
Submitted:
10 January 2023
Posted:
12 January 2023
You are already at the latest version
Abstract
Pyrolysis has been applied in the human economy for many years, and it has become a significant alternative to the production of chemical compounds, including biofuels. The article focuses mostly on recent achievements in the technical and processing aspects of pyrolysis. This review provides an overview of the recent advanced pyrolysis technology used in gas, bio-oil, and biochar production. The key parameters to maximize the production of specific chemical compounds were discussed and considered during the construction of the reactors. The emphasis is put on optimizing the process parameters, technical requirements, and renewable energy use in the process and conception to improve the efficiency of product production. The application of pyrolysis gas, oil, and biochar as valuable chemical compounds are related to the intensifying effects of climate change, biofuel production, and waste management in accordance with the principles of sustainable development.
Keywords:
pyrolysis
; pyrolysis reactors
; bio-waste
; biofuels
; biochar
; pyrolytic gas
1. Introduction
In the 1970s, attention was drawn to the increasing need for sustainable development, so that is an appropriate production and consumption system that would consider the challenges of climate change, efficient use of resources, and reduction of environmental impact. The basis for such an in-depth approach was the Club of Rome Report, which introduced the concept of “limits to growth” and according to which the world was threatened with an ecological catastrophe and depletion of key natural resources. In 1972, the United Nations Conference was held in Stockholm, and it was the place where the term “sustainable development” was used. The bioeconomy has been defined as an economy that is based on natural renewable resources dedicated to the production of food, energy, goods, and services [1,2].
From the point of view of biomass used for energy purposes, there are three secondary energy carriers important – electricity, heat, and transport fuel (in its liquid and gas forms). The first two carriers conventionally refer to bioenergy, and the third to biofuel. The application of different technologies allows biomass to be converted to each of these carriers, and at the same time, each of the carriers can be used interchangeably. For example, transport fuel can be used to supply an electricity generator or boiler, and electricity can be used to supply vehicles. In order to distinguish the sectoral use of biofuels, it is assumed that liquid biofuels are fuels used in transport, and bioliquids, as well as solid and gaseous biofuels – are fuels used to generate electricity and heat [1,2].
The production process of 1st generation biofuels has been questioned, mainly as a result of the conflict with food production and adverse environmental effects related to an indirect land-use change. The above reservations do not apply to 2nd generation of biofuels produced from lignocellulosic raw materials that do not compete with food production and have a potentially marginal degree of impact on land-use changes [3].
Physicochemical transformations and conversions of fuels are processes targeted at the transformation of the chemical energy from a fuel into another type of energy (direct transformation), or the transformation of fuel from one form into another, which usually allows easier further handling (indirect transformation). An example the direct conversion is fuel combustion. In turn, the processes of indirect fuel conversion can be divided into:
- pyrolytic processes in which the main factor of the changes taking place is the heat supplied to the processed fuel [4,5],
- oxidative processes where the main factor causing the fuel conversion is both free and chemically bound oxygen (e.g. in the form of CO2 or H2O),
- hydrogeneration processes in which hydrogen is the main factor causing fuel conversion [6].
The process of waste biomass pyrolysis allows for obtaining of many chemical compounds (2nd generation biofuels) [7]. The three most common fractions involve gaseous [8], liquid (often called bio-oil) [9], and solid (biochar) [10]. Optimization of the pyrolysis process allows obtaining the desired products that are applied in the chemical industry, energy, and transport [11,12].
The war in Ukraine caused major perturbations in the fuel market, leading to a large price increase. Biofuels obtained in the pyrolysis process can partially fill the gaps in the fuel market. A country developing pyrolysis technology will be energy independent to a large extent.
The aim of the review was to present the latest research on the process of waste biomass pyrolysis to fuels production. The paper describes the mechanism of the pyrolysis process, composition, and properties of the obtained fractions: pyrolysis gas, bio-oil, and biochar. Additionally, the technical aspects of the pyrolysis process were mentioned, with particular attention to the construction of the reactors.
The authors tried to make most of the cited articles come from the last 2-3 years. As a result, this article contains the latest information on the development of pyrolysis of waste biomass in the world. In addition to the ”typical overview”, a chapter was added on the latest research, often only preliminary perspectives, as well as on the possibilities of further development of this technology.
2. Pyrolysis processing and technology of biomass
The process of biomass pyrolysis consists of the following stages: receiving and storing the raw material, pre-treating the raw material (e.g. drying, grinding), the proper pyrolysis in a suitable reactor, separating the solid residues (carbonizate and ash), cooling and condensing the vapors, and collecting bio-oil. Prior to condensation, the pyrolytic vapors may be catalytically reformed to achieve selectivity for the preferred product. Part of the gaseous product may be burned to obtain heat for the raw material pretreatment (e.g. drying) [13].
It is virtually impossible to clearly define the pyrolysis mechanism for all types of waste [14,15]. Waste is a group of materials with extending diversity in terms of types of chemical substances, therefore, the mechanism of pyrolysis of various wastes has become the subject of much research and scientific works [16,17]. The easiest way to comprehend the pyrolysis mechanism can be presented in the wood waste example. The mechanism of wood pyrolysis at low heating rates – i.e. in conditions commonly used in biochar production systems, includes the following stages:
- when the temperature of the wood rises from 145 to 165 °C, water is released which is not chemically bound to the organic matter of the wood (absorbed water),
- with a further increase in temperature from 245 to 265 °C, water chemically bound in the cellulose structure and the release of CO2, CO, and small amounts of condensing acetic acid and methanol vapors, also begin to emit small amounts of wood tar,
- above 265 to 275 °C, the process becomes exothermic, with the strong release of methanol, acetic acid, acetone, lighter hydrocarbons, wood tar, and small amounts of hydrogen; the amount of CO2 and CO released decreases,
The pyrolysis process covers mainly waste materials from food processing, agriculture, and forestry. The source of raw materials consists, therefore, the wood biomass (chips, branches, bark, shavings, and woody plant stems), agrarian biomass (luerna, giant miscanthus, millet, cereal straw, fruit residues, seed shells, bagasse, food waste), water biomass – algae, animal biomass (e.g. poultry processing waste), sewage sludge, waste from the paper industry [19,20].
It is believed that in the process of pyrolysis of wood it is possible to obtain the same products as the ones that would be formed during the separate thermal decomposition of its three main components – cellulose, hemicelluloses, and lignin (Figure 1) [21]. Their decomposition takes place at different temperature levels: hemicellulose – 200÷260 °C, cellulose – 240÷350 °C, lignin 280÷500 °C. The course of the decomposition also depends on the reaction atmosphere, pressure, and composition of the input material. As a rule, increasing the pressure and low heating rates result in an increase in the efficiency of the char (in this case, biochar) [22,23].
Lignin is a complex natural polymer in which individual units contain oxygen functional groups: methoxy, hydroxyl, carboxyl, and carbonyl. The high content of methoxy groups in lignin may hinder the formation of biochar as the pyrolysis temperature increases. This phenomenon is caused by the decomposition of methoxy groups and leads to the formation of low-molecular radicals that can stabilize the macrostructure fragments of lignin and, consequently, limit their polymerization to biochar. The main product of lignin decomposition in the range from 400 to 800 °C are phenols. During the thermal decomposition of methoxy groups, low-molecular-weight products may also be formed, e.g. methane and methanol. Additionally, oxygen groups derived from CO2, CO, or formaldehyde may remain in the side chains [24,25].
Ansari et al., reported [26] the most important pyrolysis reactions obtained as a result of the controlled process. The mechanisms of pyrolysis reactions, such as cleavage of the glycosidic bond of cellulose (by breaking the end and middle chain) were experimentally confirmed, and the reaction of dehydration of cellulose (or glucose) derived sugars to levoglucosan and indirect conversion of anhydrosugar into furans. The breakdown of hemicellulose into individual chemical compounds (formaldehyde, xylose, acetic acid, acetaldehyde, and acetone) and non-condensing gases are presented. Then, the thermal breakdown of lignin into syringes and guaiacol as well as non-condensing gases by decarbonylation, decarboxylation, and demethylation reactions have been discussed. It was found that the naturally occurring metals in biomass showed both catalytic and anti-catalytic activities in pyrolysis reactions; some catalysts such as Mg2+ and Ca2+ favored the formation of volatile products, while others (ie Na+) favored the production of decolorizing carbon.
