
Submitted:
25 September 2024
Posted:
26 September 2024
You are already at the latest version
Abstract
The issue of managing waste bread is a global concern, with significant environmental and the economic implications. The utilisation of waste bread for bioethanol production, employing energy-saving tech-nology, could prevent these consequences and reduce the consumption of traditionally used fossil fuels. The objective of this study was to evaluate the influence of the type of waste bread (wheat and wheat-rye sourdough) and the mash preparation method on the results of alcoholic fermentation and the concen-tration of selected congeners in the distillates. The highest fermentation efficiency (96% of theoretical) was achieved for both types of bread through the utilisation of the pressureless starch liberation method combined with simultaneous saccharification and fermentation. The separate saccharification of starch did not result in an enhanced efficiency of the process. Despite a slight reduction in efficiency of the process, the hydrolysis of native starch was regarded as a promising solution for the processing of waste bread to ethanol. All of the obtained distillates exhibited a low concentration of methanol. The elevated acidity and aldehydes levels, in relation to the national recommendations, indicate the potential necessity for the separation of the volatile congeners depending on the intended use of the obtained spirit distillates.
Keywords:
waste
; bread
; wheat
; rye
; starch
; mashing
; alcoholic fermentation
; ethanol
1. Introduction
One of the challenges facing the modern world is reducing food waste and ensuring proper waste management. Approximately one third of the food produced globally is wasted, resulting in the loss of valuable resources such as energy, fresh water and land. In turn, poor waste management contributes to an increase in greenhouse gas emissions, including carbon dioxide, which is responsible for increasing global warming [1].
The issue of food waste is also noticeable in the baking industry. Given the widespread consumption of bread, its global production has increased to nearly 100 million tons annually [2], resulting in the generation of excessive amounts of bakery waste. The generation of bakery waste can be attributed to two primary causes: overproduction and the failure to sell bakery products after their expiry date. Additionally, contaminated or defective intermediate products intended for use in the production of finished goods contribute to the overall volume of waste [3]. The increasing amount of bakery waste requires implementation of appropriate management strategies, which are also driven by legislations and the principles of the circular economy [4]. Due to the presence of many valuable compounds such as carbohydrates (mainly starch), proteins and fat, bakery waste has significant potential for use in biotechnological processes [5,6].
One potential method for managing bread waste is its utilisation in anaerobic fermentation processes, which can result in the production of biogas. The resulting biogas can then be transformed into heat and electricity, which will ultimately contribute to reduction in the demand for energy from non-renewable sources. It is noteworthy that approximately 1% of the substrates used in agricultural biogas plants are derived from bakery waste. The production of approximately 536 m3 of biogas from 1 Mg dry matter (DM) of bread waste is a notable outcome [7]. Compared to other substrates, the pre-treatment of bakery waste is conducted under relatively mild conditions, resulting in sugars that are highly pure and devoid of reaction inhibitors. It can therefore be concluded that the obtained hydrolysates are suitable fermentation substrates for the production of biochemicals and biofuels, including bioethanol, lactic acid, succinic acid and others. The incorporation of more sustainable production methods based on biorefining processes, such as utilisation of bakery waste, into production processes may prove beneficial for many companies in the food industry from a financial standpoint. Moreover, products generated through biotechnological processes may potentially offer a competitive alternative to those produced through chemical methods [8].
Of the various types of biofuel, ethanol is regarded as the most prevalent, offering an alternative to fossil fuels. Furthermore, this particular fuel is employed as a fundamental ingredient in the chemical and pharmaceutical industries, along with the production of alcoholic beverages [9].
The most widely utilised raw materials for the production of bioethanol are starch-based materials (wheat, corn), sugar-based materials (sugar beet, sugar cane), and tuber plants (potatoes, cassava). In recent years, the utilisation of these raw materials has been a significant source of concern in the context of the intensifying global food crisis. Moreover, the use of foodstuffs as raw materials for ethanol production may potentially lead to an increase in food prices [10]. To prevent this, inedible raw materials in the form of waste biomass are employed. However, a significant argument for the use of waste biomass in the form of lignocellulosic materials is the necessity for preliminary processing, which requires the utilisation of non-ecological chemical reagents. It is also worth noting that the ethanol yield from lignocellulosic biomass is considerably lower than that from starch feedstocks. Therefore, bakery waste, due to its high starch content, reaching over 70% in dry matter, can be used as a raw material for the efficient production of ethyl alcohol [11].
The objective of this study was to assess the impact of the type of waste bread (wheat and wheat-rye sourdough) and the method of mash preparation on the results of alcoholic fermentation and concentrations of selected congeners in the obtained distillates.
2. Materials and Methods
2.1. Raw Materials
Two types of waste bread, namely wheat bread and wheat-rye sourdough bread, obtained from a local bakery, were used for the research. These products had reached the end of their shelf life. The raw materials were stored in a closed container at room temperature until required for use.
2.2. Enzymatic Preparations
The following amylolytic and supportive enzyme preparations (Novozymes A/S, Bagsværd, Denmark), were used during the preparation of the mashes in accordance with the pressureless liberation of starch (PLS) method:
- Termamyl SC (α-amylase from Bacillus stearothermophilus, EC 3.2.1.1),
- SAN Extra (glucan 1,4-α-glucosidase from Aspergillus niger, EC 3.2.1.3),
- Viscoferm® (a multienzyme complex containing non-starch-degrading enzymes: cellulase, EC 3.2.1.4; xylanase (endo-1,4-), EC 3.2.1.8; β-glucanase (endo-1,3(4)-), EC 3.2.1.6),
- Neutrase® (neutral protease from Bacillus amyloliquefaciens, EC.3.4.24.28).
The following amylolytic enzyme preparations (DuPont™ Genencor® Science, USA), were used during the preparation of the mashes in accordance with the native starch hydrolysis (NSH) method:
- GC 626 (acid α-amylase from Trichoderma reesei, EC 3.2.1.1),
- Stargen 002® (a blend of α-amylase from Aspergillus kawachi expressed in Trichoderma reesei, EC 3.2.1.1, and glucoamylase from Trichoderma reesei, EC 3.2.1.3).
- as supportive preparations, the aforementioned Viscoferm® and Neutrase® were applied.
2.3. Yeast
The fermentation process was conducted using SaftSpiritTM HG-1 dry distillery yeast (S. cerevisiae) (Fermentis by Lesaffre, France), which has been designed to produce a high ethanol concentration with a broad range of applications, across various process conditions (pH range 3.5-6.0, temperature range 33-37 °C) and with diverse substrates.
2.4. Sweet Mashes Preparation
Two methods were employed for the preparation of sweet mashes: pressureless liberation of starch (PLS) and native starch hydrolysis (NSH).
