
Submitted:
05 August 2024
Posted:
06 August 2024
You are already at the latest version
Abstract
The article presents the results of research work devoted to improving the characteristics of paint and varnish coatings based on aqueous dispersions of polyacrylates, it is proposed to modify them by introducing mineral raw materials as fillers and hydrated lime with subsequent processing in a vortex layer apparatus. Introduction of activated diatomite does not cause deterioration of covering power, adhesion and increase of porosity of the paint material. Modification of coatings contributes to the increase of their operational properties, which can be associated with the reduction of free volume in the composite, formation of polymer boundary layers with modified physical and chemical properties. The aim of the study is to obtain water-dispersion paint and varnish composition containing modified diatomite on polyacrylate basis and subsequent study of the main physical and mechanical parameters. The work has been carried out by the following method: determination of porosity, adhesion, elasticity, covering power of the control composition; determination of porosity, adhesion, elasticity, and covering power of the obtained composites using modified filler; investigation of the influence of radiation in the infrared spectrum of the paint coating surface using FLIRB620 thermal imager. As a result of research works it was noticed that modification of water dispersions with silica activated diatomite helps to eliminate the main disadvantages of materials and coatings based on acrylate binder - low water resistance and low physical and mechanical characteristics, introduction of modified diatomite into water emulsion paint on acrylate base does not lead to deterioration of the main performance characteristics of paint coatings - porosity, adhesion, elasticity and covering.
Keywords:
polyacrylate dispersion
; modified diatomite
; adhesion
; vortex bed apparatus
; covering power
; porosity
; lime fluff
1. Introduction
The deteriorating environmental situation in the world causes a tightening of requirements not only for various industries, but also for the materials they produce, as even newly developed products are not always environmentally friendly for humans and the environment. Among such materials, protective polymer coatings play an important role. It is known [1,2,3], that in many industrial spheres paint and varnish materials based on organic solvents, which are toxic to humans, are mostly used, which leads to the search for an alternative method of protection of structures and buildings. One such option is the use of water-based paints and varnishes - water-dispersion.
Creation of environmentally friendly polymer protective composite materials resistant to external factors is one of the priority directions of researchers. It is known that currently the most common and available way to solve this problem is the use of water-based filled acrylic compositions [4,5,6,7,8].
Modifying target additives and natural fillers play an important role in obtaining protective composite coatings [9,10]. In this regard, the aim of this work was to study the influence of mineral fillers of different nature and shape of particles on the physical-mechanical and operational properties of coatings (PC), for the protection of concrete and metal surfaces.
Most manufacturers use chalk, talc and microcalcite as fillers, which do not provide sufficient protective properties. It is known that modifying target additives and natural fillers play an important role in obtaining protective composite coatings [11,12]. In this regard, the aim of this work was to study the influence of mineral fillers of different nature and shape of particles on the physical-mechanical and operational properties of coatings (PC), for the protection of concrete and metal surfaces based on water-dispersion paint and varnish materials.
By selecting fillers it is possible to significantly improve such characteristics of paint and varnish materials as adhesion, moisture resistance, viscosity, filling, weatherability, mechanical strength, hardness [13,14].
The size and shape of filler particles have a direct influence on the properties of paint and varnish materials and coatings based on them [15,16].
Among the many classes of fillers, carbonates and silicates are the most widely used in paint formulations. This review considers the most interesting, in the authors opinion, works related to the use of carbonate and silicate fillers, as well as their modification [13,17].
The use of natural silicates as modifiers or fillers in polymer composites helps to improve gas barrier and physical and mechanical properties, as well as thermal and wear resistance [18].
Among natural materials, diatomite, or diatomaceous earth, is of particular interest as a filler in paints and coatings. Diatomite deposits are found in all parts of the world. There are large reserves of diatomite in Kazakhstan, which makes it possible to use them in paint and varnish formulations. According to the data of geological prospecting works, siliceous rocks within the Aktobe region of the Republic of Kazakhstan have an extensive distribution.
Diatomite is a light, soft, light-coloured sedimentary rock formed mainly from siliceous micropancres of unicellular algae, diatoms, of a wide variety of shapes and sizes, typically 10-200 nm in diameter. The main component of siliceous shells are amorphous silica hydrates with varying water content (opals) (SiO2–nH2O). Diatomite has a large internal surface area, containing up to 80-90% of voids. This material has a mainly macroporous structure, with pores with a radius of 4-40 μm accounting for about 15% of the total pore volume, and its bulk density is ~30 g/dm3 [19].
It is known that high-quality diatomite’s containing 60 percent or more silica have many useful properties – low bulk density, heat resistance, porosity, low thermal conductivity and sound conductivity. They are used as additives in cement, textile, petrochemical and food industries – as adsorbents and filters.
A significant proportion of diatomite is used for the manufacture of filter powders, used as fillers in the production of paper, plastics and paints, in the production of polishing materials and insecticides [20].
There is a known method of obtaining the basis of composite anticorrosive paint and varnish material for rust [21,22], in which the composition with pigments-fillers is mechanically activated and dispersed in the chamber of the apparatus with a vortex layer of ferromagnetic particles. Processing of the obtained material in the chamber of the apparatus with a vortex layer of ferromagnetic particles significantly increases the rate of chemical reaction, activation of particles of the substance due to deformation of the crystal lattice of macromolecules of the material and a sharp increase in chemical activity, the degree of dissociation of the material.
Based on the above research results, the developed technologies have certain disadvantages, which consist in high resource intensity, the use of expensive additives, which explains the high cost of paint and varnish materials, which confirms the relevance and feasibility of obtaining polymer-based composites with modified diatomite (water-dispersion paint on acrylic binder) with improved performance properties.
Thus, the study of ways to improve the properties of composites by developing a technology for their production on the polymer base with modified diatomite, aimed at reducing the list of components, as well as reducing the cost of production, improving operational properties through the use of vortex layer apparatus, which is relevant and timely.
The aim of the research work is to obtain polymer-based composites with modified diatomite (water-dispersion paint on acrylate binder) with improved performance properties and low cost.
Scientific novelty consists in obtaining a modified water-dispersion paint and varnish composition on the polyacrylate base with the content of activated diatomite due to processing in the vortex layer apparatus, contributing to the reduction of free volume in the composite, the formation of boundary layers of the polymer with modified physical and chemical properties.
2. Materials and Methods
2.1. Materials
The following materials were used as the object of the study.
Filler: Diatomite is a loose or weakly cemented siliceous sedimentary rock composed mainly of the shells of diatom algae and is white, grey or pinkish in colour. In the natural state diatomite’s have a large uniformly distributed porosity, reaching 80-85 %. Silica in diatomite’s is in amorphous state and makes up 78-95 %.
Hydrated lime (fluff lime): Fluff lime is a fine white powder obtained after ground lime is subjected to steam quenching. It has a grinding thickness of less than 0.2 mm, hydrate water content - less than 1.5 %, 1-2 grades.
Binder: Akremos-115A aqueous dispersion is a copolymer of styrene and acrylic monomers obtained by emulsion method. It is used as a binder to produce paints that are suitable for exterior and interior painting. The composition “Akremos-115A” does not contain organic solvents and belongs to low hazardous substances (4th class of hazard).
The polymer dispersion “Arakril ADC 777” is an aqueous dispersion of styrene copolymer and acrylic acid esters with high dry residue, obtained by emulsion method. Dispersion of high quality styrene-acrylic copolymer in water, specially formulated for the production of general purpose paints with high to medium pigment volume concentration. The product contains finer copolymer particles (less than 0.1 µm) compared to standard grades of styrene-acrylic dispersions.
Pigment: rutile titanium dioxide of P-02 grade (mass fraction of rutile titanium dioxide - 95 %). Titanium dioxide is a white dense powder, insoluble under normal conditions in alkalis, solutions and acids.
Rustan-10DN acrylic dispersant: Aqueous solution of sodium polyacrylate. Rustan-10DN disperses pigments and fillers in water-based paints, fillers, sealants based on acrylic and styrene-acrylic dispersions. Facilitates and accelerates pigment distribution, prevents coagulum formation and ensures viscosity stability of finished products with long shelf life.
2.2. Methods
Plate specimens of 100x50x1 mm were used as the substrate material. Surface preparation was carried out by mechanical grinding with corundum grinding powder of 40-50 µm grit.