The TG-FTIR-MS spectra showed [27] that the concentrations of volatile substances were in the sequence CO> CO2> aliphatic C–O–(H) >C–O– (C) in esters> aromas> H2O> phenolic hydroxyl> aliphatic hydrocarbons> CO, peaking at around 410-433 °C. The result of in-situ FTIR deconvolution indicates that dehydration of the PS hydrogen bond network started below 250 °C and played a key role in weakening the bond strength in the degradation of macromolecular structures. It was also observed that the formation of aromatic and CO ring groups was favored by intramolecular OH dehydration and condensation reactions with the removal of C–Hn groups at 150-250/260 °C, and the OH and C–H groups were positively correlated. Moreover, the transformation temperatures of various C–O groups suggested that the aliphatic C–OH and C–O–C groups were weaker than other C–O groups. At 500 °C, most of the oxygen-containing functional groups in the PS matrix were eliminated.
Table 1 presents data characterizing the individual types of pyrolysis [28,29]. The composition of pyrolysis products varies depending on the chemical composition of the biomass and the conditions in which the pyrolysis process takes place. Moreover, fast or instant pyrolysis is applied in order to maximize the oil or gas process of production.
- The biofuels production in the pyrolysis processes
The composition and quantity of products obtained from the process of biomass pyrolysis depend on the composition of the fuel, its physical and chemical properties, as well as the process temperature and heating rate. The low temperature of the pyrolysis process (at a heating rate <50 °C/min) increases the amount of the produced char [33]. Moreover, Zhao et al. [34] found that the optimal value of the heating rate equal to 5 ° C/min can be indicated, at which the production of the char is the highest. The reduction of the heating rate (10-200 °C/s) makes the liquid phase dominant over the products of the pyrolysis process.
The conventionally used pyrolysis process, where the temperature increase takes place slowly, has been used for thousands of years and its main product was biochar. Normally, in the slow pyrolysis process, the biomass is heated to about 500 °C. The residence time of the vapors in the reactor ranges from 5 to 30 minutes. The long residence time of the particles in the chamber causes the secondary conversion of the originally formed products. The gas-phase components come into reaction with each other and as a result, they form a solid-carbon phase and a liquid phase [35]. The rapid pyrolysis process is a high-temperature process in which the biomass is heated at high velocity without any air access. The products obtained from this process include gaseous products, aerosols, and carbonized residue. Consequently, having obtained the process of cooling and condensation of the gas phase and aerosols, a brown liquid is developed, the calorific value of which is half that of traditionally obtained diesel fuel. Another feature of the discussed fast pyrolysis refers to careful control of the process temperature, which ranges between 450 and 900 °C. The third feature of the fast pyrolysis is the short residence time of the vapors appearing in the reactor (less than 2 seconds).
According to the above, the fast pyrolysis process presents a similar temperature range to the slow pyrolysis process but has a higher liquid yield (up to 75%), which contributes to high biofuel production. The main reason for this phenomenon is the shorter duration of the process itself. The flash pyrolysis process requires high temperatures of up to 900 °C, and the high heating rates of about 1000 ° C/s, as well as the shortest reaction times – less than 1 s [36].
The works on the biomass pyrolysis process also discuss the influence of the carrier gas on its efficiency. The pyrolysis takes place in an atmosphere of inert gas, including N2, H2, CO2, CH4, or water vapor. The process of biomass pyrolysis in various gases has been investigated by Zhang et al. [37]. Their study revealed that there was a close relationship between the yield and composition of individual fractions and the carrier gas used in the process. The CO2 atmosphere resulted in a lower yield of solid residue compared to the other gases. In addition, a lower proportion of CO2 was noted than when N2 was applied as carrier gas. Additionally, the CO2 atmosphere resulted in the highest concentration of acetic acid in liquid products.
According to thermogravimetric analysis, there were no significant differences in the pyrolysis behavior of brewer’s spent grain under argon, nitrogen, and CO2 with a heating rate of 5 °C/min. The maximum conversion of samples reached almost the same temeperature level of 284 °C for each gas. Analyzing oil composition it was discovered that the most dominant group of organic compounds were acids with a maximum content of 68% at 600 °C under an argon atmosphere. The presented analysis showed the correlation between the content of acids and the carrier gas as follows: Ar> N2> CO2. At 600 °C and 700 °C, fewer acids could be obtained in the case of CO2 relative to inert gases. Additionally, the highest content in the oil was hexadecanoic acid, and it could be a result of the degradation of fats. CO2 promoted a lower concentration of this compound in the oil at the level of 600 °C and 700 °C. The inert atmosphere did not influence the yield of N-containing compounds in the oil. At temperature levels of 600 °C and 700 °C, argon provided a higher amount of these compounds. According to the results, it is worth considering CO2 as the carrier gas in char production via the intermediate pyrolysis process. Char obtained under CO2 is characterized by the highest carbon content. Additionally, CO2 is used, which indirectly may lead to a decrease in CO2 in the environment [38].
Then, Bieniek, et al. [39] researched the effect of biomass particle size on the yield of pyrolysis products. It was found that the small particles promoted cracking of the intermediates in the pyrolysis reaction, resulting in greater production of H2 and CO and less CO2. The spherical shape of the biomass particles resulted in a lower gas yield compared to the process in which flat or cylindrical particles were pyrolyzed.
In addition, Xu and Gholizadeh [40] obtained the softwood char for the tests was characterized by fine graining. The average grain size was only 0.50 mm, and the number of fractions below 1 mm accounted for over 84% by weight. The average grain size for the coke breeze was 1.45 mm, with almost 60% of fractions below 1 mm. The carbon content in the char was at the level of 75%, and 81% in n the coke breeze. The char practically did not contain any harmful sodium, chlorine, zinc, or copper. The sulfur content was also at the low level, 0.33%. compared to 0.9% in a coke breeze.
Niesler et al. [41] proposes an integrated process of biomass pyrolysis and gasification (SPBG). The content of H2 increased by 6.22% owing to the synergistic action of the S and S-volatile vapor. It needs to be stressed that the free radicals modified the reaction system, facilitating dehydrogenation with condensation and the formation of new functional groups. In addition, a synergistic effect converted N from nitriles to amines which then condensed to N-PAHs. If the wet sludge moisture was in the range of 30-70%, more H2 and a higher calorific value of the product gas could be obtained.
Bio-oil is a mixture of condensable volatiles and is produced by the pyrolysis of biomass [42]. The production of biofuel from bio-oil via hydrotreatment received considerable attention from both the research community and industry. However, for the effective conversion of bio-oil to biofuel, there was one key challenge that had to be overcome and it is the coke formation. The process is developed especially at high temperatures. Coke was formed both because of the presence of abundant organics in bio-oil with their reactive oxygen-containing functionalities and the heavy organics with large molecular structures. Pyrolytic lignin (PL), derived primarily from the pyrolysis of the lignin fraction in biomass, is a major component of the heavy organics in bio-oil. It is important to acknowledge the properties of PL for solving the issue of coke formation during the polymerization/cracking of PL process and for further utilizing PL for the production of chemicals, biofuels, and carbon materials. In the article, the progress toward understanding the properties of PL, the separation of PL from bio-oil, and the conversion of PL to other value-added products (i.e., biofuels, chemicals such as phenolics, aromatics, hydrogen, and radical scavengers, antioxidants, resins, carbon materials, and binders) have been discussed, and techno-economic assessments of various routes for PL conversion have discoursed. Suggestions have been provided for taking further steps in each PL application, and the potential challenges have been analyzed and thoroughly discussed.
2.1. Pyrolytic gas
Nevertheless, the gas mixture obtained in the pyrolysis process mainly contains CO2, CO, H2, CH4, C2H6, and C2H4 and small amounts of gases such as C3H8, NH3, nitrogen oxides, sulfur oxides, and alcohols with a low carbon number. The typical energy value of pyrolitic gases is 10 to 20 MJ/m3. Before the practical use of pyrolysis gas, the elimination of undesirable components such as tar, dust, aerosols, water vapor, HCN, NH3, and H2S is required [43].
Pyrolytic gas has many potential applications, such as direct application to the production of heat or electricity (e.g. gas combustion in spark-ignition and diesel engines). In addition, the gases obtained are often used for auto-feeding pyrolysis reactors operating in a continuous system for preheating the inert gas in the chamber, or they can play the role of carrier gas in pyrolysis fluidized bed reactors [13].
Additionally, methane, and above all biomethane, constitute an important and future energy carrier. Zhang et al. [44] proposed a new approach to the direct synthesis of methane-rich gases from reed pyrolysis performed under atmospheric pressure. Ni catalysts embedded in cane biocarbon were used. It was found that nickel catalysts supported by biochar performed better than cane catalysts supported by biochar from seawater. It was noticed that it was influenced by: homogeneous Ni dispersion, large specific surfaces, and appropriate Ni-biochar interactions.