When sweet mashes were prepared using the PLS method, the process was conducted in a vessel placed in a water bath and equipped with a laboratory stirrer and thermometer. The milled bread was combined with tap water in a 3.5 L of water per 1 kg of bread ratio. The mixture was continuously stirred and heated until it reached a temperature of 50 °C. Subsequently, the liquefying Termamyl SC preparation (0.13 mL/kg starch) and a viscosity-reducing Viscoferm® preparation (0.15 mL/kg raw material) were added. The mixture was continually stirred and heated to 90 °C, where it was maintained for 60 minutes. Next, a portion of the mash, prepared according to the SHF (Separate Hydrolysis and Fermentation) method, was cooled to a temperature of 66 ± 1 °C. It was then subjected to saccharification with the SAN Extra preparation (0.6 mL/kg starch) along with supportive Neutrase® preparation (0.1 mL/kg raw material) and kept for 30 min at this temperature. In turn, the portion of the mash prepared according to the SSF (Simultaneous Saccharification and Fermentation) method was cooled to 66 ± 1 °C and digested with the same doses (as in the case of the SHF variant) of saccharifying SAN Extra preparation along with supportive Neutrase® preparation. This was followed by an immediate cooling to a temperature of 30 °C, which is optimal for yeast inoculation. Prior to the introduction of the yeast inoculum, the mashes were supplemented with an aqueous solution of (NH4)2HPO4 (0.2 g/L mash) to provide the necessary nutrients for yeast growth.
The preparation of mashes using a native starch hydrolysis (NSH) method was conducted at a temperature below the gelatinisation point of starch in order to preserve its native form. The process was carried out in two variants:
- -
- without starch ‘activation’ (NSH-N/A) - milled bread was combined with tap water in a ratio of 3.5 L water per 1 kg of bread. This mixture was placed in a vessel within a water bath, equipped with a laboratory stirrer and thermometer. The whole mixture was heated to 50 ± 1 °C and digested with a GC 626 preparation (0.3 mL per 1 kg of raw material), and a viscosity-reducing Viscoferm® preparation (0.15 mL/kg raw material). The mixture was immediately cooled to 35 °C, and digested with the saccharifying Stargen 002® preparation (1.2 mL per 1 kg of raw material), along with the supportive Neutrase® preparation (0.1 mL/kg raw material). Next, the mash was cooled to a temperature of 30 °C, supplemented with an aqueous solution of (NH4)2HPO4 (0.2 g/L mash), and inoculated with yeast.
- -
- with starch ‘activation’ (NSH-A) - milled bread was combined with tap water in a ratio of 3.5 L water per 1 kg of bread in a vessel placed in a water bath and equipped with a laboratory stirrer and thermometer. The mixture was heated to 50 ± 1 °C, and digested with a GC 626 preparation (0.3 mL per 1 kg of raw material) along with a viscosity-reducing Viscoferm® preparation (0.15 mL/kg raw material). This was kept at the aforementioned temperature for 30 min in order to facilitate the activation of the starch. Further procedure was the same as in the case of the variant without starch ‘activation’.
2.5. Fermentation of Mashes
Prior to inoculation of the bread-based mashes, an appropriate amount of yeast (0.5 g per 1 L of mash) was hydrated and disinfected (15 min incubation of cells suspended in a 25% w/w H2SO4 solution, pH 2.5, at room temperature). The yeast cream (without neutralisation) was added to the mashes, which were then mixed carefully. Fermentation was conducted for 3 days at 32 °C in 4 L glass bottles containing 3 L of mash, and closed with fermentation locks containing paraffin oil. The course of the process was controlled gravimetrically.
2.6. Distillation
Once fermentation had reached completion, the ethanol was distilled from the mashes using a laboratory distillation unit consisting of a distillation flask, Liebig cooler, ethanol receiver, and thermometer. The raw distillates, containing 20-23% v/v ethanol, were refined to approximately 43% v/v in a distillation apparatus equipped with a bi-rectifier unit (dephlegmator according to Golodetz) prior to analysis.
2.7. Analytical Methods
The moisture content of bread was measured in a Radwag WPS-30S Moisture Analyser (Radwag, Poland). The total nitrogen content was determined by the Kjeldahl method, calculated to protein (N × 6.25), and expressed as a percentage of the dry weight. The quantitative and qualitative composition of sugars (before and after acid hydrolysis of starch) in both the studied raw material and in the mashes, as well as the ethanol content in the fermented mashes, were determined by the HPLC technique, using an Infinity 1260 liquid chromatograph (Agilent Technologies, Santa Clara, CA, USA) equipped with a refractive index detector (RID), as previously described by Dziekońska-Kubczak et al. [12].
The pH of the mashes was measured using the HandyLab pH meter (SI Analytics, Germany). The total extract, defined as the concentration of dissolved solids (mostly sugar) in the sweet mashes, and the apparent extract (extract of mash containing ethanol) were measured using an areometer with a scale in % w/w [13].
The analysis of distillates was conducted according to the methods recommended in distilleries and comprised the quantification of methanol, aldehydes and acidity.
The methanol content in spirit distillates was determined using a colorimetric method [14], which involves the oxidation of methyl alcohol to formaldehyde, followed by a reaction with Schiff's reagent, prepared with sulfuric acid (VI). The mixture was then incubated for 1 hour at 20 °C, and the colouration obtained was measured spectrophotometrically at a wavelength of 610 nm. The colour obtained was then compared with the colours of standard solutions containing known quantities of methanol. The concentration of methanol was expressed in grams per 1 L of 100% v/v alcohol.
The content of aldehydes in spirit distillates was determined using a colorimetric method, as previously described [15]. This involved the reaction of aldehydes present in a tested distillate with Schiff’s reagent, prepared with sulfuric acid (VI), followed by an incubation at 20 °C for 25 min. The resulting colouration was then measured spectrophotometrically at a wavelength of 546 nm, and the obtained colour was compared with that of standard solutions containing known quantities of acetaldehyde. The concentration of aldehydes was expressed in grams of acetaldehyde per 1 L of 100% v/v alcohol.
The acidity of spirit distillates was determined by the titrimetric method [16]. The assay entails diluting a test portion (100 mL) with an equivalent amount of carbon dioxide-free water, followed by the observation of whether the test solution is alkaline or acid to phenolphthalein. If necessary, the acidity is then determined through titration with a standard volumetric sodium hydroxide solution. The acidity is expressed in grams of acetic acid per 1 L of 100% v/v alcohol.
2.8. Calculations
The results of the HPLC analysis were used to calculate the concentration of total reducing sugars and total sugars (after acid hydrolysis of starch or dextrin), both in the raw materials and obtained mashes. The calculations were performed using a conversion coefficient to glucose (maltotriose × 1.07; maltose × 1.05) and expressed in g glucose/100 g raw material, and in g glucose/L mash, respectively. Subsequently, the starch or dextrin content was calculated as the difference between the total sugars and reducing sugars, with the conversion coefficient into starch/dextrin (0.9) taken into account. This was expressed in g/100 g raw material, and in g/L mash, respectively.
The intake of sugars was calculated as the ratio of sugars utilised during fermentation to their initial content in the mash, and expressed as a percentage.