The coating was applied to steel samples in two layers by dipping at room temperature followed by drying in a desiccator at 40 oC until “tack”. The samples were then incubated for twenty-four hours at room temperature.
The adhesion of the paint coatings was determined by the lattice notch method. With the tip of the blade make several (four or five) parallel cuts at 1 mm intervals and the same number of cuts perpendicular to the first, at the same distance from each other. The incisions should penetrate all the way to the substrate. The tape is then applied to the surface and torn off. The adhesion value (%) is judged by the number of squares of the coating that have not separated. If adhesion is good, the coating material should not lag anywhere on the metal. If the adhesion is poor, the film will come off the metal almost all over the lattice.
The covering power of the coating was determined by applying layers of coating material on a glass plate (glass for photographic plates of size 9x12-1.2) until the contours of a black-and-white contrasting plate or a checkerboard placed under the glass plate became invisible. To determine the hiding power, the coating material is diluted to the working viscosity. One or two coats of coating material are applied to a glass plate prepared and weighed to the fourth decimal place. A glass plate with the coating material is placed on a contrasting plate and observed in diffused daylight whether the white and black fields are translucent. If the fields are translucent, apply successive new layers of material to the plate until the difference between the white and black fields has completely disappeared. After complete covering, the glass plate is weighed to the fourth decimal place, dried and weighed again. Before weighing and drying, remove any paint residue from the back and ribs of the plate. Each time before applying a new coat, the coating material shall be mixed. Tests are carried out on at least three plates.
The porosity of the coating was determined by the filter paper overlay method on 3 samples. For this purpose, the dried sample was covered with filter paper moistened with a solution of composition, g/l: potassium iron-bromide - 10, sodium chloride - 5-20 so that no air bubbles remained between the surface of the sample and the paper. The dwell time was 5 min. The paper with stained prints was separated from the sample surface, washed with a stream of distilled water and dried on clean glass. The number of stained spots was determined by observing them through a magnifying glass at x5 magnification.
The temperature in the infrared spectrum of the surface areas of the hot water tanks was determined using a FLIRB620 thermal imager. The 1 litre containers are made of thermoplastic and fragmentarily coated with paint material without additive and with the addition of modified diatomite and modified diatomite + lime. The containers were filled with boiling water and the temperature of the painted and unpainted surface was measured using a thermal imager. The number of parallel measurements is 7.
3. Results and Discussion
3.1. Results of Experimental Studies
The possibility of application of diatom sediments of Aktobe region of Zhalpak deposit of the Republic of Kazakhstan as a filler in water-dispersion paint and varnish composition has been investigated. Diatomite raw material samples are characterized by significant variation in chemical composition. The SiO2 content varies from 73.087 % in white varieties of raw materials to 25.845 % in yellow (ochre-like). The Fe2O3 content varies from 2.356 % to 30.405 %. The change in the content of minor components (Na2O, MgO, Al2O3, K2O, CaO) is not as significant. Slightly elevated contents of vanadium, rubidium and strontium compounds were noted in quantities exceeding relative clark values, but not of interest for their targeted recovery as concentrates. To study the mineral composition of diatomite raw materials, X-ray phase analysis was performed on a D8 Advance diffract meter (BRUKER), a-Cu emission. Quartz and muscovite were found to be the major phase in all diatomite raw material samples (Figure 1).
The obtained results of physical and chemical analysis of diatomite indicate the possibility of its use as a raw material for paint and varnish products.
Table 1 summarizes the physical and mechanical characteristics of natural diatomite.
The samples of diatomites under study were are finely dispersed powders of grayish-yellowish color, obtained by milling slightly cemented rocks of the respective deposits. The particle size distribution of the dispersed material prepared in this way is shown in Figure 2.
Figure 3 shows the structure images obtained by electron microscopy of natural diatomite powders at magnification (a) 3000x, (b) 6000x, (c) 12000x multiples. Remains of shell flaps of diatom algae with regular channels ~ 100-500 nm in diameter, which constitute the life-support system of unicellular algae, as well as various in shape and size fragments of dispersed material, are clearly visible. A characteristic feature of granular systems is their significant porosity, reaching even for natural fossil rocks, 70% and more. Free space between particles, as well as inhomogeneities of amorphous silica particles themselves in the form of pores, channels, cracks of nano- and submicrometre sizes form a developed pore structure of different scale levels, which determines many properties of mineral powders.
Studies on chemical activation of diatomite’s, determination of optimal parameters of the processes were carried out. The interaction of different forms of diatomite raw materials with calcium oxide to improve the quality parameters of building products has been investigated.
To activate the diatomite, mechanical grinding in the VG-3 vibro-grinder for 60 min and thermal activation in a laboratory furnace at 650 0C for 1 hour followed by grinding in the VG-3 grinder for 60 min were carried out. Mechanical grinding in the abrasion machine achieved an average effective particle size of 70-80 μm. The abrasion of annealed ferruginous diatomite produced particles of 5-10 nm in size, which subsequently favored the formation of high-strength compounds such as hedenbergite - Ca(Fe,Mg)Si2O6 and chloritoid -А - FeAl2SiO5(OH)2. Thermal activation of ferruginous forms of diatomite allowed achieving compressive strength of 25.2 MPa and water absorption of 4.3 %.
The processes occurring during heating of diatomite’s were investigated by thermo gravimetric analysis. The results of thermal analysis of diatomite samples from the thermo gravimetric analysis curve showed three stages of mass loss of the samples during the heating process. The first one starts immediately after the start of heating and lasts until about 350 0C. This partially dehydrates the natural diatomite’s and reduces the mass of the samples by about 6%. At further heating in the temperature range of 400-600 0C along with continuing dehydration of small-scale pores and pore channels of amorphous silica particles, intensive burning of organic material residues in flaps and shell fragments of diatom algae, as well as other impurities of organogenic origin is observed. These processes are recorded on the thermo gravimetric analysis diagram as an endothermic peak around 500 0C, with a mass loss of approximately 2.5 %. Heating the dispersed material from 600 to 1000 0C also results in a decrease in the mass of the diatomite sample, amounting to ~ 9% of the original mass.
The water-dispersible paint composition is prepared as follows.
Lightly mix the components by sequentially adding one component to the others. In this case, as a pigment use, for example, titanium dioxide grade TiO2 P-02; as a filler - for example, activated diatomite Aktobe deposit, burnt at a temperature of 650 0C; lime fluff - 1-2 grades; water - for example, drinking water.
Then place the obtained mixture in the vortex layer apparatus and stir in it for 3-5 minutes at the frequency of electric current in the windings of the apparatus 50 Hz.
At performance of the given work the main task of research was a question of studying of influence of a mineral natural filler on characteristics of water-dispersion composite on a polymeric basis.
Table 2 presents a comprehensive study of the effect of the mineral additive diatomite in water-dispersion composite, designed for interior finishing works, on some standardised indicators of paint quality.
The addition of diatomite to the composite was carried out directly during the mixing of the components in the dispersing unit. At the same time, the study of composite properties was carried out in two stages: immediately after mixing and preparation of the composite, as well as after 2 months of composite storage. The latter study is due to the need to evaluate the influence of the degree of diatomite coagulation on the composite properties. The results of the research are presented in Table 3.
The introduction of activated diatomite into the water-dispersion composite did not particularly change the regulatory quality parameters such as density and dry residue. When diatomite is added, a significant increase in viscosity and hiding power of the composite is observed. At the same time, the influence of diatomite on these indicators is significantly higher, which is probably due to the different values of the wetting edge angle of these materials. The covering power as one of the main indicators of composite quality at introduction of diatomite increases very insignificantly and is practically within the normative limits. It should be noted that a slight increase in the viscosity of water-dispersion composites in the process of production while maintaining the other parameters is positive, because it allows to reduce the viscosity of the composite to dilute it with water to ensure the standardized quality, which, in turn, contributes to cheaper production and increased efficiency.
The addition of diatomite during the composite production process significantly increases its viscosity. However, after prolonged storage, the viscosity of the paint decreases to almost standard values. This effect can be favorably utilized when the composite is stored for long periods of time or transported long distances.
The carried out complex of researches has allowed to define the character of influence of the activated mineral natural filler introduced into water-dispersion composites on change of standard indicators of composites that gives the possibility of formation of a new complex of properties of water-dispersion paint and varnish composition with simultaneous increase of efficiency of process of their industrial production.
