by Techno-economic, it was found that utilising foam sizing methods can result in savings of approximately $27,000 per slasher [52].
Another study employed the use of foam-assisted mercerization. Traditionally, the process of mercerization involved immersing cotton fibres in a strong solution of NaOH. In this procedure, NaOH was applied to one side of the fabric while the other side was not mercerized. The side of the fabric that underwent mercerization using foam exhibited a tint that was nearly identical to that of the traditional mercerized sample. However, the opposing side produced a shadow that was equal in intensity to the untreated sample [53].
A big size foam sizing applier manufactured by Reed Chatwood was employed on polyester/cotton spun yarn as shown in Figure 3. The cross-sectional pictures obtained from Scanning Electron Microscopy demonstrated the absence of excessive diffusion of foam. Horizontal padding was used in that equipment for application of foam [54].
Figure 2.
Schematic diagram of foam appliers [54].
Figure 2.
Schematic diagram of foam appliers [54].
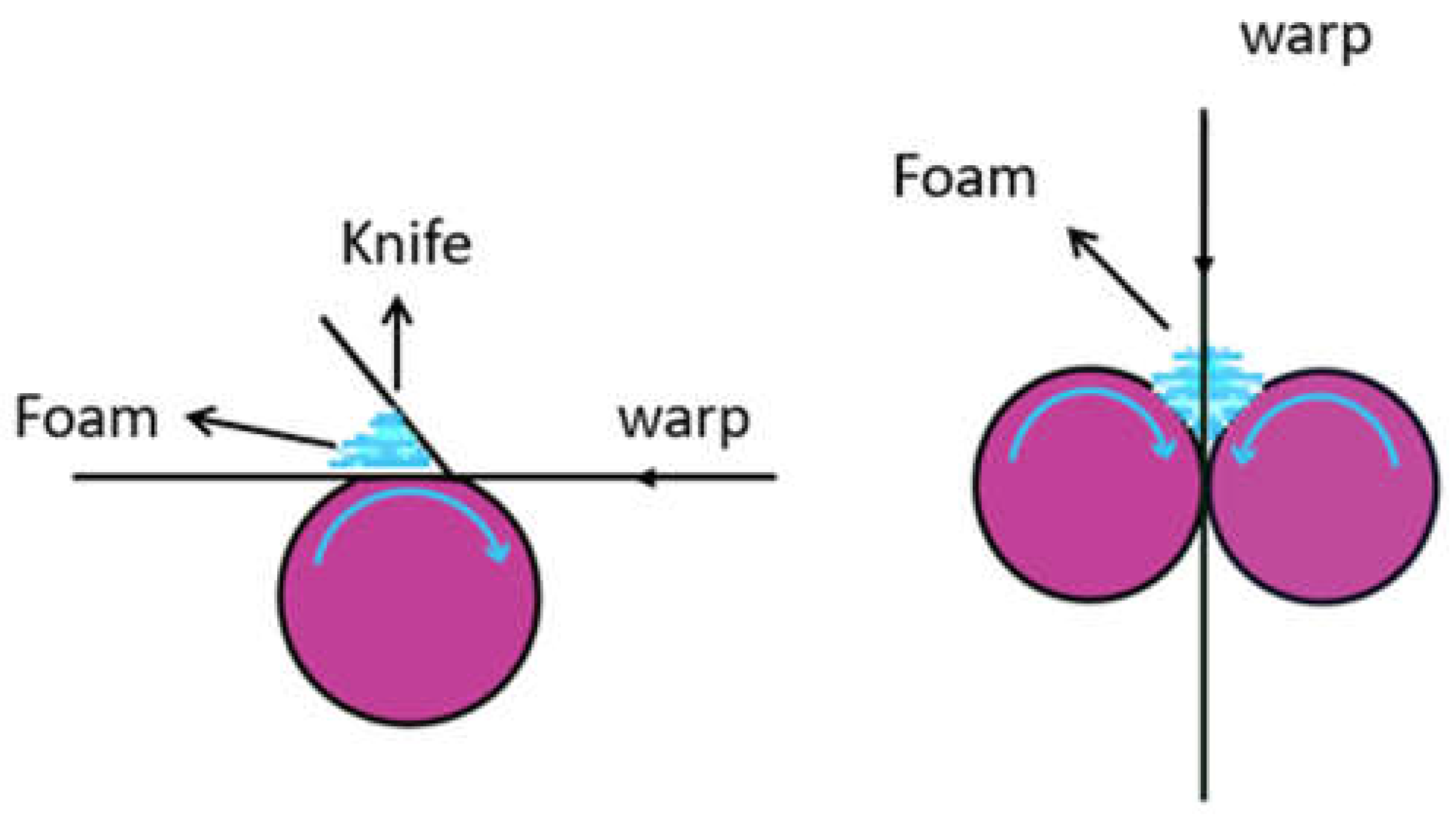
Figure 3.
Schematic diagram of the Reed-Chatwood foam [54].
Figure 3.
Schematic diagram of the Reed-Chatwood foam [54].
2.2. Coloration Processes
2.2.1. Dyeing of Natural Fiber Substrates
Several attempts were undertaken to dye cotton substrates using foam as an alternative to conventional aqueous solutions. Table 1 presents a comparison of different characteristics between foam dyeing with conventional dyeing methods. These aspects include energy and water consumption, dosage of chemical agents for foam dyeing and conventional pad dyeing, as well as, K/S and colour fastness properties.
Shakra et al. conducted a study in which 100 percent cotton substrate was dyed with reactive dye by submerging the cotton material into foaming media inculcating foaming agent and a dye. Subsequently, alkali was added to solution and process of padding was performed succeeded by scouring, soaping, and drying. The color fastness properties of cotton substrate treated with foam dyeing were comparable to traditional dyed cotton fabric [64].
A group of scientists were determined in their goal to dye a cotton substrate with one-sided foam. The impregnated side of cotton substrate employed dimethyl dihydroxy ethylene urea [DMDHEU] was introduced to foaming solution. The foam treated fabric side displayed high color distinction as compared to untreated side when substrate was dyed with reactive dyes in acidic climate in exhaust system. While the back side of the substrate remained uncoloured, the front side of the fabric was dyed exceptionally well. It has been shown that clothing created from this sort of crosslinked material has the capacity to undergo extra aesthetic treatments such as acid washing and garment dyeing [56,65].
Farias effectively accomplished foam dyeing of woven substrate with bifunctional reactive dyes. During the experiment, the cotton substrate was dyed using foam dyeing techniques. Application of foam on woven substrate was done by various foam head applier equipment from Gaston systems to acquire even diffusion of dyes. The outcomes of color fastness were not as good as compared to conventional dyed fabric substrate. Nevertheless, it was determined that foam dyeing utilised less energy in comparison to traditional dyeing. Furthermore, it was observed that the foam dry cure method does not involve the steaming process that is necessary for traditional reactive pad dyeing, hence preventing the transfer of dyes [59].
