Submitted:
19 September 2024
Posted:
19 September 2024
You are already at the latest version
Abstract
The aerospace industry has made extensive use of titanium alloy material due to its exceptional qualities, which include high strength, low weight, and resistance to corrosion. However, these qualities also pose challenges for the material's processing. This paper examines the Ti6Al4V milling endmills coating. First, an analysis is done on the solubility of Ti and Si elements. It is discovered that W and Co elements are far more soluble in Ti than Si and Zr elements, which can effectively stop element diffusion. Next, the base's composition was planned. It was discovered that when the amount of Al increased, the base's surface roughness increased while its hardness and elastic modulus decreased. The binding force between the substrate and the base was greater at 50: 50 Ti:Al ratio. TiSiN and TiSiN/ZrN functional layer properties are examined. When Zr is added to TiSiN/ZrN coating, it improves the coating's hardness and elastic modulus, increases density, and decreases surface roughness and friction coefficient when compared to TiSiN coating. Lastly, an analysis of the initial and intermediate tool wear was done using the Ti6Al4V milling experiment. It was discovered that adding Zr element could successfully extend the tool's cutting life by preventing adhesive wear.
Keywords:
coating
; endmills
; milling
; cemented carbide
; Ti6Al4V
1. Introduction
Titanium alloy has the advantages of high specific strength, excellent corrosion resistance, strength retention at high temperatures and good biological adaptability. It has been widely used in various industries such as aerospace and biomedical engineering. Titanium alloys can be divided into α-phase or near-α-phase, α+β-phase, and β-phase or near-β-phase according to different microstructures. Among them, Ti6Al4V is the most widely used α+β phase titanium alloy and has excellent comprehensive properties. However, these excellent properties also bring difficulties to its processing. With the development of metal cutting technology, more efficient, environmentally friendly, and cost-saving cutting methods are increasingly favored by people. Among them, the coating can not only effectively inhibit the occurrence of mechanical wear, adhesive wear, diffusion wear, oxidation wear and other phenomena, but also reduce the friction coefficient and delay temperature diffusion. Ultimately, long-lasting, efficient, and high-quality processing is achieved. Therefore, the research on coating becomes particularly important. At present, the research on coating technology mainly focuses on physical vapor deposition (PVD) coating and chemical vapor deposition (CVD) coating, which have developed from single layer to multi-layer and even composite coating. The coating thickness is also increasing from micron scale to nano scale development. Coating material research includes binary TiN, TiC coatings, ternary TiCN, TiAlN coatings, and multi-component Cr series, Zr series, B series, Ta series, diamond, diamond-like coatings, etc.
Regarding the research on titanium alloy cutting tool coating materials, Jawaid et al. used the PVD method to coat with TiN coating and process TC4 [1]. They found that the adhesive wear of the rake face caused the coating to delaminate and peel off. They also found that frictional wear and diffusion wear. The hardness and oxidation resistance of TiN coatings increase with the addition of Al element [2,3]. In high-speed, high-efficiency machining, the oxidation resistance temperature of TiAlN coatings is still too low (<800℃), which restricts the applications of cutting tools. [4]. An et al. used CVD and PVD methods to coat the surface of milling inserts with Ti(C, N)/Al2O3/TiN and (Ti, Al)N/TiN coatings respectively and used them to process Ti-6242S and Ti-555 [5]. For titanium alloys, it was found that adhesive wear and diffusion wear occurred during processing of coated tools, and PVD-(Ti, Al)N/TiN coated tools have the longest processing life. Kuram et al. used PVD method to coat single-layer TiCN, AlTiN, TiAlN materials and double-layer TiCN/TiN, AlTiN/TiN materials on the surface of cemented carbide tools and conducted TC4 high-speed milling tests to analyze the relationship between coating materials and number of layers [6]. Influence of tool life, it is found that friction, peeling, and adhesive wear mainly occur on the flank surface of the tool, accompanied by the generation of mechanical cracks. Coating peeling, adhesive wear, and pit wear mainly occur on the rake surface. The coating can effectively reduce the wear rate of the tool. Multi-layer coatings prepared by PVD method will delaminate during processing, which reduces the wear resistance of the tool. The single-layer TiCN coating has higher hardness, lower wear rate and excellent surface quality. Yi et al. added B and Ta elements to the traditional AlTiN coating material, and the coating doped with rare metals improved the hardness, oxidation resistance and bonding strength of the tool surface [7]. Niu et al. found that the choice of coating technology is mainly affected by the material being processed. PVD-coated TiN/TiAlN tools are more suitable for milling TC6 and TC17. In the processing of TC11 titanium alloy, CVD-coated TiN/Al2O3/TiCN tool performance is even better [8,9]. Biksa et al. used (Al, Ti)N-WN, (Al, Ti)N-MoN, (Al, Ti)N-CrN, (Al, Ti)N-VN, and (Al, Ti)N-NbN coatings when processing Ti6Al4V alloy. It was found that (Al, Ti)N-VN coated tools have the highest tool life parameters and the best wear mechanism [10].
In the research on the coating of endmills for titanium alloy processing, the application of TiCN and TiCrN coatings prepared by PVD technology is relatively mature, but people's pursuit of tool performance is persistent. Research on new coating technologies for titanium alloy cutting, Srinivasan et al. used hot filament chemical vapor deposition (HF-CVD) technology to coat a double-layer diamond coating on the carbide insert substrate to enable the tool to exert excellent cutting performance in Ti6Al4V cutting [11]. Thepsonthi et al. coated the surface of micro endmills with cBN coating. Compared with uncoated endmills, the coated tools achieved lower cutting temperatures and lower wear rates in the cutting of Ti6Al4V [12]. Caliskan et al. coated the cemented carbide milling inserts base with a TiAlN coating and then attached aCN diamond-like carbon (DLC) coating on it. The results showed that the aCN/TiAlN coated tool has better adhesion, lower friction coefficient, resulting in smoother surface processing quality and longer cutting life [13]. Volosova et al. used PVD method to coat TiN-Al/TiN, TiN-AlTiN/SiN and CrTiN-AlTiN-AlTiCrN/SiN nanocomposite coatings on cemented carbide endmills, and conducted Ti6Al4V milling experiments, CrTiN-AlTiN -AlTiCrN/SiN nanocomposite coating tools have better wear resistance and can obtain longer cutting life [14].
Traditional coatings such as AlCrN coating, TiN+Al2O3 coating, TiC+Al2O3 coating, etc. have been maturely used in titanium alloy cutting. However, with the improvement of machine tool performance, traditional coatings can no longer meet the processing needs, and Si-based and Zr-based coatings have high hardness, high heat resistance and good elastic-plastic characteristics. These properties are particularly important under high-temperature intermittent processing conditions. However, at present, it is still difficult to obtain accurate information on the affinity of the Ti and Al element content of the substrate layer to the base coating layer, especially the affinity under high temperature conditions. The interaction mechanism between the Si-based and Zr-based functional layers and titanium alloys is still a hot topic in research. This article prepared TiAlN/TiSiN and TiAlN/TiSiN/ZrN coatings. Si-based coating is represented by TiAlN/TiSiN, and Zr-based coating is represented by TiAlN/TiSiN/ZrN. First, the TiAlN base layer was analyzed to obtain the effect of different Ti: Al ratios on the bonding force. Then, functional layer coating was performed based on the optimal base layer and analyzed to obtain Si-based and Zr-based coatings. The mechanical properties and oxidation resistance were analyzed, and the mechanical properties were analyzed; Finally, the influence of different coatings on the cutting performance of the tool was verified through cutting experiments to obtain the optimal coating structure for titanium alloy milling.
2. Diffusion Based on Thermodynamic Solution Theory
2.1. Thermodynamic Solution Theory
Gibbs free energy, also known as free enthalpy or free energy, refers to the part of the internal energy reduced by the system that can be converted into external work in a certain thermodynamic process, as shown in Equation (1)
 Where G represents the Gibbs free energy (J/mol), U is the internal energy (J/mol), p is the pressure (Pa), V is the volume (mm3), T is the temperature (K), and S represents the entropy (J/(mol·K))
Where G represents the Gibbs free energy (J/mol), U is the internal energy (J/mol), p is the pressure (Pa), V is the volume (mm3), T is the temperature (K), and S represents the entropy (J/(mol·K))
ΔG represents a change in the free energy and it is used to evaluate whether a reaction or change can occur spontaneously under constant temperature and pressure conditions. When ΔG < 0, the process can occur spontaneously, when ΔG = 0, the process is in balance, and when ΔG > 0, the process cannot be spontaneous.
Assuming that the tool material is AxByCz, the free energy generated by the tool material can be expressed by Equation (2).

In Equation (2), ΔGAxByCz is the free energy
generated when the tool material AxByCz
dissolves between the tool and the workpiece at a certain temperature.
(i
= A, B, C) represents the relative partial molar free
energy of the solid solution formed by elements in the tool material and the
workpiece. Equation (3) can be obtained from the laws of thermodynamics:
 where (i = A,
B, C) represents the excess free energy in the solid solution
formed by elements in the tool material and the workpiece, Ci (i = A,
B, C) is the dissolved concentration of tool elements in the
workpiece, and R is the gas constant, which is approximately equal to
8.314 J/K.
where (i = A,
B, C) represents the excess free energy in the solid solution
formed by elements in the tool material and the workpiece, Ci (i = A,
B, C) is the dissolved concentration of tool elements in the
workpiece, and R is the gas constant, which is approximately equal to
8.314 J/K.
By integrating Equations (2) and (3), the solubility of the available tool material in the workpiece can be obtained, as shown in Equation (4):
In Equation (4), CAxByCz represents the
solubility of the tool material in the workpiece, M and N can be
expressed by M = x ln x + y ln y+z ln z and
N = x + y + z. It
was found that M = 0 and N = 2 for WC material. In addition, is the excess free
energy formed by the W and C elements after contact with the Ti6Al4V.
Therefore, can
be expressed by Equation (5):

The solubility of the tool material in titanium alloy can be obtained by knowing the free energy of the tool material at different temperatures and the excess free energy of the component elements of the tool material forming a solid solution in the workpiece material.
2.2. Solubility Calculation of Base Materials in Titanium
Tungsten cobalt cemented carbide cutting tools are mainly composed of WC, and the free energy generated by WC at different temperatures is obtained according to Gibbs free energy function method, as shown in Table 1.
The components of tungsten cobalt cemented carbide tools are mainly composed of W, C and Co elements. At 1200K, the solubility of C in Ti is about 0.95%, and the free energy generated by WC material is -35307J [15]. By substituting the above data into Equation (4), the excess free energy 57606J of element C formed in the titanium alloy workpiece is obtained, as shown in Equation (6).
At 1000K, the solubility of W in Ti is 28%, and the free energy generated by WC at this temperature is -35777J [16]. By substituting the above data into Equation (4), the excess free energy formed by W element in titanium alloy workpiece is -10376J, as shown in Equation (7).
By substituting and , the excess free
energy of WC material in titanium alloy is 47230J. Substitute the above formula
into Equation (4), the solubility of WC in Ti, as shown in Equation (7), and
obtain the solubility of WC in Ti at different temperatures, as shown in Table 2.
The solubility of Co element in Ti can be obtained directly from the binary alloy phase diagram of Co and Ti, as shown in Figure 1. Table 3 is the solubility of Co in Ti at different temperatures, with the increase of temperature, the solubility of Co in Ti also increases.
When the dissolution-diffusion phenomenon occurs in the cutting process, the hardness of the tool material will be reduced, resulting in insufficient anti-wear damage performance of the tool, resulting in premature failure of the tool. By analyzing the dissolution-diffusion mechanism in cutting, the anti-wear damage of the tool can be effectively improved. We will find that the solubility of WC grain and Co element in titanium alloy increases with the increase of temperature, and the diffusion capacity of Co element is better than that of WC grain.
2.3. Solubility Calculation of Coating Materials in Titanium
In order to improve the performance of the tool, it is necessary to carry out coating treatment on the surface of the tool. In the cutting process, the coating elements are first in contact with the processed material. With the extension of the processing time, the coating is peeled off, exposing the cemented carbide substrate, and then the cemented carbide material participates in cutting. The coating materials studied in this paper are mainly Si and Zr element. Firstly, the diffusion between Si element and Ti element is analyzed, and Si atoms react with Ti to produce Ti-Si compounds at the interface. From a thermodynamic perspective, these four Ti-Si compounds can be formed spontaneously [19], as shown in Table 4.
In the temperature range of 953K to 1053K, the reaction in Table 4 can be spontaneous to produce Ti-Si binary compounds. Comparing the data in Table 4 and Table 1, it can be found that at the same temperature, the free energy generated by Si element is much lower than that of WC grain, too low free energy will lead to the reduction of solubility, and Si element can effectively prevent the dissolution and diffusion of Ti-Si during processing.
According to the research of Bhanumurthy and Kirkendall [20] , the interface and displacement degree with the original interface, elemental dissolution and diffusion occur between Zr element and Ti element under the condition of 1173K, and the solubility of Zr element in Ti is 1.41×10-11%, which is much lower than the solubility of WC in Ti. It can effectively prevent the dissolution and diffusion of Ti-Zr elements.
3. Experimental Introduction
3.1. Coating Experiment
The main targets used in this paper are TiAl alloy target, TiSi alloy target and Zr target. Among them, the TiAl alloy target and Zr target were prepared by vacuum melting with a purity of 99.9%, and the TiSi alloy target was prepared by crystal growth with a purity of 99.99%. The target used in the experiment was a circular target with a diameter of 160mm and was cooled by water circulation.
The endmills was used WC-Co-0.1Re cemented carbide produced by Jiangsu Tiangong Cemented Carbide Technology Co., Ltd. According to the testing requirements, the substrate is cut by 12mm and 6mm diameter round rods, and the finished size is 12mm×2mm and 6mm×5mm original plate. The substrate is mechanically ground and polished before coating. And clean 5 minutes in ultrasonic cleaning machine containing ethanol.
In this experiment, INNOVENTA Kila coating furnace was used to prepare the tool coating by multi-arc ion plating method. The coating furnace could install 4 groups of 160mm diameter targets at the same time, with 2 pieces in each group and 8 sets of arc power supplies, and 8 targets could work together. The sample loading position and turntable speed are adjustable, and the sample can rotate while the turntable rotates to ensure the uniformity of the coated film. Using heating tube and plasma heating, the maximum operating temperature can reach 800℃.
Principle of multi-arc ion coating as shown in Figure 2. The internal structure of the coating experimental equipment is shown in Figure 2a, and the basic principle of the coating experiment is shown in Figure 2b. The working process can be divided into five stages: vacuum-pumping, heating, etching, coating and cooling. Firstly, the cranial cavity of the coating furnace was vacuumed by a three-stage vacuum pump, including a first-stage rotary vane pump and a pre-stage pump of a two-stage roots pump. The front pump pumps pressure from atmospheric pressure to 0.1mbar. The three-stage pump adopts molecular pump, which uses high-speed rotating turbine blades to continuously exert directional momentum and compression on the extracted gas molecules to expel the gas, and its working pressure needs to be lower than 0.1mbar pre-pressure. The process of the coating requires a vacuum degree of 10-4mbar, which can ensure the stability of the coating. Subsequently, the cranial cavity is heated by electric tubes and plasma. The heating of electric tubes is mainly carried out by the principle of thermal effect of resistance, and the heaters are evenly distributed in the upper or lower part of each arc source. When the plasma is heated, high-intensity current is passed into the filament in the ion chamber, and the hot electron ionization excited by the filament is passed into the argon gas in the ion chamber to form a plasma beam. The electron beam moves down at a high speed under the attraction of the anode of the workpiece, exciting the hydrogen in the reaction chamber, causing a large number of particles to impact the surface of the workpiece, and the ionization, impact, recombination and annihilation of high-density particles generate a large amount of heat. Play a heating effect. Then, etching is carried out. Argon plasma is formed by ionizing argon gas. The positively charged argon ions in the plasma accelerate in the electric field generated by the biased power supply, and impact the substrate of the tool at a high speed to remove the oxide layer on the surface of the substrate and increase the binding force of the coating. Finally, entering the coating stage, the arc discharge is triggered by the arc triggering device, the evaporation source of the target is used as the cathode, and the arc discharge is carried out under 10KV pulse high voltage, so that the target evaporates and ionizes, forming a space plasma to deposit and coat the tool. After the coating is finished, the nitrogen valve is opened, and nitrogen is filled to the set pressure of about 800mbar. After the furnace body is cooled to 200℃, the exhaust gas is released to finish the coating of the product.
3.2. Milling Experiment
TiAlN/TiSiN and TiAlN/TiSiN/ZrN coated cemented carbide endmills were prepared. The geometric parameters of the endmills was shown in Table 5. Milling experiment was shown in Figure 3. The milling experiment was carried out by CAMPIOCNV-900 high-speed machine, and water-based emulsion was used to cool. Milling experimental parameters as shown in Table 6.