Coatings and free films were obtained from the developed aqueous dispersion materials. Drying time of coatings up to degree 3 at temperature (20±2) °C is 1 h and does not change with the introduction of modified diatomite. The characteristics of the samples are summarized in Table 4.
From the data in Table 4 it is evident that modification with activated diatomite provides a significant increase in the elastic modulus of composite films without reducing the tensile strength. This indicates high adhesive strength at the polymer-modified diatomite interphase boundary and, accordingly, good compatibility of the modified diatomite and the polymer matrix (acrylate binder). Adhesive strengthening is ensured both without pigment and with pigment of the developed coatings. The introduction of modified diatomite into a sample with pigment does not lead to a decrease in the hiding power of the paint and varnish material. In combination with the ability to regulate the rheological properties of the dispersion during modification, this can help reduce the consumption of paint and varnish material during painting. Coatings modified with modified diatomite are characterized by increased hardness, this is presumably due to the ordering of polymer chains near the aluminosilicate surface, which is often observed in the case of good compatibility of the polymer and highly dispersed filler [23], the resulting boundary layer of the polymer is characterized by increased physical and mechanical properties compared to the polymer in the volume. Modification of coatings with diatomite allows for a significant reduction in water absorption of coatings (2.6 times with the introduction of 20% modified diatomite). This may also be due to the compaction of the supramolecular structure of the polymer matrix; in addition, when introducing ultradispersed nanoparticles, the diffusion coefficient of water molecules in the composite decreases [24]. A sharp decrease in water absorption of the coating with an increase in the content of modified diatomite from 10 to 20% by weight may be associated with a change in the nanostructure of the composite; in work [25], in this range of concentrations of modified diatomite in the polymer dispersion, a transition from the exfoliated morphology of the nanocomposite to the intercalated morphology, characterized by a higher degree of ordering of the particles, is observed.
Thus, modification of aqueous dispersions with silica activated diatomite by mixing the components in a vortex layer apparatus helps to eliminate the main disadvantages of materials and coatings based on an acrylate binder - low water resistance and low physical and mechanical characteristics. The low cost of modified diatomite, ease of introduction into water-dispersed materials, the possibility of regulating the rheological properties of the dispersion and the achieved improvement in the characteristics of modified coatings determine the prospects for the practical application of water-dispersed materials modified with activated diatomite in a vortex layer apparatus, including paints and varnishes based on acrylate polymer.
Water-based paints based on modified fillers are of particular interest to consumers and manufacturers of paints and varnishes. Having a large specific surface area, granules of dispersed modified fillers create strong bonds between components and fill the voids between them, forming a homogeneous and durable coating.
It is known that dispersed granules of silicon dioxide are hollow balls that form the porous structure of paint.
In this regard, we conducted a series of experiments:
- determination of porosity, adhesion, elasticity, hiding power of the control composition;
- porosity, adhesion, elasticity, hiding power obtained using a modified filler.
The prescribed amount of the additive was introduced into a 200 ml glass beaker and stirred at room temperature using a magnetic stirrer for 5 min.
The results of the experimental studies are presented in Table 5, Table 6, Table 7, Table 8 and Table 9 of the first series of the experiment.
It has been established that the introduction of modified diatomite into water-based acrylate paint does not lead to deterioration of the main performance characteristics of paint and varnish coatings – porosity, adhesion, elasticity and hiding power. The influence of the filler – modified diatomite – on the performance characteristics of paint and varnish coatings is insignificant, at the level of experimental error.
An insignificant influence of the time of full-scale tests in the studied small range, regardless of the quantitative composition of the modified diatomite, on the performance characteristics of paint and varnish coatings is shown.
The appearance of the coatings obtained without and with the addition of the modifier was assessed before and after full-scale tests for compliance with regulatory requirements and was found to be satisfactory.
The covering power of the dried film of paint and varnish material was 100 g/m2 (in accordance with the standard). The elasticity of all the studied coatings had a “flexibility of 10” (corresponds to the standard).
As can be seen from the experimental results presented in Table 6, Table 7, Table 8, Table 9 and Table 10, the adhesion and porosity of the obtained coatings from paint and varnish material with modified diatomite coincide with these characteristics for the base material at the level of experimental error and correspond to the norm.
An experimental determination of the radiation in the IR region of the spectrum of the surface of modified water-dispersion paint and varnish composites based on activated diatomite was carried out.
The temperature of the surface areas of the containers in the IR spectrum and coated with paint and varnish material without the addition of modified diatomite and with the addition of modified diatomite and modified diatomite + lime was determined. The number of parallel dimensions is 7. Mathematical processing of the results was carried out. The estimate of the reproducibility variance was determined, and the hypothesis of the experiment’s reproducibility was confirmed. The results of the experiments were averaged and are presented in Figure 4, Figure 5, Figure 6, Figure 7 and Figure 8.
Thus, when conducting experimental studies:
1. It has been established that the introduction of modifiers into a water-dispersion paint and varnish composition on an acrylate basis, selected as a base material, does not lead to a deterioration in the main performance characteristics of paint and varnish coatings - porosity, adhesion, elasticity and hiding power. The influence of modified diatomite on the performance characteristics of paint and varnish coatings is insignificant, at the level of experimental error.
2. An insignificant influence of the time of full-scale tests in the studied small range, regardless of the amount of modified diatomite, on the performance characteristics of paint and varnish coatings was shown.
3. A significant influence of the amount of modified diatomite on the reduction of the emissivity of paint and varnish coatings in the IR region of the spectrum was established.
4. It has been shown that a more significant effect of reducing the emissivity of paint and varnish coatings in the IR region of the spectrum is provided by the introduction of a mixture of additives of modified diatomite + lime.
4. Conclusions
1. The insignificant effect of modified diatomite additives on the performance characteristics of water-dispersion paint and varnish compositions is shown.
2. An insignificant influence of the time of field tests (in the small range studied) was established, regardless of the concentration of modified diatomite additives, on the performance characteristics of the water-dispersion paint and varnish composition.
3. A significant influence of the concentration of modified diatomite additives on the reduction of the emissivity of the water-dispersion paint and varnish composition in the IR region of the spectrum is shown.
4. It has been established that the greatest effect of reducing the emissivity of a water-dispersion paint and varnish composition in the IR region of the spectrum is provided by the introduction of a mixture of modified diatomite + lime additives.
Author Contributions
Conceptualization, R.E.N. and Z.O.Z.; methodology, Z.N.A. and A.S.Y.; software, Y.S.O.; validation, R.E.N. and Z.O.Z.; formal analysis, Y.S.O. and Z.O.Z.; investigation, Z.N.A., A.S.Y. and Y.S.O.; resources, E.I.K., R.E.N. and Z.O.Z.; data curation, R.E.N. and Z.O.Z.; writing—original draft preparation, R.E.N. and Z.N.A.; writing—review and editing, E.I.K. and Z.O.Z.; visualization, E.I.K., Z.N.A. and A.S.Y.; supervision, R.E.N.; project administration, E.I.K.,; funding acquisition, E.I.K., R.E.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research is funded by the Committee of Science of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. BR21882292—“Integrated development of sustainable construction industries: innovative technologies, optimization of production, effective use of resources and creation of technological park”).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mariaenrica Frigione., Mariateresa Lettieri., Francesca Lionetto and Leno Mascia. Experimental cold-cured nanostructured epoxy-based hybrid formulations: Properties and durability performance. Polymers, 2020, 12(2), 476. [CrossRef]
- Pchelnikov, A.V., Pichugin, A.P. Formation of physical and chemical structure of paint and varnish coatings at their nanomodification. Construction Materials. 2023. No. 8. P. 63-71. [CrossRef]
- Pichugin, A.P.; Pchelnikov, A.V.; Khritankov, V.F.; Tulyaganov, A.K. Evaluation of the efficiency of nano-additives in protective coatings. Construction Materials. 2023. No. 3. P. 20-26. [CrossRef]
- Abdelkader Dehbi., Abdel-Hamid I. Mourad., Amar Bouaza. Degradation assessment of LDPE multilayer films used as a greenhouse cover: Natural and artificial aging impacts // Journal of Applied Polymer Science, 2011. Vol. 124, Is.4. P. 2702–2716. [CrossRef]
- Zhanar O. Zhumadilova., Vladimir P. Selyaev., Ruslan E. Nurlybayev., Yelzhan S. Orynbekov., Indira B. Sangulova., Erzhan I. Kuldeyev. Prediction of Durability of Thermal Insulating Epoxy Coatings with Regard to Climatic Ageing. Polymers 2022, 14(9), 1650. [CrossRef]
- Zhanar O. Zhumadilova., Ruslan E. Nurlybayev.,Yelzhan S. Orynbekov., Aidos A. Joldassov and Malik N. Abdikarimov. Protective Properties of Thermal-Insulation Coatings under Conditions of Long-Term Exposure to Natural Climatic Factors. Coatings 2022, 12(12), 1925. [CrossRef]
- Kondrashov E.K., Kozlova A.A. Paint and varnish coatings with special optical properties. Proceedings of VIAM. 2023. No. 9 (127). P. 09. URL: http://www.viam-works.ru.