Neowin Chemicals Co Ltd., a Chinese company, has created the Neovi-foam system, which enables the dyeing of cotton fabric using reactive dye [65].
The foam dyeing procedure described by Yu et al. is illustrated in Figure 4. Two bath pad steam dyeing of cotton substrate with CI reactive Red 120 (WPU 80 %) was utilized and a comparison was made to foam dyeing (WPU 30 %). The foam dyeing system demonstrated enhanced colour fastness and colour strength (K/S) properties compared to the conventional pad steam dyeing method. In addition, the use of water and energy decreased in foam dyeing [55].
Scientists conducted additional research and extracted keratin hydrolysate from wool. They then used this substance as an agent in foam dyeing to colour cotton fabric using reactive dye. Subsequently, a comparison was conducted between the new method and traditional dyeing. The study found that the colorfastness and strength of cotton substrate in foam dyeing were similar to those of traditional pad dyed substrate [57].
In a separate investigation, a pure cotton substrate was dyed using pigment by utilising C14[EO]5 as a foaming and stabilizing agent. The results revealed that when the concentration of C14[EO]5 increased; the stability of foam was improved. The results also revealed that the use of C14[EO]5 foam controller with pigment enhanced the saturation and uniformity of colour [58].
2.2.2. Yarn Dyeing by Foaming Indigo
In the 1980’s, indigo dye was used to dye cotton substrate in foam media using an inert gas. Berendt H-U and Schafer [66] described the synthesis of foam configuration by blending acrylamide, indigo dye, forming agent alkali, reducing agent, followed by the introduction of nitrogen gas to induce foaming. The process of oxidation was carried out after dyeing to convey the true colour. However, dyeing was not conducted in a hermetically sealed environment. As a result of this factor, the dye underwent premature oxidation to a modest extent [65].
To address this issue, Gaston created an enclosed container for dyeing that supplies a foam composition of leuco vat dye. The foaming process was executed utilising nitrogen gas [67]. The container was shaped like a parabola and allowed for the circulation of cotton cloth.
Subsequently, Indigo Mills developed a continuous process for dyeing cotton yarn sheets using pre-reduced foam indigo dye under oxygen-free conditions. The substrate passed through three consequent anaerobic purge containers. The second chamber was furnished with foam appliers to employ foam through substrate yarns sheet passing fleeting through it. The third and final container, known as the dwell container, provided the necessary humidity for the dispersion of dye molecules. Subsequently, the dye molecules underwent oxidation when the dyed yarns passed through oxidation containers, resulting in the production of a bluish colour [68].
In a study conducted by Magda et al., cotton substrate was dyed by immersing it into a foamed solution containing vat dye, using a padding method. Subsequently, the dye underwent reduction through the use of a colouring agent, and then oxidation occurred through exposure to oxygen in the surrounding environment. According to the researchers, the foam dyeing method showed similar light fastness and rubbing fastness capabilities as traditional dyeing [61].
In a study, foam-based printing solution was utilized for printing textiles. The foam printing paste was synthesized by blending dye, thickening agent along with stabilizer and emulsifier[69].
2.2.3. Dyeing of Synthetic Fiber Substrates
Due of their low hygroscopicity, polyamide substrates cannot be dyed directly through pad dyeing. Typically, they are dyed using a batch-wise process with machines that consume large amounts of water and electricity. However, the interchange of dyes is challenging because polyamide substrates in pad-mangle have low hygroscopic characteristics. As a result, polyamide substrates may not always be dyed consistently using pad dyeing. Consequently, there is an urgent requirement for an effective dyeing process for colouring polyamide fibre substrates [62].
Currently, dodeacanol is the most commonly used stabilising ingredient for foam dyeing [70,71,72,73]. However, dodecanol is not suitable for human health owing to its unpleasant scent. Therefore, it is necessary to manufacture such stabilizer that does not pose any harm to human health. Moreover, it had no detrimental impact on the environment and must be economically efficient [62].
Wang et al. did a study where they used foam dyeing methodology to colour ultra-fine polyamide filament textile substrates using acid dyes. The foam recipe was modified to optimise both foamability and foam stability. An extensive investigation was conducted on the selected stabiliser process. Furthermore, the influence of foam dyeing parameters on foam characteristics and colour intensity was also examined. The study concluded that dodecanol and sodium carboxymethyl cellulose (CMC) blended stabilizer improved the stability and reduced potential harm to human body. The optimal ratio for the batch formulation of dodecanol and carboxymethyl cellulose was determined to be 4:6. When comparison was made between conventional exhaust dyeing and foam dyeing, foam dyeing acquire same value of colorfastness with increasing value of color strength. These outcomes imply that foam dyeing is easy and useful methodology for polyamide filament substrate in the presence of acid dyes. The utilisation of water, energy, and chemicals was diminished by this approach [62].
2.3. Comparison of Conventional Processing vs. Foam Processing
The study conducted by Mao et al. [74] investigated the presence of water in cotton fibres in relation to the distribution of pore size, volume, specific surface area, and average pore radius at different moisture levels. This was done using Differential Scanning Calorimetry (DSC) based on the Gibbson Thomson effect. The presence of water in wet cotton materials was divided into two categories. The presence of water on the surface of cotton substrate and spaces between fibers and yarns was called “Free water”. This water can flow without any obstruction in substrate along with dyestuff and chemicals [18].
The second category, known as “bound water,” refers to water that is absorbed into the pores of cotton fibers and is restricted in its movement due to the presence of pore walls. However, it has the ability to absorb chemicals and colors that have a molecular size that is appropriate for its pores. When considering the factors of porosity and states of water, a comparison was made between pad dyeing (one bath) against foam dyeing. It was found that foam dyeing exhibited superior color strength and dye fixation compared to pad dyeing [74].
Sarwar et. al., conducted a study on the application of an easy care finish on denim fabric using both conventional padding technique and foam coating methods. Dihydroxy ethylene urea (DHEU) was utilized as zero formaldehyde cross linkers and thickeners were employed for improvement of stability of foam during its application. The utilisation of water in conventional pad dyeing was observed to be 5.8 times higher than in foam dyeing. The study concluded that the use of foam is not environmentally harmful and has the potential to save significant amounts of water and energy resources [75].