4. Results and Discussion
4.1. Base Structure and Morphology
TiAlN coatings with different Al content were prepared by using Ti: Al atomic ratios of 60: 40, 50: 50 and 40: 60 targets, respectively. EDS results showed that the coatings were Ti0.48Al0.52N, Ti0.45Al0.55N and Ti0.35Al0.65N, respectively. It can be seen that the content of Al in the coating is slightly higher than in the target, because when the target is bombarded by an arc, the high temperature causes the evaporation of Al and Ti elements, and the melting point of Al is lower than Ti, resulting in the evaporation rate of Ti is slightly lower than that of Al. XRD of TiAlN coating with different contents is shown in Figure 4. The Ti0.48Al0.52N and Ti0.45Al0.55N coatings mainly have (111) optimally grown B1-NaCl face-centered cubic structure at 37.1°. When the atomic percentage of Al content increases to 65%, the (111) peak strength of the coating decreases, and the coating tends to grow randomly. This is because the added Al element changes the crystal face energy of each crystal face, while causing lattice distortion, resulting in distortion energy, resulting in a change in preferred growth. At the same time, the diffraction peak of WC substrate is detected in the coatings of Ti0.45Al0.55N and Ti0.35Al0.65N, which will lead to the decrease of the diffraction intensity of Ti0.48Al0.52N.
The SEM morphology of TiAlN coatings with different content is shown in Figure 5. It can be seen that with the increase of Al content, the particles on the surface of the coating become larger and the density decreases, and the shape of the particles changes from dense particles to large particles. The reason for the change of particle shape is mainly due to the hexagonal AlN structure generated in the coating changes the phase composition and grain orientation. With the increase of Al content, droplets and pores increase significantly, which will affect the coating quality.
Roughness is an important factor affecting the performance of the tool coating, too much roughness will lead to an increase in cutting force and cutting temperature, accelerate tool wear, reduce tool life and workpiece processing quality, the base layer as a transition layer between the functional layer and the substrate layer, surface roughness affects the binding force and performance of the coating, the surface morphology of different content TiAlN coating is shown in Figure 6. Surface roughness increases with the increase of Al content. When the atomic percentage of Al element is 52%, the surface roughness is the lowest about 0.123μm, and with the increase of Al content, the surface roughness increases rapidly. When the atomic percentage of Al element reaches 55%, the surface roughness is close to 0.15μm. The change of surface roughness is not obvious when the atomic percentage of Al element is 65%. The surface roughness increased by only 0.004μm to 0.154μm.
The cross-section morphology of TiAlN coating with different content is shown in Figure 7, and the bottom is the WC-Co cemented carbide substrate with a coating thickness of about 1μm. As shown in Figure 7a, TiAlN coating has an undense columnar or fibrous structure. Compared with Figure 7b,c, the columnar or fibrous structure weakens significantly with the increase of Al content. This is due to the increase of AlN content in the hexagonal wurtzite structure.
4.2. Mechanical Properties of Base Layer
The hardness and elastic modulus of the coating were measured by a nanoindentation instrument. The results are shown in Figure 8. It can be seen that the hardness of the TiAlN coating decreases with the increase of Al content, and the hardness is approximately proportional to the decreasing rate of the elastic modulus. When the Al atomic ratio content is the highest 65%, the hardness value of the coating is the lowest about 31.36GPa, mainly because the excessive content of Al element and N element combine at high temperature to form a hexagonal AlN binary compound with low hardness. This relatively low hardness of the base coating will lead to the decline of the overall hardness of the coating.
The hardness and elastic modulus of the coating can reveal the wear resistance of the tool, which is generally expressed by H3/E2, and the wear resistance of the coating increases with the increase of the H3/E2 value. Figure 9 shows the change curve of H3/E2 value of coatings with different Al content. With the decrease of Al content, H3/E2 values first increased and then decreased. Before failing, a coating with a small elastic modulus can tolerate more elastic deformation. The coating will last longer if more work completed by the outside world is absorbed. At the same time, when the elastic modulus of the coating and the substrate tends to be consistent, the binding strength of the coating and the substrate will be increased. It is known that the elastic modulus of WC-Co-0.1Re carbide is about 600GPa, and the Ti0.45Al0.55N substrate coating with a higher elastic modulus will give the tool higher wear resistance.
In addition to the hardness and H3/E2 value, the binding force between the coating and the substrate is also an important parameter to reflect the performance of the coating tool, and is an important indicator of the excellent performance of the coating. Due to the difference in thermal expansion coefficient, elastic modulus and crystal structure between the coating and the substrate, the interface between the coating and the substrate will produce a large stress, and the coating is easy to flake and fail under the action of stress in the cutting process. Scratch test is carried out on the surface of the coating with scratch length of 3mm and linear termination load of 200N. When the scratch enters the peeling area from the sliding area, the critical load applied is the binding force of the coating. The influence of different contents of TiAlN on the binding force of the coating is shown in Figure 10, the critical load increases first and then decreases with the increase of Al content. The results show that the binding force of the coating increases first and then decreases with the increase of Al content. When the Al atomic content is 55%, the binding force of the coating is the highest, which is 118.53N.
The scratch morphology of TiAlN coatings with different content is shown in Figure 11. By observing the scratch morphology, it can be found that the Ti0.45Al0.55N coating in Figure 11b has the longest sliding area, which is about 1.9mm. The sliding area first increases and then decreases, and at the end of the scratch, an obvious peeling phenomenon can be found.
4.3. Structure and Morphology of Functional Layer
The SEM morphology of the coating surface of different functional layers is shown in Figure 12. There are droplets and pores on the coating surface. Compared with Figure 12a, the Zr-based coating in Figure 12b is denser. There are fewer surface pores and droplets, which is more conducive to the flow of chips through the rake face and ensures high-quality performance of the coating.
As shown in Figure 13, the cross-sectional SEM morphology of the coatings with different functional layers was found to contain droplets on the surface. The internal structure of the coating was observed. As shown in Figure 13a, the cross-sectional morphology of the Si coating. It can be divided into three parts, the cemented carbide substrate, the base layer and the functional layer. The coatings of the base layer and functional layer are uniform and dense without pores. As shown in Figure 13b, the morphology of the Zr-based coating is that the entire cross-section is divided into four parts, the cemented carbide substrate, the base layer, the functional layer and the lubricating layer. A layer of ZrN coating is deposited on the surface of the Si-based coating. The coating has a dense morphology, no pores inside, and a uniform film thickness. As shown in Figure 14, the ball-grinding morphology of coatings with different functional layers. As shown in Figure 14a, the thickness of TiAlN coating is about 1.27μm, the thickness of TiSiN coating is about 0.77μm and the total coating thickness is about 2.04μm. As shown in Figure 14b, the cross-sectional morphology of the Zr-based coating. The thickness of the TiAlN coating is about 1.71μm, the thickness of the TiSiN/ZrN coating is about 1.04μm and the total coating thickness is about 2.75μm. The thickness of the Si-based and the thickness of Zr-based coatings is similar. The cross-sectional morphology of the coating is good and the film thickness is uniform.
As shown in Figure 15, the EDS analysis of the cross-sections of different functional layers. As shown in Figure 15a, The EDS analysis of the Si-based coating shows that at a distance of 1.5 μm, the Al element content increases and the base coating starts to deposit at 3.2 μm. The content of Al elements decreases, the deposition of the functional layer begins, and the content of Si and Ti elements increases. The increase in the content of W element should be due to the Si element, because the electron energy peak of Si element is close to W element and cannot be accurately identified. To analyze the ball-grinding morphology of the Si coating, please refer to Figure 14. As shown in Figure 15b, the EDS analysis of the Zr-based coating shows that at 0.8μm, the Al element content increases and the base layer coating begins to be deposited. At 2.6μm, the Al element content decreases and the deposition of the functional layer begins, the Si element content increases and the TiSiN functional layer is deposited. When the deposition reaches 3.2μm, the Zr element content begins to increase, and the ZrN coating is performed, and the deposition is completed when the deposition reaches about 3.5μm.
The surface morphology of different functional layers is shown in Figure 16. As shown in Figure 16a, the surface roughness of the coating is 0.186μm. As shown in Figure 16b, the surface roughness of the coating is 0.129μm. , with the addition of Zr element, the surface quality of the coating can be improved and the surface roughness reduced. The coating surface with lower roughness is more conducive to the flow of chips through the rake face, delays heat transfer, reduces the friction heat generated by the friction between the chips and the rake face, hinders heat diffusion, improves the tool coating performance, and extends the cutting life of the tool.
4.4. Analysis of Mechanical Properties of Functional Layer
The hardness and elastic modulus of Si-based coating and Zr-based coating are shown in Figure 17. It can be seen that the hardness of Si-based coating is about 28.07GPa, the elastic modulus is about 384.17GPa, and the hardness of Zr-based coating is about 28.07GPa. It is about 30.34GPa, and the elastic modulus is about 424.48GPa. Addition of Zr element improves the compactness of the Si-based coating, resulting in an increase in hardness by 8.09% and an increase in elastic modulus by 9.65%.
The ratio of hardness to elastic modulus reflects the wear resistance of the coating, expressed as H3/E2. The wear resistance of the coating increases with the increase of the H3/E2 ratio. Si-based coating and Zr-based coating H3/E2 as shown in Figure 18. With the addition of Zr element, the H3/E2 ratio It increased from 0.15 to 0.16, indicating that the wear resistance of the coating has been further improved.
The critical load of Si-based coating and Zr-based coating is shown in Figure 19. The critical load indicates the bonding strength of the coating. It can be seen from the figure that the bonding strength of Si-based coating and Zr-based coating is equivalent. Among them, Si-based coating is slightly larger than the Zr-based coating.
Figure 20 shows the scratch morphology of the coating after the bonding force test. The total length of the scratch is 5mm, the loading speed is 100N/m, and the end load is 200N. As can be seen from the figure, there is no obvious peeling during the entire loading process. The surface quality of the Si-based coating is good in the early stage of scratching. As the load continues to increase, the scratch morphology of the Si-based coating peels off and cracks in the final stage. The scratch morphology of the Zr-based coating is good, indicating that the coating bonding strength is enhanced with the addition of Zr element.
4.5. Mechanical Property Analysis of Functional Layer
In order to study the friction reduction mechanism between Si and Zr functional layers and titanium alloys. Titanium alloy friction tests were conducted on coatings with different compositions. Ti6Al4V balls with a diameter of 5 mm were used to rub back and forth on the coating surface at a friction speed of 240 mm/min. The friction pressure is 10N and the friction time is about 30 minutes. The results are shown in Figure 21. It can be seen that in the early stage of friction, the friction coefficient fluctuates greatly, which is mainly affected by the surface quality of the coating. As the friction time increases, it enters a stable stage. The average friction coefficient of the Si-based coating is 0.315, and the average friction coefficient of the Zr-based coating is about 0.299. The friction coefficient of Zr-based coating is better than Si-based coating. This is mainly because adding Zr element to Si-based coating can improve the density of the coating and reduce the roughness of the coating surface, which is beneficial to the reduction of titanium alloy. The cutting force during cutting reduces the cutting heat generated by friction, protects the tool, and extends the cutting life.
SEM was used to observe the surface wear scar morphology after friction and wear between the Si-based coating, Zr-based coating and titanium alloy. The results are shown in Figure 22. From Figure 22a, it can be found that the Si-based coating surface bonding is obvious, and the main bonding areas are on the left and right sides of the friction area. Compared with Figure 22b, although the Zr-based coating has a lower friction coefficient, the coating peels off obviously and the peeling phenomenon is serious. This is due to the lubricating effect of the Zr element and the low hardness of the Zr-based coating. Peeling occurs during reciprocating friction.
EDS composition analysis was performed on the coating surface. The results are shown in Table 7. Observing point A, point B and point D, it can be seen that the adhesive is mainly composed of Ti and O elements. The increase of Ti element indicates that two coating materials are both bonded with titanium alloy. Observing point C, it can be found that the coating ingredients are intact and no bonding or peeling occurs. Comparing with point F and E, it can be found that the Zr element content is small and Si element appears, which indicates that the coating surface with Zr element peels off, exposing the harder Si element layer inside.
4.6. Analysis of Flank Wear in Milling Ti6Al4V with Different Coatings
After machining for 0.5 minutes, the tool surface was treated with air blowing, and the initial flank wear of the milling process was analyzed, as shown in Figure 23. From the figure, it can be found that there are some large particles of chips at the tool tip, and the flank wear area with coated in good condition. Friction occurs between the flank coating and the machined surface. The surface morphology of the coating changes, droplets and pores disappear, and the coating surface becomes smooth.
Surface scan was performed on the flank wear area, and the EDS analysis of coatings with different compositions after 0.5 minutes of processing as shown in Table 8. The analysis of point A revealed the existence of a small amount of V element. The V element mainly comes from Ti6Al4V, indicating that Ti6Al4V combines with the Si coating to form a smooth flank wear area; the analysis of point D found that a small amount of Si element exists, which shows that during the process, the Zr element in the TiSiN/ZrN coating slips off and the Si element is exposed, ensuring the hardness and wear resistance of the tool coating. When comparing point D with points E and F, it is found that the content of Ti element increases significantly. Indicating that the Ti element has diffused into the Zr-based coating. The occurrence of element diffusion will lead to a reduction in the hardness of the coating and reduce the performance of the tool coating.
After 88 minutes of processing, the mid-term flank wear of the milling process was analyzed, as shown in Figure 24. From the figure, it can be found that the flank surface is obviously stratified, and there are some chips at the tool tip. EDS analysis was performed on different areas of the flank surface. As shown in Table 9, when comparing points A and C, it can be found that the main element at the tool tip is Ti, and there is a small amount of V elements, indicating that adhesive wear occurs at the tool tip. Which however there are small amounts of W and Co elements at point C. It shows that the bonding phenomenon is weak and the cemented carbide substrate may be exposed. The addition of ZrN coating delays the occurrence of bonding wear. When comparing points B and D, elements V and W are detected at the same time, and element N is not detected, indicating that the hard metal substrate is exposed, the coating disappears, and element diffusion occurs between the substrate and the processed material. The analysis of point F shows that the main elements are Ti and V, indicating that this area is mainly bonded chips. Analysis of point E shows that there are also some Si elements in the Ti and V elements, indicating that the ZrN coating falls off and TiSiN begins to work. No large bonding area is found, indicating that ZrN effectively inhibits the occurrence of bonding phenomena during the cutting process; for G and H point analysis revealed the presence of Si, Zr and N elements, and no V element was detected, indicating the presence of the coating.
When Ti6Al4V is milled with cemented carbide endmills with different coatings, the flank wear value changes within the same period of time as shown in Figure 25. Within 88 minutes, the overall coating is in a stable wear stage, in which the Zr-coated flank surface The wear value is smaller than that of the Si-based coating, indicating that the Zr-based coating has better wear resistance and is more conducive to improving the cutting life of the tool.
5. Conclusion
This paper studies the coating for Ti6Al4V milling. First, the solubility between the functional layer coating elements and the Ti element is analyzed to verify the advantages of the coating material performance. Then, through the composition design of the base layer and functional layer, coatings with different compositions are obtained The influence of structure, morphology, mechanics and mechanical properties. Finally, the coating performance is verified through milling experiments. The main results are as follows:
- During the Ti6Al4V milling process, dissolution and diffusion phenomena easily occur between the tool substrate and the processed material under high temperature conditions, which will reduce the wear and damage resistance of the tool. Based on the thermodynamic solution theory, the dissolution and diffusion of Si and Zr element in Ti at different temperatures are analyzed. The solubility of Si element and Zr element in Ti was found to be much lower than the solubility of W element and Co element, which can effectively prevent the occurrence of element diffusion.
- Conduct research on base coatings with different Ti: Al ratios to obtain the proportion of Re-containing cemented carbide base coating elements. The surface roughness of the base layer increases with the increase of Al element content, and the hardness and elastic modulus increase with the increase of Al element. The Ti: Al ratio decreases with the increase of content. When the Ti: Al ratio is 50:50, there is a higher bonding force between the substrate and the base layer.
- Analyzing the performance of the functional layers TiSiN and TiSiN/ZrN, it was found that the addition of Zr element reduced the surface roughness of the coating. Compared with the TiSiN coating, the addition of Zr element to TiSiN/ZrN reduced the surface roughness of the coating and increased the density of the coating, the hardness and elastic modulus of the coating were improved. Friction and wear experiments were conducted with Ti6Al4V and it was found that the Zr-based coating obtained a lower friction coefficient.