- Kozlova A.A., Kondrashov E.K., Barbotko S.L., Vereninova N.P. Heat-reflective coating for protection of expandable structure on against influence of the heat transfer rate. Trudy VIAM, 2018, No. 4 (64), paper no. 09. Available at: http://www.viam-works.ru (accessed: June 28, 2023). [CrossRef]
- Kondrashov E.K., Malova N.E. Paint and varnish coatings based on trifluorochloroethylene copolymers. Aviation Materials and Technologies. 2015. No. 2 (35). P. 39-44. [CrossRef]
- Katnov V.E., Stepin S.N., Katnova R.R., Mingalieva R.R., Grishin P.V. Coatings based on aqueous polyacrylate dispersions filled with nanosized silicon oxide. Bulletin of Kazan Technological University. 2012, 15, No. 7, P. 95-96. https://www.kstu.ru/article.jsp?id_e=23840.
- Medvedeva G.A., Akhmetova R.T., Pyatko Yu.N., Stroganov V.F., Efimova V.A. Technology of waterproof thermal insulation materials by impregnation method. Bulletin of Kazan Technological University. V. 15, No. 21. 2012. 18-20 pp.. https://www.kstu.ru/article.jsp?id_e=23840.
- Vlasova I.N. The right filler – the right paint. Paints and varnishes and their application. 2012. No. 6. P. 27–29.
- Kuznetsova V.A., Deev I.S., Zheleznyak V.G., Silaeva A.A. Wear-resistant paint and varnish coating with quasi-crystalline filler. Proceedings of VIAM: electronic scientific and technical journal. 2018. No. 3 (63). P. 08. URL: http://www.viam-works.ru. [CrossRef]
- Kuznetsova V.A., Shapovalov G.G. Development trends in the field of erosion-resistant coatings (review). Proceedings of VIAM: electronic scientific and technical journal. 2018. No. 11 (71). P. 09. URL: http://www.viam-works.ru. [CrossRef]
- Stroganov V.F., Amelchenko M.O. Effect of mineral fillers with different geometric shapes of particles in water-dispersed acrylic protective coatings and sealants on adhesive properties to concrete and metal surfaces. Proceedings of International scientific and technical conference “Modern achievements in the field of adhesives, sealants. Materials, raw materials, technologies”. Dzerzhinsk, 2013. 165–167 pp.
- Serdtselyubova A.S., Merkulova Yu.I., Zagora A.G., Kurshev E.V. Research of film-forming parameters and protective properties of basecoat/clearcoat system. Aviation materials and technologies, 2023, No. 1 (70), paper No. 07. Available at: http://www.journal.viam.ru (accessed: July 03, 2023).
- Kazakova, E. E. Water-dispersion acrylic paint and varnish materials for construction purposes. M.: Paint-media, 2003. 136 p. https://science.totalarch.com/book/1848.rar.
- Titanium dioxide for the production of paints and plastics [Electronic resource]. Mode of access: http://www.bpcchem.ru/products/pigments/917/1079/.
- Avvakumova N.I., Budarina L.A. S.M. Divgun. Practicum on chemistry and physics of polymers. Moscow: Khimiya, 1990. 304 p.
- Mostovoy, A.; Yakovlev, A.; Tseluikin, V.; Lopukhova, M. Epoxy Nanocomposites Reinforced with Functionalized Carbon Nanotubes. Polymers 2020, 12, 1816. [CrossRef]
- Water-dispersion paint and varnish composition. RU 2406733, clas С08Н 6/00, C09D 197/02, C09D 5/08, Bulletin. No. 34. 08.12.2017.
- Selyaev V. P., Osipov A. K., Kupriyashkina L. I., Sedova A. A., Kechutkina E. L., Suponina L. A. Possibility of creating thermal insulation materials based on nanostructured microsilica from diatomite. Nauka: 21 Century - 2011 . No. 3(15). P. 76 - 86.
- Maljaee, H.; Ghiassi, B.; Lourenço, P.B. Effect of synergistic environmental conditions on thermal properties of a cold curing epoxy resin. Compos. Part B Eng. 2017, 113, 152–163. [CrossRef]
- Choudalakis G., Gotsis A.D. Permeability of polymer/clay nanocompo-sites: a review. Eur. Polym. J. 2009. V. 45. N 4. P. 967–984. [CrossRef]
- Gerasin V.A., Kurenkov V.V., Pashkov O.V., Ilyin S.O. Structure and rheology of aqueous poly (vinyl acetate) dispersions modified with montmoril-lonite. Colloid. J. 2017. V. 79. N 5. P. 588–595. [CrossRef]
Figure 1.
X-ray phase analysis of diatomite raw materials with low iron content (low-iron variety).
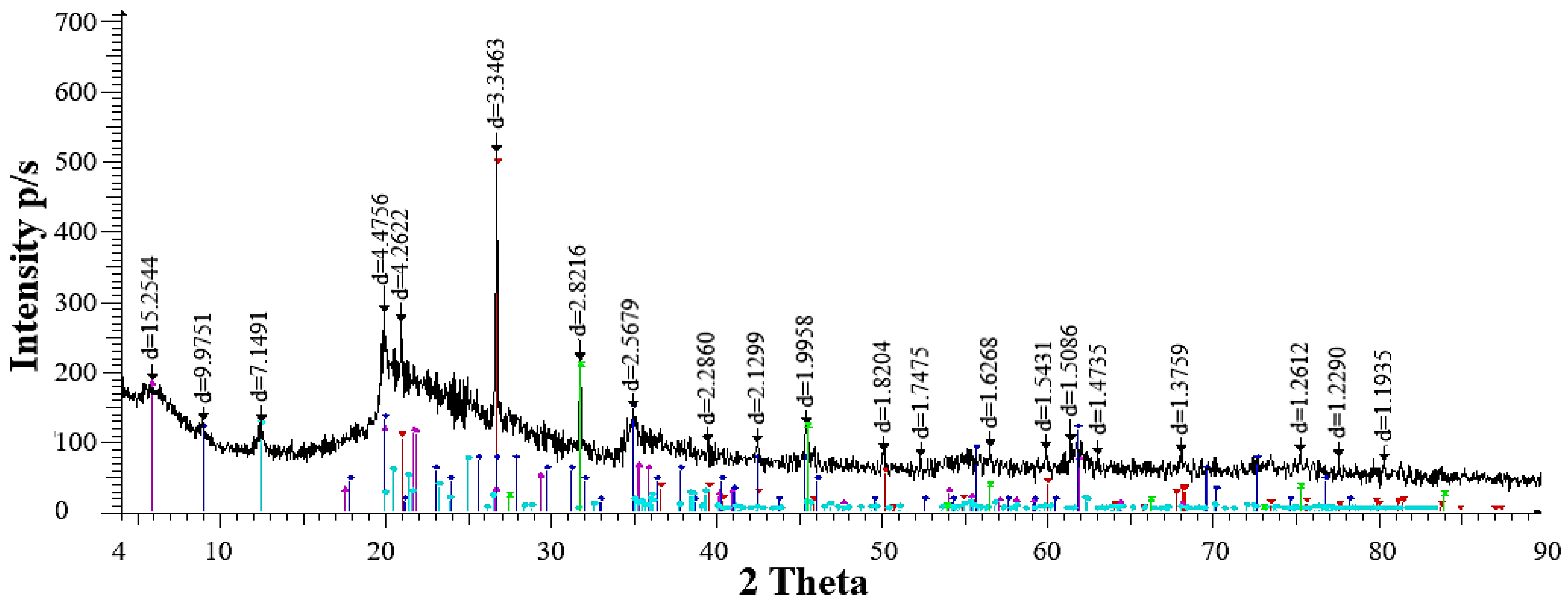

Figure 2.
