
Submitted:
21 August 2024
Posted:
22 August 2024
You are already at the latest version
Abstract
Wheat straw (WS) is a promising substrate for biogas production by anaerobic digestion (AD) due to its high carbohydrate content. An estimated 0.603 million t yr-1 of WS are generated from wheat production systems in South Africa. This is equivalent to an energy potential of 11 PJ. Despite, WS is still undervalued as a bioenergy resource in South Africa due to its structural complexity and low nitrogen content. WS disposal methods, such as use in livestock bedding, burning and burying into the soil, inter alia, are not sustainable and may contribute to global warming and climate change. Commercialization of the AD of WS needs to be further developed and promoted. Pre-treatment (i.e. physical, chemical, biological and hybrid methods) and anaerobic co-digestion (AcoD) are novel strategies that can support the conversion of WS into biogas and other value-added products. Current and future research should focus on optimizing pre-treatment and AcoD conditions towards industrialization of WS into valuable products. This paper focuses on the potential use of WS for biogas production by AD in South Africa. The aim is to create information that will promote research and development, and encourage policy makers and stakeholder participation and investment in WS biogas technology.
Keywords:
anaerobic co-digestion
; biogasification
; biomethane potential
; fermentation
; microbial consortium
; pre-treatment
1. Introduction
Lignocellulosic biomass from cereals is believed to be an affordable, abundant and renewable energy resource that can replace around 55% of the fossil fuels [1,2]. South Africa is one of the major cereal-producers in Africa and it generates vast amounts of wheat straw (WS) as a by-product of wheat production. The gross biomass production for WS in South Africa is estimated at 0.603 million t yr-1. This corresponds to an energy potential of 11 PJ. If biomass supply chain is properly managed, there is potential to increase the annual production of WS by 140% to 1.45 million t [3]. Currently, WS is utilized as a feed or livestock bedding or soil amendment, with limited conversion into bioenergy. Burning is not a sustainable option for WS management because it emits greenhouse gas emissions (GHGs) that can pessimistically affect the environment [3,4].
WS holds much promise as a feedstock for biogas production by anaerobic digestion (AD) [5,6]. AD is an eco-friendly technology that can support the efficient utilization and recycling of organic matter whilst transforming it into biogas [7,8]. The energy gain to input ratio in AD is approximately 28.8 MJ MJ-1. This should suffice to outperform most technologies in terms of biomass conversion efficiency [9]. Biogas can be upgraded to methane (CH4) and used for heat and power generation, and as a vehicular fuel [5]. CH4 is high-energy carrier with low heat value (LHV) (35.832 kJ/m3), which is 0.83-fold than petrol [2]. AD of WS is promising because it contains large amounts of carbohydrates (30-40% cellulose and 20-30% hemicelluloses) and relatively small amounts of lignin (15-20%) [4,10]. It is postulated that the AD of WS can reduce GHGs and annual emissions by 90 and 49%, respectively [2]. However, WS has not been fully exploited for biogas production due to its refractory structure that is resistant to biotic and abiotic degradation [9,11].
The AD pathway involves four interrelated steps, such as hydrolysis, acetogenesis, acidogenesis and methanogenesis. The process is performed by diverse groups of anaerobic bacteria. Hydrolysis is considered to be a slow and rate-limiting step in AD of WS [12,13]. More so, WS is touted a high carbon to nitrogen (C/N) ratio residue which may have an effect on digester nutrient balance [14]. The highest theoretical biomethane potential (BMP) of WS is calculated at 308 mL g VS-1 [14]. Conventional AD of WS rarely exceeds this hypothetical value. The current research mantra is to deploy innovative strategies that can enhance the overall digestibility and CH4 yield of WS. Pre-treatment and anaerobic co-digestion (AcoD) are potent strategies that can improve the valorization of WS into biogas [11,15].
Several pretreatment methods, including biological, physical, chemical and a combination of them are widely reported in literature to enhance methane production [11,16,17]. Commercialization of physical and chemical methods has been mainly restricted by intensive energy use and strong corrosiveness to equipment, respectively. In comparison, biological pretreatment is considered as an eco-friendly technology due to low energy demand and mild reactor conditions [16,17]. AcoD is a synchronous reaction, which involves the digestion of WS together with a co-substrate [15]. The ultimate goal is to improve the biodegradation of WS due to synergistic interactions in the digester medium [15,18]. Organic matter derived from agricultural, municipal and industrial activities can be co-digested with WS to enhance biogas production through nutrient balance, toxicity reduction and improved buffering capacity [19,20].
The basis of this paper is that as part of biomass supply mix, WS should play a pivotal role in renewable energy systems in South Africa. With annual production projected to rise to about 1.45 million t, WS is a vast bioresource for the country that can be fully utilized for biogasification. Currently, there are no digesters that utilize crop residues as a feedstock for AD in South Africa. This paper reviews the potential of using WS as a feedstock for biogas production in South Africa. The focal point is to present useful and aggregated information that will drive research, development and national policy imperatives.
2. Availability of Wheat Straw in South Africa
South Africa is the main producer of wheat in the Southern African Development Community (SADC) region and it is ranked sixth in Africa [21]. Wheat is the second largest cereal crop, after maize in South Africa [3,22]. A total of 513 000 ha yr-1 of land are under wheat cultivation in the country [21]. This generates relatively huge amounts of WS from harvesting and processing of wheat grains. Currently, South Africa produces WS at the capacity of 0.603 million t yr-1. Given the biomass supply chain is optimal, WS generation is expected to rise to around 1.45 million t yr-1 [3]. According to Rocha-Meneses et al. [23], WS is generated at the rate of 3 t ha-1 in South Africa. Table 1 shows the relative abundance of WS biomass in all the provinces of South Africa. It is apparent that the largest amount of WS (~64%) is generated in the Northern Cape Province. This can be attributed to most favorable conditions for wheat production in this region.
3. Structural Composition of Wheat Straw and Limitations for Biogas Production
WS is a biocomposite that consist of cells that make up plant cell walls. The main strengthening compounds of cell walls are macromolecules of cellulose, hemicelluloses and lignin [5,24]. These compounds are linked by covalent and non-covalent forces to form a hydrophobic, tough, heterogeneous and complex structure. The structure is highly resistant to anaerobic biodegradation [1,25]. This often leads to long residence times and restricts the utility of WS for AD. Of the three constituents, cellulose and lignin present the most serious constraints that hinder the AD route [26,27]. The high C/N ratio of more than 90 is a further barrier to AD of WS [2]. Novel strategies are required to break the lignin seal so that holocellulose (cellulose and hemicelluloses) is readily available for enzymatic hydrolysis and promote nutrient balance. Cellulose and hemicelluloses are the major fermentable sugars found in WS. Lignocellulosic composition of different WS materials is shown in Table 2. Composition of WS may vary according to plant variety, age, and conditions for growth and development [27].
Figure 1 depicts the typical structure of lignocellulosic WS. Cellulose is the most abundant polysaccharide in WS. A chain of cellulose is made up D-glucose units that are joined with β-1,4-gycosidic bonds [26]. Cellulose chains are linked together by hydrogen bonds to form fibers. The crystalline and partially amorphous structure of the fibers increases resistance of cellulose to biological degradation. Cellulose fibres are further glued by a gel matrix of hemicellulloses, lignin and other polymers to form a biocomposite [11,25]. Hemicelluloses are branched heteropolymers of a mixture of simple sugars, including pentoses, hexoses and sugar acids, in conjunction with xylose. It is strongly linked to cellulose fibers by non-covalent bonds to give lignocellulose its matrix appearance. However, the amorphous shape and low molecular weight of hemicelluloses makes it more digestible than cellulose [11,24,26].
Lignin is an aromatic structure composed of monomers of coniferyl, sinapyl and coumaryl alcohols. It covers space between cellulose and hemicelluloses, where it strongly binds cellulosic fibers into a compact structure. Lignin is hydrophobic, amorphous and complex in nature, thus it acts as physical impediment against microbial attack. This is a critical feature of WS which prohibits its suitability for biogas production. Lignin is the most recalcitrant barrier to AD of WS [11,24].
4. Wheat Straw Residue to Biogas
4.1. The Anaerobic Digestion Pathway
AD is a biochemical process by which large organic compounds are converted into fermentable monomeric units using consortia of anaerobic bacteria. Prominent bacteria that perform this reaction are members of the Bacteria and Archaea taxa [33]. Solid-state AD is used to treat WS which contains more than 15% total solids. The purpose is to dispose the waste in a sustainable, economically viable and eco-friendly way [27,34]. Energy-rich biogas is the core product of the AD of WS. It is a blend of 50-60% CH4, 30-40% carbon dioxide (CO2) and other gases in trace amounts [35]. Biogas is used for heat, power and electricity generation. A rich-digestate solid waste given off as a by-product of AD is a useful organic fertilizer as well as a substrate for mushroom cultivation, vermicompost and aquaculture [33].
AD is an integrated approach that involves four multipart reactions, such as hydrolysis, acidogenesis, acetogenesis, and methanogenesis (Figure 2). Hydrolysis is the first stage of the AD process. This process utilizes hydrolytic bacteria to transform complex polymers like carbohydrates, proteins and lipids into corresponding units of simple sugars, amino acids and fatty acids. Hydrolysis is often slow, and it is regarded as a rate-limiting step in AD of WS [34,36,37]. Hence, acceleration of this phase will bear a strong impact on the overall reactor performance. Acidogenesis is the second stage of AD, which is generally characterized by acid production. In this fermentation process, the products of hydrolysis are broken down by acidogens into alcohols, aldehydes, volatile fatty acids (VFAs), acetate (CH3COOH), hydrogen (H2), ammonia (NH3) and CO2 [27,37]. Acetogenesis is the third stage, in which organic acids and alcohols from acidogenesis and hydrolysis are further degraded to produce CH3COOH, CO2 and H2. Acetate and hydrogen-forming bacteria are involved in this process [37]. The last stage in AD is methanogenesis. In this phase, autotrophic methanogens convert substrates from acetogenesis phase to form CH4 [32,33].
4.2. Biomethane Potential of Wheat Straw
BMP is the measure of anaerobic decomposition of an organic substrate [38]. It predicts the amount of a given substrate that can be converted into biogas. The BMP of several agricultural residues have been extensively reported by many authors [39]. However, only limited studies focused on the AD of WS. For example, Ferreira et al. [4] estimated the BMP of WS at 233 mL g VS-1 while an average CH4 production of 154 mL g VS-1 was observed after incubation of WS for 30 days [40]. In a study conducted by Tsapekos et al. [26], CH4 yield of 221 mL g VS-1 was reported from mono-digestion of WS under thermophilic conditions. The CH4 yield of WS is restricted due to high lignin content and imbalanced nutrient composition. These hurdles can be surpassed by deploying appropriate pre-treatment strategies and co-digestion [41].
Table 3 summarizes the capacity of various WS residues to produce CH4 in the world. What is worth noting is that the ability of WS to produce CH4 varies from region to region in accordance with plant type, variety and maturation, and agro-climatic conditions [30]. As such, it is imperative to estimate the BMP for WS of South African origin in an attempt to harness the energy potential bestowed in the local residue.
