
Submitted:
01 October 2024
Posted:
01 October 2024
You are already at the latest version
Abstract
Magnetorheological elastomers (MREs) are in demand in the field of high-tech micro- and nano-industries such as biomedical applications and soft robotics due to their exquisite magneto-sensitive response. Among various MRE applications, programmable actuators are emerging as promising soft robots because of their combined advantages of excellent flexibility and precise controllability in a magnetic system. Here, we present the development of a magnetically programmable soft magnetic microarray actuators through field-induced injection molding using MREs, which consist of styrene-ethylene/butylene styrene (SEBS) elastomer and carbonyl iron powder (CIP). The ratio of the CIP/SEBS matrix is designed to maximize the CIP fraction based on a critical solids loading. Further, as part of the design of the magnetization distribution in micropillar arrays, the magnetorheological response of the molten composites is analyzed using the static and dynamic viscosity results for both the on- and off- magnetic states, which reflect the particle dipole interaction and subsequent particle alignment during field-induced injection molding process. To develop high aspect ratio soft magnetic microarray, X-ray lithography is applied to prepare the sacrificial molds with a height-to-width ratio of 10. The alignment of CIP is designed to achieve a parallel magnetic direction along the micropillar columns, and consequently, the micropillar arrays successfully achieve the uniform and large bending actuation of up to approximately 81˚ with an applied magnetic field. This study suggests that the injection molding process offers a promising manufacturing approach to build a programmable soft magnetic microarray actuator.
Keywords:
Magnetoactive soft materials
; Soft magnetic microarrays
; Soft actuator
; magnetorheological elastomers (MREs)
; Field-induced injection molding
1. Introduction
Magnetoactive soft materials are a subclass of smart materials that can change their mechanical properties, shape, or functionality in response to an external magnetic field. These materials combine magnetic particles with soft, flexible matrices such as magnetorheological elastomers (MREs) or hydrogel matrices, giving them both flexibility and magneto-responsive behavior. Their unique characteristics make them ideal for innovative applications in soft robotics [1,2,3,4,5,6], biomedical devices [4,7,8,9], and soft sensor [8,10,11]. Moreover, the use of high aspect ratio structures enables MREs to be highly responsive to torsional and bending moments, particularly when subjected to external magnetic fields. The interaction between externally applied magnetic moments and structural torsional or bending moments in high-aspect ratio arrays can lead to complex deformation patterns with multiple locomotion through the external magnetic stimuli. Accordingly, many researchers have developed high-aspect-ratio soft magnetic microarrays capable of magnetic-responsive actuation.
Ni, Ke, et al. [12] introduces core−shell magnetic micropillars (diameter of 6 μm and height of 80 μm) via two-step template casting technique using UV-curable polyurethane acrylate resins and Fe3O4 nanoparticles, exhibiting reprogrammable as well as programmable stimuli responsive actuation motions. They utilized elastomeric hollow shells to enable various bending motions, ranging from 5° to 45.5°, by reprogramming the spatial distribution of magnetic nanoparticles within the micropillars containing liquid resin. Park and Jeon et al. [13,14,15,16] systematically designed a variety of magnetically programmable microarrays, ranging from high-aspect-ratio microarrays to bioinspired corolla of a flower and achiral arrays, and fabricated them to enable bending, twisting, and hybrid motions. The programmable microarrays were fabricated based on UV lithography and polydimethylsiloxane (PDMS) casting processes, while the magnetic actuation mechanics and detailed actuation angles were designed using FEM simulation. Lin, Yucai, et al. [17] applied the developed magnetic nano/micro pillar array to control microdroplet transport on the superhydrophobic surface of the arrays, achieving a maximum bending angle of 59° for moving the water droplet. Peng, Yubin, et al. [18] also presented droplet manipulation with magnetic micropillar arrays. Particularly, their hydrophobic features enable the movement of the infusing oil via meniscus driving, demonstrating unidirectional droplet transport in a circular micropillar channel without droplet coalescence. Meanwhile, a wearable capacitive sensor was developed using a soft micromagnet array, exhibiting high sensitivity of 1 mT and enabling touchless Morse code and Braille communication [8].
Most of the aforementioned studies have fabricated high-aspect ratio magnetic microarrays using lab-scale fabrication methods such as PDMS casting and 3D printing, but there is a clear limitation to mass production. Given the growing attention to this field, it is necessary to develop the soft magnetic microarrays using for mass production manufacturing processes, such as injection molding. Through the magnetic injection molding, high-aspect ratio magnetic microarrays can be fabricated within seconds, and the alignment of magnetic particles also can be precisely designed using an external magnetic field mold system. In our previous work, we developed stimuli-responsive flexible micropillar composites with Strontium ferrite hard magnetic materials and elastomer via field-induced injection molding, confirming the potential of this process as a mass production method for fabricating high-aspect ratio magnetic microarrays [19]. However, studies on the fabrication of injection-molded magnetic microarrays for actuator applications using soft magnetic materials have been not reported. Soft magnetic materials are indispensable in applications requiring fast response, high-frequency electromagnetic systems. Their importance is particularly high from the perspective of mass production for high-aspect ratio magnetic microarrays, making it crucial to carry out research on mass production processes, such as injection molding, for fabricating high-aspect ratio magnetic microarrays.
In this study, we applied an injection molding process to design a high-aspect ratio soft magnetic microarray based on the MRE capable of magnetic-responsive actuation. The magnetic microarrays were fabricated through a two-step procedure, consisting of X-ray lithography for mold fabrication and field-induced injection molding as shown in Figure 1a-e. Four types of sacrificial micro-molds were fabricated with rectangular micropillars arranged in high-density arrays, featuring an interpillar spacing of 100 μm and high-aspect ratios of 10 (Figure 1c and d). Subsequently, injection molding was performed with an external magnetic field applied within the mold cavity to align the magnetic particles along the direction of the pillars. The sacrificial mold was then removed through solvent debinding, and successfully fabricating the microarrays with square pattern width of 50, 70, 150, and 350 µm, and corresponding heights of 500, 500, 1,000, and 1,000 µm, respectively, as shown in Figure 1f. The magnetic particles in the micropillars were aligned along the magnetic field direction parallel to the micropillars, exhibiting the high angular bending motion with excellent flexibility in response to the magnetic field (Figure 1g). Additionally, we analyzed the magneto-rheological properties, one of the key factors in developing high-responsive microarrays, and discussed the maximum particle suspension ratio in MREs through critical solids loading analysis for the injection molding process.
2. Materials and Methods
Carbonyl iron soft-magnetic powder (CIP, HQ grade, BASF, Germany) and a thermoplastic elastomer, styrene–ethylene/butylene–styrene (SEBS), were used as the magnetic material and polymer matrix, respectively. CIP is a representative soft magnetic powder with high permeability, low coercivity, and a narrow hysteresis loop, which indicates low energy loss during the magnetization and demagnetization cycle [20,21,22]. This ensures fast response and high efficiency in high-frequency circuits and electromagnetic applications [23]. The morphological characteristics of CIP are presented in Table 1 and Figure 2a; it has a mean particle size of 1.4 μm and a pycnometer density of 3.8 g/cm3. The magnetic properties and the phase structures of the powder were analyzed using a vibrating sample magnetometer (VSM, model 7407-S, LakeShore) and an x-ray diffractometer (XRD, D-MAX/2500-PC, RIGAKU), respectively. Figure 2b shows the hysteresis curve of the CIP, which exhibits a narrow hysteresis loop with low coercivity (Hc) and remanence (Mr). For the polymer matrix, SE-130AB (styrene ethylene butylene styrene-based thermoplastic elastomer, Lotte Chemical Industry Co., Ltd.) was employed as the elastomer matrix to provide flexible and reversible motion in the micro-pillar arrays. It shows excellent elastic recovery and high elongation at break of 850 % as shown in Table 1. The detailed mechanical and physical characteristics of the SE-130AB are shown in Table 1.
A torque rheometer (HAAKE PolyLab QC Lab Mixer, Thermo Scientific, USA) was utilized to measure the torque based on the solids loading of CIP and SE-130AB mixtures. The feedstock was prepared by mixing three times using a twin-screw extruder mixer at 160°C to ensure homogeneous mixing of CIP and SE-130AB. To characterize the magnetorheological response of the feedstock, the shear viscosity and the complex viscosity were measured via the plate type rheometer (MCR 101, Anton Paar, Austria) and capillary rheometer (Rosand RH7, Malvern, UK), respectively, with the effects of temperature, strain rate, and magnetic field. The dynamic magnetorheological properties were evaluated using a frequency sweep test with the plate-type rheometer, reflecting the structural changes in the feedstock flow, including particle alignment and chain-like structure formation under an applied external magnetic field. Specifically, the magnetic response of the CIP particles in the feedstock was indirectly confirmed through dynamic shear viscosity measurements in both the on- (0.1 to 0.7 T) and off- (0 T) magnetic field states. These measurements included the storage modulus (G’), loss modulus (G’‘), and the resulting complex viscosity (η*). The frequency sweep test was conducted under an external magnetic field ranging from 0 to 0.7 Tesla, with a strain amplitude of 0.1% within the linear viscoelastic (LVE) region, and an oscillation frequency range of 0.1 to 100 rad/s. The capillary rheometer was used to obtain static off-state (0 Tesla) shear viscosity at three temperatures: 160°C, 180°C, and 200°C, under shear rates ranging from 100 to 10,000 s⁻¹, reflecting typical injection molding conditions [24].
