
Submitted:
10 October 2024
Posted:
11 October 2024
You are already at the latest version
Abstract
The modern economic landscape, now more competitive than ever, compels companies to create increasingly innovative, cutting-edge, and cost-effective products. In this regard, design and development phases play a crucial role, since they closely determine the final satisfaction of the customer. As a consequence, the need for a structured approach is evident, since it allows the companies to identify product key characteristics. With the purpose of creating a new product with an extended horizon to various markets, this work is based on the use of Design for Six Sigma (DFSS) methodology for the identification and optimization of Critical-To-Quality (CTQ) features, aiming at making the project as responsive as possible to customer needs. Two main themes are addressed. The first one is the analysis of the integrated product development process with the Six Sigma methodology for achieving design excellence; the second one is the application of the Identify phase of the IDOV (Identify, Design, Optimise, Validate) approach through a DFSS case study.
Keywords:
QFD (Quality Function Deployment)
; VOC (Voice of the Customer)
; CTQ (Critical to Quality)
; competitive benchmarking
; project charter
; DFSS (Design For Six Sigma)
1. Introduction
The economic success of a product is intimately tied to the quality of thinking that generates it [1]. More specifically, it strongly depends on the ability of the company to identify the key features of the product itself, and to translate them into design parameters able to satisfy the customer needs in the most convenient way from an economical point of view [2,3]. Product development is composed of the entire set of activities between the identification of market opportunities, production, sale, and final delivery [4].
The use of a structured methodology for product development represents the starting point for continuous improvement. As a confirmation, many of the most advanced companies in the current Italian economic landscape embrace this approach, namely “the recurring and targeted activity aimed at increasing the overall performance of the system” [5]. Literature provides various methods for the identification of design parameters for customer satisfaction in different contexts (such as virtual video, fast method, fuzzy approach, and many others [6,7]). In this context, the traditional product development process can be summarized in the following steps:
- Product planning. Often referred to as phase zero, it leads to the production of a portfolio of potential developable projects, and it defines which of these have to be undertaken in the short, medium, or long term;
- Conceptual design. It encompasses activities needed to drafting a product development plan. The purpose of such a stage is selecting a concept (for example shape, function, and product features) and combining it with a set of measurable specifications that describe product requirements;
- Embodiment design. The goal is the preliminary design, often called “system-level design”. In this step, engineering and architectural elaboration of the concept takes place, which must be in harmony with the final specifications and economic analysis;
- Detail design. It consists in the collection of all documents, drawings and files needed to create product technical dossier;
- Testing and refinement. This phase is necessary for the project technical validation, as well as to ensure that the product effectively meets design requirements. In this context, realization of prototypes and testing allows the achievement of the objectives defined;
- Production ramp-up. It is preliminary to actual production, in which the product is made using the final process. The objectives are multiple, from training activities for production personnel, to addressing issues raised by them.
Six Sigma (SS) aims at achieving high-quality product standards and low costs, maximizing the “Total Customer Satisfaction”. Originated in the mid-1980s, it focuses on reducing management costs and warranties, while enhancing customer satisfaction by shortening production times and minimizing defects [8,9]. It is based on lowering production variability, improving quality and reducing non-conformities, by using standard deviation as a measure of process performance [10,11,12]. SS embodies a rigorous methodology, a statistical tool-oriented mindset for data analysis, a customer-focused strategy for continuous improvement, and a drive for production excellence with minimal non-conforming items [13].
Generally, the time required for product design and development depends significantly on the complexity level of the project itself. For this reason, a Design For Six Sigma (DFSS) [14] project is longer if compared to a SS project, which usually takes not more than 5/6 months [15,16]. DFSS also implements an operating mode which allows designing for production, thus providing a combination of customer requirements with process capability [17,18]. DFSS applied to the development of new products consists of the following four phases, which represent the IDOV (Identify, Design, Optimise, Validate) approach. In this context, the traditional product development process can be summarized in the following steps:
- Identify: it involves defining a work team, identifying the Business Case, and drafting the Project Plan. Subsequently, customer needs are collected and translated into CTQs, to identify those critical for achieving the established objectives;
- Design: it aims at analyzing the CTQs and identifying the Functional Requirements (FRs) (e.g., the high-level functions of the system to be designed). A mapping of FRs into Design Elements (DEs) is performed, generating and selecting the most suitable concept;
- Optimize: a detailed design is carried out to create a robust design, reducing the effects of variability causes without necessarily eliminating them, thus ensuring more stable and controllable design features;
- Verify: it provides project testing and validation. Prototypes are tested to ensure the required quality standards and verify that the product meets project objectives.
In this context, various techniques have been devised over the past decades to efficiently address engineering, managerial, and operational issues. DFSS encourages the use of these innovative and powerful optimization methods throughout the overall design process, with the primary purpose of limiting the use of trial-and-error approach, this latter being iterative and less effective [19,20]. When considering the implementation to specific case studies, the knowledge of such methodologies is a necessary condition, since it is not automatic that they adapt to all types of applications. Therefore, it is the responsibility of the engineer/designer/manager to identify the appropriate tool for the specific situation, and often the synergistic use of several tools can be the right choice for achieving the shared goal [21].
Quality Function Deployment (QFD)
One of the key tools of DFSS is the QFD [22,23]. QFD aims at translating the voice of the customer into measurable engineering parameters, establishing their priority, and ensuring communication between departments involved in the production process [24]. This ensures that decisions are guided, guaranteeing that the interests of all stakeholders are properly taken into consideration [25]. The QFD metric consists of a graphical representation shaped like a house, comprising five main elements:
- house A, containing the list of previously collected VOCs, which are appropriately prioritized;
- house B, concerning the VOCs benchmarking table, providing a concise overview of the strategic market objectives for new products;
- house C, containing the list of CTQs developed from the requirements, usually structured in a tree diagram with two or three levels;
- house D, a prioritization matrix aimed at modelling the relationship between VOCs and CTQs. Each cell represents a judgement expressed by the team on the strength of the relationship between VOCs and CTQs;
- house E, containing the interaction matrix between CTQs;
- house F, holding the CTQs benchmarking table and an elaboration that allows prioritizing CTQs. It also identifies CTQs targets needed to satisfy the customers and it appropriately calculates the Customer Satisfaction Index (CSI), which represents the customers satisfaction level for the considered solution.
To combine VOCs into VOP (Voice of the Process), a four-stage scale is used, where each step takes the output from the previous one as its input. Each input is evaluated through the QFD, which has the task of finding a relationship between input and output [26].