5. Potential Strategies to Enhance Biogas Production from Wheat Straw
5.1. Pre-treatment of Wheat Straw
The choice of pre-treatment is critical in developing a viable scheme for biogasification of WS. Pre-treatment enhances the AD hydrolysis and promotes the availability of sugars and other small molecules to microbiota [17]. There are several pre-treatment methods reported in literature. Pre-treatment methods can be broadly categorized into physical, chemical, biological and physico-chemical processes (Figure 3) [47,48]. Physical and chemical methods are fast and effective, but however, they have limited value at industrial-scale due to high cost of resources, energy and operation, and formation of toxic compounds. Biological pretreatments are still at their infant stages of development [27,49].
5.1.1. Physical Pre-Treatment
Physical pre-treatment is designed to trim the size of particles of a substrate by mechanical comminution or boost the surface area through mechanical refining. The final goal is to enhance the efficiency of hydrolysis and the yield of biogas [50]. All methods that do not utilize water, chemicals and microorganisms are regarded as physical pre-treatments. These include mechanical, ultrasound and thermal pre-treatment methods [50,51]. Table 4 shows studies that have been performed to ascertain the effect of physical pre-treatment methods on biogas production from WS. Physical methods can increase the AD reaction kinetics of WS, but require more energy and capital [2].
Mechanical pre-treatment includes a gamut of methods, such as grinding, milling, chipping or extrusion. Chipping is believed to be the most suitable mechanical method for treatment of WS. Mechanical pre-treatment reduces the crystallinity of cellulose and its extent of polymerization [50]. Studies performed on mechanical pre-treatment of WS have shown a strong impact on biogasification. For example, Dell’Omo & Spena [52] reported 49.1% more cumulative biogas yield from milled WS than control. Similarly, multistage knife milling of WS improved CH4 production by 49.3% after 28 d of mesophilic digestion [53]. Size reduction in the range of 0.5-2 mm can enhance heat and mass transfer to achieve adequate levels of biodegradation. Despite, the method is not sustainable because of high energy input [45,52,54].
Thermal pre-treatment can be sub-divided into conventional method and microwave irradiation. Conventional thermal pre-treatment deconstructs cellulosic material by combined use of heat and water at a temperature range of 50-250°C [9]. Heat and water destroys the crystalline structure of cellulose and other lignocelluloses matter, and converts hemicelluloses into VFAs and simple sugars [2]. This results in enhanced biomethane production. For example, Bolado-Rodriguez et al. [55] observed 20% higher CH4 yield by exposing WS to thermal heat at 121°C for 60 min than the control. Similarly, Abdul-Wahab et al. [56] generated 20% more CH4 at 250°C and 1 min upon pre-treating WS at 150-220°C for 1-15 min.
Microwave method utilizes thermal energy from stimulation of vibration of molecules by non-ionizing radiation [50]. Thermal heat disrupts the crystal structure of cellulose by cutting the β-1,4-glucan bonds, consequently enhancing the surface area of WS for AD [51]. Microwave method could be a cheap alternative to conventional heating in the foreseeable future. With microwave pre-treatment, high temperatures are attained within a short period, thus saving energy [33]. However, the process is often associated with high processing times, which may lead to sugar degradation [50]. Furthermore, high capital requirements for installation limit its applicability at industrial scale [54]. Information on microwave processing of WS to enhance biogas seems to be patchy. As an exemplar, CH4 yield of WS was raised by 28% via solubilization with microwave irradiation at 150°C [57].
Ultrasound pre-treatment uses acoustic energy in form of high frequency waves to induce cell lysis. Microbubbles are generated due to cavitation of cells in liquid solutions by high frequency sonic waves. Disintegration of microbubbles ruptures plant cell walls and exposes cellular contents, resulting in improved hydrolysis [51,58]. Ultrasound pre-treatment has advantages of short treatment time and low temperature needs, although it integrates the use of chemicals [50]. Few studies were found in literature on ultrasound pre-treatment of WS for biogas production. For instance, a 63% increase in CH4 content was recorded from ultrasound pre-treatment of WS at 20 kHz for 36 h [59].

Table 4.
Physical pre-treatment of wheat straw for biogas production
| Physical agent | Pre-treatment conditions | Findings | Reference |
|---|---|---|---|
| Mechanical | Knife milling, 0.3-1.2 mm particle size | Methane yield increased by 49.3% | [53] |
| Roll milling | 21% increase in methane yield | [14] | |
| Cutting (3-5 cm), milling (<1 mm) | 5-13% more methane for 3-5 cm particles with faster kinetics | [43] | |
| Chopping (2 cm), extruder-grinding (0.2 cm) | Size reduction improved methane yield by 26% | [60] | |
| Conventional thermal | 150-220°C, 1-15 min | 20% increase in methane yield | [43] |
| 200°C, 5 min | 27% more methane production | [4] | |
| 121°C, 60 min | 20% increase in methane yield | [55] | |
| 150-220°C, 1-15 min | Methane yield enhanced by 20% | [56] | |
| Microwave | Power of 400 - 1600 W, 150°C | 28% increase in methane yield | [57] |
| 200 -300°C, 15 min | No increase in methane yield | [61] | |
| Ultrasound | 4% KOH, 20 kHz, ambient temperature, 36 h | 63% higher methane yield | [59] |
| Hydrodynamic cavitation, 2 300-2 700 rpm, 2-6 min | 145% increased methane yield | [62] | |
| 4% (w/w) H2O2, 36°C, 10 min, 25 kHz | 64% enhanced methane yield | [63] |
5.1.2. Chemical Pre-Treatment
Chemical pre-treatment is based on substances, including acids, alkalis and ionic liquids to degrade the crystallinity of recalcitrant biomass. It can be classified into acid, alkaline, oxidative and organosolv pre-treatments [11]. The use of chemicals is the most well-known pre-treatment method. Nevertheless, the method has been extensively reported in cellulosic bioethanol production compared to biogas production [34]. Table 5 shows studies that have been conducted on chemical pre-treatment of WS for biogas production. Chemical pre-treatment is intended to improve biogas yield through disintegration of holocellulose.
Alkali pre-treatment can be deployed to solubilize lignin and holocellulose, thus rendering cellulosic materials to biological degradation. The method exploits bases, such as sodium hydroxide (NaOH), calcium hydroxide (Ca(OH)2), potassium hydroxide (KOH) and ammonium hydroxide (NH3.H2O) to liquefy and cleave lignin-carbohydrate bonds [54]. The purpose is to destruct the rigidity and structural complexity of WS, and increase the surface area for microbial attack [32,51]. NaOH pre-treatment is the most effective and widely studied alkali method for enhanced AD [34]. For example, a 112% enhanced CH4 yield was reported from NaOH-pre-treated WS [64]. However, NaOH must be treated with caution as it generates sodium ions that can inhibit the AD process [11].
Acid pre-treatment is yet another chemical method considered to be effective against hemicelluloses and lignin [50]. This technique leads to ease of access to cellulose by microbial agents [34]. Nitric acid (HNO3), sulfuric acid (H2SO4), phosphoric acid (H3PO4) and hydrochloric acid (HCl) are typical examples of inorganic acids that can be used for biomass pre-treatment [32,54]. Dilute acid is believed to be more effective than concentrated acid for pre-treatment of lignocellulose. It is possible to solubilize up to 100% hemicelluloses into its monomeric units using dilute acid. Dilute acid can destroy lignin to a high degree, even though it is considered to be less efficient in dissolving the lignin [32]. Concentrated acid is very effective against cellulose, but it is highly toxic, corrosive and requires specialized equipment. H2SO4 is the most extensively studied acidic pre-treatment method [34]. There is limited information on acidic pre-treatment of WS for biogas production. Even so, a 16% rise in CH4 production was obtained from WS pre-treated with H2SO4 [65].
Oxidative pre-treatment is the degradation of lignin and hemicelluloses by oxidants, such as H2O2 and ozone gas [11,17]. This leads to nucleophilic substitution, destruction of aromatic nuclei, removal of side chains and dislocation of alkyl aryl ether bonds. Hydroxyl radicals (-OH) and superoxides (O2-) released from H2O2 promote the delignification of organic matter and release more fermentable sugars [9]. H2O2 is very effective in alkaline solutions (pH 11.5) and does not generate toxic compounds [9,27]. Oxidative pre-treatment of WS with N-methylmorpholine N-oxide (NMMO) increased CH4 yield by 11% [66]. An increase of 27% in CH4 yield was reported from photo-oxidative pre-treatment of WS using titanium oxide (TiO2) [67].
During organosolv pre-treatment, organic solvents are used to destroy internal linkages of lignin and hemicelluloses to ensure pure cellulose in WS is available for AD [11]. Frequently utilized organic solvents, include methanol, ethanol, tetrahydrofuranol, acetone and ethylene glycol. Organosolv reaction is catalyzed by acids like H2SO4 and HCl or bases, such as NaOH, NH3 and calcium carbonate (CaCO3) [17]. Mancini et al. [66] observed up to 15% enhanced CH4 yield from pre-treatment of WS with 50% ethanol. Likewise, an improved biogas production (47%) was found from pre-treatment of WS using NMMO [68]. However, other organic solvents are exempted for WS pre-treatment because they are expensive, flammable, volatile, non-biodegradable and have low lignin removal efficiency [2].
Table 5.
Chemical pre-treatment of wheat straw for biogas production
| Chemical agent | Pre-treatment conditions | Findings | Reference |
|---|---|---|---|
| Acid | 1% H2SO4, 121°C, 10-120 min | Increased methane yield by 16% | [65] |
| 0.5-5% H2SO4, 90-100°C, 2 h | Biogas yield increased by 32% using 0.5% H2SO4 while 5% H2SO4 did not improve biogas yield | [69] | |
| 2% HCl, 90°C, 2 h | 59% more biogas yield | [70] | |
| Alkaline | 1.6% NaOH, 30°C, 24 h | 15% enhanced methane yield | [66] |
| NH3 (2, 4, 6%), 35°C, 7 d | 52% increased methane yield | [71] | |
| 4% NaOH, 37°C, 5 d | Biogas yield increased by 87.5% | [64] | |
| 7 g KOH, 25°C, 24 h | 128% methane yield increment | [47] | |
| 75 mM NaOH, 16 h | Methane yield increased by 23% | [72] | |
| 0.05 M NaOH, 25°C, 22 h | 22% increase in cumulative methane | [44] | |
| 0.08 M Ca(OH)2, 20°C, 48 h | Methane yield increased by 315% | [73] | |
| Oxidative | TiO2-assisted photo-oxidation | Improved methane yield by 27% | [67] |
| NMMO, 120°C, 3 h | 11% methane yield improvement | [66] | |
| Organosolv | NMMO, 90°C, 7 h | 47% increase in methane production | [68] |
| 50% ethanol, 180°C, 1 h | 15% improved methane yield | [66] | |
| NMMO, 120°C, 3 h | 11% enhanced methane yield | [66] |
5.1.3. Physico-Chemical Pre-Treatment
Physico-chemical pre-treatment amalgamates different methods to depolymerize lignin and hemicelluloses so that more fermentable sugars in WS are released for AD [33]. The most suitable temperature for physico-chemical pre-treatment varies from 50-250°C [11]. Heat is applied to disrupt hydrogen bonds in WS, thereby increasing the surface area for microbes. It is prudent to recycle heat as a strategy to save energy during physico-chemical processing. Avoid extended pre-treatment times to prevent accumulation of inhibitory by-products [51]. Potent physico-chemical pre-treatments include extrusion, steam explosion and hydrothermal processing [33].
