
Submitted:
26 September 2024
Posted:
26 September 2024
You are already at the latest version
Abstract
Objective: To evaluate the effect of different surface treatment methods on the shear bond strength (SBS) of metal brackets bonded to two types of CAD/CAM composite restorations: milled and 3D-printed.
Materials and Methods: A total of 160 flat-shaped specimens (10×10×2 mm³) were prepared from four different CAD-CAM composites; two milled (Lava Ultimate™ [LU], and Grandio™ [GR]) and two 3D-printed (Crowntec™ [CT] and C&B Permanent™ [CB]). These specimens underwent thermocycling (5000 cycles at 5-55 °C), then were categorized based on the surface treatment into four groups (n=10): Group C (control, no surface treatment), Group HF (treated with 9.6 % hydrofluoric acid), Group DB (mechanical roughening by a diamond bur), and Group SB (sandblasting using aluminum oxide). Metal brackets were bonded, stored in artificial saliva for 24 hours, then thermocycled again. Shear bond strength (SBS) was tested using a universal testing machine until bracket debonding occurred. The adhesive remnant index (ARI) was assessed using a stereomicroscope to quantify the residual adhesive following debonding.
Result: Regarding material, GR and LU restorations had significantly higher SBS values compared to CT and CB, ranging from 13.90 MPa to 20.35 MPa. Regarding surface treatment, SB and HF groups showed significantly higher SBS values. The ARI scores showed different adhesive modes of failure, with higher instances of scores 0 and 1 which indicate no or minimal adhesive remaining.
Conclusion: Both milled and 3D-printed materials had adequate SBS for clinical use, with milled materials showing superior results. Surface treatments like sandblasting and HF significantly improved bond strength, with adhesive failure being common.
Keywords:
Dentistry
; Orthodontics
; Biomechanics
; Cementation
; Brackets
; Thermocycling
; Aging
Introduction
The innovation of computer-aided design/computer-aided manufacturing (CAD-CAM) technology has gained wide popularity in the dental field owing to its superior benefits. When compared to conventional procedures, the CAD-CAM technology facilitated the manufacturing of indirect restorations by promoting a faster, more convenient, and less hectic process. This technology incorporates both subtractive methods, like milling, and additive techniques, such as 3D printing, enhancing precision and ease in dental restoration production [1].
Various CAD-CAM milling resin composites have been launched in the market with promising mechanical and aesthetic properties that allow them to be used in multiple clinical indications [2]. By having a close insight into their innovative microstructure, these materials mainly consist of a polymeric matrix with different types of dimethacrylate polymers augmented by high volumes of inorganic dispersed fillers, mainly glass fillers, that differ in size, shape, and composition [3]. The earliest CAD-CAM milling resin composite was manufactured by factory polymerization under optimized and standardized industrial conditions yielding satisfactory properties that were later improved by further polymerizations under high pressure and temperatures [4].
More recently, another competitive CAD-CAM manufacturing technique using 3D printing technology has come into sight [5,6,7]. This technique includes fabrication of the dental resin restorations via adding and compacting small fragments of the resin material together layer by layer [8]. When compared to the milling technique, the 3D printing method takes less time in the manufacturing process and results in less waste of the raw material [9]. Furthermore, the literature indicates that 3D-printed restorations exhibit superior mechanical properties but inferior physical properties compared to milling restorations, making them a cost-effective option for fabricating indirect dental restorations [10].
Orthodontic treatment using the fixed archwire and bracket system is the most widely adopted approach globally [11]. As a result, the demand for orthodontic treatments in patients with indirect dental restorations has increased. However, achieving optimal and effective bond strength between orthodontic brackets and various restorative materials remains a significant challenge. Many studies [12,13] have attributed these challenges to the inert nature of ceramics, underscoring the necessity of an additional surface treatment step during the bonding process. Various chemical and mechanical surface treatment methods have been explored to enhance bond strength, including hydrofluoric acid etching, sandblasting with or without silane application, and, more recently, the use of ceramic primers [14,15].
Unlike dental ceramics, the effectiveness of various surface treatments and bonding protocols for CAD-CAM restorative materials remains controversial and poorly established [16]. Therefore, this experimental study was conducted to assess the impact of different surface treatments on the shear bond strength (SBS) of metal orthodontic brackets bonded to milled composite blocks and 3D-printed resins. The null hypothesis proposed that the SBS would be unaffected by either the type of restorative material or the surface treatment method.
Materials and Methods
Specimen Preparation
The G*Power software program v3.1.3 (Heinrich Heine University, Dusseldorf, Germany) was used to calculate the sample size. The calculation was conducted based on an effect size of 0.4, a 90 % power probability, and a 0.05 significance level, and it was determined that 10 specimens per group were required. In line with this, a total of 160 flat-shaped specimens (10 mm length, 10 mm width, and 2 mm thickness) were fabricated from four different materials using two distinct CAD-CAM production processes: milling and 3D printing, intended for use as definitive restoration materials as shown in Figure 1. The milling blocks utilized in this study included LU (Lava™ Ultimate) and GR (Grandio™), while the 3D-printed resins comprised CT (Crowntec™) and CB (C&B Permanent™), as presented in Table 1.
The flat specimens from milling blocks were fabricated by sectioning the blocks under water cooling using a low-speed precision cutting machine equipped with a precision diamond saw (IsoMet 1000; Buehler, Waukegan Road Lake Bluff, IL, USA). On the other hand, flat specimens from 3D-printed resins were prepared using an open-source LCD 3D printer (Sonic Mighty 4K; Phrozen, Hsinchu, Taiwan). The design of the specimens was conducted using freely available software on Tinkercad.com. The design files were then exported as STL files and imported into Preform Software Chitubox v.1.9.1 (Phrozen, Hsinchu, Taiwan) for slicing. To ensure uniformity, the specimens were duplicated and standardized by positioning them on supports at a 90º angle during the printing process. Subsequently, the design files were sent to the respective open-source 3D printer, adhering to the printing guidelines published by each resin manufacturer. The printing process involved printing all layers with a thickness of 50 μm, with each resin type placed in a separate resin tank within the 3D printer. After completion of the printing process, a five-minute cleaning procedure was carried out using a washing machine (Phrozen) and a 99.5 % isopropyl alcohol solution to remove any unpolymerized residual resins. Following drying, the specimens were exposed to a UV light-curing unit (Phrozen) for 20 minutes to promote additional polymerization.