Mohsin and Sardar conducted a study comparing the cost effectiveness, functionality, and sustainability of traditional pad dyeing with foam dyeing. They used three different main colours for direct and reactive dyes on cotton substrates. The study was divided into two parts. The first part of study focuses on experimenting with the synthesis, stability, and applicability of foam on a cotton substrate for three primary colours using reactive and direct dyes. The second part of study utilised the Analytical Hierarchy Process technology to investigate the problem. The results indicated that foam dyeing was significantly more cost-effective, productive, and sustainable compared to pad dyeing [76].
Bhavsar et al. utilised hydrolyzed keratin foam for foam dyeing of cotton and wool in their investigation. The hydrolyzed keratin foam exhibited excellent stability and formability, making it very efficient for reactive dyeing of cotton and acid dyeing of woolen substrate. The diameter of foam bubble for both reactive and acid dye was 0.020 to 0.1 mm. The colour strength of foam dyeing on cotton and woollen substrates is superior to that of standard pad batch dyeing. In addition, the rubbing and washing fastness properties were similar to those of conventional pad dyeing materials [57].
2.4. Traditional Dyeing versus Foam Dyeing of Synthetic Fibers
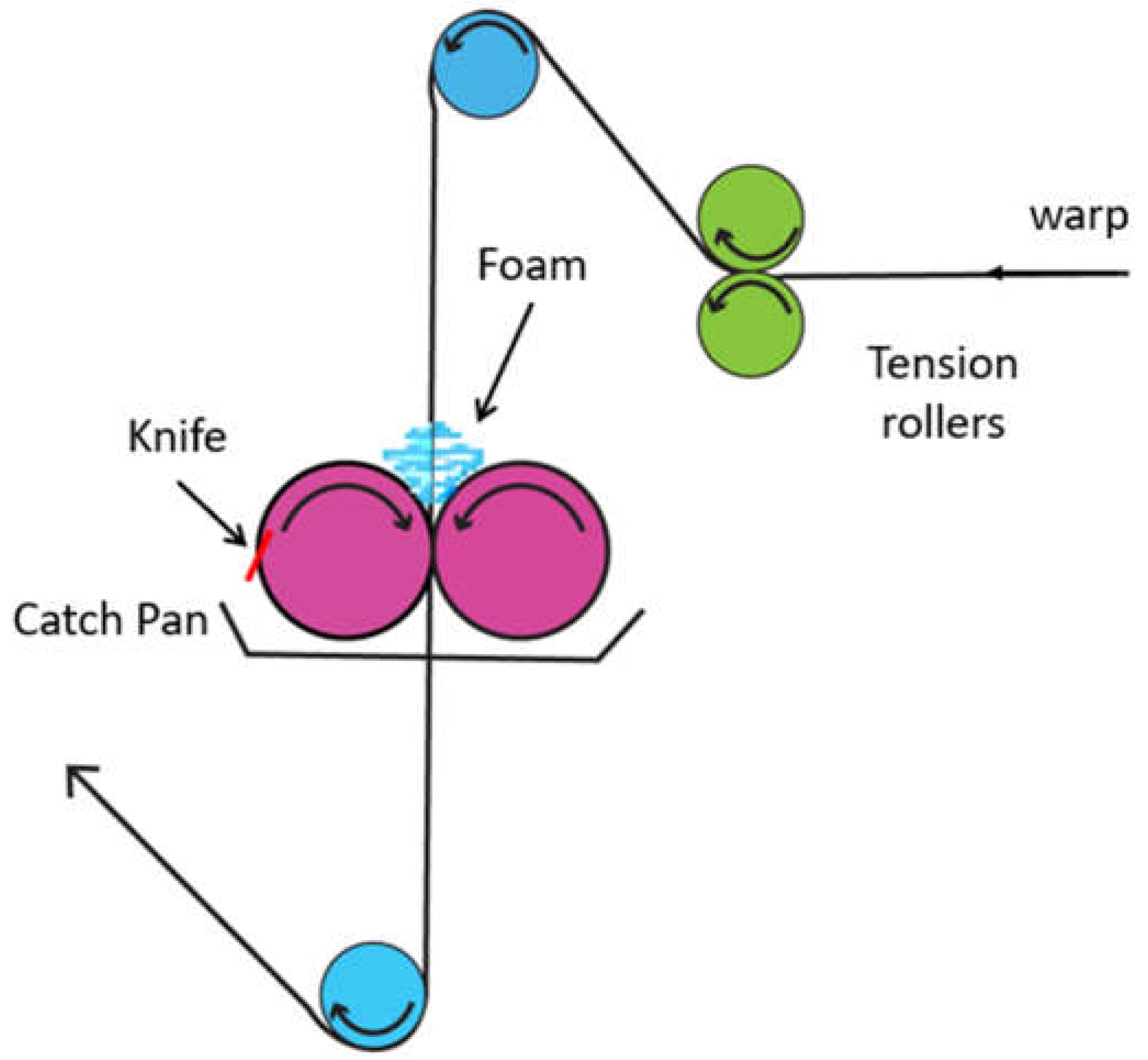
Typically, the dyeing process for synthetic fibres occurs at high temperatures, when the dyeing temperature exceeds the glass transition temperature [77]. Figure 5 depicts the setup for foam dyeing of synthetic fibres that need high temperatures above the glass transition value and a lengthy steam fixing process. David et al. produced a patent for foam dyeing process of polyester [78]. Wang et al. described a simple, environmentally friendly, and cost-effective method for dyeing polyamide substrates using acid dyes [62]. Moreover, the results of colour characteristics were superior than those of exhaust dyeing procedures in terms of colour intensity. Subsequently, a method for dyeing foam that is suitable for both synthetic and natural fibres was devised, ensuring that no harmful substances are released [63].
Therefore, foam dyeing outperforms traditional pad dyeing in terms of efficiency, economy and durability [76].
2.5. Foam Finishing
Mohsin and Shaeen conducted a study to assess the effectiveness of foam finishing of 11 non-hazardous and viable finishes compared to traditional padding The study recognised the difficulties as the analytic hierarchy process model and resolved them by utilising the super decisions software. Following the successful foam synthesis, four distinct cross linkers were utilised to apply it onto a cotton substrate. Additionally, three separate water and oil repellents, a fire-resistant agent, and three various softeners were applied. From an economic standpoint, foam finishing techniques were more cost-effective than conventional padding techniques. A reduction of about 86 percent was achieved in water utility, while energy usage was cut by 56 percent using foam dyeing. Regarding chemicals, the foam finishing approach resulted in an 83 percent reduction in chemical usage compared to the usual padding technique. The output from the foam coating yields a sixfold increase compared to traditional padding techniques. Citric acid outperformed maleic acid, DHEU, and DMDHEU as a cross linker, resulting in a higher crease recovery angle of 139 degrees for the foaming agent. The formulations containing oil and water repellent exhibited a lower crease recovery angle, specifically 121.5, compared to the formulations that included maleic acid and citric acid. The air permeability and tear strength of foam dyed substrate cotton substrate was greater than traditional pad dyeing technology. The results of the analytical hierarchical model indicated that foam recipe one, which had the lowest chemical content, was the favoured option in terms of cost savings, sustainability, as well as air permeability and tear strength. Conversely, the primary goal of cross linkers, which are substances that repel oil and water, is to improve the crease recovery angle and water repellent properties as stated in reference [79].