The advent of collaborative quality design in the supply chain for large complex products, as elucidated by the integration of Fuzzy QFD (F-QFD) and grey decision-making approaches, underscores the necessity for systematic frameworks that accommodate multi-objective decision-making under uncertainty [27]. Concurrently, the application of QFD in construction companies to analyze customer satisfaction reveals the critical role of service quality dimensions in aligning product attributes with consumer expectations [28]. Furthermore, the incorporation of QFD, Value Engineering, and lean approaches in prioritizing control tests for product designs exemplifies the confluence of quality engineering and productivity enhancement in the manufacturing domain [29]. This is echoed in the realm of healthcare, where the algebraic operations of QFD house-of-quality are leveraged to prioritize Industry 4.0 technologies integration in hospitals, thereby fostering a systemic digital transformation [30].
In the context of technology transfer, the amalgamation of F-QFD with a Fuzzy Inference System (FIS) offers a large framework for licensor selection, enhancing organizational capabilities and market performance [31,32]. More specifically, the study on materials and composition analysis in casting utilizing QFD and statistical plots illuminates the significance of comprehensive material analysis in improving casting quality and process efficiency [33]. Moreover, the integration of an improved Kano model into QFD, facilitated by a Multi-population Adaptive Genetic Algorithm, demonstrates the potential for harmonizing customer satisfaction with enterprise objectives in product design, particularly in the case of home elevators [34].
At the same time, the development of manufacturing information systems is critically explored through a QFD-based requirements development process and a fusion of fuzzy mathematics with QFD theory, respectively. These studies underscore the importance of systematic approaches in ensuring the effectiveness, consistency, and completeness of system functions and internal controls [35,36].
This paper provides a DFSS case study focusing primarily on the Identify phase of the IDOV process. The chosen product is a bicycle, a new middle-class product platform with a distinctive feature, that is a durable and cost-effective aluminum frame. This product is adaptable to various usage needs and marketed globally, with a focus on EMEA (Europe, Middle-East and Africa) and North America markets, where the company has a strong presence. To penetrate the East Asia market, the product is sold through e-commerce channels. The adopted DFSS model is based on the update and implementation of models presented in the introduction, as provided in Figure 1.
The work can be summarized in the following steps:
- collection of VOC types: reactive, proactive, literature and industry journal analysis;
- screening and prioritization of VOCs through the following tools: affinity diagram, market segmentation, Analytical Hierarchy Process (AHP) pairwise comparison;
- translation of VOCs into CTQs and definition of relationships using QFD1 between: VOC and CTQ; - CTQ and CTQ through the interaction matrix (roof matrix);
- competitive benchmarking and definition of target objectives: VOC benchmarking from the customers perspective and CTQ benchmarking;
- prioritization of CTQs and selection of critical characteristics for target achievement.
Such an approach is used to improve the CSI, respecting constraints and objectives stated in the project charter.
2. Materials and Methods
The development of the case study is described in the following paragraphs, according to the following sequence of activities:
- drafting a simplified project charter;
- collection, analysis, and prioritization of the VOC;
- compilation of QFD House of Quality (HoQ) to prioritize CTQ factors based on both previously calculated VOC weights and VOC-CTQ correlations;
- competitive benchmarking to compare the current state with hypothetical competitors.
The data used are extracted from literature, industry magazines, market surveys, and the author’s experience, to make the application as faithful to reality as possible
2.1. Project Charter
In the corporate context, the formal initiation of a project is formalized by the publication of a project charter, representing the formal act by which all stakeholders involved in the project are informed not only of the existence of the project, but also of all characteristics, tasks, responsibilities, and roles involved in the project itself. Such a document includes general project information, product purpose, company strategy, target markets, and available budget. For this case study, the business case and the related project charter are based on a market analysis published by Price Waterhouse Coopers (PWC) [37], concerning the global bicycle market. The main elements of the project scope are reported below:
- Vision statement. Conquer any terrain with RG0-TT bicycle model, the most versatile daily bicycle on the market, designed for those who do not want to compromise fun for total safety;
- Business case. Market research shows that products offered by major competitors focus on: 1) High-tech vehicles, with a high price range to satisfy a Highly Engaged customers (5% of the market); 2) Low-tech vehicles, with a low price to satisfy predominantly travel-oriented customers (30% of the market). RGBikes [38] aims at achieving market leadership by launching a new middle-class product, conceptually new and attractive, with the primary goal of ensuring the versatility of use. It is targeted at simultaneously satisfying three main categories of cyclists: travel, leisure, and engagement (representing together about 95% of the market). The new product must be highly customizable for both everyday use and more athletic use on any terrain. The technical basis of the bike allows the choice of two different types of products: Mountain Bike and Hybrid/Cross, which are the preferred segments by customers (about 50% of total sold);
- Objective and Constraints. The main targets and requirements of the product are: 1) New product platform for Hybrid/Cross & Mountain Bikes; 2) Use of High-Grade Series 7000 aluminum frames; 3) High-end braking system for improved safety; 4) High customization possibilities; 5) The base equipment does not include a rear shock absorber, which remains a customizable option; 6) Price cap of 900€ for the base selling price.
2.2. VOC Collection
In this case study, a plan for collecting the VOC is developed, mainly divided into two parts. The first one is planning for reactive VOC collection, focused on warranty analysis and customer/dealer complaints. The second part is planning for proactive VOC collection, targeting the internal needs of the company and those of all stakeholders listed in the project charter, as well as external needs. The combined results lead to the collection of 42 VOCs, which are subsequently analyzed, prioritized, and translated into CTQ characteristics.
-
Reactive VOC Collection.It involves two main activities. The first one is the estimation of product reliability from the customer perspective, whose main purpose is calculating an index able to quickly establish the reliability level of a bicycle, which is then compared with project objectives. The second main activity is analyzing and evaluating market issues and complaints, which is essential for continuous improvement of both existing and future products. Information is primarily collected through analysis of components that have shown anomalies or failures in the market, as well as customer care reports related to customer and/or dealer complaints.
-
Proactive VOC Collection.It is carried out to understand the product through the customer, aiming at discovering latent needs, which are then categorized using the Kano Model [39,40,41]. Field tests and events with representative customers are considered. These events are essential for direct interaction between the company and the consumers, enhancing the brand prestige and attracting attention from potential customers through word of mouth. Such an approach can be considered similar to “going to gemba”, emphasizing direct observation. Literature studies, scientific articles, and industry magazines can also provide valuable information for product improvement from the customer perspective. In this regard, an investigation conducted by Ayachi, Dorey and Guastavino on the perceived dynamic comfort of cyclists [42], is considered during the VOC prioritization phase.
