
Submitted:
20 September 2024
Posted:
26 September 2024
You are already at the latest version
Abstract
The study focused on utilizing post-process osmotic solution enriched with inulin or maltodextrin, evaluating its potential for spray drying. Parameters such as yield, energy consumption, and the physical properties of the dried solutions and powders—including moisture content (Mc), water activity (Aw), color, true and bulk density, porosity, and glass transition temperature—were analyzed. The effects of carrier type, concentration, and inlet temperature (Tin) were systematically examined. Samples dried with maltodextrin demonstrated over 50% higher yield than those with inulin, with the highest yield of 32.13±0.64% and the lowest yield of 2.75±0.48%. Higher Tin improved drying efficiency by reducing Mc but also caused darker powders. Energy consumption increased with rising Tin, peaking at 2295±51 kJ. The Spray Drying Energy Index (SDEI) was introduced to assess energy consumption relative to powder yield, with the most favorable SDEI values observed for processes with the highest total energy consumption. These same samples exhibited lower Mc and Aw values. The lowest bulk density was 0.455±0.004 g·cm-3, while porosity was 58.3±0.7%. The results highlight the potential of spray drying as a sustainable method for utilizing by-products from osmotic dehydration, aligning with the principles of sustainable food practices.
Keywords:
Spray Drying
; food by-products
; Osmotic Solution
; Maltodextrin
; Inulin
; Physical properties of powders
1. Introduction
Osmotic dehydration, a popular process in the food industry, traditionally uses sugar or salt solutions, but concentrated fruit juices are increasingly being applied [1,2]. This approach not only reduces water content but also enriches products with bioactive compounds, enhancing their nutritional value [3,4]. The osmotic solution often remains unused after the process, highlighting the need for technologies to enable its further utilization [5].
One of the proposed ideas for managing osmotic solutions after the process is their reuse in subsequent dehydration cycles, which is possible with proper microbiological control [6]. However, there is a lack of information on other ways to utilize these solutions [7]. Additionally, such solutions have been primarily developed for osmotic dehydration in solutions based on substances such as sucrose, sodium chloride, corn syrup, or starch syrup [8]. Such reuse can minimize the amount of waste generated in the form of osmotic solutions and contribute to the development of new products based on them. However, it should be noted that excessive consumption of these substances may lead to negative health effects [9].
In the case of osmotic solutions rich in health-promoting compounds based on concentrated fruit or vegetable juices, spray drying emerges as a promising alternative for utilizing spent osmotic solutions. This technique transforms liquids into shelf-stable powders while preserving their key properties.
However, applying spray drying to complex mixtures like spent osmotic solutions can pose challenges. The presence of various sugars, organic acids, and minerals can influence the drying process, leading to issues such as stickiness, caking, and reduced powder yield [10]. This occurs due to the low molecular weights of these compounds, which result in a low glass transition temperature and contribute to the stickiness problem [11]. Additionally, the high temperatures associated with spray drying can lead to the thermal degradation of sensitive compounds, affecting the color, flavor, and nutritional value of the final product [12]. Careful control of process parameters and the potential use of encapsulating agents to increase the glass transition temperature of the solutions are crucial to overcome these challenges and obtain high-quality powders from spent osmotic solutions [13].
Although there have been no reports on the spray drying of osmotic solutions after the process [7], research on the spray drying of tomato juice provides a basis for determining various parameters to be used in trials for spray drying postprocess osmotic solutions based on concentrated tomato juice.
Existing literature indicates the use of spray drying for tomato juice with carriers such as maltodextrin [14], inulin [15], whey protein isolate [13] and vegetable proteins (pea protein isolate, soy protein isolate and zein from maize) [12]. Due to the more complex nature of post-process osmotic solutions, this study also conducted spray drying using drying carriers.
The use of spray drying for managing osmotic solutions after the process, along with the addition of selected carriers, can serve as an exploration of the possibilities for processing these solutions. This approach can contribute to the reduction of waste in the form of post-osmotic solutions, while simultaneously facilitating the development of a new functional product in the form of bioactive powder or a health-promoting food additive, aligning with the circular economy model.
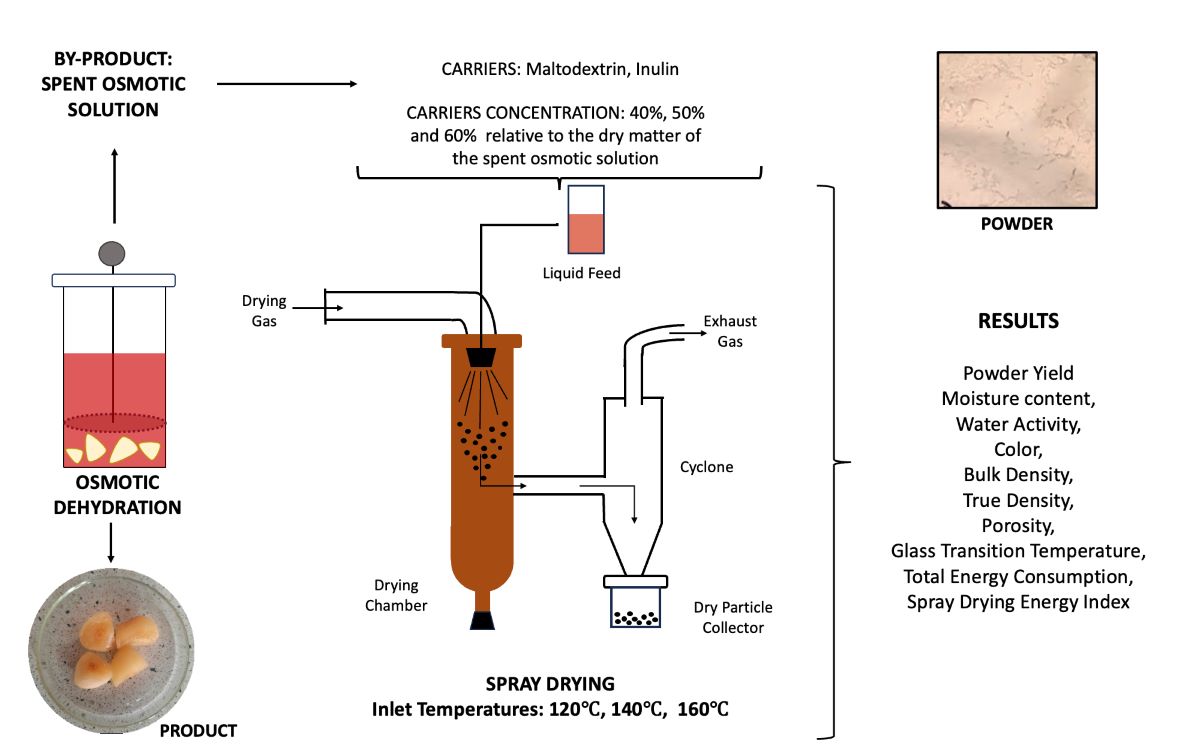
In this article, the focus is on the spray drying of an osmoactive solution based on concentrated tomato juice and basil extract with reduced pH using ascorbic acid after the osmotic dehydration process of garlic clove halves. The process is described in the article by Zimmer et al. [16,17]. The aim of the research was to examine the possibilities of spray drying to produce powder from the post-process osmotic solution after osmotic dehydration of garlic in concentrated tomato juice with basil extract. The physical properties of dried solutions with the addition of maltodextrin or inulin and the resulting powders were examined. Moisture content, water activity, color parameters, bulk and true density, and porosity were analyzed. Additionally, the energy consumption of the spray drying process was also assessed.
2. Materials and Methods
2.1. Materials
To prepare the solutions for spray drying, a post-process osmotic solution was utilized. The preparation of these osmotic solutions, as well as the osmotic dehydration process itself, followed the methodology outlined by Zimmer et al. [16]. After osmotic dehydration, the solution was diluted to 20±1°Bx and then frozen until preparation for spray drying. Before the drying process, the solution was enriched with drying carriers in the form of inulin and maltodextrin in various concentrations.
2.2. Preparation of Solutions for Spray Drying
For spray drying, a solution based on concentrated tomato juice with basil extract after the osmotic dehydration process of garlic clove halves was used. The solution was diluted to 20°Brix and mixed with inulin or maltodextrin to obtain solutions with carrier concentrations of 40%, 50%, and 60% relative to the dry matter of the juice. To properly dissolve the carrier, the calculated mass of the carrier was dissolved in water at a mass ratio of 1:3 and dissolved on a magnetic stirrer (Biosan, Riga, Latvia) at a temperature of 70°C. The prepared carrier solution was then added in the appropriate amount to the post-process osmoactive solution.
2.3. pH of the Solutions
The pH of the solutions was measured using a Mettler Toledo FiveEasy Plus pH/mV meter (Mettler Toledo, Greifensee, Switzerland). The pH measurement was conducted immediately before spray drying. Each measurement was repeated three times (n=3).
2.4. Viscosity
The viscosity of the solution was determined using a vibrating viscometer (A&D, Tokyo, Japan). The viscosity measurements were conducted at a temperature of 45°C, and each measurement was repeated three times (n=3).
2.5. Total Soluble Solids
The Total Soluble Solids (TSS) in the solutions was determined using a two-step drying procedure involving a convection oven and a vacuum dryer. Initially, the solution samples with sand were placed in a convection oven and dried at 105°C for the first 4 hours. Subsequently, to ensure precise and complete moisture removal, the samples were transferred to a vacuum dryer and dried at 80°C under a pressure of 100 Pa for 24 hours.