The bonding surface of the specimens was standardized by polishing all milling and 3D-printed specimens using 1000- to 4000-grit silicon carbide papers (Metaserv 250 Grinder Polisher; Buehler) at 350 rpm under running water. The final dimensions of the specimens were confirmed to be 10×10×2 mm³ using a digital micrometer (Digital micrometer IP65; Mitutoyo MC, Tokyo, Japan) with a tolerance of ±0.05 mm. Subsequently, all specimens were subjected to thermocycling (THE-1100™; SD Mechatronik, Feldkirchen-Westerham, Germany) in distilled water between 5 °C and 55 °C for 5000 cycles, with a dwell time of 30 seconds and a transfer time of 10 seconds, simulating a clinical service period of 6 months. Following thermocycling, the specimens were embedded in self-cured acrylic resin (Meliodent; Heraeus Kulzer GmbH, Hanau, Germany), leaving the polished surfaces exposed for surface treatments and bonding with metal orthodontic brackets.
Surface Treatment Application
Based on the surface treatment techniques, 40 flat specimens from each material were randomly divided into 4 groups, with 10 specimens per group (Figure 1). Group C was considered as the control group where the specimens did not receive any surface treatment. In Group HF, the specimen’s surface was etched with a 9.6 % hydrofluoric acid solution (Bisco Inc., Schaumburg, IL, USA) for one minute, followed by rinsing in distilled water to ensure cleanliness, and then allowed to air dry. For Group DB, the specimen’s surface was ground using a flame-shaped diamond bur (DIASWISS, Nyon, Switzerland) attached to a handpiece at 45,000 rpm for 8 seconds under water cooling. In Group SB, the specimen’s surface was sandblasted with 50 μm aluminum oxide (Al2O3) particles (Renfert, Hilzingen, Germany) for 10 seconds at a pressure of 2.5 bar and a distance of 10 mm perpendicular to the bonding surface using a dental sandblaster device (Microetcher II; Danville Engineering, San Ramon, CA, USA). The remaining Al2O3 particles were removed from the surface using an air spray. Following the surface treatments, each specimen was cleaned in distilled water for 60 seconds using an ultrasonic cleaner before being air dried.
Bracket Bonding Procedure
After completing surface treatment procedures, the surface of each specimen was meticulously primed with Transbond XT Primer (3M Unitek, Monrovia, CA, USA) using a disposable micro-brush, adhering strictly to the manufacturer’s guidelines, and then light-cured for two seconds. Maxillary central incisor metal brackets (Mini Diamond® Twin; ORMCO, Orange, California, USA) were affixed to the surfaces of the treated specimens using universal adhesive (3M Unitek, Monrovia, CA, USA), which was applied to each orthodontic bracket base and positioned over the treated surface area of the specimen. The excess resin was carefully removed with a dental explorer (Double-ended explorer 560/1; Medesy, Maniago, Italy). Then the whole apparatus was light cured for 20 seconds using an LED curing unit (Elipar DeepCure-S; 3 M, St. Paul, MN, USA) with an average intensity of 1470 mW/cm2 and wavelength of 430-480 nm. The tip of the light curing unit remained at a 1 mm distance away from the bracket surface. Then, bonded specimens were incubated in artificial saliva at 37 °C for 24 hours followed by additional thermal cycling (5000 cycles). Afterwards, SBS testing was performed. The whole bonding procedure was carried out by a single operator using a standard approach.
Shear Bond Strength (SBS) Test
SBS test was conducted on all metal bracket-bonded specimens using a universal testing machine (Instron™ 5965; Norwood, MA, USA), adhering to the specifications outlined in ISO/TS 11405:2015. Each bracket-bonded specimen was securely attached to the machine’s jig, ensuring that the bonded bracket base was aligned parallel to the direction of shear force, utilizing a 5 kN load cell. A stainless-steel rod with a mono-bevelled chisel configuration affixed to the upper moveable compartment of the testing machine was precisely positioned onto the bracket base. Subsequently, the specimens were subjected to compressive loading at a crosshead speed of 0.5 mm/min as shown in Figure 2.
The bond area of the bracket was computed by measuring the length and width of the bonded area using the digital caliper. The degree of force needed to shear off the bracket was measured in Newtons (N), and this value was converted into megapascals (MPa) to determine the shear bond strength (SBS) values (MPa) using the formula:
SBS (MPa) = Debonding force (N) / Bracket surface area (mm2).
Adhesive Remnant Index (ARI) Score
Afterward, the debonded surfaces were visually inspected and assessed using a stereomicroscope (KH-7700; Hirox, Tokyo, Japan) with a magnification of 50X at the bond failure interfaces. The failure mode was categorized using the Adhesive Remnant Index (ARI) based on the amount of adhesive remaining on the bonded surface of the tested material, as follows [17]:
- ➢
- 0: no adhesive remained on the bonded surface (Adhesive failure of the cementation with the restoration).
- ➢
- 1: less than 50 % of the adhesive remained on the bonded surface (Mixed Adhesive and cohesive failure of the cementation; Adhesive > Cohesive).
- ➢
- 2: more than 50 % of the adhesive remained on the bonded surface (Mixed Adhesive and cohesive failure of the cementation; Adhesive < Cohesive).
- ➢
- 3: 100 % of the adhesive remained on the bonded surface (Adhesive failure of the cementation with the bracket).