The theoretical fermentation efficiency was calculated in relation to the total sugars present, in accordance with to the stoichiometric Gay-Lussac’s equation. The real efficiency was calculated taking into consideration the ethanol concentration in the fermented mashes and expressed as a percentage of the theoretical value.
2.9. Statistical Analysis
All experiments were performed in triplicate. A one-way and two-way analysis of variance ANOVA with a significance level of 0.05 was employed to compare the bread's composition and to examine the effect of applied variables (i.e., bread type and mash preparation method) on the composition of mashes before and after fermentation, intake of sugars, fermentation efficiency, as well as the concentration of volatile fermentation by-products in the resulting distillates. A Tukey’s multiple comparison post-hoc test was conducted when significant differences were identified. All calculations were performed using the XLSTAT 2024.1.0 software (Lumivero, Denver, CO, USA).
3. Results and Discussion
3.1. The Chemical Composition of Raw Materials
The basic indicator of the storability of cereal grains-based products, which influences the risk of the growth of undesirable microorganisms (including moulds), is moisture content. It is generally accepted that moisture content below approximately 15% (wet basis) is safe, due to the minimal metabolic activity that occurs at these levels [17,18]. The analysis of the tested waste bread showed the higher moisture content, particularly in the wheat bread. This indicates that the long-term storage of this raw material, especially in rooms with elevated humidity, may potentially facilitate the development of undesirable microorganisms. The waste bread used in this study was stored in an environment with a low humidity level (approximately 40%) and no indications of microbiological contamination, such as mould growth, were observed.
One of the most important factors to be considered in the evaluation of raw materials for ethanol production is the sugar content. Cereal grain-based products, such as bread, are rich in starch [19]. The tested waste wheat bread contained starch content of 54.24 ± 1.29 g/100 g, which was consistent with the data reported by Mesta-Corral et al. [20]. In turn, the starch content of the tested wheat-rye bread was higher (61.88 ± 3.99 g/100 g) than that of the wheat bread, due in part to the lower moisture content (Table 1).
During technological processes, fermentable carbohydrates are produced as a result of the enzymatic degradation of starch [21]. The obtained results show the presence of minimal quantities of reducing sugars in the both tested types of bread, with values ranging from 1.62 ± 0.25 g/100 g in wheat-rye bread to 2.29 ± 0.15 g/100 g in wheat bread.
The protein content of tested bread waste ranges from 7.08 ± 0.01 g/100 g dry mass in wheat bread to 8.18 ± 0.05 g/100 g dry mass in wheat-rye bread. Following the hydrolysis of proteins, the resulting peptides and amino acids facilitate yeast growth and fermentation [22].
Cereal grains used for flour production contain various amounts of non-starch polysaccharides (NSPs) which are predominantly composed of arabinoxylans (pentosans), β-glucans and cellulose [23]. Arabinoxylan is defined as a type of hemicellulose that is found in the cell walls of cereal endosperm. It consists of a linear backbone of xylose residues with arabinose units attached [24]. The quantity of arabinoxylans (AXs) is less in wheat (6-8%) than in rye (8.9%) [25], which has been confirmed by the lower concentration of pentose sugars in wheat bread in comparison to wheat-rye bread (Table 1).
In the tested wheat and wheat-rye bread, the presence of succinic acid, lactic acid, acetic acid and glycerol was shown. These compounds are produced by lactic acid bacteria and yeasts of the Saccharomyces genus, which are present in bakery sourdough. The amount of fermentation by-products depends on the type of flour, the active microorganisms present in the sourdough and the fermentation temperature [26].
3.2. Chemical Composition of Mashes before and after Fermentation
The chemical composition of the prepared distillery mashes varied according to the type of bread used and the method of mash preparation. The obtained results are presented in Table 2.
The pH of mashes prepared from wheat bread was found to be 5.1 ± 0.1, while those prepared from wheat-rye bread had a pH of 4.5 ± 0.1. This difference can be attributed to the higher concentration of lactic and acetic acids present in the used raw material (see Table 1). Due to the fact that the optimal pH range for yeast growth can vary from pH 4.00 to 6.00 [27], the pH of the prepared bread-based mashes was not adjusted in order to limit the number of additional treatments and reagents used.
Despite the same proportions of the raw material and water employed in the preparation of mashes by all of the aforementioned methods, statistically significant differences (p ≤ 0.05) in the extract content of the obtained mashes were observed. The PLS-SHF method resulted in the preparation of wheat and wheat-rye bread-based sweet mashes with a higher extract content (p ≤ 0.05) than those that were prepared using the PLS-SSF method. This may be attributed to the release of greater quantities of sugars into the medium during the separate saccharification stage, as evidenced by the total reducing sugars content in the obtained mashes (Table 2). It is notable that the highest extract content was observed in samples prepared using the NSH method, which involved native starch hydrolysis. It's possible that the heterogeneity of the bread portions and the progressive drying process may have contributed to the observed differences in the extract content.
The fermentable sugars present in sweet mashes prepared by all used methods, i.e. PLS-SSF, PLS-SHF, NSH-A, and NSH-N/A consisted mainly of glucose at concentrations ranging from 77.28 ± 1.62 g/L (wheat-rye bread, PLS-SSF) to 147.81 ± 0.51 g/L (wheat-rye bread, NSH-A). Furthermore, relatively high concentrations of maltose (ranging from 33.79 ± 1.70 to 35.10 ± 3.74 g/L) were also determined in the mashes prepared from both types of bread using the PLS-SSF method. Additionally, all mashes contained small amounts of maltotriose, with the majority of these concentrations remaining below 1 g/L.
With regard to the content of dextrins in sweet mashes prepared using the PLS method, no beneficial effect of separate starch saccharification before fermentation (SHF) on their content in the obtained mashes was observed in relation to the samples prepared according to the simultaneous saccharification and fermentation (SSF) method. The dextrins content in the mashes prepared from wheat bread did not exhibit a statistically significant difference (p≤0.05) between the SHF and SFF methods. Conversely, the SHF method resulted in a higher dextrins content in the mashes made from wheat-rye bread than the SSF method. It is likely that the high concentrations of liberated fermentable sugars may have caused product inhibition of the activity of the enzymes responsible for catalysing starch hydrolysis [28].
The native starch hydrolysis method without starch ‘activation’ resulted in the highest level of dextrins being found in the wheat bread-based mash. An application of initial 'activation' of starch during the preparation of wheat-rye bread-based mashes significantly improved the initial degree of starch saccharification (p < 0.05), which in turn resulted in a reduction in dextrins concentration in comparison to the samples without starch 'activation' (p≤ 0.05) (Table 2). It is due to disruption of the bonds between the glucose molecules in the starch chain that occurs during the activation process [29].
The chemical analysis of fermented mashes entailed the determination of pH, apparent extract, as well as the concentration of ethanol, reducing sugars (glucose and maltose, maltotriose), and dextrins. Additionally, the concentration of other sugars (xylose, arabinose) as well as organic acids and glycerol was determined (see Table 3).