- The tool was prepared for Ti6Al4V milling experiments and the initial and mid-term tool wear were analyzed. It was found that the addition of Zr element effectively suppressed the occurrence of bonding wear and effectively extended the cutting life of the tool.
References
- JAWAID A, SHARIF S, KOKSAL S. Evaluation of wear mechanisms of coated carbide tools when face milling titanium alloy[J]. Journal of Materials Processing Technology, 2000, 99(1-3): 266-274.
- C. Chim, X.Z. Ding, X.T. Zeng, S. Zhang, Oxidation resistance of TiN, CrN, TiAlN and CrAlN coatings deposited by lateral rotating cathode arc, Thin Solid Films 517 (2009) 4845–4849.
- H. Liu, J.X. Deng, H.B. Cui, Y.Y. Chen, J. Zhao, Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings, Int. J. Refract. Met. Hard 31 (2012) 82–88.
- Chen L, Paulitsch J, Du Y, et al. Thermal stability and oxidation resistance of Ti–Al–N coatings[J]. Surface and Coatings Technology, 2012, 206(11-12): 2954-2960.
- AN Qinglong, CHEN Jie, TAO Zhengrui, et al. Experimental investigation on tool wear characteristics of PVD and CVD coatings during face milling of Ti-6242S and Ti-555 titanium alloys[J]. International Journal of Refractory Metals and Hard Materials, 2020, 86: 105091.
- KURAM, E. The effect of monolayer TiCN-, AlTiN-, TiAlN-and two layers TiCN+ TiN-and AlTiN+ TiN-coated cutting tools on tool wear, cutting force, surface roughness and chip morphology during high-speed milling of Ti6Al4V titanium alloy[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2018, 232(7): 1273-1286.
- Yi J Y, Chen K H, Xu Y C, et al. Performance of AlTiBN and AlTiTaN coatings during milling of titanium[J]. Surface Engineering, 2019, 35(6): 501-506.
- NIU Qiulin, CHEN Ming, MING Weiwei, et al. Evaluation of the performance of coated carbide tools in face milling TC6 alloy under dry condition[J]. The International Journal of Advanced Manufacturing Technology, 2013, 64(5): 623-631.
- NIU Qiulin, AN Qinglong, CHEN Ming, et al. Wear mechanisms and performance of coated inserts during face milling of TC11 and TC17 alloys[J]. Machining Science and Technology, 2013, 17(3): 483-495.
- Biksa A, Yamamoto K, Dosbaeva G, et al. Wear behavior of adaptive nano-multilayered AlTiN/MexN PVD coatings during machining of aerospace alloys[J]. Tribology International, 2010, 43(8): 1491-1499.
- SRINIVASAN B, RAO M S R, RAO B C. On the development of a dual-layered diamond-coated tool for the effective machining of titanium Ti-6Al-4V alloy[J]. Journal of Physics D: Applied Physics, 2016, 50(1): 015302.
- THEPSONTHI T, OZEL T. Experimental and finite element simulation based investigations on micro-milling Ti-6Al-4V titanium alloy: Effects of cBN coating on tool wear[J]. Journal of Materials Processing Technology, 2013, 213(4): 532-542.
- CALISKAN H, KUCUKKOSE M. The effect of aCN/TiAlN coating on tool wear, cutting force, surface finish and chip morphology in face milling of Ti6Al4V superalloy[J]. International Journal of Refractory Metals and Hard Materials, 2015, 50: 304-312.
- VOLOSOVA M A, FYODOROV S V, OPLESHIN S, et al. Wear resistance and titanium adhesion of cathodic arc deposited multi-component coatings for carbide end mills at the trochoidal milling of titanium alloy[J]. Technologies, 2020, 8(3): 38.
- Zhang, Z.; Wang, Q. J.; Mo, W. Metallography and Heat Treatment of Titanium[M]. Metallurgical industry press, 2009.
- Fan, Y. H.; Hao, Z. P.; Zheng. M. L.; Sun, F. L.; Niu, S. L. Tool diffusion wear mechanism in high efficiency machining Ti6Al4V[C]//Key Engineering Materials. Trans Tech Publications Ltd, 2014, 579: 3-7.
- Wang, W. G.; Zhang, H. J.; Wang, Q. Z.; Ma, Z. Y.; Chen, L. Q. Effects of Carbide Inhibitor on Microstructures and Mechanical Properties of Ultrafine Grained Carbide Cement WC-2.5TiC-10Co[J]. Chinese Journal of Material Research, 2015, 29, 881-888. [CrossRef]
- Zhou, X. K.; Wang, K.; Li, C. S.; Wang, Q.; Wu, S.; Liu, J. X. Effect of ultrafine gradient cemented carbides substrate on the performance of coating tools for titanium alloy high speed cutting[J]. International Journal of Refractory Metals and Hard Materials, 2019, 84, 105024. [CrossRef]
- Liang Y J, Che Y C. Inorganic substances thermodynamic data handbook[J]. 1994.
- Bhanumurthy K, Laik A, Kale G B. Novel method of Evaluation of Diffusion coefficients in Ti-Zr system[C]//Defect and Diffusion Forum. Trans Tech Publications Ltd, 2008, 279: 53-62.
- Xuming Zha. Mechanical and cutting properties of bilayer and nano-multilayer[D]. Huaqiao University, 2020.
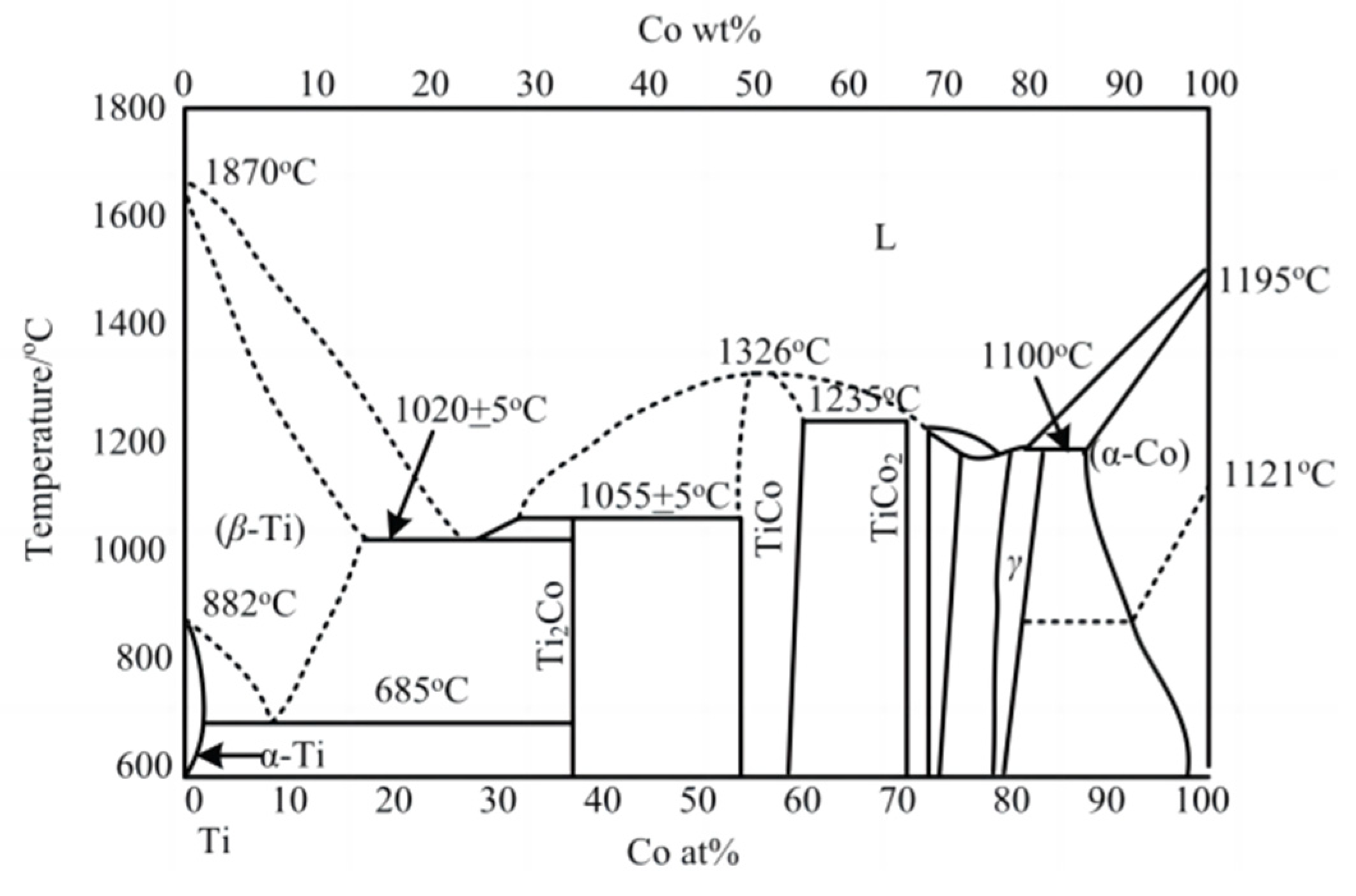
Figure 2.
Principle of multi-arc ion coating [21].
Figure 2.
Principle of multi-arc ion coating [21].
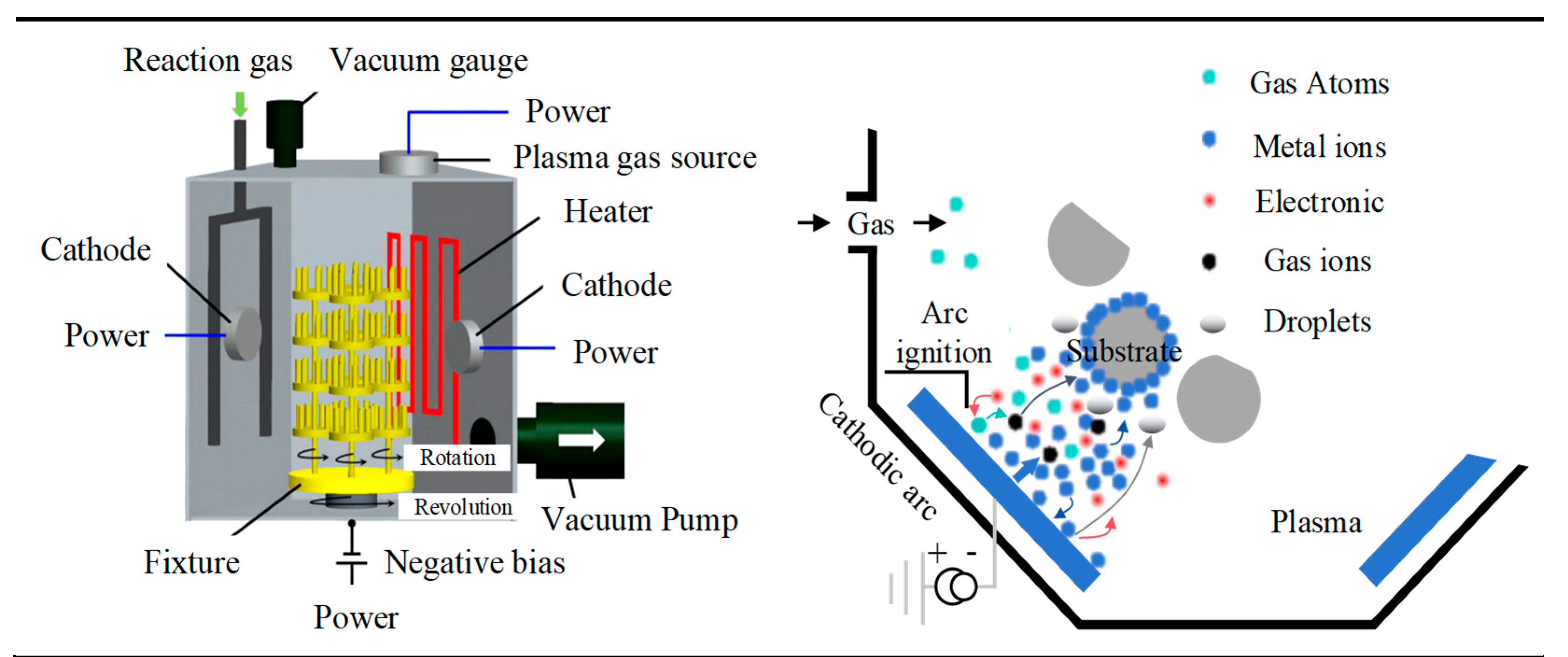

Figure 3.
Milling experiment.
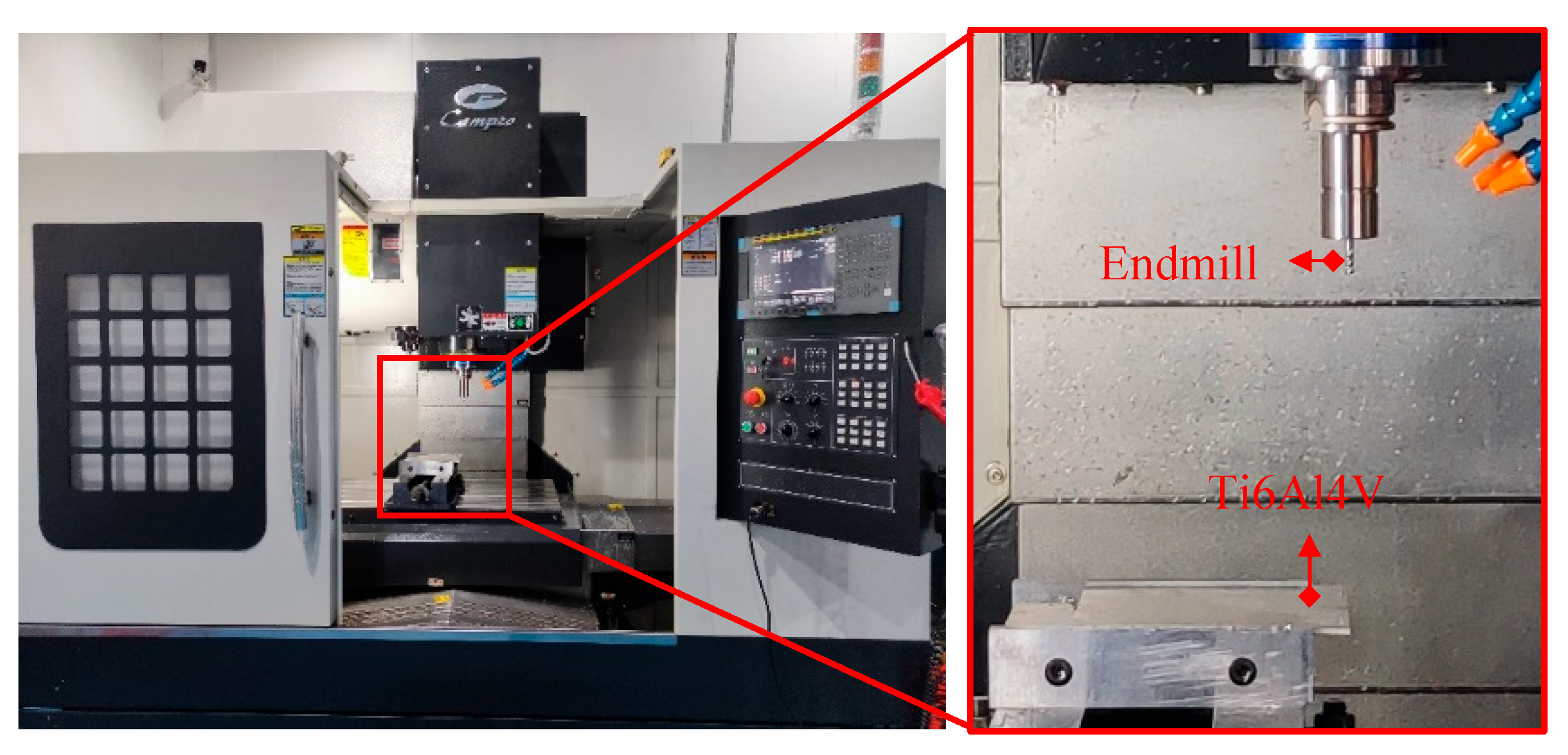
Figure 4.
XRD of TiAlN coating with different contents.