2.3. Prioritisation of VOC and Translation into CTQ
To construct the HoQ of QFD, the VOCs must be firstly prioritized and subsequently translated into CTQs. Ideally, requirements should be prioritized directly by customers through appropriate questionnaires. However, in practice, this activity is often carried out by the internal team using techniques to assess the consistency of results. The requirements are prioritized using the Analytical Hierarchy Process (AHP) pairwise comparison, an advanced Multiple Criteria Decision Making (MCDM) method [43]. The AHP technique involves the following steps: 1) Decomposition of requirements into a hierarchy based on affinities; 2) Creation of the requirements correlation matrix; 3) Comparison of requirements through pairwise comparison only among those in the same category; 4) Calculation of the importance value within the category and between categories; 5) Evaluation of decision quality through the consistency parameter; 6) Iteration of the process until an acceptable Consistency Ratio (CR) value is obtained (CR < 0.1). The results of prioritizing the main categories of VOC are summarized in Figure 2.
As shown, the most important categories are “safety” and “reliability”, closely followed by “cost” and “services”. The importance of individual VOCs is then normalized to the importance of the belonging category. Based on results of [42], the company decides to assign an additional importance value (+1.5 %) to VOCs related to the handlebar, saddle, and riding position comfort. The frame material is a project constraint for cost containment, and for this reason, it is made of aluminum. For each VOC, one or more CTQs are identified to describe them in a technical, specific, and measurable language. An example is provided in Table 1:
2.4. Quality Function Deployment 1
Following the prioritization of VOC and the translation into CTQ, the subsequent step of the work is completing the HoQ of QFD1. For this task, the Qualica 19 software is used [44], which supports a wide range of tools used in DFSS approach. The methodology involves evaluating the correlations between the previously prioritized VOCs (42 elements) and the CTQ characteristics, appropriately selected (79 elements). A total of 3318 comparisons are made, and for each one, an attempt is made to answer the question “Which effect on meeting Need Y is caused by an improvement in CTQ X?”. As provided in Figure 3, a logical sequence is then assigned to CTQs based on their relative importance, in descending order: items with the highest values are those that must be satisfied first in the design phase. Figure 3 also highlights correlations between the top six VOCs and the top ten CTQs, using different colors.
The power and effectiveness of QFD are demonstrated by the fact that there is no one-to-one correspondence between CTQ and VOC based on the importance level. The tool allows the identification of technical characteristics that contribute to maximizing customer satisfaction. Thanks to the roof of the quality house, it is possible to analyze correlations between various CTQs, to assess the existence of positive or negative interactions. For each cell of the roof matrix, an answer is found to the question “What effect does a possible improvement in CTQ A have on CTQ B? Positive, negative, or none? And if there is an effect, how strong is it?”. The total number of comparisons made is 6162. The results of the analysis are reported in Figure 4.
The quadrants divide CTQs into four categories:
- Passive: CTQs whose active and/or passive (positive or negative) relationships are weak;
- Reactive: CTQs that have the majority of passive relationships, whether positive or negative;
- Active: CTQs that have the majority of active relationships, whether positive or negative;
- Critical: CTQs that have a large number of both active and passive relationships, whether positive or negative.
Further investigation on the type of relationship, whether positive or negative, reveals that:
- the priority for improving CTQs 2.8, 8.1 and 8.2 needs to be increased;
- a detailed analysis of CTQs 3.10, 6.2, 7.3, and 8.5 is necessary: contradictions can be resolved using the methodologies outlined in the introduction section.3.1. Subsection
2.5. Competitive Benchmarking and Discussion
In the process of developing a new product, a comparison of the current state with the main competitors in the market is required. The goal is creating a clear and concise picture of strengths and weaknesses from the customers perspective, to identify critical improvement areas. Competitive benchmarking includes VOC benchmarking, where product performance is evaluated in terms of satisfaction of customers needs, and CTQ benchmarking, which provides an assessment of product based on CTQ metrics. Competitor evaluations are collected through field tests and online surveys for better consistency. Products belonging to the same category are compared, with price ranges consistent with the company strategy. From the final calculation of the CSI, a clear need of improvement emerges for the product global evaluation. Products belonging to the same category are compared, with price ranges consistent with the company strategy. From the final calculation of the CSI, there is a clear need of improvement for the product’s global evaluation.
- CSI Baseline: 4.74;
- CSI Competitor 1: 4.64;
- CSI Competitor 2: 5.61;
- CSI Target: 6.55.
Although the baseline is in line with Competitor 1, it is distant from both the evaluation of Competitor 2 and the target. For CTQ benchmarking, the technical performances of the two competitors are collected through direct measurements, field tests, and the analysis of brochures and technical data sheets. Target values for each CTQ are set based on results of VOC benchmarking and measurements. Engineering difficulty levels are assigned on a (1 – 10) scale, to highlight CTQ engineering bottlenecks, which are important but difficult to implement (Importance >5; Difficulty >5). From the analysis of CTQs reported in Figure 5, it is evident that the CTQ engineering bottlenecks are the following:
- C 8.2: Saddle height adjustment time;
- C 7.1: Brake System Mean Time Between Failures (MTBF) / Mean Kilometer Between Failure (MKBF);
- C 6.2: number of years of warranty;
- C 1.1: Handlebar grips Mean Time To Failures (MTTF).
Analysis of CTQ engineering bottlenecks and HoQ roofs suggests increasing the priority level of CTQ 8.2 implementation and further investigating the relationships of CTQ 6.2 through detailed analysis. While the remaining CTQs do not show critical relationships with other characteristics, their improvement is challenging. The use of problem-solving techniques presented in the previous sections can help to define and break down problems as well as to resolve contradictions.