2.6. Spray Drying
Spray drying (SD) was conducted using a mini spray-dryer (Mini spray-dryer, B-290, Büchi Labor Technik AG, Flawil, Switzerland). Droplets of mixtures containing juice and an appropriate carrier were evaporated in hot air, with inlet temperatures set sequentially at 120°C, 140°C, and 160°C. The remaining process parameters were set as follows: the airflow rate was 600 L⋅h-1, and the pump control was set to 3 mL⋅min-1, which, depending on the properties of the supplied solution, translated into a feed flow rate ranging from 3.58±0.8 g∙min⁻¹ to 4.00±0.21 g∙min⁻¹. Spray drying at these temperatures was performed for solutions containing 40%, 50%, and 60% inulin or maltodextrin, calculated on a dry matter basis. The drying processes were performed in two repetitions (n = 2).
Additionally, freeze drying (FD) was also conducted on the post-process osmotic solution for comparison with spray drying. Freeze drying (FD) was performed in a Free-Zone 4.5 L installation (Labconco, Fort Scott, KS, USA) at a temperature of −50°C and a constant pressure of 50 Pa for 48 h. The temperature of the heating shelves was 30°C. In the FD process, the solution was dried without the addition of drying carriers.
2.7. Yield
The yield of powders for each spray drying process was determined using the formula:
where (%) is the powder yield, (g) represent the mass of the obtained powder, (%) is the dry matter content of the obtained powder, (g) is the mass of the solution used for drying and (%) is the dry matter content of the solution.
2.8. Water Activity
To measure the water activity (Aw) of the samples in this study (solutions and obtained powders), an AquaLab Dew Point 4TE device from Decagon Devices Inc., located in Pullman, Washington, USA, was utilized. The measurements were performed three times (n=3) at a temperature of 25±0.5°C.
2.9. Color of the Solutions and Obtained Powders
The color was measured using a Minolta Chroma Meter CR-400 (Minolta Co., Ltd., Osaka, Japan). The results were referenced to the International Commission on Illumination (CIE) Lab* color space, where L* indicates lightness, a* values range from negative (green) to positive (red), and b* values range from negative (blue) to positive (yellow). The overall color change of the dried material was expressed as ΔE using the methodology presented in the article by Zimmer et al. [16]. The total color change of the obtained powders, expressed as ΔE was related to the FD sample and ΔE of the solutions intended for drying was calculated in comparison to the post-process osmotic solution without any carrier, diluted to 20°Brix.
2.10. Moisture Content of Obtained Powders
The moisture content (Mc) of obtained powders was determined by using a vacuum dryer (SPT-200, ZEAMiL, Horyzont, Kraków, Poland). The measurement was carried out by subjecting the sample to a temperature of 80°C under a pressure of 100 Pa for 24 h.
2.11. Bulk Density
Bulk density () was determined utilizing a 5.0±0.1 cm³ graduated cylinder and a PS 4500 R2 laboratory scale (Radwag, Radom, Poland). The bulk density was calculated using the following formula:
where represents the mass of the sample within the cylinder, and denotes the volume of the sample in the cylinder. Each measurement of bulk density was performed in triplicate (n = 3).
2.12. True Density
The true density () was determined by dividing the mass of the powder sample () by the total volume () of the sample, excluding any air pockets, as shown in Equation:
The mass of the apple powders was measured using an analytical balance (XA 60/220/X Radwag, Radom, Poland), and the total volume, excluding the air, was determined with a HumiPyc™/model 2 Gas Pycnometer (InstruQuest Inc., Coconut Creek, FL, USA).
2.13. Porosity
Using the measured bulk densities ( and true density (the porosity values were determined accordingly by applying the following formula:
2.14. Glass Transition Temperature
The glass transition temperature ()was measured using a DSC821e differential scanning calorimeter (Mettler Toledo, Switzerland). The sample was placed in a medium- pressure crucible, which was then inserted into the measurement chamber of the calorimeter. The measurement process involved gradually heating the sample at a controlled rate of 10°C per minute. The glass transition temperature was determined based on the characteristic change in the recorded heat flow, indicating the transition of the material from a glassy-amorphous state to a plastic state. These results were used to determine the glass transition temperature of the studied substance.
2.15. Total Energy Consumption and Spray Drying Energy Index
Total Energy consumption (TEC) during spray drying was calculated based on the following formula:
where represents the power required by the heater at a specific process temperature, stands for the power consumed by the pump, indicates the power needed for the operation of the aspirator, refers to the power used by the control system of the dryer, and denotes the process duration, expressed in seconds. Additionally, refers to the power required by the air compressor, and denotes the operating time of the air compressor during the process. TEC was calculated per 100 g of solution fed into the drying process.
The Spray Drying Energy Index (SDEI) for each spray drying process was calculated based on the equations:
where (kJ) is the energy consumed during spray drying process, and (%) is the yield of the powder obtained during each process.
2.16. Statistical Analysis
All statistical tests were carried out using the STATISTICA 13.3 program (StatSoft, Krakow, Poland). A variance analysis (ANOVA) was conducted on the independent variables and their interactions with a significance level set at α=0.05. The analysis included calculating the following parameters related to intergroup variability for the factors under study: F - the value of the F-statistic, and p - the value of the significance level. The outcomes of the physicochemical tests were expressed as mean values with standard deviations. Variance analysis was conducted using Tukey’s honest significant difference (HSD) test (p < 0.05) to assess the statistical significance of observed differences.
3. Results and Discussion
3.1. Physical Properties of Solutions
The osmotic solution based on concentrated tomato juice and basil extract before the osmotic dehydration process of garlic was also acidified using ascorbic acid to increase the efficiency of the process, as described in detail in the articles by Zimmer et al. [16,17]. After the conducted osmotic dehydration, the solution was diluted and mixed with inulin or maltodextrin solutions. An important fact is that the ascorbic acid present in the solution even before the dehydration process can be treated as a carrier in spray drying [18]. Ascorbic acid reduces the tendency to absorb moisture and dusting, as well as improves the flowability of the material, preventing its clumping during the encapsulation process [19]. However, unpublished preliminary studies showed that spray drying of the post-process osmotic solution alone did not result in obtaining powder and indicated that obtaining powder from the specified solution with the best yield is possible after the addition of maltodextrin and inulin. Therefore, the influence of these two carriers is described in the following article. Moreover, in the study by Khwanpruk et al. [20] it was shown that an increase in maltodextrin concentration in the solution may result in a higher retained level of ascorbic acid in the obtained powder, which may positively affect the health-promoting values of the obtained powder.
Table 1 presents the physical properties of the solutions used as feed for spray drying and the post-process osmoactive solution diluted to 20°Bx, which served as the base solution to which carriers were added at various concentrations.
Statistical analysis of the solutions showed that the type of carrier used had a greater effect on dry mass than its concentration (Table 2).
Generally, the average Total Soluble Solids (TSS) of solutions with inulin was higher compared to the average dry mass of solutions with maltodextrin. All the dry mass values of the solutions prepared for the spray drying process were presented in table 1. Similar TSS values of the solutions are related to the sample preparation method, where the carrier was always added to the post-process osmotic solution in a mass ratio to water of 1:3, but the ratio of TSS from the juice to the dry matter from the carrier varied. As studies report, the TSS content in spray-dried solutions is an important parameter because it affects the moisture content of the powders obtained in the drying process [21].
The addition of carriers to the solution diluted to 20°Bx in each case resulted in an increase in water activity (Aw). The type of carrier used influenced this parameter, while the carrier concentration did not have a significant effect on the magnitude of this parameter (Table 2). The solution containing 50% inulin had the lowest Aw value of 0.9809±0.0033, while the solution containing 40% maltodextrin had the highest Aw value (0.9896±0.0012). The increase in water activity values of the solutions after the addition of the carrier is caused by changes in the chemical composition of the solutions.
The solution before the addition of drying carriers was characterized by a pH value of 3.81±0.01. The addition of the carrier caused a slight decrease in pH. The pH of the solutions prepared for the drying process slightly increased with the addition of more maltodextrin. In the case of inulin, this trend was not clearly observed. Statistical analysis showed that both the type of carrier and its concentration influenced the changes in pH values of the solutions (Table 2). However, these changes were subtle. The low pH of the solutions is related to the method of solution preparation before the osmotic dehydration process [16]. Literature reports indicate that both the addition of inulin [22] and maltodextrin [20] have a slight effect on the change in pH after being introduced into the tested sample. Moreover, raising the pH of the tested solutions after the addition of drying carriers may not have been possible due to the presence of ions from the ascorbic acid in the post-process osmotic solution, which could have stabilized the acidic environment [23].
The addition of both maltodextrin and inulin led to an increase in the viscosity of the solutions. This value for the solution without a carrier was 1.91±0.01 mPa∙s. Statistical analysis showed that the concentration of the carrier used had a significantly greater effect on the change in viscosity value than the type of carrier (Table 2). The viscosity of solutions with the addition of maltodextrin showed higher values than in the case of solutions with the addition of inulin. Moreover, higher viscosity values were observed for solutions with a higher dry matter content (Table 1), which was also noted, for example, in the studies by Goula and Adamopoulos describing the spray drying of tomato pulp [24].
The addition of carriers to the osmotic solution caused changes in its color. Before their addition, the parameters of the solution were: a* = 13.05±0.26, b* = 9.15±0.27, and lightness L* = 23.19±0.50. The values of the color parameters of the solutions are presented in table 1. Inulin had a greater effect on the lightness of the solution than maltodextrin. For example, with a 40% addition of maltodextrin, the lightness did not change significantly, but in the case of inulin, it increased to 28.05 ± 0.34. Increasing the concentration of carriers continued to affect the lightness of the solution, with inulin at higher concentrations causing a much greater increase in lightness than maltodextrin.