During the process of fermentation, yeast secretes H+ ions, which causes a decline in pH levels within the medium. The pH value of the waste wheat bread-based mashes after process completion decreased from 5.1 ± 0.1 up to 4.3 ± 0.1, whereas for wheat rye bread-based mashes, the pH value decreased from 4.5 ± 0.1 up to 4.1 ± 0.1. These findings are consistent with the data presented in the literature and confirm the correct duration of fermentation [30].
In distilleries, the parameter used to assess the degree of fermentation is apparent extract, which is measured in the presence of ethanol. In the case of well-fermented distillery mashes with an initial extract of approximately 18% w/w, the apparent extract should not exceed (1.0-1.5)% w/w [31]. After completion of the fermentation process, the apparent extract of the tested mashes ranged from 0.63 ± 0.02 to 1.11 ± 0.06% w/w, with the tendency towards higher values observed in mashes prepared by the PLS-SHF method in comparison to those prepared by the PLS-SSF and NSH methods.
The ethanol concentration of the mashes prepared by both the PLS-SSF and PLS-SHF methods did not exhibit a statistically significant difference (p ≥ 0.05), with values ranging from 70.95 ± 1.02 to 72.54 ± 1.64 g/L. Furthermore, no differences were observed when the type of bread used was taken into account. The highest concentration of ethanol was determined in the mashes prepared via the native starch hydrolysis method, with values ranging from 80.95 ± 2.11 to 85.68 ± 0.02 g/L. No statistically significant impact of the starch ‘activation’ process was observed (p ≥ 0.05).
In the majority of fermentation trials, low concentrations of reducing sugars were identified, namely maltotriose (from 0.02 ± 0.00 to 0.21 ± 0.00 g/L), maltose (from 0.14 ± 0.02 to 0.90 ± 0.01 g/L) and glucose (from 0.01 ± 0.00 to 0.08 ± 0.02 g/L), which indicates their high utilisation during fermentation. It is noteworthy that only in samples of wheat bread mashes prepared by the PLS-SHF and NSH-N/A methods, higher concentrations of glucose were determined, amounting to 3.79 ± 0.42 g/L and 2.07 ± 0.15 g /L, respectively (see Table 3). In the aforementioned PLS-SHF sample, a relatively high concentration of lactic acid (2.61 ± 0.14 g/L) in the mash after fermentation was recorded, which may indicate the development of undesirable microorganisms, such as lactic acid bacteria, during a separate saccharification step.
With regard to the non-hydrolysed dextrins present in mashes upon completion of fermentation, an interesting phenomenon was observed. The concentration of these compounds was found to be relatively high (ranging from 1.87 ± 0.56 to 2.52 ± 0.58 g/L) in mashes prepared from both wheat and wheat rye bread using the PLS-SSF and PLS-SHF methods, in comparison to the samples prepared using the native starch hydrolysis method.
Moreover, pentose sugars, namely xylose and arabinose, were also identified in trace amounts in all of the fermented mashes. The yeast of the S. cerevisiae genus used in this study is incapable of utilising pentose sugars [32].
All samples after fermentation contained organic acid, i.e., succinic acid, lactic acid, formic acid, and acetic acid. These acids are regarded as fermentation by-products [33]. Succinic acid is an intermediate product of the tricarboxylic acid (TCA) cycle and constitutes one of the end products of the anaerobic metabolism of yeast [34]. Moreover all tested mashes exhibited relatively elevated concentrations of glycerol, which is one of the products of yeast metabolism. The primary function of this compound is to provide protection for yeast against environmental stressors [35].
3.3. Fermentation Indicators
In order to evaluate the results of fermentation process, the degree of sugar utilisation and the efficiency of ethanol biosynthesis (expressed as a percentage of the theoretical amount) were determined. The utilisation of sugars was found to be high in all fermentation trials, regardless of the type of bread used and the method of mash preparation. The degree of sugar utilisation ranged from 96.03 ± 0.48% to 99.17 ± 0.50% (see Figure 1). The lowest value of this indicator was determined for the wheat bread-based mash prepared by the PLS-SHF method, which contained relatively high concentration of unutilised glucose, as mentioned above (see Table 3).
A comparison of the fermentation efficiency revealed that the PLS-SSF method was the optimal method for processing both types of bread. The fermentation efficiency for these mashes was found to be at the same level of 96.1 ± 0.48% of the theoretical. The application of the PLS-SHF method for the preparation of the mashes did not result in an increase in fermentation efficiency. In fact, the process efficiencies were lower than those observed in the PLS-SSF method (from 85.75 ± 0.43 to 88.60 ± 0.44%). With regard to the NSH-N/A method, the fermentation of wheat bread-based mashes exhibited a higher efficiency, with a value of 87.85 ± 0.43% of the theoretical, than that observed for the wheat-rye bread-based mash sample (83.74 ± 0.43% of theoretical). It may be hypothesised, that the reason for the lower ethanol yields obtained from wheat-rye bread is the more intensive phenomenon of starch retrogradation. The resulting starch complexes hinders the hydrolysis process, creating a barrier to the action of amylolytic enzymes [36].
3.4. Chemical Composition of the Obtained Distillates
During the fermentation process, yeast produces ethanol and carbon dioxide, which facilitate the synthesis of alcohols, esters, and organic acids. The chemical composition of the obtained agricultural distillates was evaluated, revealing a differential effect of the type of bread used and the method of sweet mash preparation (see Table 4).
The undesirable compound present in spirit distillates is methanol, which is generated through the hydrolysis of methylated pectins present in plants and fruits, which may also occur during the backing process. Pielech-Przybylska et al. [37] observed a higher concentration of methanol in the spirits obtained from starchy raw materials-based mashes prepared by the pressure-thermal method (approx. 150 °C) than with the pressureless method (90 °C). While EU Regulation No. 2019/787 [38] defines acceptable concentrations of methanol in ethyl alcohol of agricultural origin, wine spirits, and fruit spirits, no limits are set for the content of this compound in distillates of agricultural origin. It should be noted, however, that all the obtained distillates comply with the requirements set out in the regulation, which stipulates that the maximum permitted methanol content in ethyl alcohol of agricultural origin (rectified spirit) shall be 30 g/hL absolute alcohol (equivalent to 300 mg/L).
Aldehydes present in spirits are intermediates in the two-step decarboxylation of alpha-keto acids to alcohols, as well as in the synthesis and oxidation of alcohols. These volatiles are often found to have a negative effect on the quality of spirits. Their concentration depends on the quality of the raw materials, their chemical composition, the conditions of the technological processes, and microbial contamination [39]. According to the Polish Standard [40], the concentration of aldehydes, expressed as acetaldehyde, in agricultural distillates should not exceed 100 mg/L alcohol 100% v/v, while the EU regulation [38] does not set any limits for the acetaldehyde content in agricultural distillates. The concentrations of aldehydes (expressed as acetaldehyde) in the obtained bread-based distillates exceeded the recommended limit, and ranged from 0.120 ± 0.01 to 0.233 ± 0.02 g acetaldehyde/L alcohol 100% v/v. The average content of these compounds was higher (p ≤ 0.05) in the distillates obtained from wheat-rye bread than from wheat bread. In turn when assessing the mash preparation methods, the highest levels of this compound were found in the samples of distillates obtained from mashes prepared by the PLS-SHF method. The application of the PLS-SSF, NSH-N/A and NSH-A methods resulted in lower concentrations of aldehydes in the spirits.