During extrusion pre-treatment, thermal and mechanical methods are combined in a single unit to modify the physical and chemical properties of plant biomass [17]. Biomass is subjected to distressful conditions like heating and mixing with rapid fall in pressure [11]. As biomass is discharged from the extruder, cellulose dissociates from complex polymers by breaking the β-O-4 linkage in lignin and the plant cell wall structure is destroyed [17]. Extrusion results in deconstruction of cellulose, hemicelluloses, lignin and proteins [74]. The most favorable operational conditions for extrusion are temperature and pressure ranges of 160-250°C and 0.5-5.0 MPa, respectively [17]. Chen et al. [75] evaluated the effect of extrusion at 37ºC on biogas production from WS. In this study, biogas and CH4 production increased by 23% and 27%, respectively. In a related study, an improved daily CH4 production of 28% was reported from twin-screw extruded WS [14]. However, the BMP value of WS was not significantly improved by extrusion. The AD of extruded-WS for 28 and 90 d enhanced CH4 production by 14-28% and 1-16%, respectively [76].
Steam explosion is a promising eco-friendly strategy for pre-treatment of WS for AD. In this technology, complex plant polymers are exposed to high pressure (5-50 bar) and saturated steam at 160-250°C for short residence times [77]. Pressure is then rapidly lowered leading to depolymerization of the plant biomass [11]. The conversion of WS into biofuels and other multiple products via steam explosion pre-treatment has gained interest in the 21st century. For example, steam explosion pre-treatment of WS was studied by Kaldis [78] who reported 20% enhanced CH4 productivity. However, steam-explosion pre-treatment of WS did not provide positive results with regards to improvement of biogas production [79,80].
Hydrothermal liquefaction is an excellent method for enhanced energy recovery from WS to biogas. It is realistic to recuperate about 80% of the energy from WS biomass using this technology [64]. Hydrothermal pre-treatment exploits hot water under high pressure at a reaction temperature of around 200ºC to permeate biomass, solubilize cellulose, and destroy hemicelluloses and a portion of lignin [11,64]. Although, there is no use of chemicals and rust-proof equipment [64], the method releases phenolics and furfurals that may inhibit AD [11]. Chandra et al. [64] improved biogas and CH4 production by 9.2 and 20.0%, respectively, using hydrothermally pre-treated WS at 200°C (1.55 MPa equivalent) for 10 min. Around 34% more biogas yield was achieved from hydrothermal and thermal-alkali pre-treatment of WS compared to control [81]. In another investigation, exposure of WS to hydrothermal pre-treatment at an optimum temperature of 120°C enhanced CH4 yield by 32% [82]. The optimal operating temperature of 180ºC was found to increase CH4 yield by 53% from hydrothermally-treated WS [83].
5.1.4. Biological Pre-Treatment
Biological pre-treatment entails the use of microbial metabolism or by-products to pre-digest recalcitrant biomass [9]. The main effect is delignification to provide more cellulose and hemicelluloses for fermentation [2]. As shown on Figure 4, a sole or a consortium of microbes is generally applied to degrade polymeric substances. Biological method is more favorable for pre-treatment of WS than the other pre-treatment methods. It is an eco-friendly technology that does not pollute the environment, generates little or no toxic by-products and has low energy demands. Contrarily, the method is considered to be slow, often with prolonged incubation times [2,9]. Studies that have conducted on biological pre-treatment of WS to improve biogas production are shown on Table 6. Predominantly used biological agents for pre-treatment of organic matter comprise fungi, bacteria and enzymes.
Fungal pre-treatment utilizes white-rot fungi, brown-rot fungi, soft-rot fungi or other fungi to delignify WS [24,33]. Lignin is a potential source of several materials and biochemicals for biorefineries [84]. White-rot fungi are considered to be the most effective fungal pre-treatment agents [33]. Basidiomycetes (Phanerochaete chrysosporium) are the most widely studied white-rot fungi for delignification of cellulosic biomass [17]. Factors such as moisture content, substrate particle size, temperature, pH, oxygen concentration, incubation time and nutrient availability must be optimized for efficient degradation of lignin [11]. Fungal pre-treatment do not always promote CH4 production to a larger extent. For example, pre-treatment of WS using fungus Polyporus brumalis BRFM 985 strain increased CH4 yield by merely 18% from 215 to 254 mL g VS-1 [85]. In addition, a slight rise of 31% in biogas yield was reported upon subjecting WS to Chaetomium globosporum pre-treatment [86]. Prominent barriers to fungal pre-treatment are prolonged residence times and consumption of fermentable sugars by fungi. Hence, full-scale adoption of fungal pre-treatment is still scarce [86,87].
Bacteria pre-treatment involves the use of enzyme-secreting bacteria to combat the polymerization of biomass. Many anaerobic bacteria have high capacity to hydrate the structure of WS and improve CH4 production [2]. Destruction of WS using bacteria possesses numerous distinct traits over fungal pre-treatment. Bacteria can induce Cα-oxidation and cleave Cβ-Cβ linkages in lignin [11]. They possess rapid growth rate with shorter incubation periods and are more cost-effective than fungi. In addition, the genome of bacteria can be more easily modified than the fungal genome [88]. Clostridium, Bacillus and Pseudomonas have been found to degrade plant materials through secretion of cellulases, xylanases and other hydrolytic enzymes. These bacteria occupy diverse extreme conditions, including decomposing forestry matter, compost, agricultural waste, organic matter and soil, and hot springs [88]. Bacillus is one of the most promising genus to decompose WS due to its strong cellulose-degrading capacity. Further, the bacteria can tolerate high temperatures and diverse pH conditions [88]. No studies were found in literature on pre-treatment of WS using single strains of bacteria. However, pre-treatment of maize straw using B. subtilis generated 17.35% higher CH4 yield than control [89].
Construction of microbial consortium was proposed as a panacea to limited utility of biological pre-treament at pilot-scale [32]. The method is believed to be more effective than a single microorganism in enhancing the degradation of cellulosic wastes. A microbial consortium is a group of species with distinct delignification efficiencies and it is functional in diverse ecological conditions. It can deploy discrete delignification mechanisms with improved potential to exploit a substrate compared to indigenous microorganisms [11]. Microbia consortia are isolated from natural conditions, where decomposing cellulosic waste is the main substrate [34]. Unlike fungi, which mostly act on lignin, microbial consortium has high affinity for holocellulose [17,34]. The advantage of using microbial consortia is that sterilization may not be required. Pre-treatment of WS using microbial consortium improved CH4 production by 80.34% than unpre-treated counterpart [90]. A microbial consortium TC-5 offered a rise in CH4 yield of 36.6% after 35 d of AD of WS [91].
Exogenous hydrolytic or oxidative enzymes can promote the degradation of lignocellulosic substrates. The most widely reported classes of enzymes for pre-treatment of biomass are cellulases and hemicellulases [11,17]. Enzymes have short reaction periods and can reduce the loss of holocellulose during hydrolysis. Moreover, enzymes have ease of access to a substrate with increased mass transfer rate [11]. However, enzyme-assisted pre-treatment is limited due to high cost of commercial enzymes [34]. Operational parameters, such as enzyme activity and specificity, enzyme concentration, inhibitor concentration, digester design, residence time, temperature and pH must be optimized for enhanced enzymatic pre-treatment [27]. Combining different enzymes is an approach that can improve the efficacy of enzymatic pre-treatment. Screening enzymes with high specific activity and cross specificity can lower the quantity of the enzymes required as well pre-treatment cost [92]. Literature seems to be scant considering enzyme-assisted pre-treatment of WS for biogas production. Even so, a 14% increase in CH4 production was observed after enzymatic pre-treatment of WS using a complex mixture of hydrolytic enzymes [72].
Table 6.
Biological pre-treatment of wheat straw for biogas production
| Biological agent | Microbes and enzymes | Pre-treatment conditions | Findings | Reference |
|---|---|---|---|---|
| Fungi | Penicillium aurantiogriseum, Trichoderma reesei, Gilbertella persicaria, Rhizomucor miehei | 100 mL batch reactors, 37ºC, 10 d | Highest methane yield increase of 48% from P. aurantiogriseum pre-treated wheat straw | [93] |
| Polyporus brumalis | 40 L aerobic reactors, 31ºC, 90% moisture, 13 d | 18% increase in methane yield | [85] | |
| Chaetomium globosporum | Reagent bottles, 36ºC, 81% moisture, 14 d | 31% enhanced methane yield | [86] | |
| Ganoderma lobatum, Gloeophyllum trabeum | 250 mL Erlenmeyer flasks, dark, 25ºC, 10-40 d | 43.6 and 26.1 % increase in glucose yield by G. lobatum and G. trabeum, respectively | [94] | |
| Ligninolytic fungi | 250 mL Erlenmeyer flasks, 28ºC, 150 rpm, 7 d | 5-fold higher biogas yield | [95] | |
| Microbial consortium | Microbial consortium TC-5 | 1 L anaerobic bottlles, 50ºC, 3 d | 22.2 and 36.6% increase in methane yield under mesophilic and thermophilic conditions, respectively | [91] |
| Microbial consortium | Batch, 37ºC, 20 d | 80.34% improved methane yield | [90] | |
| Cow rumen-derived microbial consortium | 35ºC, 15 d | 55.5% lignocellulose degradation | [1] | |
| Microbial consortium composed of fungi and bacteria | 39.24 and 80.34% increase in biogas and methane yield, respectively | [90] | ||
| Enzymes | Cellulase, xylanase, arabinase, pectinase, other carbohydrases, β-glucosidase | 100 mL glass reactors, 50ºC, 16 h | 14% enhanced methane yield | [72] |
| Laccase, peroxidase | 30ºC, 60 rpm, 6 and 24 h | 11% increased methane yield after 6 h pre-treatment and 15% decreased methane yield after 24 h pre-treatment | [96] |
5.2. Anaerobic Co-Digestion
AcoD is an attractive route for valorization of WS into biogas [15,97]. It involves the concurrent AD of a mixture of two or more substrates in a bioreactor system. The principal remit of AcoD is to enhance biogas yield by addition of substrates that have higher CH4 potential than the main substrate [98]. Nowadays, there is a paradigm shift from mono-digestion to AcoD of organic wastes. AcoD has been shown to enhance mono-digestion through nutrient balance, toxicity reduction and improved buffering capacity [19,97]. Generally, AcoD improves biodegradation and biogas yield due to synergistic interactions in digester medium [15,18].