All the tested solutions had positive a* values, indicating a red hue [25]. The most intense red color was observed in the solution before the addition of carriers and in the solution with a 60% addition of inulin. The lowest a* values were found in the solution with a 40% addition of maltodextrin, although an increase in this parameter was noted at higher maltodextrin concentrations. Overall, the type of carrier used had a greater impact on the red hue than its concentration, but both factors influenced the a* value (Table 2).
Both the type and concentration of the carrier had a significant effect on the b* parameter (Table 2), which reflects the yellow hue. Statistical analysis showed that the type of carrier had a stronger impact on the b* value than its concentration. Compared to the solution without a carrier, most solutions had significantly lower b* values, meaning they exhibited a reduced yellow hue. However, the OS-I60 solution, with a 60% addition of inulin, was the only one that showed a higher b* value than the solution without a carrier, indicating a more pronounced yellow hue. In the study conducted by Anisuzzaman et al. [26], which analyzed the color of tomato pulp-based solutions with the addition of 5% and 10% maltodextrin, it was shown that the L*, a*, and b* parameters change in different ways depending on the type of maltodextrin used. These changes lead to an increase or decrease in the values of these parameters as the concentration of the carrier increases.
According to the statistical analysis, the concentration of the carrier had a greater effect on the ΔE value than the type of carrier (Table 2). The greatest color change (ΔE) was observed in the solution containing 60% inulin, reaching a value of 15.05±0.34. The solutions OS-M50 and OS-I40 showed the smallest color change, with values of 6.25±0.16 and 6.55±0.51, respectively. The ΔE values of the remaining samples ranged from 8.04±0.23 to 8.59±0.26, with no statistically significant differences between them.
3.2. Spray Drying Process Parameters
Table 3 presents the process parameters related to the spray drying processes of the post-process osmoactive solution based on tomato juice and basil extract with the addition of maltodextrin or inulin.
The statistical analysis showed that only Tin influenced the outlet temperature (Table 4). The type of carrier and its concentration did not significantly affect this value. The average outlet temperature for samples dried at 120°C, 140°C, and 160°C degrees Celsius was, respectively: 83.92 ± 1.62°C, 95.42 ± 0.67°C, and 108.25 ± 1.42°C (Table 3).
The feed flow rate during the drying process ranged from 3.58±0.8 g∙min⁻¹ to 4.00±0.21 g∙min⁻¹. Statistical analysis (Table 4) did not show any effect of the type of carrier, its concentration, and Tin on this parameter, however, it can be observed that the flow depended on the properties of the solutions such as viscosity and moisture content (Table 3).
It was observed that samples containing maltodextrin as a carrier had an average yield value over 50% higher compared to samples with inulin. For samples with added maltodextrin (M40, M50, M60), it was noted that increasing the maltodextrin concentration in the solution led to a higher yield value (Table 3). For the samples containing inulin (I40, I50, I60), the lowest yield values were noted for the I40 variants, especially at the lowest tested temperature, where this value was 2.75±0.48%. On the other hand, the highest yield values were recorded for the I60-120 and I60-160 variants. The conducted statistical (Table 4) showed that the type of carrier used had the greatest influence on yield. Additionally, the concentration of the carrier and the inlet temperature also significantly affected the efficiency of powder recovery from the post-process osmotic solution based on tomato juice.
Studies conducted by Anisuzzaman et al. [26] also showed that an increase in maltodextrin concentration and inlet temperature leads to a higher yield of powder obtained from tomato pulp-based solutions. However, it should be noted that in those studies, the spray drying process was conducted only for solutions containing two different concentrations of maltodextrin (5% and 10%). Preliminary unpublished studies that we conducted showed that obtaining powder from the post-process osmoactive solution used in the current research was not possible at such low concentrations of drying carriers, even with the use of high inlet temperatures, due to under-drying of the product and sticking to the dryer chamber.
Despite these lower yields, there is a noticeable relationship between yield, moisture content (Mc), and water activity (Aw). Generally, samples with a low yield, particularly those based on inulin, tend to have higher moisture content and water activity, indicating that less effective moisture removal during drying is associated with reduced yield, as confirmed by the study by Roccia et al. [27]. For example, the I40-120 sample, with the lowest yield, also showed relatively high Mc and Aw values, while maltodextrin-based samples with higher yields had lower Mc and Aw values, reflecting better moisture evaporation during the drying process.
The noticeably lower yield for samples containing inulin may be due to the lower glass transition temperature (Table 5), compared to samples with maltodextrin, which is often added specifically to raise this parameter. This was evident during the process, where the solution containing inulin behaved like syrup, sticking to the dryer chamber and cyclone, which may be directly related to the structural relaxation of the dried solution [28]. Moreover, previous studies have shown that maltodextrin can alter the surface viscosity of low molecular weight sugars such as glucose, sucrose, and fructose, as well as organic acids, which facilitates drying and reduces the viscosity of the spray-dried product [29,30].
In the studies conductd by Largo et al. [31], it was suggested that lowering the viscosity of the solution fed for drying might decrease the process efficiency. This was confirmed in each case for samples containing inulin; however, for samples with maltodextrin, other factors played a more significant role, not confirming the stated hypothesis. For example, in the case of the OS-M60 solution with a viscosity of 2.99±0.11 mPa·s dried at 120°C, a higher yield was obtained compared to the OS-M50 solution with a viscosity of 3.09±0.04 mPa·s, where the yield was over 5% lower. The greatest influence on the energy consumption of the process was exerted by the inlet temperature (Table 4). The increase in energy consumption with the rise in inlet temperature was also demonstrated in other studies, such as those by Aghbashlo et al. [32].
The lowest energy consumption was recorded for the drying process of a solution containing 60% inulin at 120°C (1724 ± 24 kJ), while the highest was for a 40% maltodextrin solution at 160°C (2295 ± 51 kJ). In most cases, the drying processes of different solutions, using the same Tin, resulted in energy consumption that did not differ statistically from one another. In this study, a novel metric was used to assess energy consumption relative to powder yield. This metric provides a more universal tool, as opposed to the typical Specific Energy Consumption index used in conventional drying methods, which considers only the evaporated water or the amount of solids [16]. Instead, it relates energy consumption directly to powder yield. This allows for the calculation of the specific energy needed to produce a unit of powder, which is crucial in spray drying, where part of the powder is lost due to surface deposition and other phenomena.
It is noteworthy that the lowest SDEI value was obtained for OS-M60 dried at 160°C, which resulted in the highest powder yield (over 32%). In most cases, despite higher energy consumption during spray drying at the highest temperature, the calculated SDEI was more favorable due to the simultaneously higher powder yield during the process.
Statistical analysis shows that the type of carrier used had the greatest influence on this index (Table 4). This is also related to the fact that, in general, solutions dried with the addition of maltodextrin allowed for a higher powder yield compared to those dried with inulin.
3.3. Properties of Obtained Powders
Table 5 presents the parameters related to the properties of powders obtained in the spray drying process of an osmoactive solution based on tomato juice and basil extract, with the addition of inulin or maltodextrin at different concentrations and using various inlet temperatures.
Statistical analysis (Table 6) showed that the carrier concentration had the greatest effect on the moisture content (Mc) (Table 5) of the obtained powders; however, the type of carrier and inlet temperature also had a significant impact on this parameter. In other studies focusing on the effect of maltodextrin concentration and inlet temperature on the quality of powders obtained from watermelon juice, it was found that both inlet temperature and maltodextrin concentration influence the Mc of the obtained powder [33], in studies concerning the drying of sea buckthorn juice, it was observed that inlet and outlet temperatures had the greatest impact on this value, followed by maltodextrin concentration [34].
reduction in Mc in the obtained powders. A similar trend was observed in samples produced from solutions containing 60% maltodextrin. However, in the M40 series, raising the inlet temperature from 120°C to 160°C resulted in a decrease in moisture content, although the sample dried at an intermediate temperature exhibited higher moisture than the one dried at the lowest temperature. In the samples containing 40% and 50% inulin (I40 and I50 series), the lowest moisture content was noted in the sample dried at 140°C, compared to those dried at 120°C or 160°C. In contrast, in the I60 series, the lowest moisture was found in the sample dried at the highest temperature. For samples with the highest inulin concentration, an increase in Tin resulted in a gradual reduction in moisture content. The obtained values were typical for powders obtained by spray drying [35].
A decrease in moisture content in spray-dried powders with increasing inlet air temperature has been observed in numerous studies. For example, such trends were found during the spray drying of tomato juice [36] as well as orange juice [37]. Similar results were obtained in studies on pineapple juice powders [21] as well as in the studies by Mishra et al. [36], which analyzed the effect of carrier concentration on the quality of powders from amla juice (Emblica officinalis). It is also worth noting that samples containing maltodextrin were characterized by a lower average moisture content compared to samples with inulin, as confirmed in the studies by Tkacz et al. [38]. This is related to the physicochemical properties of inulin, which retains more water in its structure than maltodextrin [39].