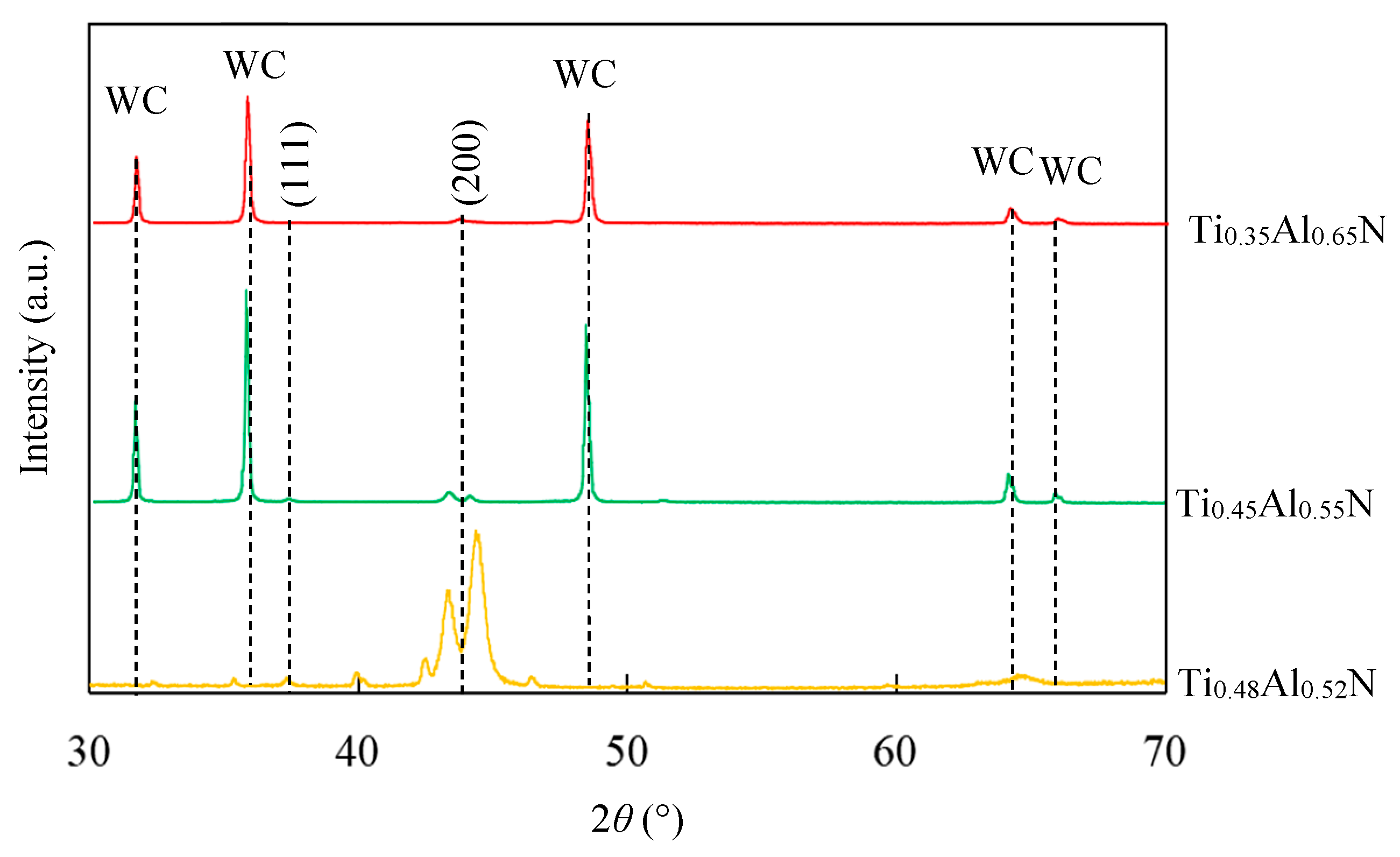
Figure 5.
SEM morphology of TiAlN coatings with different content.
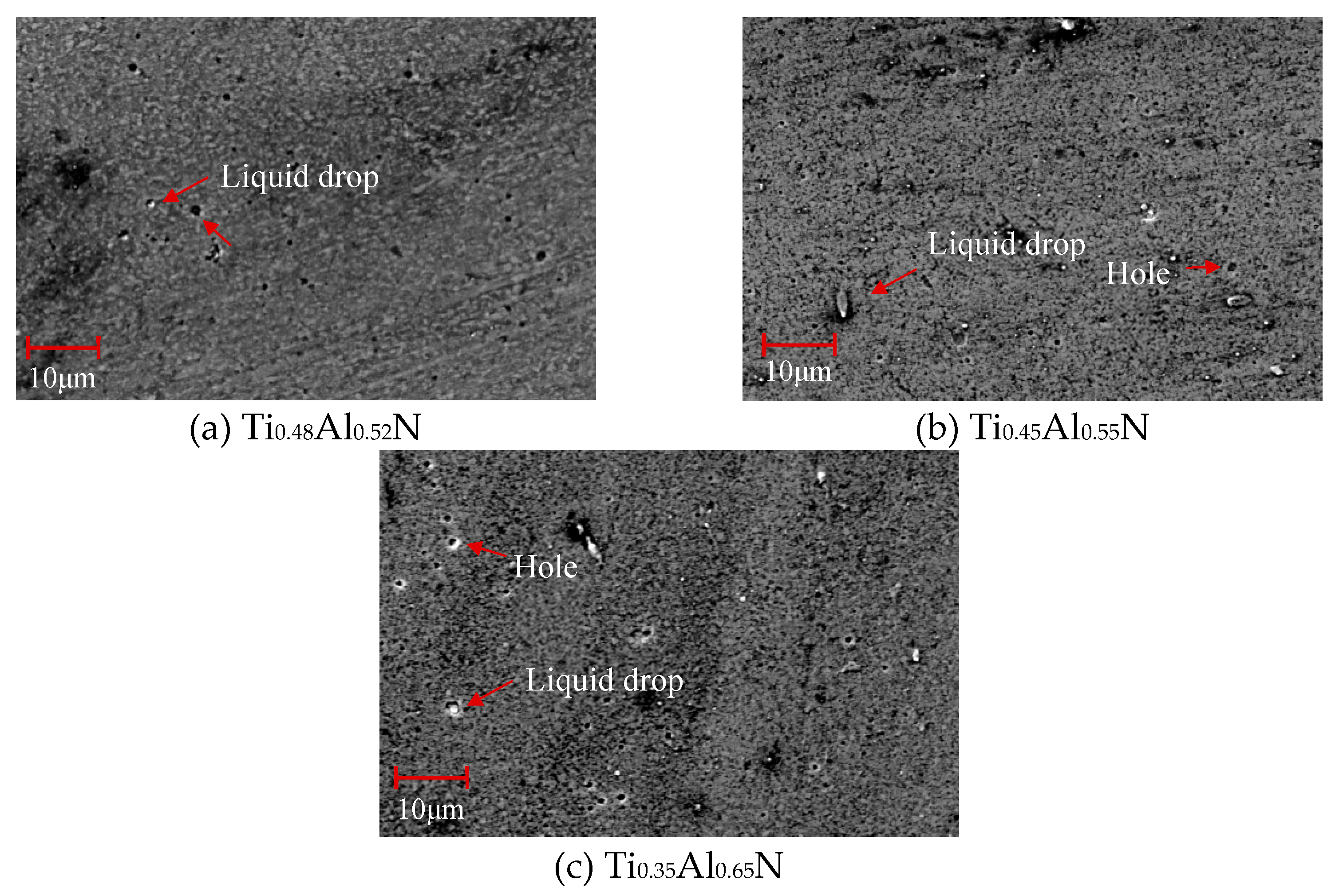
Figure 6.
Surface morphology of TiAlN coatings with different content.
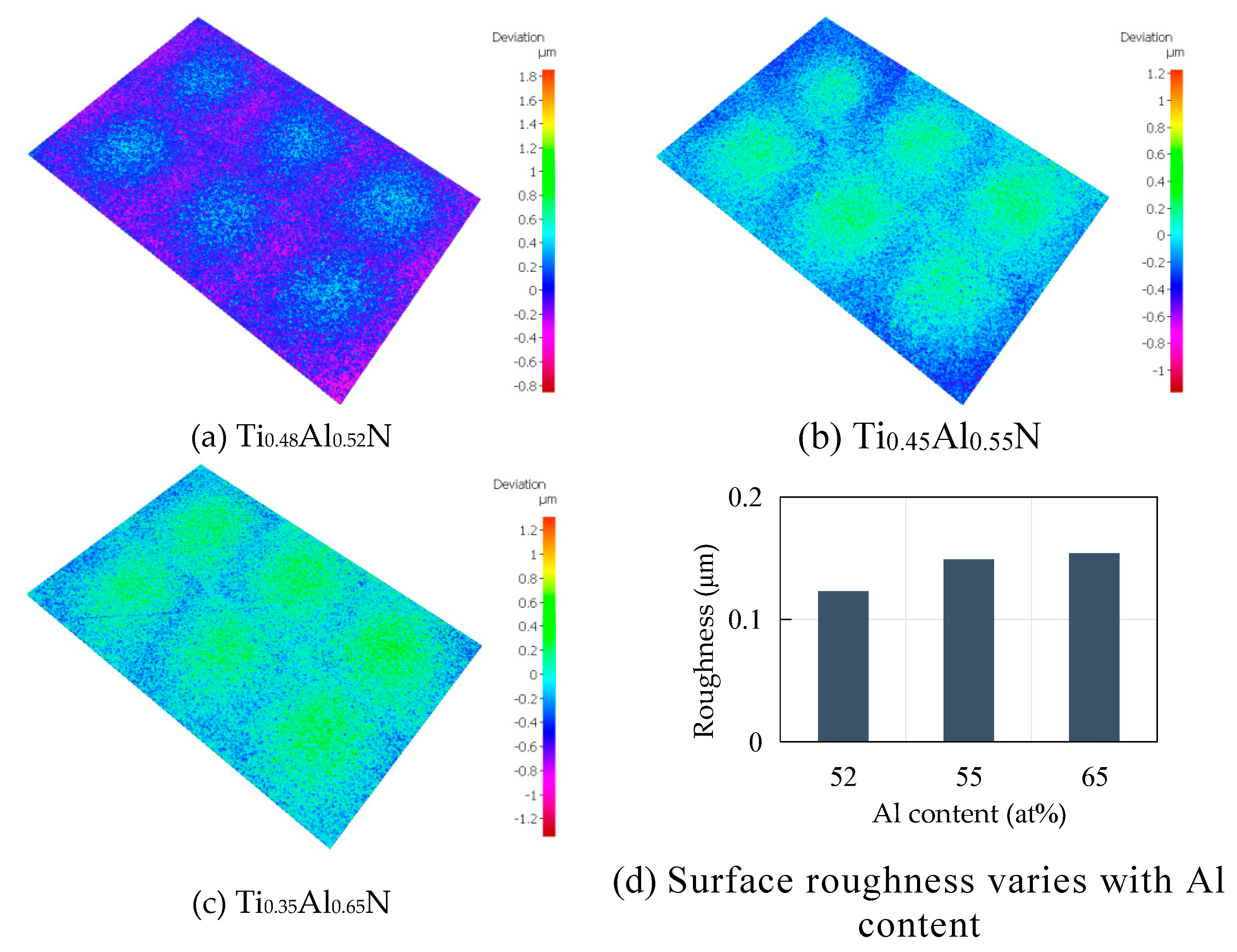
Figure 7.
Cross-section morphology of TiAlN coatings with different content.
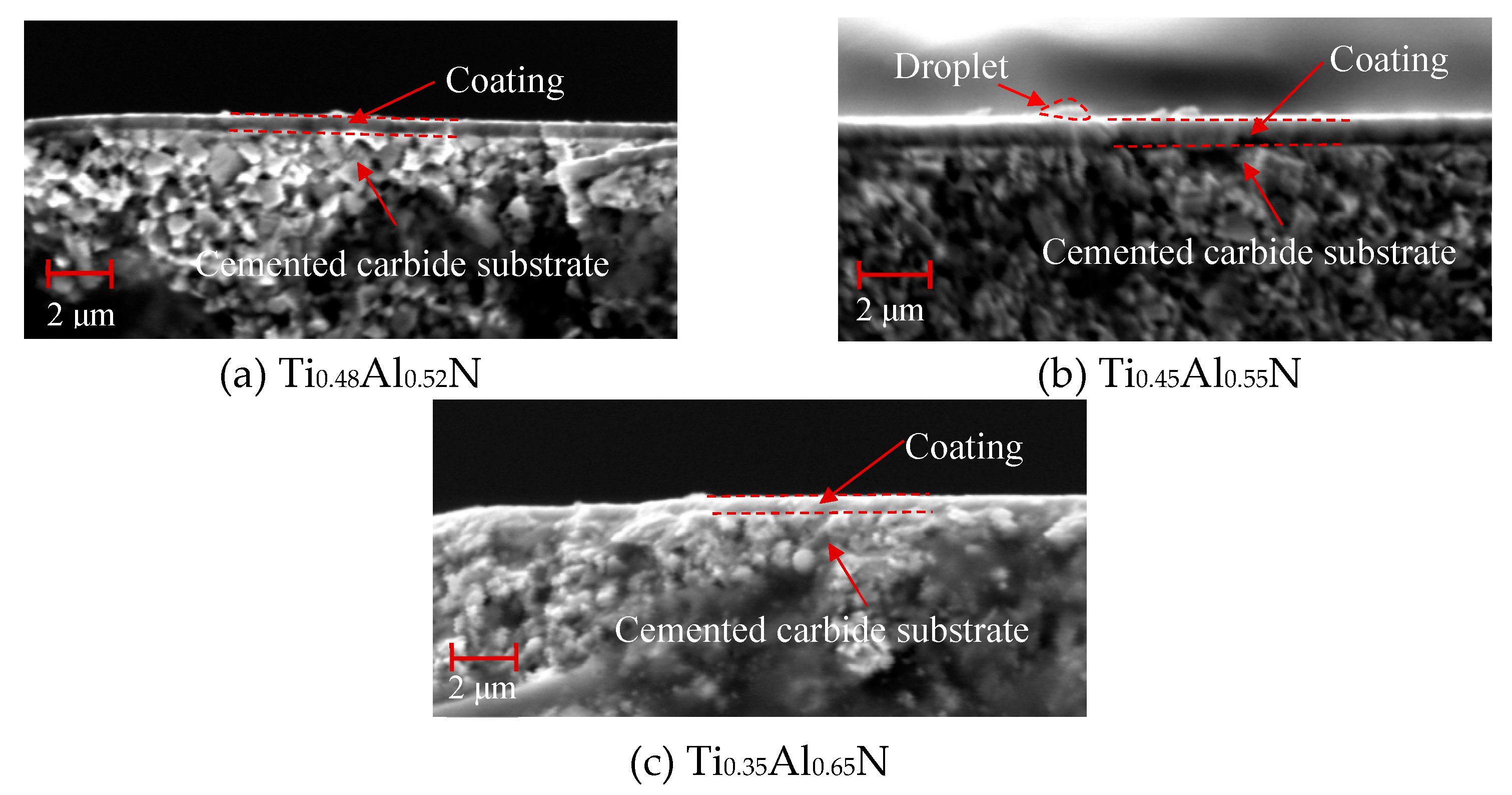
Figure 8.
Hardness and elastic modulus of TiAlN coatings with different content.