The fabrication of magnetic micropillar arrays was carried out by combining the following techniques, field-induced injection molding [19] and LIGA process (German acronym: LIthographie, Galvanoformung, and Abformung) [25]. The injection molding process was conducted using a field-assisted mold system, referred to as field-induced injection molding. During the molding process, the magnetic alignment of CIP was developed through the application of an external magnetic field. The mold cavity is the square mold with dimensions of 10 mm x 10 mm in width and length and 1.5 mm in height. The mold cavity used was a square mold with dimensions of 10 mm x 10 mm (width and length) and 1.5 mm in height. The external magnetic flux was generated by two neodymium permanent magnets positioned between the cavity, allowing the flux to pass through the height (~1.5 mm) of the cavity. The magnetic flux density within the cavity was measured using a gauss-meter (FH-54, MAGNET-PHYSIK, Germany), with an average value of 0.900 Tesla (Max: 0.933 T, Min: 0.791 T, standard deviation: ±0.0318).
To fabricate the micropillar arrays using field-induced injection molding, the LIGA process was applied to shape the micro-patterned insert mold with high aspect ratio structure (<10). The UV and X-ray lithography steps of the LIGA process were conducted at the Pohang Light Source-II (PLS-II) accelerator at Pohang University of Science and Technology, utilizing the synchrotron X-ray nano/micro-machining process at beamline 9D. Synchrotron X-ray was employed for precise micro-patterning by masking the sacrificial polymethyl methacrylate (PMMA, Goodfellow Corp., USA) insert mold with high-aspect ratio structures. Thereafter, the developed PMMA mold was inserted into the 10 mm x 10 mm x 1.5 mm mold cavity within the field assisted system, followed by the injection molding process to fill the micro-patterns. The injection molding temperature was set to 160 °C. After molding, the sacrificial PMMA mold was removed through solvent debinding using acetone, followed by rinsing with deionized water. This process resulted in defect-free magnetic micropillar arrays. Details of the LIGA process and final pattern geometries are described in section 3.2.
3. Results
3.1. Feedstock Preparation and Magnetorheological Properties
Figure. 3 shows the mixing torque of CIP/SE-130AB mixtures across a volumetric ratio of CIP loading, ranging from 4 to 43 vol% of the total volume of powder (CIP) and polymer (SE-130AB) mixtures The mixing torque gradually increased as the CIP volume fraction increased, with the critical solids loading point occurring at the maximum rate of change in mixing torque, measured at 32.6 vol%. The critical solids loading means the closest packing composition that powder and polymer are mixed without formation of void. Therefore, it serves as a threshold point for the injection molding process, beyond which viscosity begins to increase infinitely due to the severe particle frictions from excess powder fraction [26]. Above the critical point, the flow index of the composition deteriorates significantly, rendering injection molding unfeasible. The critical point for the CIP/SE-130AB mixtures was measured to be approximately 32.6 vol%, and thus we set the optimal solids loading at 30 vol%, about 3 vol% lower than the critical point, based on the recommended optimal loading condition (2 to 5 vol% lower than the critical point) for powder/binder mixture injection molding [24]. In summary, the feedstock with 30 vol% CIP addition was designed to contain maximum powder fraction, allowing the developed micropillar arrays to achieve maximum magnetic responsiveness during magnetic actuation.
The rheological behaviors of the feedstock were characterized by the effect of temperature, shear rate, and magnetic field. Firstly, the off-state (0 Tesla) shear viscosity was measured over a high shear rate range from 100 to 10,000 s-1 at temperatures 160, 180, 200 ˚C using a capillary rheometer, as shown in Figure 4a. The recorded shear viscosity remained below 300 Pa·s, which is within the desirable viscosity range (below 1,000 Pa·s) for shear rates between 100 to 10,000 s-1 during molding [24]. The off-state viscosity exhibited pseudo-plastic behavior, where the molten feedstock’s shear viscosity decreased as the shear rate increased. The neat polymer, SE-130AB, also demonstrated typical pseudoplastic behavior at high shear rates due to the unraveling of polymer molecules with increasing shear rate. This pseudoplastic behavior can be described using the Power Law model. Additionally, the temperature sensitivity of the shear viscosity is characterized by the Arrhenius model. The combined effects of strain rate and temperature on rheology can be represented by these models, as given below:
Where η is the apparent viscosity, is the shear rate, n is the Power law exponent, T is the temperature, R is the gas constant, and E is the activation energy for Arrhenius model reflecting temperature sensitivity on the shear viscosity. A power law exponent of n < 1 indicates non-Newtonian fluid behavior with pseudoplasticity. The Power-law exponent, n, varied from 0.215, 0.229, and 0.257 for 160, 180, and 200 ˚C, respectively. Since the Power-law exponent, n, is also dependent on the temperature, it increased as the temperature increased with the linear progression relationship [27]. The Arrhenius activation energy, E, was determined by calculating the slope of versus as shown in Figure 4b. The Arrhenius activation energy, E, was calculated as 11,020 J/mol, which is significantly lower than that of other thermoplastic polymers, such as polypropylene (PP) and PDMS [28,29]. This result indicates that the CIP/SE-130AB feedstock is relatively insensitive to the molding temperature range of 160 to 200°C.
In Figure 5, the dynamic magnetorheological response was analyzed using a magnetic frequency sweep test that gather the internal structure change of polymer or feedstock system within the linear viscoelastic (LVE) region under an external magnetic field. The storage modulus (G’) and loss modulus (G’‘) of the feedstock at 160°C are plotted in Figure 5a, with the external magnetic field increasing from 0 to 0.7 Tesla. The results indicate that the feedstock exhibited a higher G’ than G’‘ under both magnetic and non-magnetic field conditions, demonstrating that the CIP/SE-130AB feedstock behaves like a solid, with its elastic portion being predominant over the viscous portion. As the magnetic field increased, both storage and loss moduli increased, as shown in Figure 5a. The strength of the dipole-dipole interactions among the magnetic powders increased with the higher magnetization, so that the magnetorheological stiffening effect increased with increasing external field, and consequently forming a chain-like structure among the particles from a macroscale viewpoint. The CIPs are magnetically aligned along the magnetic field direction and subsequently agglomerated and assembled into magnetic columnar structures due to the dipole-dipole magnetic interactions among the adjacent neighboring particles [30,31]. Within the LVE region, the CIP/SE-130AB feedstock exhibited a stable or slightly increasing G’ as a function of angular frequency, which results from the extrinsically formed magnetic-column structure of particle-particle interactions as well as intrinsically retained sturdy structure of elastomeric matrix. Moreover, G’‘ above 0.3 T external field shows a decreasing trend, even with an increase in angular frequency, suggesting the accumulative stiffening effect of dipole interactions.
Figure 5b illustrates the results of complex viscosity (η*) with increasing magnetic field, comparing the on-state (0.1 to 0.7 T) and off-state (0 T) dynamic shear viscosities. Complex viscosity was calculated as the complex conjugate of the elastic and viscous components [32]. η* progressively increased as the external magnetic field intensified, with the increment rate from 0 to 0.4 T being significantly higher than from 0.4 to 0.7 T. To better understand the dynamic magnetorheological response relative to field intensity, the normalized complex viscosity (), was calculated for each angular frequency from 1.58 to 100 rad/s (Figure 5c). The normalized increment plots displayed a sigmoidal S-shape, and the first derivative showing a bell-shaped increment rate (Figure 5d). The rate of increase in η* peaked in the 0.3 to 0.4 T range, then gradually decreased after this inflection point (shaded area in Figure 5d). This behavior in complex viscosity is attributed to particle alignment and the formation of columnar structures. Initially, in the magnetic field region from 0 to 0.4 T, the CIPs become magnetized and align along the field direction, forming chain-like structures. In this region, the CIPs rapidly magnetize due to the intrinsic low residual magnetization (0.75 emu/g). However, the chain-like structure still has a weak interaction among the particles since the external field is below the saturation magnetization field of around 0.6-0.7 T, as seen in the B-H hysteresis loop (Figure 2b). Beyond the inflection point, stronger dipole interactions are developed as magnetization increases, leading to the formation of numerous columnar structures with more CIPs. Eventually, these interactions and the strength of the column structures reach a plateau as the field approaches 0.7 T. Furthermore, the slope of the normalized complex viscosity decreased with increasing angular frequency. At low frequencies, magnetized particles form stable and robust chain-like structures in response to a strong external magnetic field, resulting in the maximum slope of the normalized increment ratio of complex viscosity. In contrast, as angular frequency increased, hydrodynamic interactions hindered the alignment of CIPs and the formation of column structure, leading to a decrease in the slope of the increment rate in complex viscosity [33]. In summary, the variation in complex viscosity with magnetic field is directly related to the dynamic magnetorheological response in the feedstock and can be used as an indicator for designing the magnetic alignment of micropillar arrays in MREs.