The water activity (Aw) of powders obtained from solutions with added inulin was on average 0.215±0.017, while for samples obtained from solutions with added maltodextrin it was 0.213±0.018. High water activity means that there is more free water in the food, which can participate in biochemical reactions, thus shortening its shelf life. It is generally believed that food with Aw<0.6 is microbiologically stable, and any spoilage is more likely to result from chemical reactions rather than the action of microorganisms [22]. In this study, all the obtained powders were characterized by water activity lower than the indicated 0.6. For samples containing maltodextrin (M40, M50, M60), it was observed that higher inlet temperatures lead to a reduction in Aw. This trend was also noted in the studies conducted by Goula et al. [40]. For example, the M60-160 sample, dried at the highest Tin, achieved the lowest Aw value of 0.177±0.006. For samples containing inulin (I40, I50, I60), a downward trend in Aw was also observed with increasing inlet temperature. The I60-160 sample, dried at the highest temperature, had an Aw value of 0.199±0.010, which is one of the lowest values in this group. Statistical analysis, however, showed that inlet temperature is the only factor significantly affecting the water activity of the obtained powders, while the type and concentration of the carrier did not have a significant impact on this parameter. The most notable difference in water activity values can be seen between the samples dried at 140°C and 160°C. The difference in this parameter between the samples dried at 120°C and 140°C was much more subtle. The study did not show that a decrease in Mc values correlates with a decrease in Aw. For example, the M60-140 sample had a relatively low Mc (2.98±0.13), while its Aw was 0.233±0.004, which was the highest value of this parameter among all the samples studied. This suggests that the small amount of water present in the sample existed in a free state. On the other hand, in samples with high moisture content, such as M40-120 and I40-120, the water activity was noticeably low, indicating strong water binding to the structure, limiting its availability [40].
No trend in changes in water activity values related to the change in carrier concentration was demonstrated. The lack of a clear relationship between the increase in carrier concentration and the decrease in Aw was also noted in other studies, including the work by Li et al. [41].
Bulk density is related to the size, shape, and surface properties of the particles. Powders with smooth and uniform surfaces are characterized by higher bulk density. On the other hand, powders with lower bulk density require a larger packaging volume for the same mass of material [42,43]. In general, bulk density increases as particle size decreases, because more particles fit into a given volume, reducing the amount of empty space between them [44,45]. Statistical analysis (Table 6) showed that in the conducted studies, the type of carrier used had the most significant effect on the bulk density of the obtained powders.
A smaller, but still significant effect on this parameter was observed for the carrier concentration, followed by the inlet temperature. Powders obtained by spray drying solutions containing maltodextrin had a higher bulk density than powders obtained from solutions with inulin. This is interesting, considering the fact that the bulk density of inulin itself was higher than that of maltodextrin (for inulin 0.607±0.016 g∙cm⁻³, for maltodextrin 0.441±0.017 g∙cm⁻³). This effect may have been caused by intermolecular interactions during the spray drying process, which influenced the final structure of the obtained powders. Compared to inulin, maltodextrin may have formed more homogeneous structures [46], which consequently resulted in a higher bulk density. This hypothesis is supported by studies showing that powders obtained from drying blueberry juice with added inulin. exhibited a sudden change in structure from amorphous, characterized by regular spherical particles, to crystalline, where the particles tended to agglomerate and took on irregular shapes. In contrast, samples containing maltodextrin retained an amorphous microstructure across the entire range of water activity [28]. Higher densities may also indicate that maltodextrin forms less sticky particles, which further reduces the amount and size of the agglomerates formed [47]. For samples dried at 140°C, bulk density increased with the increase in carrier concentration, which was also observed in the I50 series (50% inulin). However, for samples containing 60% maltodextrin, the opposite behavior of this parameter was noted. In the conducted studies, the lowest bulk density for powders containing maltodextrin was recorded for the M40-140 sample, which was 0.538±0.001 g∙cm⁻³, while the highest value was observed for the M60-160 sample, which was 0.597±0.02 g∙cm⁻³. For inulin, the lowest bulk density was recorded for the I50-120 sample and the highest for the I60-160 sample, with values of 0.466±0.034 g∙cm⁻³ and 0.596±0.063 g∙cm⁻³, respectively. However, the lowest bulk density was found in the control sample (FD). It should be noted that no clear trend was observed between the increase in carrier concentration or inlet temperature on the bulk density of the obtained powders. Furthermore, in the case of samples where an increase in drying temperature led to an increase in bulk density of the powders, it can be assumed that the high drying temperature may have contributed to the rapid formation of a dry layer on the surface of the droplets. This, in turn, could have resulted in an increase in particle size due to the formation of a coating or hardening of the surface at higher temperatures [48]. As a result, layers impermeable to steam may have formed, promoting the creation of vapor bubbles and the expansion of droplets. The hard coating could have prevented further evaporation of moisture, as confirmed by studies from other researchers. However, other researchers indicate that higher moisture content in the powder may lead to an increase in bulk density because water is significantly denser (bulk density) than dry solids [25]. In such a case, it could be expected that with an increase in drying temperature, higher bulk density would also result in higher moisture content (Mc). However, this was not observed in our study, which suggests that in the case of powders obtained by spray drying an osmoactive solution based on tomato juice and basil extract, which was first used for osmotic dehydration of garlic clove halves, this may indicate complex interactions between the solution particles and the carrier under specific conditions, having an unpredictable effect on the product's parameters.
The true density values of the obtained powders range from 1.379±0.390 g∙cm⁻³ to 1.686±0.069 g∙cm⁻³. The true density of all powders was higher than the true density of the carriers themselves, which was 1.374±0.001 g∙cm⁻³ for inulin and 1.278±0.042 g∙cm⁻³ for maltodextrin. A similar situation was observed in the article by Tkacz et al., where the effect of the carrier on Encapsulated Sea Buckthorn Juice Powders was studied [38]. No significant differences were noted between the true density values of the tested powders (Table 5), and the slight changes in this value may be related to the differences in moisture content of the obtained powders [49].
The porosity of the obtained powders is presented in Table 5. The type of carrier used had the greatest influence on this parameter, but the carrier concentration and inlet temperature also significantly affected the porosity values. The variability in porosity values for the obtained powders was directly correlated with the differences in bulk density values, given the similar true density values obtained for all tested samples. The porosity of samples containing inulin ranged from 58.3±3.7 (I60-160) to 69.9±3.3 (I40-140), while for samples with maltodextrin, it ranged from 58.3±0.7 (M60-160) to 66.6±1.9 (M50-140). The lowest porosity values were observed in samples spray-dried at the highest inlet temperature and the highest carrier concentration, with samples containing inulin generally exhibiting higher porosity, which is related to their lower bulk density.
The differences in the physical properties of the samples with maltodextrin and those with inulin may be due to differences in how these carriers interact with the particles in the dried post-process osmoactive solution, which has a very complex composition. Tomato juice itself contains, among other things, aldehydes, alcohols, and volatile derivatives of lycopene, which determine its sensory properties [50]. The impact of these compounds on the differences in results depending on the carrier used, based on studies conducted by Lee et al. [51], suggests that the type of carrier used may influence interactions with aldehydes and their retention in the final powder, affecting differences in texture, the amount and size of the agglomerates formed, and thus physical properties. This hypothesis is supported by findings that, in the case of small particles present in the obtained powders, powder cohesion becomes a significant factor, and van der Waals, electrostatic, or capillary forces are considered dominant, which poses an additional challenge in predicting their bulk behavior and properties, such as the bulk density or porosity determined in this study [52].
The L* parameter, which represents the brightness of the powder color, showed significant variability among the tested samples. The lowest value, indicating the darkest color, was observed for the control FD sample (60.38±0.20), which was expected, as the addition of inulin or maltodextrin typically increases the brightness of samples. The highest brightness was achieved by the M60-120 sample (87.80±0.34), which was the brightest.
Statistical analysis showed that the type of carrier had the greatest influence on brightness, but the inlet temperature during drying and the concentration of the carrier also affected the brightness of the resulting powder (Table 6). On average, samples containing inulin were darker than those with maltodextrin, which is also confirmed by Michalska-Ciechanowska et al. [53], who found that inulin leads to darker powder compared to other carriers. Higher inlet temperatures caused darker powder, which is the opposite of the findings by Sousa et al. [54] and Abadio et al. [21], where higher temperatures resulted in brighter powders due to pigment oxidation.
The a* and b* values, which reflect the intensity of red and yellow hues, respectively, also showed significant variability among the samples. The M60-120 sample had the lowest a* value (7.32±1.16), indicating weak red intensity, while the FD sample had the highest a* value (20.75 ± 0.33). In general, samples with inulin tended to have higher a* values, suggesting a more intense red hue, while samples with maltodextrin had lower a* values. These changes are consistent with earlier studies that found that adding more than 10% maltodextrin can lead to a loss of the attractive red-orange color [33].
A similar trend was observed for the b* parameter. The M60-120 sample had the lowest b* value (11.30±0.52), indicating a weaker yellow hue, while the highest b* value was recorded for the M40-140 sample (17.49±0.44). Samples with inulin tended to have higher b* values than those with maltodextrin.
The highest ΔE value was observed for the M60-120 sample (30.91±1.50), suggesting the greatest color change, likely due to the higher inlet temperature and carrier concentration. The lowest ΔE value was observed for the I40-160 sample (16.55±0.40), indicating the smallest color change.
5. Conclusions
The study demonstrated that the utilization of post-process osmotic solution based on concentrated tomato juice and basil extract, after the osmotic dehydration of garlic, is feasible through spray drying with appropriate drying carriers and carefully selected process parameters.
- The type of carrier used had the greatest impact on the efficiency of the drying process. The use of maltodextrin resulted in over 50% higher powder yield compared to inulin.
- The maximum yield of 32% was achieved for the sample containing 60% maltodextrin at the highest inlet temperature (M60-160).
- The highest energy consumption was observed at the highest inlet temperatures, although the type and concentration of the carrier did not have a significant effect on energy consumption.