In accordance with the aforementioned regulation [40], the acidity of agricultural distillates, expressed in grams of acetic acid per litre of alcohol 100% v/v, should not exceed 80 mg/L for rye- and potatoes-based spirits, and 0.2 g/L for the so-called ‘mixed spirits’. The obtained bread-based spirit distillates were characterised with acidity levels exceeding the recommended limit. Both, the type of bread and the method of mash preparation were identified as influencing factors in this regard. The highest acidity (0.940 ± 0.04 g acetic acid/L alcohol 100% v/v) was observed in the distillate obtained from wheat bread processed by the PLS-SHF method. Additionally, the distillate from wheat-rye bread processed by the NSH-A method exhibited relatively high acidity, with a value of 0.850 ± 0.02 g acetic acid/L alcohol 100% v/v. The lowest acidity was observed in samples of both wheat and wheat-rye bread processed by the PLS-SSF method, with values ranging from 0.583 ± 0.04 to 0.620 ± 0.01 g acetic acid/L alcohol 100% v/v (p ≤0.05). Acetic acid is formed during Maillard reaction as the result of the degradation of Amadori products [41]. Those processes occur during the baking of bread. Furthermore, the presence of acetic acid in the distillates may also be attributed to the fermentation process, resulting from the metabolic activity of yeast and other microorganisms [37].
4. Conclusions
The paper presents the results of an assessment of the suitability of waste, wheat and wheat-rye sourdough, bread for use in the ethanol production. The assessment considers both, the efficiency of the process and the quality of the resulting distillate. The following methods were employed for the preparation of the mashes and their fermentation: pressureless starch liberation combined with separate hydrolysis and fermentation (PLS-SHF), pressureless starch liberation combined with simultaneous saccharification and fermentation (PLS-SSF) and native starch hydrolysis without preliminary starch ‘activation’ (NSH-N/A) or with starch ‘activation’ (NSH-A) at a temperature not exceeding the starch gelatinisation temperature. The results demonstrated that all solutions employed were effective in achieving high process indicators. In particular, the intake of sugars was within the range of 96-99%, while fermentation efficiency reached a level between 83 and 96% of the theoretical efficiency. The observed differences in these indicators were dependent on the method of preparing the mashes, but the type of bread used had no significant effect of.
The optimal solution in terms of time and energy consumption, as well as fermentation efficiency for both types of bread was the utilisation of the pressureless starch liberation method combined with simultaneous saccharification and fermentation (PLS-SSF) to prepare mashes. When separate hydrolysis and fermentation (SHF) method was applied, the technological procedure was prolonged, but the process efficiency was not significantly improved. The technological procedure for the production of ethanol from waste bread could be simplified by the application of a method of native starch hydrolysis. Although the fermentation efficiency was found to be statistically significantly lower in relation to the method of pressureless starch liberation (PLS), this solution merits further attention and investigation as a potential avenue for ethanol production from waste bread.
Author Contributions
Conceptualisation, writing M.B.; writing – review & editing, supervision U.D.-K.; investigation A.O and M.K.; software and validation, K.P.-P.; visualisation A.M.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors upon request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Sachs, J.D.; Kroll, C.; Lafortune, G.; Fuller, G.; Woelm, F. Sustainable Development Report 2022. Cambridge University Press; 2022. [CrossRef]
- Jung, J.M.; Kim, J.Y.; Kim, J.H.; Kim, S.M.; Jung, S.; Song H., Kwon E., Choi Y.E. Zero-waste strategy by means of valorization of bread waste. J. Clean. Prod. 2022, 6(1), 365-370.
- Brancoli, P.; Lundin, M.; Bolton, K.; Eriksson, M. Bread loss rates at the supplier-retailer interface – Analysis of risk factors to support waste prevention measures. Resour. Conserv. Recycl. 2019, 147, 128–136. [CrossRef]
- Samray, M.N.; Masatcioglu, T.M.; Koksel, H. Bread crumbs extrudates: A new approach for reducing bread waste. J. Cereal Sci. 2019, 85, 130–136. [CrossRef]
- Zhang, A.Y.-Z.; Sun, Z.; Leung, C.C.J.; Han, W.; Lau, K.Y.; Li, M.; Lin, C.S.K. Valorisation of bakery waste for succinic acid production. Green Chem. 2013, 15, 690–695. [CrossRef]
- Verni, M.; Minisci, A.; Convertino, S.; Nionelli, L.; Rizzello, C.G. Wasted Bread as Substrate for the Cultivation of Starters for the Food Industry. Front. Microbiol. 2020, 11, 293. [CrossRef]
- Korzeniowska-Ginter, R.; Dereszewska, A. THE SCALE OF WASTE OF BAKERY PRODUCTS IN HOUSEHOLDS. Ann. Pol. Assoc. Agric. Agribus. Econ. 2018, XX, 91–97. [CrossRef]
- Narisetty, V.; Cox, R.; Willoughby, N.; Aktas, E.; Tiwari, B.; Matharu, A.S.; Salonitis, K.; Kumar, V. Recycling bread waste into chemical building blocks using a circular biorefining approach. Sustain. Energy Fuels 2021, 5, 4842–4849. [CrossRef]
- Kiran, E.U.; Trzcinski, A.P.; Ng, W.J.; Liu, Y. Bioconversion of food waste to energy: A review. Fuel 2014, 134, 389–399. [CrossRef]
- Muñoz, I.; Flury, K.; Jungbluth, N.; Rigarlsford, G.; i Canals, L.M.; King, H. Life cycle assessment of bio-based ethanol produced from different agricultural feedstocks. Int. J. Life Cycle Assess. 2014, 19, 109–119. [CrossRef]
- Kawa-Rygielska, J.; Czubaszek, A.; Pietrzak, W. Some aspects of baking industry wastes utilization in bioethanol production. Zesz. Probl. Post. Nauk Roln. 2013, 575, 71–77 (in Polish).
- Dziekońska-Kubczak, U.; Berłowska, J.; Dziugan, P.; Patelski, P.; Pielech-Przybylska, K.; Balcerek, M. Nitric Acid Pretreatment of Jerusalem Artichoke Stalks for Enzymatic Saccharification and Bioethanol Production. Energies 2018, 11, 2153. [CrossRef]
- Lane, R.H. Official Methods of Analysis of the Association of Official Analytical Chemists, 15th ed.; Helrich, K., Ed.; Association of Official Analytical Chemists, Inc.: Arlington, WA, USA, 1995; Vol. 2, pp. 777–796.