Granulometric composition of diatomite of Zhalpak deposit.
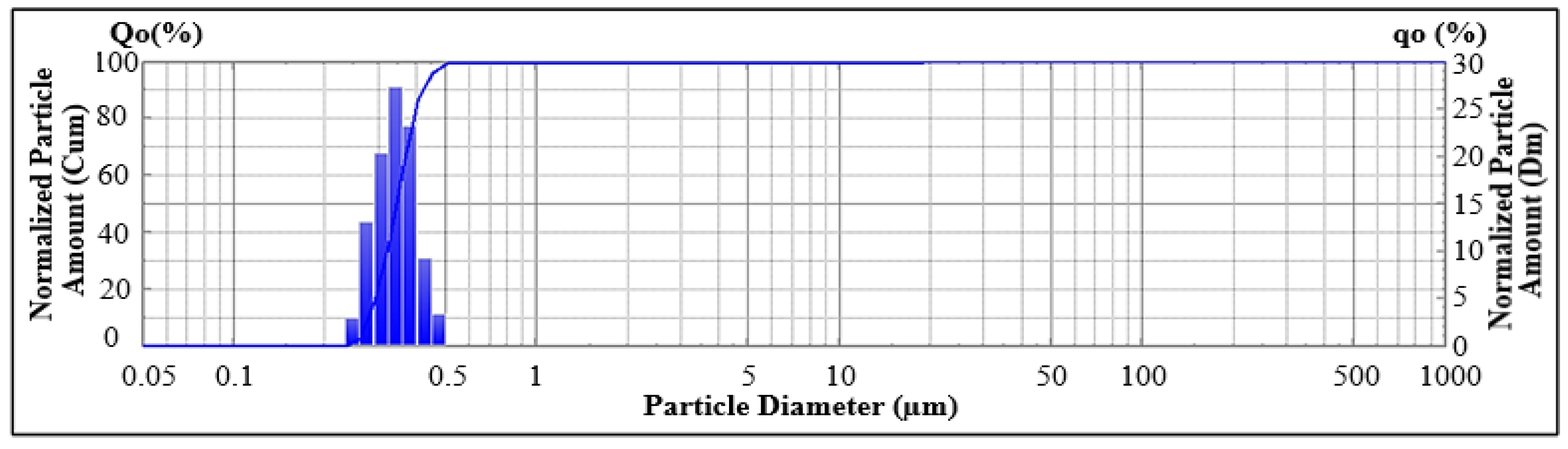
Figure 3.
Microphotographs of natural diatomite powders from the Zhalpak deposit magnified to (a) 3000x; (b) 6000x; (c) 12000x multiples.
Figure 3.
Microphotographs of natural diatomite powders from the Zhalpak deposit magnified to (a) 3000x; (b) 6000x; (c) 12000x multiples.
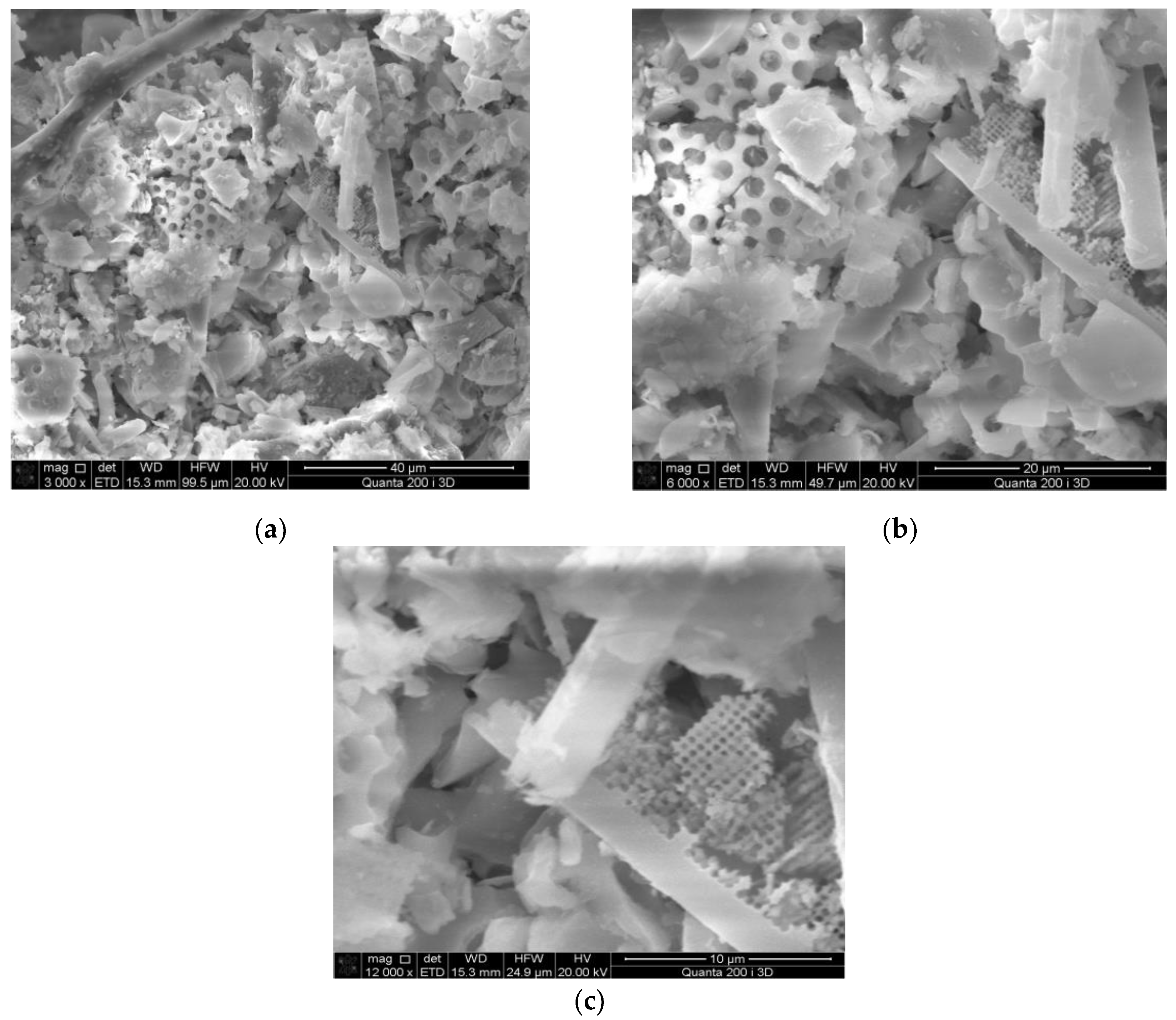
Figure 4.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition without the addition of modified diatomite.
Figure 4.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition without the addition of modified diatomite.
