
Submitted:
28 September 2024
Posted:
01 October 2024
You are already at the latest version
Abstract
The potential of technical lignins slow pyrolysis is briefly summarized. The pyrolysis process, which can be self-sustained by burning the co-produced gas, can primarily produce high-quality biochar in significant amounts, to be used as a fuel and as a reductant in metallurgy. Together, significant amounts of bio-oil can be produced, rich in guaiacols, which are commercial and expensive chemicals produced today via petrochemical routes and used in pharmacology, food chemistry, polymer chemistry, etc. Such compounds or bio-oil itself can also be converted by hydrodeoxygenation into biofuels.
Keywords:
biomass
; lignin
; pyrolysis
; biochar
; bio-oil
; biofuels
; antioxidants
; pharmaceuticals
; polymerization inhibitor
; anti-knocking
1. Introduction
The concerns related to the global warming, attributed in large part to the increasing concentration of CO2 in the atmosphere as a result of the fossil fuels use, push to a de-fossilization of our society. Although the development of full electric mobility technologies or electrolytic hydrogen-based technologies will likely have a main role in reducing emissions of fossil-derived CO2, it is evident that the use of biomass for producing energy, fuels, and chemicals will be more largely applied in the near future [1].
Among organic renewable natural resources, lignin is the most abundant class of compounds having an aromatic character [2]. Lignin represents around 18-40 % of wood biomass, where it is present together with cellulose and hemicellulose as the largely predominant materials, to which it forms molecular complexes [3]. It is present even in larger concentration in waste biomasses such as, e.g., olive husk and walnut shell [4] and could also be recovered from algae [5]. Currently, technical lignins are byproducts of some industrial processes, among which the manufacture of ligneo-cellulosic bioethanol and of paper. Technical lignins are produced at a rate of around 100 million tons per year, primarily coming from the pulp and paper industry [6]. Most of them are burned to provide heat and electricity. The rest is sold as a byproduct for fuel or as a mixture or binder in animal feed, or used to produce adhesives, as an additive in cement, fertilizer, paper coatings, etc. [7],[8],[9],[10].
Among technologies allowing useful application of lignins, pyrolysis represents one of the most promising ways to exploit at least part of its potential. In particular, slow pyrolysis may allow the production of significant amounts of biochar, a carbon-rich material that can represent an important solid fuel for heating and energy production, as well as a reductant for metallurgy (i.e. iron and steelmaking, but maybe also silicon manufacturing), a filler for rubber and a raw material for producing adsorbents and catalysts or catalyst supports. Together with biochar, significant amounts of bio-oils can be produced. Such liquids, when produced by slow pyrolysis at moderate temperatures, are rich in phenol-type compounds some of which are commercial chemical products today, being manufactured mostly by petrochemical routes. Gases are also produced, mainly constituted by carbon oxides, light hydrocarbons, and hydrogen, whose combustion may provide the heat needed for pyrolysis. In the present review, we will summarize data to underline the potential of technologies based on slow pyrolysis of lignins.
2. Technical Lignin as a Secondary Raw Material
Technical lignin is a byproduct of industrial processes aimed at the production of cellulose-based (or polysaccharide-based) chemicals. Industrial lignin is produced as a byproduct of cellulose and paper manufacture or bioethanol synthesis from ligneocellulosic biomasses, as schematized in Figure 1. Today, approximately 98% of the lignin produced is used as fuel for heat and electricity [9]. Industrial lignins, which contain 30-50 wt% of oxygen, are not pure materials typically containing 0.5 -8 wt.% ashes, variable amounts of sulfur up to 8 wt.% and 1-3 wt.% of sugars [11],[12]. Efforts for their valorization are in progress [13].
2.1. Lignins from Pulp, Paper, and Cellulose-Based Polymers Manufacturing
Pulp is a wet cellulose matter which is obtained by chemically treating wood. Pulp is obtained in an early step of manufacturing of paper and cellulose-based polymers, such as cellulose acetate and nitrate, celluloid, cellophane and regenerated cellulose [14]. Although most cellulose-derived polymers have been recently substituted by more efficient oil-derived plastics, it seems likely that, in the near future, the chemistry of such renewable and biodegradable bioplastics will be re-considered, and their manufacturing will be the object of renewed investigation and development [15].
Softwoods (coniferous) such as pine, spruce, fir, and hardwoods (deciduous) such as eucalyptus, maple, aspen and ash are mostly used to produce paper. More recently, non-wood raw materials like rice straw and paper waste have been also used [16]. Several different pulp manufacturing processes have been developed [17]. Wood pretreatments are needed to favor the separation of lignin from polysaccharides [18] and to remove extractives that can damage quality of cellulose products [19].
The kraft process (Fig. 2) is the predominant one for pulping today. The main cooking step is realized in the presence of soda and sodium sulfide (the main components of “white liquor”) at 155-180 °C under 8 bar steam pressure [16,[20]. Lignin is dissolved in such conditions in the resulting so-called “black liquor”, which is partly burnt allowing to recover energy and sodium compounds. However, by acidification of black liquor, kraft lignin can be recovered too, with different procedures [21]. Kraft lignin is impure because of the presence of 1.5-3 wt.% sulfur and sodium [22],[23].
Figure 2.
Simplified scheme of kraft pulping process with lignin coproduction.
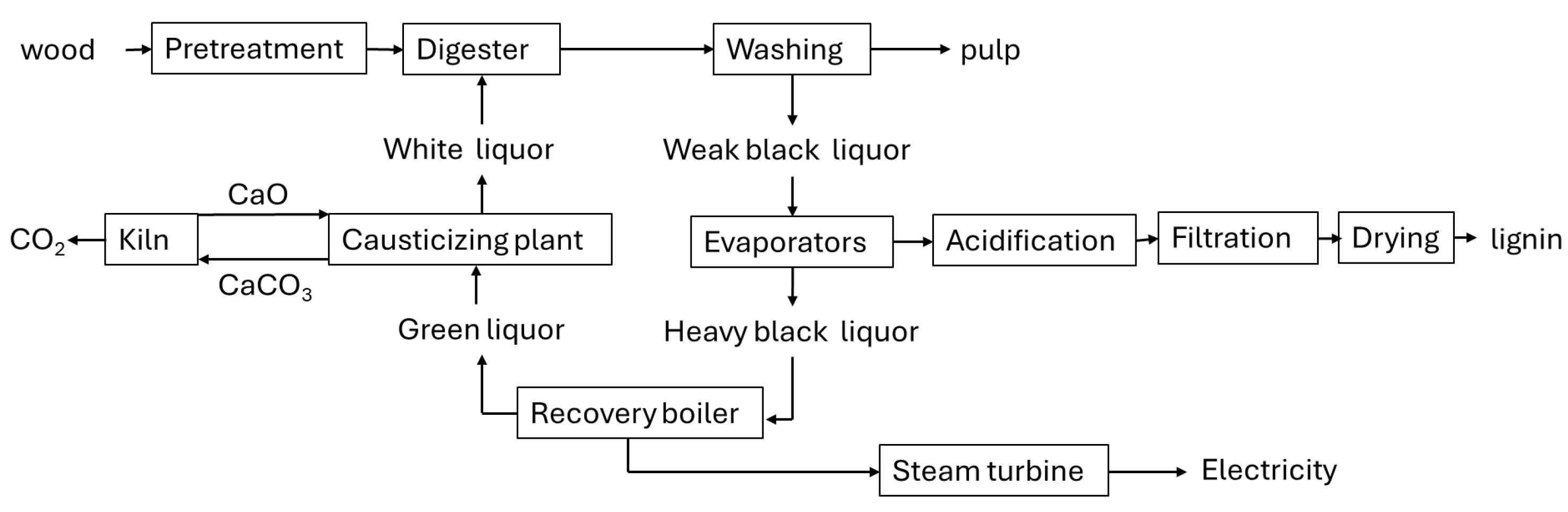
The alternative sulfite pulping process [16] implies the reaction of wood with calcium or magnesium sulfites at acidic pHs and temperatures of 125-170 °C. After pulp separation, fermentation of residual sugars to ethanol, and further membrane filtration for reduction of the metal ion content, lignosulphonates are produced, with 5 wt% sulfur content [22]. These materials are the most exploited for several industrial applications such as adhesives, binders, surfactants and dispersing agents.
Sulfur free-lignins are obtained from other pulping processes, such as soda lignin, obtained by the soda pulping process realized in a pressurized reactor at 160-170 °C in the presence of 10-15 wt.% soda solution, or organosolv-lignin, produced in the presence of alkali and organic solvents (e.g. ethanol) [16].
2.2. Lignins from Lignocellulosic Bioethanol Production Processes
Bioethanol is a gasoline component biofuel as well as one of the few renewable large-scale chemicals produced from biomass today. After opportune physical, thermal or chemical pretreatments, wood biomass is enzymatically treated to convert cellulose into glucose monomers, and glucose into bioethanol. After distillation of the fermentation broth for bioethanol recovery, a lignin rich stillage is obtained. This material can be anaerobically digested to convert microorganisms, enzymes, and residual carbohydrates in the stillage to biogas, while lignin is merely altered. This sulphur-free lignin-rich material, also denoted as hydrolysis lignin, represents a byproduct useful for valorization, e.g. as a soil additive [24] or by pyrolysis [25],[26].
3. Lignin Pyrolysis Technologies and Their Products
Biomass and lignin pyrolysis technologies result in different product amounts and properties depending essentially on temperature, reaction time, heating rate and raw material composition. In an inert atmosphere, lignin starts to lose weight above 200 °C [27]. Depending on actual pyrolysis conditions, different amounts of gases, liquid bio-oils, and char are produced in the range 200-700 °C [28],[29].