- Polish Standard PN-A-79528-6. Spirit (Ethyl Alcohol). Test Methods. Determination of methyl alcohol content. Polish Committee for Standardization: Warsaw, Poland, 2000.
- Polish Standard PN-A-79528-4. Spirit (Ethyl Alcohol). Test Methods. Determination of aldehydes content. Polish Committee for Standardization: Warsaw, Poland, 2000.
- Polish Standard PN-A-79528-7. Spirit (Ethyl Alcohol). Test Methods. Determination of acidity. Polish Committee for Standardization: Warsaw, Poland, 2001.
- Pomeranz, Y. Biochemical, Functional and Nutritive Changes during Storage. In Storage of Cereal Grains and Their Products; Christensen, C.M., Ed.; Monograph Series; American Association of Cereal Chemists: St. Paul, MN, USA, 1974; pp. 56–114.
- Wilkin, D.R.; Stenning, B.C. Moisture content of cereal grains. Available online: https://cereals.ahdb.org.uk/publications/1989/september/01/moisture-content-of-cereal-grains.aspx (accessed on 15 May 2024).
- Rhazi, L.; Méléard, B.; Daaloul, O.; Grignon, G.; Branlard, G.; Aussenac, T. Genetic and Environmental Variation in Starch Content, Starch Granule Distribution and Starch Polymer Molecular Characteristics of French Bread Wheat. Foods 2021, 10, 205. [CrossRef]
- Mesta-Corral, M.; Gómez-García, R.; Balagurusamy, N.; Torres-León, C.; Hernández-Almanza, A.Y. Technological and Nutritional Aspects of Bread Production: An Overview of Current Status and Future Challenges. Foods 2024, 13, 2062. [CrossRef]
- Paterson, A.; Swanston, J.S.; Piggott, J.R. Production of fermentable extracts from cereals and fruits. In Fermented Beverage Production; Lea, A.G.H., Piggott, J., Eds.; Springer Science + Business: New York, NY, USA, 1995; pp. 1–24.
- Ben Rejeb, I.; Charfi, I.; Baraketi, S.; Hached, H.; Gargouri, M. Bread Surplus: A Cumulative Waste or a Staple Material for High-Value Products? Molecules 2022, 27, 8410.
- Lineback, D.R.; Rasper, V.F. Wheat carbohydrates. In Wheat: Chemistry and Technology, 3rd ed.; Pomeranz, Y., Ed.; American Association of Cereal Chemists: St. Paul, MN, USA, 1998; Volume 1, pp. 277–372.
- Fanuel, M.; Ropartz, D.; Guillon, F.; Saulnier, L.; Rogniaux, H. Distribution of cell wall hemicelluloses in the wheat grain endosperm: a 3D perspective. Planta 2018, 248, 1505–1513. [CrossRef]
- Schweizer, T.F.; Würsch, P. Analysis of dietary fiber. In The Analysis of Dietary Fiber in Food; James, W.P.T., Theander, O., Eds.; Marcel Dekker: New York, NY, USA, 1981; pp. 203–216.
- Diowksz, A. Taste as a key element of bread quality. In Bread - taste, health, economy. SITSpoż Publishing House, Warsaw 2019, pp. 21-39.
- Liu, X.; Jia, B.; Sun, X.; Ai, J.; Wang, L.; Wang, C.; Zhao, F.; Zhan, J.; Huang, W. Effect of Initial PH on Growth Characteristics and Fermentation Properties of Saccharomyces cerevisiae. J. Food Sci. 2015, 80, M800–8. [CrossRef]
- Balcerek, M.; Pielech-Przybylska, K. Effect of simultaneous saccharification and fermentation conditions of native triticale starch on the dynamics and efficiency of process and composition of the distillates obtained. J. Chem. Technol. Biotechnol. 2013, 88, 615–622. [CrossRef]
- Strąk-Graczyk, E.; Balcerek, M. Effect of Pre-hydrolysis on Simultaneous Saccharification and Fermentation of Native Rye Starch. Food Bioprocess Technol. 2020, 13, 923–936. [CrossRef]
- Russell, I. Understanding yeast fundamentals. In The Alcohol Textbook, 4th ed.; Jacques, K.A., Lyons, T.P., Kelsall, D.R., Eds.; Alltech Inc.: Nicholasville, KY, USA, 2003; pp. 85–120.
- Kotarska, K.; Czupryński, B.; Kłosowski, G. Effect of various activators on the course of alcoholic fermentation. J. Food Eng. 2006, 77, 965–971. [CrossRef]
- Lagos, M.A.P.; Caviativa, J.A.C.; Pinzón, D.C.T.; Roa, D.H.R.; Basso, T.O.; Lozano, M.E.V. Xylose Metabolization by a Saccharomyces cerevisiae Strain Isolated in Colombia. Indian J. Microbiol. 2023, 63, 84–90. [CrossRef]
- Graves, T.; Narendranath, N.V.; Dawson, K.; Power, R. Interaction effects of lactic acid and acetic acid at different temperatures on ethanol production by Saccharomyces cerevisiae in corn mash. Appl. Microbiol. Biotechnol. 2007, 73, 1190–1196. [CrossRef]
- Baroň, M.; Fiala, J. Chasing after minerality, relationship to yeast nutritional stress and succinic acid production. Czech J. Food Sci. 2012, 30, 188–193.
- Yalcin, S.K.; Yesim Ozbas, Z. Effects of pH and temperature on growth and glycerol production kinetics of two indigenous wine strains of Saccharomyces cerevisiae from Turkey. Brazilian J. Microbiol. 2008, 39(2), 325-332.
- Kawa-Rygielska, J.; Pietrzak, W. UTILIZATION OF WASTE BREAD FOR BIOETHANOL PRODUCTION. Zywnosc.Nauka.Technologia.Jakosc/Food.Science.Technology.Quality 2011. [CrossRef]
- Pielech-Przybylska, K.; Balcerek, M.; Nowak, A.; Wojtczak, M.; Czyżowska, A.; Dziekońska-Kubczak, U.; Patelski, P. The Effect of Different Starch Liberation and Saccharification Methods on the Microbial Contaminations of Distillery Mashes, Fermentation Efficiency, and Spirits Quality. Molecules 2017, 22, 1647. [CrossRef]
- Regulation (EU) 2019/787 of the European Parliament and of the Council. Off. J. Eur. Union 2019, 130, 1–54.
- Plutowska, B.; Biernacka, P.; Wardencki, W. Identification of Volatile Compounds in Raw Spirits of Different Organoleptic Quality. J. Inst. Brew. 2010, 116, 433–439. [CrossRef]
- Polish Standard, PN-A-79523:2002 Agricultural Distillate; Polish Committee for Standardization: Warsaw, Poland, 2002.
- Davídek, T.; Devaud, S.; Robert, F.; Blank, I. Sugar fragmentation in the Maillard reaction cascade: Isotope labeling studies on the formation of acetic acid by a hydrolytic α-dicarbonyl cleavage mechanism. J. Agric. Food Chem. 2006, 54, 6667–6676.