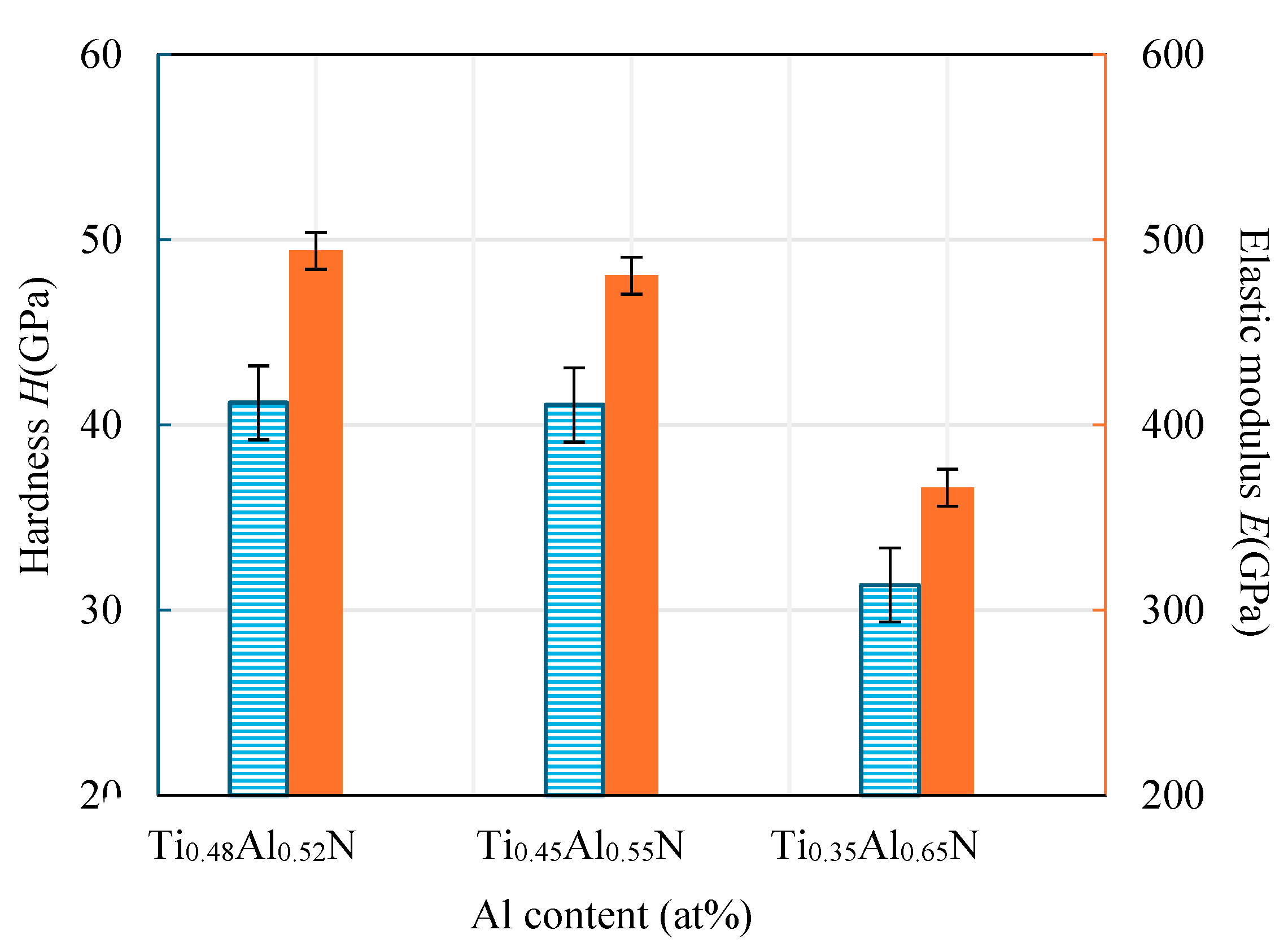
Figure 9.
Influence of coatings with different Al content on H3/E2 values.
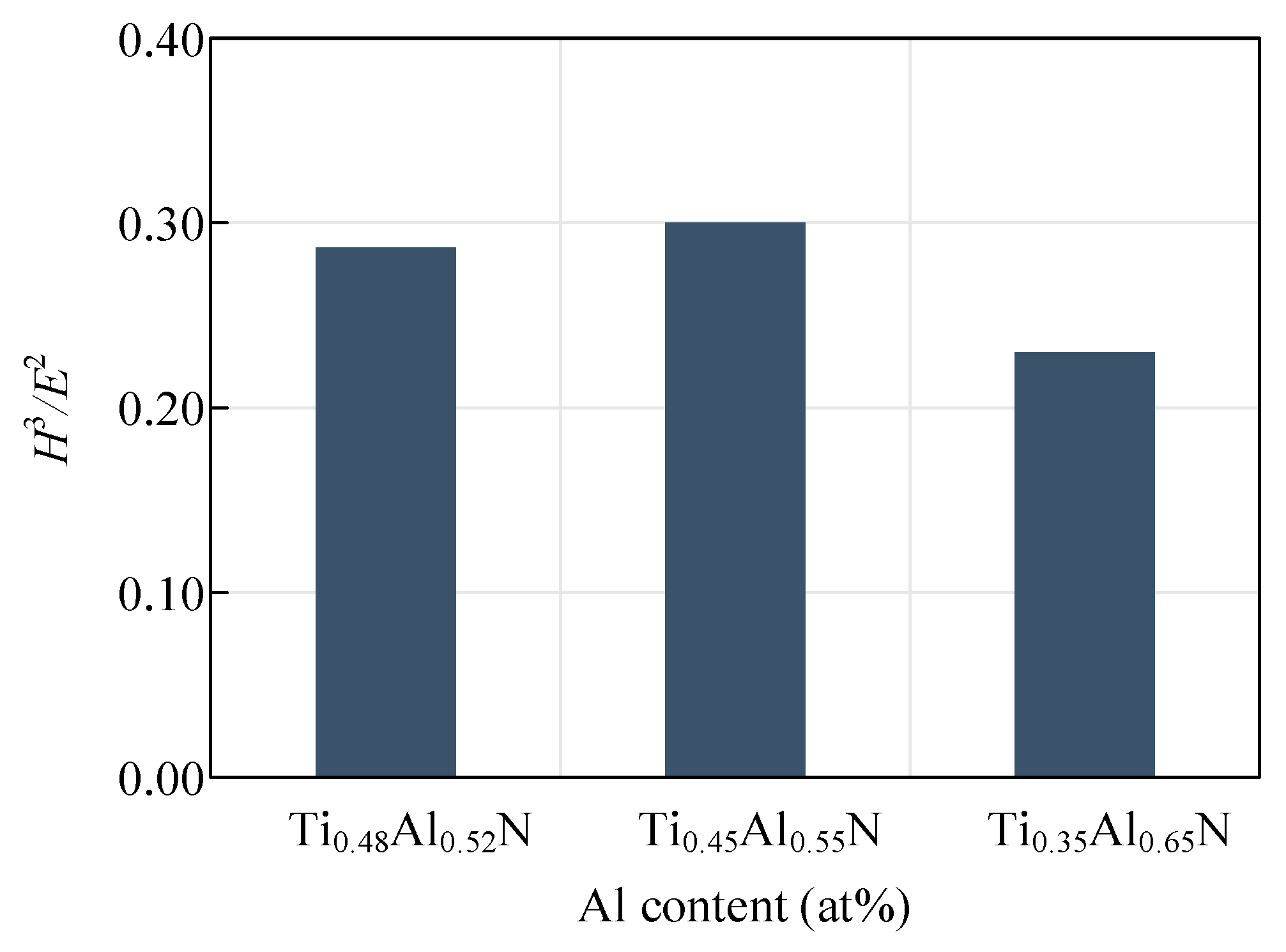
Figure 10.
Influence of different contents of TiAlN on coating binding force.
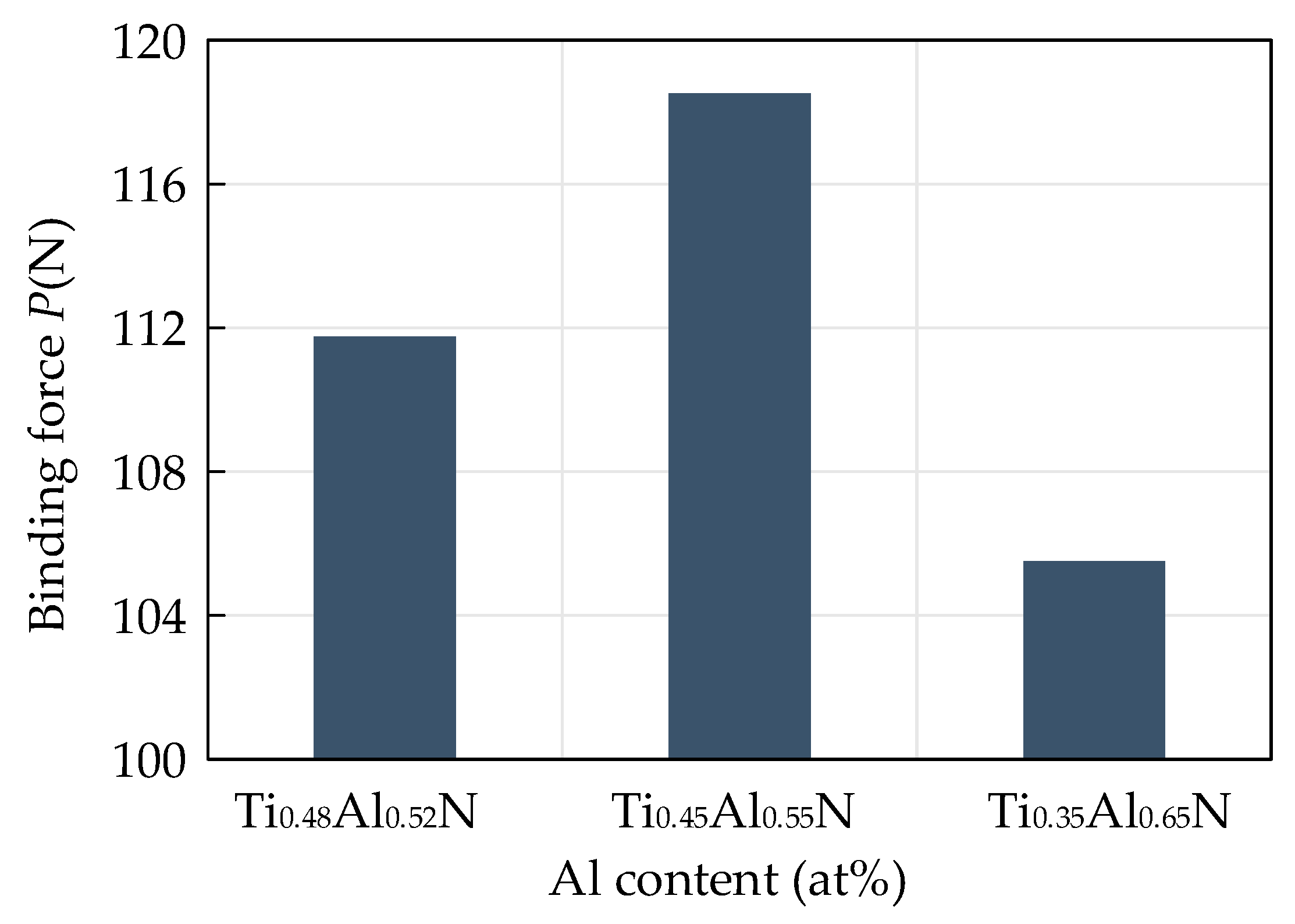
Figure 11.
Analysis of scratch morphology of TiAlN coatings with different content.
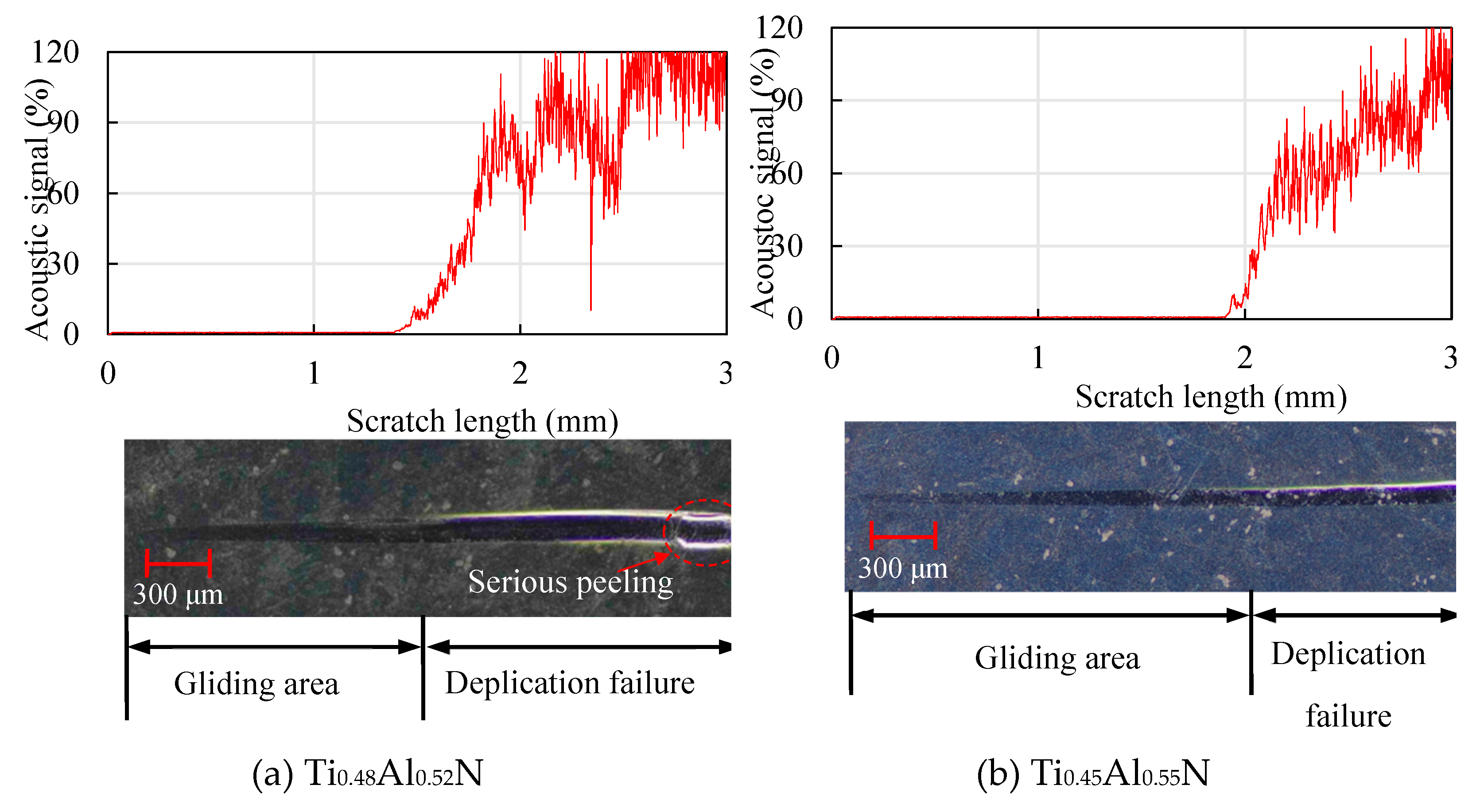
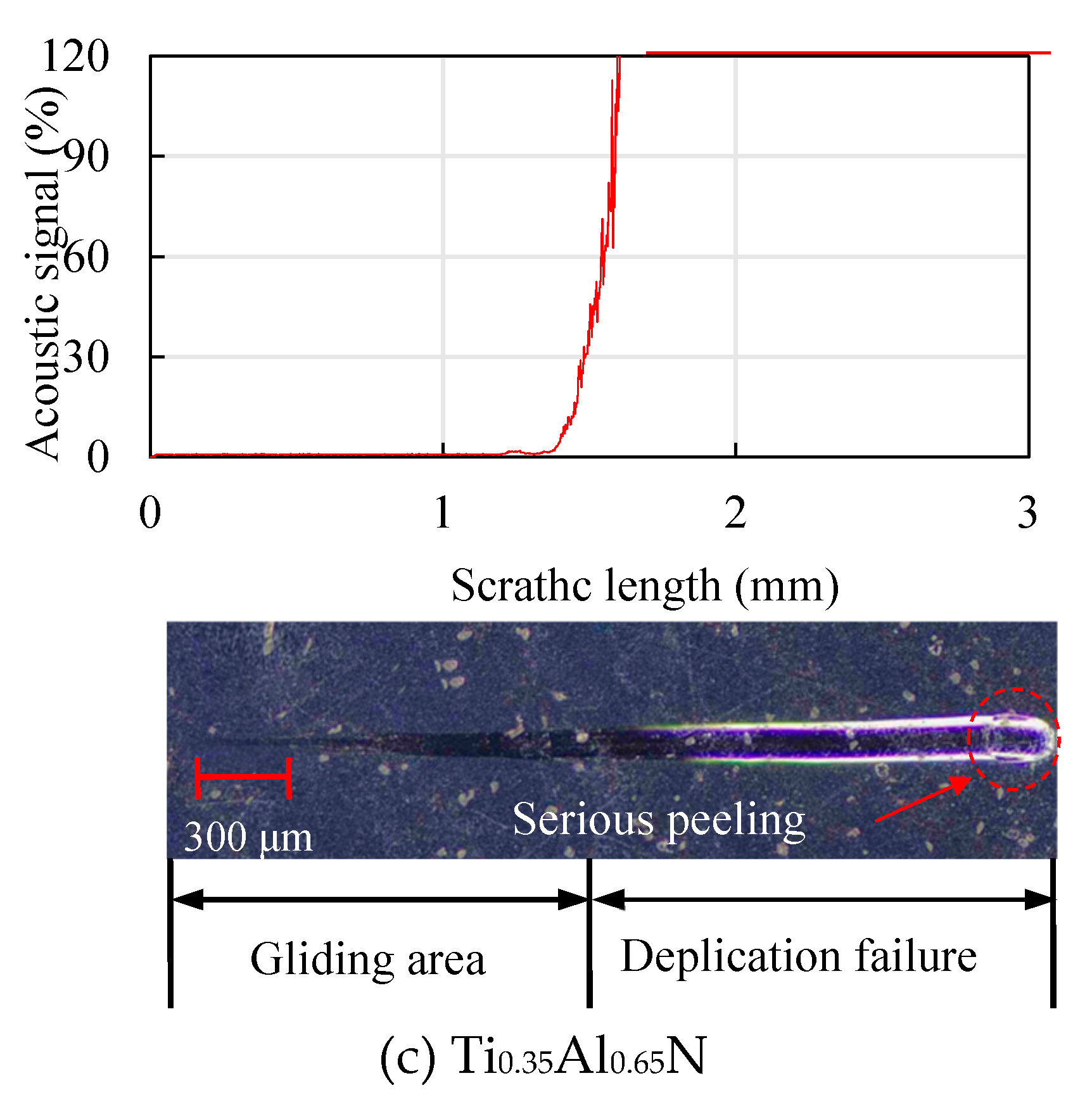
Figure 12.