Statistical Analysis
The outputs of the Shapiro-Wilk and Kolmogorov-Smirnov tests revealed that the shear bond strength data was normally distributed (P>0.05). Two-way analysis of variance (ANOVA) was performed using SPSS software (Version 29, SPSS Inc., Chicago, IL, USA). The shear bond strength data was statistically analyzed by evaluating the effect of two factors and their interactions: material type and surface treatment type. A Tukey HSD test was also performed for pairwise analysis. The level of statistical significance was set at α=0.05.
Results
In terms of shear bond strength (SBS), the milled materials (LU and GR) demonstrated significantly higher mean SBS values across all treatments compared to the 3D-printed materials (CT and CB), with ranges of 14.8 MPa to 20.4 MPa and 13.9 MPa to 20.0 MPa, respectively. On the other hand, CT displayed the lowest mean SBS values, ranging from 5.7 MPa to 16.1 MPa across all treatments, as shown in Table 2. Regarding surface treatment methods, specimens treated with sandblasting (SB) and hydrofluoric acid (HF) exhibited significantly higher SBS values compared to the control (C) and diamond bur (DB) treatments, with the control group showing the lowest SBS values, as presented in Table 2.
The Adhesive Remnant Index (ARI) results varied based on the composite resin type and surface treatment (see Figure 3). Most specimens showed ARI scores of 0, followed by scores of 1. For Lava Ultimate (LU), the majority of surface treatments resulted in complete or near-complete adhesive failure with the restoration (ARI 0), except for Group HF, where 90 % of specimens retained less than 50 % adhesive (ARI 1). In Grandio (GR), Groups C and DB exhibited 80 % complete adhesive failure (ARI 0), while Group SB displayed a mixed distribution of ARI scores. For Crowntec (CT), Groups C, HF, and SB had 60 %, 80 %, and 90 % complete adhesive failure (ARI 0), respectively, while Group DB showed greater variability in adhesive retention (ARI 1 and 2). In C&B Permanent (CB), all groups, including the control, demonstrated mixed adhesive retention outcomes.
Discussion
The bond between brackets and tooth surfaces is crucial for successful orthodontic treatment. The bond strength must be strong enough to prevent accidental debonding during treatment, yet low enough to allow for easy removal without excessive force [18]. The current experimental study evaluated the effect of various surface treatment protocols on the shear bond strength (SBS) of metal orthodontic brackets bonded to different indirect composite resin restorative materials. The findings revealed that both the type of restorative material and the surface treatment method significantly influenced SBS, leading to the rejection of the null hypothesis.
Shear bond strength (SBS) testing is the most commonly used laboratory method for assessing the bond strength of orthodontic brackets to tooth surfaces [19]. In this study, SBS testing was performed following a standardized protocol described previously [19]. An adequate SBS value between metal orthodontic brackets and enamel surfaces is considered to be 6–8 MPa [20]. Since the mean SBS values for all surface treatment protocols in this study exceeded this range, they can be deemed effective for clinical applications. Additionally, all specimens underwent thermocycling in distilled water between 5 °C and 55 °C for 5,000 cycles, simulating a clinical service period of six months in the oral environment, to evaluate the performance of the bonded interfaces under continuous hydrothermal stress [21].
Regarding the material, the milled composite resin materials demonstrated significantly higher SBS values compared to the 3D-printed resin materials, likely due to differences in material composition, particularly the amount and type of inorganic fillers [16]. It is believed that the organic matrix of any composite material primarily contributes to chemical bonding and copolymerization with the uncured organic matrix of the adhesive resin [22]. However, the microstructure and high degree of conversion in CAD-CAM composite materials reduce their copolymerization ability with other organic matrices. As a result, bonding to these materials relies heavily on achieving strong micromechanical interlocking by interacting with their inorganic filler content. This is supported by the highly significant differences observed in the surface treatment factor [2]. The higher amounts of inorganic fillers in both LU and GR materials (80 wt.% and 86 wt.%, respectively) likely explain their superior SBS values compared to the lower filler content in CT material (30–50 wt.%). Additionally, the type of inorganic fillers plays a crucial role in the micromechanical interlocking process. Since certain fillers, such as zirconia particles, cannot be etched by hydrofluoric acid, the presence of sufficient amounts of etchable filler particles, like silica and glass, is essential for achieving strong bonding strength [16].
Overall, all surface treatment methods examined in this study significantly increased SBS compared to the control group. This improvement in SBS can be attributed to the increased surface roughness, which enhances the impregnation of the bonding agent and promotes micromechanical retention [16,23,24]. These findings align with those of other studies [14,16,25], which also demonstrated the role of both mechanical and chemical surface treatments in enhancing SBS values for milled composite materials.
In this study, sandblasting significantly increased the SBS of orthodontic brackets for both milled and 3D-printed resin composite materials, consistent with previous studies [14,25] showing sandblasting as the most effective surface treatment for milled materials. Evidence suggests that the particle size used in sandblasting has a greater impact on bond strength than the particles’ chemical composition [14]. In the present study, 50 μm aluminum oxide (Al2O3) particles were used for 10 seconds at a pressure of 2.5 bar and a distance of 10 mm, which was sufficient to ensure strong micromechanical interlocking and chemical adhesion [14,26,27]. It is important to note that using higher pressures during sandblasting can damage the composite particles. Therefore, adhering to laboratory-based recommendations regarding particle size and pressure is essential in clinical practice to achieve optimal results [28].
The results of this study showed that HF surface treatment produced high SBS values comparable to sandblasting, aligning with previous studies by Peumans [25] and Elsaka [21]. Hydrofluoric acid etches the glass filler particles in the resin matrix, creating microporosities that increase surface energy and improve bonding agent infiltration [29], resulting in deep primer infiltration and strong mechanical interlocking [16]. In this study, a 9.6 % HF solution was applied for one minute, achieving efficient etching without compromising the composite’s mechanical properties or its structural integrity [15]. While some studies [2,14,30,31] reported lower bond strength with HF when using materials containing non-etchable zirconia fillers, the milled materials in this study had sufficient etchable glass fillers to achieve high SBS values. However, prolonged HF exposure can dissolve glass fillers, so following the manufacturer’s guidelines is crucial. Nevertheless, due to the potential harm of HF to soft tissues, some orthodontists may prefer safer alternatives [18,21].