As regards possible improvements in the DFSS research area, it can be observed that continuous improvement provided by QFD naturally involves a reduction in material resources consumption and waste production, with consequent beneficial effects from economic, environmental and social viewpoints. An example in the context of the environmental protection can be made with respect to the introduction of Aluminum for the construction of the bike frame. Indeed, a material change involves multiple and interconnected effects on the sustainability profile of the entire bicycle LC. First of all, a switch from traditional materials (such as conventional steel) to lightweight options (such as Aluminum or Carbon Fiber Reinforced Plastic) results in the vast majority of cases in an increased impact for production stage. This is due on the one hand to the notably bigger damages (i.e., Global Warming Potential, GWP) in the production of semi-finished products of Aluminum or carbon fibers when compared to Steel, mainly due to the strongly higher energy intensity of extraction and refining processes of minerals and base materials. On the other hand, also manufacturing of semi-finished products into final components is often definitely environmentally detrimental when considering innovative materials (especially composites), primarily due to the vastity of processes and energy/material consumables which are required for production. Looking at the other LC phases, CFRPs appear to be also not eco-friendly when considering the disposal at End-of-Life (EoL), due to notable technical difficulties in the separation of different constituent materials. At the same time, Aluminum can be easily separated and also conveniently recycled: as a confirmation, recycling of Aluminum is characterized by a definitely high substitution factor (net quota of primary raw materials whose extraction is avoided thanks to recycling), which is around 40 % [45], even bigger than the one of Steel (30 %) [46,47]. On the other hand, lightweighting can offer significant advantages in the use stage but only when the vehicle consumes energy for its propulsion. As a consequence, in the present case study mass reduction can be considered an effective strategy for improving the environmental profile only when improvement strategies identified by DFSS provide for electrification of the bicycle. In such a case, lower vehicle mass means less effects associated with the production of a reduced amount of energy required for traction; in this regard, it has to be taken in mind that benefits in operation from lightweighting increase at bicycle LC distance growing. In the light of previous considerations, it is clear that the effective environmental convenience of lightweight solutions (and more in general of improvement solutions identified by QFD) strongly depends on the balance of advantages and disadvantages which occur in production, operation and EoL, thus requiring a proper evaluation based on a LC perspective. In addition to this, there is to consider that the evaluation of product LC can be extended from environmental to economic and social spheres, by applying respectively Life Cycle Costing (LCC) and Social Life Cycle Assessment (S-LCA) methodologies. Obviously, the combined implementation of the three types of analyses requires a very strong effort (both in terms of time and personnel) in data collection, due to the substantial amount of necessary information.
3. Conclusions
Identifying critical success factors, such as customer satisfaction, cost monitoring, and quality level enhancement, necessitates the use of a clear and structured strategy that aims at continuous improvement.
The presented case study shows that DFSS methodologies and analysis tools must be appropriately selected and adapted based on context, product type, and experience of practitioners. That said, it is equally essential to avoid unnecessarily rigidifying processes (striving to use inadequate tools for the specific situation), as well as to identify correctly leveraging tools, procedures, and synergies, also utilizing dedicated software. At the same time, defining a universal product development process capable of equally addressing all design problems is not possible, while it is advisable to establish a structured guideline that allows identifying the most appropriate problem-solving methodology for the specific situation. Results show that when the complexity level increases, it is necessary to synergistically use all DFSS methods, leveraging their analytical capabilities, strengths, and complementarity to achieve the maximum efficiency. In conclusion, in the authors opinion, a combined DFSS approach, applicable to a broader and more general level, is the best strategy for using seemingly distant methodologies and operational philosophies to enhance the overall performance, while at the same time improving business processes and achieving production excellence.
As regards possible improvements in the DFSS research area, it can be observed that continuous improvement provided by Lean Six Sigma naturally involves a reduction in material resources consumption and waste production, with consequent beneficial effects from economic, environmental and social viewpoints. In the light of previous considerations, the combination of DFSS with life-cycle analysis methodologies, such as Life Cycle Assessment (LCA), Life Cycle Costing (LCC) and Social Life Cycle Assessment (S-LCA) appears as a promising and viable way in which concentrating future research efforts.
References
- Raval, S.J.; Kant, R.; Shankar, R. Revealing research trends and themes in lean six sigma: From 2000 to 2016. Int. J. Lean Six Sigma 2018, 9, 399–443. [Google Scholar] [CrossRef]
- Gupta, V.; Jain, R.; Meena, M.L.; Dangayach, G.S. Six-sigma application in tire-manufacturing company: A case study. J. Ind. Eng. Int. 2018, 13, 511–520. [Google Scholar] [CrossRef]
- Noori, B.; Latifi, M. Development of six sigma methodology to improve grinding processes. Int. J. Lean Six Sigma 2018, 9, 50–63. [Google Scholar] [CrossRef]
- Morgan, J.; Liker, J. The Toyota product development system: Integrating people, process, and technology; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- UNI EN ISO 9001:2015; Quality management systems – Requirements. International Organization for Standardization: Geneva, Switzerland, 2015.
- Arcidiacono, G.; Berni, R.; Cantone, L.; Nikiforova, N.D.; Placidoli, P. Fast Method to Evaluate Payload Effect on In-Train Forces of Freight Trains. Open Transp. J. 2018, 12, 77–87. [Google Scholar] [CrossRef]
- Giorgetti, A.; Cavallini, C.; Arcidiacono, G.; Citti, P. A mixed C-Vikor fuzzy approach for material selection during design phase: A case study in valve seats for high performance engine. Int. J. Appl. Eng. Res. 2017, 12, 3117–3129. [Google Scholar]
- Arcidiacono, G.; De Luca, E.W.; Fallucchi, F.; Pieroni, A. The use of Lean Six Sigma methodology in Digital Curation. In Proceedings of the CEUR Workshop, 2016; Vol. 1764.
- Alexander, P.; Anthony, J.; Rodgers, B. Lean six sigma for small and medium-sized manufacturing enterprises. Int. J. Qual. Reliab. Manag. 2019, 36, 378–397. [Google Scholar] [CrossRef]
- Rodgers, B.; Antony, J. Lean and Six Sigma practices in the public sector: A review. Int. J. Qual. Reliab. Manag. 2019, 36, 437–455. [Google Scholar] [CrossRef]
- Bhat, S.; Gijo, E.V.; Antony, J.; Cross, J. Strategies for successful deployment and sustainment of Lean Six Sigma in healthcare sector in India: A multi-level perspective. TQM J. 2023, 35, 414–445. [Google Scholar] [CrossRef]
- Matt, D.T.; Arcidiacono, G.; Rauch, E. Applying Lean to Healthcare Delivery Processes - a Case-based Research. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 123–133. [Google Scholar] [CrossRef]
- Sadhi, H.S.; Singh, D.; Singh, B.J. Developing a Lean Six Sigma conceptual model and to Implementation: A case study. Ind. Eng. J. 2019, 12, 1–19. [Google Scholar] [CrossRef]
- Francisco, M.G.; Junior, O.C.; Sant’anna, M.O. Design for six sigma integrated product development reference model through systematic review. Int. J. Lean Six Sigma 2020, 11, 767–795. [Google Scholar] [CrossRef]
- Cudney, E.A.; Agustiady, K.T. Design for six sigma: A practical approach through innovation; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Nicolaescu, S.; Kifor, C.V. Design for Six Sigma applied on software development projects from automotive industry. Acad. J. Manuf. Eng. 2014, 12, 76. [Google Scholar]
- Liverani, A.; Caligiana, G.; Frizziero, L.; Francia, D.; Donnici, G.; Dhaimini, K. Design for Six Sigma (DFSS) for additive manufacturing applied to an innovative multifunctional fan. Int. J. Interact. Des. Manuf. 2019, 13, 309–330. [Google Scholar] [CrossRef]
- Filho, P.I.; Junior, O.C. A Discussion About the Interactions Between Product Development Process and Services Sector. In Proceedings of the International Conference on Production Research, Springer Nature Switzerland, November 2022; pp. 328–335.