SEM morphology of coatings with different functional layers.
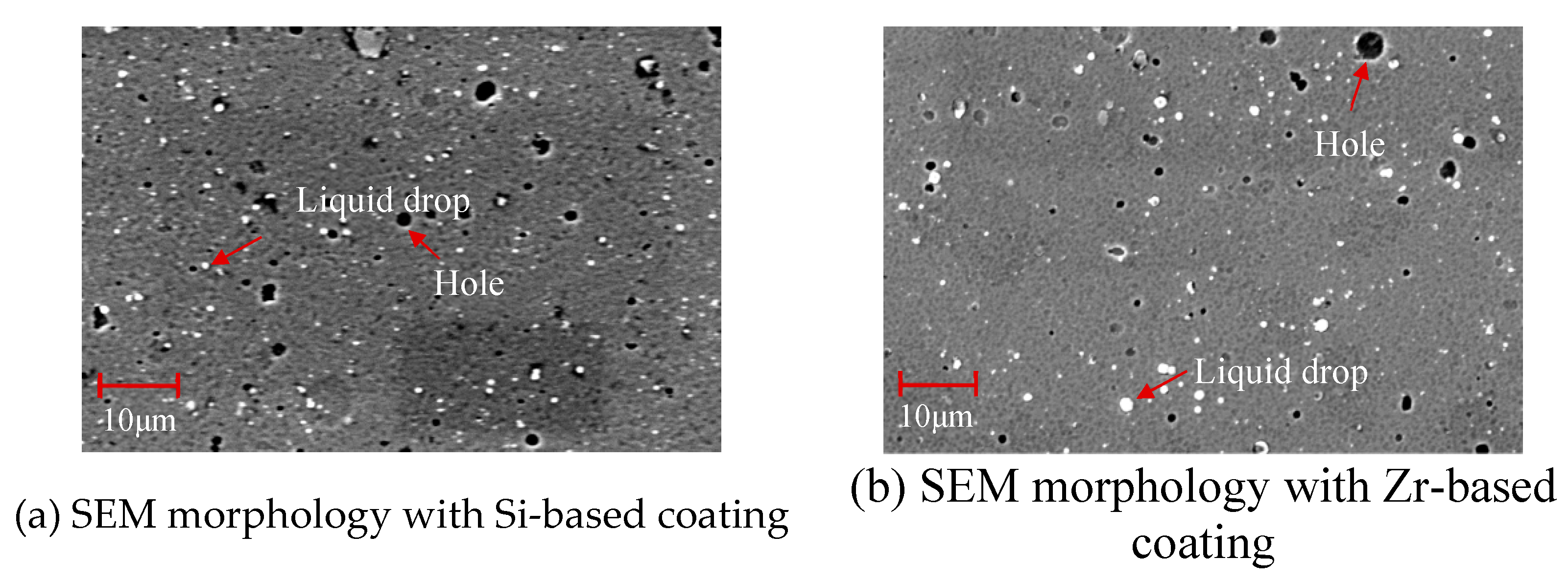
Figure 13.
SEM profiles of different functional layers.
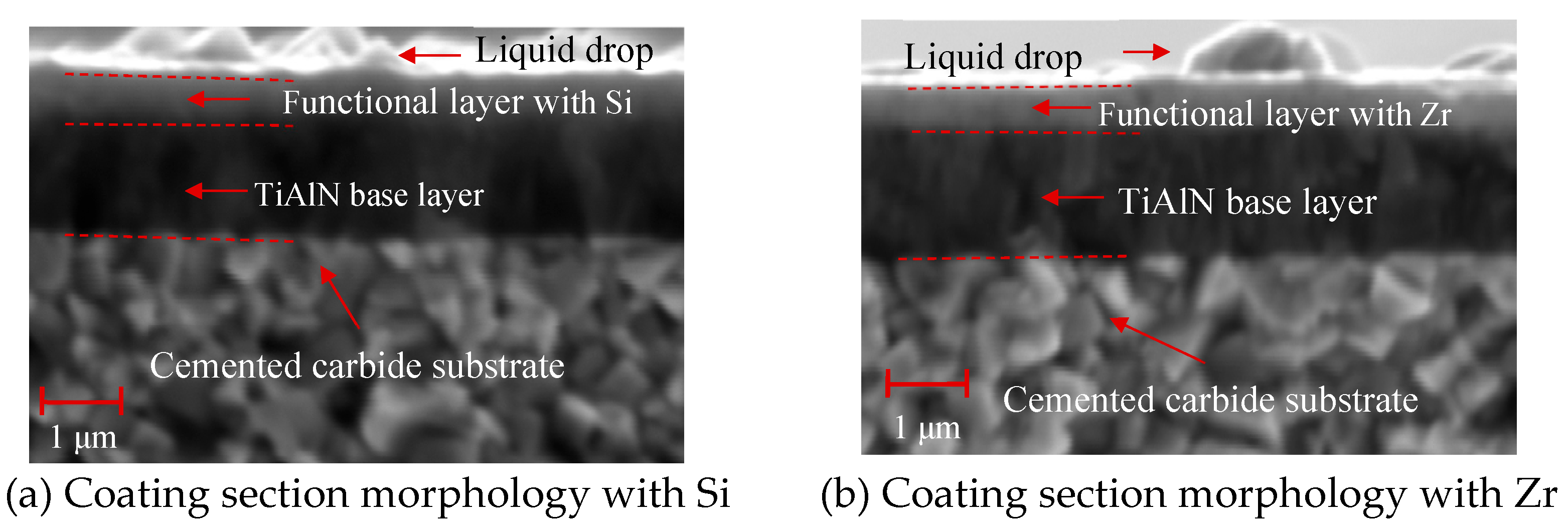
Figure 14.
Ball-grinding morphology of different functional layer coatings.
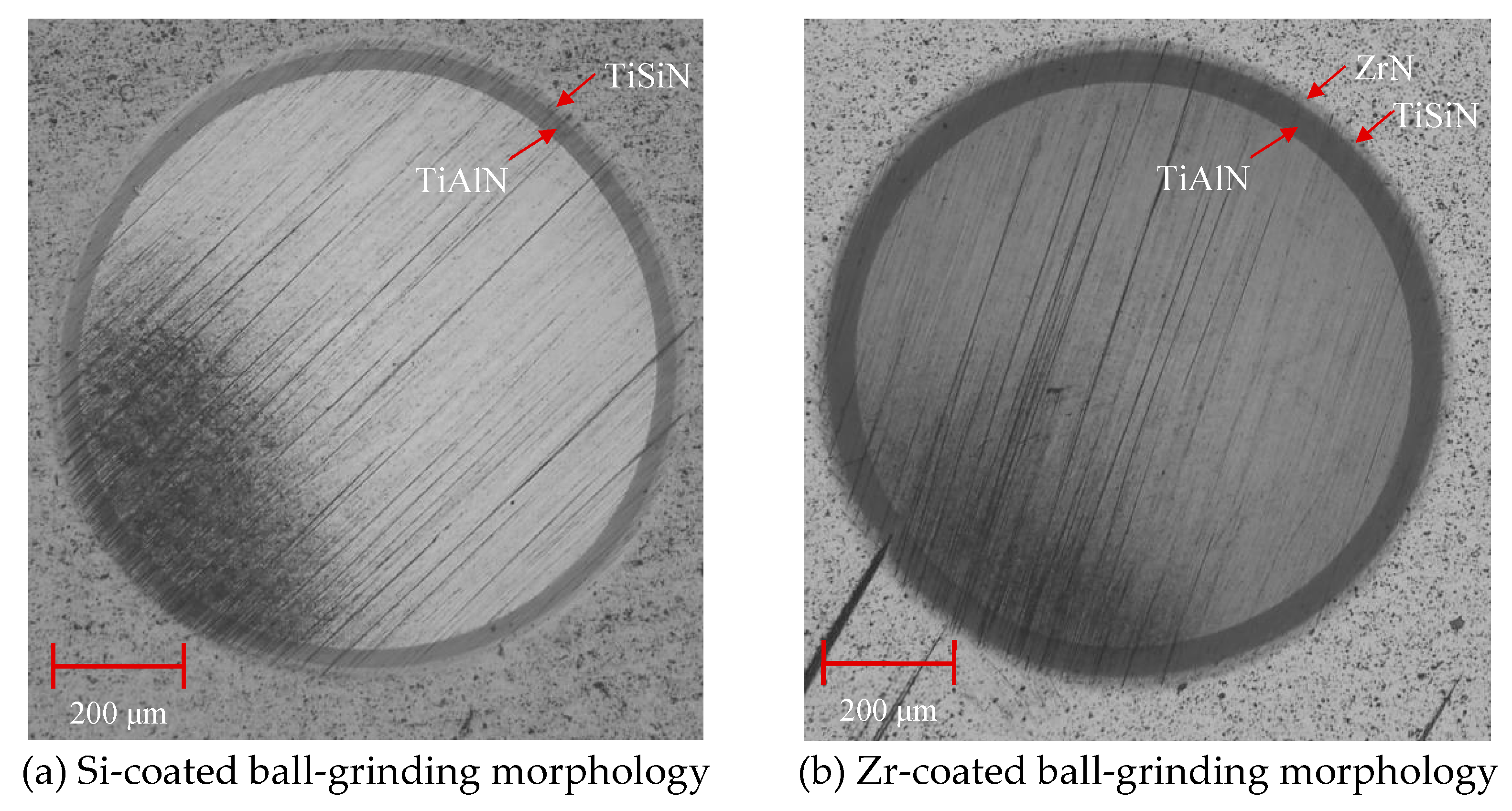
Figure 15.
EDS analysis of cross sections of different functional layers.
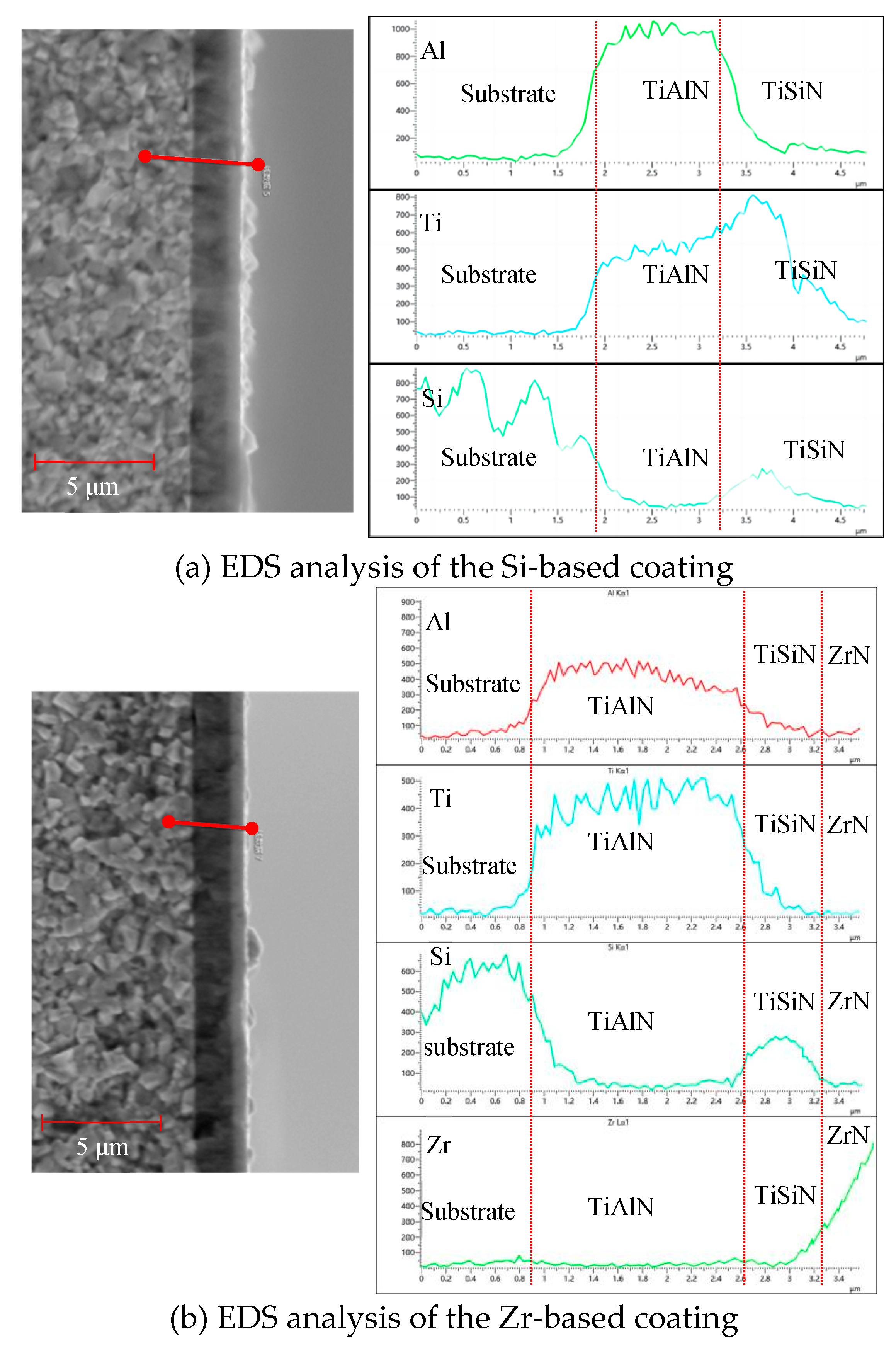
Figure 16.
Surface morphology of different functional layers.
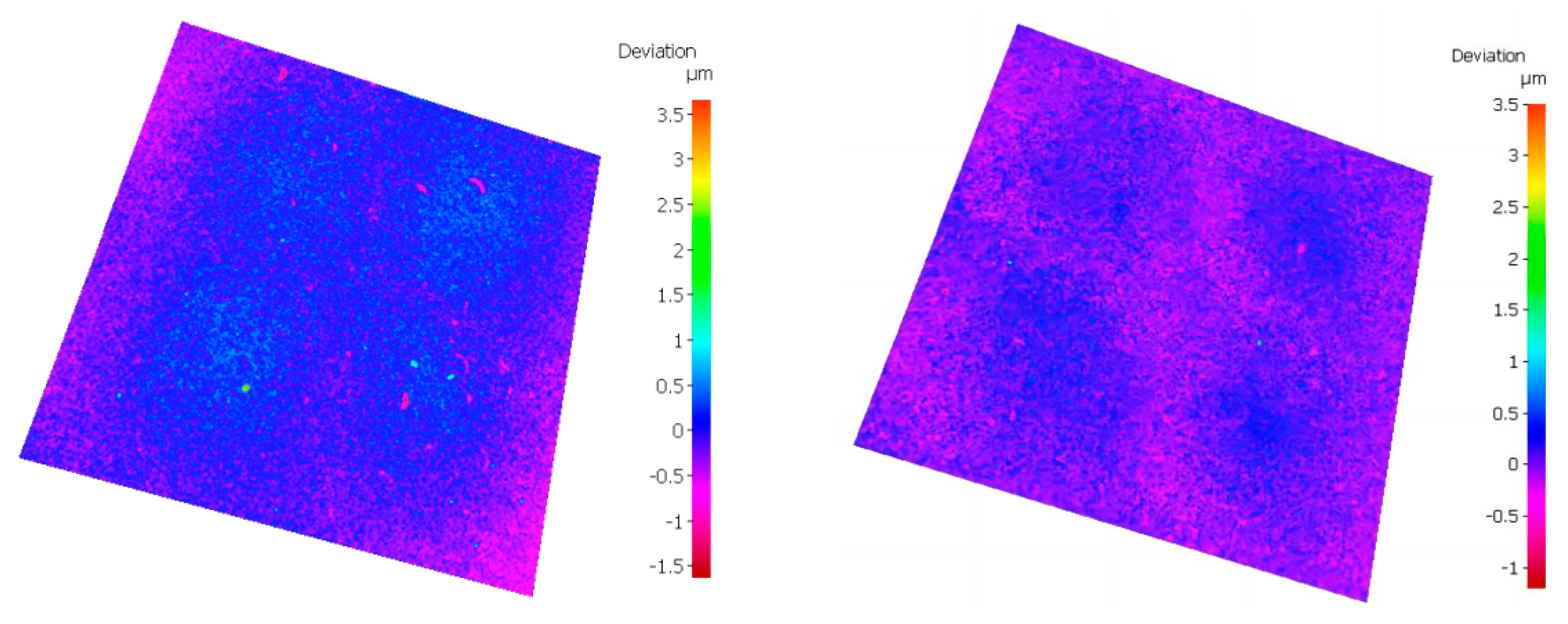

Figure 17.