The study conducted by Song et al. examined the behaviour of foam stock solution, as well as its stability and its effect on the finishing of cotton substrate. The time for primal (initial) solution, half-life and foaming ratio of sodium sulphate were evaluated. The obtained results showed that foam finishing of cotton substrates resulted in reduced absorption and contamination in crease resistance and water repellent finishes, leading to various advantages. The finishing behaviour of cotton substrates treated with foam finishing was found to be similar to that achieved using the usual pad finishing approach [80].
3. Benefits of Foam Dyeing
Previous literature confirms that foam dyeing method offers significant cost savings in terms of drying energy usage, thanks to reduced wet pickup. An 80% reduction in the cost of drying energy was reported [81]. An reported decrease in drying energy resulted in a lower drying temperature, while productivity increased. Furthermore, the consumption of water was reduced by a range of 30 percent to 90 percent. In addition, a study indicated a 60 percent reduction in pick up as compared to pad dyeing [57]. Consequently, the quantity of discharged wastewater was decreased, leading to a reduction of 50 to 60 percent in the treatment of the liquid waste.
When comparing foam dyeing to traditional dyeing of cotton, foam dyeing exhibited superior physical qualities and enhanced colour strength. Moreover, there as significant decline in consumption of water and chemicals [76]. Also, foam dyeing exhibited superior sustainability, durability, and productivity in comparison to conventional pad dyeing methods. Thus, the foam dyeing is the most practical and effective answer for the issues faced by the textile wet processing industry. Foam dyeing technology allows dyes to penetrate rapidly, in contrast to conventional dyeing procedures. The impact of mechanical activity is reduced due to the protection of the fibre structure, allowing for uniform dispersion of dyes across the substrate surface. As a consequence, there will be an enhancement in the management of textile substrate [39].
Kumar et al. [82] highlighted the advantages of foam dyeing, specifically the effective and long-lasting bonding of dyes to the substrate as a result of rapid wetting. As a result, the dispersion of dyes is enhanced, leading to an increase in their stability. Thus, a significant quantity of energy is conserved, and instances of waste are reduced. In addition, cost of equipment of foam dyeing is lower than that of conventional pad dyeing. Moreover, chemicals utilized in traditional treatment of textile substrate can be employed in foam media if appropriate foam is generated [36].
4. Conclusions
The recent progress in foam dyeing technology has established it as a viable alternative for the wet processing business in the textile sector. The technology is not just sustainable but also far more efficient than traditional processing methods. Despite being in the early stages of investigation, this technology offers distinct advantages compared to traditional approaches, such as reduced water and energy use, as well as lower chemical usage. Continued research and development efforts will make foam dyeing a crucial part in shaping the future of the textile industry. This process is not only environmentally safe, but also a cost-effective alternative to standard dying methods. The widespread implementation of foam dyeing technology can greatly diminish water consumption and wastewater production in the textile industry. This will aid in the advancement of sustainable processing methods for textiles.
Funding
This research received no external funding.
Conflicts of Interest
Declare conflicts of interest or state “The authors declare no conflicts of interest”.
References
- Anon, “No Title,” ibisworld.com. Global apparel manufacturing – market size 2005–2027,. Accessed: Aug. 24, 2023. [Online]. Available: https://www.ibisworld.com/global/%0Amarket-size/global-apparel-manufacturing/.
- Low, W.; Thin, T.; Yong, L.Y.; Huei, L.Y.; Nee, T.S. Assessment of red and white clay evaporative rate in simulating perspiration with textile. J. Eng. Sci. Technol. 2023, 18, 3128–3139. [Google Scholar]
- Meena, J.S.; Choi, S.B.; Jung, S.; Kim, J.W. Electronic textiles: New age of wearable technology. Mater. Today Bio 2023, 19, 100565. [Google Scholar]
- al Peng, X. Biopolymers-based microencapsulation technology for sustainable textiles development: A short Review. Case Stud. Chem. Environ. Eng. 2023, 7, 100349. [Google Scholar] [CrossRef]
- Manaia, J.; Cerejo, F.; Duarte, J. Revolutionising textile manufacturing: a comprehensive review on 3D and 4D printing technologies. Fash. Text. 2023, 10, 20. [Google Scholar] [CrossRef]
- Tsolis, A.; Bakogianni, S.; Angalaki, C.; Alexandridis, A. A Review of Clothing Components in the Development of Wearable Textile Antennas: Design and Experimental Procedure. Sensors 2023, 23, 3289. [Google Scholar] [CrossRef] [PubMed]
- Alkaya, E.; Demier, G.N. Sustainable Textile Production: a case study from a woven fabric manufacturing mill in Turkey. J Clean Prod 2014, 14, 595–603. [Google Scholar] [CrossRef]
- Maheshwari, U. A review on adsorption process for removal of dyes fro textile industry effluent. in AICHE annual meeting, virtual 2013; paper no 395 ax. San Francisco, CA USA, 2013.
- Shafiq, F.; et al. Extraction of natural dye from aerial parts of argy wormwood based on optimized taguchi approach and functional finishing of cotton fabric. Materials (Basel) 2021, 14, 19. [Google Scholar] [CrossRef] [PubMed]
- Dobilaitė, V.; Ališauskienė, V.; Sacevičienė, M. Study of Textile Waste Generation and Treatment in Lithuania. Fibres Text. East. Eur 2017, 2017, 8–13. [Google Scholar] [CrossRef]
- P. Morrison, J., Morikawa, M., Murphy, M., Schulte, “No Title,” Water Scarcity Clim. Chang. Grow. Risks Businesses Investors. Ceres 60., 2009.