WS is very rich in cellulose and its nutritional content is appropriate for microbial growth and biogas production [41]. However, the sole use of WS for AD systems is not economically viable due to high C/N ratio and slow degradation. The C/N ratio of WS varies from 15-151 [98]. However, an ideal C/N ratio for optimum performance of an AD system falls within the range of 20-30 [41]. AcoD of WS with low carbon substrates is a potent strategy to maintain the C/N ratio at an optimum level [15,97]. Table 7 shows studies that have been performed to utilize WS in an AcoD system with other biosolids. WS has been co-digested with several organic feedstocks, such as animal manure [20,42], sewage sludge, algal biomass, food waste [99] and sunflower meal [46]. Such studies have provided useful information to biogas operators in form of enhanced CH4 production and nutrient revitalization from digestate waste. Animal manure appears to be the most effective co-substrate for WS biodegradation. Despite high nitrogen content, animal manure has been revealed to be enriched with rumen flora that assists to complete the AD process expeditiously [18]. Wang et al. [100] enhanced CH4 production by 10% through co-digesting 4.6 kg of WS with 1 t of swine manure. In another study, increased biogas yield by1.6-fold from co-digestion of pig dung and WS was accomplished [101].
It is pertinent to choose the correct combination of disparate organic substrates in order to operate a sustainable AcoD system. Identifying the optimal reaction mixtures of substrates by repeating several BMP assays is a cumbersome task. As such, mathematical models have been proposed as formidable tools to predict the accurate mixtures of multiple substrates in bioreactors [98,102]. Most researches have focused on simplified approaches, such as the first-order kinetics and modified Gompertz models to simulate mono-digestion parameters [103]. Suitable models should be selected that takes into account the decomposition characteristics of multi-substrate systems, such as reactor kinetics, nutrient balance, particle size, pH and so on. Modified models based on Anaerobic Digestion Model No. 1 (ADM1) approach could proffer a better simulation option for AcoD than non-ADM1-based models [102,103]. The ADM1 is a structured approach that utilizes differential equations to assess the biological and physico-chemical parameters of a process. The advantage of using ADM1-based models is that it is possible to simulate the major phases of AD using a sophisticated and complex approach [102].
Table 7.
Methane potential of wheat straw mixed with other substrates in a co-digestion system
| Co-substrate | Inoculum | Experimental conditions | Methane potential(mL g VS-1) | Reference |
|---|---|---|---|---|
| Food waste, cattle manure | Sewage sludge from anaerobic digester | 610 mL glass bottles, 35°C, 100 rpm, 45 d | 416 | [99] |
| Rapeseed meal | Effluent from mesophilic digester | 150 mL serum glass vials, 42°C, 30 d | 375 | [104] |
| Herbal-extraction process residues | Anaerobic sludge of pig manure | 250 mL batch digesters, 30 d | 178 | [105] |
| Swine manure | [106] | |||
| Cattle manure | Cattle manure | 1 L glass bottles, 35°C, 50 d | 109 | [107] |
| Swine manure | [100] | |||
| Animal manure | Anaerobic sludge of dairy manure | 1 L ground flasks, 3 g magnetite, 35°C | 228 | [42] |
| Animal manure | Cow dung | 1 L aspirator glass bottles, 25-30°C, 20 d | 566 | [20] |
| Sunflower meal | Digested manure | 300 mL serum bottles, 35°C, 60 d | 591 | [46] |
| Rice straw | Digested manure | 300 mL glass bottles, pH 7-7.5, 35°C, 60 d | 339 | [108] |
6. Future Prospects
With an estimated total energy potential of 11 PJ, WS has not been fully-exploited as a bioenergy resource in South Africa. WS management practices, such as use in livestock bedding, burning and burying into the soil are associated with techno-economic bottlenecks and may contribute to GHGs. Currently, the WS biogas technology has not been commercialized in South Africa, thus its research and relevance needs to be promoted. The recalcitrant nature and high C/N ratio of WS are postulated to be the main barriers to successful performance of WS anaerobic digester systems. Hence, pre-treatment and AcoD were suggested by many authors to complement bioreactors operating on WS feedstocks [20,99].
A gamut of biological, chemical, physical and hybrid pre-treatment methods have been broadly studied for their aptitude to promote biogas production from WS [7,33,54]. However, these pre-treatment methods dot not at all times improve the BMP of WS. There are many obstacles that restrain opportunities for growth of suitable pre-treatment technologies. For instance, the dissociation of compounds during chemical pre-treatment liberates toxic substances that may cause secondary pollution. Noteworthy is that the majority of physical pre-treatments are capital intensive due to high energy demand and use of corrosion-resistant equipment [54]. The focal point of research should be to get rid of such drawbacks and adopt sustainable pre-treatment options. Biological pre-treatment is much-admired for its ability to eradicate nearly all constraints caused by physical and chemical pre-treatments. Yet, the method has been scanty due to extended pre-treatment periods and large area required. More so, an efficient biological pre-treatment agent still needs to be established [24,54]. Most researchers are now concentrating on pre-treatment of WS in a hybrid system. This method has indicated to be promising but it is still faced with some challenges. There is also a paucity of aggregated data concerning technical, economic and environmental feasibility of WS pre-treatment. Studies should concentrate on assessing the cost supply chain of pre-treatments if we are to lower installation costs and energy needs of WS biogas.
The issue of high C/N ratio should be urgently addressed towards valorization of WS digesters. Several authors have reported on co-digestion of WS with other biodegradable substrates, including food waste, animal manure, sewage sludge, etc [46]. Although animal manure seems to be a prospective candidate for AcoD with WS, the correct combination of substrates is not yet fully-known. Performing many BMP tests to find the correct mixing ratios is daunting task. In addition, AcoD has its own disadvantages, such as high chemical oxygen demand, and increased agitation, energy and pre-treatment requirements [98]. Future studies should immensely focus on developing modeling tools that can simulate combinatorial mixtures and optimize operational parameters in silico. Notable is that a number of mathematical models are solely based on mono-digestion. It is a pre-requisite to upgrade mono-digestion tools to advanced computational approaches that are based on AcoD to rigorously predict big data sets in a high-throughput mode. Put together, much attention should be paid on up-scaling lab studies towards full-scale valorization of WS, provided pre-treatment and AcoD conditions are completely optimized.
7. Conclusions
Huge amounts of WS are produced in South Africa, which can be a potential resource for bioenergy. AD technology is increasingly rising in South Africa to supply energy, manage waste, reduce GHGs and abate environmental degradation. Biogas continues to be one of the leading constituents of bioenergy supply mix in South Africa. WS being abundant, renewable and endowed with organic matter could widen the resource base of substrates for biogas production. Its energy potential needs to be fully exploited as it is a highly recalcitrant substance. WS biogas technology has never materialized at industrial level and still needs to be further advanced. It is critical to research on pre-treatment of WS and establish methods that are cost-effective and sustainable. Many pre-treatment methods, such as physical, chemical, biological and hybrid technologies have been suggested to enhance CH4 production from WS. At present, industrialization of physical and chemical pre-treatments is hindered by high capital cost and energy demand, requirement corrosive-resistant equipment and the release of secondary pollutants. Biological pre-treatment is still a nascent technology. More work should delve into developing biological agents that can effectively hydrolyze WS. AcoD of WS and other biosolids (sewage sludge, animal manure, food waste, etc) is a viable strategy to lower C/N ratio, balance nutrients, promote synergism, and finally improve the CH4 yield of WS. The most critical aspect of AcoD is to know the appropriate combination of mixing ratios, which is absolutely a mammoth task using BMP tests. It has been proposed to explore and apply advanced computational tactics, for example modified ADM1 models so as to optimize AcoD reactions.
Author Contributions
Conceptualization, R.K. and P.M.; writing-original draft preparation, R.K.; writing-review and editing, R.K. and P.M.; and supervision, P.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Informed Consent Statement
Not Applicable.
Data Availability
Not applicable.
Acknowledgements
The authors gratefully acknowledge the Department of Research and Innovation (DRI) at the University of Fort Hare, Department of Science and Innovation (DSI), Technology Innovation Agency (TIA), National Research Foundation (NRF), Eskom TESP and Research Niche Area: Renewable Energy-Wind, for their financial support.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Lazuka, A.; Auer, L.; Bozonnet, S.; Morgavi, D.P.; O’Donohue, M.; Hernandez-Raquet, G. Efficient anaerobic transformation of raw wheat straw by a robust cow rumen-derived microbial consortium. Bioresour. Technol. 2015, 196, 241–249. [Google Scholar] [CrossRef]
- Rahmani, A.M.; Gahlot, P.; Moustakas, K.; Kazmi, A.A.; Ojha, C.S.P.; Tyagi, V.K. Pre-treatment methods to enhance solubilization and anaerobic biodegradability of lignocellulosic biomass (wheat straw): Progress and challenges. Fuel. 2022, 319, 123726. [Google Scholar] [CrossRef]
- Batidzirai, B.; Valk, M.; Wicke, B.; Junginger, M.; Daioglou, V.; Euler, W.; Faaij, A.P.C. Current and future technical, economic and environmental feasibility of maize and wheat residues supply for biomass energy application: Illustrated for South Africa. Biomass Bioenergy. 2016, 92, 106–129. [Google Scholar] [CrossRef]
- Ferreira, L.C.; Nilsen, P.J.; Fdz-Polanco, F.; Perez-Elvira, S.I. Biomethane potential of wheat straw: Influence of particle size, water impregnation and thermal hydrolysis. Chem. Eng. J. 2014, 242, 254–259. [Google Scholar] [CrossRef]
- Kamusoko, R.; Jingura, R.M.; Chikwambi, Z.; Parawira, W. Strategies for valorization of crop residues into biofuels and other value-added products. Biofuels Bioprod. Bioref. 2021, 15, 1950–1964. [Google Scholar] [CrossRef]
- Shinde, R.; Shahi, D.K.; Mahapatra, P.; Singh, C.S.; Naik, S.K.; Thombare, N.; Singh, A.K. Management of crop residues with special reference to the on-farm utilization methods: A review. Ind. Crops Prod. 2022, 181, 114772. [Google Scholar] [CrossRef]
- Ge, X.; Xu, F.; Li, Y. Solid-state anaerobic digestion of lignocellulosic biomass: Recent progress and perspectives. Bioresour. Technol. 2016, 205, 239–249. [Google Scholar] [CrossRef]
- Majd, S.S.; Abdoli, M.A.; Karbassi, A.; Pourzamani, H.R.; Rezaee, M. Effect of physical and chemical operating parameters on anaerobic digestion of manure and biogas production: A review. J. Environ. Health Sustain. Dev. 2017, 2, 235–247. [Google Scholar]
- Paudel, S.R.; Banjara, S.P.; Choi, O.K.; Park, K.Y.; Kim, Y.M.; Lee, J.W. Pre-treatment of agricultural biomass for anaerobic digestion: Current state and challenges. Bioresour. Technol. 2017, 245, 1194–1205. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, N.; Shrivastav, A.K.; Srivastava, M.; Mishra, P.K. Biofuels production using wheat straw. In Recent Developments in Bioenergy Research; Gupta, V.K., Treichel, H.H., Kuhad, R.C., Rodriguez-Cout, S., Eds.; Elsevier, 2020; Chapter 22; p. 433. [Google Scholar]
- Abraham, A.; Mathew, A.K.; Park, H.; Choi, O.; Sindhu, R.; Parameswaran, B.; Pandey, A.; Park, J.H.; Sang, B. Pre-treatment strategies for enhanced biogas production from lignocellulosic biomass. Bioresour. Technol. 2020, 301, 122725. [Google Scholar] [CrossRef]
- Rehman, M.L.U.; Iqbal, A.; Chang, C.; Li, W.; Ju, M. Anaerobic digestion. Water Environ. Res. 2019, 91, 1253–1271. [Google Scholar] [CrossRef] [PubMed]
- Jin, X.; Wei, S. Efficient short time pre-treatment on lignocellulosic waste using an isolated fungus Trametes sp. W-4 for the enhancement of biogas production. Heliyon 2023, 9, e14573. [Google Scholar] [CrossRef]
- Victorin, M.; Davidsson, A.; Wallberg, O. Characterization of mechanically pre-treated wheat straw for biogas production. Bionergy Res. 2020, 13, 833–844. [Google Scholar] [CrossRef]
- Rangseesuriyachai, T.; Boonnorat, J.; Glanpracha, N.; Khetkorn, W.; Thiamngoen, P.; Pinpathanapong, K. Anaerobic co-digestion of elephant dung and biological pre-treated Napier grass: Synergistic effect and kinetics of methane production. Biomass Bioenergy. 2023, 175, 106849. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, P.; Ye, J.; Wu, Y.; Fang, W.; Gou, X.; Zeng, G. Improvement of methane production from rice straw with rumen fluid pre-treatment: A feasibility study. Int. J. Biodeterior. Biodegradation. 2016, 113, 9–16. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V. Pre-treatment techniques for agricultural waste. Case Stud. Chem. Environ. Eng. 2022, 6, 100229. [Google Scholar] [CrossRef]
- Ameen, F.; Ranjitha, J.; Ahsan, N.; Shankar, V. Co-digestion of microbial biomass with animal manure in three-stage anaerobic digestion. Fuel, 2021, 306, 121746. [Google Scholar] [CrossRef]
- Karki, R.; Chuenchart, W.; Surendra, K.C.; Shrestha, S.; Raskin, L.; Sung, S.; Hashimoto, A.; Khanal, S.K. Anaerobic codigestion: Current status and perspectives. Bioresour. Technol. 2021, 330, 125001. [Google Scholar] [CrossRef]
- Rani, P.; Pathak, V.V.; Bansal, M. Co-digestion of wheat straw and animal manure pretreated with calcium hydroxide for biomethane production: Kinetic study. Curr. Res. Green Sustain. Chem. 2021, 4, 100145. [Google Scholar] [CrossRef]
- Department of Agriculture, Forestry & Fisheries. A profile of the South African wheat market value chain. Department of Agriculture, Forestry & Fisheries, South Africa, 2021.