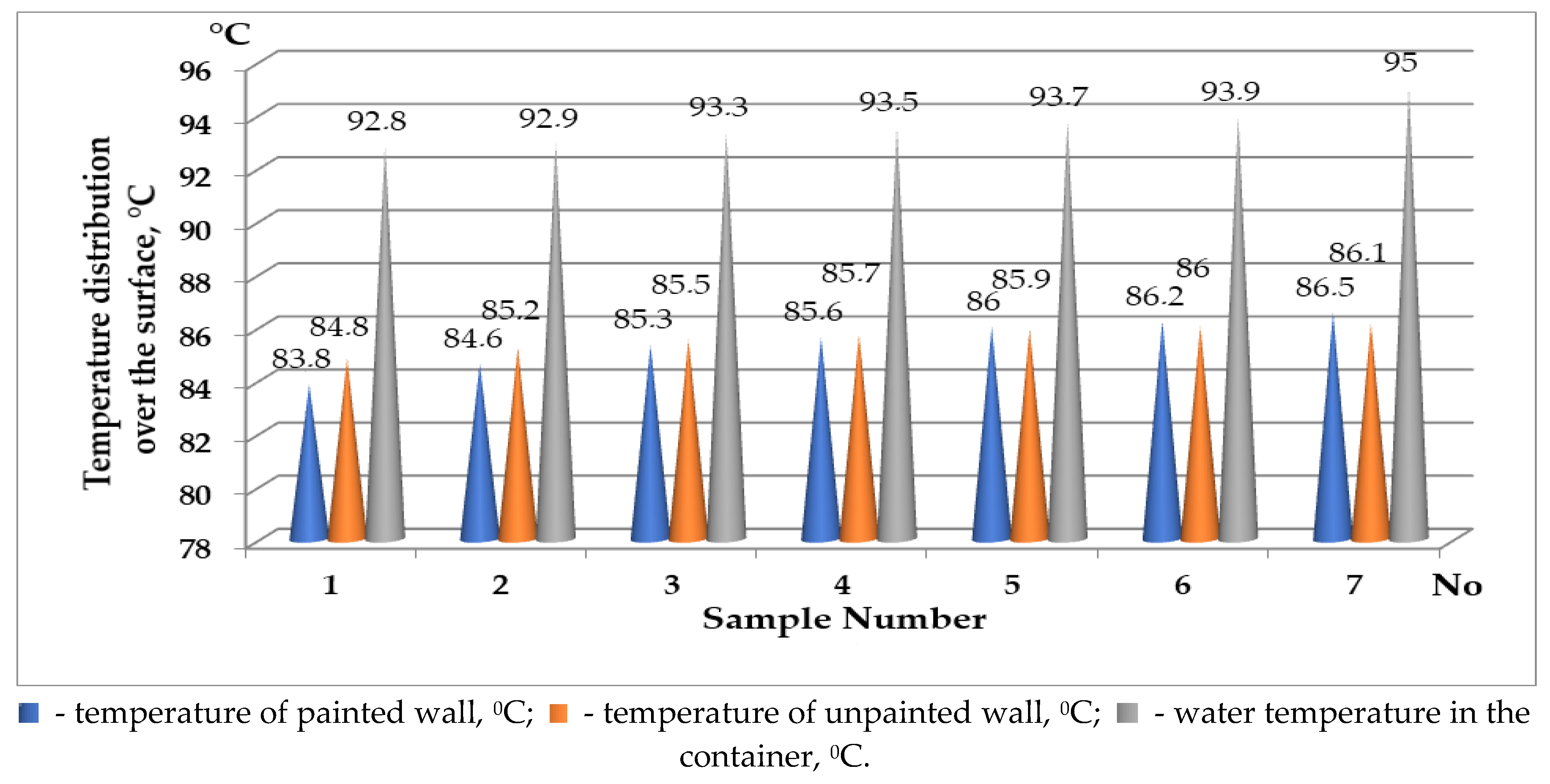
Figure 5.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (20 parts by weight·h).
Figure 5.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (20 parts by weight·h).
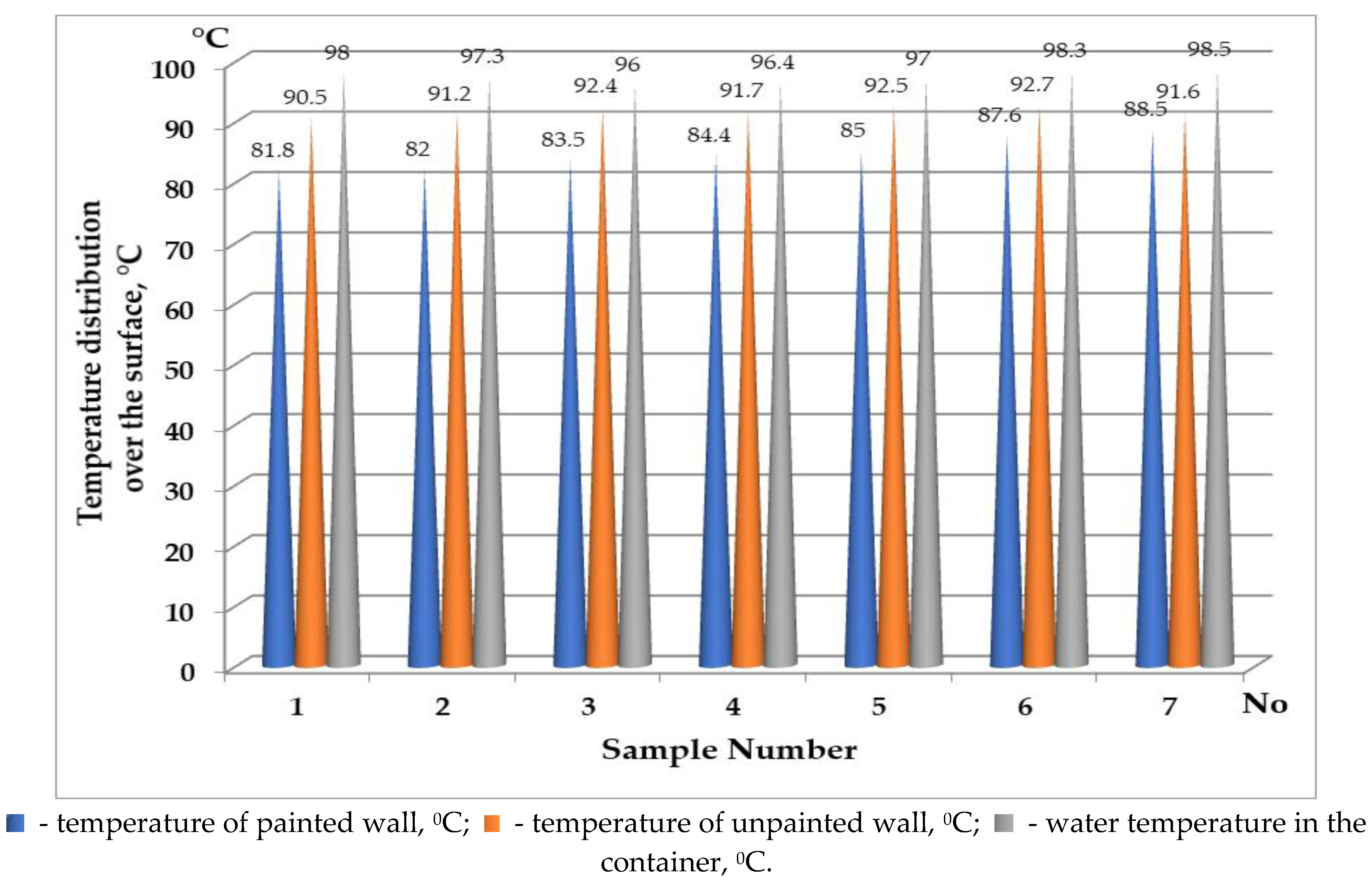
Figure 6.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (10 parts by weight·h).
Figure 6.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (10 parts by weight·h).
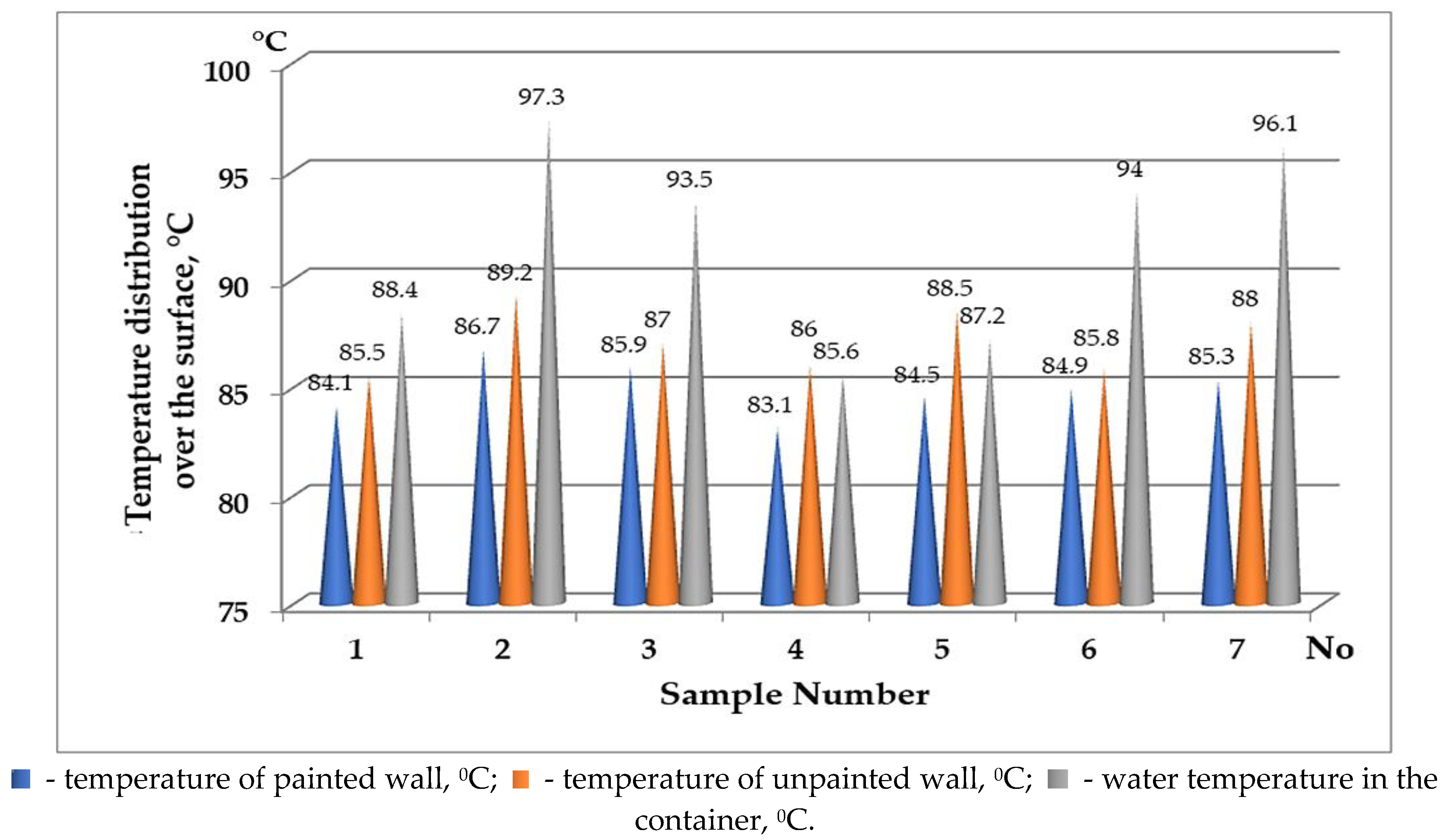
Figure 7.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite + lime (40 parts by weight·h).