- To assess the energy efficiency of the process, the Spray Drying Energy Index (SDEI) was proposed, which relates total energy consumption to powder yield. Despite higher energy consumption at higher inlet temperatures, the powder yields were greater, indicating higher energy efficiency for these processes. The highest energy efficiency was observed for the M60-160 sample, where high energy consumption was offset by a large powder yield.
- The moisture content of the powders was primarily influenced by the concentration of the carrier, while water activity was significantly affected by the inlet temperature. The lowest moisture content and water activity were observed for the M60-160 and M50-160 samples.
- The color change (ΔE) was most affected by the type of carrier used, but the concentration of the carrier and the inlet temperature also had a significant impact. The largest color change was observed for the M60-120 sample, while the smallest was noted for the I40-160 sample.
- No statistically significant differences were observed in the true density of the various powder samples. The bulk density and porosity were most affected by the type of carrier used. Samples containing maltodextrin generally exhibited higher values for these parameters. The lowest bulk density and porosity were observed for the M60-160 sample, with values of 1.431±0.019% and 58.3±0.7% respectively.
Overall, the study showed that valorization of a by-product from osmotic dehydration process in form of spent osmotic solution can be successfully carried out through spray drying with the use of carriers. The idea is in line with the concept of sustainable food production and can contribute to achieving sustainable development goals. However, further studies are required to determine microbiological and bioactive properties of obtained powders.
Author Contributions
Conceptualization: A.Z., K.M. and K.L.; Data curation: A.Z., K.M. and K.L.; Formal analysis: A.Z. and K.L.; Funding acquisition: A.Z..; Investigation: A.Z., K.M., M.S.,M.N.; Methodology: A.Z., K.M., M.S, M.N.; Project administration: A.Z.; Resources: A.Z..; Supervision: K.M. and K.L.; Validation: K.M. and K.L.; Visualization: A.Z. and K.M.; Writing—original draft: A.Z., K.M. and K.L.; Writing—review and editing: K.M. and K.L. All authors have read and agreed to the published version of the manuscript.
Funding
„This work was supported by the Wrocław University of Environmental and Life Sciences (Poland) as part of the research project no N070/0005/23”. The publication is the result of the research group activity: “Plants4food”.
Institutional Review Board Statement
Not applicable. This study did not involve human or animal subjects and therefore did not require ethical approval.
Data Availability Statement
The original contributions presented in the study are included in the article material, further inquiries can be directed to the corresponding author.
Acknowledgments
The article is part of a Ph.D. dissertation titled: “Influence of pre-treatment of raw material and solution on physicochemical properties and kinetics of osmotic dehydration and drying of garlic”, prepared within the Doctoral School at the Wroclaw University of Environmental and Life Sciences.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results
References
- Shinde, B.; Ramaswamy, H.S. Evaluation of Mass Transfer Kinetics and Quality of Microwave-osmotic Dehydrated Mango Cubes under Continuous Flow Medium Spray (MWODS) Conditions in Sucrose Syrup as Moderated by Dextrose and Maltodextrin Supplements. Drying Technology 2020, 38, 1036–1050. [CrossRef]
- Yadav, A.K.; Singh, S.V. Osmotic Dehydration of Fruits and Vegetables: A Review. J Food Sci Technol 2014, 51, 1654–1673. [CrossRef]
- Salehi, F. Recent Advances in the Ultrasound-Assisted Osmotic Dehydration of Agricultural Products: A Review. Food Bioscience 2023, 51, 102307. [CrossRef]
- Sareban, M.; Abbasi Souraki, B. Anisotropic Diffusion during Osmotic Dehydration of Celery Stalks in Salt Solution. Food and Bioproducts Processing 2016, 98, 161–172. [CrossRef]
- de Oliveira, L.F.; Corrêa, J.L.G.; Botrel, D.A.; Vilela, M.B.; Batista, L.R.; Freire, L. Reuse of Sorbitol Solution in Pulsed Vacuum Osmotic Dehydration of Yacon (Smallanthus Sonchifolius). J Food Process Preserv 2017, 41, e13306. [CrossRef]
- Bourdoux, S.; Li, D.; Rajkovic, A.; Devlieghere, F.; Uyttendaele, M. Performance of Drying Technologies to Ensure Microbial Safety of Dried Fruits and Vegetables. Comp Rev Food Sci Food Safe 2016, 15, 1056–1066. [CrossRef]
- Abrahão, F.R.; Corrêa, J.L.G. Osmotic Dehydration: More than Water Loss and Solid Gain. Critical Reviews in Food Science and Nutrition 2023, 63, 2970–2989. [CrossRef]
- Fernández, P.R.; Lovera, N.; Ramallo, L.A. Sucrose Syrup Reuse during One- and Multi-stage Osmotic Dehydration of Pineapple. J Food Process Engineering 2020, 43, e13399. [CrossRef]
- Singh, P.; Ban, Y.G.; Kashyap, L.; Siraree, A.; Singh, J. Sugar and Sugar Substitutes: Recent Developments and Future Prospects. In Sugar and Sugar Derivatives: Changing Consumer Preferences; Mohan, N., Singh, P., Eds.; Springer Singapore: Singapore, 2020; pp. 39–75 ISBN 9789811566622.
- Md Salim, N.S. Potential Utilization of Fruit and Vegetable Wastes for Food through Drying or Extraction Techniques. NTNF 2017, 1. [CrossRef]
- Bhandari, B.R.; Datta, N.; Howes, T. Problems Associated with Spray Drying of Sugar-Rich Foods. Drying Technology 1997, 15, 671–684. [CrossRef]
- Tontul, I.; Topuz, A.; Ozkan, C.; Karacan, M. Effect of Vegetable Proteins on Physical Characteristics of Spray-Dried Tomato Powders. Food sci. technol. int. 2016, 22, 516–524. [CrossRef]
- Souza, A.L.R.; Hidalgo-Chávez, D.W.; Pontes, S.M.; Gomes, F.S.; Cabral, L.M.C.; Tonon, R.V. Microencapsulation by Spray Drying of a Lycopene-Rich Tomato Concentrate: Characterization and Stability. LWT 2018, 91, 286–292. [CrossRef]
- Sidhu, G.K.; Singh, M.; Kaur, P. Effect of Operational Parameters on Physicochemical Quality and Recovery of Spray-dried Tomato Powder. J Food Process Preserv 2019, 43. [CrossRef]
- Corrêa-Filho, L.C.; Lourenço, S.C.; Duarte, D.F.; Moldão-Martins, M.; Alves, V.D. Microencapsulation of Tomato (Solanum Lycopersicum L.) Pomace Ethanolic Extract by Spray Drying: Optimization of Process Conditions. Applied Sciences 2019, 9, 612. [CrossRef]
- Zimmer, A.; Masztalerz, K.; Lech, K. Effect of Osmotic Dehydration in Tomato Juice on Microstructure of Garlic and on Drying Using Different Methods. Agriculture 2024, 14, 1164. [CrossRef]
- Zimmer, A. A.; Masztalerz, K.; Lech, K. The Influence of the Pretreatment of Garlic (Allium sativum L.) and Tomato (Solanum lycopersicum L.) Osmotic Solution on Physical Properties of the Material. J. Food Process Eng. 2023, 46, e14314. [CrossRef]
- Eun, J.-B.; Maruf, A.; Das, P.R.; Nam, S.-H. A Review of Encapsulation of Carotenoids Using Spray Drying and Freeze Drying. Critical Reviews in Food Science and Nutrition 2020, 60, 3547–3572. [CrossRef]
- Shahidi, F.; Han, X. Encapsulation of Food Ingredients. Critical Reviews in Food Science and Nutrition 1993, 33, 501–547. [CrossRef]
- Khwanpruk, K.; Akkaraphenphan, C.; Wattananukit, P.; Kaewket, W.; Chusai, S. Effect of Drying Air Condition and Feed Composition on the Properties of Orange Juice Spray Dried Powder. MATEC Web Conf. 2018, 192, 03013. [CrossRef]
- Abadio, F.D.B.; Domingues, A.M.; Borges, S.V.; Oliveira, V.M. Physical Properties of Powdered Pineapple (Ananas Comosus) Juice––Effect of Malt Dextrin Concentration and Atomization Speed. Journal of Food Engineering 2004, 64, 285–287. [CrossRef]
- Perinelli, D.R.; Santanatoglia, A.; Caprioli, G.; Bonacucina, G.; Vittori, S.; Maggi, F.; Sagratini, G. Inulin Functionalized “Giuncata” Cheese as a Source of Prebiotic Fibers. Foods 2023, 12, 3499. [CrossRef]
- Liu, S.; Ellars, C.E.; Edwards, D.S. Ascorbic Acid: Useful as a Buffer Agent and Radiolytic Stabilizer for Metalloradiopharmaceuticals. Bioconjugate Chem. 2003, 14, 1052–1056. [CrossRef]
- Goula, A.M.; Adamopoulos, K.G.; Kazakis, N.A. Influence of Spray Drying Conditions on Tomato Powder Properties. Drying Technology 2004, 22, 1129–1151. [CrossRef]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of Drying Methods on the Physical Properties and Microstructures of Mango (Philippine ‘Carabao’ Var.) Powder. Journal of Food Engineering 2012, 111, 135–148. [CrossRef]