2.2. Pyrolitic oil
For further explanation, pyrolltic oil is also referred to as bio-oil, pyrolysis liquid or tar, liquid wood or wood oil [45]. The oil itself as a condensation product of volatile substances is a dark brown organic liquid, which in its composition contains significant amounts of water (usually 15-35% by weight) and numerous organic compounds such as acids, alcohols, ketones, aldehydes, phenols, ethers, esters, sugars, furans, alkenes, nitrogen compounds, as well as a small particles of solid particles. Thus, before its application in engines, it is necessary to refine the pyrolysis oil. Currently, the production of liquid transport fuels from bio-oils is possible thanks to the developed technology of catalytic cracking and under-high pressure hydroprocessing. The potential application of pyrolysis oil is its use for the production of valuable chemical compounds, including food flavors or phenols for the production of resins, fertilizer, and pharmaceutical additives [46,47].
Several dozen organic compounds have been identified in pyrolysis oil – the most important of them are presented in Table 2 [28].
Bio-oil, after separating the carbon residue, can be used to drive diesel engines without additives facilitating self-ignition. Bio-oil can also play an intermediary role in obtaining valuable chemical compounds through their selective extraction. The carbohydrate fraction can be used to extract hydroxyacetaldehyde, hydroxyacetone, or levoglucosan, and the phenolic fraction can be used in the synthesis of phenolic resins.
Thus, in the presence of the termite hill catalyst, the pyrolysis of peanut shells brought a change in the nature and chemical composition of the bio-oil, when compared with the bio-oil obtained from the pyrolysis of solitary peanut shells, i.e., C4–C31 hydrocarbons were detected for catalytic pyrolysis [48]. The major hydrocarbons detected include 1-(4-hydroxy-3-methoxyphenyl)-propanone, tetrahydro [2,2’]bifuranyl-5-one, 1,2-benzenediol, cyclopropyl carbinol and 1-(4-hydroxy-3- methoxyphenyl)-ethanone. Hence, it was revealed that the termite hill played an effective role as a catalyst for improving the quality of the oil.
Nisar et al. [49] have undertaken the refining of bio-oil to the fractions of gasoline, diesel fuel, and heavy hydrocarbons in the process of fast pyrolysis thermal pyrolysis (TFP) and catalytic pyrolysis (CAT). The obtained results depicted that the use of waste gases from the pyrolysis process for the production of synthetic natural gas with an external hydrogen source can provide up to 48.2% (TFP) and 61.2% (CAT) reduction in the use of biomass resources. So, it was a significant improvement in the carbon efficiency of hydrogen-enhanced designs that created the savings. Although the CAT process had a lower biofuel efficiency than the TFP process, it presented a higher hydrogen upgrade potential and achieves a higher biofuel efficiency than TFP when fully enriched with hydrogen from the outside.
Shen et al. [50] performed the catalytic pyrolysis of rice husk (RH) with various potassium compounds (ie KOH, K2CO3, and K2C2O4) for the production of biofuels and porous carbons. The process of decomposition of biomass took place at a lower temperature, which was influenced by potassium compounds, in the following order KOH> K2CO3> K2C2O4. Due to the rapid pyrolysis of RH with potassium compounds, the number of organic compounds was significantly reduced. More hydrocarbons (e.g. long-chain alkanes, benzene) were generated by in situ catalytic upgradings (e.g. deoxidation) of bio-oil. The pyrolysis of biomass with potassium compounds was also able to accelerate the production of unsaturated aliphatic hydrocarbons. In particular, the pyrolysis of RH with K2C2O4 could result in bio-oil with a high content of hydrocarbons and a low content of oxidized compounds (e.g. phenols or acids.)
Then, Fan et al. [51] have performed non-thermal synergistic plasma catalysis (NPSC) in order to improve the vapor pyrolysis of biomass for the preparation of biofuels. The effect of three-way catalysis (non-thermal plasma, HZSM-5 body, and modified components) on bio-oil improvement performance and catalyst stability was investigated. The bio-oil yields decreased, but the physicochemical properties of the obtained chemical compounds further improved.
Kumar et al. [52] performed the extraction of biofuel from Martynia annua seeds in the process of slow pyrolysis and tested this biofuel for use in a diesel engine. The physicochemical properties of the obtained biofuel were tested. The suitability of mixing biofuel with diesel fuel was determined. The pyrolysis process was carried out in a fixed bed batch reactor with an electric heater after the sample had been subjected to the pre-treatment process. Next, the pyrolysis process was carried out at a temperature of 650 °C with a particle size of 250 μm and a reaction time of 3 hours. The produced biofuel was tested in a diesel engine environment in various proportions with diesel fuel. It was found that the biofuel obtained by pyrolysis of Martynia annua seeds can replace diesel fuel up to 40% in an unmodified diesel engine without major changes in efficiency and emissions.
It requires stressing that the heat necessary for the pyrolysis process can be transferred to the converted fuel directly (so-called allothermal pyrolysis) or indirectly (autothermal pyrolysis). The temperature and rate of heating also affect the composition of the pyrolysis products. Armer, et al. [53] observed an increase in the proportion of carbon and a decrease in the amount of oxygen and hydrogen in the char with an increase in the temperature of the process. In addition, it has been found that an increase in temperature results in a higher acid content in the liquid pyrolysis products.
However, much research concerns the use of catalysts in the pyrolysis process to improve the quality of the produced liquid phase, mainly by removing O2, so that it could potentially be an alternative to liquid fossil fuels [54]. For this purpose, the following metal oxides are applied: Al2O3, SiO2, ZnO, K2O, MgO, CaO, La2O3, CaO, and MgO.
Zhang and Sun [55] have examined the process of ketonization of vapors obtained in the process of biomass pyrolysis on the CeO2 catalyst. The analysis of TG-MS and TG-GC/MS detected that bagasse was suitable for ketonization owing to the high content of hemicellulose and cellulose. Additionally, it was found that temperature of 380 °C was favorable for the ketonization of bagasse with a maximum ketone yield of over 34%. Therefurmove, it was advantageous for the production of ketones to introduce an appropriate amount of metal elements into the treated seawater.
Table 3 summarizers the properties of bio-oil obtained by different upgrading methods. The highest yield (86.87%) of biofuel was found for pyrolysis of palm shells at 700 °C, process duration: 20 minutes and in the presence of Amberlyst15 catalyst.
2.3. Biochar
Biochar and its use is definitely not a new solution – it has been used in agriculture worldwide for centuries. However, in recent years, its properties and potential applications have become “rediscovered” and now it cannot be denied that the traditionally known carbonate, in response to contemporary needs and applications in the field of environmental protection, has gained a new “brand” and functions as biochar [71]. Due to its physicochemical properties, such as a high content of stable organic carbon and mineral substances, significantly developed porosity, and specific surface area, biochar can be successfully applied: in bioenergy as a renewable fuel; for soil carbon sequestration; in the composting process as a structural material or additive limiting the emission of ammonia; in the production of organic fertilizers based on biochar; to improve the properties of agricultural soils; for removing pollutants from water solutions, municipal and industrial wastewater, and process gases; in the remediation of soils contaminated with organic and inorganic compounds, and to reduce the pollution of groundwater and surface waters through the retention of, nutrients in the soil [72].
Additionally, the use of biochar in environmental protection brings many benefits, including the possibility of replacing fossil fuels with renewable fuels, improving soil properties, e.g. increasing the amount of carbon in the soil or soil water capacity, reducing the use of organic and inorganic fertilizers and plant protection products, and thus the risk of contamination of groundwater and surface waters. The production of biochar from various types of biomass in the pyrolysis process allows for obtaining liquid and gaseous fuels for energy production, and the resulting biochar is a solid renewable fuel used in the energy industry [73].
There is a wide range in the application of biochars obtained by the low-temperature pyrolysis of lignocellulosic biomass wastes. Depending on their physical and chemical properties, they can be significantly utilised in the energy sector, as a substrate for the active carbon production, and finally as a sorbent for pollutants. The obtained biochars had a significant increase in carbon content (up to c.a. 70% of C) and a lower O/C ratio [74].
This study has investigated the pyrolysis of date palm seeds in a fixed-bed pyrolyzer at varying heating rates of 2.5, 5, 7.5, and 10 °C/min to produce biochar. The final analysis of the date seed powder revealed that carbon, hydrogen, and oxygen were present primarily in the lignocellulosic structure, which consisted of 33.1% cellulose, 24.3% hemicelluloses, and 22.6% lignin. The conversion rate profiles indicated that the complex degradation of the date seed during pyrolysis occurred in the active pyrolysis zone [75].
Duan et al. [76] have optimized the pyrolysis temperature of peanut shells. The obtained biochar was modified with HCl in order to obtain a better pore structure and surface properties of the biochar. The study presented that peanut shells could be widely used as raw materials and catalysts for the production of chemicals, obviously with a high added value.
Table 4 summarizes the characteristics of biochar (activated carbon) from raw biomass with various preparation methods [77].