3.2. Development of LIGA Process and Soft Magnetic Microarrays
The LIGA process for developing the micro-patterned PMMA insert mold consisted of four steps: 1) UV photolithography, 2) X-ray mask design, 3) X-ray lithography, and 4) development. The target design of the micro pattern is listed in Table 2, with square pattern widths of 50, 70, 150, and 350 μm. Through X-ray lithography using high phonon flux energy, we achieved a high width-to-height ratio for the micropillar pattern, up to 10, with the pattern width of 50 μm. Figure 6a (i) to (ii) show the intermediate photomask prior to the UV lithography process, which was made using a silicon wafer, polyimide film, Au/Cr seed layer, and SU-8 3010 (MicroChem, USA). A 4-inch silicon wafer was prepared as the base substrate for the photomask [25]. A 450 μm photosensitive polyimide film was adhered on top of the silicon wafer, acting as a transmission layer with high transparency. Next, the seed layer, consisting of Au and Cr, was deposited on the polyimide film. Prior to UV lithography, a negative type UV photoresist, SU-8 3010, was coated onto the seed layer. The SU-8 3010 solution was spin-coated at speeds ranging from 300 to 1,000 rpm, resulting in an approximately 10 to 16 μm thick negative photoresist layer.
In the first step, the SU-8 3010 layer was exposed to a UV light source through the working mask, as shown in Figure 6a (iii). Since SU-8 3010 is a negative photoresist, the exposed structure underwent cross-linking and strengthening during lithography. The SU-8 3010 layer was then baked at 65 ˚C for 1 min, followed by an successive heating at 95 ˚C for 5 mins. The non-exposed portions were dissolved by SU-8 liquid developers, and intermediate UV photomasks are shown in Figure 6b. In the second step, a gold layer was electroplated onto the SU-8 3010 layer of the photomask to serve as an X-ray absorber as shown in Figure 6a (iv). Au plating was performed on the SU-8 3010 pattern to develop the X-ray absorber. Au is widely used as an X-ray absorber material due to its extremely low transmittance for X-ray irradiation [34]. The gold layer was plated to a thickness of around 10 to 15 μm. Figure 6c shows the final X-ray gold mask for X-ray LIGA process. Next, the positive photoresist PMMA was prepared for the sacrificial insert mold. PMMA sheets with thickness of 500 and 1,000 μm were attached to a graphite substrate. Subsequently, X-ray lithography was performed through the X-ray gold mask onto the positive photoresist PMMA mold. The target X-ray exposure energy was set to 4.5 kJ/cm3. After X-ray exposure, the exposed PMMA was etched using a GG developer in the fourth step. The GG developer consists of 5 vol% 2-aminoethanol, 15 vol% deionized water, 20 vol% tetrahydro-1, 4-oxazine, and 60 vol% 2-(2-butoxyethoxy) ethanol. The sacrificial PMMA insert molds, shown in Figure 7, exhibited no visible defects. The micropatterns of the PMMA molds had pattern width ranging from 50 to 350 μm, with sheet thickness of 500 and 1,000 μm, achieving aspect ratios of up to 10. Table 2 provides detailed information on the micropattern insert molds, including square pattern width, height, and interpillar spacing. Using the developed sacrificial PMMA molds in Figure 7, the mold insert injection molding process was carried out under an external magnetic field aligned along the micropillar direction. The field intensity within the mold cavity was set to approximately 0.9 T, a strength sufficient to align the particles along the micropillars, surpassing the peak gradient of 0.3 to 0.4 T as well as the pleatue field intensity of 0.7 T as shown in Figure 5c and d. After the field-induced injection molding into the insert mold, the PMMA insert molds were removed in the solvent debinding step. The molded samples were immersed in 99.5 % acetone solution for 3 hours at room temperature, allowing them to chemically dissolve and depolymerize. Figure 8 organizes 3-D optical microscope image of the high-aspect-ratio soft magnetic microarrays.
An external magnetic field of 0.5 to 0.6 T was applied to induce the magneto-mechanical responses (referred to as magnetic actuation) of the developed magnetic microarrays. As shown in Figure 9, the microarrays exhibited bending motion in response to the linear external magnetic field. The particle chain structures along the axial direction of the arrays generated magnetic dipole moments in the presence of the magnetic gradient field, producing magnetic bending torques along the linear direction of the external field. When a gradient magnetic field is applied to the magnetic microarrays, the resulting magnetic body force per unit volume generated by the soft-magnetic particles can be expressed as:
Where∇B is the gradient of the external magnetic field, and M is the magnetic dipole moments of the magnetic suspensions, respectively. Soft magnetic materials, such as CIP, are highly responsive to external magnetic fields due to their low coercivity (Hc), which is the force required to demagnetize the material. Additionally, their narrow hysteresis loop allows them to be easily magnetized and demagnetized in alignment with the applied magnetic field [35,36]. In addition to single bending actuation, we confirmed that by switching the external magnetic field on and off, the soft magnetic microarrays exhibited reversible actuation motion, demonstrating the possibility of reversible shape reconfiguration (see supplementary video S1). Our developed soft magnetic microarrays with square pattern width of 50, 70, and 150 μm, and aspect ratios of 10.00, 7.14, and 6.67, exhibited bending angles of 79, 65, and 81˚, respectively. This is attributed to the highly responsive magneto-mechanical bending moments inherent in the high-aspect ratio microarray structures.
4. Discussion
The high-aspect-ratio soft magnetic microarrays were manufactured using an optimized ratio of MRE consisting of carbonyl iron powder (CIP) and styrene-ethylene/butylene-styrene (SEBS) elastomer via field-induced injection molding. Through critical solids loading analysis, we determined the critical solids loading of the CIP/SEBS-based MRE to be 32.3 vol%, and a maximum injectable volume fraction of 30 vol% CIP was adopted for CIP/SE-130AB feedstock fabrication. Additionally, the static and dynamic magneto-rheological behaviors, such as static shear viscosity and complex viscosity, were characterized using capillary and plate-type rheometers. The magneto-rheological interaction was analyzed to determine the relationship between CIP alignment and the intensity of the induced magnetic field. The magneto-rheological response, based on the first derivative of complex viscosity (η*), peaked at around 0.3-0.4 T, indicating the highest rate of dipole moment and particle cluster chain formation. This suggests that a critical magnetic field intensity is required to align the particles during molten flow in the MRE during injection molding. To fabricate the high-aspect-ratio structures, a PMMA sacrificial mold was produced using X-ray lithography, and the mold was inserted into a cavity for field-induced injection molding with an external field of 0.9 T. The soft magnetic microarrays, with pattern widths of 350, 150, 70, and 50 μm, heights of 1,000, 1,000, 500, and 1,000 μm, and aspect ratios of 2.86, 6.67, 7.14, and 10, were fabricated without any visible defects. The developed soft magnetic microarrays exhibited bending motion with a maximum angle of 81˚ in response to the external magnetic field, and demonstrated reversible shape reconfiguration at on/off the external stimuli. This research indicates that the injection molding process offers a viable manufacturing method for constructing high-aspect ratio magnetic actuators.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org, Video S1: bending actuation motions at on/off the external stimuli.
Author Contributions
Conceptualization, writing—original draft preparation, S.D.S.; investigation, J.W.P.; methodology, C.W.G.; data curation, J.N.K.; methodology, W.S.Y.; investigation, S.Y.Y.; investigation, M.J.K.; data curation, H.J.K.; writing—review and editing, S.M.P.; supervision, J.H.K. All authors have read and agreed to the published version of the manuscript.
Data Availability Statement
The data presented in this study are available on reasonable request
from the corresponding author.