- Francisco, M.G.; Junior, O.C.; Santanna, A.M.O. Roadmap for product development based on design for six sigma method. Int. J. Lean Six Sigma 2023, 14, 989–1009. [Google Scholar] [CrossRef]
- Yang, C.C.; Jou, Y.T.; Lin, M.C.; Silitonga, R.M.; Sukwadi, R. The development of the new process of design for six sigma (DFSS) and its application. Sustainability 2022, 14, 9294. [Google Scholar] [CrossRef]
- Arcidiacono, G.; Pieroni, A. The revolution Lean Six Sigma 4.0. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 141. [Google Scholar] [CrossRef]
- Ginting, R.; Ishak, A.; Malik, A.F.; Satrio, M.R. Product development with quality function deployment (QFD): A literature review. IOP Conf. Series: Mater. Sci. Eng. 2020, 1003, 012022. [Google Scholar] [CrossRef]
- Sivasankaran, P. Quality concepts in Industrial systems using QFD (Quality Function Deployment)–Survey. SSRG Int. J. Ind. Eng. 2021, 8, 7–13. [Google Scholar]
- Fonseca, L.; Fernandes, J.; Delgado, C. QFD as a tool to improve negotiation process, product quality, and market success, in an automotive industry battery components supplier. Procedia Manuf. 2020, 51, 1403–1409. [Google Scholar] [CrossRef]
- Oktora, A.; Amrina, U. Application of Quality Function Deployment for the Design & Development of Consumer Cosmetic Packaging Bottle. Int. J. Eng. Res. Adv. Technol. 2023, 9, 10–17. [Google Scholar]
- Sachamanorom, W.; Senoo. Voice of the customer through customer cocreation: The case of Fuji Xerox Japan. In Proceedings of the AIS Electronic Library (AISeL), 2016.
- Wang, H.; Fang, Z.; Wang, D.; Liu, S. An integrated fuzzy QFD and grey decision-making approach for supply chain collaborative quality design of large complex products. Comput. Ind. Eng. 2020, 140, 106212. [Google Scholar] [CrossRef]
- Suhada; Dharma; Bambang, S. Analysis of Customer Satisfaction in Construction Companies Using QFD Method. IPTEK J. Proc. Ser. 2021, 1, 341–348. [Google Scholar] [CrossRef]
- Gavareshki, M.H.K.; Abbasi, M.; Rostamkhani, R. Application of QFD & VE & lean approach for control tests in a product design. Arch. Mater. Sci. 2017, 66, 66. [Google Scholar]
- Tortorella, G.L.; Fogliatto, F.S.; Sunder, M.V.; Vergara, A.M.C.; Vassolo, R. Assessment and prioritisation of Healthcare 4.0 implementation in hospitals using Quality Function Deployment. Int. J. Prod. Res. 2022, 60, 3147–3169. [Google Scholar] [CrossRef]
- Sarfaraz, A.H.; Yazdi, A.K.; Hanne, T.; Hosseini, R.S. Decision support for technology transfer using fuzzy quality function deployment and a fuzzy inference system. J. Intell. Fuzzy Syst. 2023, 44, 7995–8014. [Google Scholar] [CrossRef]
- Bai, X. Exploring the sustainable development path of a green financial system in the context of carbon neutrality and carbon peaking: Evidence from China. Sustainability 2022, 14, 15710. [Google Scholar] [CrossRef]
- Patil, C.K.; Hussain, M.; Halegowda, N.V. QFD for sustainability and improved product (spring) design. In AIP Conference Proceedings, September 2018.
- Le, L.; Song, W.; Wu, Z.; Xu, Z.; Zheng, M. Quantification and integration of an improved Kano model into QFD based on multi-population adaptive genetic algorithm. Comput. Ind. Eng. 2017, 114, 183–194. [Google Scholar]
- Lu, S.; Cao, M. Research on internal control optimization of Financial Sharing Center Based on fuzzy mathematics theory and quality function deployment theory. J. Intell. Fuzzy Syst. 2023, 44, 519–541. [Google Scholar] [CrossRef]
- Jeong, H.J.; Kang, C.W.; Kim, B.H. Requirements development process for manufacturing information systems based on quality function deployment. Int. J. Comput. Integr. Manuf. 2018, 31, 164–174. [Google Scholar] [CrossRef]
- Global Bike & Bike Accessories Market. Available online: www.pwc.com (accessed on 2021).
- RGbikes. Available online: https://rgbikes.com/ (accessed on 10 September 2024).
- Tandiono, Y.; Rau, H. An Enhanced Model Using the Kano Model, QFDE, and TRIZ with a Component-Based Approach for Sustainable and Innovative Product Design. Sustainability 2022, 15, 527. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J. Integrating Kano model, AHP, and QFD methods for new product development based on text mining, intuitionistic fuzzy sets, and customers satisfaction. Math. Probl. Eng. 2021, 1–17. [Google Scholar] [CrossRef]
- Xu, H.; Song, H. Key Factors Influencing Chinese Consumers’ Demand for Naturally Dyed Garments: Data Analysis through KJ Method and KANO Model. Sustainability 2024, 16, 1189. [Google Scholar] [CrossRef]
- Ayachi, F.S.; Dorey, J.; Gustavino, C. Identifying factors of bicycle comfort: An online survey with enthusiast cyclists. Appl. Ergon. 2015, 46, 124–136. [Google Scholar] [CrossRef] [PubMed]
- Yu, D.; Kou, G.; Xu, Z.; Shi, S. Analysis of collaboration evolution in AHP research: 1982–2018. Int. J. Inf. Technol. Decis. Mak. 2021, 20, 7–36. [Google Scholar] [CrossRef]
- Qualica 19. Available online: https://www.qualica.net/ (accessed on 10 September 2024).
- Del Pero, F.; Delogu, M.; Kerschbaum, M. Design of a Lightweight Rear Crash Management System in a Sustainable Perspective. Sustainability 2020, 12, 5243. [Google Scholar] [CrossRef]
- Del Pero, F.; Dattilo, C.A.; Giraldi, A.; Delogu, M. LCA approach for environmental impact assessment within the maritime industry: Re-design case study of yacht’s superstructure. Proc. Inst. Mech. Eng. Part M J. Eng. Marit. Environ. 2024, 238, 153–170. [Google Scholar] [CrossRef]
- Antonacci, A.; Del Pero, F.; Baldanzini, N.; Delogu, M. Multi-objective Methodology for Design and Environmental Analysis in the Automotive Field. SAE Int. J. Mater. Manuf. 2022, 15, 367–394. [Google Scholar] [CrossRef]
Figure 1.