In the technology of removing chromium ions from aqueous solutions, biochar adsorbents were becoming more and more frequent research objects. The mechanism of removing Cr(VI) and Cr(III) ions using biochar was slightly different from each other. In the case of Cr(III) ions, these are: (i) complexation of Cr(III) ions by oxygen functional groups, (ii) ion exchange, and (iii) electrostatic interactions between positively charged Cr(III) ions and negatively charged biochar surface. In the case of Cr(VI) ions, these were as follows: (i) electrostatic interactions, and (ii) reduction of Cr(VI) to Cr(III) ions through oxygen groups (hydroxyl and carboxyl), which were then complexed on the surface of the biochar [27].
Table 5 presents a summary of the sorption capacities of biochars from various raw materials used for the sorption of Cr(III) ions from aqueous solutions [82,83,84,85].
It cannot be denied that the constantly growing world demand for electricity, caused by population growth, industrial development, and urbanization, forces us to search for efficient alternative energy sources [86]. Mierzawa-Hersztek et al. [87] carried out the pyrolysis of miscanthus straw and sawdust. It was found that pyrolysis reduced the content of volatile compounds, and the calorific value of the obtained biochar was 26.6 M /kg and 23.4 MJ/kg, respectively, for miscanthus straw and sawdust.
Owing to its physicochemical properties, biochar can be applied in composting as a structural material, as well as an additive limiting the emission of ammonia. Composting materials with a narrow C/N ratio results in increased ammonia emissions during the composting process and, consequently, reduced nitrogen content in the resulting compost. Biochar as a structural material in the composting process is able to increase the total porosity, air porosity, and water capacity [88]. Moreover, the addition of biochar accelerated the biodegradation processes and reduced the emission of ammonia by 64%. Then, it was found that biochar can be used as a structure-forming material for composting nitrogen-rich waste.
The analysis of biochar obtained in the pilot plant depicts its energetic suitability in the case of sewage sludge and straw, and as a soil improver or material for forest land reclamation with regard to chaff and straw. Biochar obtained from sewage sludge with a calorific value of about 17 MJ/kg presented appropriate parameters for a good quality fuel for co-incineration in the cement industry and energy, better quality than dried sludge [73].
So far, research has been carried out on the use of biochar from various substrates (e.g. straw, manure, anaerobically stabilized biomass, bamboo, sugar cane, hickory tree, etc.) to remove e.g. pharmaceutical residues such as endocrine disruptors or bacteriostatic antibiotics (e.g. sulfamethoxazole) from sewage, and copper, mercury, nickel, lead, cadmium and chromium from aqueous solutions or municipal sewage, pesticides such as e.g. carbaryl, atrazine, simazine, acetochlor [89].
Soil contamination with organic and inorganic substances has become increasingly popular in many regions of the world, posing a threat to living organisms and human health [90]. For this reason, new, effective and cheap solutions for in situ remediations are sought, which would enable the natural removal of toxic and harmful substances from soil, while revitalizing the soil ecosystem and stimulating plant growth. Such a solution could be the addition of biochar to contaminated soils. It has been estimated that organic pollutants in soils undergo sorption processes on biocarbon twice as fast as on naturally occurring organic matter [91].
Biochar introduced into the soil allows for long-term storage of the carbon element. It has also been estimated that the addition of biochar to the soil at a dose of 13.5 Mg/ha (which is 3% of the upper layer 30 cm deep) ensures carbon storage for at least two centuries [92]. Moreover, the carbon stored in the soil remains chemically stable for millennia. If 10% of the world’s biomass resources were converted to biochar with a process efficiency of approx. 50% and obtaining 30% of energy from volatile substances, carbon sequestration in the amount of 4.8 GtC/year would be possible, which is approx. 20% of the current annual growth in the amount of atmospheric carbon (i.e., 4.1 GtC/year) [92,93].
3. Pyrolitic reactors – the technical aspects and influence on the process
Along with the existing interest in pyrolysis technology, many reactor designs have been studied to optimize pyrolysis efficiency and enable high production quality of bio-oil. However, each type of reactor possesses some specific characteristics, some types of them have limitations and others have advantages in obtaining biofuels [92].
The fixed bed pyrolysis reactor included a gas cooling system and a cleaning system. Fixed bed reactor technology ia a simple, reliable, and proven for fuels that are uniform in size and low in impurities. In this type of reactor, the solid moves down a vertical tube and contacts the gas stream in countercurrent. Fixed bed reactors generally operate with high coal efficiency, long solids residence time, low gas velocity, and low ash transfer [92].
Li et al. [94] investigated the pyrolysis of date palm seeds in a fixed-bed pyrolyzer at varying heating rates of 2.5, 5, 7.5, and 10 °C/min to produce biochar. The final analysis of the date seed powder revealed that carbon, hydrogen, and oxygen were present primarily in the lignocellulosic structure, which consisted of 33.1% cellulose, 24.3% hemicelluloses, and 22.6% lignin.
Fluidized bed reactors seems to be popular for fast pyrolysis as they provided fast heat transfer, good pyrolysis reaction, and residence time control, large liquid-solid contact area per unit bed volume, good thermal transport within the system, and the high relative velocity between the phases of liquid and solid [95,96].
Moreover, the bubble bed reactors (Figure 2) are characterized by rapid heat transfer combined with uniform bed temperatures, these appeared to be the essential attributes of the fast pyrolysis process. Once the appropriate size of the fluidized bed was selected, the gas flow could be designed such that the residence time of the gas/vapor in the void upstream of the bed could be set to the desired value, typically in the range of 0.5-2.0 seconds. Experiments proved that an operating temperature of 500-550 °C in the bed and a residence time of about 0.5 seconds would usually lead to the highest liquid yield [92,96,97].
Moving circulating fluidized bed reactors had similar features to bubble bed reactors, with the exception of a shorter residence time for the char and vapors (Figure 3). This results in higher gas velocity and higher char content of bio-oil compared to bubble fluidized bed reactors. It must be stated here that one advantage was that this type of reactor was suitable for high production capacities, although the hydrodynamics seemed to be more complex. There were basically two types of circulation for fluidized bed reactors: single circulation and double circulations [96,97].
A reactor with a screw conveyor is used to move the raw material in a cylindrical, heated, and oxygen-free tube (Figure 4). The further step of the process involves the passage of the raw material through the pipe heating it up to the desired temperature during pyrolysis in the range of 400-800 °C. Due to the high thermal conductivity of heat carriers, the energy necessary for rapid pyrolysis was transferred to the biomass. The generated vapors are quickly directed to the condensation in order to minimize the reaction time, and the produced char was separated from the heat carrier independently of the thermal decomposition reaction [98,99].
The mechanism of action in the ablative pyrolysis reactor (Figure 5) was compared to “melting butter in a pan”, the melting rate could be greatly accelerated by pressing and sliding it against the heated surface of the pan. In ablative pyrolysis, the heat is transferred from the hot wall of the reactor to the “molten” biomass, which is in contact with it under pressure. As the biomass is moved, the molten layer evaporates. The wall temperature in the ablation reactor is less than 600 °C. The bio-oil yield in the ablation reactor is 70-75% [96,100].
5.1. Reactor heating method
Pyrolysis is an endothermic process and requires a significant amount of heat to raise the temperature of the biomass. There are two important requirements for heat transfer in a pyrolysis reactor:
- the heat is transferred to the reactor by the heat carrier,
- from the carrier, the heat is transferred to the biomass to be pyrolyzed [46].
In fast pyrolysis, biomass particles could be heated in two main ways: gas-solid heat transfer as in a flow reactor where heat was obtained from the hot pyrolysis gas to the biomass particles mainly by convection. Solid-solid, heat transfer took place by conduction. In addition to convection and conduction, heat transfer by radiation also was performed in all types of reactors [46].
The heat to the pyrolysis reactor could be supplied by [46]:
- heat exchange surfaces placed in appropriate places in the reactor,
- heating with fluidizing gas,
- removal and reheating of the bed (sand) in a separate reactor,
- adding some air, which can create hot spots and grow cracks leading to tar formation.
4. Prospects and developments in the pyrolysis technology
It has to be well stressed that the economic development leads to an improvement in the quality and comfort of people’s lives, however, its effect is the constant degradation of the natural environment, the cause of which is the emission of man-made pollutants into the atmosphere and waters surface and underground, and the ground. Increasing awareness of the societies develops the need to protect the environment, and it requires extensive efforts to reduce adverse impacts of human activity on the natural environment [101].
And it is the industry and energy that constitute an extremely important domain of each developed economy and, to a large extent, determine its development. At the same time, they use and influence environmental resources. Awareness of this state of affairs has for several decades resulted in the industry and energy taking a number of organized, pro-ecological activities aimed at irreversible and clear improvement in the functioning of enterprises, resulting in a measurable reduction in the negative impact on the environment. The newly introduced, environmentally friendly technologies are being implemented, including the conversion of waste from biomass in the pyrolysis process [101].