- Anisuzzaman, S.M.; G. Joseph, C.; Ismail, F.N. Influence of Carrier Agents Concentrations and Inlet Temperature on the Physical Quality of Tomato Powder Produced by Spray Drying. JST 2023, 31, 1379–1411. [CrossRef]
- Roccia, P.; Martínez, M.L.; Llabot, J.M.; Ribotta, P.D. Influence of Spray-Drying Operating Conditions on Sunflower Oil Powder Qualities. Powder Technology 2014, 254, 307–313. [CrossRef]
- Araujo-Díaz, S.B.; Leyva-Porras, C.; Aguirre-Bañuelos, P.; Álvarez-Salas, C.; Saavedra-Leos, Z. Evaluation of the Physical Properties and Conservation of the Antioxidants Content, Employing Inulin and Maltodextrin in the Spray Drying of Blueberry Juice. Carbohydrate Polymers 2017, 167, 317–325. [CrossRef]
- Adhikari, B.; Howes, T.; Bhandari, B.R.; Troung, V. Effect of Addition of Maltodextrin on Drying Kinetics and Stickiness of Sugar and Acid-Rich Foods during Convective Drying: Experiments and Modelling. Journal of Food Engineering 2004, 62, 53–68. [CrossRef]
- Adhikari, B.; Howes, T.; Bhandari, B.R.; Truong, V. Characterization of the Surface Stickiness of Fructose–Maltodextrin Solutions During Drying. Drying Technology 2003, 21, 17–34. [CrossRef]
- Largo Ávila, E.; Cortés Rodríguez, M.; Ciro Velásquez, H.J. Influence of Maltodextrin and Spray Drying Process Conditions on Sugarcane Juice Powder Quality. Rev. Fac. Nac. Agron. Medellín 2015, 68, 7509–7520. [CrossRef]
- Aghbashlo, M.; Mobli, H.; Rafiee, S.; Madadlou, A. Energy and Exergy Analyses of the Spray Drying Process of Fish Oil Microencapsulation. Biosystems Engineering 2012, 111, 229–241. [CrossRef]
- Quek, S.Y.; Chok, N.K.; Swedlund, P. The Physicochemical Properties of Spray-Dried Watermelon Powders. Chemical Engineering and Processing: Process Intensification 2007, 46, 386–392. [CrossRef]
- Selvamuthukumaran, M.; Khanum, F. Optimization of Spray Drying Process for Developing Seabuckthorn Fruit Juice Powder Using Response Surface Methodology. J Food Sci Technol 2014, 51, 3731–3739. [CrossRef]
- Wang, B.; Duke, S.R.; Wang, Y. Microencapsulation of Lipid Materials by Spray Drying and Properties of Products. J Food Process Engineering 2017, 40, e12477. [CrossRef]
- Mishra, P.; Mishra, S.; Mahanta, C.L. Effect of Maltodextrin Concentration and Inlet Temperature during Spray Drying on Physicochemical and Antioxidant Properties of Amla (Emblica Officinalis) Juice Powder. Food and Bioproducts Processing 2014, 92, 252–258. [CrossRef]
- Chegini, G.R.; Ghobadian, B. Effect of Spray-Drying Conditions on Physical Properties of Orange Juice Powder. Drying Tech. 2005, 23, 657–668. [CrossRef]
- Tkacz, K.; Wojdyło, A.; Michalska-Ciechanowska, A.; Turkiewicz, I.P.; Lech, K.; Nowicka, P. Influence Carrier Agents, Drying Methods, Storage Time on Physico-Chemical Properties and Bioactive Potential of Encapsulated Sea Buckthorn Juice Powders. Molecules 2020, 25, 3801. [CrossRef]
- Lacerda, E.C.Q.; Calado, V.M. de A.; Monteiro, M.; Finotelli, P.V.; Torres, A.G.; Perrone, D. Starch, Inulin and Maltodextrin as Encapsulating Agents Affect the Quality and Stability of Jussara Pulp Microparticles. Carbohydrate Polymers 2016, 151, 500–510. [CrossRef]
- Goula, A.M.; Adamopoulos, K.G. Stability of Lycopene during Spray Drying of Tomato Pulp. LWT - Food Science and Technology 2005, 38, 479–487. [CrossRef]
- Li, J.; Pettinato, M.; Casazza, A.A.; Perego, P. A Comprehensive Optimization of Ultrasound-Assisted Extraction for Lycopene Recovery from Tomato Waste and Encapsulation by Spray Drying. Processes 2022, 10, 308. [CrossRef]
- Bicudo, M.O.P.; Jó, J.; Oliveira, G.A. de; Chaimsohn, F.P.; Sierakowski, M.R.; Freitas, R.A. de; Ribani, R.H. Microencapsulation of Juçara (Euterpe Edulis M.) Pulp by Spray Drying Using Different Carriers and Drying Temperatures. Drying Technology 2015, 33, 153–161. [CrossRef]
- Syamaladevi, R.M.; Insan, S.K.; Dhawan, S.; Andrews, P.; Sablani, S.S. Physicochemical Properties of Encapsulated Red Raspberry (Rubus Idaeus) Powder: Influence of High-Pressure Homogenization. Drying Technology 2012, 30, 484–493. [CrossRef]
- Averardi, A.; Cola, C.; Zeltmann, S.E.; Gupta, N. Effect of Particle Size Distribution on the Packing of Powder Beds: A Critical Discussion Relevant to Additive Manufacturing. Materials Today Communications 2020, 24, 100964. [CrossRef]
- Zouari, A.; Mtibaa, I.; Triki, M.; Jridi, M.; Zidi, D.; Attia, H.; Ayadi, M.A. Effect of Spray-drying Parameters on the Solubility and the Bulk Density of Camel Milk Powder: A Response Surface Methodology Approach. Int J of Dairy Tech 2020, 73, 616–624. [CrossRef]
- Harnkarnsujarit, N.; Charoenrein, S.; Roos, Y.H. Microstructure Formation of Maltodextrin and Sugar Matrices in Freeze-Dried Systems. Carbohydrate Polymers 2012, 88, 734–742. [CrossRef]
- Farías-Cervantes, V.S.; Salinas-Moreno, Y.; Chávez-Rodríguez, A.; Luna-Solano, G.; Medrano-Roldan, H.; Andrade-González, I. Stickiness and Agglomeration of Blackberry and Raspberry Spray Dried Juices Using Agave Fructans and Maltodextrin as Carrier Agents. Czech J. Food Sci. 2020, 38, 229–236. [CrossRef]
- Jumah, R.Y.; Tashtoush, B.; Shaker, R.R.; Zraiy, A.F. MANUFACTURING PARAMETERS AND QUALITY CHARACTERISTICS OF SPRAY DRIED JAMEED. Drying Technology 2000, 18, 967–984. [CrossRef]
- Nguyen, D.Q.; Nguyen, T.H.; Mounir, S.; Allaf, K. Effect of Feed Concentration and Inlet Air Temperature on the Properties of Soymilk Powder Obtained by Spray Drying. Drying Technology 2018, 36, 817–829. [CrossRef]
- Baenas, N.; Bravo, S.; García-Alonso, F.J.; Gil, J.V.; Periago, M.J. Changes in Volatile Compounds, Flavour-Related Enzymes and Lycopene in a Refrigerated Tomato Juice during Processing and Storage. Eur Food Res Technol 2021, 247, 975–984. [CrossRef]
- Lee, S.M.; Cho, A.R.; Yoo, S.; Kim, Y. Effects of Maltodextrins with Different Dextrose-equivalent Values. Flavour & Fragrance J 2018, 33, 153–159. [CrossRef]
- Yu, A.B.; Feng, C.L.; Zou, R.P.; Yang, R.Y. On the Relationship between Porosity and Interparticle Forces. Powder Technology 2003, 130, 70–76. [CrossRef]
- Michalska-Ciechanowska, A.; Majerska, J.; Brzezowska, J.; Wojdyło, A.; Figiel, A. The Influence of Maltodextrin and Inulin on the Physico-Chemical Properties of Cranberry Juice Powders. ChemEngineering 2020, 4, 12. [CrossRef]
- Sousa, A.S. de; Borges, S.V.; Magalhães, N.F.; Ricardo, H.V.; Azevedo, A.D. Spray-Dried Tomato Powder: Reconstitution Properties and Colour. Braz. arch. biol. technol. 2008, 51, 607–614. [CrossRef]

Table 1.
Physical properties of solutions: Total Soluble Solids (TSS), water activity (Aw), pH, viscosity, concentration and color parameters.
Table 1.
Physical properties of solutions: Total Soluble Solids (TSS), water activity (Aw), pH, viscosity, concentration and color parameters.
| Solutions | ||||||||
|---|---|---|---|---|---|---|---|---|
| Sample | Dry Mass (%) |
Water Activity (-) |
pH (-) | Viscosity (mPa*s) |
Color Parameters | |||
| L* | a* | b* | ∆E | |||||
| OS† | 16.86±0.18 b* | 0.9754±0.0008 a | 3.81±0.00 d | 1.91±0.01a | 23.19±0.50 a | 13.05±0.26 e | 9.15±0.27 e | - |
| OS-M40 | 18.64±0.04 a | 0.9896±0.0012 c | 3.72±0.01 a | 2.39±0.03 b, c | 23.65±0.50 a | 5.44±0.19 a | 5.20±0.13 a | 8.59±0.26 b |
| OS-M50 | 20.46±0.01 a | 0.9873±0.0003 b, c | 3.74±0.01b, c | 3.09±0.04 d | 25.43±0.19 b | 7.91±0.07 c | 6.40±0.08 c | 6.25±0.16 a |
| OS-M60 | 19.69±0.16 a | 0.9872±0.0026 c | 3.77±0.01c | 2.99±0.11d | 26.39±0.49 b | 6.52±0.15 b | 6.71±0.19 a, b | 8.05±0.40 b |
| OS-I40 | 20.47±0.53 a | 0.9853±0.0025 b, c | 3.72±0.00 a | 2.20±0.05 b | 28.05±0.34 c | 8.86±0.48 d | 7.91±0.39 d | 6.55±0.51a |
| OS-I50 | 20.59±0.13 a | 0.9809±0.0033 a, b | 3.73±0.00 a, b | 2.51±0.08 c | 27.71±0.26 c | 7.07±0.27 b | 6.25±0.15 b, c | 8.04±0.23 b |
| OS-I60 | 22.30±0.18 c | 0.9866±0.0009 b, c | 3.63±0.01a, b | 3.34±0.03 e | 37.52±0.44 d | 13.29±0.14 e | 13.69±0.24 f | 15.05±0.34 c |
*Mean values within each column with a different superscript letter are significantly different homogeneous groups (p < 0.05). † OS - post-process osmoactive solution before the addition of drying carrier, OS-M40 - solution with 40% maltodextrin addition, OS-M50 - solution with 50% maltodextrin addition, OS-M60 - solution with 60% maltodextrin addition, OS-I40 - solution with 40% inulin addition, OS-I50 - solution with 50% inulin addition, OS-I60 - solution with 60% inulin addition.