Acknowledgments
This study was supported by the fundamental Research Program of the Korea Institute of Materials Science [grant numbers PNK9940 and PNKA250]
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hu, W.; et al. Small-scale soft-bodied robot with multimodal locomotion. Nature 2018, 554, 81–85. [Google Scholar] [CrossRef]
- Cui, J.; et al. Nanomagnetic encoding of shape-morphing micromachines. Nature 2019, 575, 164–168. [Google Scholar] [CrossRef]
- Ren, Z.; et al. Multi-functional soft-bodied jellyfish-like swimming. Nature communications 2019, 10, 2703. [Google Scholar] [CrossRef]
- Kim, Y.; et al. Printing ferromagnetic domains for untethered fast-transforming soft materials. Nature 2018, 558, 274–279. [Google Scholar] [CrossRef]
- Roh, S.; et al. 3D-printed silicone soft architectures with programmed magneto-capillary reconfiguration. Advanced Materials Technologies 2019, 4, 1800528. [Google Scholar] [CrossRef]
- Wang, L.; et al. Bioinspired fluoride-free magnetic microcilia arrays for anti-icing and multidimensional droplet manipulation. ACS nano 2023, 18, 526–538. [Google Scholar] [CrossRef]
- Yang, Z.; Park, J.K.; Kim, S. Magnetically responsive elastomer–silicon hybrid surfaces for fluid and light manipulation. Small 2018, 14, 1702839. [Google Scholar] [CrossRef]
- Zhou, Q.; et al. Magnetized micropillar-enabled wearable sensors for touchless and intelligent information communication. Nano-Micro Letters 2021, 13, 1–16. [Google Scholar] [CrossRef]
- Hajji, I.; et al. Droplet microfluidic platform for fast and continuous-flow RT-qPCR analysis devoted to cancer diagnosis application. Sensors and Actuators B: Chemical 2020, 303, 127171. [Google Scholar] [CrossRef]
- Zhou, Q.; et al. Tilted magnetic micropillars enabled dual-mode sensor for tactile/touchless perceptions. Nano Energy 2020, 78, 105382. [Google Scholar] [CrossRef]
- Huang, X.; et al. 3D-assembled microneedle ion sensor-based wearable system for the transdermal monitoring of physiological ion fluctuations. Microsystems & Nanoengineering 2023, 9, 25. [Google Scholar]
- Ni, K.; et al. Core–shell magnetic micropillars for reprogrammable actuation. ACS nano 2021, 15, 4747–4758. [Google Scholar] [CrossRef]
- Park, J.E.; et al. Programmable stepwise collective magnetic self-assembly of micropillar arrays. ACS nano 2022, 16, 3152–3162. [Google Scholar] [CrossRef]
- Park, J.E.; et al. On-demand dynamic chirality selection in flower corolla-like micropillar arrays. ACS nano 2022, 16, 18101–18109. [Google Scholar] [CrossRef]
- Jeon, J.; et al. Shape-programmed fabrication and actuation of magnetically active micropost arrays. ACS applied materials & interfaces 2020, 12, 17113–17120. [Google Scholar]
- Park, J.E.; et al. Enhancement of Magneto-Mechanical Actuation of Micropillar Arrays by Anisotropic Stress Distribution. Small 2020, 16, 2003179. [Google Scholar] [CrossRef]
- Lin, Y.; et al. Magnetically induced low adhesive direction of nano/micropillar arrays for microdroplet transport. Advanced Functional Materials 2018, 28, 1800163. [Google Scholar] [CrossRef]
- Peng, Y.; et al. Active droplet transport induced by moving meniscus on a slippery magnetic responsive micropillar array. Langmuir 2023, 39, 5901–5910. [Google Scholar] [CrossRef]
- Park, J.W.; et al. Development of stimuli-responsive flexible micropillar composites via magneto-induced injection molding and characterization of magnetic particle alignment. Polymer Testing 2024, 130, 108316. [Google Scholar] [CrossRef]
- Azuma, D.; Ito, N.; Ohta, M. Recent progress in Fe-based amorphous and nanocrystalline soft magnetic materials. Journal of magnetism and magnetic materials 2020, 501, 166373. [Google Scholar] [CrossRef]
- Feizabad, M.H.K.; et al. Improvement of soft magnetic properties of Fe0. 7Nb0. 1Zr0. 1Ti0. 1 amorphous alloy: A kinetic study approach. Journal of Non-Crystalline Solids 2018, 493, 11–19. [Google Scholar] [CrossRef]
- Shi, L.; Wang, K.; Yao, K. Maintaining high saturation magnetic flux density and reducing coercivity of Fe-based amorphous alloys by addition of Sn. Journal of non-crystalline solids 2020, 528, 119710. [Google Scholar] [CrossRef]
- Chen, Q.; et al. Synthesis and enhanced microwave absorption performance of CIP@ SiO2@ Mn0. 6Zn0. 4Fe2O4 ferrite composites. Journal of Alloys and Compounds 2019, 779, 720–727. [Google Scholar] [CrossRef]
- German, R. ; Powder Injection Molding. Metal Powder Industries Federation, New Jersey, 1990.
- Park, J.M.; et al. Fabrication of tapered micropillars with high aspect-ratio based on deep X-ray lithography. Materials 2019, 12, 2056. [Google Scholar] [CrossRef]
- Shin, D.S.; et al. Microstructural and core loss behaviors of addictive Fe-17 at% P based on Fe-3.5 wt% Si alloys in powder injection molding. Journal of Alloys and Compounds 2018, 749, 758–767. [Google Scholar] [CrossRef]
- Chandler, H.D. A physical basis for non-Newtonian power-law viscosity. Soft Materials 2019, 17, 137–142. [Google Scholar] [CrossRef]
- Nguyen, L.T.; Mertens, C.; Prez, F.E.D. Aza-Michael Chemistry for PDMS-Based Covalent Adaptable Elastomers: Design and Dual Role of the Silica Filler. Macromolecules 2024, 57, 4817–4825. [Google Scholar] [CrossRef]
- Palacios-Pineda, L.M.; et al. Experimental investigation of the magnetorheological behavior of PDMS elastomer reinforced with iron micro/nanoparticles. Polymers 2017, 9, 696. [Google Scholar] [CrossRef]
- Lee, J.H.; et al. Polymer-magnetic composite particles of Fe3O4/poly (o-anisidine) and their suspension characteristics under applied magnetic fields. Polymers 2019, 11, 219. [Google Scholar] [CrossRef]
- Anupama, A.; Kumaran, V.; Sahoo, B. Application of monodisperse Fe3O4 submicrospheres in magnetorheological fluids. Journal of Industrial and Engineering Chemistry 2018, 67, 347–357. [Google Scholar] [CrossRef]
- Krishnan, J.M. Deshpande, A.P.; Kumar, P.S. Rheology of complex fluids. 2010: Springer.
- Maurya, C.S. and C. Sarkar, Rheological response of soft flake-shaped carbonyl iron water-based MR fluid containing iron nanopowder with hydrophilic carbon shell. Rheologica Acta 2021, 60, 277–290. [Google Scholar] [CrossRef]
- Husband, R.J.; et al. X-ray free electron laser heating of water and gold at high static pressure. Communications Materials 2021, 2, 61. [Google Scholar] [CrossRef]
- Li, K.; et al. A review of magnetic ordered materials in biomedical field: Constructions, applications and prospects. Composites Part B: Engineering 2022, 228, 109401. [Google Scholar] [CrossRef]
- Tagliabue, A.; Eblagon, F.; Clemens, F. Analysis of styrene-butadiene based thermoplastic magnetorheological elastomers with surface-treated iron particles. Polymers 2021, 13, 1597. [Google Scholar] [CrossRef]
Figure 1.
Overall manufacturing process of high-aspect ratio soft magnetic microarrays: (a) Schematic illustration of X-ray beam exposure, (b) X-ray mask, (c) Details of Au-plated mask (350, 150, 70, 50 µm pattern width), (d) PMMA-sacrificial mold (350, 150, 70, 50 µm pattern width), (e) Schematic diagram of field-induced injection molding for fabricating soft magnetic microarrays with MRE, (f) Injection molded soft magnetic microarrays (350, 150, 70, 50 µm pattern width with aspect ratios of 2.86, 6.67, 7.14, 10), and (g) Bending actuation motions of 150, 70, and 50 µm patterned microarrays linear external magnetic field.
Figure 1.
Overall manufacturing process of high-aspect ratio soft magnetic microarrays: (a) Schematic illustration of X-ray beam exposure, (b) X-ray mask, (c) Details of Au-plated mask (350, 150, 70, 50 µm pattern width), (d) PMMA-sacrificial mold (350, 150, 70, 50 µm pattern width), (e) Schematic diagram of field-induced injection molding for fabricating soft magnetic microarrays with MRE, (f) Injection molded soft magnetic microarrays (350, 150, 70, 50 µm pattern width with aspect ratios of 2.86, 6.67, 7.14, 10), and (g) Bending actuation motions of 150, 70, and 50 µm patterned microarrays linear external magnetic field.
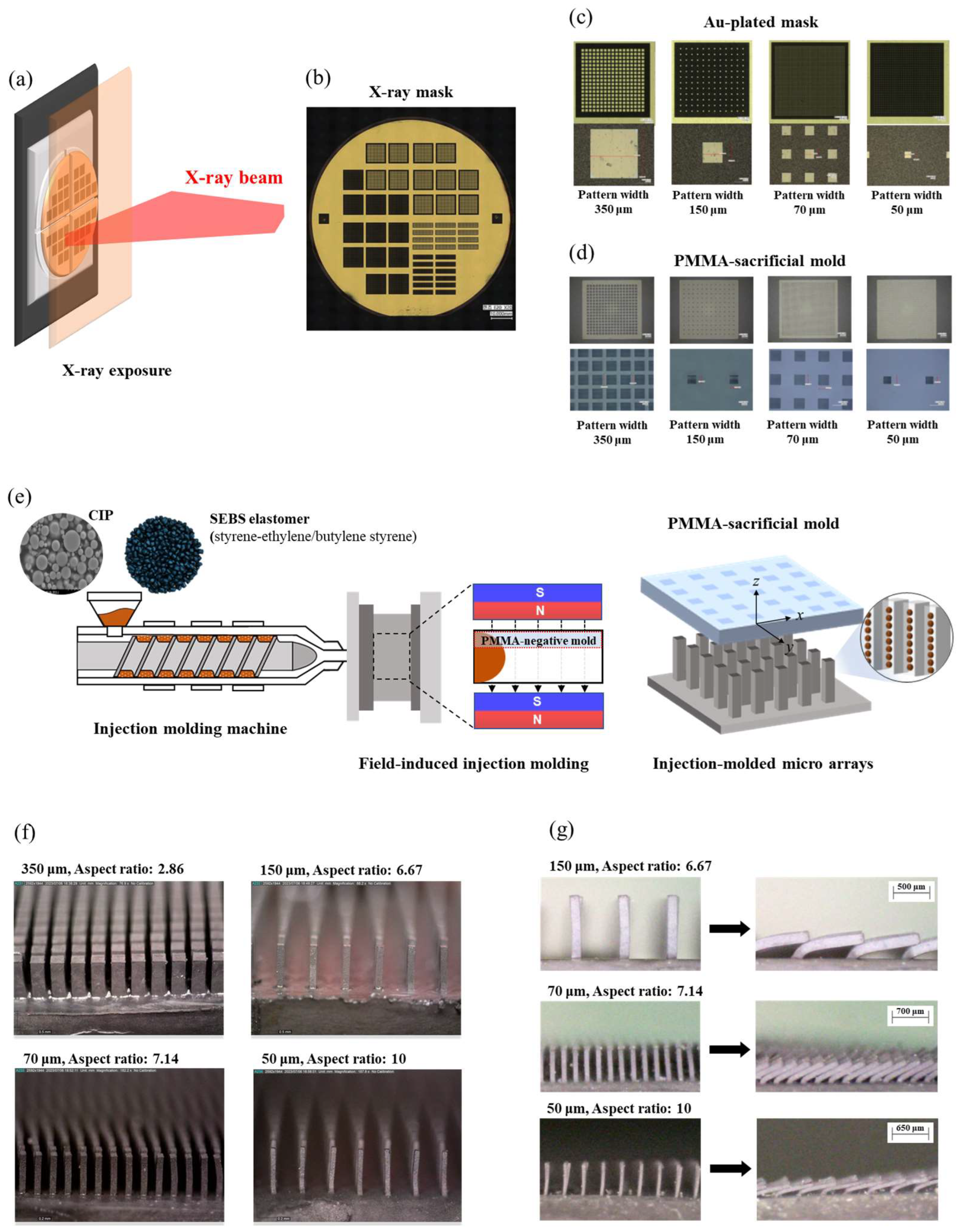
Figure 2.