- Saxena, A.; Raja, S.; Arputharaj, A. Challenges in wet processing of Textiles. Text. Cloth. Sustain 2017, 43–79. [Google Scholar]
- De Moraes, S.G.; Freire, R.S.; Duran, N. Degradation and toxicity reduction of textile effluent by combined photocatalytic and ozonation processes. Chemosphere 2000, 40, 2000. [Google Scholar] [CrossRef]
- Ahmad, S.; Ashraf, M.; Abid, S.; Jabbar, M.; Shafiq, F.; Siddique, A. Recent developments in laser fading of denim: A critical review. J. Nat. Fibers 2022, 1–11. [Google Scholar] [CrossRef]
- Tong, O.; Shao, S.; Zhang, Y.; Chen, Y.; Liu, S.L.; Zhang, S.S. An AHP-Based water- Conservation and waste-Reduction indicator system for cleaner production of textile- Printing industry in China and technique integration. Clean Technol. Environ. Policy 2012, 14, 857–868. [Google Scholar] [CrossRef]
- Petek, J.; Glavic, P. An integral approach to waste minimization in process industries. Conserv. Recycl. 1996, 17, 169–188. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, J.; Yan, J.; Zheng, L. An industrial scale multiple supercritical carbon dioxide apparatus and its eco-friendly dyeing production. J. CO2 Util 2016, 16, 272–281. [Google Scholar] [CrossRef]
- Hussain, A.W.T. A critical review of the current water conservation practices in textile wet processing. J. Clean. Prod. 2018. [Google Scholar] [CrossRef]
- Lu, X.; Liu, L.; Liu, R.; Chen, J. Textile wastewater reuse as an alternative water source for dyeing and finishing processes: A case study. Desalination 2010, 258, 229–232. [Google Scholar] [CrossRef]
- Christie, R.M. Environmental Aspects of Textile Dyeing, First ed. ed.; Woodhead Publishing: Manchester, 2007. [Google Scholar]
- Vandevivere, P.C.; Bianchi, R.; Verstraete, W. Review Treatment and Reuse of Wastewater from the Textile Wet-Processing Industr y : Review of Emerging Technologies. J. Chem. T echnol. Biotechnol 1998, 72, 289–302. [Google Scholar] [CrossRef]
- Kant, R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012, 4, 22–26. [Google Scholar] [CrossRef]
- Pang, Y.L.; Abdullah, A.Z. Current status of textile industry wastewater management and research progress in Malaysia: A review. Clean - Soil, Air, Water 2013, 41, 751–764. [Google Scholar] [CrossRef]
- Tüfekci, N.; Sivri, N.; Toroz, I. Pollutants of Textile Industry Wastewater and Assessment of its Discharge Limits by Water Quality Standards. Turkish J. Fish. Aquat. Sci. 2007, 103, 97–103. [Google Scholar]
- Birk, M.; Schoeberi, P.; Chamam, B.; Braun, R.; Fuchs, W. Advanced treatment of textile wastewater towards reuse using a membrane bioreactor. Process Biochem. 2006, 41, 1751–1757. [Google Scholar] [CrossRef]
- Robinson, T.; McMullan, G.; Marchant, R.; Nigam, P. Remediation of dyes in textile effluent: A critical review on current treatment technologies with a proposed alternative. Bioresour. Technol. 2001. [Google Scholar] [CrossRef] [PubMed]
- Hasanbeigi, A. Energy-Efficiency Improvement Opportunities for the Textile Industry. Lawrence Berkeley Natl. Lab. 2010, 136, 000. [Google Scholar]
- Gleick, P.H.; et al. Waste Not, Want Not: The Potential for Urban Water Conservation. California, 2003.
- Avnir, D.; Kaufman, V.R.; Reisfeld, R. Organic fluorescent dyes trapped in silica and silicatitania thin films by the sol-gel method. Photophysical, film and cage properties. J. Non. Cryst. Solids 1985, 74, 395–406. [Google Scholar] [CrossRef]
- Chao, C.; Guan, H.; Zhang, J.; Liu, Y.; Zhao, Y.; Zhang, B. Immobilization of laccase onto porous polyvinyl alcohol/halloysite hybrid beads for dye removal. Water Sci. Technol. 2017. [Google Scholar] [CrossRef] [PubMed]
- Laing, I.G. The impact of effluent regulations on the dyeing industry. Rev. Prog. Color. Relat. Top. 1991, 21, 56–71. [Google Scholar] [CrossRef]
- Smith, J.; Rucker, B. Water And Textile Wet Processing - Part I. Am. Dye. Report. 1987, 17–23. [Google Scholar]
- Schmid, P. Process for ungumming. silk. Patent 848605-A, USA, 1907. [Google Scholar]
- Schmid, P. Apparatus for ungumming silk fabrics. Patent 83 1997, 1906. [Google Scholar]
- Gregorian, R.S.; Bafford, R.A.; Namboodri, C.G. The Utilization of foams in the wet processing of textiles. ACS Symp. Ser. 1979, 107, 155. [Google Scholar]
- Abadte, M.T.; Tadese, M.G. Airflow, Foam, and Supercritical Carbon Dioxide Dyeing Technologies. In Innovative and Emerging Technologies for Textile Dyeing and Finishing; Scrivener Publishing LLC, 201AD; pp. 137–164.
- Dawson, T.L. Foam dyeing and printing of carpets. J. Soc. Dye. Colour. 1981, 97, 262. [Google Scholar] [CrossRef]
- Bickerman, J.J.; Foams, J.J. New York Inc: Springer-Verlag,.