- Barahira, D.S.; Okudoh, V.I.; Eloka-Eboka, A.C. Suitability of crop residues as feedstock for biofuel production in South Africa: A sustainable win-win scenario. J. Oleo Sci. 2021, 70, 213–226. [Google Scholar] [CrossRef] [PubMed]
- Rocha-Meneses, L.; Bergamo, T.F.; Kikas, T. Potential of cereal-based agricultural residues available for bioenergy production. Data Br. 2019, 23, 103829. [Google Scholar] [CrossRef] [PubMed]
- Naik, G.P.; Poonia, A.K.; Chaudhari, P.K. Pre-treatment of lignocellulosic agricultural waste for delignification, rapid hydrolysis, and enhanced biogas production: A review. J. Indian Chem. Soc. 2021, 98, 100147. [Google Scholar] [CrossRef]
- Tabussam, T.; Farhan, S.; Muhammad, I.; Muhammad, U.A.; Faqir, M.A.; Muhammad, A.; Huma, B.U.A.; Muhammad, S.; Tanweer, A.G.; Shahzad, H. Biochemical characterization of wheat straw cell wall with special reference to bioactive profile. Int. J. Food Prop. 2018, 21, 1303–1310. [Google Scholar]
- Tsapekos, P.; Kougias, P.G.; Vasileiou, S.A.; Treu, L.; Campanaro, S.; Lyberatos, G.; Angelidaki, I. Bioaugmentation with hydrolytic microbes to improve the anaerobic biodegradability of lignocellulosic agricultural residues. Bioresour. Technol. 2017, 234, 350–359. [Google Scholar] [CrossRef]
- Nguyen, V.K.; Chaudhary, D.K.; Dahal, R.H.; Trinh, N.H.; Kim, J.; Chang, S.W.; Hong, Y.; La, D.D.; Nguyen, X.G.; Ngo, H.H.; Chung, W.J.; Nguyen, D.D. Review on pretreatment techniques to improve anaerobic digestion of sewage sludge. Fuel. 2021, 285, 119105. [Google Scholar] [CrossRef]
- Swain, M.R.; Singh, A.; Sharma, A.K.; Tulli, D.K. Bioethanol Production from Food Crops. Ray, R.C., Ramachandran, S., Eds.; Academic Press, 2019; Chapter 11; p. 213. [Google Scholar]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105. [Google Scholar] [CrossRef]
- Kamusoko, R.; Jingura, R.M.; Parawira, W.; Chikwambi, Z. Characterization of lignocellulosic crop residues for potential biogas production in Zimbabwe. Biofuels Bioprod. Bioref. 2022, 16, 1165–1171. [Google Scholar] [CrossRef]
- Sambusiti, C. Physical, chemical and biological pretreatment to enhance biogas production from lignocellulosic substrates. PhD Thesis, Politecnico Di Milano, Milan, 2013. [Google Scholar]
- Kumar, S.; Paritosh, K.; Pareek, N.; Chawade, A.; Vivekanand, V. Deconstruction of major Indian cereal crop residues through chemical pre-treatment for improved biogas production: An overview. Renew. Sustain. Energy Rev. 2018, 90, 160–170. [Google Scholar] [CrossRef]
- Dar, R.A.; Parmar, M.; Dar, E.A.; Sani, R.K.; Phutela, U.G. Biomethanation of agricultural residues: Potential, limitations and possible solutions. Renew. Sustain. Energy Rev. 2021, 135, 110217. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pre-treatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 2014, 42, 3. [Google Scholar] [CrossRef]
- Scholes, C.A. Advances in carbon capture: Methods, Technologies and Applications; Rahimpour, M.R., Farsi, M., Makarem, M.A., Eds.; Woodhead Publishing, 2020; Chapter 16; p. 357. [Google Scholar]
- Ariunbaatar, J.; Panico, A.; Esposito, G.; Pirozzi, F.; Lens, P.N.L. Pre-treatment methods to enhance anaerobic digestion of organic solid waste. Appl. Energy. 2014, 123, 143–156. [Google Scholar] [CrossRef]
- Prasad, S.; Rathore, D.; Singh, A. Recent advances in biogas production. Chem. Eng. Process Techniq. 2017, 3, 1038. [Google Scholar]
- Raju, C.S.; Ward, A.J.; Nielsen, L.; Moller, H.B. Comparison of near infra-red spectroscopy, neutral detergent fibre assay and in-vitro organic matter digestibility assay for rapid determination of the biochemical methane potential of meadow grasses. Bioresour. Technol. 2011, 102, 7835–7839. [Google Scholar] [CrossRef] [PubMed]
- Lopez-Davila, E.; Hernandez, J.J.; Gonzalez, L.M.L.; Cardoso, E.L.B.; Amarante, E.B.; Velazquez, L.M.C.; Romero-Romero, O. Biochemical methane potential of agro-wastes as a renewable source alternative for electrical energy production in Cuba. Cienc. Tecnol. Agropecuaria. 2022, 23, e1890. [Google Scholar] [CrossRef]
- Ozbayram, E.G.; Kleinsteuber, S.; Nikolausz, M.; Ince, B.; Ince, O. Effect of bioaugmentation by cellulolytic bacteria enriched from sheep rumen on methane production from wheat straw. Anaerobe 2017, 46, 122–130. [Google Scholar] [CrossRef]
- Sukhesh, M.J.; Rao, P.V. Anaerobic digestion of crop residues: Technological developments and environmental impact in the Indian context. Biocatal. Agric. Biotechnol. 2018, 16, 513–528. [Google Scholar] [CrossRef]
- Liu, X.; Zicari, S.M.; Liu, G.; Li, Y.; Zhang, R. Pre-treatment of wheat straw with potassium hydroxide for increasing enzymatic and microbial degradability. Bioresour. Technol. 2015, 185, 150–157. [Google Scholar] [CrossRef]
- Ferreira, L.C.; Donoso-Bravo, A.; Nilsen, P.J.; Fdz-Polanco, F.; Perez-Elvira, S.I. Influence of thermal pretreatment on the biochemical methane potential of wheat straw. Bioresour. Technol. 2013, 143, 251–257. [Google Scholar] [CrossRef] [PubMed]
- Zdeb, M. Anaerobic digestion of wheat straw pre-treated with soaking in water and alkali medium. J. Ecol. Eng. 2021, 22, 246–254. [Google Scholar] [CrossRef]
- Moset, V.; Xavier, C.; de Almeida, N.; Feng, L.; Wahid, R.; Møller, H.B. Combined low thermal alkali addition and mechanical pre-treatment to improve biogas yield from wheat straw. J. Clean. Prod. 2018, 172, 1391–1398. [Google Scholar] [CrossRef]
- Rajput, A.A.; Zeshan; Hassan, M. Enhancing biogas production through co-digestion and thermal pretreatment of wheat straw and sunflower meal. Renew. Energy. 2021, 168, 1–10. [Google Scholar] [CrossRef]
- Romero-Güiza, M.S.; Wahid, R.; Hernández, V.; Møller, H.; Fernandez, B. Improvement of wheat straw anaerobic digestion through alkali pre-treatment: Carbohydrates bioavailability evaluation and economic feasibility. Sci. Total Environ. 2017, 595, 651–695. [Google Scholar] [CrossRef]
- Sahay, S. Handbook of Biofuels; Sahay, S., Ed.; Academic Press, 2022; Chapter 10; p. 207. [Google Scholar]
- Yan, L.; Gao, Y.; Wang, Y.; Liu, Q.; Sun, Z.; Fu, B.; Wen, X.; Cui, Z.; Wang, W. Diversity of a mesophilic lignocellulolytic microbial consortium which is useful for enhancement of biogas production. Bioresour. Technol. 2012, 111, 49–54. [Google Scholar] [CrossRef] [PubMed]
- Moodley, P.; Trois, C. Applied Biotechnology Reviews, Sustainable Biofuels: Opportunities and Challenges; Ray, R.C., Ed.; Academic Press, 2021; Chapter 2; p. 21. [Google Scholar]
- Rodriguez, C.; Alaswad, A.; Benyounis, K.Y.; Olabi, A.G. Pre-treatment techniques used for biogas production from grass. Renew. Sustain. Energy Rev. 2016, 68, 1193–1204. [Google Scholar] [CrossRef]
- Dell’Omo, P.P; Spena, V.A. Mechanical pre-treatment of lignocellulosic biomass to improve biogas production: Comparison of results for giant reed and wheat straw. Energy. 2020, 203, 117798. [Google Scholar] [CrossRef]
- Dell’Omo, P.; Froscia, S.L. Enhancing anaerobic digestion of wheat straw through multistage milling. Model. Measur. Control C. 2018, 79, 127–132. [Google Scholar] [CrossRef]