Figure 1.
Fermentation indices of waste bread-based mashes. Different letters indicate significant differences (p < 0.05) between mean values of intake of sugars (lowercase letters), fermentation efficiency (capital letters).
Figure 1.
Fermentation indices of waste bread-based mashes. Different letters indicate significant differences (p < 0.05) between mean values of intake of sugars (lowercase letters), fermentation efficiency (capital letters).
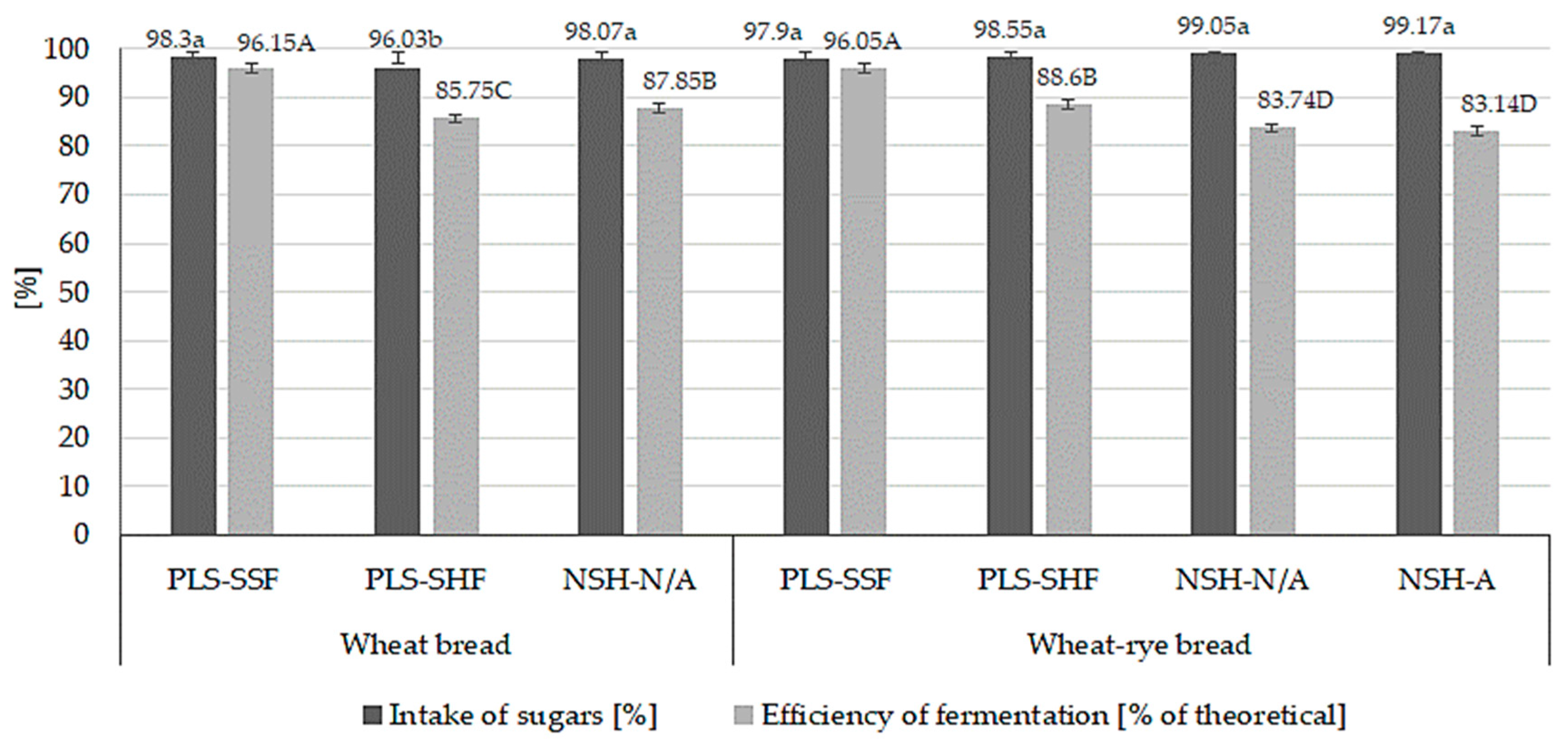

Table 1.
Chemical composition of tested raw materials.
| Parameters | Wheat bread | Wheat-rye bread | ||
|---|---|---|---|---|
| Content [g/100 g] | ||||
| Mean | SD | Mean | SD | |
| Moisture | 24.35 b | 0.15 | 19.80 a | 0.37 |
| Total protein (Nx6,25) | 7.08 b | 0.01 | 8.18 a | 0.05 |
| Total reducing sugars expressed as glucose, incl.: | 2.29 a | 0.15 | 1.62 b | 0.25 |
| Maltotriose | 0.15 a | 0.01 | 0.17 a | 0.01 |
| Maltose | 0.17 a | 0.01 | 0.10 b | 0.01 |
| Glucose | 1.95 a | 0.18 | 1.33 b | 0.16 |
| Starch | 54.24 b | 1.29 | 61.88 a | 3.99 |
| Xylose | 0.12 b | 0.02 | 0.39 a | 0.02 |
| Arabinose | 0.08 b | 0.03 | 0.22 a | 0.00 |
| Succinic acid | 0.03 a | 0.01 | 0.03 a | 0.01 |
| Lactic acid | 0.04 b | 0.01 | 0.08 a | 0.01 |
| Acetic acid | 0.03 b | 0.01 | 0.06 a | 0.01 |
| Glycerol | 0.03 b | 0.01 | 0.11 a | 0.01 |
The results expressed as mean values ± SD (n = 3); mean values with different letters (a, b, c, etc.) within the same row are significantly different (ANOVA, p < 0.05).
Table 2.
Chemical composition of the sweet mashes.
| Parameter | Wheat bread-based mashes | Wheat-rye bread-based mashes | ||||||||||||
| PLS-SSF | PLS-SHF | NSH-N/A | PLS-SSF | PLS-SHF | NSH-N/A | NSH-A | ||||||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| pH | 5.10 a | 0.10 | 5.10 a | 0.10 | 5.10 a | 0.20 | 4.50 b | 0.10 | 4.50 b | 0.10 | 4.50 b | 0.10 | 4.50 b | 0.10 |
| Extract [% w/w] | 17.60 c | 0.28 | 18.93 b | 0.17 | 20.00 a | 0.10 | 16.40 d | 0.21 | 18.00 c | 0.10 | 20.00 a | 0.10 | 20.00 a | 0.10 |
| Total reducing sugars expressed as glucose [g/L], incl.: |
120.44 d | 1.58 | 135.25 c | 1.22 | 145.92 a | 0.12 | 113.43 e | 1.67 | 102.49 f | 1.20 | 140.34 b | 0.17 | 148.24 a | 0.13 |
| Maltotriose | 0.95 b | 0.17 | 5.85 a | 0.05 | 0.13 de | 0.02 | 0.60 c | 0.06 | 0.32 d | 0.02 | 0.11 e | 0.00 | 0.12 e | 0.00 |
| Maltose | 35.10 a | 3.74 | 8.12 b | 0.11 | 0.29 c | 0.02 | 33.79 a | 1.70 | 0.88 c | 0.04 | 1.15 c | 0.01 | 0.29 c | 0.01 |
| Glucose | 82.57 e | 5.91 | 120.45 c | 3.67 | 145.48 ab | 1.85 | 77.29 e | 1.62 | 101.23 d | 2.34 | 139.01 b | 1.13 | 147.81 a | 0.51 |
| Dextrins [g/L] | 22.71 f | 0.21 | 23.97 f | 0.25 | 68.50 a | 0.09 | 30.84 e | 1.10 | 51.53 b | 0.46 | 45.11 c | 0.57 | 38.02 d | 0.34 |
The results expressed as mean values ± SD (n = 3); mean values with different letters (a, b, c, etc.) within the same row are significantly different (ANOVA, p < 0.05).