In practice, pyrolysis technologies are categorized as: i) slow pyrolysis, when realized at 300-700 °C and residence times up to 100 min; ii) fast pyrolysis when realized at 500-800 °C and few seconds residence time; iii) flash pyrolysis, when realized at 800-1000 °C and < 0.5 sec residence time. In particular, at low residence times, the amount of solid product (biochar) and gaseous product tends to decrease with reaction temperature while the amounts of liquid products tend to increase with reaction temperature [30]. However, by increasing residence times, condensable vapors tend to crack into smaller molecules finally producing more gas and less liquid. The possibility of coproducing biochar and bio-oils in useful amounts can be considered [31].
3.1. Biochar Manufacturing
Charcoal produced by wood charring has been used for millennia to improve burning properties of wood, to produce black dyes and to reduce metals [32]. Slow lignin pyrolysis processes produce larger yields of biochar (up to > 50 wt% of the starting lignin biomass) than fast pyrolysis processes, while large particle size and high lignin and ash contents in lignocellulosic biomass also favor high biochar yields during slow pyrolysis [33]. Low-temperature slow pyrolysis produces biochar materials that are still rich in oxygen-containing functional groups, optimal for their use as soil improvers [34],[35]. Longer and/or higher temperature slow pyrolysis produces biochar rich in fixed carbon content (commonly around 70 % up to 98%). This makes it a superior solid fuel, perhaps after prior briquetting [36], with lower heating values (LHV) in the 30-35 MJ/Kg range, much higher than those of lignin and whole biomasses, as well as of biochars produced by whole biomass pyrolysis, and comparable to or higher than those of coals [36,[37]. Biochar produced by slow lignin pyrolysis is also attracting interest for its potential use as a reducing agent in metallurgical processes, potentially allowing the reduction of greenhouse gas emissions in steelmaking process [38],[39],[40] as well as in the manufacture of silicon [41]. Nevertheless, its surface area and porosity, thus adsorption capacity, may increase by increasing pyrolysis temperatures to at least 700 °C [35]. In fact, fast lignin pyrolysis may produce highly porous biochar suitable to manufacture, by further activation, activated carbons [42],[43], to be used as adsorbents [44], supports for catalysts [45] and as materials for producing supercapacitors [46]. Thus, the production of high-carbon content biochar represents potentially an interesting way to contribute to the defossilization of several technologies and could play a relevant role in the expected energy transition.
3.2. Lignin Pyrolysis Bio-Oils
The liquid product of lignin pyrolysis is usually biphasic, with a water-rich fraction and an organic-rich fraction, the latter usually denoted as bio-oil. The water-rich fraction contains organics such as methanol, acetic acid, pyrrole, phenol, guaiacol, cresols, etc. that can be extracted with organic solvents [26,47].
The composition of bio-oils is strongly dependent on the reaction temperature. In all cases, the organic fraction of bio-oils is essentially made of oxygenated mononuclear aromatic compounds, i.e. alkoxy-alkyl phenols. At low pyrolysis temperatures (400-500 °C) methoxy-containing compounds are quite predominant, while at higher temperatures demethylation, demethoxylation, decarboxylation, and alkylation occur, leading to a change in product distribution towards alkylphenol and polyhydroxybenzenes [48],[49]. Decomposition of side chains and condensation of aromatic rings also occurs at high temperatures producing aromatic and polyaromatic hydrocarbons from “monomeric” oxygenated monoaromatic compounds [50].
3.3. Lignin Pyrolysis Gas
The non-condensable pyrolysis gases are essentially constituted by carbon oxides, hydrogen, light hydrocarbons (methane, ethylene, ethane) [51] and, in particular in the case of sulfur-rich kraft lignin, H2S, COS, and alkyl sulfides [23,[52]. Some ammonia may also be present. This gas can be desulphurized by adsorption on activated carbons [52], and although its heating value is moderate [53], its combustion can provide heat and energy. In particular, pyrolysis gas combustion can provide the energy needed for the same pyrolysis process. Alternatively, this gas can be steam reformed to produce renewable hydrogen [54] and used as a carrier for fluidization in the same pyrolysis reactor [55].
4. Product Separation from Slow Pyrolysis Bio-Oils
As mentioned above, slow pyrolysis of lignin can be realized at moderate temperatures and relatively long residence times, to coproduce significant amounts of carbon-rich biochar to be used as a solid fuel or reducing agent in metallurgy, and, together, significant amounts of an organic oil rich in valuable compounds, such as guaiacols and other alkyl-alkoxy phenols (see below). This is evident in the data reported in Table 1. The process could be nearly autothermal by using the coproduced gas to fuel the pyrolysis reaction.
The exact composition of lignin pyrolysis oils is strongly dependent on the original biomass, the lignin separation process, reaction conditions, aging time, etc. The separation of individual components from extracted lignin pyrolysis bio-oils is really not an easy matter, and few data are reported in the literature about it [56],[57]. Taking into account that several organic monomeric units obtained by pyrolysis are prone to rapid repolymerization [58] it is evident that rapid separation is convenient. On the other hand, according to the different compositions of the produced bio-oils, different separation strategies are also needed.
The liquid product is sometimes monophasic, containing inorganic matter together with water and organics, other times biphasic with a denser organic fraction and a water-rich supernatant [48,50,[59]. The water-rich phase may contain light oxygenated compounds, at least partially derived from residual cellulose, together with methanol derived from lignin cracking. However, phenols and guaiacols are also a partially soluble in water and may be present both in the aqueous and in the organic phase.
To extract all molecules which are highly soluble in water (e.g. acetic acid, methanol) from bio-oil, a previous water extraction step can be used [60]. To separate partially water-soluble oxygenated compounds from water, such as guaiacols, eugenols, syringols, etc., non-polar or slightly polar organic solvents can be used [61] such as methyl isobutyl ketone, methyl tert-butyl ether, toluene, benzene, hexane, cyclohexane, isopropanol, dichloroethane, chloroform, isopropyl acetate [62], and methylene dichloride. In particular, CH2Cl2 is an efficient solvent for extracting bio-oil and can be quite easily removed later by distillation (Tboil 39.6 °C) [63]. The use of ionic liquids [64] and deep eutectic solvents [65] has also been considered. Thus, extraction with the above solvents allows to obtain an almostdried organic fraction rich in oxygenated monomers.
On the other hand, the direct distillation of the organic phase can also be considered, and has been investigated, e.g. in the case of walnut shell pyrolysis bio-oil [66]. It was found that phenol and guaiacol compounds can produce azeotropic mixtures with increased boiling points. In contrast, phenols and alkylphenols can be separated by fractional distillation with the exception of meta- and para-cresols, whose boiling point is nearly identical (around 202 °C), and can be partially separated by crystallization [67],[68]. 2,6-xylenol also boils at a very close temperature (201 °C). In any case, the concentration of phenol and its congeners can be greatly increased by distillation of bio-oils at 260–300 °C, while that of guaiacol and its congeners is increased in the 300–320 °C temperature distillation range [66]. In a study concerning rice husk bio-oil distillation, guaiacols can be distilled in the range 250-300 °C [69]. Similarly, from a loblolly pine biocrude, guaiacols and eugenols were enriched up to > 80 % by a four step distillation at 220-280 °C [70].
It can be remarked that, depending on the pyrolysis conditions, hydrocarbon products amount can vary with respect to oxygenated compounds. If hydrocarbons are present in significant amounts, phenols can be extracted from them using basic water solutions (caustic soda) producing sodium phenolates, and, after acidification (e.g. with CO2), re-extracted with polar solvents, such as ethers, similar the extraction of phenols from carbolic oil obtained from coal tar distillation [71].
In a recent study, the solubility of different substituted phenols on soda and potash solutions were investigated, showing important differences in relation to acidity and steric hindrance differences [72]. The different solubilities allow the separation of relatively similar compounds such as propyl guaiacol and propyl syringol, which can be further purified by crystallization as alkali salts [72].
After isolation and separation of fractions rich in the desired compounds, the separation of the individual molecules is currently realized by column chromatography [70]. For example, high selectivity and performance have been obtained in the separation of lignin “monomers” by flash chromatography using silica as the stationary phase and diethyl-ether, dichloromethane, toluene, ethyl-acetate and 4-methyl furan as mobile phases [73]. Several more complex liquid chromatography methods have been found to be effective for the separation of individual components from bio-oils [70,[74]. Table 2 summarizes some of the separation methods used to obtain compounds of interest reported in the literature.
5. Exploitation of Individual Components of Biomass Slow Pyrolysis Oils
Several studies [23,66,75,76] agree in showing the same compounds as the main components of bio-oils from slow lignin pyrolysis. As shown here below, several of them represent useful commercial chemicals, which are at least partially produced today through petrochemical routes. In Fig. 3 shows the structures of some of the main compounds observed in the slow pyrolysis lignin.
Figure 3.
Structure of some of the most abundant compounds in the guaiacol-rich fraction of lignin biooils.
Figure 3.
Structure of some of the most abundant compounds in the guaiacol-rich fraction of lignin biooils.