- Yu, Q.; Liu, R.; Li, K.; Ma, R. A review of crop straw pretreatment methods for biogas production by anaerobic digestion in China. Renew. Sustain. Energy Rev. 2019, 107, 51–58. [Google Scholar] [CrossRef]
- Bolado-Rodriguez, S.; Toquero, C.; Martin-Juarez, J.; Travaini, R.; Garcia-Encina, P.A. Effect of thermal, acid, alkaline and alkaline-peroxide pre-treatments on the biochemical methane potential and kinetics of the anaerobic digestion of wheat straw and sugarcane bagasse. Bioresour. Technol. 2016, 201, 182–190. [Google Scholar] [CrossRef]
- Abdul-Wahab, S.A.; En, S.C.F.; Elkamel, A.; Ahmadi, L.; Yetilmezsoy, K. A review of standards and guidelines set by international bodies for the parameters of indoor air quality. Atmos. Pollut. Res. 2015, 6, 751–67. [Google Scholar] [CrossRef]
- Jackowiak, D.; Bassard, D.; Pauss, A.; Ribeiro, T. Optimization of a microwave pre-treatment of wheat straw for methane production. Bioresour. Technol. 2011, 102, 6750–6756. [Google Scholar] [CrossRef]
- Jain, S.; Jain, S.; Wolf, I.T.; Lee, J.; Tong, Y.W. A comprehensive review on operating parameters and different pre-treatment technologies for anaerobic digestion of municipal solid waste. Renew. Sustain. Energy Rev. 2015, 52, 142–154. [Google Scholar] [CrossRef]
- Korai, R.M.; Wachemo, A.C.; Yue, L.; Jaffar, M.; Li, Z.; Shahbaz, M.; Yuana, H.; Li, X. Effect of ultrasonic application during KOH pre-treatment and anaerobic process on digestion performance of wheat straw. RSC Adv. 2020, 10, 9290. [Google Scholar] [CrossRef] [PubMed]
- Gallegos, D.; Wedwitschka, H.; Moeller, L.; Zehnsdorf, A.; Stinner, W. Effect of particle size reduction and ensiling fermentation on biogas formation and silage quality of wheat straw. Bioresour. Technol. 2017, 245, 216–224. [Google Scholar] [CrossRef] [PubMed]
- Sapci, Z. The effect of microwave pre-treatment on biogas production from agricultural straws. Bioresour. Technol. 2013, 128, 487–494. [Google Scholar] [CrossRef]
- Patil, P.N.; Gogate, P.R.; Csoka, L.; Dregelyi-Kiss, A.; Horvath, M. Intensification of biogas production using pre-treatment based on hydrodynamic cavitation. Ultrason. Sonochem. 2016, 30, 79–86. [Google Scholar] [CrossRef] [PubMed]
- Ouahabi, Y.R.; Bensadok, K.; Ouahabi, A. Optimization of the biomethane production process by anaerobic digestion of wheat straw using chemical pre-treatments coupled with ultrasonic disintegration. Sustainability. 2021, 13, 7202. [Google Scholar] [CrossRef]
- Chandra, R.; Takeuchi, H.; Hasegawa, T.; Kumar, R. Improving biodegradability and biogas production of wheat straw substrates using sodium hydroxide and hydrothermal pre-treatments. Energy. 2012, 3, 273–282. [Google Scholar] [CrossRef]
- Taherdanak, M.; Zilouei, H.; Karimi, K. The influence of dilute sulfuric acid pre-treatment on biogas production form wheat plant. Int. J. Green Energy. 2016, 13, 1129–1134. [Google Scholar] [CrossRef]
- Mancini, G.; Papirio, S.; Lens, P.N.L.; Esposito, G. Increased biogas production from wheat straw by chemical pre-treatments. Renew. Energy. 2018, 119, 608–614. [Google Scholar] [CrossRef]
- Aiwas, M.; Alvarado-Morales, M.; Tsapekos, P.; Gulfraz, M.; Angelidaki, I. TiO2 assisted photo-oxidative pre-treatment of wheat straw for biogas production. Abstract for Biogas Science, Szeged, Hungary, 2016.
- Akhand, M; Blancas, A.M. Optimization of NMMO pre-treatment of straw for enhanced biogas production. MSc Thesis, University of Boras, Boras, 2012.
- Jankovicova, B.; Hutnan, M.; Czolderova, M.N.; Hencelova, K.; Imreova, Z. Comparison of acid and alkali pre-treatment of lignocellulosic materials for biogas production. Plant Soil Environ. 2022, 68, 195–204. [Google Scholar] [CrossRef]
- Simioni, T.; Agustini, C.B.; Dettmer, A.; Gutterres, M. Enhancement of biogas production by anaerobic co-digestion of leather waste with raw and pre-treated wheat straw. Energy. 2022, 253, 124051. [Google Scholar] [CrossRef]
- Yang, D.; Pang, Y.; Yuan, H.; Chen, S.; Ma, J.; Yu, L.; Li, X. Enhancing biogas production from anaerobically digested wheat straw through ammonia pre-treatment. Chinese J. Chem. Eng. 2014, 22, 576–582. [Google Scholar] [CrossRef]
- Vasmara, C.; Cianchetta, S.; Marchetti, R.; Galletti, S. Biogas production from wheat straw pre-treated with hydrolytic enzymes or sodium hydroxide. Environ. Eng. Manag. J. 2017, 16, 1827–1835. [Google Scholar] [CrossRef]
- Reilly, M.; Dinsdale, R.; Guwy, A. Enhanced biomethane potential from wheat straw by low temperature alkaline calcium hydroxide pre-treatment. Bioresour. Technol. 2015, 189, 258–265. [Google Scholar] [CrossRef]
- Hjorth, M.; Gränitz, K.; Adamsen, A.P.S.; Møller, H.B. Extrusion as a pre-treatment to increase biogas production. Bioresour.Technol. 2011, 102, 4989–4994. [Google Scholar] [CrossRef]
- Chen, G.; Cao, H.; Zhao, C.; Zhang, W.; Zheng, J.; Wang, E. A comparative study of the effects of extrusion on lignocellullose structure and biogas production from wheat straw and digested wheat straw. Bioenergy Res. 2022, 16, 1939–1949. [Google Scholar] [CrossRef]
- Wahid, R.; Hjorth, M.; Kristensen, S.; Møller, H.B. Extrusion as pre-treatment for boosting methane production: Effect of screw configurations. Energy Fuel. 2015, 29, 4030–4037. [Google Scholar] [CrossRef]
- Ziegler-Devin, S.; Chrusciel, L.; Brosse, N. Steam explosion pre-treatment oflignocellulosic biomass: A mini-review of theoretical and experimental approaches. Front. Chem. 2021, 9, 705358. [Google Scholar] [CrossRef]
- Kaldis, F.; Cysneiros, D.; Day, J.; Karatzas, K.G.; Chatzzifragkou, A. Anaerobic digestion of steam-exploded wheat straw and co-digestion strategies for enhanced biogas production. Appl. Sci. 2020, 10, 8284. [Google Scholar] [CrossRef]
- Risberg, K.; Sun, L.; Leven, T.; Horn, S.J.; Schnurer, A. Biogas production from wheat straw and manure – Impact of pre-treatment and processing parameters. Bioresour. Technol. 2013, 149, 232–237. [Google Scholar] [CrossRef]
- Theuretzbacher, F.; Lizasoain, J.; Lefever, C.; Saylor, M.K.; Enguidanos, R.; Weran, N.; Gronauer, A.; Bauer, A. Steam explosion pre-treatment of wheat straw to improve methane yields: Investigation of degradation kinetics of structural compounds during anaerobic digestion. Bioresour. Technol. 2015, 179, 299–305. [Google Scholar] [CrossRef] [PubMed]
- Rahmani, A.M.; Tyagi, V.K.; Gunjyal, N.; Kazmi, A.A.; Ojha, C.S.P.; Moustakas, K. Hydrothermal and thermal-alkali pretreatments of wheat straw: Codigestion, substrate solubilization, biogas yield and kinetic study. Environ. Res. 2023, 216, 114436. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Hu, J.; Shen, F.; Huang, M.; Zhao, L.; Zou, J.; Tian, D.; Jiang, Q.; Zeng, Y. Turning hydrothermal pre-treatment severity of wheat straw to match energy application scenarios. Ind. Crops Prod. 2022, 176, 114326. [Google Scholar] [CrossRef]
- Rajput, A.A.; Visvanathan, C. Effect of thermal pre-treatment on chemical composition, physical structure and biogas production kinetics of wheat straw. J. Environ. Manage. 2018, 221, 45–52. [Google Scholar] [CrossRef]
- Perez-Pimienta, J.A.; Toro, E.E.R.; Amezquita-Garcia, H.J.; Escamilla-Alvarado, C. Applied Biotechnology Reviews, Sustainable Biofuels, Ray, R.C., Ed.; Academic Press, 2021; Chapter 5. 101–130.