The final surface treatment investigated in this study was surface roughening with a flame-shaped diamond bur. The high incidence of adhesive failures experienced in the diamond bur group in addition to their inferior bonding results indicated that this method was not as effective as the other two methods [32]. This finding aligns with Ozcan Et al. [32], who also found that HF and sandblasting achieved superior bond strength compared to diamond bur treatment, even after long-term water storage and thermocycling. Moreover, Bayram et al. [33] found that, despite enhancing bond strength by creating retentive areas, the diamond bur’s abrasive effect is difficult to control and can damage the surface by exposing filler particles, making it a less favorable option overall. On the other hand, Valandro et al. [34] recommended diamond bur roughening as a less aggressive approach for a more durable bonding at the interfaces.
Adhesive failure is primarily influenced by the bond strength between the bracket and the resin cement, the bond strength between the restorative material and the resin cement, and the mechanical properties of the resin cement [17]. The ARI scores in this study indicated varying degrees of adhesive failure across different restorative materials and surface treatments, with a higher incidence of scores 0 and 1, indicating no adhesive or less than 50 % adhesive remaining on the specimen’s surface, respectively. This suggests that the bond strength between the bracket and resin cement was stronger than that between the restorative material and resin cement. These findings highlight the significant impact of both material composition and surface treatment on the adhesion of resin cement to indirect restorations.
This study has several limitations. First, as an experimental study, it does not fully replicate intra-oral conditions, such as salivary contamination, thermal variations, and pH fluctuations, which may impact SBS results [35]. However, specimens were subjected to thermocycling, mimicking thermally induced stresses at the bonding interface during orthodontic treatment [36,37]. Additionally, the flat specimens used, as per ISO standards, do not account for the natural morphological and anatomical variations of tooth surfaces. Lastly, this study focused solely on shear bond strength, whereas other forces may also influence the clinical performance and durability of these materials. Further clinical and experimental research is needed to address these limitations and validate the findings of this study. Future investigations should explore additional clinical stresses, such as torquing and tensile forces, as well as evaluate alternative surface treatment techniques for indirect resin composite materials. Additionally, studies could assess surface energy and profilometry following various surface treatments to provide a more comprehensive understanding of their impact on bond strength and clinical performance.
Conclusion
Based on the findings of this experimental study, the following conclusions can be drawn:
- Both CAD-CAM restorative materials (milled and 3D-printed) demonstrated adequate shear bond strength (SBS) for clinical use, with milled materials (LU and GR) showing significantly higher SBS values compared to 3D-printed materials (CT and CB).
- Surface treatments significantly improved SBS, with sandblasting (SB) and hydrofluoric acid etching (HF) yielding higher SBS values than diamond bur roughening (DB).
- Adhesive failure between the bracket and the restoration was more common, with most specimens showing no adhesive or less than 50 % adhesive remaining on the surface.
- Sandblasted milled fabricated Lava Ultimate™ demonstrated the most favorable outcomes in terms of both SBS and ARI scores.
Author Contributions
Mohammad Aldosari: Writing—review & editing, Visualization, Validation, Resources. Noha Anany: Writing—review & editing, Writing—original draft, Visualization, Validation, Resources, Data curation. Razan Alaqeely: Writing—review & editing. Jawaher Alsenaidi: Writing—review & editing. Aref Sufyan: Writing—review & editing. Sameh Talaat: Writing—review & editing. Christoph Bourauel: Writing—review & editing. Tarek Elshazly: Writing—review & editing, Writing—original draft, Visualization, Validation, Methodology, Investigation, Data curation. Abdulaziz Alhotan: Writing—review & editing, Writing—original draft, Visualization, Validation, Methodology, Investigation, Data curation. All authors have read and agreed to the published version of the manuscript.
Funding
Not Applicable
Institutional Review Board Statement
Not Applicable
Informed Consent Statement
Not Applicable
Data Availability Statement
Available on request
Acknowledgment
The authors thank the Researchers Supporting Project Number (RSPD2024R790), King Saud University, Riyadh, Saudi Arabia.
Conflicts of interest
The authors declare no conflict of interest
Compliance with Ethics Requirements
This article does not contain any studies with human or animal subjects.
References
- Kollmuss M, Kist S, Goeke JE, Hickel R, Huth KC. Comparison of chairside and laboratory CAD/CAM to conventional produced all-ceramic crowns regarding morphology, occlusion, and aesthetics. Clin Oral Investig. 2016;20(4):791-797. [CrossRef]
- Mainjot AK, Dupont NM, Oudkerk JC, Dewael TY, Sadoun MJ. From Artisanal to CAD-CAM Blocks: State of the Art of Indirect Composites. J Dent Res. 2016;95(5):487-495. [CrossRef]
- Koenig A, Schmidtke J, Schmohl L, et al. Characterisation of the filler fraction in cad/cam resin-based composites. Materials (Basel). 2021;14(8). [CrossRef]
- Nguyen JF, Migonney V, Ruse ND, Sadoun M. Resin composite blocks via high-pressure high-temperature polymerization. Dent Mater. 2012;28(5):529-534. doi:10.1016/j.dental.2011.12.003.
- Atta I, Bourauel C, Alkabani Y, et al. Physiochemical and mechanical characterisation of orthodontic 3D printed aligner material made of shape memory polymers (4D aligner material). J Mech Behav Biomed Mater. Published online 2023:106337.
- Sharif M, Bourauel C, Ghoneima A, Schwarze J, Alhotan A, Elshazly TM. Force system of 3D-printed orthodontic aligners made of shape memory polymers: an in vitro study. Virtual Phys Prototyp. 2024;19(1):e2361857.