Design For Six Sigma (DFSS) design model used in the case study.
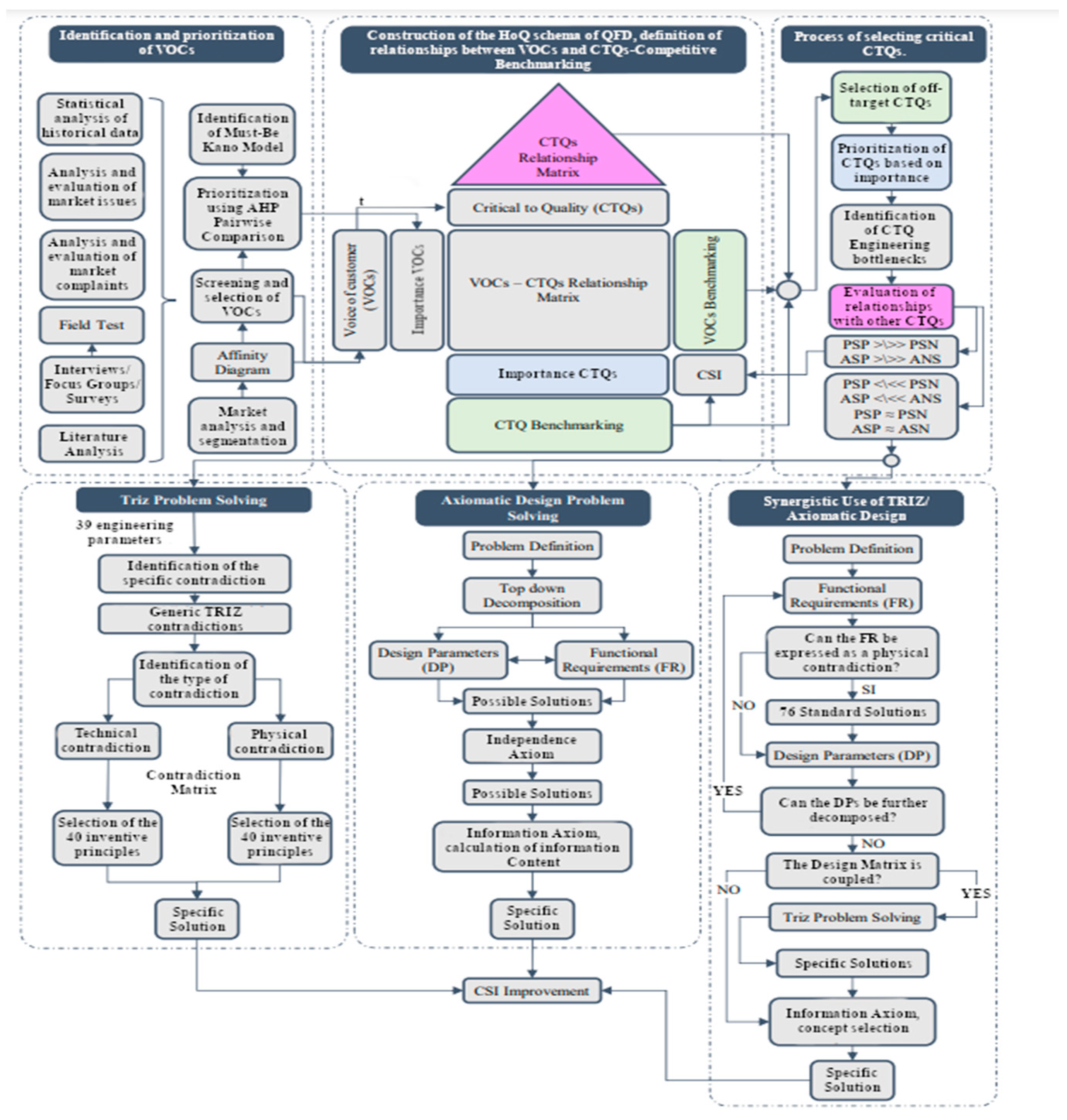
Figure 2.
Calculation of the importance and CR of the main VOC categories.
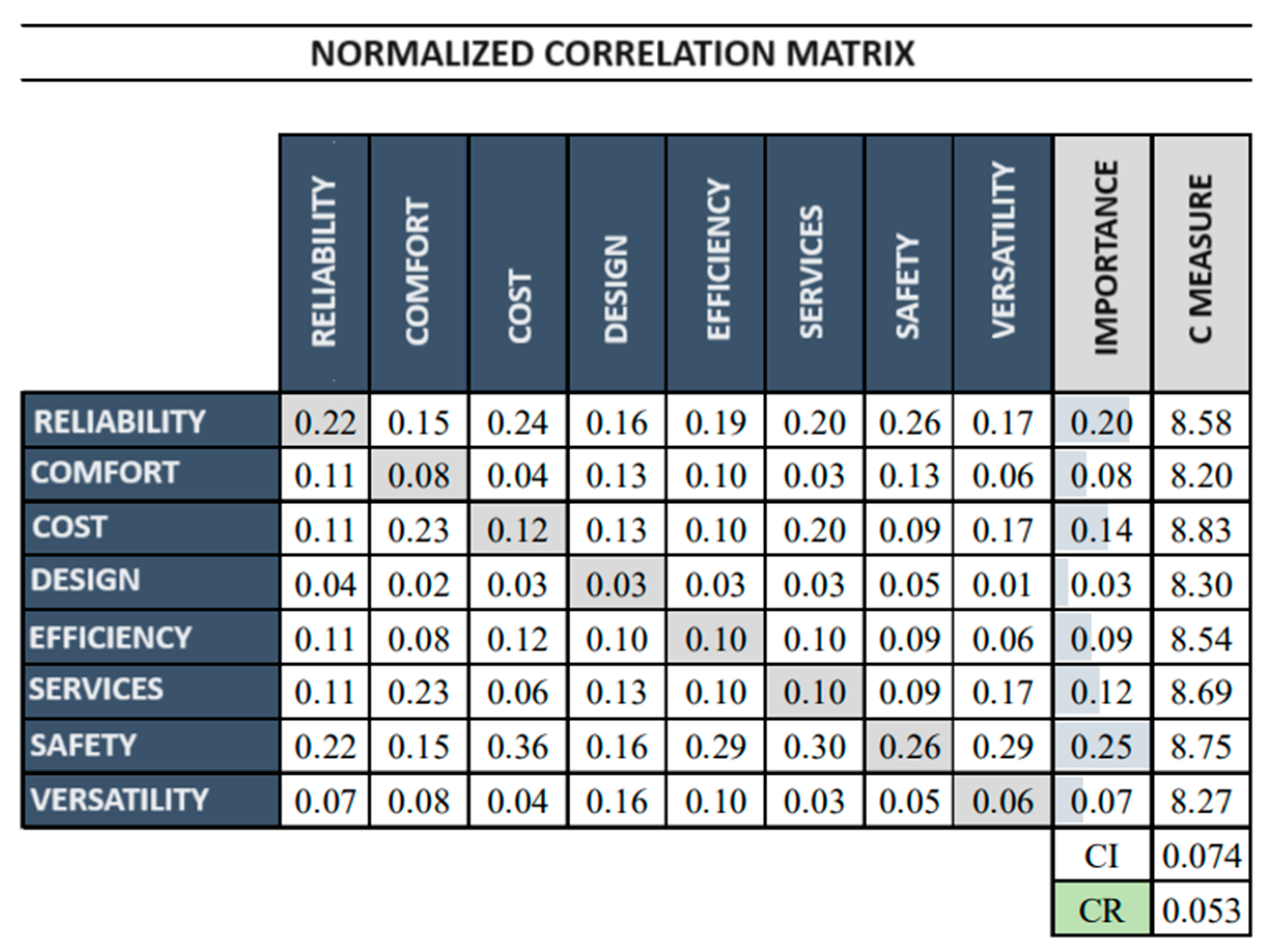
Figure 3.