- Capponi, M.; Flister, A.; Hasler, R.; Oschatz, C.; Robert, G.; Robinson, T.; Stakelbeck, H.P.; Tschudin, P.; Vierlina, J.P. Foam technology in textile processing. Rev. Prog. Color. 1982, 12, 48. [Google Scholar] [CrossRef]
- Elbadawi, A.M.; Pearson, J.S. Foam technology in textile finishing. Text. Prog. 2003, 33, 1. [Google Scholar] [CrossRef]
- Lunkenheimer, K.; Tcholakova, S.; Brinkova, N.P. Physicochemical control of foam properties. Curr Opin Colloid Interface Sci 2020, 50, 101376. [Google Scholar]
- Lunkenheimer, K.; Malysa, K. Simple and generally applicable method of determination and evaluation of foam properties. J surfactants Deterg 2003, 6, 69–74. [Google Scholar] [CrossRef]
- Ashby, M. The properties of foams and lattices. Pjilosophical Trans. R. Soc. A Math. Phys. Eng. Sci. 2006, 364, 15–30. [Google Scholar] [CrossRef] [PubMed]
- Ergun, M.; Ergun, H. Influence of activated carbon concentration on foam material properties: Design and optimization. Arab J Sci. 2024, 49, 4877–4888. [Google Scholar] [CrossRef]
- et al Mohsin. Performance enhancement of water and energy efficient foam dyeing and finishing though different foaming agents. J. Nat. Fibers 2023, 20. [Google Scholar]
- Vidalis, T. Continuous foam dyeing apparatus and method. US Patent 5168731; assigned to Vidalis Laura MA 1698 Laurelwood Place Gloucester Orleans Ontario Canada K1C 6Y4 Vidalis Serge E 1698 Laurelwood Place Gloucester Orleans Ontario Canada K1C 6Y4, 1698. [Google Scholar]
- Denkov, N.D. Mechanisms of foam destruction by oil-based antifoams. Langmuir 2004, 20, 463. [Google Scholar] [CrossRef] [PubMed]
- Koh, J. Dyeing of cellulosic fibres. In Handbook of textile and industrial dyeing; Clark, M., Ed.; Woodhead Publishing Limited: Cambridge, 2011; pp. 129–146. [Google Scholar]
- Chequer, F.D.; de Oliveira GA, R.; Ferraz, E.A.; Cardoso, J.C.; Zanoni, M.B.; de Oliveira, D.P. Textile dyes: dyeing process and environmental impact. In Eco-Friendly Textile Dyeing and Finishing; Gunay, M., Ed.; Intech: London, 2013; pp. 151–176. [Google Scholar]
- Faber, L.D.R.; Carroll, C.J. Method of treating textile materials and the like. Patent 194 8568, 1934. [Google Scholar]
- Lister, G.H. water conservation—an alternative to solvent dyeing? J Soc Dye. Colour 1972, 88, 9–14. [Google Scholar] [CrossRef]
- Perkins, W.S.; Walker, R.P. Foam sizing. Text Res J 1982, 52, 547–554. [Google Scholar] [CrossRef]
- Turner, J.D.; Blanton, W.A.; Kravetz, L. Foam mercerization. Text Res J 1982, 52, 73–76. [Google Scholar] [CrossRef]
- Namboodri, C.G. Foam sizing of cotton and blend yarns: slashing trials. Text Res J 1986, 56, 87–92. [Google Scholar] [CrossRef]
- Yu, H.; Wang, Y.; Zhong, Y. Foam properties and application in dyeing cotton fabrics with reactive dyes. Color Technol 2014, 130, 266–272. [Google Scholar] [CrossRef]
- Lambart, A.H.; Harper, R.J. Cross linking Single side Cotton, via foam finishing to produce garment dyeable fabrics. J Coat Fabr 1990, 19, 169–180. [Google Scholar] [CrossRef]
- Bhavsar, P.S.; Zoccola, M.; Patrucco, A.; Montarsolo, A.; Mossotti, R.; Giansetti, M.; Rovero, G.; Maier, S.S.; Muresan, A.; Tonin, C. Superheated Water Hydrolyzed Keratin: A New Application as a Foaming Agent in Foam Dyeing of Cotton and Wool Fabrics. ACS Sustain. Chem. Eng. 2017. [Google Scholar] [CrossRef]
- Shaoyu, C.; Chaoxia, W.; Liang, F. A novel strategy for realizing environmentally friendly pigment foam dyeing using polyoxyethylene surfactant C14EO5 as foam controller. Color Technol. 2017, 133, 253–261. [Google Scholar]
- Farias, L.T. Progress in chemical foam technology for dyeing applications. AATCC Rev 2013, 13, 36–41. [Google Scholar]
- Shang, S.; Hu, E.; Poon, P. Foam dyeing for developing wash out effect on cotton knitted fabrics with pigments. Res J Text Appar 2011, 15, 44–51. [Google Scholar] [CrossRef]
- Magda M, S.S.; Kamel, S. Foam dyeing with vat dyes. Am Dye. Rep 1997, 86, 35–41. [Google Scholar]
- Wang, P.X.Q.; Zhou, W.; Du, S.; Yang, X.; Zhang, M.; Chang, Y.; Cui, S. Application of foam dyeing technology on ultra-fine polyamide filament fabrics with acid dye. Text. Res. J. 2019, 1–9. [Google Scholar] [CrossRef]
- Chen, S.; Fei, L.; Ge, F.; Liu, J.; Yin, Y.; Wang, C. A versatile and recycled pigment foam coloring approach for natural and synthetic fibers with nearly- zero pollutant discharge. J. Clean. Prod 2020, 243. [Google Scholar] [CrossRef]
- Shakra, S.; Hanna, H.L.; Kharadly, E.A. Foam dyeing with reactive dyes and its effect on the fastness properties of dyeings. Am Dye. Rep 78, 60.
- Hoque, E.; Acharya, S.; Shamshina, J.; Abidi, N. Review of foam applications on Cotton Textiles. Text. Res. J. 2022, 1–16. [Google Scholar] [CrossRef]
- Berendt, H.U.; Schafer, P. Process for dyeing or printing cellulose-containing textile material with vat dye. foam. Patent 4613335-A, 1986. [Google Scholar]
- Aurich, C.W.; Zeiffer, D.F.; Neupert, H.A. Apparatus for dyeing textile substrates with foamed dye. Patent 2008/ 147515-AI, 2008. [Google Scholar]
- Malpass, H.; Tharpe, R.; Ethridge, M.D. Indigo dyeing Fabrics, process and apparatus and indigo dyed yarns and made thereby. Patent 10619292-B2, 2020. [Google Scholar]
- Kumins, C.A.; Jerome, F.; Chase, V.L. Process of coloring textile materials. Patent 2971458, 1961. [Google Scholar]
- Hutzler, S.; Cox, S.J.; Wang, G. Foam drainage in two dimensions. Colloid Surf A Physicochem Eng Asp. 2005, 263, 178–183. [Google Scholar] [CrossRef]
- Siva, M.; Ramamurthy, K.K.; Dhamodharan, R. Sodium salt admixtures for enhancing the foaming characteristics of sodium lauryl sulphate. Cem. Concr. Compos 2015, 57, 133–141. [Google Scholar] [CrossRef]
- Sun, L.; Wang, B.; Pu, W. The effect of foam stability on foam flooding recovery. Pet. Sci Technol 2015, 33, 15–22. [Google Scholar] [CrossRef]
- Wang, J.J.; Nguyen, A.V.; Farrokhpay, S. A critical review of the growth, drainage and collapse of foams. Adv Colloid Interface Sci 2016, 228, 55–70. [Google Scholar] [CrossRef] [PubMed]
- Mao, Z.; Yu, H.; Wang, Y. States of Water and Pore Size Distribution of Cotton Fibers with Different Moisture Ratios. Ind 2014, 53, 8927–8934. [Google Scholar] [CrossRef]
- Sarwar, N.; Mohsin, M.; Bhatti, A.A.; Ahmmad, S.W.; Husaain, A. Development of water and energy efficient environment friendly easy care finishing by foam coating on stretch denim fabric. J. Clean. Prod. 2017, 154, 159–166. [Google Scholar] [CrossRef]
- Mohsin, M.; Shaheen, S. Multi-criteria decision analysis for textile pad-dyeing and foam-dyeing based on cost, performance, productivity and sustainability. Cellulose 2019. [Google Scholar] [CrossRef]
- Choudhury, A.R. Dyeing of synthetic fibres. In Handbook of Textile and Industrial Dyeing; Clark, M., Ed.; Woodhead Publishing Limited: Cambridge, 2011; pp. 40–128. [Google Scholar]
- Abrahams, G.A.; Douglas, D.H. Douglas, Foam dyeing process. US Patent 3762860; assigned to Dexter Chemical Corporation, 1973. [Google Scholar]
- Mohsin, M.; Shaheen, S. Development of sustainable and cost efficient textile foamfinishing and its comparison with conventional padding. Cellulose 2020. [Google Scholar] [CrossRef]
- Song, D.C.M.; Hou, J.; Lu, Y.; Lin, J. Performance of Foam and Application in Foam Finishing of Textile. Adv. Mater. Res. 2013, 821–822, 661–664. [Google Scholar] [CrossRef]
- Van Der Walt, G.H.J.; Van Resenburg, N.J.J. Low liquor dyeing and finishing. Text. Prog 2009, 14, 2009. [Google Scholar] [CrossRef]
- Kumar, P.S.; Yaashikaa, P.R. Sustainable dyeing techniques. In Sustainable Innovations in Textile Chemical Processes; Muthu, S., Ed.; Springer: Singapore, 2018; pp. 1–29. [Google Scholar]
Figure 4.