- Elshazly TM, Keilig L, Alkabani Y, et al. Potential Application of 4D Technology in Fabrication of Orthodontic Aligners. Front Mater 8 794536 doi 103389/fmats. Published online 2022.
- Alghazzawi TF. Advancements in CAD/CAM technology: Options for practical implementation. J Prosthodont Res. 2016;60(2):72-84. [CrossRef]
- Goodacre BJ, Goodacre CJ. Additive Manufacturing for Complete Denture Fabrication: A Narrative Review. J Prosthodont Off J Am Coll Prosthodont. 2022;31(S1):47-51. [CrossRef]
- Jain S, Sayed ME, Shetty M, et al. Physical and Mechanical Properties of 3D-Printed Provisional Crowns and Fixed Dental Prosthesis Resins Compared to CAD/CAM Milled and Conventional Provisional Resins: A Systematic Review and Meta-Analysis. Polymers (Basel). 2022;14(13). [CrossRef]
- Elshazly TM, Keilig L, Salvatori D, Chavanne P, Aldesoki M, Bourauel C. Effect of Trimming Line Design and Edge Extension of Orthodontic Aligners on Force Transmission: An in vitro Study. J Dent. Published online 2022:104276. [CrossRef]
- Abdelnaby YL. Effects of cyclic loading on the bond strength of metal orthodontic brackets bonded to a porcelain surface using different conditioning protocols. Angle Orthod. 2011;81(6):1064-1069. [CrossRef]
- Abu Alhaija ESJ, Abu AlReesh IA, AlWahadni AMS. Factors affecting the shear bond strength of metal and ceramic brackets bonded to different ceramic surfaces. Eur J Orthod. 2010;32(3):274-280. [CrossRef]
- Emsermann I, Eggmann F, Krastl G, Weiger R, Amato J. Influence of Pretreatment Methods on the Adhesion of Composite and Polymer Infiltrated Ceramic CAD-CAM Blocks. J Adhes Dent. 2019;21(5):433-443. [CrossRef]
- Colombo L do A, Murillo-Gómez F, De Goes MF. Bond Strength of CAD/CAM Restorative Materials Treated with Different Surface Etching Protocols. J Adhes Dent. 2019;21(4):307-317. [CrossRef]
- de Almeida RM, Hass V, Sasaki DY, Berger SB, Fernandes TM, Tonetto MR. The impact of different surface treatments on the shear bond strength of orthodontic metal brackets applied to different CAD/CAM composites. J Clin Exp Dent. 2021;13(6):608-613. [CrossRef]
- Iijima M, Ito S, Muguruma T, Saito T, Mizoguchi I. Bracket bond strength comparison between new unfilled experimental self-etching primer adhesive and conventional filled adhesives. Angle Orthod. 2010;80(6):1095-1099. [CrossRef]
- Karan S, Büyükyilmaz T, Toroǧlu MS. Orthodontic bonding to several ceramic surfaces: Are there acceptable alternatives to conventional methods? Am J Orthod Dentofac Orthop. 2007;132(2):144.e7-144.e14. [CrossRef]
- Falkensammer F, Freudenthaler J, Pseiner B, Bantleon HP. Influence of surface conditioning on ceramic microstructure and bracket adhesion. Eur J Orthod. 2012;34(4):498-504. [CrossRef]
- Reynolds IR. A Review of Direct Orthodontic Bonding. Br J Orthod. 1975;2(3):171-178. [CrossRef]
- Elsaka SE. Influence of surface treatments on bond strength of metal and ceramic brackets to a novel CAD/CAM hybrid ceramic material. Odontology. 2016;104(1):68-76. [CrossRef]
- Tezvergil A, Lassila LVJ, Vallittu PK. Composite-composite repair bond strength: Effect of different adhesion primers. J Dent. 2003;31(8):521-525. [CrossRef]
- Papadopoulos K, Pahinis K, Saltidou K, Dionysopoulos D, Tsitrou E. Evaluation of the surface characteristics of dental CAD/CAM materials after different surface treatments. Materials (Basel). 2020;13(4):1-15. [CrossRef]
- Gilbert S, Keul C, Roos M, Edelhoff D, Stawarczyk B. Bonding between CAD/CAM resin and resin composite cements dependent on bonding agents: three different in vitro test methods. Clin Oral Investig. 2016;20(2):227-236. [CrossRef]
- Peumans M, Valjakova EB, De Munck J, Mishevska CB, Van Meerbeek B. Bonding effectiveness of luting composites to different CAD/CAM materials. J Adhes Dent. 2016;18(4):289-302. [CrossRef]
- Özcan M, Volpato CÂM. Surface Conditioning and Bonding Protocol for Nanocomposite Indirect Restorations: How and Why? J Adhes Dent. 2016;18(1):82. http://dx.doi.org/10.3290/j.jad.a35629.
- Reymus M, Roos M, Eichberger M, Edelhoff D, Hickel R, Stawarczyk B. Bonding to new CAD/CAM resin composites: influence of air abrasion and conditioning agents as pretreatment strategy. Clin Oral Investig. 2019;23(2):529-538. [CrossRef]
- Strasser T, Preis V, Behr M, Rosentritt M. Roughness, surface energy, and superficial damages of CAD/CAM materials after surface treatment. Clin Oral Investig. 2018;22(8):2787-2797. [CrossRef]
- Ramakrishnaiah R, Alkheraif AA, Divakar DD, Matinlinna JP, Vallittu PK. The effect of hydrofluoric acid etching duration on the surface micromorphology, roughness, and wettability of dental ceramics. Int J Mol Sci. 2016;17(6). [CrossRef]
- Duzyol M, Sagsoz O, Polat Sagsoz N, Akgul N, Yildiz M. The Effect of Surface Treatments on the Bond Strength Between CAD/CAM Blocks and Composite Resin. J Prosthodont. 2016;25(6):466-471. [CrossRef]
- Frankenberger R, Hartmann VE, Krech M, et al. Adhesive luting of new CAD/CAM materials. Int J Comput Dent. 2015;18(1):9-20. http://www.ncbi.nlm.nih.gov/pubmed/25911826.