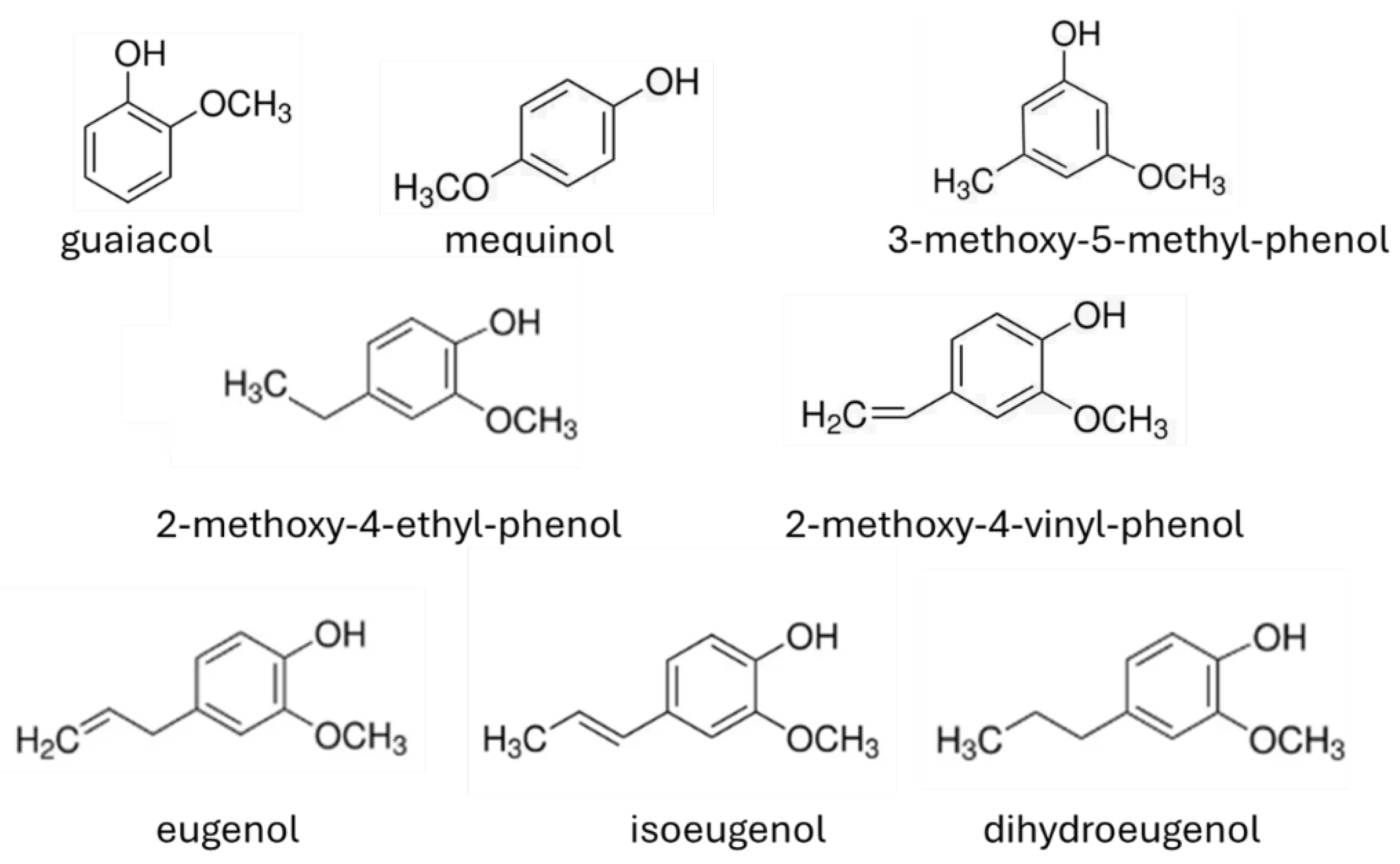
5.1. Guaiacol
Guaiacol (o-methoxy-phenol) is quite a relevant chemical product [77]. It has applications such as local anesthetic, antiseptic, and expectorant [78]. Additionally, it is an intermediate to produce chemicals, such as flavorings, pharmaceuticals and antioxidants. Among others, vanillin and eugenol can be manufactured from guaiacol.
Vanillin (4-hydroxy-3-methoxybenzaldehyde) [79],[80] is extracted as “natural vanillin” from vanilla pods with an expensive process [81], and is used in the cosmetics, food, and pharmaceutical industries. Many food safety control agencies only allow the use of natural vanillin in food and flavoring applications. Synthetic vanillin is produced at a much lower cost by the reaction of synthetic guaiacol with glyoxylic acid followed by oxidation and decarboxylation [82]. Vanillin is also an intermediate for the production of several pharmaceuticals [83].
Eugenol, whose natural version is extracted from clove oil obtained from dried flower buds of clove trees grown in Indonesia and Madagascar [84], can also be produced from guaiacol. It is used as a flavor or aroma ingredient in foods, beverages, perfumes, and cosmetics. It also has antioxidant, anti-inflammatory, anti-tumor, cardiovascular protection, antiviral, hypoglycemic, neuroprotective, and osteoprotective properties [85]. Synthetic eugenol can be industrially produced by allylation of guaiacol [84]. Other relevant drugs are or can be produced from guaiacol [86] including the cough suppressant guaifenesin (guaiacol glycerol ether).
Commercial production of guaiacol is mainly petrochemical–based, i.e. by methylation of catechol using dimethyl sulfate, methyl iodide, or dimethyl carbonate and NaOH as a homogeneous catalyst in liquid phase [83,[87], although heterogeneously catalyzed processes are under study. Catechol is mostly produced by hydroxylation of phenol with hydrogen peroxide in the presence of acids, together with its isomer benzoquinone [83]. The main manufacturing way for phenol today is the Hock process, based on the oxidation of cumene produced by the alkylation of benzene with propene, with the intermediacy of cumene hydroperoxide and coproduction of acetone [88],[89],[90]. The use of extracted guaiacol produced by lignin pyrolysis would represent an important improvement.
The catalytic hydrogenation of naturally derived guaiacol [91] to different compounds, depending on catalyst and conditions, such as to phenol and alkylphenols [92], cyclohexanol [93], benzene [94], aromatic mixtures [95], and cycloalkanes [96] is being investigated. Guaiacol is also considered for the manufacture of renewable monomers for producing biobased polymers [97]. Guaiacol has also interesting anti-knocking properties to be used as octane booster in gasolines [98].
5.2. Mequinol
Mequinol (p-methoxy-phenol) is also a useful molecule, used as an antioxidant for edible oils and greases, polymerization inhibitor for acrylic and vinylic compounds [99], stabilizer for photo sensitive materials, lubricating additive for high temperature gas turbine engine oils, and key intermediate in many pharmacological applications [100],[101], in particular as a cosmeceutical for hyperpigmentation [102].
Mequinol is commonly produced by fossil-derived routes, by mono-alkylation of 1,4-hydroquinone in the presence of catalytic quantities of p-benzoquinone with different catalysts [100]. 1,4-hydroquinone is commonly manufactured by three alternative processes: i) the application of the Hock process to para-diisopropyl benzene (oxidation with O2 and decomposition of the di-hydroperoxide with coproduction of acetone [103]); ii) oxidation of aniline using manganese dioxide in sulfuric medium [104]; phenol hydroxylation by hydrogen peroxide in the presence of either a homogeneous or heterogeneous catalyst method, with coproduction of catechol [81].
5.3. Other Bio-Oil Components
4-Allyl-2-methoxyphenol (eugenol), 2-methoxy-4-propenyl-phenol (isoeugenol) and 4-propylguaiacol (dihydroeugenol) are related molecules with quite similar properties. As said above, eugenol is a common fragrance [105] with a pleasant, spicy, clove-like odor. It is used in perfumes, flavors, and essential oils. Additionally, it has antibacterial, antiviral, antifungal, anticancer, anti-inflammatory and antioxidant properties, it has long been used in various areas, such as cosmetology, medicine, and pharmacology [106]. Isoeugenol derivatives exhibit even greater antimicrobial activity than eugenol [107]. Dihydroeugenol has a similar odor and physicochemical properties to eugenol. The three are of interest as natural antioxidants [108] and are considered for the manufacture of polymeric materials [109] and to produce renewable monomers for producing biobased polymers [94].
3-methoxy-5-methyl-phenol (3-methoxy-5-cresol) is also a fragrance component [110] reported to have anti-inflammatory, anti-infective and anti-tumor properties. It can be used to synthesize new molecules with similar biological activity to usnic acid. This compound also inhibits fatty acid synthesis by blocking the enzyme acetyl coenzyme A carboxylase [111].
6. Application of Lignin Pyrolysis Oil Fraction as a Whole
The bio-oil obtained from lignin pyrolysis can also find various applications depending on the subsequent treatments, as described below.
Bio-oil as a fuel. Bio-oils from lignin and biomass pyrolysis are usually considered to be too oxygen-rich and instable to be used as liquid fuels as such. In fact, their heating value is usually quite low in agreement with their high oxygen content and the two values are correlated inversely [115]. This is in particular true for slow pyrolysis oils produced at moderate or low temperatures, which are actually rich in oxygenated compounds and poor in hydrocarbons. However, taking into account that they can be considered as byproducts of paper (or bioethanol) and biochar production, they can be used as low-value but cheap and renewable fractions to be mixed with mineral gasoils or heavy oils, e.g. in bunker oils for shipping.