Foam dyeing process [65].
Figure 4.
Foam dyeing process [65].
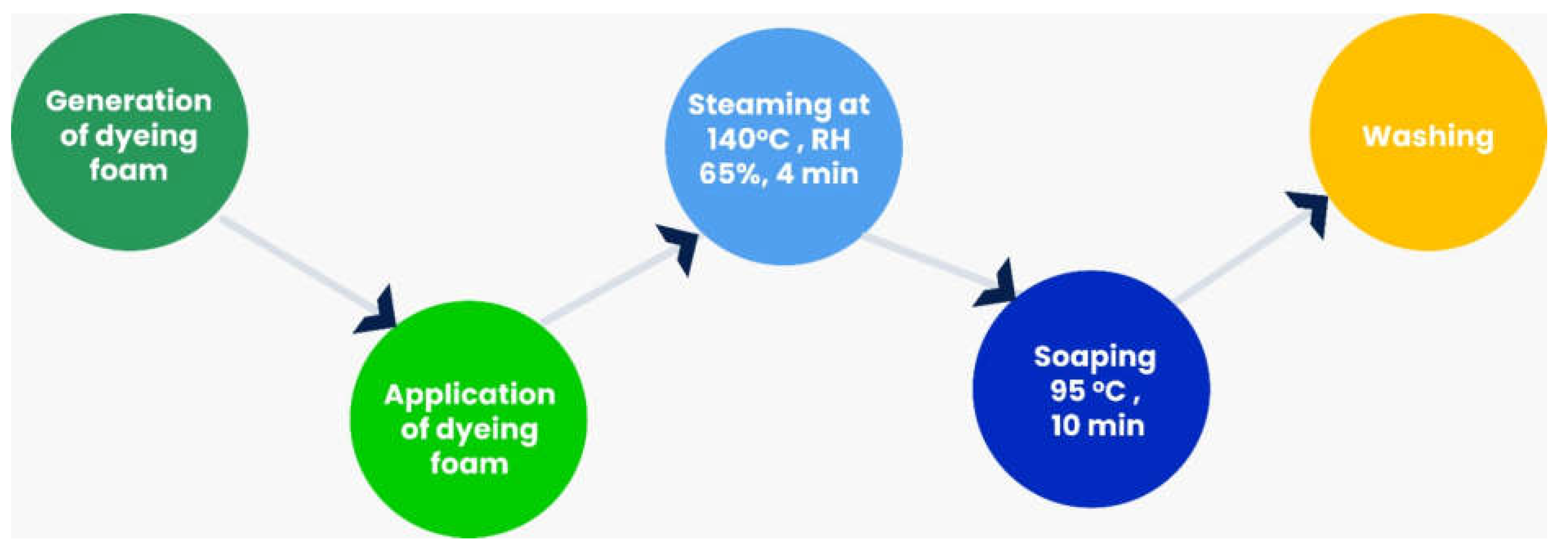
Figure 5.
Foam dyeing mechanism using pad dyeing methodology [55].
Figure 5.
Foam dyeing mechanism using pad dyeing methodology [55].
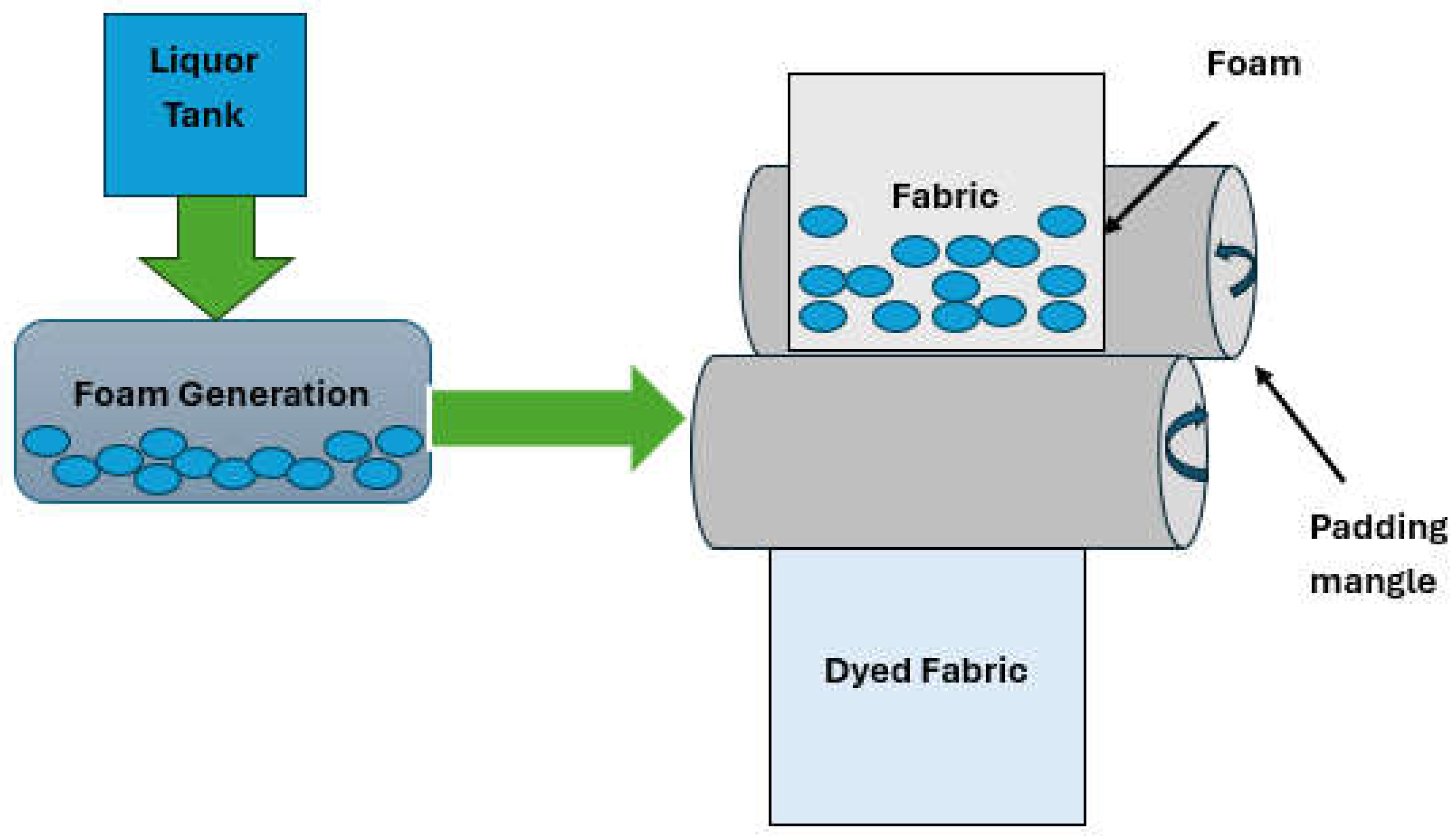

Table 1.