For a long time, traditional incineration or landfilling of organic waste has weakened the resources of soil and water. Food was wasted often. In order to achieve positive ecological effects, it is worth paying more attention to the pretreatment of organic waste and using pyrolysis, to obtain second-generation biofuels [98,101].
The use of waste biomass resources is gaining more and more interest around the world due to the depletion of fossil fuels and concern for the protection of the environment. So, pyrolysis is a process that plays a significant role in the conversion of biomass into chemicals and biofuels. The development of industry and energy requires new chemicals that can be delivered by pyrolysis [101].
The pyrolysis of biomass has become a promising renewable, sustainable source of fuels, petrochemical substitutes, and valuable chemicals. Hence, the growing interest of the world of science and industry in the further development of this biotechnology. Moreover, it can be noted that the number of possible substrates that can be pyrolyzed is constantly increasing and includes different types of waste biomass such as wood waste, energy crops, agricultural waste, food waste, municipal waste, sewage sludge, and sewage, etc. Agricultural waste consisting of fruit peels, rice husks, or corn cobs is an easily available and cheap material used to generate energy and biochar. One of the most valuable agricultural waste is orange peel, which consists mainly of cellulose, hemicellulose, and pectins. Until now, a significant stream of this waste often ended up in landfills, thus it is economically used for the production of chemical compounds and biofuels of the second generation. The pyrolysis process allows for “waste-to-energy”.A specific compound or a mixture of chemical compounds is obtained with ever-greater efficiency and ever-greater purity, which allows for a broad spectrum of pyrolysis product management [98,101].
Additionally, it is visible as great scientific and technical progress in the pyrolysis process including optimizing to obtain higher biofuel yields and lower energy consumption with applying renewable energy resources. Moreover, current and future trends in biomass pyrolysis are developed, e.g. solar pyrolysis, microwave pyrolysis, plasma pyrolysis, hydrogen production by biomass pyrolysis, biomass co-pyrolysis with synthetic polymers and wastewater, selective preparation of fine chemicals, pyrolysis exotic biomass (coffee grounds and cotton husks), comparison of pyrolysis of algae biomass and terrestrial biomass. The very concrete prospects for the future are being explored, the production of metal catalysts deposited on biochar to remove environmental pollutants, the production of supercapacitor biocarbon materials through one-step single-step pyrolysis of biomass with other components [98,101].
The choice of substrates depends, among others, on physicochemical properties (e.g. water and organic matter content, particle size), potential use (e.g., energy production, agricultural use, and pollution removal), logistic aspects, and the pyrolysis process and along with its parameters [98,101].
Thus, in the future, new materials for the construction of pyrolysis reactors will be introduced, which will allow the process to be optimized. This pre-process will run faster, with greater efficiency, lower energy consumption, and finally cheaper pyrolysis substance production [98,101].
Discussing solar pyrolysis it has to be explained that it purely depends on concentrated solar energy as the source of heat required for biomass pyrolysis reactions (figure 6). Solar energy also upgrades biomass energy. This energy upgrading occurs by storing solar energy in chemical forms in the produced pyrolysis products (biogas, bio-oil, and biochar) [102]. The energy already stored in biomass refers to the energy produced when this biomass is burned conventionally in the presence of oxygen. A high yield of gas was produced by solar pyrolysis from a group of agricultural residues and forest by-products, namely pine sawdust, peach pit, grape stalk, and grape marc (squeezed grape residue). Factors affecting the yield of gas were studied, including the type of biomass, temperature (800-2000 °C), and rates of heating (10-150 °C/s). Gas yield increased with increasing the amount of cellulose and hemicellulose contents in biomass. Higher temperatures increased the gas yield. Also, higher rates of heating favored gas formation. Pine sawdust produced 63.5 wt% of gas by solar pyrolysis at 2000 °C and a rate of heating of 50 °C/s [103,104,105].
Table 6 presents the summary of solar simulated biomass pyrolysis.
Thus, on one hand, the pyrolysis products are a consists a good alternative to using instead of fossil fuels, particularly in the adsorbents industry. On the other hand, combining hydrogen production with solar pyrolysis would be the most environmentally friendly process in the near future. As green hydrogen is an intensively developed fuel, the full-scale hydrogen production during the pyrolysis process can help to reduce climate change caused by CO2 emissions [111].
In vehicles, biohydrogen can be applied as fuel in two ways. First, to generate electricity in fuel cells (when it combines with oxygen, only energy and clean water are created). Second, to power internal combustion engines as fuel.
In the near future, the pyrolysis process can be combined with the production of energy from renewable sources (RES). Surplus energy from RES can cover the energy needs of the pyrolysis process. The development of RES and pyrolysis will increase energy and fuel security [112].
There are numerous advantages referring to RES, which make the ongoing energy transformation not only a necessity but also a real benefit for the economy, society, and the environment. While all non-renewable energy sources: coal, gas, or oil, will terminate one day and their further extraction will not be possible anymore, the concept of the RES is a constant and reliable source that appears not to run out. Thanks to that, we can rely on a safe and predictable energy supply, without any significant risk. The energy transformation will continue as more and more countries are choosing to switch substantially or completely to obtaining energy only from RES [112].
The main difference between the process of conventional pyrolysis and microwave pyrolysis is the method of heating the raw material [112] (figure 7). In the classical heating, the heat is transferred from the surface of the material to its center by convection, radiation, and conduction. It is a relatively slow process and requires good grinding of the raw material. Microwave heating, on the other hand, is the process of converting electromagnetic energy into thermal energy. Microwave energy induces molecular motion through the rotation of the dipoles and the migration of joins. Microwave heating is non-contact, fast, and covers the entire volume, so heat is generated in the entire volume of the material particle. In addition to this, microwave heating is selective, which means that not all materials will behave the same in a microwave field. The most susceptible to microwaves, and thus to heating, are dielectric materials, e.g. water, and methanol. These types of materials are referred to as microwave radiation absorbers. Materials that do not exhibit dielectric properties will reflect or transmit microwave radiation without being heated. Thus, raw materials that completely or partially absorb microwave radiation can be subjected to microwave pyrolysis, thanks to which it is possible to heat them [112].
Possible methods of heating the pyrolysis reactor are shown in figure 7.
Recently, high hopes are associated with algae (microalgae, algae) (sometimes referred to as 3rd generation biofuel) [113]. Algae are a group of thalli organisms, most often self-nourishing, living in an aquatic environment or in humid places. In the aspect of alternative fuels, algae are miniature biological “factories” that, through photosynthesis, convert CO2 and sunlight into biomass rich in minerals.
The third-generation biofuels address this issue by using aquatic biomass, such as microalgae or macroalgae as feedstock. High lipid content, fast growth rate and low land demand make algae a promising third-generation energy crop [114].
Algae biochar generally has a higher extractable inorganic content nutrients (Mg, Ca, K and P) than lignocellulosic biochar. This composition is beneficial for soils, which is associated with higher crop productivity [115]. Algae biochar can be used as an adsorbent to remove inorganic and organic pollutants from wastewater. It is assumed that there are four main mechanisms of inorganic ion removal: surface complexation with functional groups, precipitation, ion exchange and electrostatic interactions [116].
Worldwide, the demand for electric vehicles and energy storage is growing and will continue to grow. Capacitors can be an alternative to lithium-ion batteries. Their advantages include a very high charging speed, high efficiency and low operating costs. The electrochemical properties of biocarbon electrodes from algae are determined by the type of algae and the conditions used during its bioconversion. As a rule, the surface of algae biochar is usually relatively small, which makes it suitable for use in supercapacitors [116,117]. Table 7 shows examples of recent developments in supercapacitors derived from algal biochar.
The study of the microwave pyrolysis process, in which the raw material was freshwater algae Chlorella sp., was conducted by Li et al. [97] (table 8). Algae were grown on a pilot scale in special photoreactors. Before starting the pyrolysis, the algae paste containing about 85% water had been dried. As the algae paste poorly absorbs microwave radiation, it was mixed with the char obtained from the first pyrolysis experiment. The biomass prepared in this way was subjected to pyrolysis at various microwave heating powers of 500 W, 750 W, 1000 W, and 1250 W, which corresponded to the process temperature of 460 °C, 570 °C, 600 °C, 625 °C, respectively. The volatile components of the reaction were cooled in five condensers with the help of cooling water, and the non-condensing gases were collected in special gasbags. The pyrolysis time was 20 minutes.
Sun et al. [126] showed that until now, most of the research has been conducted using hybrid or direct microwave heating. In indirect heating, on the other hand, biomass particles are heated mainly by contact with heated surfaces or high-temperature absorbents. Compared to hybrid or direct heating with pure biomass particles or a mixture of sorbent and biomass particles, indirect heating can provide a high heating rate. In the future, microwave absorption and heat transfer between microwave absorbent and biomass particles should be studied to understand the temperature profiles of different heating modes and their effect on reactor efficiency [127].