Catalytic hydrodeoxygenation of lignin pyrolysis oils to hydrocarbon rich-fractions. Upgrading of lignin pyrolysis oils may be realized by catalytic cracking and catalytic hydrodeoxygenaton [116]. Catalytic cracking is mostly realized with medium or large pore acid zeolite catalysts such as H-ZSM-5, H-Beta and H-Faujasite. These microporous materials give rise to shape selective catalysis, catalyzing the cracking of aliphatic chains but also of the methoxy-groups finally producing mainly toluene, xylenes and also naphthalene. Using catalytic hydrodeoxygenation [117],[118] performed at 250-400 °C under hydrogen 1-20 Mpa in the presence of metal catalysts, usually Pt, Pd, Rh, Ru or Ni supported on oxide carriers such as alumina, silica, titania and zirconia, or on acid zeolites such as H-ZSM5, H-beta and HY. As an alternative, hydrotreating sulphide catalysts, such as Co-Mo sulphides, can also be used. Bio-oil upgrading catalysts also tend to deactivate by coking, thus regeneration steps are needed [119]. On the other hand, coking is mainly related to the presence of heavy molecules in the bio-oil [120]. Thus, prevous distillation or extraction steps to produce fractions pure from heavy molecules can be helpful to produce biofuel by hydrodeoxygenation. Hydrotreatments of lignin bio-oil fractions can also be focused on the production of particular classes of compounds such as e.g. cyclohexanols [121] useful, e.g. for renewable nylon 6,6 production.
Steam reforming of lignin pyrolysis oils. Steam reforming processes to produce hydrogen can applied to several biomass-derived substances [122]including biomass-pyrolysis oil [123],[124]. Renewable hydrogen-rich syngas can be obtained using Ni-based catalysts in particular if CO2 is captured on basic oxides [125].
Application as anti-knocking agent in gasoline blends. Individual compounds or full guiacols fractions could be applied as renewable anti-knocking additives in gasolines [75].
7. Conclusions
The data summarized and discussed above show that technical lignin slow pyrolysis processes could represent useful technologies to convert waste and hardly treatable biomass to useful products. In fact, it seems likely that the production of cellulose-based plastic materials and paper itself will be increased in the near future to provide biodegradable materials to substitute for non-biodegradable petrochemical plastics. It is also likely that the production of bioethanol, both as a fuel and as a platform chemical for the production of a large number of industrial products will also increase considerably. These technologies may led to the coproduction of technical lignins in higher amounts. The lignin slow pyrolysis process can be a good choice to valorise such a byproduct producing very useful materials.
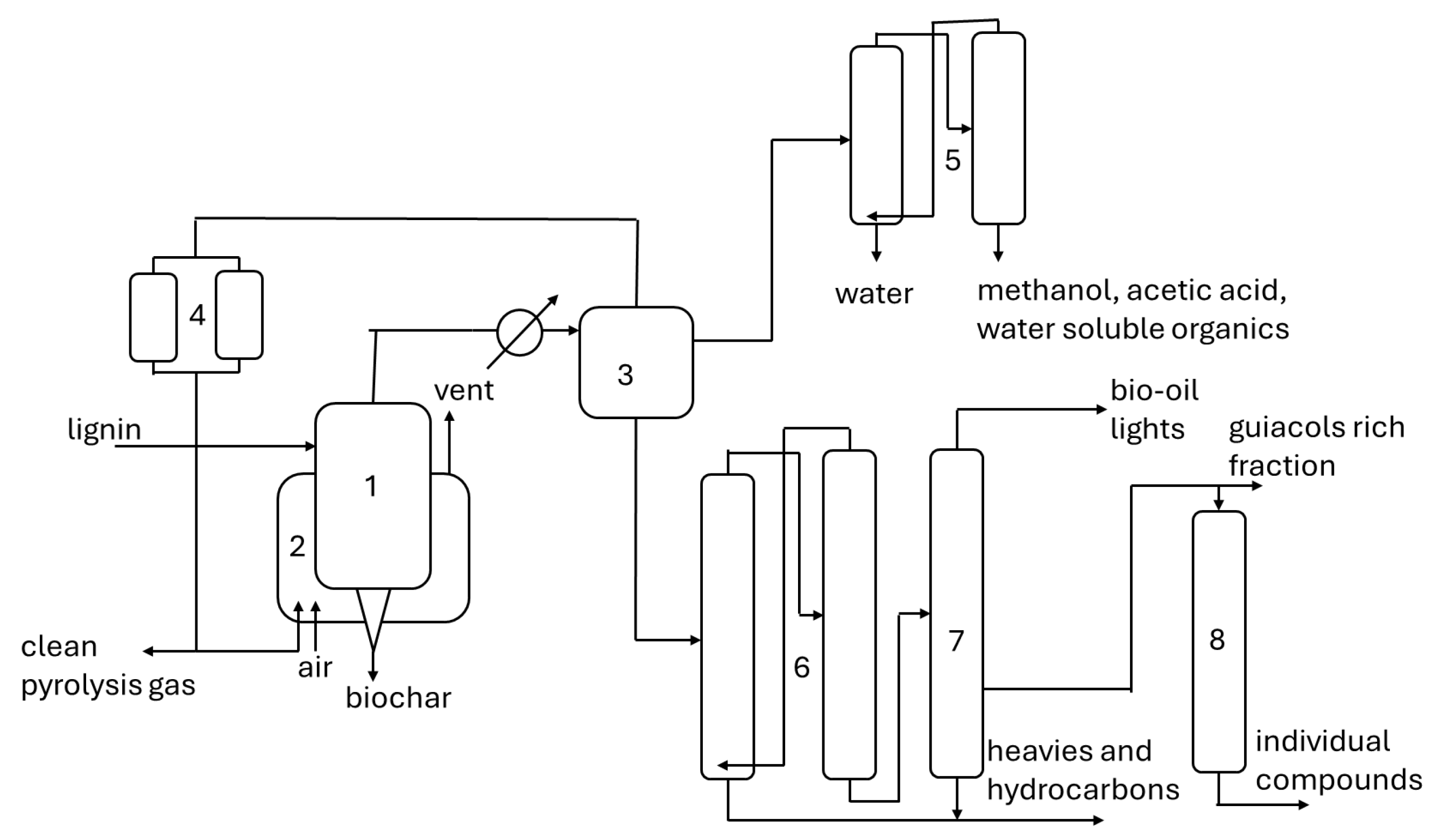
Figure 4.
Possible flowsheet of a slow lignin pyrolysis process. 1 – Pyrolysis reactor; 2- Burner; 3- Phase separation drum; 4 – Pyrolysis gas desulphurization by adsorption on activated carbons; 5 – Solvent extraction of organics from water fraction; 6 – solvent extraction of oxygenated organics from crude bio-oil; 7 – distillation; 8- column chromatography.
Figure 4.
Possible flowsheet of a slow lignin pyrolysis process. 1 – Pyrolysis reactor; 2- Burner; 3- Phase separation drum; 4 – Pyrolysis gas desulphurization by adsorption on activated carbons; 5 – Solvent extraction of organics from water fraction; 6 – solvent extraction of oxygenated organics from crude bio-oil; 7 – distillation; 8- column chromatography.
In fact, the production and use of plant-derived carbon materials (biochar) can represent an optimal way to replace coal-derived carbon materials, such as coke as a solid fuel as well as a reducing agent in metallurgy, thus obtaining de-fossilization of technologies with reduction of fossil-derived carbon oxides emissions, as well as to produce filler for rubbers and catalytic and adsorption materials. Additionally, the coproduction of complex organic molecules such as pharmaceuticals, which today are produced from oil-derived chemical intermediates, starting from vegetable matter, is also becoming more and more appealing.
Pyrolysis of technical lignin, coproducts of cellulose-based materials, may become a common technology to produce useful products. A tentative flowsheet for the process is reported in Figure 4. At moderately high temperature, the solid product from lignin pyrolysis is a carbon-rich material (biochar) with high heating value, potentially useful as a solid fuel and as a reductant in metallurgy and steelmaking. Simultaneously, significant amounts of bio-oils rich in guaiacols and similar compounds are produced, that have a market in different fields such as pharmacology, polymer industry, food chemistry, etc.,. Technologies for recovery and purification of single molecules from bio-oils are under development. The endothermicity of the process can be provided by burning the evolved gases. It seems that a slow pyrolysis process can actually represent a useful process to convert lignin to several valuable products, to be integrated together with cellulose-based chemicals manufacturing processes (bioethanol, bioplastics) into biomass-based biorefinery processes.
Author Contributions
Conceptualization, methodology, writing—review and editing, G.B, E.S., M.B.; A.A.C. and G.G.. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
This is a review paper. All data can be found in the cited literature.
Conflicts of Interest
The author declares no conflict of interest.
References
- Busca, G. Critical aspects of energetic transition technologies and the roles of materials chemistry and engineering, Energies, 2024, 17, 3565.
- Arapova, O.V.; Chistyakova, A.V.; Tsodikova, M.V.; Moiseeva, I.I. Lignin as a Renewable Resource of Hydrocarbon Products and Energy Carriers (A Review). Petrol. Chem., 2020, 60, 227–243.
- Tarasov, D.; Leitch, M.; Fatehi, P. Lignin-carbohydrate complexes: properties, applications, analyses, and methods of extraction, Biotechnol. Biofeuls 2018, 11, 269. [Google Scholar]
- Kumar, A.; Anushree; Kumar, J.; Bhaskar, T. Utilization of lignin: A sustainable and eco-friendly approach, J. En. Inst. 2020, 93, 235-271.
- Alzate-Gaviria, L.; Domín guez-Maldonado, J.; Chablé-Villacís, R.; Olguin-Maciel, E.; Leal-Bautista,R.M.; Canché-Escamilla, G.; CaballeroVázquez, A.; Hernández-Zepeda, C.; Barredo-Pool, F.A.; Tapia-Tussell, R. Presence of Polyphenols Complex Aromatic “Lignin” in Sargassum spp. From Mexican Caribbean. J. Mar. Sci. Eng. 2021, 9, 6.