Characteristics of carbonyl iron powder (CIP, HQ grade): (a) Particle SEM image (×5,000) and (b) M–H hysteresis curve obtained using a vibrating sample magnetometer at 25°C.
Figure 2.
Characteristics of carbonyl iron powder (CIP, HQ grade): (a) Particle SEM image (×5,000) and (b) M–H hysteresis curve obtained using a vibrating sample magnetometer at 25°C.
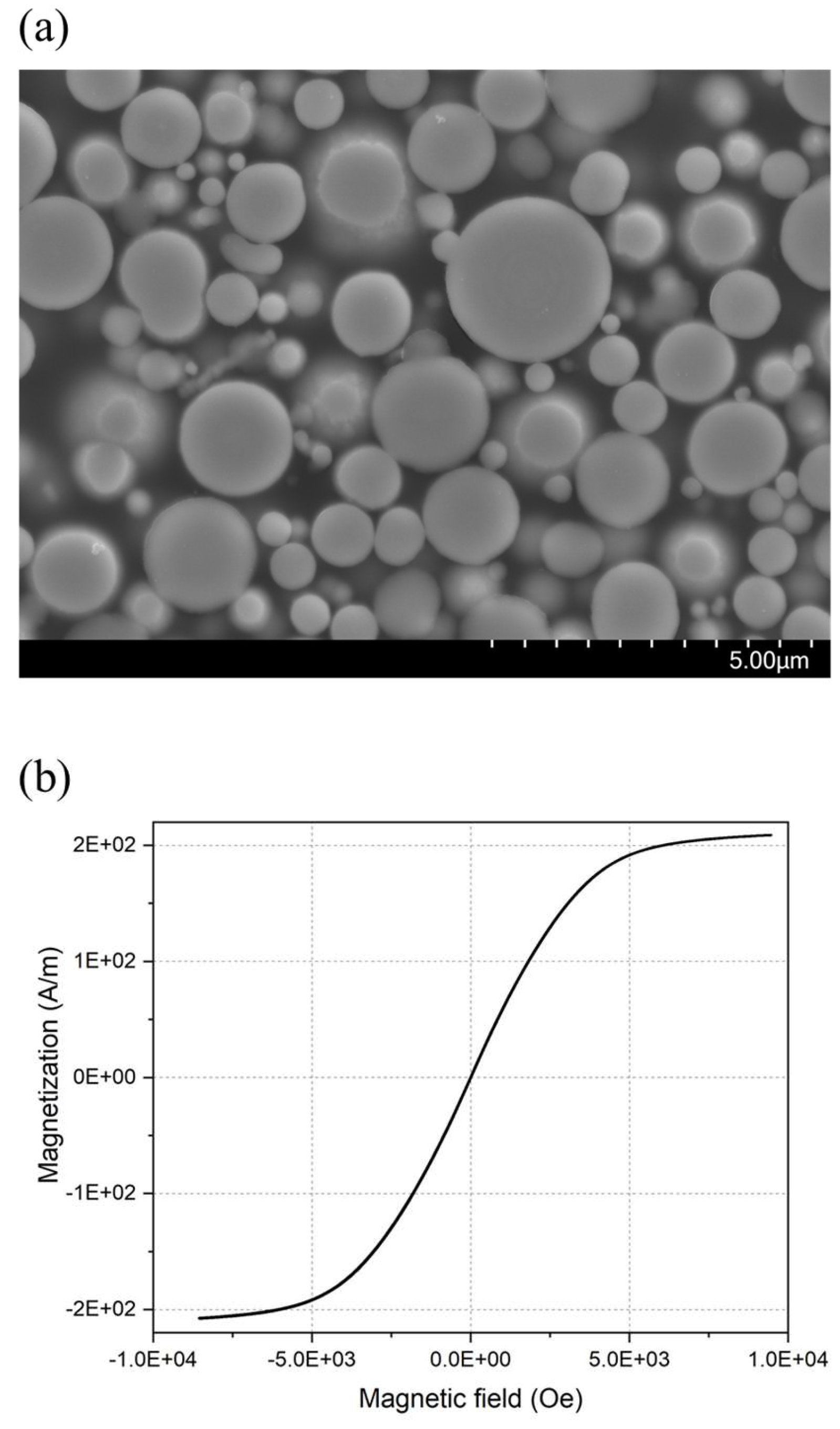
Figure 3.
Results of torque rheometer test: (a) Measured mixing torque for CIP powder to SE-130AB elastomer matrix ratios ranging from 4 to 43 vol%, and (b) Average mixing torque values with corresponding critical solids loading for CIP/SE-130AB MRE.
Figure 3.
Results of torque rheometer test: (a) Measured mixing torque for CIP powder to SE-130AB elastomer matrix ratios ranging from 4 to 43 vol%, and (b) Average mixing torque values with corresponding critical solids loading for CIP/SE-130AB MRE.
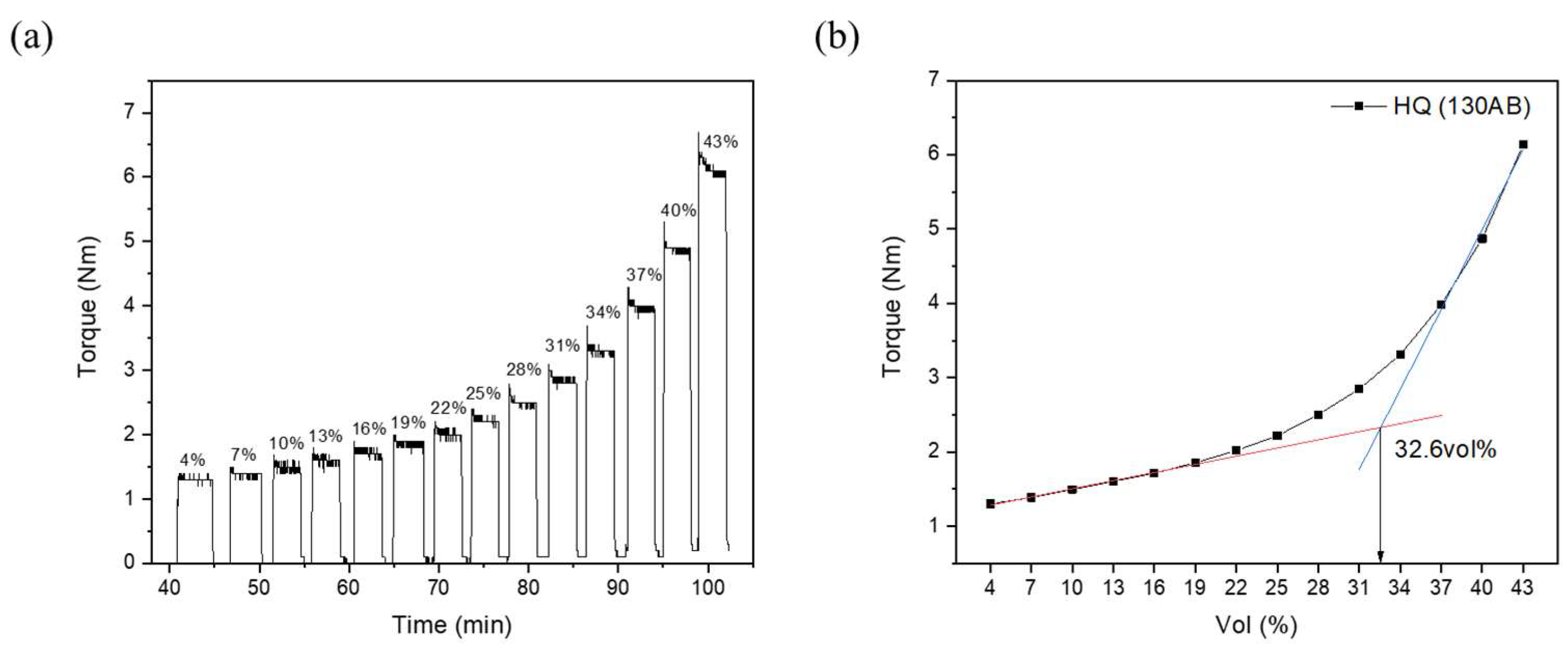
Figure 4.