Table 2.
Analysis of variance regarding the effect of the studied parameters (type of carrier and carrier concentration) on the physical properties: dry mass, Aw, pH, viscosity, and color parameters (L*, a*, b* and ∆E) of the solutions prepared for the spray drying process.
Table 2.
Analysis of variance regarding the effect of the studied parameters (type of carrier and carrier concentration) on the physical properties: dry mass, Aw, pH, viscosity, and color parameters (L*, a*, b* and ∆E) of the solutions prepared for the spray drying process.
| Total Soluble Solids, % | Water Activity, - | pH, - | Viscosity, mPa⋅s | |||||
|---|---|---|---|---|---|---|---|---|
| F | p | F | p | F | p | F | p | |
| M/I† | 60.68 | 0.0002 | 16 | 0.0073 | 25 | 0.0024 | 15.61 | 0.0075 |
| CC | 12.48 | 0.0073 | 5 | 0.0014 | 24 | 0.0013 | 202.56 | 0.0001 |
| M/I x CC | 23.33 | 0.0015 | 1 | 0.3483 | 15 | 0.0044 | 55.63 | 0.0001 |
| L* | a* | b* | ∆E | |||||
| F | p | F | p | F | p | F | p | |
| M/I | 1052.52 | 0.0001 | 679.33 | 0.0001 | 1126.18 | 0.0001 | 200.79 | 0.0001 |
| CC | 443.35 | 0.0001 | 210.34 | 0.0001 | 432.55 | 0.0001 | 312.12 | 0.0001 |
| M/I x CC | 213.04 | 0.0001 | 338.79 | 0.0001 | 518.91 | 0.0001 | 271.95 | 0.0001 |
†M/I refers to the effect of the type of carrier (M - maltodextrin, I - inulin) and CC refers to the concentration of the carrier used.
Table 3.
Spray Drying Process Parameters: Outlet Temperature, Feed Flow Rate, Yield, Total Energy Consumption and Spray Drying Energy Index.
Table 3.
Spray Drying Process Parameters: Outlet Temperature, Feed Flow Rate, Yield, Total Energy Consumption and Spray Drying Energy Index.
| Sample | Outlet Temperature, °C |
Feed Flow Rate, g⋅min-1 | Yield, % | Energy Consumption, kJ |
Spray Drying Energy Index, kJ | |
|---|---|---|---|---|---|---|
| M40-120† | 84±1.4 a* | 3.62±0.16 a | 15.43±1.34 d, e | 1791±81 a | 11672±1535 a | |
| M40-140 | 95±0.1 b | 3.66±0.08 a | 13.51±0.71c-e | 2097±44 b, c | 15552±1155 a | |
| M40-160 | 109±1.4 c | 3.58±0.08 a | 23.17±0.61f-h | 2295±51 d | 9912±479 a | |
| M50-120 | 85±2.1a | 3.74±0.02 a, b | 15.83±0.28 d, e | 1731±8 a | 10936±246 a | |
| M50-140 | 95±0.0 b | 3.82±0.06 a, b | 25.58±1.91g, h | 2012±33 b | 7891±718 a | |
| M50-160 | 108±1.4 c | 3.73±0.01 a, b | 28.83±2.73 h, i | 2201±3 c, d | 7670±738 a | |
| M60-120 | 83±2.1a | 3.70±0.06 a, b | 18.91±1.36 e, f | 1752±27 a | 9297±813 a | |
| M60-140 | 96±0.7 b | 3.72±0.02 a, b | 26.52±0.36 f, g | 2064±13 b, c | 9165±85 a | |
| M60-160 | 109±0.1c | 3.75±0.07 a, b | 32.13±0.64 i | 2195±41c, d | 6831±8 a | |
| I40-120 | 85±1.4 a | 3.73±0.07 a, b | 2.75±0.48 a | 1736±33 a | 64249±12315 b | |
| I40-140 | 96±1.4 b | 3.81±0.01 a, b | 9.27±1.21b, c | 2017±1 b | 21943±2842 a | |
| I40-160 | 109±1.4 c | 3.71±0.07 a, b | 5.15±1.55 a, b | 2218±40 c, d | 45271±14444 b | |
| I50-120 | 83±1.4 a | 3.67±0.08 a | 12.57±0.43 c, d | 1767±38 a | 14067±782 a | |
| I50-140 | 96±0.7 b | 3.68±0.07 a, b | 11.54±0.98 c, d | 2087±37 b, c | 118140±1223 a | |
| I50-160 | 108±0.7 c | 4.00±0.21b | 8.98±1.83 b, c | 2058±109 b, c | 23526±5998 a | |
| I60-120 | 85±2.1a | 3.76±0.05 a, b | 14.12±2.13 c-e | 1724±24 a | 12338±1689 a | |
| I60-140 | 96±0.7 b | 3.73±0.03 a, b | 13.05±1.80 c-e | 2061±15 b, c | 16951±2312 a | |
| I60-160 | 107±2.8 c | 3.70±0.02 a, b | 14.12±2.65 c-e | 2224±13 c, d | 12044±3103 a |
*Mean values within each column with a different superscript letter are significantly different homogeneous groups (p < 0.05). †The samples were named based on the type of carrier used: M for maltodextrin, I for inulin, the solution concentration (40%, 50%, or 60%), and the inlet temperature (120°C, 140°C, or 160 °C). For example, M40-120 refers to a powder sample obtained through spray drying of the post-process osmotic solution with 40% maltodextrin and an inlet temperature of 120°C.
Table 4.
Analysis of variance regarding the effect of the process parameters on otlet Temperature, Feed Flow Rate, Yield, Total Energy Consumption and Spray Drying Energy Index.
Table 4.
Analysis of variance regarding the effect of the process parameters on otlet Temperature, Feed Flow Rate, Yield, Total Energy Consumption and Spray Drying Energy Index.
| Outlet Temperature, °C |
Feed Flow Rate, g⋅min-1 | Yield, % | Total Energy Consumption, kJ |
Spray Drying Energy Index, kJ | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| F | p | F | p | F | p | F | p | F | p | |
| M/I† | 0 | 0.9093 | 3.35 | 0.084 | 550 | 0.0001 | 3.66 | 0.0719 | 94.5897 | 0.0001 |
| CC | 1 | 0.3969 | 3.49 | 0.05237 | 85.041 | 0.0001 | 4.02 | 0.0359 | 40.5008 | 0.0001 |
| Tin | 854 | 0.0001 | 0.82 | 0.4581 | 40.674 | 0.0001 | 341.88 | 0.0001 | 4.0753 | 0.0347 |
| M/I x CC | 0.5 | 0.6186 | 1.99 | 0.1652 | 0.906 | 0.4220 | 2.33 | 0.1263 | 23.278 | 0.0001 |
| M/I x Tin | 0.9 | 0.4425 | 1.42 | 0.2672 | 52.404 | 0.0001 | 1.67 | 0.2169 | 6.0926 | 0.0095 |
| CC x Tin | 0.2 | 0.9276 | 2.31 | 0.0974 | 2.946 | 0.0491 | 2.67 | 0.0654 | 6.0007 | 0.003 |
| M/I x CC x Tin |
0.9 | 0.5102 | 3.04 | 0.0445 | 11.082 | 0.0001 | 3.12 | 0.0411 | 9.4102 | 0.0003 |
†M/I refers to the effect of the type of carrier (M - maltodextrin, I - inulin), CC refers to the concentration of the carrier used, and Tin refers to the inlet temperature.
Table 5.
Physical properties of obtained powders: Moisture Content (Mc), water activity (Aw), color parameters (L*, a*, b*, ∆E), bulk density, true density and porosity.
Table 5.