Figure 7.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite + lime (40 parts by weight·h).
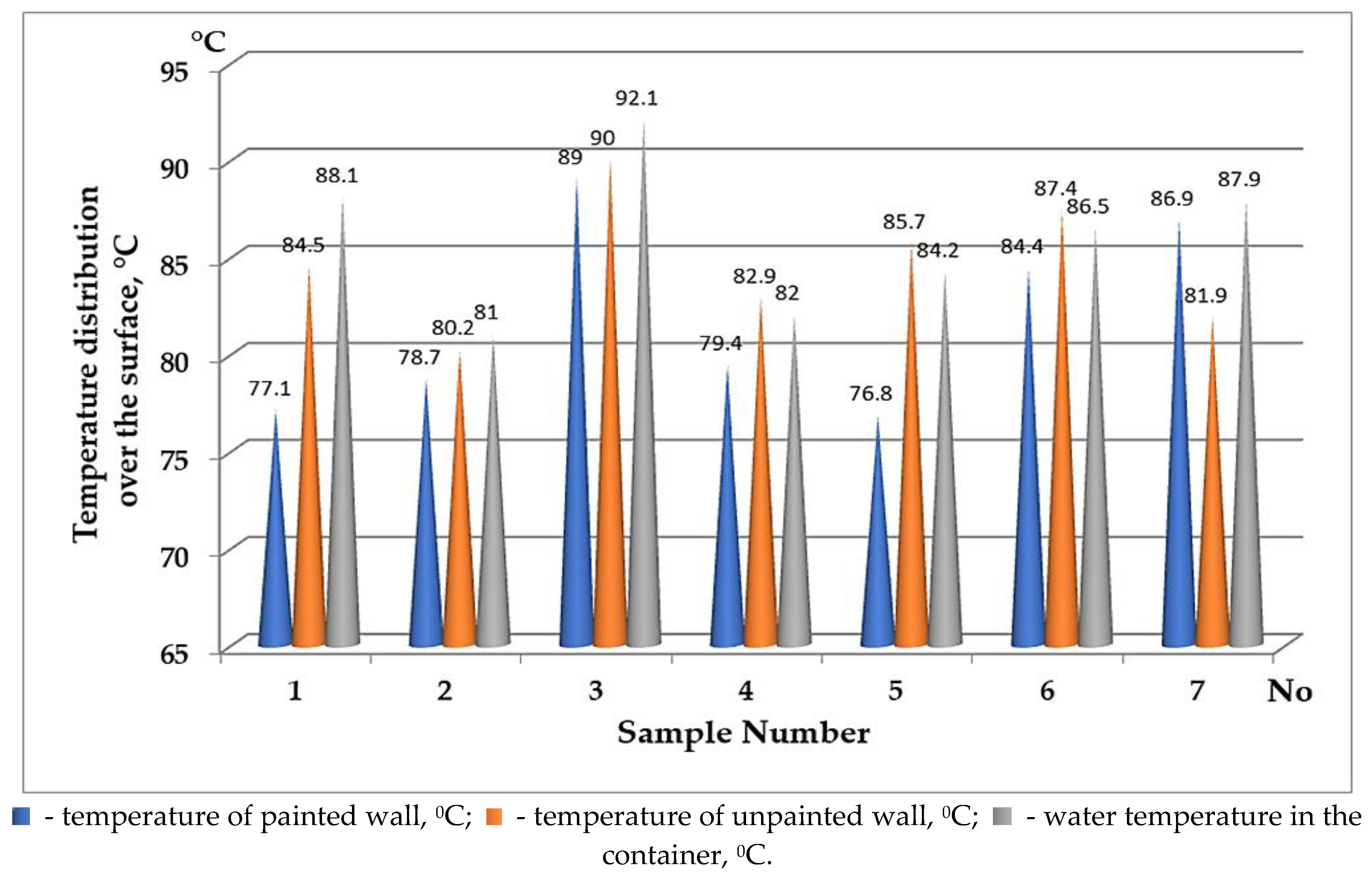
Figure 8.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (13 parts by weight·h).
Figure 8.
Temperature distribution over the surface of a container painted with a water-dispersion paint and varnish composition with the addition of modified diatomite (13 parts by weight·h).
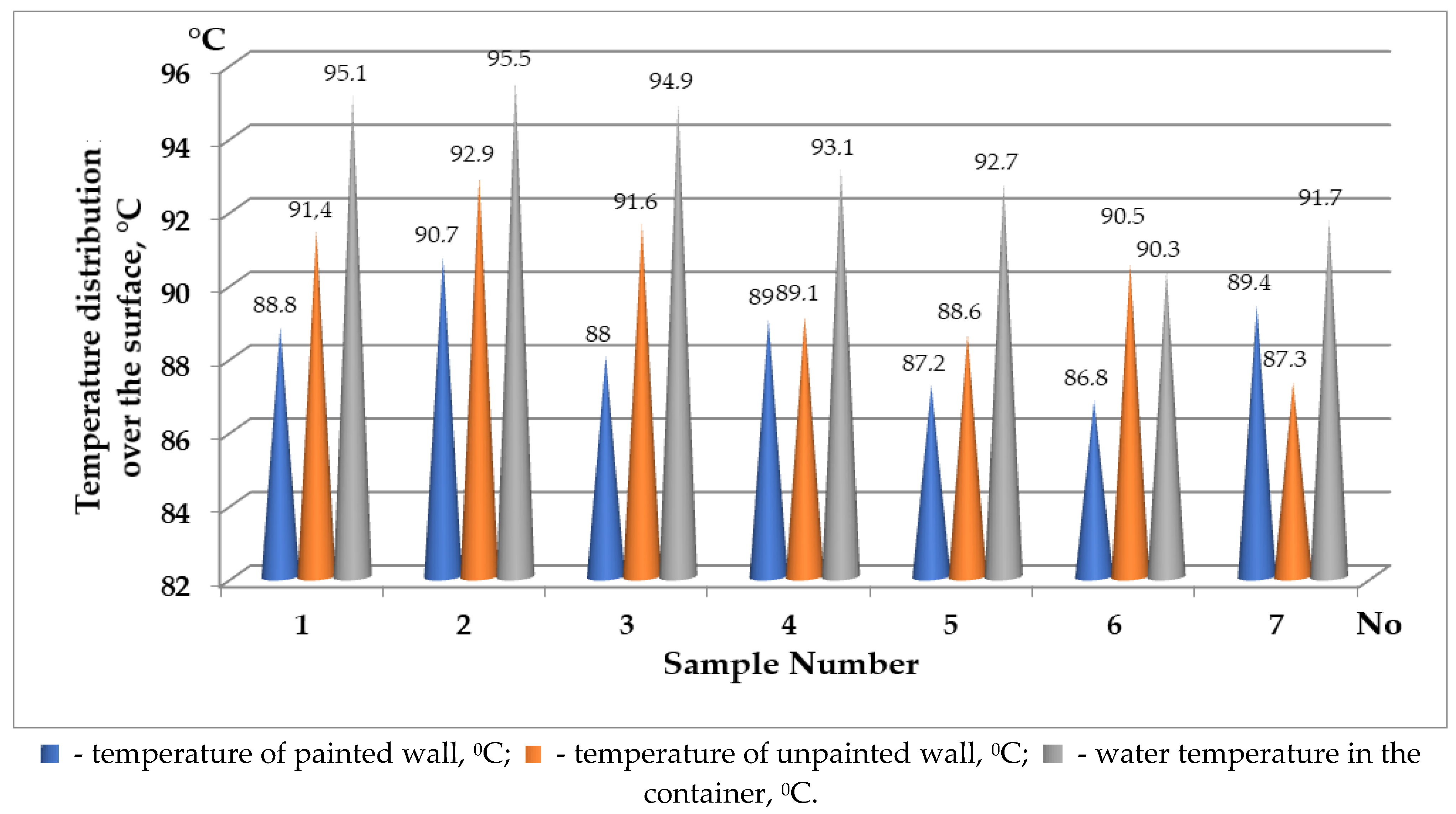

Table 1.