- FAO. 2019. Forest Products Annual Market Review, 2018-2019. United Nations Economic Commission for Europe (UNECE). Geneva, Switzerland. [CrossRef]
- Chung, H.; Washburn, N.R. Chemistry of lignin-based materials, Green Mat. 2012, 1, 137-160.
- Yang, S.; Zhang, Y.; Yuan, T. Q.; Sun, R.C. Lignin-Phenol-Formaldehyde Resin Adhesives Prepared with Biorefinery Technical Lignins. J. Appl. Pol. Sci. 2015, 132, 1–8. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current lignin production, applications, products and their environmental impact, Ind. Crops Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Yu, O.; Kim, K.H. Lignin to Materials: A Focused Review on Recent Novel Lignin Applications Appl. Sci. 2020, 10, 4626. [Google Scholar] [CrossRef]
- . Gordobil, O.; Moriana, R.; Zhang, L.; Labidi, J.; Sevastyanova, O. Assesment of technical lignins for uses in biofuels and biomaterials: Structure-related properties, proximate analysis and chemical modification, Ind. Crops Prod. 2016, 83 (2016) 155–165.
- . Tribot, A.; Amer, G.; Alio, M.A.; de Baynast, H.; Delattre, C.; Pons, A.; Mathias, J.D.; Callois, J.M.; Vial, C.; Michaud, P.; Dussap, C.G. Wood-lignin: Supply, extraction processes and use as bio-based material, European Polymer Journal 112 (2019) 228–240. [CrossRef]
- Kazzaz, A.E.; Fatehi, P. Technical lignin and its potential modification routes: A mini-review, Ind. Crops Prod. 2020, 154, 112732. [Google Scholar] [CrossRef]
- Rose, M.; Palkovits, R. Cellulose-Based Sustainable Polymers: State of the Art and Future Trends, Macromol. Rapid Commun. 2011, 32, 1299–1311. [Google Scholar] [CrossRef] [PubMed]
- Carolin, F. ; Kamalesh. T.; Kumar, P.S.; Hemavathy, R.V.; Rangasamy, G. A critical review on sustainable cellulose materials and its multifaceted applications, Ind. Crops Prod. 2023, 203, 117221.
- Mboowa, D. A review of the traditional pulping methods and the recent improvements in the pulping processes, Biomass Conv. Bioref., 2024, 14, 1–12.
- Li, P.; Xu, Y.; Yin, L.; Liang, X.; Wang, R.; Liu, K. Development of Raw Materials and Technology for Pulping—A Brief Review. Polymers 2023, 15, 4465. [Google Scholar] [CrossRef] [PubMed]
- Lehto, J. T.; Alén, R.J. Chemical pretreatments of wood chips prior to alkaline pulping - A review of pretreatment alternatives, chemical aspects of the resulting liquors, and pulping outcomes, BioRes. 2015, 10, 8604-8656.
- Lehr, M.; Miltner, M.; Friedl, A. Removal of wood extractives as pulp (pre-)treatment: a technological, SN Appl. Sci., 2021, 3, 88.
- Fearon, O.; Kuitunen, S.; Ruuttunen, K.; Alopaeus, V.; Vuorinen, T. Detailed Modeling of Kraft Pulping Chemistry. Delignification. Ind. Eng. Chem. Res. 2020, 59, 12977–12985. [Google Scholar] [CrossRef]
- [1] Kienberger, M.; Maitz, S.; Pichler, T.; Demmelmayer, P. Systematic Review on Isolation Processes for Technical Lignin. Processes 2021, 9, 804. [Google Scholar] [CrossRef]
- Zevallos Torres, L.A.; Lorenci Woiciechowski, A.; Oliveira de Andrade Tanobe, V.; Karp, S.G.; Guimarães Lorenci, L.C.; Faulds, C.; Soccol, C.R. Lignin as a potential source of high-added value compounds: A review, J. Cleaner Prod. 2020, 263, 121499. [Google Scholar] [CrossRef]
- Borella, M.; Casazza, A.A.; Garbarino, G.; Riani, P.; Busca, G. A Study of the Pyrolysis Products of Kraft Lignin. Energies 2022, 15, 991. [Google Scholar] [CrossRef]
- Liu, Y.; Chang, M.; Wang, Q.; Wang, Y.; Liu, J.; Cao, C.; Zheng, W.; Bao, Y.; Rocchi, I. Use of Sulfur-Free Lignin as a novel soil additive: A multi-scale experimental investigation, Eng. Geol., 2020, 269, 105551.
- Ghysels, S.; Ronsse, F.; Dickinson, D.; Prins, W. Production and characterization of slow pyrolysis biochar from lignin-rich digested stillage from lignocellulosic ethanol production, Biomass Bioen. 2019, 122, 349-360.
- Priharto, N.; Ronsse, F.; Yildiz, G.; Heeres, H.J.; Deuss, P.J.; Prins, W. Fast pyrolysis with fractional condensation of lignin-rich digested stillage from second-generation bioethanol production. J. Anal. Appl. Pyrol., 2020, 145, 104756.
- D.K. Shen, S. Gua, K.H. Luo, S.R. Wang, M.X. Fang, The pyrolytic degradation of wood-derived lignin from pulping process, Biores. Technol. 2010, 101, 6136–6146.
- Mu, W.; Ben, H.; Ragauskas, A.; Deng, Y. Lignin Pyrolysis Components and Upgrading—Technology Review. Bioenerg. Res. 2013, 6, 1183–1204. [Google Scholar] [CrossRef]
- Ansari, K.B.; Arora, J.S.; Chew, J.W.; Dauenhauer, P.J.; Mushrif, S.H. Fast Pyrolysis of Cellulose, Hemicellulose, and Lignin: Effect of Operating Temperature on Bio-oil Yield and Composition and Insights into the Intrinsic Pyrolysis Chemistry, Ind. Eng. Chem. Res. 2019, 58, 15838−15852.
- Pahnila, M.; Koskela, A.; Sulasalmi, P.; Fabritius, T. A Review of Pyrolysis Technologies and the Effect of Process Parameters on Biocarbon Properties. Energies 2023, 16, 6936. [Google Scholar] [CrossRef]
- Kazawadi, D.; Ntalikwa, J.; Kombe, G. A Review of Intermediate Pyrolysis as a Technology of BiomassConversion for Coproduction of Biooil and Adsorption Biochar, J. Renew. En. 2021, 5533780. [Google Scholar]
- https://www.mcgill.ca/oss/article/environment-health/charcoal-one-most-important-substances-ever-discovered.
- Mukherjee, A.; Patra, B.R.; Podder, J.; Dalai, A.K. Synthesis of Biochar From Lignocellulosic Biomass for Diverse Industrial Applications and Energy Harvesting: Effects of Pyrolysis Conditions on the Physicochemical Properties of Biochar. Front. Mater. 2022, 9, 870184. [Google Scholar] [CrossRef]
- Grottola, C.M.; Giudicianni, P.; Stanzione, F.; Ragucci, R. Influence of Pyrolysis Temperature on Biochar Produced from Lignin–Rich Biorefinery Residue. Chem. Eng. 2022, 6, 76. [Google Scholar] [CrossRef]
- Amin, F.R.; Huang, Y.; He, Y.; Zhang, R.; Liu, G.; Chen, C. Biochar applications and modern techniques for characterization, Clean. Techn. Environ. Policy 2016, 18, 1457–1473. [Google Scholar] [CrossRef]
- Ngene, G.I.; Bouesso, B.; González Martínez, M.; Nzihou, A. A review on biochar briquetting: Common practices and recommendations to enhance mechanical properties and environmental performances, J. Cleaner Prod. 2024, 469, 143193. [Google Scholar] [CrossRef]
- Tan, H.; Lee, C.T.; Ong, P.Y.; Wong, K.Y.; Bong, C.P.C.; Li, C.; Gao, Y. A Review On The Comparison Between Slow Pyrolysis And Fast Pyrolysis On The Quality Of Lignocellulosic And Lignin-Based Biochar, IOP Conf. Ser.: Mater. Sci. Eng. 2021, 1051, 012075.
- Ibitoye, S.E.; Loha, C.; Mahamood, R.M.; Jen, T.C.; Alam, M.; Sarkar, I.; Das, P.; Akinlabi, E.T. An overview of biochar production techniques and application in iron and steel industries. Biores. Bioprocess. 2024, 11, 65. [Google Scholar] [CrossRef]
- Wang, S.; Chai, Y.; Wang, Y.; Luo, G.; An, S. Review on the Application and Development of Biochar in Ironmaking Production. Metals 2023, 13, 1844. [Google Scholar] [CrossRef]
- Safarian, S. To what extent could biochar replace coal and coke in steel industries? Fuel 2023, 339, 127401. [Google Scholar] [CrossRef]
- Riva, L.; Surup, G.R.; Videm Buø, T.; Nielsen, H.K. A study of densified biochar as carbon source in the silicon and ferrosilicon production, Energy, 2019, 1818, 985-996.
- Suhas; Carrott, P.J.M.; Ribeiro Carrott, M.M.L.Lignin – from natural adsorbent to activated carbon: A review, Biores. Technol. 2007, 98, 2301-2312.