- Rouches, E.; Escudié, R.; Latrille, E.; Carrère, H. Solid-state anaerobic digestion of wheat straw: Impact of S/I ratio and pilot-scale fungal pre-treatment. Waste Manag. 2019, 85, 464–476. [Google Scholar] [CrossRef]
- Yadav, M.; Singh, A.; Balan, V.; Pareek, N.; Vivekanand, V. Biological treatment of lignocellulosic biomass by Chaetomium globosporum: Process derivation and improved biogas production. Int. J. Biol. Macromol. 2019, 128, 176–183. [Google Scholar] [CrossRef]
- Kainthola, J.; Podder, A.; Fechner, M.; Goel, R. An overview of fungal pre-treatment processes for anaerobic digestion: Applications, bottlenecks and future needs. Bioresour. Technol. 2021, 321, 124397. [Google Scholar] [CrossRef]
- Barati, B.; Zafar, F.F.; Rupani, P.F.; Wang, S. Bacterial pre-treatment of microalgae and the potential of novel nature hydrolytic sources. Environ Technol. Innov. 2021, 21, 101362. [Google Scholar] [CrossRef]
- Xu, W.; Fu, S.; Yang, Z.; Lu, J.; Guo, R. Improved methane production from maize straw by micro-aerobic pre-treatment with pure bacteria system. Bioresour. Technol. 2018, 259, 18–23. [Google Scholar] [CrossRef] [PubMed]
- Zhong, C.; Wang, C.; Wang, F.; Jia, H.; Wei, P.; Zhao, Y. Enhanced biogas production from wheat straw with the application of synergistic microbium consortium pre-treatment. RSC Adv. 2016, 6, 60187. [Google Scholar] [CrossRef]
- Kong, X.P.; Du, J.; Ye, X.; Xi, Y.; Jin, H.; Zhang, M.; Guo, D. Enhanced methane production from wheat straw with the assistance from lignocellulolytic microbial consortium TC-5. Bioresour. Technol. 2018, 263, 33–39. [Google Scholar] [CrossRef] [PubMed]
- Gaudino, E.C.; Grillo, G.; Tabasso, S.; Stevanato, L.; Gravotto, G.; Marjamaa, K.; Pihlajaniemi, V.; Koivula, A.; Aro, N.; Uusitalo, J.; Ropponen, J.; Kuutti, L.; Kivinen, P.; Kanerva, H.; Arshanitsa, A.; Jashina, L.; Jurkjane, V.; Andersone, A.; Dreyer, T.; Schories, G. Optimization of ultrasound pre-treatment and enzymatic hydrolysis of wheat straw: From lab to semi-industrial scale. J. Clean. Prod. 2022, 380, 134897. [Google Scholar] [CrossRef]
- Kovács, E.; Szűcs, C.; Farkas, A.; Szuhaj, M.; Maróti, G.; Bagi, Z.; Rákhely, G.; Kovács, K.L. Pre-treatment of lignocellulosic biogas substrates by filamentous fungi. J. Biotechnol. 2022, 360, 160–170. [Google Scholar] [CrossRef]
- Carrasco, E.D.H. A combined biological pre-treatment of wheat straw using native wood-rotting fungi for improving its biodegradability. PhD Thesis, Universidad De La Frontera, Temmuco, 2017. [Google Scholar]
- Shah, T.A.; Ulla, R. Pre-treatment of wheat straw with ligninolytic fungi for increased biogas productivity. Int. J. Environ. Sci. Technol. 2019, 16, 7497–7508. [Google Scholar] [CrossRef]
- Schroyen, M.; Vervaeren, H.; Vandepitte, H.; Van Hulle, S.W.H.; Raes, K. Effect of enzymatic pre-treatment of various lignocellulosic substrates on production of phenolic compounds and biomethane potential. Bioresour. Technol. 2015, 192, 696–702. [Google Scholar] [CrossRef]
- Rowan, M.; Umenweke, G.C.; Epelle, E.I.; Afolabi, I.C.; Okoye, P.U.; Gunes, B.; Okolie, J.A. Anaerobic co-digestion of food waste and agricultural residues: An overview of feedstock properties and the impact of biochar addition. Digit. Chem. Eng. 2022, 4, 100046. [Google Scholar] [CrossRef]
- Siddique, Md.N.I.; Ab. Wahid, Z. Achievements and perspectives of anaerobic co-digestion: A review. J. Clean. Prod. 2018, 194, 359–371. [Google Scholar] [CrossRef]
- Rahmani, A.M.; Tyagi, V.K.; Ahmed, B.; Kazmi, A.A.; Ojha, C.S.P.; Singh, R. Critical insights into anaerobic co-digestion of wheat straw with food waste and cattle manure: Synergistic effects on biogas yield and kinetic modeling. Environ. Res. 2022, 212, 113382. [Google Scholar] [CrossRef]
- Wang, G.; Gavala, H.N.; Skiadas, I.V.; Ahring, B.K. Wet explosion of wheat straw and co-digestion with swine manure: Effect on methane productivity. Waste Manag. 2009, 29, 2830–2835. [Google Scholar] [CrossRef]
- Chu, L.; Li, Y.; Feng, Y.; Yang, G. Characteristics of co-digestion of pig dung and wheat straw in various ratios. Trans. Chin. Soc. Agric. Mach. 2011, 42, 100–104. [Google Scholar]
- Esposito, G.; Liotta, F.; Frunzo, L.; Panico, A.; Giordano, A.; Pirozzi, F. Anaerobic co-digestion of organic wastes. Rev. Environ. Sci. Biotechnol. 2012, 11, 325–341. [Google Scholar] [CrossRef]
- Pan, S.; Tsai, C.; Liu, C.; Wang, S.; Kim, H.; Fan, C. Anaerobic co-digestion of agricultural wastes toward circular bioeconomy. iScience. 2021, 24, 102704. [Google Scholar] [CrossRef]
- Kaldis, F. Steam explosion as pre-treatment method to improve biogas production from wheat straw. PhD Thesis. The University of Reading, 2020.
- Xi, Y.; Liu, Y.; Ye, X.; Du, J.; Kong, X.; Guo, D.; Xiao, Q. Enhanced anaerobic biogas production from wheat straw by herbal-extraction process residues supplementation. Front. Bioengin. Biotechnol. 2021, 9, 623594. [Google Scholar] [CrossRef]
- Wu, X.; Yao, W.; Zhu, J.; Miller, C. Biogas and CH4 productivity by co-digesting swine manure with three crop residues as an external carbon source. Bioresour. Technol. 2010, 101, 4042–4047. [Google Scholar] [CrossRef] [PubMed]
- Harsha, G.; Maurya, N.S. Liquid state anaerobic co-digestion of cattle manure and wheat straw at various mix ratios for optimal biogas production. Orient. J. Chem. 2022, 38, 777–784. [Google Scholar] [CrossRef]
- Meraj, S.; Liaquat, R.; Naqvi, S.R.; Sheikh, Z.; Zainab, A.; Khoja, A.H.; Juchelkova, D.; Atabani, A. Enhanced methane production from anaerobic co-digestion of wheat straw rice straw and sugarcane bagasse: A kinetic analysis. Appl. Sci. 2021, 11, 6069. [Google Scholar] [CrossRef]
Figure 1.
Lignocellulosic structure of wheat straw [24].
Figure 1.
Lignocellulosic structure of wheat straw [24].
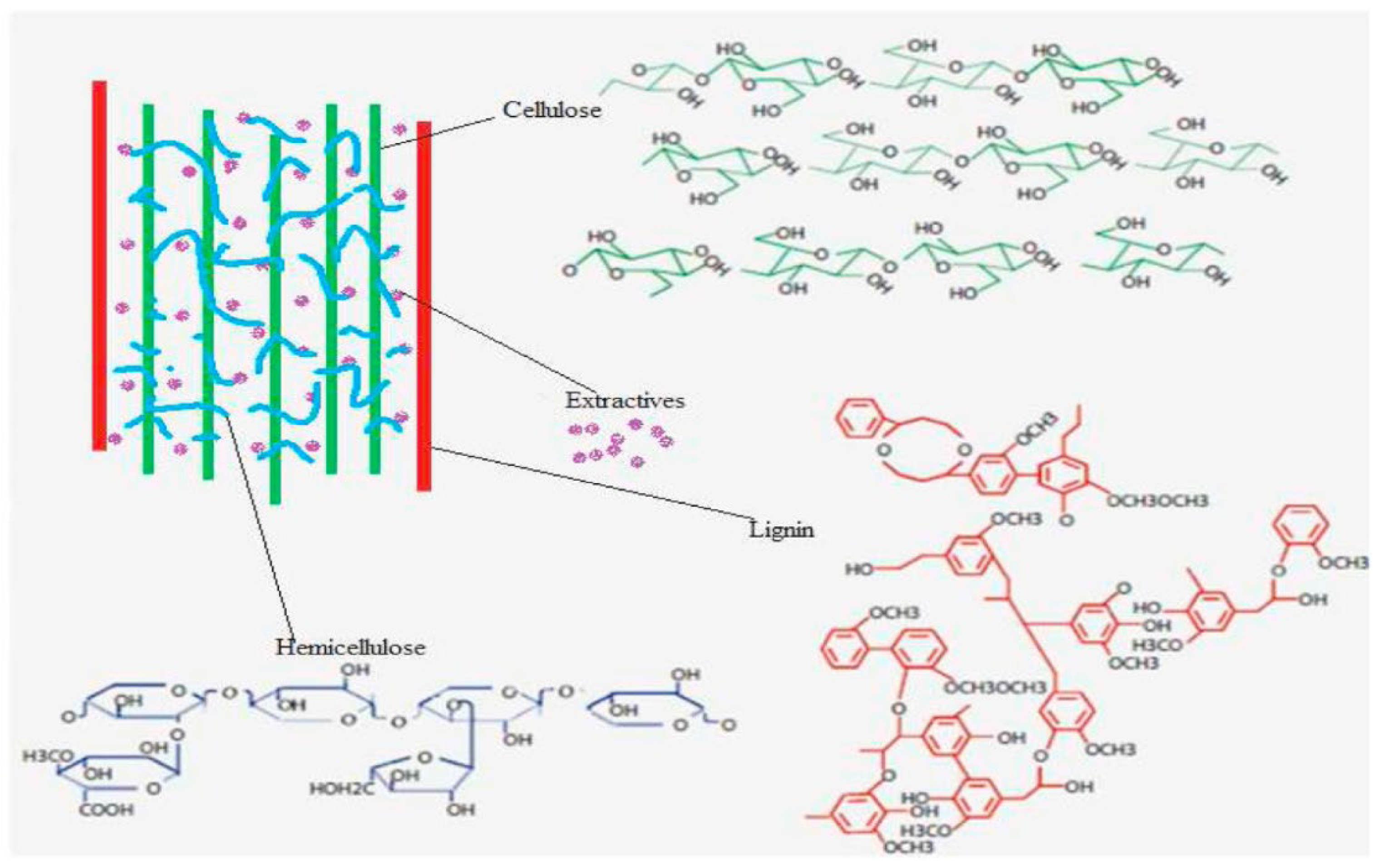
Figure 2.
Flow diagram of the anaerobic digestion process.