Wang et al. [128] proposed a method of microwave-assisted pyrolysis of wood biomass through the interaction of microwaves and needle-shaped metal. The characteristics of the pyrolysis process were investigated, using pine sawdust and a mixture of biomass components as a material. Moreover, the properties of pyrolysis products with and without microwave-metal interaction were characterized, and the mechanism of microwave-metal interaction on pyrolysis intensification was analyzed. An enhanced pyrolysis process was found which resulted from the increased density of electromagnetic distribution after the introduction of the iron wire into the microwave, and even a microwave discharge occurred at the initial stage.
Haeldermans et al. [129] performed microwave co-pyrolysis of biomass and plastics. The results revealed that microwave co-pyrolysis of plastic and biomass shortened the reaction time and increased the yield of bio-oil (biofuels). In addition, the oxygen content in the bio-oil was reduced and the improvement of the formation of high-calorific components (gasoline and diesel fuel components) was targeted. As a result of the reduction of the oxygen content and the increase of aliphatic hydrocarbons, the chemical energy of the bio-oil increased from 1.76 to 6.40 MJ/kg (50%). The energy recovery efficiency of the microwave co-pyrolysis of cow dung with 50% low-density polyethylene appeared to be more than three times greater than that of cow dung pyrolysis.
The economy of pyrolysis consists of capital cost, production cost, and revenues. As shown in the table, compared to traditional heating pyrolysis, microwave pyrolysis needs higher financial outlays. The main reason is the limited penetration depth of the microwaves, which requires more parallel reactors to achieve equal efficiency to traditional heating pyrolysis [130]. The unabsorbed reflected power can be hazardous to electricity, especially at the end of pyrolysis. Moreover, to guarantee microwave heating efficiency, a multimode cavity requires careful size design. Therefore, the cost of a "classic" reactor is $ 80,574 [131], while the cost of a microwave heating reactor is USD 200,000 [132].
Plasma pyrolysis is one of the technologies which could be opted for disposal of waste. In plasma pyrolysis, high temperature is produced using a plasma torch in an oxygen-starved environment to destroy plastic waste efficiently and in an eco-friendly manner.
Due to its physicochemical properties, such as a high content of stable organic carbon and mineral substances, significantly developed porosity, and, specific surface area, biochar can be successfully used: in bioenergy as a renewable fuel; for soil carbon sequestration; in the composting process as a structural material or additive limiting the emission of ammonia; in the production of organic fertilizers based on biochar; to improve the properties of agricultural soils; for removing pollutants from water solutions, municipal and industrial wastewater, and process gases; in the remediation of soils contaminated with organic and inorganic compounds, and to reduce the pollution of groundwater and surface waters through the retention of, for example, nutrients in the soil. Therefore, the common application of biochar in environmental protection brings many benefits, including such as the possibility of replacing fossil fuels with renewable fuel, improving soil properties, e.g. increasing the amount of carbon in the soil or soil water capacity, reducing the use of organic and inorganic fertilizers and plant protection products, and thus the risk of contamination of groundwater and surface waters. Biochar can be used as a soil structuring material or an additive to waste with high water and/or nitrogen content [133].
The addition of biochar to compost mixtures can reduce ammonia emissions, reduce total nitrogen losses during composting, and increase water absorption and nutrient retention. Moreover, biochar can act as a carrier for microorganisms and constitute a component of biofilters in composting plants. Thus, depending on the chemical composition and physicochemical properties, biochar added to compost mixtures primarily increases their initial air porosity, binds excess water, and provides nutrients and microelements. Therefore, with the above, it is possible to ensure the correct course of the composting process during the composting process. The obtained composts, in which one of the components is biochar, may have additional functional properties, such as improved sorption properties, increased retention of nutrients, increased water capacity, etc. [133].
5. Conclusion
The process of waste biomass pyrolysis allows for obtaining of many chemical compounds (2nd generation biofuels). The three most common fractions involve gaseous, liquid (often called bio-oil), and solid (biochar). Optimization of the pyrolysis process allows obtaining the desired products that are applied in the chemical industry, energy, and transport.
Along with the existing interest in pyrolysis technology, many reactor designs have been studied to optimize pyrolysis efficiency and enable high production quality of bio-oil. However, each type of reactor possesses some specific characteristics, some types of them have limitations and others have advantages in obtaining biofuels.
Pyrolysis products have become a good alternative to use instead of fossil fuels. The waste pyrolysis process brings many benefits that may affect the natural environment, including reducing the consumption of fossil raw materials and reducing the volume of waste in landfills. The optimization of the pyrolysis process by applying various types of waste, newly designed reactors, and integration of the process with using RES means higher biofuel yields and lower energy consumption. The research on the mechanisms of the pyrolysis processes is going to be promised, therefore it will provide access to cheap and clean chemicals that will be widely used in the chemical industry, energy, transport, and agriculture biocircular economy.
Author Contributions
Conceptualization, formal analysis, data curation, writing—original draft preparation, visualization – B.I., Supervision, writing—review and editing – U.K., Writing—review and editing – W.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Igliński B.; Iglińska A.; Kujawski W.; Buczkowski R.; Cichosz M. Bioenergy in Poland. Renewable and Sustainable Energy Reviews 2012, 15, 2999-3007. [CrossRef]
- Igliński B.; Kiełkowska U.; Piechota G.; Skrzatek M.; Cichosz M.; Iwański P. Can energy self-sufficiency be achieved? Case study of Warmińsko-Mazurskie Voivodeship (Poland). Clean Technolology and Environonmental Policy 2021, 23, 2061-2081. https://link.springer.com/article/10.1007/s10098-021-02103-1.
- Baudry G.; Macharis C.; Vallée T. Can microalgae biodiesel contribute to achieve the sustainability objectives in the transport sector in France by 2030? A comparison between first, second and third generation biofuels through a range-based Multi-Actor. Multi-Criteria Analysis Energy 2018, 155, 1032-1046. [CrossRef]
- Kaczor Z.; Buliński Z.; Werle S. Modelling approaches to waste biomass pyrolysis: a review. Renewable Energy 2020, 159, 427-443. [CrossRef]
- Velmurugan V. Review of research and development on pyrolysis process. Materials Today: Proceedings 2022, 49, 3679-3686. [CrossRef]
- Liu R.; Liu G.; Yousaf B.; Niu Z.; Abbas Q. Novel investigation of pyrolysis mechanism and kinetics for functional groups in biomass matrix. Renewable and Sustainable Energy Reviews 2022, 153, 111761. [CrossRef]
- Zhang Y.; Cui Y.; Liu S.; Fan L.; Zhou N.; Peng P.; Wang Y.; Guo F.; Cheng Y.; Liu Y.; Lei H.; Chen P.; Li B.; Ruan R. Fast microwave-assisted pyrolysis of wastes for biofuels production – A revie. Bioresource Technology 2020, 297, 122480. [CrossRef]
- Du Y.; Ju T.; Meng Y.; Lan T.; Han S.; Jiang J. A review on municipal solid waste pyrolysis of different composition for gas production. Fuel Processing Technology 2021, 224, 107026. [CrossRef]
- Haghighat M.; Majidian N.; Hallajisani A.; Samipourgiri M. Production of bio-oil from sewage sludge: A review on the thermal and catalytic conversion by pyrolysis. Sustainable Energy Technologies and Assessments 2020, 42, 100870. [CrossRef]
- Fakayode O.A.; Aboagarib E.A.A.; Zhou C.; Ma H. Co-pyrolysis of lignocellulostic and macroalgae biomasses for the production of biochar – A review. Bioresource Technology 2020, 297, 122408. [CrossRef]
- Hu X.; Gholizaed M. Biomass pyrolysis: A review of the process development and challenges from initial researches up to the commercialisation stage. Journal of Green Chemistry 2019, 39, 109-143. [CrossRef]
- Wang G.; Dai Y.; Yang H.; Xiong Q.; Wang K.; Zhou J.; Li Y. Wang S. A review of recent advances in biomass pyrolysis. Energy Fuels 2020, 34, 15557-15578. [CrossRef]
- Stelmach S. Waste pyrolysis as an element of the circular economy. Publisher: Wydawnictwo Politechniki Śląskiej, 2019, Gliwice.