- Tan, X.; Liu, S.; Liu, Y.; Gu, Y.; Zeng, G.; Hu, X.; Wang, X.; Liu, S.; Jiang, L. Biochar as potential sustainable precursors for activated carbon production: Multiple applications in environmental protection and energy storage, Biores. Technol. 2017, 227, 359–372. [Google Scholar] [CrossRef] [PubMed]
- Gęca, M.; Wiśniewska, M.; Nowicki, P. Biochars and activated carbons as adsorbents of inorganic and organic compounds from multicomponent systems – A review, Advan. Colloid Interface Sci. 2022, 305, 102687. [Google Scholar] [CrossRef]
- Pereira Lopes, R.; Astruc, D. Biochar as a support for nanocatalysts and other reagents: Recent advances and applications. Coord. Chem. Rev. 2021, 426, 213585. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, X.; Wu, Y.; Wang, Q.; Wang, H.; Li, D. Fast-pyrolysis lignin-biochar as an excellent precursor for high-performance capacitors. Renew. En.. 2022, 198, 1318–1327. [Google Scholar] [CrossRef]
- Güllü, D.; Demirbaş, A. Biomass to methanol via pyrolysis process. En. Conv. Manag. 2001, 42, 1349–1356. [Google Scholar] [CrossRef]
- Jiang, G.; Nowakowski, D.J.; Bridgwater, A.V. 2010; 24.
- Kawamoto, H. Lignin pyrolysis reactions. J. Wood Sci. 2017, 63, 117–132. [Google Scholar] [CrossRef]
- Ben, H.; Ragauskas, A.J. Comparison for the compositions of fast and slow pyrolysis oils by NMR Characterization. Biores. Technol. 2013, 147, 577–584. [Google Scholar] [CrossRef]
- Zhang, Y.; Liang, Y.; Li, S.; Yuan, Y.; Zhang, D.; Wu, Y.; Xie, H.; Brindhadevi, K.; Pugazhendhi, A.; Xia, C. A review of biomass pyrolysis gas: Forming mechanisms, influencing parameters, and product application upgrades, Fuel, 2023, 347, 128461.
- Borella, M.; Casazza, A.A.; Garbarino, G.; Riani, P.; Busca, G. Upgrading of Kraft Lignin pyrolysis products: managing sulfur impurities. Biores. Technol. Rep. in press.
- Raveendran, K.; Ganesh, A. Heating value of biomass and biomass pyrolysis products, Fuel 1996, 75, 1715-1720.
- Lopez, G.; Santamaria, L.; Lemonidou, A.; Zhang, S.; Wu, C.; Sipra, A.T.; Gao, N. Hydrogen generation from biomass by pyrolysis, Nature reviews, 2022, 2, 20.
- Zhang, H.; Xiao, R.; Wang, D.; He, G.; Shao, S.; Zhang, J.; Zhong, Z. Biomass fast pyrolysis in a fluidized bed reactor under N2, CO2, CO, CH4 and H2 atmospheres, Biores. Technol. 2011, 102, 4258–4264. [Google Scholar]
- Kim, J.S. Production, separation and applications of phenolic-rich bio-oil—a review. Biores. Technol. 2015, 178, 90–98. [Google Scholar] [CrossRef] [PubMed]
- Drugkar, K.; Rathod, W.; Sharma, T.; Sharma, A.; Joshi, J.; Pareek, V.K.; Ledwani, L.; Diwekar, U. Advanced separation strategies for up-gradation of bio-oil into value-added chemicals: A comprehensive review, Sep. Purif. Technol. 2022, 283, 120149. [Google Scholar] [CrossRef]
- Fahmi, R.; Bridgwater, A.V.; Donnison, I.; Yates, N.; Jones, J.M. The effect of lignin and inorganic species in biomass on pyrolysis oil yields, quality and stability, Fuel 2008, 87, 1230–1240.
- Figueirêdo, M.B.; Hita, I.; Deuss, P.J.; Venderbosch, R.H.; Heeres, H.J. Pyrolytic lignin: a promising biorefinery feedstock for the production of fuels and valuable chemicals, Green Chem., 2022, 24, 4680–4702.
- Vitasari, C.R.; Meindersma, G.W.; de Haan, A.B. Water extraction of pyrolysis oil: The first step for the recovery of renewable chemicals, Biores. Technol. 2011, 102, 7204–7210. [Google Scholar] [CrossRef]
- Yan, W.H.; Duana, P.G.; Wanga, F.; Xu, Y.P. Composition of the bio-oil from the hydrothermal liquefaction of duckweed and the influence of the extraction solvents, Fuel 2016, 185, 229–235.
- Stephan, C.; Dicko, M.; Stringari, P.; Coquelet, C. Liquid-liquid equilibria of water+ solutes (acetic acid/acetol/furfural/guaiacol/methanol/phenol/propanal)+ solvents (isopropyl acetate/toluene) ternary systems for pyrolysis oil fractionation, Fluid Phase Equilib., 2018, 468, 49-57.
- Mantilla, S.V.; Manrique, A.M.; Gauthier-Maradei, P. Methodology for Extraction of Phenolic Compounds of Bio-oil from Agricultural Biomass Wastes. Waste Biomass Valor. 2015, 6, 371–383. [Google Scholar] [CrossRef]
- Li, X.; Kersten, S.R.; Schuur, B. Extraction of guaiacol from model pyrolytic sugar stream with ionic liquids, Ind. Eng. Chem. Res., 2016, 55, 4703-4710.
- González, E.J.; González-Miquel, M.; Díaz, I.; Rodríguez, M.; Fontela, C.; Cañadas, R.; Sánchez, J. Enhancing aqueous systems fermentability using hydrophobic eutectic solvents as extractans of inhibitory compounds, Sep. Purif. Technol., 2020, 250, 117184.
- Sun, M.; Diao, R.; Deng, J.; Zhu, X. Fractionation Behaviors of Walnut Shell Bio-Oil Components Under Atmospheric Distillation, BioEnergy Res. 2023, 16, 1121–1133.
- Fiege, H. Cresols and xylenols in Ullmann's Encyclopedia of Industrial Chemistry Copyright © 2002 by Wiley-VCH Verlag GmbH & Co. KGaA.
- Franck, H.G.; Stadelhofer, J.W. Industrial Aromatic Chemistry, Springer Verlag, Berlin, 1988, pp. 165-166.
- Yuan, X.; Sun, M.; Wang, C.; Zhu, X. Full temperature range study of rice husk bio-oil distillation: Distillation characteristics and product distribution, Sep. Purif. Technol. 2021, 263, 118382. [Google Scholar] [CrossRef]
- Mante, O.D.; Thompson, S.J.; Soukri, M.; Dayton, D.C. Isolation and Purification of Monofunctional Methoxyphenols from Loblolly Pine Biocrude, ACS Sust. Chem. Eng. 2019; 7, 2262–2269. [Google Scholar]
- Franck, H.G.; Stadelhofer, J.W. Industrial Aromatic Chemistry, Springer Verlag, Berlin, 1988, pp. 156.
- Ren, T.; Zhang, Z.; You, S.; Qi, W.; Su, R.; He, Z. Isolation and purification of 4-propylguaiacol and 4-propylsyringol by extraction and crystallization from the products of reductive catalytic fractionation processes, Green Chem. 2022; 24, 7355–7361. [Google Scholar]
- Vigneault, A.; Johnson, D.K.; Chornet, E. Base-Catalyzed Depolymerization of Lignin:Separation of Monomers, Canad. J. Chem. Eng. 2007, 85, 906–916. [Google Scholar]
- Choi, H.; Ramirez, K.J.; Alherech, M.; Jang, J.H.; Woodworth, S.P.; Karp, E.M.; Beckham, G.T. Counter-current chromatography for lignin monomer–monomerand monomer–oligomer separations from reductive catalytic fractionation oil, Green Chem., 2024, 26, 5900.
- Telysheva, G.; Dobele, G.; Meier, D.; Dizhbite, T.; Rossinska, G.; Jurkjane, V. Characterization of the transformations of lignocellulosic structures upon degradation in planted soil, J. Anal. Appl. Pyrol. 2007, 79, 52. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Zuo, L.; Zhang, T.; Xiao, W.; Yang, T.; Tursunov, O.; Zhao, N.; Zhou, Y. Regulating phenol tar in pyrolysis of lignocellulosic biomass: Product characteristics and conversion mechanisms, Biores. Technol. 2024, 409, 131259. [Google Scholar] [CrossRef]
- https://foreverest.net/news-list/characteristics-overview-applications-markets-of-guaiacol, accessed 20th August 2024.
- https://pubchem.ncbi.nlm.nih.gov/compound/Guaiacol#section=Drug-and-Medication-Information, accessed 20th August, 2024.
- Banerjee, G.; Chattopadhyay, P. Vanillin biotechnology: the perspectives and future. J. Sci. Food Agric. 2019, 99, 499–506. [Google Scholar] [CrossRef]
- Xu, L.; Liaqat, F.; Sun, J.; Khazi, M.I.; Xie, R.; Zhu, D. Advances in the vanillin synthesis and biotransformation: A review Renew. Sust. En. Rev. 2024, 189, 113905. [Google Scholar] [CrossRef]
- Martău, G.A.; Călinoiu, L.F.; Vodnar, D.C. Bio-vanillin: Towards a sustainable industrial production, Trends Food Sci. Technol. 2021, 109, 579–592. [Google Scholar]
- Franck, H.G.; Stadelhofer, J.W. Industrial Aromatic Chemistry, Springer Verlag, Berlin, 1988, pp. 95-96.
- Fiege, H.; Voges, H.W.; Hamamoto, T.; Umemura, S.; Iwata, T.; Miki, H.; Fujita, Y.; Buysch, H.J.; Garbe, D.; Paulus, W. Phenol Derivatives in Ullmann's Encyclopedia of Industrial Chemistry Copyright © 2002 by Wiley-VCH Verlag GmbH & Co. KGaA.