(a) Shear viscosity and shear stress of the 30 vol% CIP/SE-130AB feedstock at temperatures of 160, 180, and 200°C, and (b) Calculation of activation energy (E) for 30 vol% CIP/SE-130AB.
Figure 4.
(a) Shear viscosity and shear stress of the 30 vol% CIP/SE-130AB feedstock at temperatures of 160, 180, and 200°C, and (b) Calculation of activation energy (E) for 30 vol% CIP/SE-130AB.
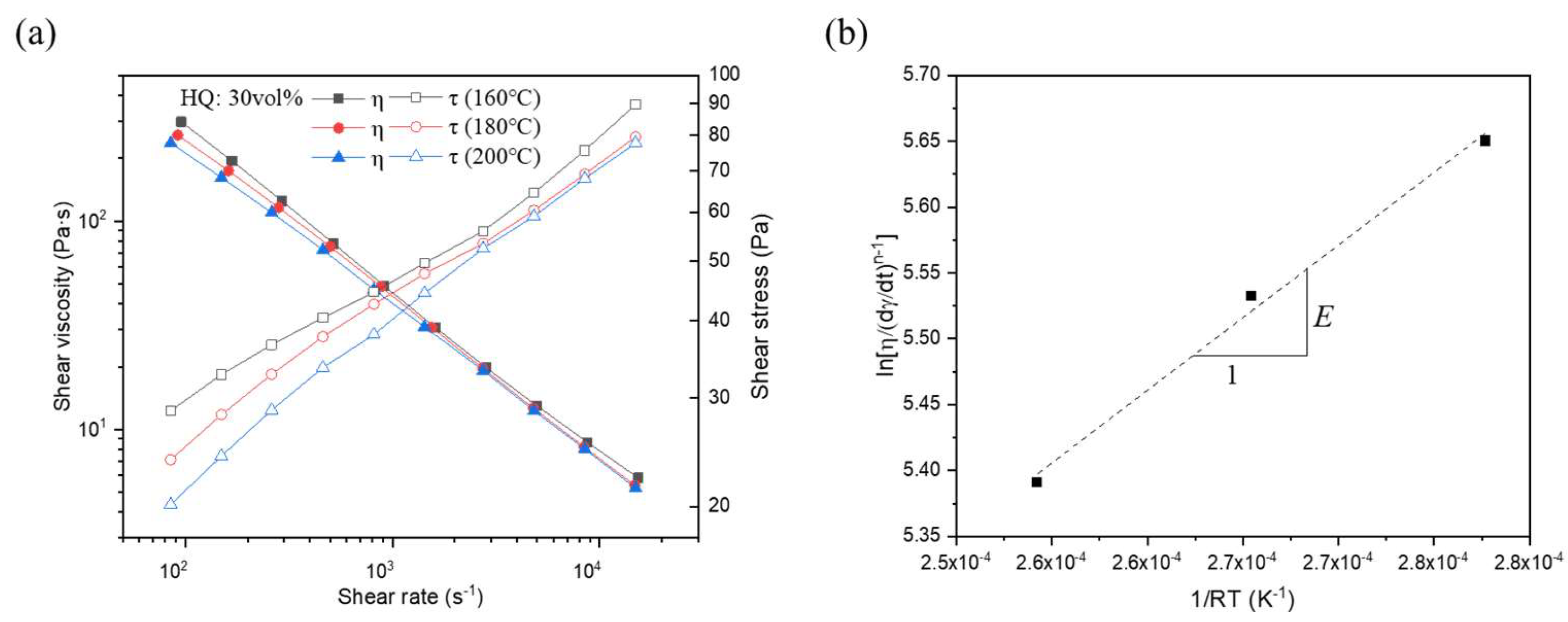
Figure 5.
Results of frequency sweep test with external magnetic field (0 to 0.7 T) at 160°C: (a) Storage modulus (G’) and loss modulus (G’‘) in response to angular frequency ranges from 1 to 100 rad/s, (b) Complex viscosity with external magnetic field from 0 to 0.7 T, (c) Normalized complex viscosity versus field intensity (0 to 0.7 T), and (d) First derivative curve of normalized complex viscosity versus field intensity (0 to 0.7 T).
Figure 5.
Results of frequency sweep test with external magnetic field (0 to 0.7 T) at 160°C: (a) Storage modulus (G’) and loss modulus (G’‘) in response to angular frequency ranges from 1 to 100 rad/s, (b) Complex viscosity with external magnetic field from 0 to 0.7 T, (c) Normalized complex viscosity versus field intensity (0 to 0.7 T), and (d) First derivative curve of normalized complex viscosity versus field intensity (0 to 0.7 T).
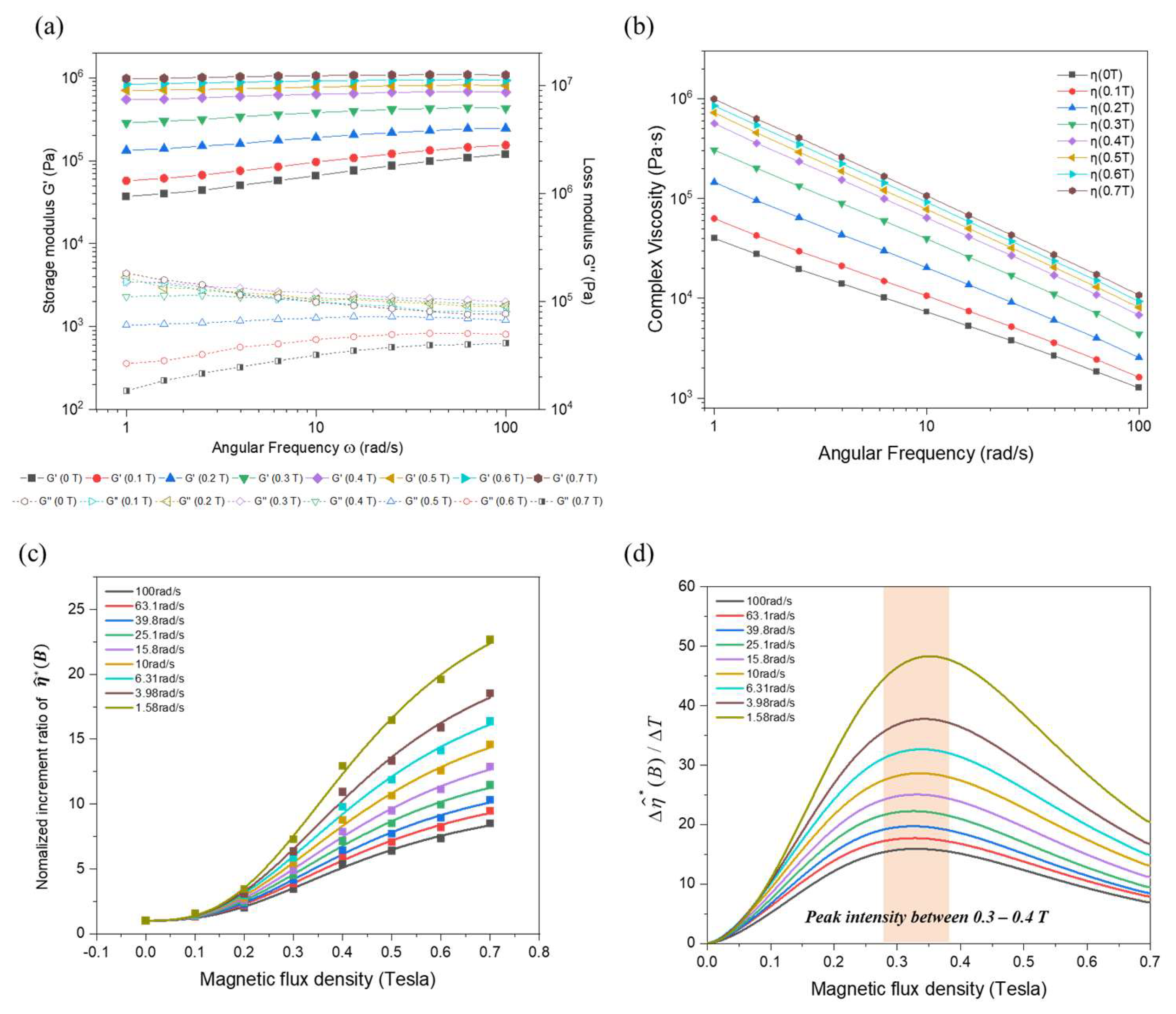
Figure 6.
(a) Schematic diagram for the fabrication of the X-ray mask from (i) mask substrate process to (v) X-ray mask development, (b) Developed UV masks, and (c) X-ray masks for 350, 150, 70, and 50 µm patterned PMMA molds.
Figure 6.
(a) Schematic diagram for the fabrication of the X-ray mask from (i) mask substrate process to (v) X-ray mask development, (b) Developed UV masks, and (c) X-ray masks for 350, 150, 70, and 50 µm patterned PMMA molds.