Partial prioritization of VOC and CTQ with respective Pareto charts.
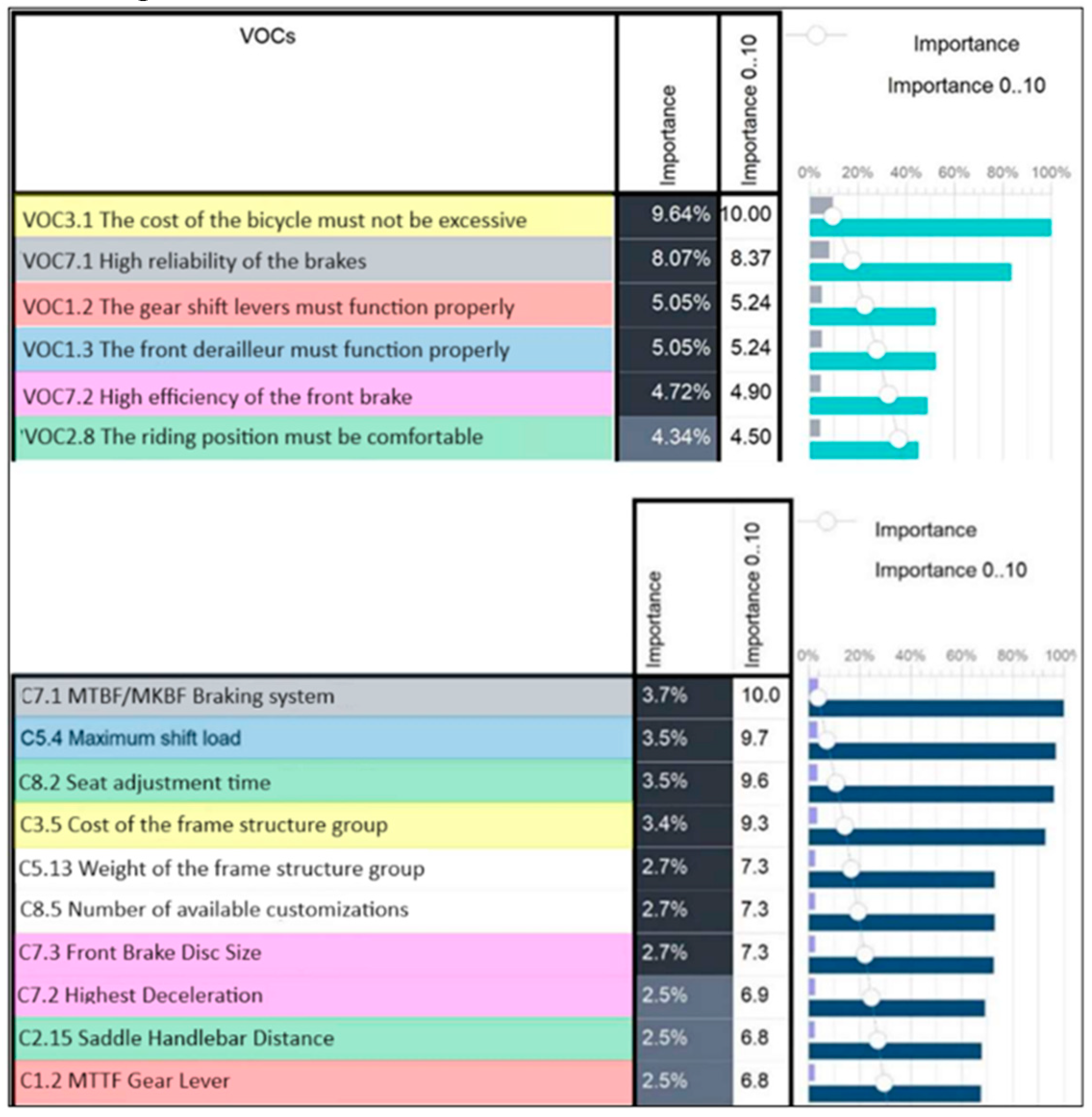
Figure 4.
CTQ Relationship Analysis.