Physical and mechanical characteristics of diatomite.
| Name of sample characteristic (Zhalpak deposit) | Indicators |
|---|---|
| True density, kg/m3 | up to 2200 |
| Bulk density, kg/m3 | 250-400 |
| Porosity, % | 82-89 |
| Humidity, % | 5.0 |
| Compressive strength, kg/cm2 | 52.3-62.8 |
Table 2.
Results of research on introduction of modified diatomite into water-dispersion composite.
| Method of introduction of modified diatomite into composite | Quantity of diatomite. wt.h. | Coverage, g/m3 | Viscosity, sP | Dry balance,% | Density, g/cm3 | |
| During mixing in the vortex bed apparatus, min | 1 | 20 | 170.3 | 11500 | 65.5 | 1.66 |
| 2 | 10 | 165.7 | 12100 | 65.5 | 1.66 | |
| 3 | 40 | 181.3 | 11400 | 66.0 | 1.66 | |
| Mixture of CaO + modified diatomite | 1 | 5 | 155.26 | 11980 | 65.5 | 1.66 |
| Normalised parameters | 170.5 | 10500-11200 | 65.5 | 1.66 | ||
Table 3.
Results of research of introduction of modified diatomite into water-dispersion composite after 2 months.
Table 3.
Results of research of introduction of modified diatomite into water-dispersion composite after 2 months.
| Type of property test | Viscosity, sP | Dry balance,% | Coverage, g/m3 | Density, g/cm3 |
|---|---|---|---|---|
| Immediately after addition of modified diatomite | 15780 | 65.5 | 175 | 1.66 |
| After storing a sample of the prepared composite with modified diatomite | 11890 | 65.0 | 175 | 1.65 |
| Normalised parameters | 10300 | 65.5 | 170.5 | 1.66 |
Table 4.
Physical-mechanical and operational properties of films and coatings based on compositions of polymer binder modified diatomite.
Table 4.
Physical-mechanical and operational properties of films and coatings based on compositions of polymer binder modified diatomite.
| Indicators | Values for composite with modified diatomite content, % wt %. | ||
|---|---|---|---|
| 0 | 10 | 20 | |
| Without pigment | |||
| Modulus of elasticity, MPa | 0.65±0.1 | 2.1±0.3 | 2.93±0.8 |
| Tensile strength, MPa | 5.0±0.7 | 5.15±0.4 | 4.9±0.4 |
| Relative elongation at break, % | 616±79 | 378±43 | 308±46 |
| With pigment | |||
| Modulus of elasticity, MPa | 1.2 ±0.3 | 6.5±2.5 | 8.3±3.2 |
| Tensile strength, MPa | 2.7±0.4 | 2.9±0.3 | 3.1±0.3 |
| Relative elongation at break, % | 415.5±90 | 283±70 | 162±60 |
| Coverage, g/m2, not more | 175.0 | 183.5 | 183.0 |
| Hardness, conventional units | 0.21 | 0.23 | 0.25 |
| Water absorption, % | 77.4 | 66.5 | 32.4 |
Table 5.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (without additive - modified diatomite, substrate - metal).
Table 5.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (without additive - modified diatomite, substrate - metal).
| Sample number | Adhesion, % | Porosity, number of points per 40 cm2 | ||||
|---|---|---|---|---|---|---|
| Time of field tests, days | ||||||
| 1 | 7 | 14 | 1 | 7 | 14 | |
| 1 | 94 | 95 | 95 | 4 | 5 | 5 |
| 2 | 95 | 96 | 96 | 5 | 4 | 5 |
| 3 | 96 | 96 | 94 | 4 | 5 | 5 |
| 4 | 95 | 96 | 95 | 5 | 5 | 5 |
| 5 | 94 | 95 | 94 | 5 | 5 | 5 |
Table 6.
Effect of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (20 parts by weight·h, substrate - metal).
Table 6.
Effect of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (20 parts by weight·h, substrate - metal).
| Sample number | Adhesion, % | Porosity, number of points per 40 cm2 | ||||
|---|---|---|---|---|---|---|
| Time of field tests, days | ||||||
| 1 | 7 | 14 | 1 | 7 | 14 | |
| 1 | 91 | 91 | 90 | 4 | 5 | 4 |
| 2 | 91 | 92 | 91 | 5 | 5 | 6 |
| 3 | 91 | 92 | 92 | 4 | 5 | 5 |
| 4 | 92 | 91 | 90 | 6 | 4 | 6 |
| 5 | 90 | 91 | 92 | 5 | 5 | 5 |
Table 7.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (10 parts by weight·h, substrate - metal).
Table 7.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (10 parts by weight·h, substrate - metal).
| Sample number | Adhesion, % | Porosity, number of points per 40 cm2 | ||||
|---|---|---|---|---|---|---|
| Time of field tests, days | ||||||
| 1 | 7 | 14 | 1 | 7 | 14 | |
| 1 | 93 | 94 | 95 | 3 | 4 | 3 |
| 2 | 95 | 94 | 95 | 4 | 4 | 5 |
| 3 | 94 | 93 | 95 | 3 | 5 | 4 |
| 4 | 96 | 95 | 94 | 4 | 5 | 5 |
| 5 | 93 | 95 | 94 | 5 | 4 | 5 |
Table 8.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite + lime (40 parts by weight·h, substrate - metal).
Table 8.
The influence of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite + lime (40 parts by weight·h, substrate - metal).
| Sample number | Adhesion, % | Porosity, number of points per 40 cm2 | ||||
|---|---|---|---|---|---|---|
| Time of field tests, days | ||||||
| 1 | 7 | 14 | 1 | 7 | 14 | |
| 1 | 96 | 95 | 96 | 5 | 5 | 5 |
| 2 | 95 | 95 | 96 | 5 | 5 | 5 |
| 3 | 94 | 96 | 96 | 5 | 5 | 5 |
| 4 | 96 | 96 | 96 | 5 | 5 | 5 |
| 5 | 95 | 96 | 96 | 5 | 5 | 5 |
Table 9.
Effect of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (13 parts by weight·h, substrate - metal).
Table 9.
Effect of the time of full-scale tests on the performance characteristics of a water-dispersion paint and varnish composition (containing an additive - modified diatomite (13 parts by weight·h, substrate - metal).
| Sample number | Adhesion, % | Porosity, number of points per 40 cm2 | ||||
|---|---|---|---|---|---|---|
| Time of field tests, days | ||||||
| 1 | 7 | 14 | 1 | 7 | 14 | |
| 1 | 93 | 94 | 95 | 4 | 4 | 4 |
| 2 | 93 | 94 | 95 | 4 | 4 | 5 |
| 3 | 92 | 94 | 95 | 4 | 4 | 5 |
| 4 | 93 | 93 | 95 | 4 | 4 | 5 |
| 5 | 91 | 93 | 94 | 4 | 4 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