- Jenkins, S. New process for synthetic eugenol available to fragrance market, 2021 https://www.chemengonline.com/eugenol/?printmode=1, accessed 20 august 2024.
- Yi, H.; Yu, R.; Yang, Z.; Yu, J.; Zhou, Y.; Jiang, X.; Zhao, W.; Song, L. Research progress on pharmacological effect of eugenol, Drugs Clinic, 2024, 39, 1625 – 1630.
- Premkumar, J. Sampath, P.; Sanjay, R.; Chandrakala, A.; Rajagopal, D. Synthetic Guaiacol Derivatives as Promising Myeloperoxidase Inhibitors Targeting Atherosclerotic Cardiovascular Disease, ChemMedChem 2020, 15, 1187–1199.
- Luque, R.; Campelo, J.M.; Conesa, T.D.; Luna, D.; Marinas, J.M.; Romero, A.A. Catechol O-methylation with dimethyl carbonate over different acid–base catalysts, New J. Chem. 2006; 30, 1228–1234. [Google Scholar]
- Weber, M.; Weber, M.; Kleine-Boymann, M. Phenol, in Ullmann's Encyclopedia of Industrial Chemistry Copyright © 2002 by Wiley-VCH Verlag GmbH & Co. KGaA.
- Schmidt, R.J. Industrial catalytic processes—phenol production, Appl. Catal. A: Gen., 2005, 280, 89–103.
- [1] Perego, C.; de Angelis, A.; Pollesel, P.; Millini, R. Zeolite-Based Catalysis for Phenol Production, Ind. Eng. Chem. Res. 2021; 60, 6379–6402. [Google Scholar]
- Dang, R.; Ma, X.; Luo, J.; Zhang, Y.; Fu, J.; Li, C.; Yang, N. Hydrodeoxygenation of 2-methoxy phenol: Effects of catalysts and process parameters on conversion and products selectivity, J. En. Inst. 2020, 93, 1527–1534. [Google Scholar] [CrossRef]
- Valizadeh, S.; Khani, Y.; Kang, B.S.; Hwang, J.; Jae, J.; Ko, C.H.; Han, J.W.; Park, Y.K. Catalytic conversion of guaiacol to phenol and alkylphenols over Mo-promoted Ni/CeO2 catalyst in supercritical ethanol, Appl. Catal. B: Envir. En. 2024, 348, 123823.
- Li, K.; Yu, S.; Li, Q.; Zhang, Y.; Zhou, H. Selective hydrodeoxygenation of guaiacol to cyclohexanol using activated hydrochar-supported Ru catalysts Front. Chem. Sci. Eng. 2024, 18, 50. [Google Scholar]
- Gracia, J.; Ayala-Cortés, A.; Di Stasi, C.; Remon, J.; Torres, D.; Pinilla, J.L.; Suelves, I. Highly selective catalytic hydrodeoxygenation of guaiacol to benzene in continuous operation mode, Fuel Proc. Technol. 2024, 255, 108064. [Google Scholar]
- Mukhtarova, M. ; Golubeva,M.; Sadovnikov, A.; Maximov, A. Guaiacol to Aromatics: Efficient Transformation over In SituGenerated Molybdenum and Tungsten Oxides. Catalysts, 2023; 13, 263. [Google Scholar]
- Zhang, H.; Yang, T.; Tong, Y.; Li, B.; Wang, J.; Li, R. FeNi/hexagonal boron nitride for catalytic hydrodeoxygenation of guaiacol derived from lignin to cycloalkanes, Fuel 2024, 368, 131620.
- Demchuk, Z.; Mora, A.S.; Choudhary, S.; Caillol, S.; Voronov, A. Biobased latexes from natural oil derivatives, Ind. Crops Prod. 2021, 162, 113237. [Google Scholar] [CrossRef]
- Tian, M.; McCormick, R.L.; Ratcliff, M.A.; Luecke, J.; Yanowitz, J.; Glaude, P.A.; Cuijpers, M.; Boot, M.D. Performance of lignin derived compounds as octane boosters, Fuel 2017, 189, 284–292.
- Hessefort, N.L. Characterization of Inhibitors in Vinyl and Acrylic Monomers, J. Liq. Chrom. 1990, 13, 2561–2579. [Google Scholar] [CrossRef]
- Gambarotti, C.; Melone, L.; Punta, C.; Shisodia, S.U. Selective Monoetherification of 1,4-Hydroquinone Promoted by NaNO2 Curr. Org. Chem., 2013, 17, 1108-1113.
- https://pubchem.ncbi.nlm.nih.gov/compound/Mequinol, accessed 20th August 2024.
- Sarkar, R.; Arora, P.; Garg, K.V. Cosmeceuticals for Hyperpigmentation. What is Available? J. Cutaneous Aesthetic Surgery 2013, 6, 4–11. [Google Scholar] [CrossRef] [PubMed]
- William, K.W. Producton of para-diisopropylbenzene and use of the same in the production of hydroquinone. European Patent 1985, 0149508.
- Costantini, M.; Fache, E.; Michelet, D.; Manaut, D. Selective access to hydroquinone: Fuchsone route. Ind. Chem. Libr. 1996, 8, 350–367. [Google Scholar]
- Api, A.M.; Belsito, D.; Botelho, D.; Bruze, M.; Burton, G.A. Jr.; Buschmann, J.; Cancellieri, M.A.; Dagli, M.L.; Date, M.; Dekant, W.; Deodhar, C.; Fryer, A.D.; Jones, L.; Joshi, K.; Kumar, M.; Lapczynski, A.; Lavelle, M.; Lee, I.; Liebler, D.C.; Moustakas, H.; Na, M.; Penning, T.M.; Ritacco, G.; Romine, J.; Sadekar, N.; Schultz, T.W.; Selechnik, D.; Siddiqi, F.; Sipes, I.G.; Sullivan, G.; Thakkar, Y.; Tokura, Y. Update to RIFM fragrance ingredient safety assessment, eugenol, CAS Registry Number 97-53-0 Food Chem. Toxicol. 2022, 163, Supplement 1, 113027.
- Ulanowska, M.; Olas, B. Biological Properties and Prospects for the Application of Eugenol—A Review. Int. J. Mol. Sci. 2021, 22, 3671. [Google Scholar] [CrossRef]
- Marchese, A.; Barbieri, R.; Coppo, E.; Orhan, I.E.; Daglia, M.; Nabavi, S.F.; Izadi, M.; Abdollahi, M.; Nabavi, S.M.; Ajami, M. Antimicrobial activity of eugenol and essential oils containing eugenol: A mechanistic viewpoint. Crit. Rev. Microbiol. 2017, 43, 668–689. [Google Scholar] [CrossRef] [PubMed]
- Ju Yeon Lee, J.Y.; Jung, M.Y. Effects and mechanisms of eugenol, isoeugenol, coniferylaldehyde and dihydroeugenol on the riboflavin-sensitized photooxidation of α-terpinene in methanol, Food Chem. 2017, 220, 289-294.
- Emulsion Polymerization of Dihydroeugenol-, Eugenol-, andIsoeugenol-Derived Methacrylates, Ind. Eng. Chem. Res. 2019, 58, 21155−21164 Samantha Molina-Gutiérrez,†,‡ Vincent Ladmiral,*,† Roberta Bongiovanni,‡ Sylvain Caillol,†and Patrick Lacroix-Desmazes.
- Api, A.M.; Belsito, D.; Botelho, D.; Bruze, M.; Burton, G.A. Jr.; Cancellieri, M.A.; Chon, H.; Dagli, M.L.; Date, M.; Dekant, W.; Deodhar, C.; Fryer, A.D.; Jones, L.; Joshi, K.; Kumar, M.; Lapczynski, A.; Lavelle, M.; Lee, I.; Liebler, D.C.; Moustakas, H.; Na, M.; Penning, T.M.; Ritacco, G.; Romine, J.; Sadekar, N.; Schultz, T.W.; Selechnik, D.; Siddiqi, F.; Sipes, I.G.; Sullivan, G.; Thakkar, Y.; Tokura, Y. RIFM fragrance ingredient safety assessment, 3-methoxy-5-cresol, CAS Registry Number 3209-13-0, Food Chem. Toxicol. 2022, 167, 113314. [Google Scholar]
- https://www.biosynth.com/p/FM25257/3209-13-0-3-methoxy-5-methylphenol accessed 20th August 2024.
- Yuan, J.; Tao, Y.; Wang, M.; Huang, F.; Wu, X. Natural compounds as potential therapeutic candidates for multiple sclerosis: Emerging preclinical evidence, Phytomedicine 2024, 123, 155248.
- Rigo, E.; Totée, C.; Ladmiral,V.; Caillol, S.; Lacroix-Desmazes, P.4-Vinyl Guaiacol: A Key Intermediate for Biobased Polymers. Molecules 2024, 29, 2507.
- Rajkumar, P.; Selvaraj, S.; Anthoniammal, P.; Ram Kumar, A.; Kasthuri, K.; Kumaresan, S. Structural (monomer and dimer), spectroscopic (FT-IR, FT-Raman, UV–Vis and NMR) and solvent effect (polar and nonpolar) studies of 2-methoxy-4-vinyl phenol, Chem. Phys. Impact 2023, 7, 100257. [Google Scholar] [CrossRef]
- Mateus, M.M.; Moura Bordado, J.; Galhano dos Santos, R. Estimation of higher heating value (HHV) of bio-oils from thermochemical liquefaction by linear correlation, Fuel 2021, 302, 121149.