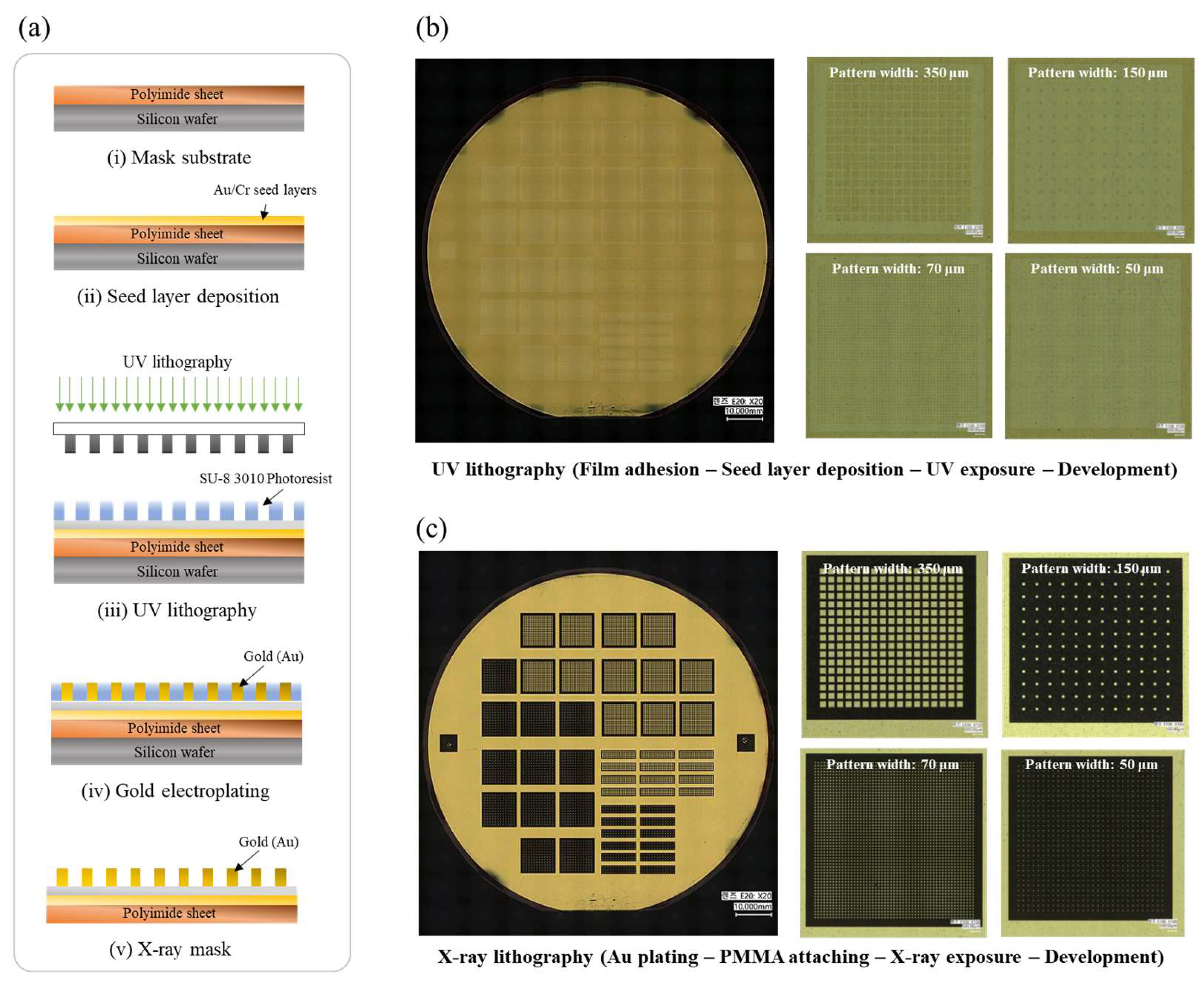
Figure 7.
OM images of the top view of PMMA insert molds: (a) Pattern width: 350 μm, aspect ratio: 2.86, (b) Pattern width: 150 μm, aspect ratio: 6.67, (c) Pattern width: 70 μm, aspect ratio: 7.14, and (d) Pattern width: 50 μm, aspect ratio: 10.
Figure 7.
OM images of the top view of PMMA insert molds: (a) Pattern width: 350 μm, aspect ratio: 2.86, (b) Pattern width: 150 μm, aspect ratio: 6.67, (c) Pattern width: 70 μm, aspect ratio: 7.14, and (d) Pattern width: 50 μm, aspect ratio: 10.
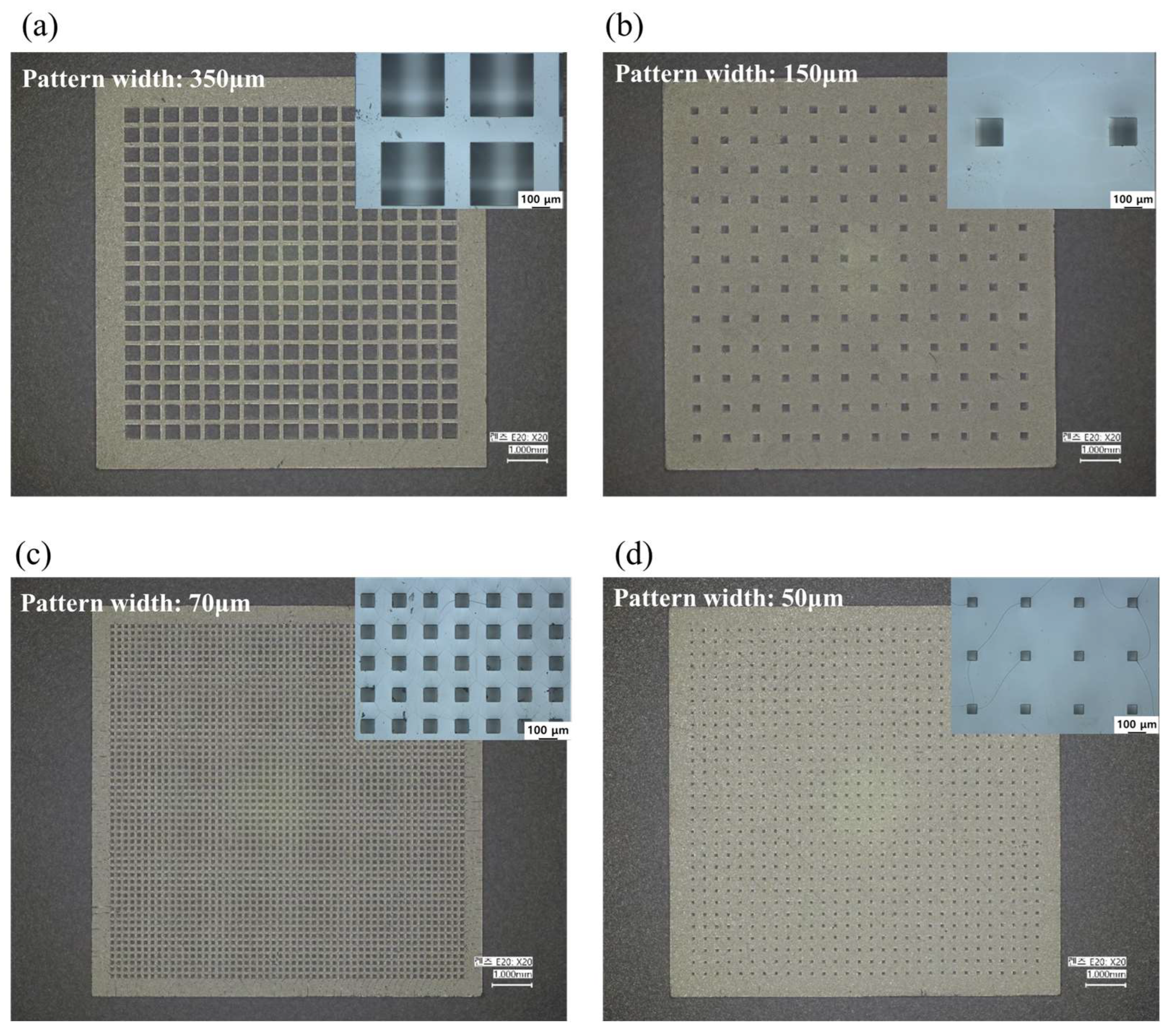
Figure 8.
3-D OM images of 30 vol% CIP/130-AB soft magnetic microarrays: (a) Pattern width: 350 μm, aspect ratio: 2.86, (b) Pattern width: 150 μm, aspect ratio: 6.67, (c) Pattern width: 70 μm, aspect ratio: 7.14, and (d) Pattern width: 50 μm, aspect ratio: 10.
Figure 8.
3-D OM images of 30 vol% CIP/130-AB soft magnetic microarrays: (a) Pattern width: 350 μm, aspect ratio: 2.86, (b) Pattern width: 150 μm, aspect ratio: 6.67, (c) Pattern width: 70 μm, aspect ratio: 7.14, and (d) Pattern width: 50 μm, aspect ratio: 10.