- Gonnella G.; Ischia G.; Fambri L.; Fiori L. Thermal analysis and kinetic modeling of pyrolysis and oxidation of hydrochars. Energies 2022, 15, 950. [CrossRef]
- Hu M.; Ye Q.; Xue Q.; Li Z.; Wang J., Pan Z. Towards understanding the chemical reactions between KOH and oxygen-containing groups during KOH-catalyzed pyrolysis of biomass. Energy 2022, 245, . [CrossRef]
- Liu Y.; Li K.; Guo J.; Xu Z. Impact of the operating conditions on the derived products and the reaction mechanism in vacuum pyrolysis treatment of the organic material in waste integrated circuits. Journal of Cleaner Production 2018, 197, 1488-1497. [CrossRef]
- Siddiqul M.N.; Redhwi H.H.; Antonakou E.V.; Achilias D.S. Pyrolysis mechanism and thermal degradation kinetics of poly(bisphenol A carbonate)-based polymers originating in waste electric and electronic equipment. Journal of Analytical and Applied Pyrolysis 2018, 132, 123-133. [CrossRef]
- Kan T.; Strezov V.; Evans T.; He J.; Kumar R.; Lu Q. Catalytic pyrolysis of lignocellulosic biomass: A review of variations in process factors and system structure. Renewable and Sustainable Energy Reviews 2020, 134, 110305. [CrossRef]
- Stančić H.; Manić N.; Stojiljiković, D.; Vujanović M.; Wang X.; Duić N. Thermogravimetric and kinetic analysis of biomass and polyurethane foam mixtures co-pyrolysis. Energy 2021, 237, 121592. [CrossRef]
- Lv P.; Bai Y.; Wang J.; Song X.; Su W.; Yu G.; Ma Y. Investigation into interaction of biomass waste with industrial solid waste during co-pyrolysis and the synergetic effect of its char gasification. Biomass and Bioenergy 2022, 159, 106414. [CrossRef]
- Zou J.; Hu H.; Xue Y.; Li C.; Li Y.; Yellezuome D.; He F.; Zhang X.; Rahman, M.M.; Cai J. Exploring kinetic mechanisms of biomass pyrolysis using a generalized logistic mixture model. Energy Conversion and Management 2022, 258, 115522. [CrossRef]
- Phuakpunk K.; Chalermsininsuwan B.; Assabumrungrat S. Pyrolysis kinetic parameters investigation of single and tri-component biomass: Models fitting via comparative model-free methods. Renewable Energy 2022, 182, 494-507. [CrossRef]
- Gouws S.M.; Carrier M.; Bunt J.R.; Neomagus H.W.J.P. Lumped chemical kinetic modeling of raw torrefied biomass under pressurized pyrolysis. Energy Conversion and Management 2022, 253, 115199. [CrossRef]
- Wang S.; Dai G.; Yang H.; Luo Z. Lignocellulosic biomass pyrolysis mechanism: A state-of-the-art review. Progess in Energy and Combustion Science 2017, 62, 33-86. [CrossRef]
- Zhang L.; Tan Y; Cai D.; Sun J.; Zhang Y.; Li L.; Zhang Q.; Zou G.; Song Z.; Bai Y. Enhanced pyrolysis of woody biomass under the interaction of microwave and needle-shaped metal and its production properties. Energy 2022, 249, 123667. [CrossRef]
- Ansari B.; Kamal B.; Beg S.; Khan M.A.W.; Khan M.S.; Al Mesfer M.K. Danish M. Recent development in investigating reaction chemistry and transport effects in biomass fast pyrolysis: A review. Renewable and Sustainable Energy Review 2021, 150, 111454. [CrossRef]
- Liu Z.; Li P.; Chang C.; Wang X.; Song J.; Fang S.; Pang S. Influence of metal chloride modified biochar on products characteristics from catalytic pyrolysis. Energy 2022, 250, 123776. [CrossRef]
- Igliński B.; Buczkowski R.; Cichosz M. Bioenergetics technologies. Publisher: Nicolaus Copernicus University, 2009, Toruń.
- Roy P.; Dias G. Prospects for pyrolysis technologies in the bioenergy sector: A review. Renewable and Sustainable Energy Reviews 2017, 77, 59-69. [CrossRef]
- Homagain K.; Shahi C.; Luckai N.; Sharma M. Biochar-based bioenergy and its environmental impact in Northwestern Ontario Canada: a review. Journal of Forest Research 2014, 25, 737-48. [CrossRef]
- Hornung A. Transformation of biomass: theory to practice. Publisher: John Wiley&Sons, 2014.
- Ahmad M.; Rajapaksha A.U.; Lim J.E.; Zhang M.; Bolan N.; Mohdan D. Biochar as a sorbent for contamined management in soil and water: a review. Chemosphere 2014, 99, 19-33. [CrossRef]
- Chintala V. Production, up-gradation and utilization of solar-assisted pyrolysis fuels from biomass – A technical review. Renewable and Sustainable Energy Reviews 2018, 90, 120-130. [CrossRef]
- Zhao B.; Schmidt S.; Qin W.; Li J.; Li G.; Zhang W.. Towards the circular economy – a global meta-analysis of composting technologies reveals much potential for mitigating nitrogen losses. Science of the Total Environment 2020, 704, 135401. [CrossRef]
- Retajczyk M.; Wróblewska A. Pyrolysis of biomass as a source of energy, Wiadomości Chemiczne 2018, 72(3-4), 127-146.
- Zaman C.Z.; Pal K.; Yehye W.A.; Sagadevan S.; Shah S.T.; Adebisi G.A.; Mariana, E.; Rafique R.F.; Johan R.B. Pyrolysis: a sustainable way to generate energy from waste. Pyrolysis, 2017. ISBN 978-953-51-3312-4, . [CrossRef]
- Zhang H.; Xiao R.; Wang D.; He G.; Shao S.; Zhang J.; Zhong Z. Biomass fast pyrolysis in a fluidized bed reactor under N2, CO2, CH4 and H2 atmospheres. Bioresource Technology 2021, 102, 4258-4264. [CrossRef]
- Gouws S.M.; Carrier M.; Bunt J.R.; Neomagus, H.W.J.P. Lumped chemical kinetic modeling of raw torrefied biomass under pressurized pyrolysis. Energy Conversion and Management 2022, 253, 115199. [CrossRef]
- Bieniek A.; Jerzak W.; Sieradzka M.; Mika Ł.; Sztekler K.; Magdziarz A. Intermediate pyrolysis of brewer’s spent grain: impact of gas atmosphere. Energies 2022, 15, 2491. [CrossRef]
- Xu X.; Gholizadeh M. Biomass pyrolysis: a review of the process development and challenges from initial researches up to the commercialization stage. Journal of Energy Chemistry 2019, 39, 109-143. [CrossRef]
- Niesler M.; Stecko J.; Stelmach S. The use of softwood char as a substitute fuel in the iron ore sintering process. Journal of Metallic Materials 2020, 2, 2-14.