Hardness and elastic modulus of Si-based coating and Zr-baseds coating.
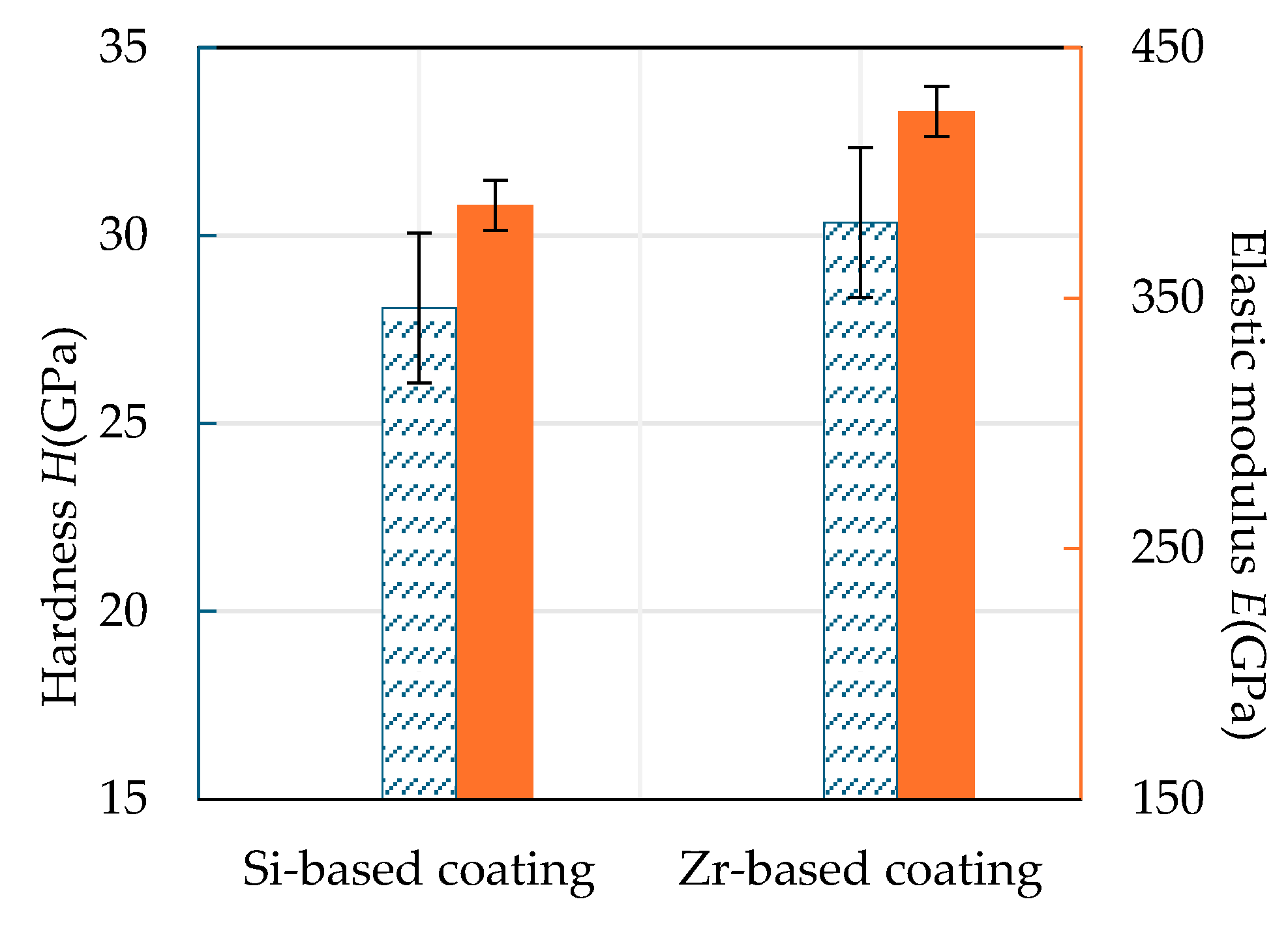
Figure 18.
Si-based coating and Zr-based coating H3/E2.
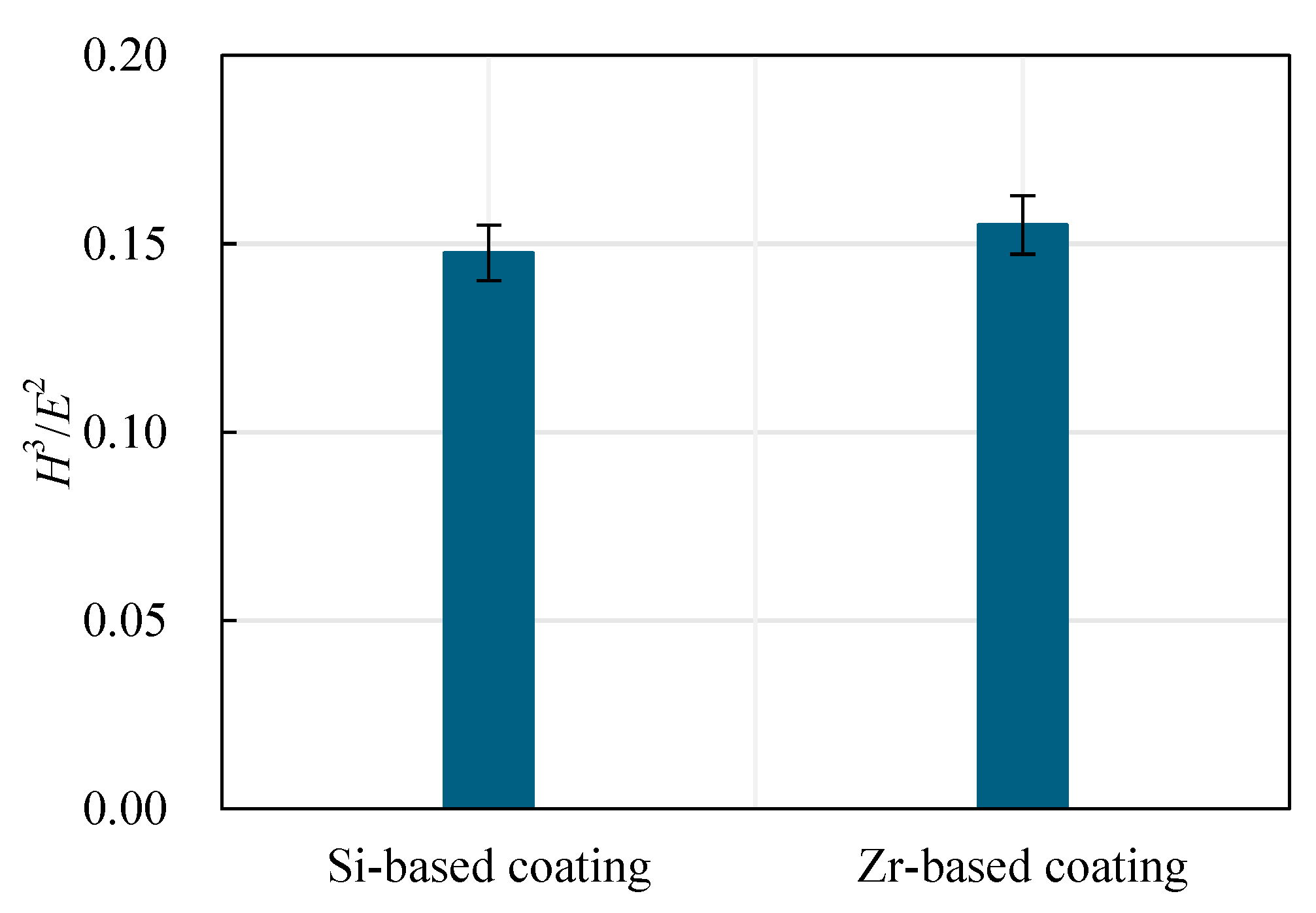
Figure 19.
The critical load values of Si-based coating and Zr-based coating.
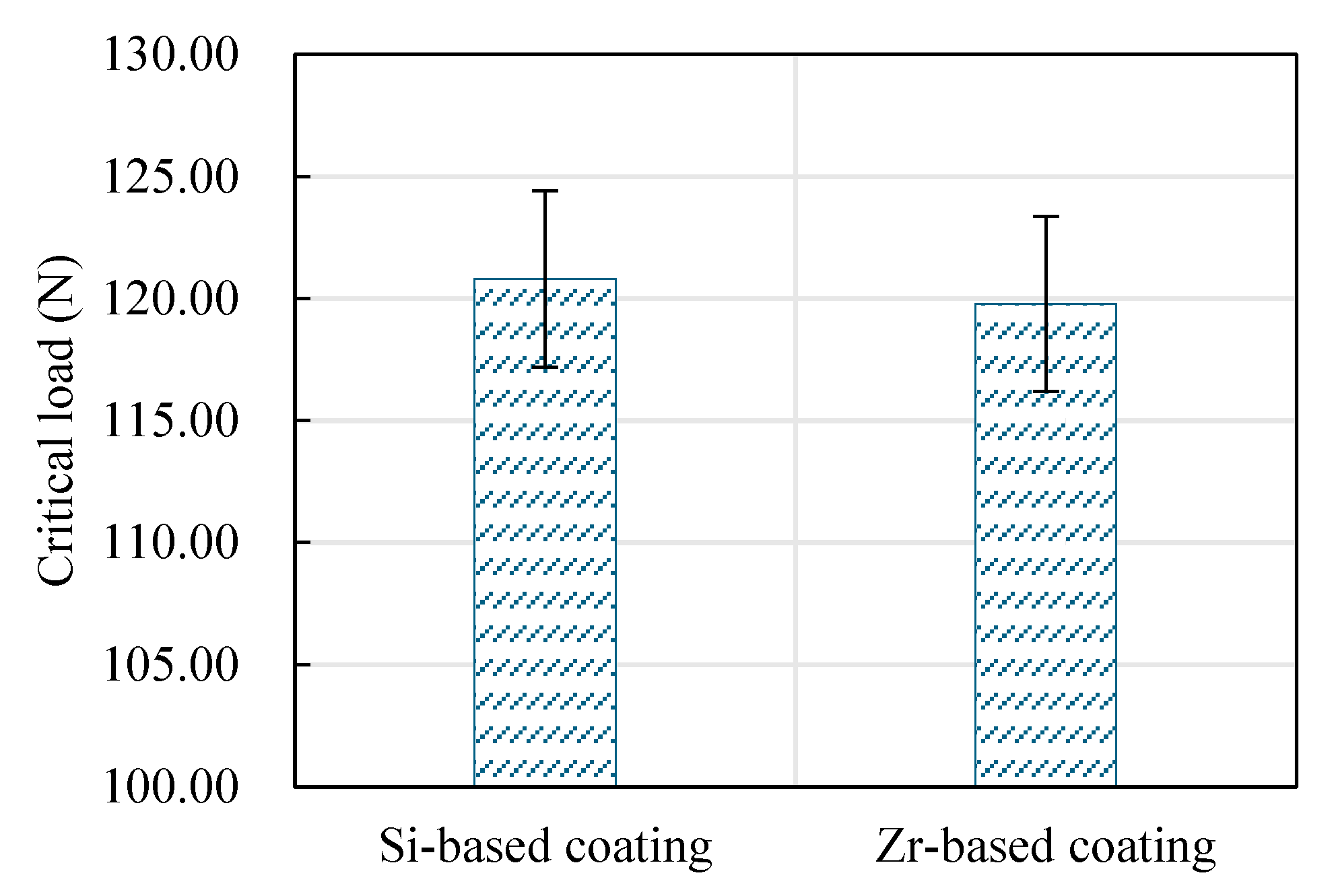
Figure 20.
Scratch morphology of Si-based coating and Zr-based coating.

Figure 21.
Anti-wear mechanism of different functional layers.
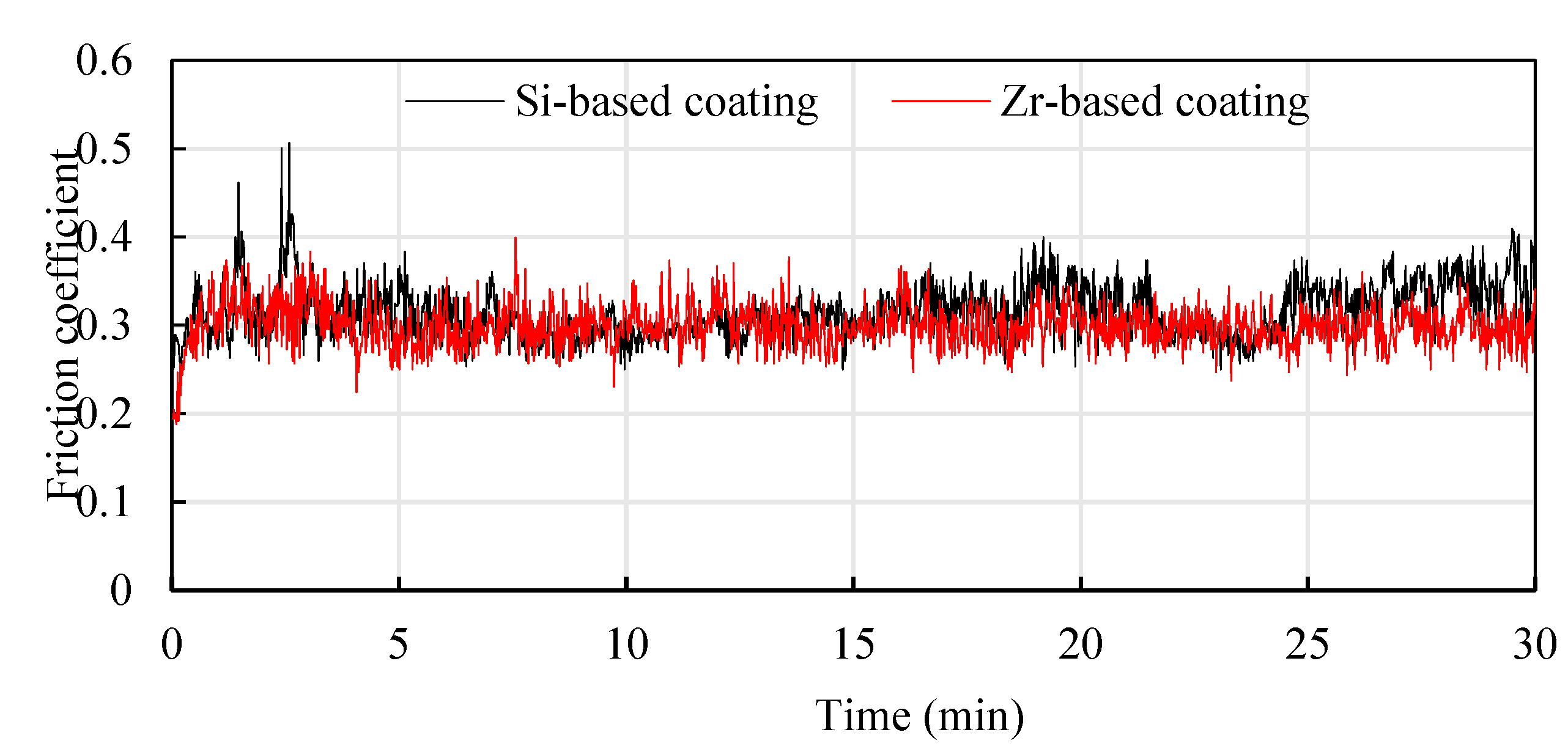
Figure 22.
Morphology of wear marks of different functional layers.