Techno-economic comparison between foam dyeing and conventional dyeing.
| Sr.# | Dye/ pigment /substrate |
Dye/ pigment conc. |
Wet Pick Up | Water consumption | Energy consumption | Dyes and chemicals consumption |
Color strength (K/S) | Rubbing Fastness | Washing fastness | Ref. | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dry | Wet | ||||||||||||||||||||
| Foam dyeing | Conventional (exhaust/continuous) | Foam dyeing | conventional | Foam dyeing | conventional | Foam dyeing | Foam dyeing | Conventional pad dyeing | Foam dyeing | Conventional pad dyeing | Foam dyeing | Conventional pad dyeing | Foam dyeing | Conventional dyeing | |||||||
| 1 | CI Reactive Red 120 | 1.80 o.w.f | 30-40% | - | less | More | Less energy consumption | more | - | 15.0 | 12.0 | 5.0 | 5.0 | 2.0-3.0 | 2.0 | high | low | [55] | |||
| 2 | Reactive orange 16 | 3.0% o.w.f | - | - | - | - | - | - | - | 12.5 | - | - | - | - | - | - | - | [56] | |||
| 3 | Reactive blue 184 | 3.0% o.w.f | - | - | - | - | - | - | - | 18.2 | - | - | - | - | - | - | - | [56] | |||
| 4 | Reactive blue 19 | 3% o.w.f |
- | - | - | - | - | - | - | 9.9 | - | - | - | - | - | - | - | [56] | |||
| 5 | Acid orange 74 | 3.0% o.w.f |
- | - | - | - | - | - | - | 7.4 | - | - | - | - | - | - | - | [56] | |||
| 6 | Intracron Red VS-4BL | 3.0% o.w.f |
- | - | - | - | - | - | - | 12.5 | - | - | - | - | - | - | - | [56] | |||
| 7 | Levafix Navy CA | 1-5.0% o.w.f |
40% | 70 % | Water efficient | - | Energy efficient | - | - | 15.0 | 15.0 | 4.0-5.0 | 4.0-5.0 | 4.0-5.0 | 4.0-5.0 | 4/5 | 4/5 | [57] | |||
| 8 | Nylosan Navy S-3G SGR | 1-5.0% o.w.f |
40% | 70 % | Water efficient | - | Energy efficient | - | - | 21 | 21 | 4/5 | 4-4/5 | 4/5 | 4-4/5 | 4/5-5 | 5 | [57] | |||
| 9 | CI Pigment Red 254 | 6.0% o.w.f |
- | - | Reduced water consumption | - | - | - | - | 7.8 | - | 4.0 | - | 3.0-4.0 | - | - | - | [58] | |||
| 10 | Brand A (Black) | 100.0 g/L |
- | - | - | - | - | - | - | - | - | 3.0 | 5.0 | 3.0 | 2.5 | - | - | [59] | |||
| 11 | Printofix Blue T-K | 100.0 g/L |
- | - | - | - | - | - | - | - | - | 4.0 | - | 4.0 | - | - | - | [60] | |||
| 12 | Printofix Black T-M | 100.0 g/L |
- | - | - | - | - | - | - | - | - | 3.0-4.0 | - | 3.0 | - | - | - | [60] | |||
| 13 | Printofix Navy T-V | 100.0 g/L |
- | - | - | - | - | - | - | - | - | 3.0-4.0 | - | 2.0-3.0 | - | - | - | [60] | |||
| 14 | Printofix Yellow T-G | 100.0 g/L |
- | - | - | - | - | - | - | - | - | 4.0 | - | 2.0 | - | - | - | [60] | |||
| 15 | CI reactive Red 120 | - | 30% | 80% pad steam | 300kg | 1600kg | 23.54 | 122.29 | reduced | Improved | - | Improved | - | Improved | - | - | - | [55] | |||
| 16 | Reactive dye | - | - | - | - | - | - | - | - | Comparable to conventional | - | Comparable to conventional | - | Comparable to conventional | - | - | - | [57] | |||
| 17 | C14[EO]5 Pigment | - | - | - | - | - | - | - | - | Improved | - | - | - | - | - | - | - | [58] | |||
| 18 | Vat dye | - | - | - | - | - | - | - | - | - | - | Comparable to conventional | - | Comparable to conventional | - | - | - | [61] | |||
| 19 | Acid dye on polyamide fikaments | - | - | exhaust | - | - | - | - | - | incraesed | - | - | - | - | - | Comparable | - | [62] | |||
| 20 | Reactive and acid | Wool and cotton | 40% | c40% Pad batch |
- | - | - | - | - | improved | - | comparable | - | comparable | comparable | - | - | [57] | |||
| 21 | Pigment dispersion/cotton, silk and polyester | - | - | Exhaust dyeing | - | - | - | - | - | improved | - | improved | - | improved | improved | - | - | [63] | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