Table 3.
Chemical composition of the mashes after completion of fermentation.
| Parameter | Wheat bread-based mashes | Wheat-rye bread-based mashes | |||||||||||||
| PLS-SSF | PLS-SHF | NSH-N/A | PLS-SSF | PLS-SHF | NSH-N/A | NSH-A | |||||||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | ||
| pH | 4.40 a | 0.02 | 4.30 ab | 0.00 | 4.30 ab | 0.10 | 4.10 b | 0.10 | 4.40 a | 0.00 | 4.20 ab | 0.10 | 4.20 ab | 0.10 | |
| Apparent extract [% w/w] |
0.71 bc | 0.07 | 1.11 a | 0.06 | 0.70 bc | 0.01 | 0.63 c | 0.02 | 0.78 b | 0.01 | 0.760 b | 0.02 | 0.75 b | 0.02 | |
| Ethanol [g/L] | 71.42 b | 1.32 | 70.95 b | 1.02 | 85.68 a | 0.02 | 72.50 b | 2.53 | 72.54 b | 1.64 | 81.52 a | 2.25 | 80.95 a | 2.11 | |
| Total reducing sugars expressed as glucose [g/L], incl.: |
0.32 c | 0.08 | 4.34 a | 0.35 | 0.90 b | 0.05 | 0.30 c | 0.01 | 0.23 c | 0.01 | 0.98 b | 0.01 | 1.09 b | 0.03 | |
| Maltotriose | 0.16 ab | 0.06 | 0.21 a | 0.07 | 0.07 bc | 0.00 | 0.09 bc | 0.00 | 0.02 c | 0.00 | 0.07 bc | 0.00 | 0.07 bc | 0.00 | |
| Maltose | 0.14 d | 0.01 | 0.31 c | 0.05 | 0.72 b | 0.09 | 0.18 cd | 0.03 | 0.14 d | 0.02 | 0.80 ab | 0.07 | 0.90 a | 0.01 | |
| Glucose | 0.01 c | 0.00 | 3.79 a | 0.42 | 2.07 b | 0.15 | 0.02 c | 0.01 | 0.05 c | 0.01 | 0.08 c | 0.02 | 0.07 c | 0.02 | |
| Dextrins [g/L] | 1.94 a | 0.09 | 1.87 a | 0.56 | 0.72 b | 0.12 | 2.52 a | 0.58 | 1.89 a | 0.13 | 0.75 b | 0.02 | 0.44 b | 0.08 | |
| Other compounds [g/L]: | |||||||||||||||
| Xylose | 0.16 c | 0.01 | 0.10 cd | 0.02 | 0.16 c | 0.01 | 0.37 a | 0.02 | 0.03 d | 0.01 | 0.27 b | 0.05 | 0.36 a | 0.05 | |
| Arabinose | 0.02 c | 0.00 | 0.03 c | 0.00 | 0.01 c | 0.00 | 0.01 c | 0.00 | 0.10 a | 0.02 | 0.06 b | 0.01 | 0.030c | 0.00 | |
| Citric acid | 0.25 a | 0.01 | 0.22 a | 0.01 | 0.21 a | 0.02 | 0.01 c | 0.00 | 0.09 b | 0.01 | 0.07 bc | 0.05 | 0.12 b | 0.03 | |
| Succinic acid | 0.92 c | 0.11 | 1.01 bc | 0.03 | 1.09 bc | 0.08 | 1.24 ab | 0.02 | 1.05 bc | 0.02 | 1.47 a | 0.15 | 1.53 a | 0.22 | |
| Lactic acid | 0.62 cd | 0.08 | 2.61 a | 0.14 | 0.50 d | 0.05 | 0.81 c | 0.21 | 1.14 b | 0.05 | 0.46 d | 0.05 | 0.39 d | 0.05 | |
| Formic acid | 0.23 a | 0.01 | 0.05 b | 0.01 | 0.06 b | 0.02 | 0.09 b | 0.01 | 0.07 b | 0.03 | 0.06 b | 0.01 | 0.05 b | 0.01 | |
| Acetic acid | 0.09 cd | 0.02 | 0.24 ab | 0.05 | 0.31 a | 0.08 | 0.07 d | 0.02 | 0.28 ab | 0.04 | 0.22 abc | 0.06 | 0.15 bcd | 0.03 | |
| Glycerol | 7.23 b | 0.35 | 7.01 b | 0.16 | 7.97 a | 0.13 | 7.10 b | 0.09 | 6.71 b | 0.55 | 8.25 a | 0.03 | 8.36 a | 0.02 | |
The results expressed as mean values ± SD (n = 3); mean values with different letters (a, b, c, etc.) within the same row are significantly different (ANOVA, p < 0.05).
Table 4.
Chemical composition of the waste bread-based spirit distillates.
| Parameter [g/L alcohol 100% v/v] |
Wheat bread-based mashes | Wheat-rye bread-based mashes | ||||||||||||
| PLS-SSF | PLS-SHF | NSH-N/A | PLS-SSF | PLS-SHF | NSH-N/A | NSH-A | ||||||||
| Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | Mean | SD | |
| Methanol | 0.200 b | 0.04 | 0.240 b | 0.03 | 0.200 b | 0.03 | 0.150 b | 0.02 | 0.400 a | 0.08 | 0.210 b | 0.02 | 0.190 b | 0.03 |
| Aldehydes as acetaldehyde |
0.170 c | 0.01 | 0.120 d | 0.01 | 0.160 c | 0.02 | 0.220 a | 0.02 | 0.180 bc | 0.01 | 0.233 a | 0.02 | 0.210 ab | 0.01 |
| Acidity as acetic acid |
0.620 d | 0.01 | 0.940 a | 0.04 | 0.723 c | 0.05 | 0.583 d | 0.04 | 0.620 d | 0.01 | 0.710 c | 0.01 | 0.850 b | 0.02 |
The results expressed as mean values ± SD (n = 3); mean values with different letters (a, b, c, etc.) within the same row are significantly different (ANOVA, p < 0.05).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