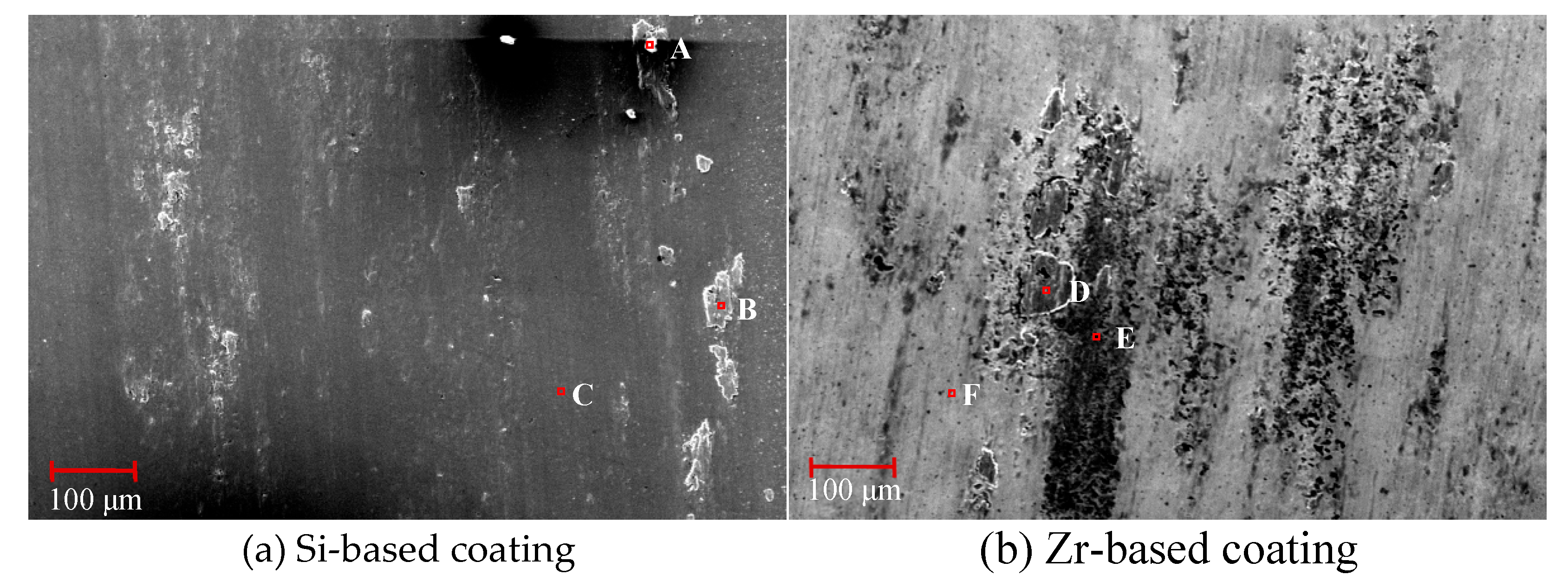
Figure 23.
Flank wear at the beginning of milling.
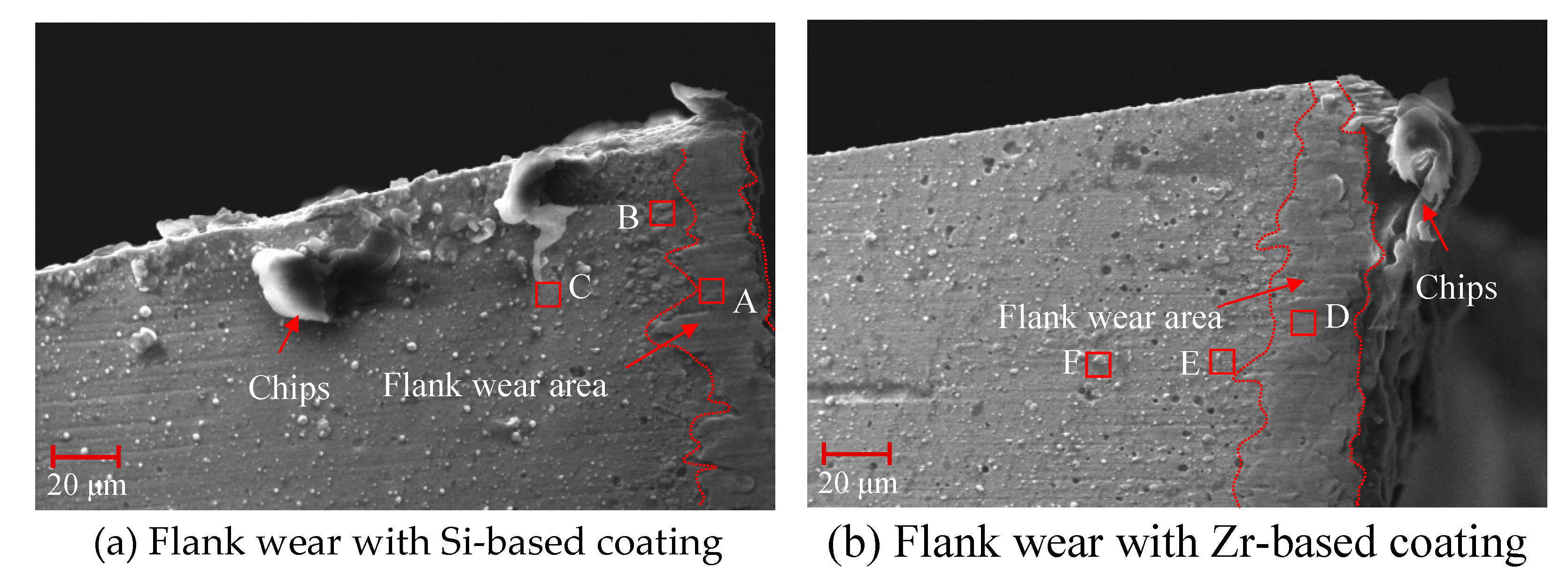
Figure 24.
Mid-term flank wear during milling.
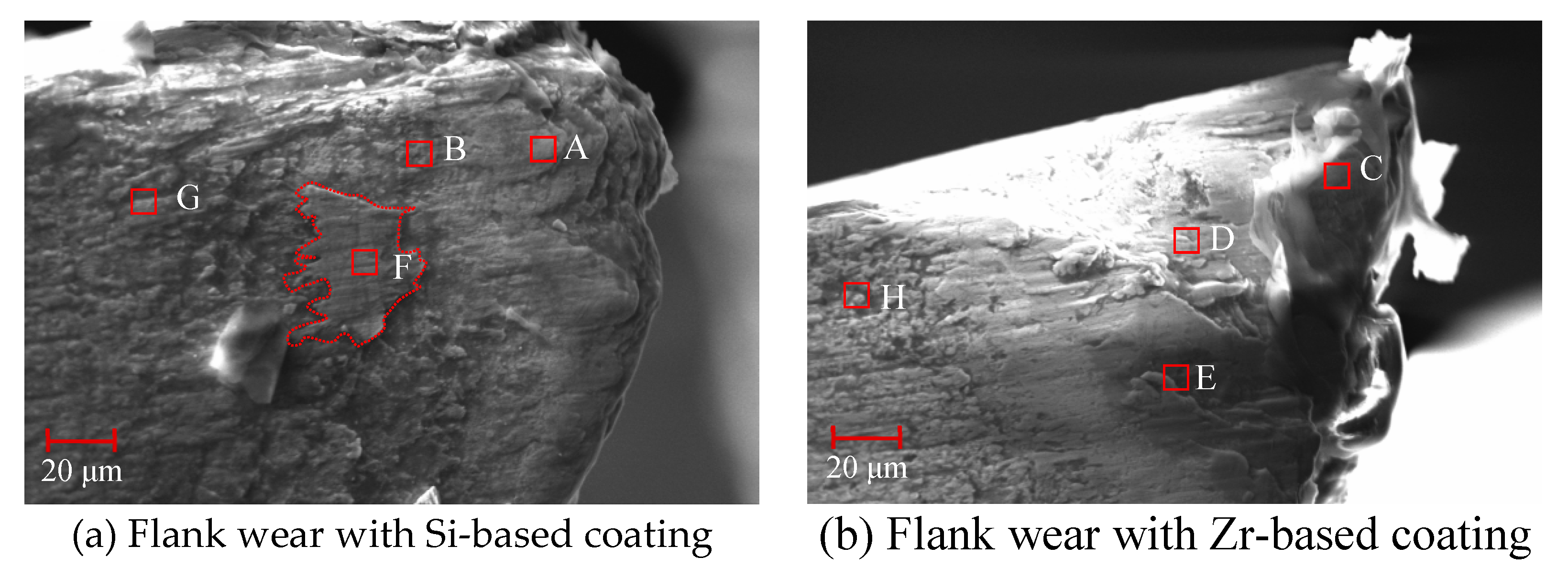
Figure 25.
Flank wear of endmills with different coatings during milling.
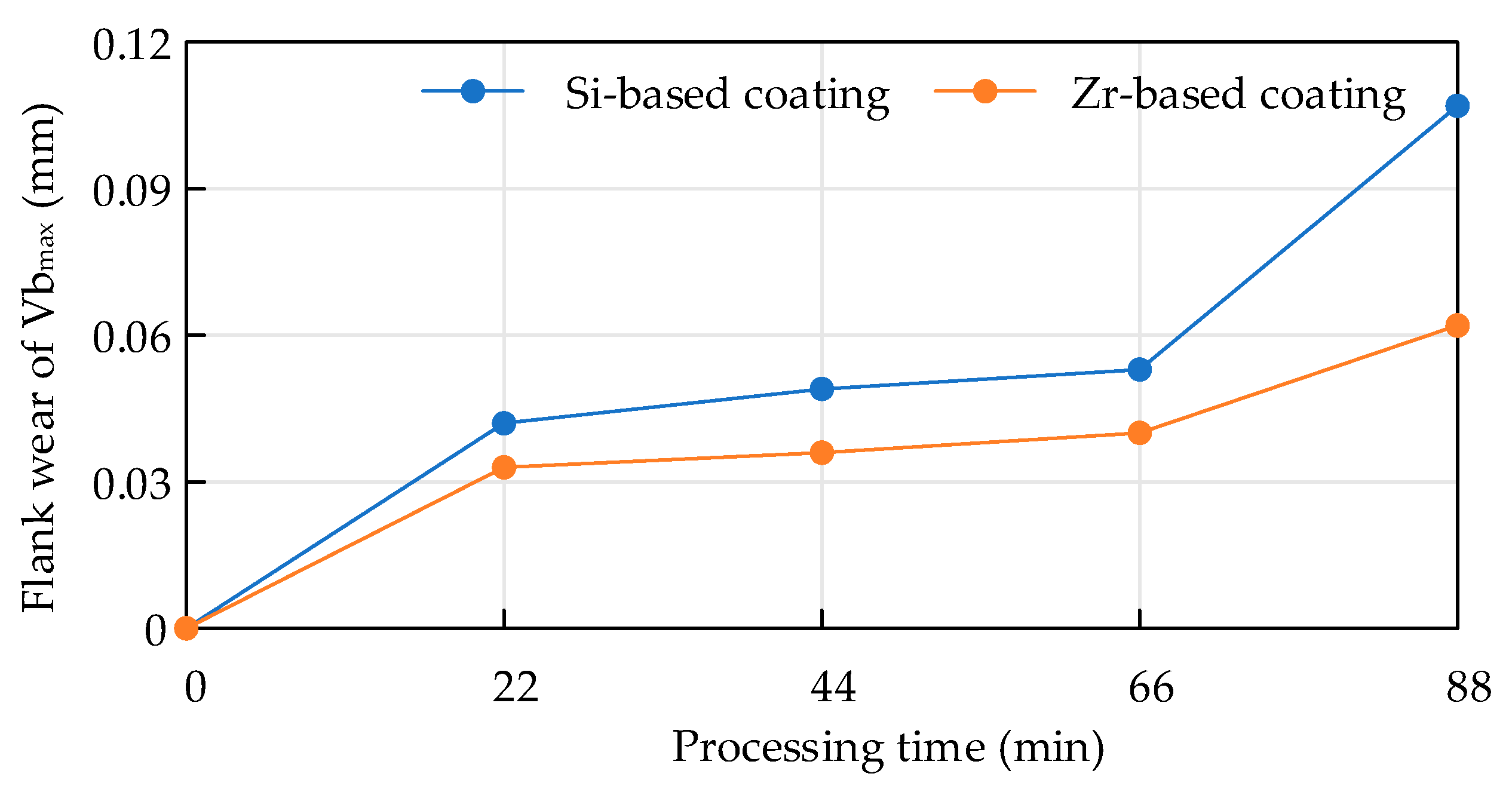

Table 1.
Free energy generated by WC at different temperatures.
| T/K | 400 | 600 | 800 | 920 | 1000 | 1200 | 1400 |
|---|---|---|---|---|---|---|---|
| ΔGWC/J | -37700 | -36886 | -36287 | -35891 | -35777 | -35307 | -34853 |
Table 2.
Solubility of WC in Ti at different temperatures.
| T/K | 400 | 600 | 800 | 920 | 1000 | 1200 |
|---|---|---|---|---|---|---|
| CWC/% | 0.92×10-3 | 0.02 | 0.18 | 0.44 | 0.68 | 1.6 |
Table 3.
Solubility of Co in Ti at different temperatures.
| T/K | 800 | 900 | 1000 | 1200 |
|---|---|---|---|---|
| CCo/% | 3 | 4 | 4.5 | 8 |
Table 4.
The free energy of Si at different temperatures.
| Reactivity | T/K | 953 | 1053 |
|---|---|---|---|
| Ti+3/5Si→1/5Ti5Si3 Ti+4/5Si→1/5Ti5Si4 Ti+Si→TiSi Ti+2Si→TiSi2 |
 |
-117100 -130600 -137900 -171700 |
-115500 -130600 -135200 -170600 |
Table 5.
Geometric parameters of the endmills.
| Diameter (mm) | Number of blades (-) | Helix angle (°) | Rake angle (°) | Relief angle (°) | Blade width (mm) | Coating materials |
|---|---|---|---|---|---|---|
| 6 | 4 | 38–40 | 5 | 10 | 0.45 | TiAlN/TiSiN TiAlN/TiSiN/ZrN |
Table 6.
Milling experimental parameters.
| Processed material | Milling form | n (r/min) | f (mm/r) | ap (mm) | ae (mm) |
|---|---|---|---|---|---|
| Ti6Al4V | Side milling | 3713 | 0.088 | 6 | 0.3 |
Table 7.
EDS analysis results of different component coatings after friction and wear test (at %).
| Position | Ti | Al | Si | Zr | O | N | C |
|---|---|---|---|---|---|---|---|
| A | 74.78 | 4.40 | 1.43 | 0.00 | 9.83 | 1.24 | 8.31 |
| B | 55.93 | 6.22 | 0.00 | 0.00 | 24.41 | 5.47 | 7.96 |
| C | 31.84 | 5.71 | 4.59 | 0.00 | 17.82 | 35.59 | 4.44 |
| D | 57.02 | 5.04 | 0.00 | 0.24 | 25.29 | 4.98 | 7.03 |
| E | 29.47 | 17.29 | 0.82 | 0.12 | 21.11 | 23.09 | 8.10 |
| F | 5.11 | 1.69 | 0.00 | 38.82 | 13.68 | 19.68 | 21.02 |
Table 8.
EDS analysis results of different component coatings after 0.5 min processing (at %).
| Position | Ti | Al | Si | Zr | O | N | C | V |
|---|---|---|---|---|---|---|---|---|
| A | 24.31 | 0.3 | 2.26 | - | 16.10 | 23.24 | 33.58 | 0.20 |
| B | 27.29 | 0.37 | 2.87 | - | - | 47.46 | 22.01 | - |
| C | 25.82 | 0.50 | 3.17 | - | - | 48.19 | 22.32 | - |
| D | 28.93 | 8.18 | 0.49 | 12.08 | - | 26.70 | 24.11 | - |
| E | 8.44 | 2.60 | - | 10.75 | 7.09 | 21.86 | 49.27 | - |
| F | 6.32 | 2.32 | - | 10.20 | 11.54 | 14.97 | 54.65 | - |
Table 9.
EDS analysis results of different component coatings after 88 min processing (at %).
| Poision | Ti | Al | Si | Zr | O | N | C | V | W | Co |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 70.20 | 2.79 | - | - | 8.15 | - | 15.56 | 3.29 | ||
| B | 20.21 | 4.52 | - | - | 12.4 | - | 45.84 | 0.75 | 10.35 | 5.26 |
| C | 48.39 | 1.51 | - | - | - | - | 46.47 | 2.62 | 0.25 | 0.76 |
| D | 79.19 | 3.56 | 0.24 | - | - | - | 13.36 | 3.62 | 0.05 | - |
| E | 46.84 | 0.95 | 2.51 | - | 36.64 | - | 8.25 | 2.14 | - | - |
| F | 71.83 | 6.13 | - | - | - | - | 19.02 | 3.02 | - | - |
| G | 34.60 | 1.43 | 2.24 | - | 25.24 | 7.39 | 27.69 | - | - | - |
| H | 15.72 | 3.51 | - | 10.65 | 20.66 | 3.46 | 45.24 | - | 0.13 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