- Özcan M, Valandro LF, Amaral R, Leite F, Bottino MA. Bond strength durability of a resin composite on a reinforced ceramic using various repair systems. Dent Mater. 2009;25(12):1477-1483. [CrossRef]
- Bayram M, Yeşilyurt C, Kuşgöz A, Ülker M, Nur M. Shear bond strength of orthodontic brackets to aged resin composite surfaces: effect of surface conditioning. Eur J Orthod. 2011;33(2):174-179. [CrossRef]
- Valandro LF, Ozcan M, Bottino MC, Bottino MA, Scotti R, Bona A Della. Bond strength of a resin cement to high-alumina and zirconia-reinforced ceramics: the effect of surface conditioning. J Adhes Dent. 2006;8(3):175-181.
- Yüzbaşıoğlu E, Sayar-Torun G, Özcan M. Adhesion of orthodontic brackets to indirect laboratory-processed resin composite as a function of surface conditioning methods and artificial aging. J Adhes Sci Technol. 2016;30(23):2565-2572. [CrossRef]
- Alavi S, Shirani F, Zarei Z, Raji S. Effect of different surface treatment with panaviaV5 on shear bond strength of metal brackets to silver amalgam. Dent Res J (Isfahan). 2021;18(1). [CrossRef]
- Asiry MA, AlShahrani I, Alaqeel SM, Durgesh BH, Ramakrishnaiah R. Effect of two-step and one-step surface conditioning of glass ceramic on adhesion strength of orthodontic bracket and effect of thermo-cycling on adhesion strength. J Mech Behav Biomed Mater. 2018;84(March):22-27. [CrossRef]
Figure 1.
Flow diagram of the current study design.
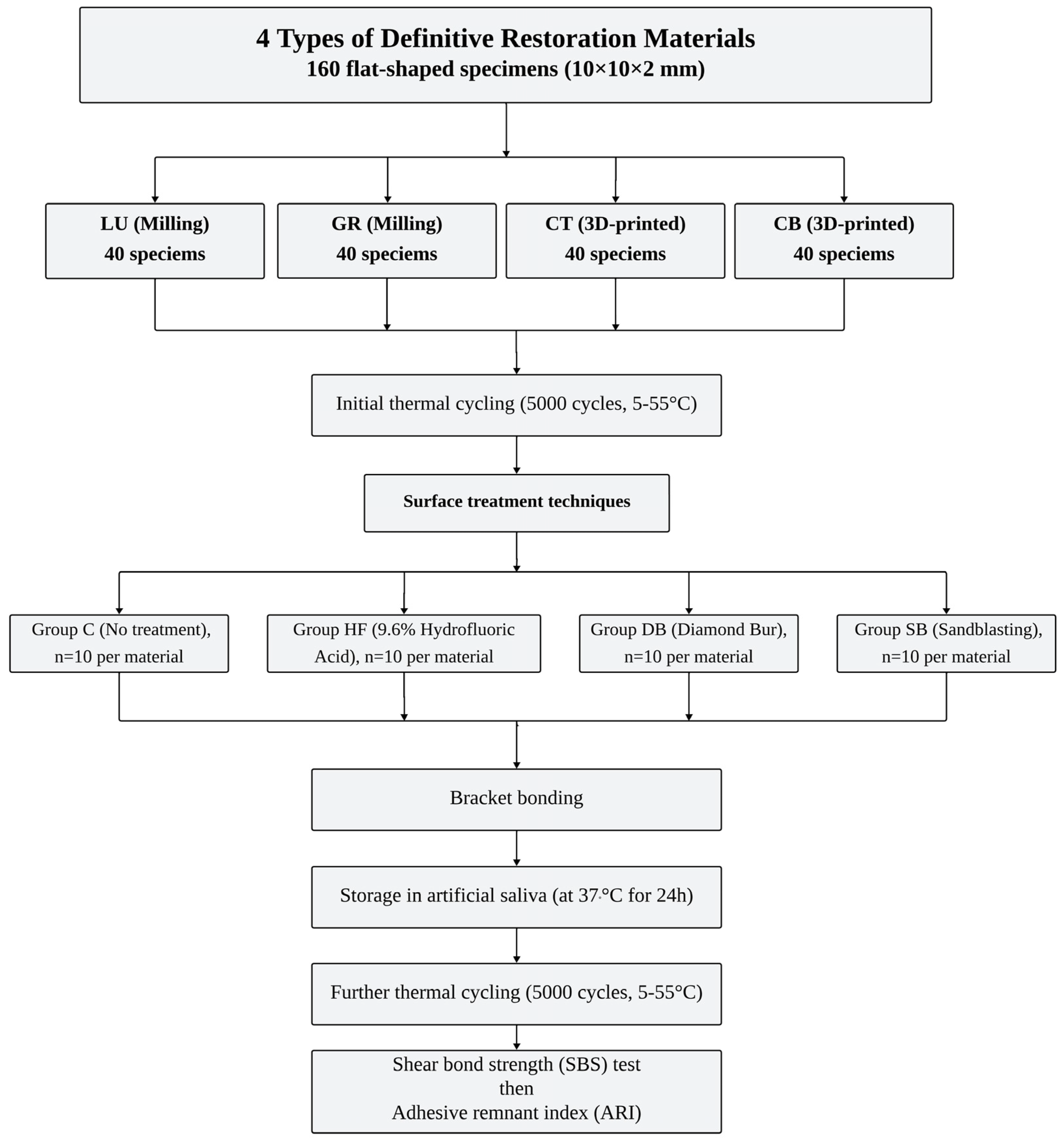
Figure 2.
Shear bond strength testing.