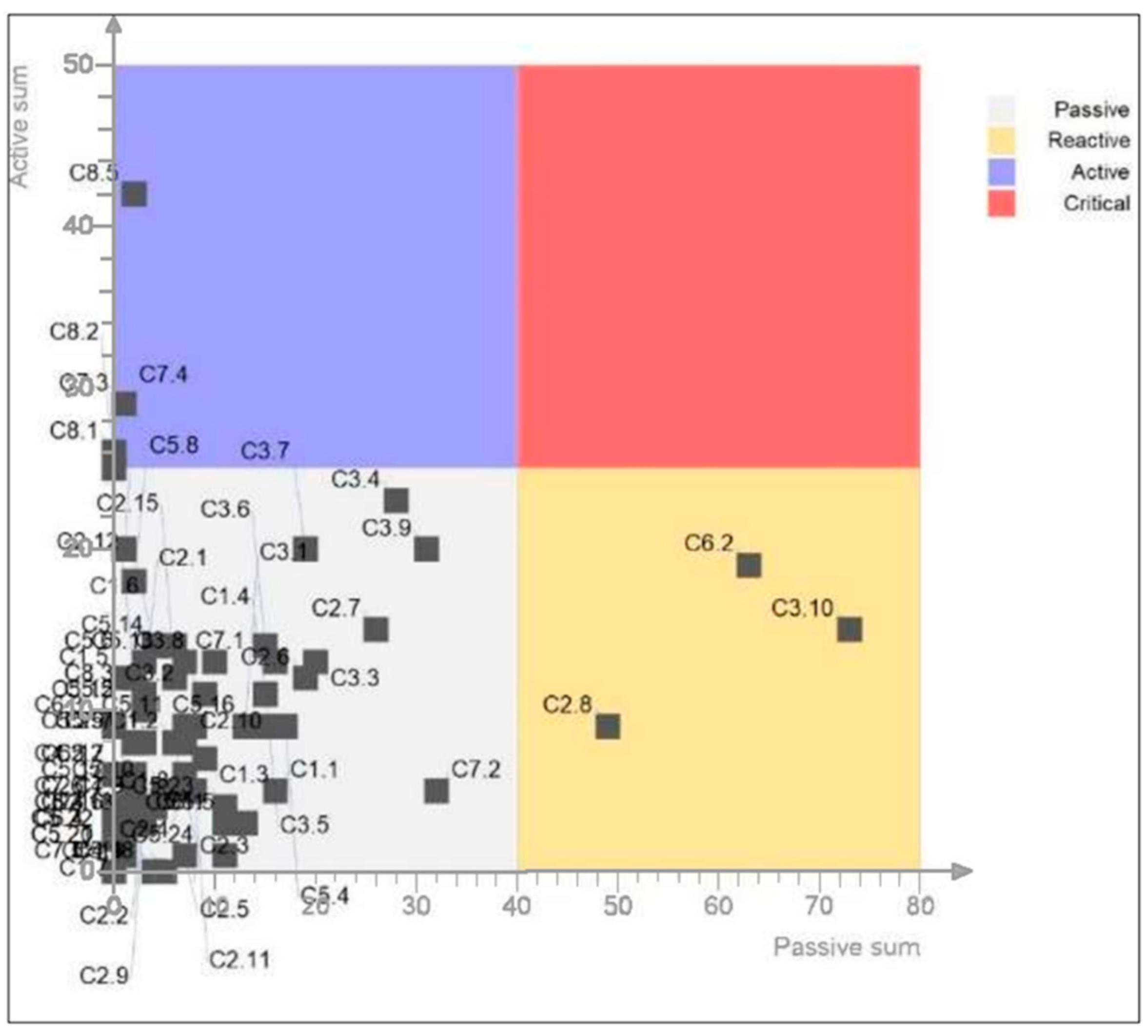
Figure 5.
CTQ Engineering bottlenecks.
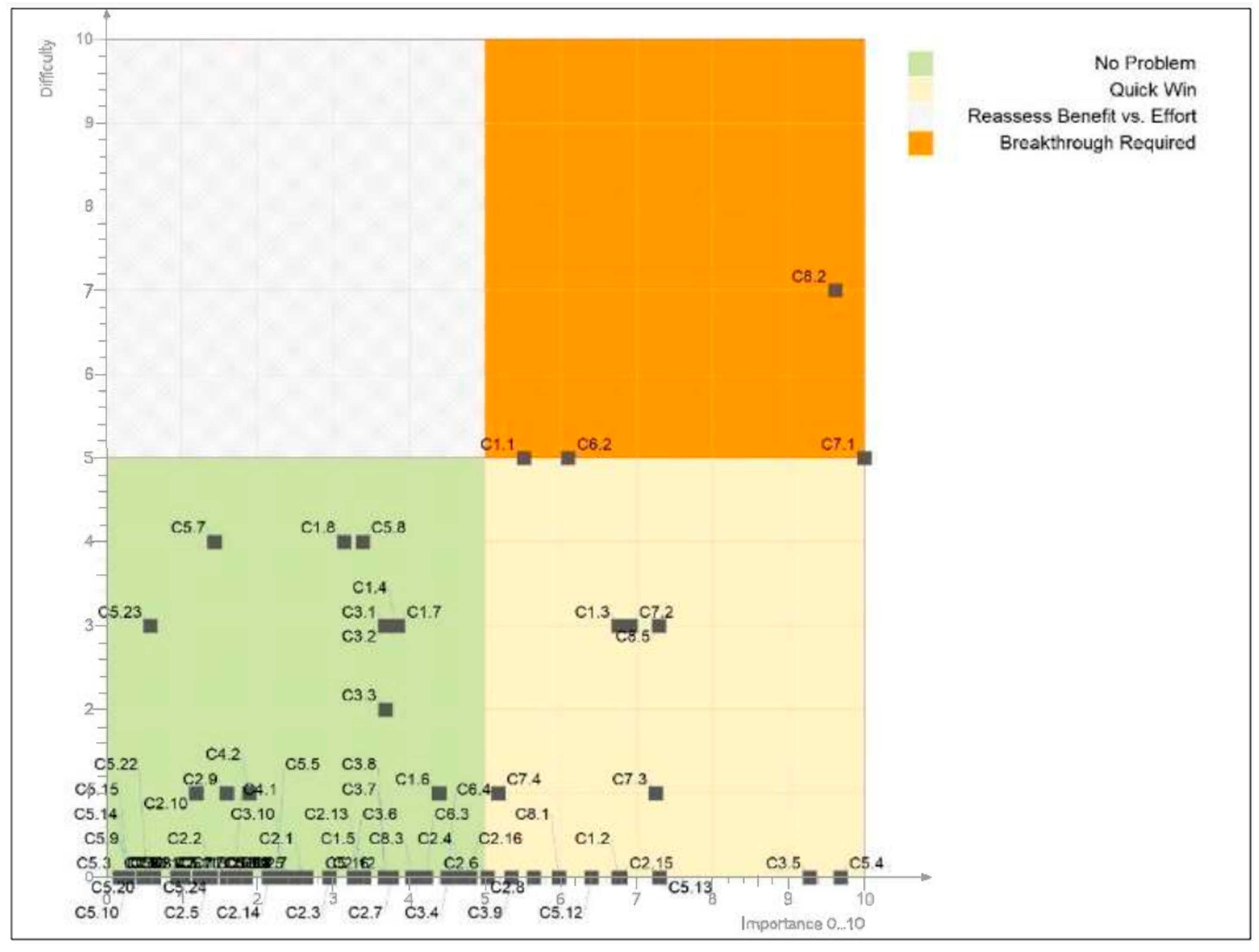

Table 1.
Example for definition of CTQs.
| VOC 1.1 | CTQ 1.1 | CTQ 1.5 |
|---|---|---|
| Handlebar grips should not wear out | Mean Time to Failure (MTTF) [hours] | Density of handlebar grips rubber [Shore A] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