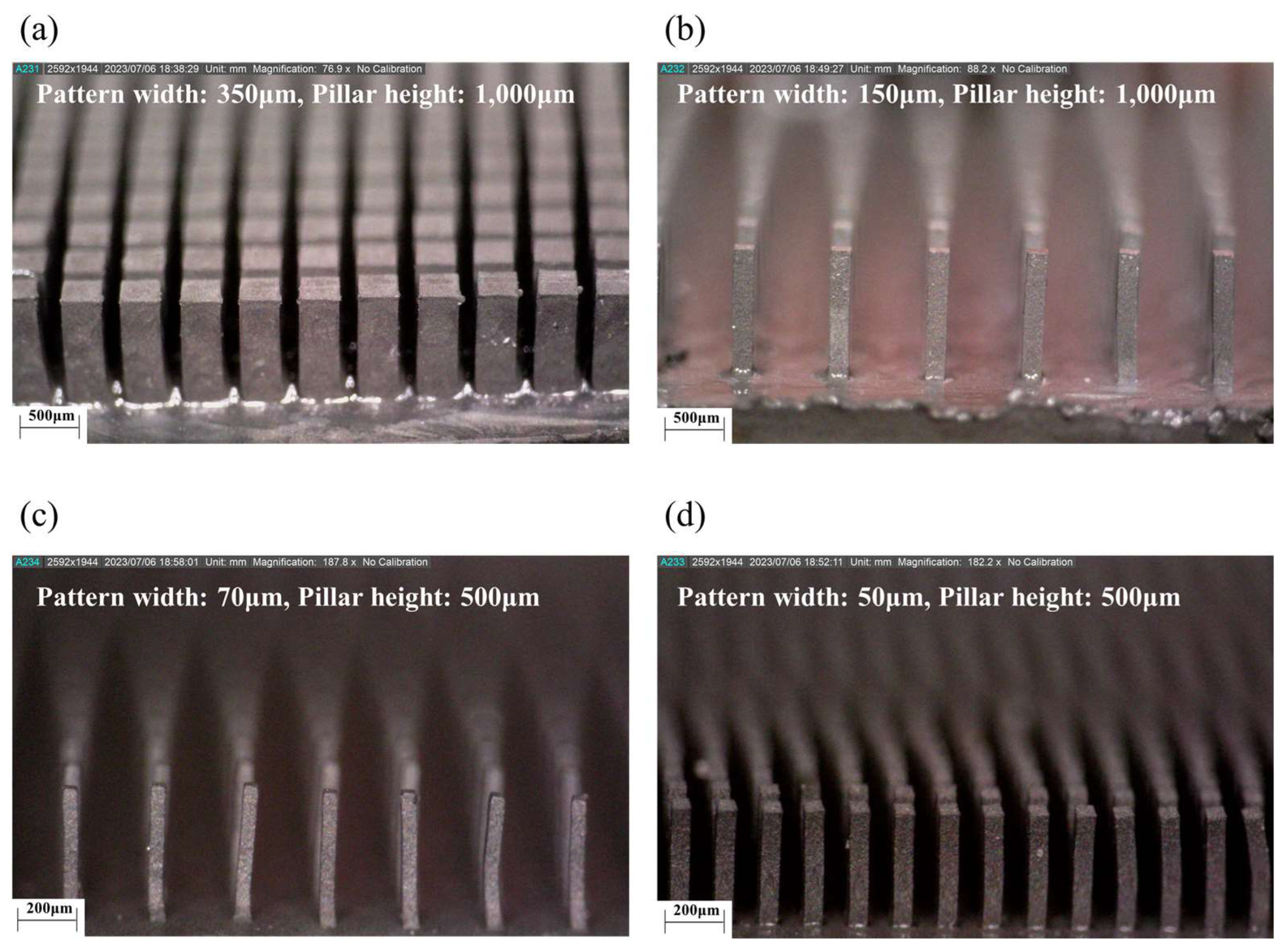
Figure 9.
Bending motion of micropillar arrays under an external field of 0.5 T: pattern width: 50 um, aspect ratio: 10, pattern width: 70um, aspect ratio: 7.14, pattern width: 150 um, aspect ratio: 6.67.
Figure 9.
Bending motion of micropillar arrays under an external field of 0.5 T: pattern width: 50 um, aspect ratio: 10, pattern width: 70um, aspect ratio: 7.14, pattern width: 150 um, aspect ratio: 6.67.
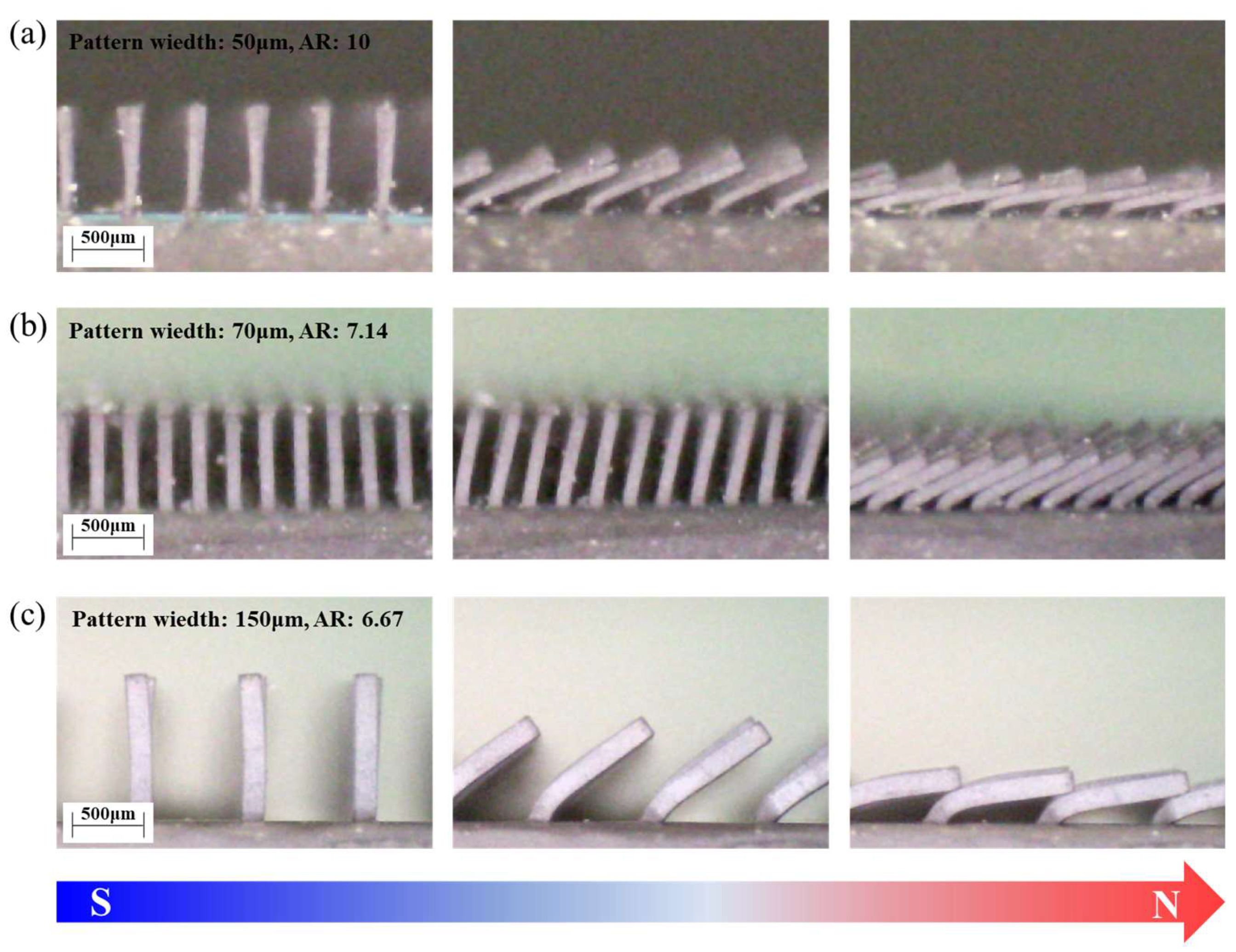

Table 1.
Characteristics of the carbonyl iron powder and styrene-ethylene/butylene styrene (SEBS, SE-130AB) elastomer.
Table 1.
Characteristics of the carbonyl iron powder and styrene-ethylene/butylene styrene (SEBS, SE-130AB) elastomer.
| Carbonyl iron powder (CIP, HQ grade) | Physical properties | Magnetic properties | ||||
| Average particle diameter (APD) | Pycnometer density |
Residual induction (Mr) | Intrinsic coercive force (HCi) | Positive magnetization (MS, positive) |
Negative magnetization (MS, negative) |
|
| 1.4 μm | 3.8 g/cm3 | 0.75 emu/g | 11.60 Oe | -212.12 emu/g | 212.99 emu/g | |
| Styrene-ethylene/butylene styrene (SEBS-130AB) elastomer | Physical properties | Mechanical properties | ||||
| Hardness | Density | Tensile strength (break) | Elongation (break) | 100% modulus | Tear stress | |
| 30 shore A | 0.9 g/cm3 | 4.4 MPa | 850 % | 1.2 MPa | 13 kN/m | |
Table 2.
Dimensional information of PMMA micro-patterned mold.
| Square patterns size (µm) | Pillar spacing (µm) |
Pillar height (µm) |
Aspect ratio (height to pattern width) |
| 350 | 150 | 1,000 | 2.86 |
| 150 | 600 | 1,000 | 6.67 |
| 70 | 100 | 500 | 7.14 |
| 50 | 250 | 500 | 10.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