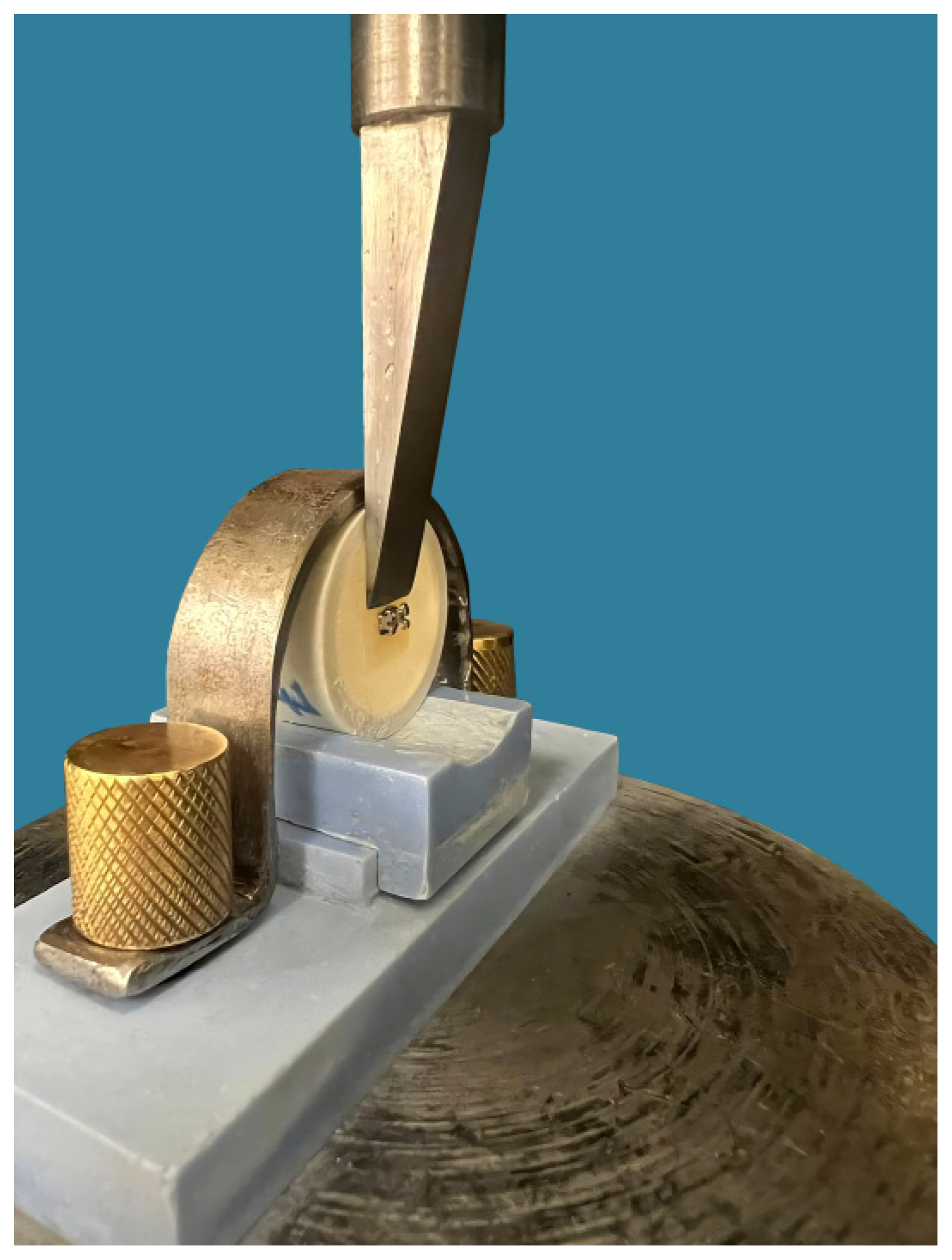
Figure 3.
Distribution of adhesive remnant index (ARI) scores (%) observed for tested groups after debonding. Abbreviations: Group C (control, no surface treatment), Group HF (treated with 9.6 % hydrofluoric acid), Group DB (mechanical roughening by a diamond bur), and Group SB (sandblasting using aluminum oxide). Scores: 0 = no adhesive remained on the bonded surface; 1= less than 50 % of the adhesive remained on the bonded surface; 2 = more than 50 % of the adhesive remained on the bonded surface; 3 = 100 % of adhesive remained on the bonded surface.
Figure 3.
Distribution of adhesive remnant index (ARI) scores (%) observed for tested groups after debonding. Abbreviations: Group C (control, no surface treatment), Group HF (treated with 9.6 % hydrofluoric acid), Group DB (mechanical roughening by a diamond bur), and Group SB (sandblasting using aluminum oxide). Scores: 0 = no adhesive remained on the bonded surface; 1= less than 50 % of the adhesive remained on the bonded surface; 2 = more than 50 % of the adhesive remained on the bonded surface; 3 = 100 % of adhesive remained on the bonded surface.