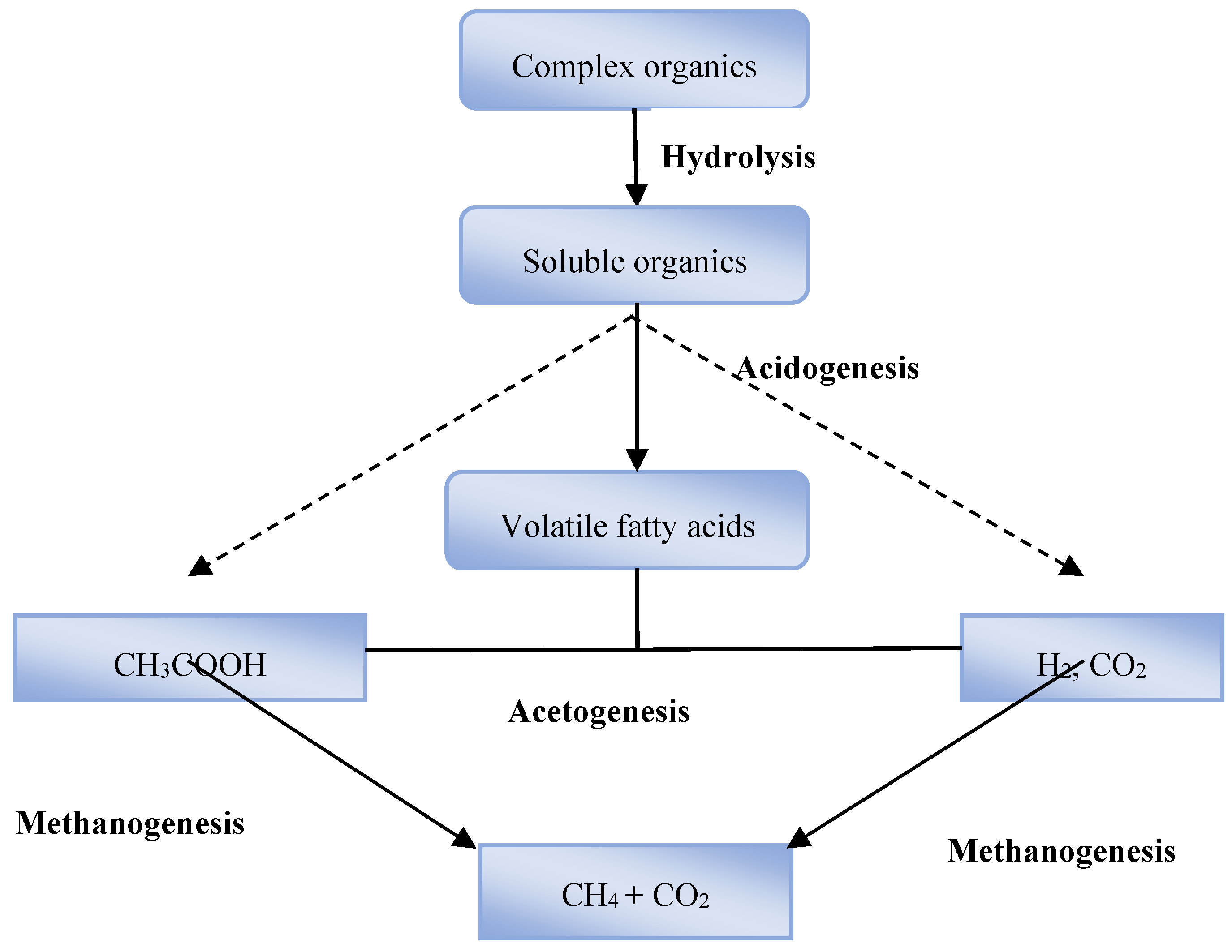
Figure 3.
Pre-treatment methods for enhanced anaerobic digestion of wheat straw.
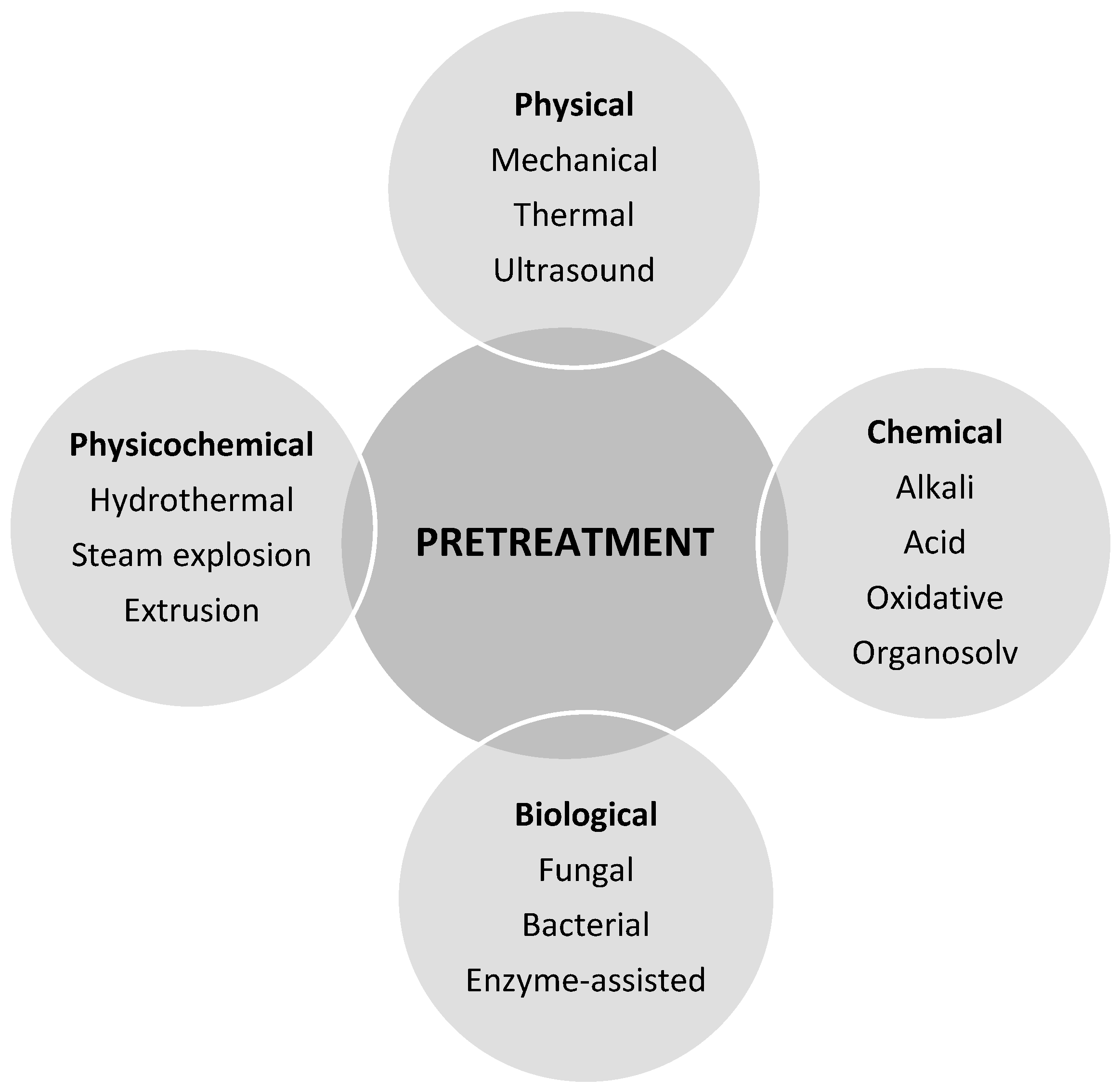
Figure 4.
Microbial pre-treatment of polymeric plant biomass [11].
Figure 4.
Microbial pre-treatment of polymeric plant biomass [11].
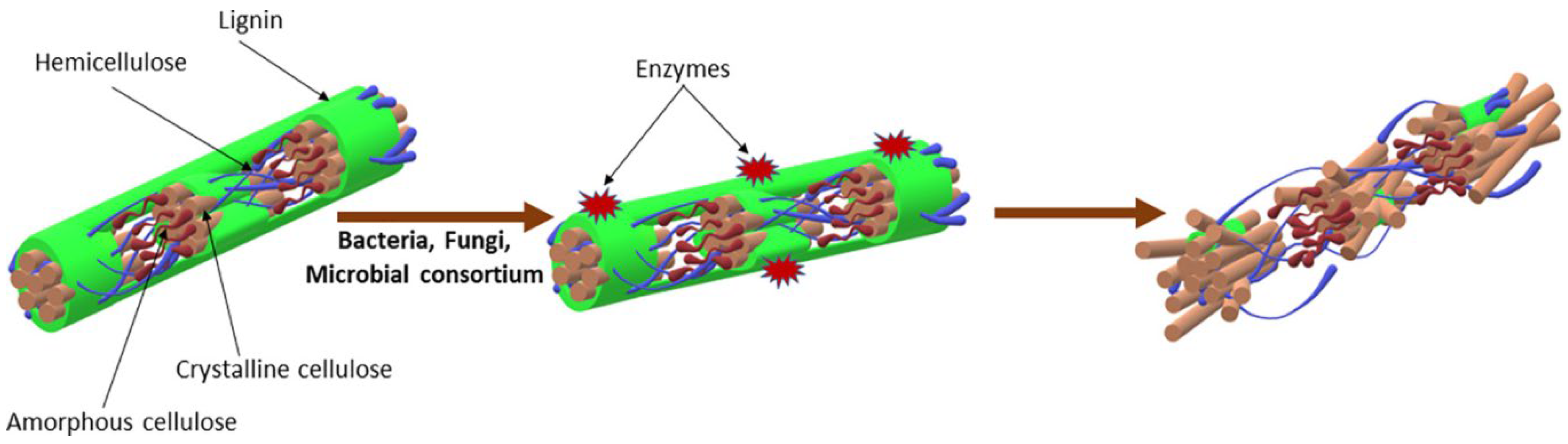
Table 1.
The annual potential of wheat straw in South Africa.
| Province | Quantity (Million t yr-1) |
|---|---|
| Western Cape | 0.002 |
| Northern Cape | 0.385 |
| Free State | 0.009 |
| Eastern Cape | 0.003 |
| KwaZulu Natal | 0.025 |
| Mpumalanga | 0.019 |
| Limpopo | 0.099 |
| Gauteng | 0.005 |
| North West | 0.055 |
| Source: [3] |
Table 2.
Cellulose, hemicelluloses and lignin composition of various wheat straw materials.
| Cellulose (%) | Hemicelluloses (%) | Lignin (%) | Reference |
|---|---|---|---|
| 30-55 | 18-37 | 10-30 | [1] |
| 35-45 | 20-30 | 8-15 | [25] |
| 33-40 | 20-25 | 15-20 | [28] |
| 30-40 | 20-30 | 15-20 | [4] |
| 35-39 | 23-30 | 12-16 | [29] |
| 35-38 | 20-28 | 16-24 | [30] |
| 27-42 | 11-27 | 14-21 | [31] |
| 30-49 | 22-34 | 7-22 | [32] |
| 30-40 | 20-25 | 20-25 | [20] |
| 35-50 | 15-25 | 10-15 | [33] |
Table 3.
Biomethane potential of wheat straw residues
| Country | Inoculum | Reactor conditions | BMP (mL g VS-1) | Reference |
|---|---|---|---|---|
| Spain | Activated sludge | 2 L borosilicate glass, 35ºC, 45 d | 233 | [4] |
| USA | Inoculum from food waste thermophilic digester | 1 L anaerobic reactors, 50ºC, 25 d | 179 | [42] |
| Spain | Mixed sludge from municipal wastewater treatment plant | 2 L borosilicate glass, 35ºC, 40 d | 226 | [43] |
| Denmark | Co-digested mixture of animal manure and ethanol wastes | 337 mL glass bottles, thermophilic conditions | 221 | [26] |
| Germany | Inoculum from pilot plant treating cow manure and maize silage | Automated Methane Potential Testing System II, 37ºC, 30 d | 154 | [40] |
| Poland | Digested sewage sludge from wastewater treatment plant | 2 L glass bioreactors, 37ºC, 40 d | 339 | [44] |
| Denmark | Sludge from wastewater treatment plant digester | 500 mL bottles, 37ºC, 35 d, stirring at 150 rpm | 237 | [14] |
| Denmark | Inoculum from mesophilic anaerobic digester | 500 mL bottles, 35ºC, 96 d | 217 | [45] |
| Pakistan | Digested manure | 300 mL serum bottles, 35ºC, 45 d | 365 | [46] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