Physical properties of obtained powders: Moisture Content (Mc), water activity (Aw), color parameters (L*, a*, b*, ∆E), bulk density, true density and porosity.
| Powders | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sample | Mc, % | Water Activity, - | Color Parameters | Bulk Density, g⋅cm-3 | True Density, g⋅cm-3 | Porosity, % | Glass Transition Temperature, °C | |||
| L* | a* | b* | ∆E | |||||||
| M40-120† | 3.81±0.58 a-d* | 0.218±0.017 b-e | 83.91±0.26 f, g | 9.58±1.55 b-d | 13.70±0.92 b-d | 26.17±2.47 e-g | 0.558±0.019 b-f | 1.590±0.009 a | 64.9±1.0 a, b | 38.1±0.3 d |
| M40-140 | 5.23±1.65 d-f | 0.215±0.010 b-e | 81.78±0.01d-f | 11.53±0.01d-f | 14.96±0.10 b-f | 23.33±0.20 d-f | 0.538±0.001b-f | 1.514±0.029 a | 64.4±0.6 a, b | 38.3±0.6 e |
| M40-160 | 3.21±0.13 a-c | 0.222±0.011 b-e | 78.295±0.04 b, c | 12.39±2.08 f, g | 17.49±0.44 h | 19.84±1.76 a-c | 0.591±0.018 r, f | 1.549±0.034 a | 61.8±0.3 a, b | 38.4±0.1f |
| M50-120 | 3.80±0.39 a-d | 0.228±0.007 c-e | 84.58±0.72 g | 9.55±0.71 b-d | 13.16±0.51a, b | 26.84±0.81g | 0.540±0.003 b-f | 1.511±0.056 a | 64.2±1.1 a, b | 38.4±0.3 e |
| M50-140 | 2.87±0.13 a-c | 0.214±0.011 b-e | 83.95±0.63 f, g | 9.36±0.52 b, c | 13.08±0.07 a, b | 26.36±0.55 f, g | 0.562±0.008 c-f | 1.686±0.069 a | 66.6±1.9 a, b | 38.6±0.2 i |
| M50-160 | 2.27±0.03 a | 0.198±0.009 a, b | 82.22±0.10 d-g | 9.73±0.58 b-e | 14.19±0.48 b-f | 24.54±0.44 d-g | 0.548±0.001b-f | 1.463±0.071 a | 62.5±1.7 a, b | 38.0±0.3 j |
| M60-120 | 3.56±0.39 a-d | 0.214±0.005 b-e | 87.80±0.34 h | 7.32±1.16 a | 11.30±0.52 a | 30.91±1.50 h | 0.594±0.012 f | 1.486±0.016 a | 60.0±1.3 a, b | 37.2±0.3 g |
| M60-140 | 2.98±0.13 a-c | 0.233±0.004 e | 84.22±0.08 g | 8.20±0.17 a, b | 13.60±1.75 b, c | 27.10±1.44 g | 0.576±0.007 d-f | 1.481±0.029 a | 61.1±1.3 a, b | 36.8±0.3h, i |
| M60-160 | 2.28±0.10 a | 0.177±0.006 a | 82.83±0.01e-g | 9.62±1.34 b-d | 13.60±0.77 b, c | 25.18±2.08 e-g | 0.597±0.002 f | 1.431±0.019 a | 58.3±0.7 a | 36.1±0.1i |
| I40-120 | 6.12±0.21 e, f | 0.231±0.021c-e | 79.98±0.13 c, d | 11.48±0.90 d-f | 15.97±0.28 f-h | 21.69±1.49 c, d | 0.486±0.016 a-e | 1.379±0.390 a | 63.4±9.2 a, b | 35.0±0.2 c |
| I40-140 | 4.48±0.20 c-e | 0.230±0.069 d-e | 79.82±0.001c, d | 11.71±0.03 e, f | 15.79±0.01e-h | 21.44±0.29 b-d | 0.480±0.049 a-d | 1.594±0.011 a | 69.9±3.3 a, b | 35.6±0.1b |
| I40-160 | 5.33±0.03 d-f | 0.232±0.011e | 75.59±0.01b | 14.3±0.11g | 17.00±0.09 g, h | 16.55±0.40 a | 0.511±0.010 a-f | 1.440±0.081 a | 64.5±2.7 a, b | 36.6±0.3 a |
| I50-120 | 3.95±0.34 a-d | 0.208±0.007 b-e | 83.11±0.03 e-g | 9.27±1.48 a-c | 13.85±1.18 b-e | 25.57±1.81e, g | 0.466±0.034 a-c | 1.517±0.221 a | 68.8±6.8 a, b | 38.3±0.2 f |
| I50-140 | 3.32±0.10 a-c | 0.196±0.006 a, b | 80.96±0.13 c-e | 10.77±0.09 c-f | 15.22±0.06 c-g | 22.89±0.44 c-e | 0.484±0.025 a-d | 1.601±0.026 a | 69.8±0.6 a, b | 38.2±0.3 e |
| I50-160 | 4.23±0.23 b-d | 0.232±0.004 e | 76.64±0.10 b | 12.77±0.73 f, g | 14.47±1.38 h | 18.22±0.54 a, b | 0.495±0.032 a-f | 1.520±0.037 a | 67.4±2.9 a, b | 38.6±0.2 c |
| I60-120 | 3.56±0.35 a-d | 0.205±0.010 b-d | 83.69±0.21e- g | 8.66±0.59 a, b | 14.33±2.61b-f | 26.38±1.40 f, g | 0.530±0.029 b-f | 1.476±0.024 a | 64.1±2.6 a, b | 41.4±0.2 h |
| I60-140 | 3.31±0.06 a-c | 0.208±0.005 b-e | 82.00±0.03 d-g | 10.19±0.20 b-e | 14.69±0.04 b-f | 24.10±0.11 d-g | 0.455±0.004 a, b | 1.507±0.045 a | 69.8±0.6 a, b | 40.3±0.3 f |
| I60-160 | 2.64±0.17 a, b | 0.199±0.010 a, b | 79.95±0.09 c, d | 11.29±1.16 c-f | 15.63±0.17 d-h | 21.74±1.65 c, d | 0.596±0.063 f | 1.429±0.023 a | 58.3±3.7 a, b | 41.3±0.4 g |
| FD | 6.49±0.12 f | 0.196±0.001 a-c | 60.38±0.20 a | 20.75±0.33 h | 16.08±0.32 f-h | - | 0.413±0.045 a | 1.491±0.069 a | 72.4±1.7 b | - |
*Mean values within each column with a different superscript letter are significantly different homogeneous groups (p < 0.05). †The samples were named based on the type of carrier used: M for maltodextrin, I for inulin, the solution concentration (40%, 50%, or 60%), and the inlet temperature (120°C, 140°C, or 160 °C). For example, M40-120 refers to a powder sample obtained through spray drying of the post-process osmotic solution with 40% maltodextrin and an inlet temperature of 120°C.
Table 6.
Analysis of variance regarding the effect of the studied parameters (type of carrier, carrier concentration and inlet temperature) on the physical properties: dry mass, Aw, pH, viscosity, and color parameters (L*, a*, b* and ∆E) of the powders obtained during spray drying process of the postprocess osmotic solution.
Table 6.
Analysis of variance regarding the effect of the studied parameters (type of carrier, carrier concentration and inlet temperature) on the physical properties: dry mass, Aw, pH, viscosity, and color parameters (L*, a*, b* and ∆E) of the powders obtained during spray drying process of the postprocess osmotic solution.
| Moisture Content, % | Water Activity, - |
Bulk Density, g⋅cm-3 | True Density, g⋅cm-3 |
Porosity, % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| F | p | F | p | F | p | F | p | F | p | |
| M/I† | 24.839 | 0.0001 | 0.81 | 0.3716 | 63.67 | 0.0001 | 0.54 | 0.4718 | 31.53 | 0.0001 |
| CC | 41.486 | 0.0001 | 3.07 | 0.5479 | 8.94 | 0.0020 | 1.564 | 0.2365 | 18.35 | 0.0001 |
| Tin | 9.105 | 0.0018 | 18.82 | 0.0001 | 8.16 | 0.0030 | 2.172 | 0.1429 | 19.25 | 0.0001 |
| M/I x CC | 3.528 | 0.051 | 17.53 | 0.0001 | 0.08 | 0.9220 | 0.49 | 0.6208 | 1.24 | 0.2978 |
| M/I x Tin | 7.507 | 0.0043 | 3.7 | 0.0312 | 1.97 | 0.1679 | 0.384 | 0.6869 | 3.00 | 0.0583 |
| CC x Tin | 1.177 | 0.3541 | 10.67 | 0.0001 | 3.02 | 0.0456 | 0.386 | 0.8285 | 1.36 | 0.2586 |
| M/I x CC x Tin | 5.324 | 0.0052 | 5.77 | 0.0001 | 2.03 | 0.1336 | 0.878 | 0.4967 | 2.96 | 0.0279 |
| L* | a* | b* | ∆E | Glass Transition Temperature, °C | ||||||
| F | p | F | p | F | p | F | p | F | p | |
| M/I | 145.4 | 0.0001 | 62.09 | 0.0001 | 81.4 | 1E-04 | 134.2 | 0.0001 | 4372.6 | 0.0001 |
| CC | 62.9 | 0.0001 | 67.68 | 0.0001 | 39.79 | 1E-04 | 70.46 | 0.0001 | 3739 | 0.0001 |
| Tin | 108.8 | 0.0001 | 55.28 | 0.0001 | 47.93 | 1E-04 | 100.92 | 0.0001 | 63.6 | 0.0001 |
| M/I x CC | 0.3 | 0.743 | 0.330 | 0.7221 | 4.56 | 0.015 | 0.25 | 0.7822 | 443.3 | 0.0001 |
| M/I x Tin | 2.2 | 0.116 | 4.130 | 0.0214 | 1.05 | 0.357 | 2.24 | 0.1158 | 1283.8 | 0.0001 |
| CC x Tin | 2.1 | 0.087 | 0.900 | 0.4693 | 1.93 | 0.119 | 1.6 | 0.1868 | 59.4 | 0.0001 |
| M/I x CC x Tin | 4.1 | 0.006 | 4.160 | 0.0052 | 6.96 | 1E-04 | 4.13 | 0.0054 | 210.8 | 0.0001 |
†M/I refers to the effect of the type of carrier (M - maltodextrin, I - inulin), CC refers to the concentration of the carrier used, and Tin refers to the inlet temperature.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