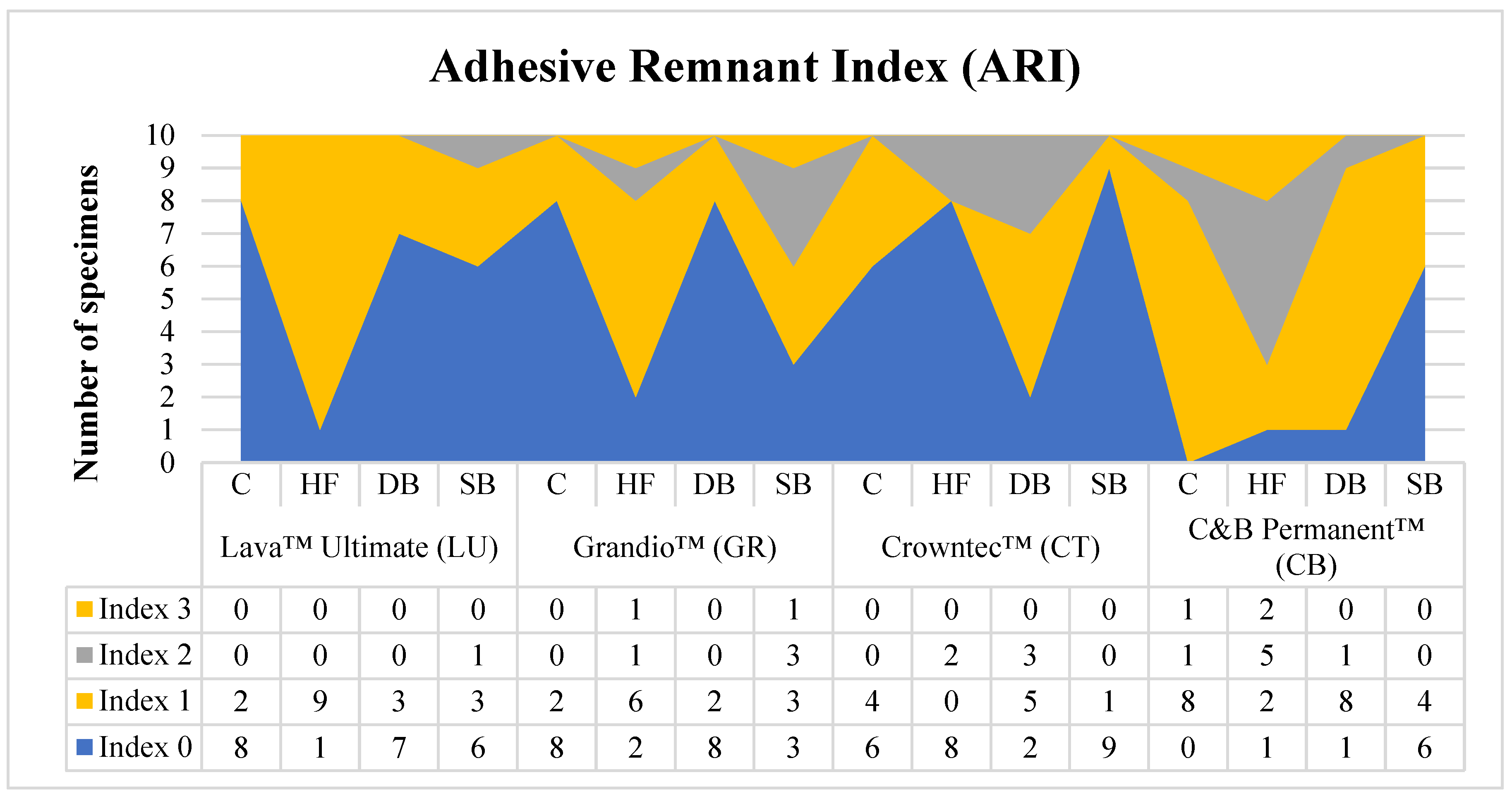

Table 1.
Data on CAD-CAM milling blocks and 3D-printed composite resins used in this study.
| Material | Material type | Composition | Manufacturer | |
|---|---|---|---|---|
| Filler | Polymer | |||
| Lava Ultimate™ (LU) | Milling block nanoceramic composite resin | 80 wt.% fillers of silica (size 20 nm), zirconia (size 4-11 nm) nanoparticles | 20 wt. % Bis-GMA, UDMA, Bis-EMA, TEGDMA | 3MTM ESPE, St. Paul, MN, USA |
| Grandio™ (GR) | Milling block nanohybrid composite resin | 86 wt.% nanohybrid fillers (particle size 20-60 nm) | 14 wt. % UDMA, DMA | VOCO GmbH, Cuxhaven, Germany |
| Crowntec™ (CT) | 3D-printed composite resin | 30–50 wt.% fillers (particle size 0.7 μm) silanized dental glass, pyrogenic silica | Esterification products of 4,4′-isopropylidiphenol, ethoxylated and 2-methylprop-2enoic acid | Saremco Dental AG, Rebstein, Switzerland |
| C&B Permanent™ (CB) | 3D-printed composite resin | N/A | Diurethane dimethacrylate, 2-Propenoic acid, 2-methyl-, (1-methylethylidene) bis (4,1-phenyleneoxy(1-methyl-2,1-ethanediyl)) ester, 2-HEMA, diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide, and additives | ODS, Seoul, Korea |
Abbreviations: BisGMA, bisphenol-A-glycidyldimethacrylate; UDMA, urethane dimethacrylate; BisEMA, ethylated bisphenol A dimethacrylate; BisEMA, ethylated bisphenol A dimethacrylate; TEGDMA, triethyleneglycoldimethacrylate; DMA, dimethacrylate.
Table 2.
Mean ±standard deviation of shear bond strength (SBS) values in MPa for each material and surface treatment method.
Table 2.
Mean ±standard deviation of shear bond strength (SBS) values in MPa for each material and surface treatment method.
| Material | Surface treatment | |||
|---|---|---|---|---|
| C | HF | DB | SB | |
| Lava™ Ultimate (LU) | 14.8 ±1.2 Ac | 19.6 ±1.8 Cc | 17.2 ±1.4 Bc | 20.4 ±1.5 Cc |
| Grandio™ (GR) | 13.9 ±0.7 Ac | 19.7 ±1.6 Cc | 17.5 ±1.6 Bc | 20.0 ±1.0 Cc |
| Crowntec™ (CT) | 5.7 ±0.7 Aa | 16.1 ±1.5 Ca | 9.7 ±0.7 Ba | 15.5 ±0.6 Ca |
| C&B Permanent™ (CB) | 11.5 ±1.4 Ab | 17.4 ±1.3 Cb | 14.8 ±1.2 Bb | 18.2 ±0. 9 Cb |
Abbreviations: Group C (control, no surface treatment), Group HF (treated with 9.6% hydrofluoric acid), Group DB (mechanical roughening by a diamond bur), and Group SB (sandblasting using aluminum oxide). Different superscript uppercase letters in each row for each material indicate significant differences (p<0.05). Different superscript lowercase letters in each column for each surface treatment method indicate significant differences (p<0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