- Fan, L.; Zhang, Y.; Liu, S.; Zhou, N.; Chen, P.; Cheng, Y.; Addy, M.; Lu, Q.; Omar, M.M.; Liu, Y.; Wang, Y.; Dai, L.; Andreson, E.; Peng, P.; Lei, H.; Ruan, R. ; Bio-oil from fast pyrolysis of lignin: Effects of process and upgrading parameters, Biores. Technol. 2017, 241, 1118–1126. [Google Scholar] [CrossRef]
- Bu, Q.; Lei, H.; Zacher, A.H.; Wang, L.; Ren, S.; Liang, J.; Wei, Y.; Liu, Y.; Tang, J.; Zhang, Q.; Ruan, R. ; A review of catalytic hydrodeoxygenation of lignin-derived phenols from biomass pyrolysis, Biores. Techol. 2012, 124, 470–477. [Google Scholar]
- Shu, R.; Li, R.; Lin, B.; Wang, C.; Cheng, Z.; Chen, Y. A review on the catalytic hydrodeoxygenation of lignin-derived phenolic compounds and the conversion of raw lignin to hydrocarbon liquid fuels, Biomass Bioen. 2020, 132, 105432.
- Luna-Murillo, B.; Pala, M.; Lucini Paioni, A.; Baldus, M.; Ronsse, F.; Prins, W.; Bruijnincx, P.C.A.; Weckhuysen, B.M. Catalytic Fast Pyrolysis of Biomass: Catalyst Characterization Reveals the Feed-Dependent Deactivation of a Technical ZSM-5-Based Catalyst, ACS Sustain. Chem. Eng. 2021, 9, 291–304. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, X.; Li, C.; Zhang, S.; Wang, Y.; Esmaeili, V.; Gholizadeh, M. Fates of heavy organics of bio-oil in hydrotreatment: The key challenge in the way from biomass to biofuel, Sci. Total Envir. 2021, 778, 146321. [Google Scholar] [CrossRef] [PubMed]
- Xie, J.X.; Zhao, Y.P.; Li, Q.; Qiu, L.L.; Liu, F.J.; Liang, J.; Li, J.; Cao, J.P. Highly efficient conversion of lignin bio-oil and derived phenols to cyclohexanols over low-loading Ni/C catalyst, Fuel 2024, 371, 132030.
- Di Nardo, A.; Portarapillo, M.; Russo, D.; Di Benedetto, A. Hydrogen production via steam reforming of different fuels: thermodynamic comparison, Int. J. Hydr. En. 2024, 55, 1143–1160. [Google Scholar] [CrossRef]
- Setiabudi, H.D.; Aziz, M.A.A.; Abdullah, S.; The, L.P.; Jusoh, R. Hydrogen production from catalytic steam reforming of biomass pyrolysis oil or bio-oil derivatives: A review, Int. J. Hydrogen En. 2020, 45, 18376–18397. [Google Scholar] [CrossRef]
- Pafili, A.; Charisiou, N.D.; Douvartzides, S.L.; Siakavelas, G.I.; Wang, W.; Liu, G.; Papadakis, V.G.; Goula, M.A. Recent Progress in the Steam Reforming of Bio-Oil for Hydrogen Production: A Review of Operating Parameters, Catalytic Systems and Technological Innovations. Catalysts 2021, 11, 1526. [Google Scholar] [CrossRef]
- Remiro, A.; Valle, B.; Aguayo, A.T.; Bilbao, J.; Gayubo, A.G. Steam Reforming of Raw Bio-oil in a Fluidized Bed Reactor with Prior Separation of Pyrolytic Lignin, Energy Fuels 2013, 27, 7549−7559.
Figure 1.
Schematization of lignin obtained as a byproduct from cellulose-base materials or bioethanol production processes.
Figure 1.
Schematization of lignin obtained as a byproduct from cellulose-base materials or bioethanol production processes.
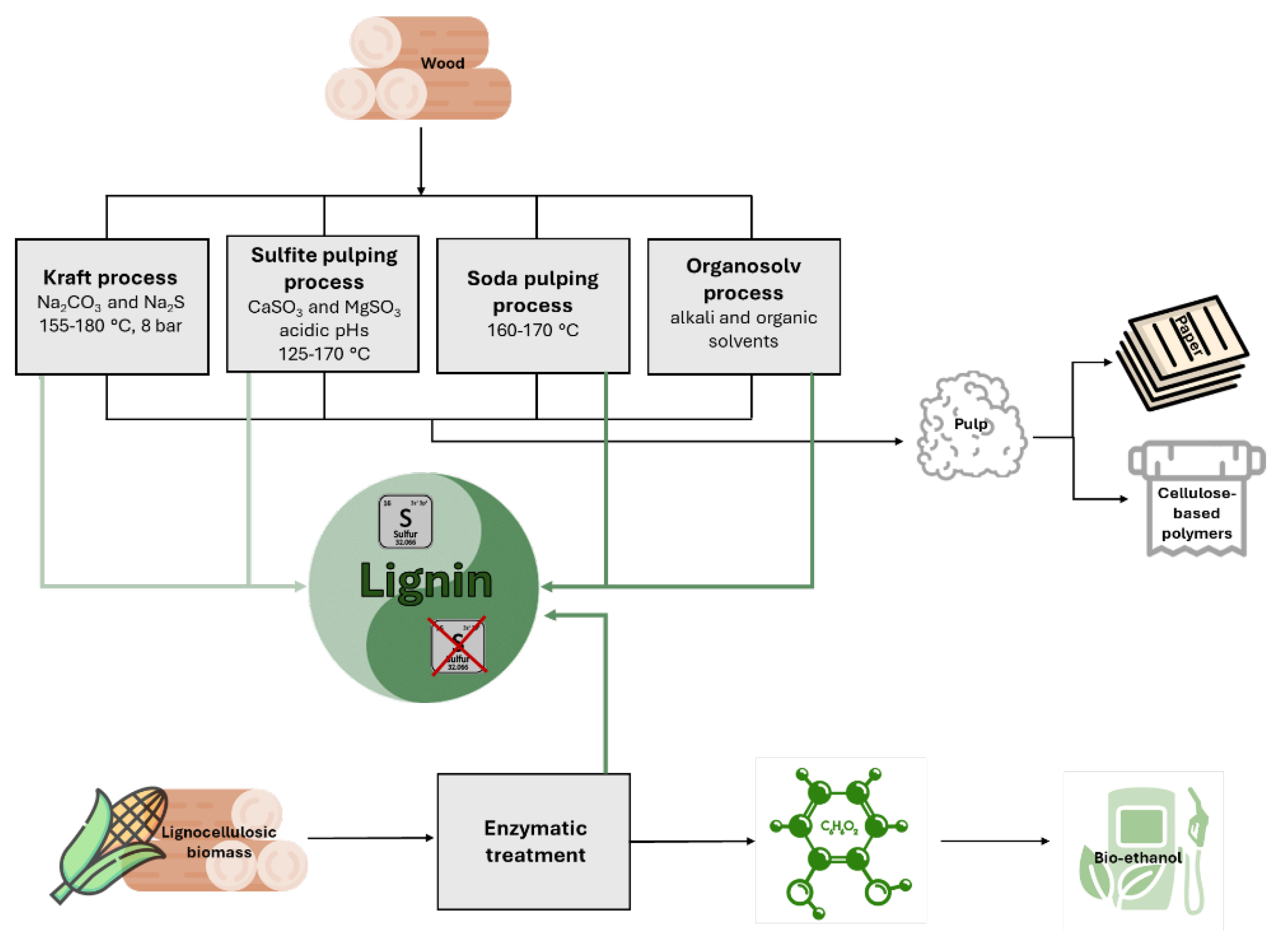

Table 1.
Products distribution obtained by slow pyrolysis of lignin or lignin-containing biomass.
| Biomass | Lignin content | Process conditions | Char (%) | Bio-oil (%) | Gas (%) | Ref |
| Lignin-rich digested stillage | - | Batch, 370-450 °C | 50.7 | - | - | 25 |
| Hazelnut shell | 42.5 | Tubular reactor, 295-850 K | 33.2±2.0 | 20.8±1.7 | 16 ± 2.3 | 47 |
| Softwood Kraft Lignin | - | Quartz tubular reactor, 400-600 °C |
57.21-38.14 | 34.54-44.27 | 8.25-17.59 | 50 |
| Kraft lignin | - | Tubular reactor, 550 °C | 42.7 | 28.7 | 28.6 | 52 |
| Lignin | - | Packed bed pyrolyser, 500 °C | 41.7 | 26.8 | 38.8 | 53 |
Table 2.
Separation processes for recovery compounds from biomass pyrolysis biooils.
| Biomass | Separation method | Compound of interest | Ref |
| Wheat–hemlock | Supercritical fluid extraction | Furanoids, pyranoids, benzenoids | 56 |
| Rice husk | Basification–acidification and column chromatography | Phthalate esters | 56 |
| ForestResidue | Water extraction | Glycoladehydes, acetic acid, acetol, furfural, furanone, levoglucosan, syringol, guaiacol | 60 |
| Sugarcane bagasse, palm empty fruit bunch |
L-L extraction | Phenols | 63 |
| Acqueous levoglucosan solution | Ionic liquid extraction | Guaiacols | 64 |
| Wallnut shell | Atmospheric distillation | Phenols, ketones, ethers, carboxylic acids | 66 |
| Rice husk | Distillation | Guaiacol, 4-methyl guaiacol |
69 |
| Loblolly Pine | Distillation and chromatography | Methoxyphenols | 70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