- Li A.; Han H.; Hu S.; Zhu M.; Ren Q.; Wang Y.; Xu J.; Jiang L.; Su A.; Xiang J. A novel sludge pyrolysis and biomass gasification integrated method to enhance hydrogen-rich gas generation. Energy Conversion and Management 2022, 254, 115205. [CrossRef]
- Mariyam S.; Shahbaz M.; Al-Ansari T.; Mackey H.R.; A critical review on co-gasification and co-pyrolysis for gas production. Renewable and Sustainable Energy Reviews 2022, 161, 112349. [CrossRef]
- Zhang L.; Zhang S.; Hu X.; Gholizadeh M. Progress in the application of the pyrolytic lignin from pyrolysis of biomass. Chemical Engineering Journal 2021, 419, 129560. [CrossRef]
- Terry L.M.; Li C.; Chew J.J.; Aqsha A.; How B.S.; Loy A.C.M.; Chin B.L.F.; Khaerudini D.S.; Hameed N.; Guan G.; Sunarso J. Bio-oil production from pyrolysis of oil palm biomass and the upgrading technologies: A review. Carbon Resources Conversion 2021, 4, 239-250. [CrossRef]
- Wang C.; Wang R.; Chen T.; Zhu X. Visual experimental study on the effect of heat exchange area on the evaluation of biomass pyrolysis vapors in a vertical indirect condensing field. Bioresource Technolology 2022, 348, 126686. [CrossRef]
- Qiu B.; Tao X.; Wang J.; Liu Y.; Li S.; Chu H. Research progress in the preparation of high-quality liquid fuels and chemicals by catalytic pyrolysis of biomass: A review. Energy Conversion and Management 2022, 261, 115647. [CrossRef]
- Zhou, S.; Xue Y.; Cai J.; Cui C.; Ni Z.; Zhou Z. An understanding for improved biomass pyrolysis: Towards a systematic comparison of different acid pretreatments. Chemical Engineering Journal 2021, 411, 128513. [CrossRef]
- Nisar J.; Ahmad A.; Ali G.; Rehman N.U.; Shah A.; Shah I. Enhanced bio-oil yield from thermal decomposition of peanut shells using termite hill as the catalyst. Energies 2022, 15, 1891. [CrossRef]
- Shen Y.; Zhang N.; Zhang S. Catalytic pyrolysis of biomass with potassium compounds for co-production of high-quality biofuels and porous carbons. Energy 2020, 190, 116431. [CrossRef]
- Fan Y.; Zhao W.; Shao S.; Cai Y.; Chen Y.; Jin L. Promotion of the vapors from biomass vacuum pyrolysis for biofuels under Non-thermal Plasma Synergistic Catyalysis (NPSC) system. Energy 2018, 142, 462-472. [CrossRef]
- Kumar R.S.; Sivakumar S.; Joshuva A.; Deenadayalan G.; Vishnuvardhan R. Bio-fuel production from Martynia annua L. seeds using slow pyrolysis reactor and its effects on diesel engine performance, combustion and emission characteristics, Energy 2021, 217, 119327. [CrossRef]
- Armer MW, Alhesan JSA, Ibrahim S, Qussay G, Marshall M, Al-Aye, OS. Potential use of corn leaf waste for biofuel production in Jordan (physio-chemical study). Energy 2021, 214, 118863. [CrossRef]
- Zanzi R.; Sjöström E. Rapid pyrolisis of agricultural residues at high temperature. Biomass and Bioenergy 2022, 23, 357-366. [CrossRef]
- Zhang L.; Sun X. Influence of bulking agents of physical, chemical, and microbiological properties during the two-stage composting of green waste. Waste Management 2016, 48, 115-126. [CrossRef]
- Kim T.; Oh S.; Kim J.; Choi I.; Choi J.W. Study on the hydrodeoxygenative upgrading of crude bio-oil produced from woody biomass by fast pyrolysis. Energy 2014, 68, 437–43. [CrossRef]
- Wildschut J.; Mahfud F.H.; Venderbosch R.H.; Heeres H.J. Hydrotreatment of fast pyrolysis oil using heterogeneous noble-metal catalysts. Industrial and Engineering Chemistry Research 2009, 48, 10324-34. [CrossRef]
- Yin W.; Venderbosch R.H.; He S.; Bykova M.V.; Khromova S.A.; Yakovlev V.A.; Heeres H.J. Mono-, bi-, and tri-metallic Ni-based catalysts for the catalytic hydrotreatment of pyrolysis liquids. Biomass Conversion and Biorafinery 2017, 7, 361-76. [CrossRef]
- Boscagli C.; Raffelt K.; Grunwaldt J. Reactivity of platform molecules in pyrolysis oil and in water during hydrotreatment over nickel and ruthenium catalysts. Biomass and Bioenergy 2017, 106, 63-73. [CrossRef]
- Capunitan J.A.; Capareda S.C. Hydrotreatment of corn stover bio-oil using noble metal catalysts. Fuel Processing Technology 2014, 125, 190-9. [CrossRef]
- Zheng J.; Zhu X.; Guo Q.; Zhu Q. Thermal conversion of rice husks and sawdust to liquid fuel. Waste Management 2006, 26, 1430-5. [CrossRef]
- Weerachanchai P.; Tangsathitkulchai C.; Tangsathitkulchai M. Effect of reaction conditions on the catalytic esterification of bio-oil. Korean Journal of Chemistry Engineering 2012, 29, 182-189. [CrossRef]
- Cheng D.; Wang L.; Shahbazi A.; Xiu S.; Zhang B. Catalytic cracking of crude bio-oil from glycerol-assisted liquefaction of swine manure. Energy Conversion and Management 2014, 87, 378-84. [CrossRef]
- Tian Y.; Zuo W.; Ren Z.; Chen D. Estimation of a novel method to produce bio-oil from sewage sludge by microwave pyrolysis with the consideration of efficiency and safety. Bioresource Technology 2011, 102, 2053-2061. [CrossRef]
- Mushtaq F.; Channa A.S.; Mat R.; Ani F.N.. Microwave assisted pyrolysis of waste biomass resources for bio-oil production. Applied Mechanics and Material 2014, 554, 307-311. [CrossRef]
- Kuan W.H.; Huang Y.F.; Chang C.C.; Lo S.L. Catalytic pyrolysis of sugarcane bagasse by using microwave heating. Bioresouce Technololgy 2013, 146, 324-329. [CrossRef]
- Mushtaq F.; Abdullah T.A.T.; Mat R.; Ani F.N. Optimization and characterization of bio-oil produced by microwave assisted pyrolysis of oil palm shell waste biomass with microwave absorber. Bioresource Technology 2015, 190, 442-450. [CrossRef]
- Liu H.; Ma X.; Li L.; Hu Z.; Guo P.; Jiang Y. The catalytic pyrolysis of food waste by microwave heating. Bioresource Technology 2014, 166, 45-50. [CrossRef]
- Wang Y.; Zeng Z.; Tian X.; Dai L.; Jiang L.; Zhang S.; Wu Q.; Wen P.; Fu G.; Liu Y.; Ruan R. Production of bio-oil from agricultural waste by using a continuous fast microwave pyrolysis system. Bioresource Technology 2018, 269, 162-168. [CrossRef]
- Al-Rumaihi A.; Shahbaz M.; Mckay G.; Mackey H.; Al-Ansari T. A review of pyrolysis technologies and feedstock: A blending approach for plastic and biomass towards optimum biochar yield. Renewable and Sustainable Energy Reviews 2022, 167, 112715. [CrossRef]
- Li Y.; Xing B.; Ding Y.; Han X.; Wang S. A critical review of the production and advanced utilization of biochar via selective pyrolysis of lignocelluslosic biomass, Bioresource Technology 2020, 312, 1231614. [CrossRef]
- Shao S.; Liu C. Xiang X.; Liu X.; Zhang H.; Xiao R.; Ca Y. In situ catalytic fast pyrolysis over CeO2 catalyst: Impact of biomass source, pyrolysis temperature and metal ion. Renewable Energy 2021, 177, 1372-1381. [CrossRef]
- Składeczek F.; Głodek-Bucyk E. Research of using low-temperature pyrolysis for processing of waste biomass to biochar. Scientific Works of Institute of Ceramics and Building Materials 2017, 28, 50-61.
- Sieradzka M.; Kirczuk C.; Kalemba-Rec I.; Mlonka-Mędrala A.; Magdziarz A. Pyrolysis of biomass wastes into carbon materials. Energies 2022, 15, 1941. [CrossRef]
- Saint H.H.; Hussain A.; Bassyouni M.; Ali I.; Kanthasamy R.; Ayodele B.V.; Elhenawy Y. Hydrogen-rich syngas and biochair production by the non-catalytic valorization of date palm seeds. Energies 2022, 15, 2727. [CrossRef]
- Duan D.; Chen D.; Huang L.; Zhang Y.; Zhang Y.; Wang Q.; Xiao G.; Zhang W.; Lei H.; Ruan R. Activated carbon from lignocellulosic biomass as a catalyst: A review of the application in fast pyrolysis process. Journal of Analytical and Applied Pyrolysis 2021, 158, 105246. [CrossRef]
- Pallaréz J.; González-Cencerrado A.; Arazuro I. Production and characterization of activated carbon from barley straw by physical activation with carbon dioxide and steam. Biomass and Bioenergy 2017, 115, 54-73. [CrossRef]
- Köseoğlu C.; Akmil-Başar C. Preparation, structural evaluation and adsorptive properties of activated carbon from agricultural waste biomass. Advanced Powder Technoly 2015, 26, 811-818. [CrossRef]
- Tay T.; Ucar S.; Karagöz S.. Preparation and characterization of activated carbon from waste biomass. Journal of Hazard Materials 2009, 165, 481-485. [CrossRef]
- Sayğili H.; Güzel F. High surface area mesoporous activated carbon from tomato processing solid waste by zinc chloride activation: process optimization, characterization and dyes adsorption. Journal of Cleaner Production 2016, 113, 995-1004. [CrossRef]
- Duan D.; Feng Z.; Dong X.; Chen X.; Zhang Y.; Wan K.; Wang Y.; Wang Q.; Xiao G.; Liu H. Improving bio-oil quality from low-density polyethylene pyrolysis: Effects of varying activation and pyrolysis parameters. Energy 2021, 232, 121090. [CrossRef]
- Pan J.; Jiang J.; Xu R. Adsorption of Cr(III) from acidic solutions by crop straw derived biochars. Journal of Environmental Sciences (China) 2013, 25, 1957-1965. [CrossRef]
- Agrafioti E.; Kalderis D.; Diamadopoulos E. Arsenic and chromium removal from water using biochars derived from rice husk, organic solid wastes and sewage sludge. Journal of Environmental Management 2014, 133, 309-314. [CrossRef]
- Wnetrzak R.; Leahy J.J.; Chojnacka K.W.; Saeid A.; Novotny E.; Jensen L.S.; Kwapinski W. Influence of pig manure biochar mineral content on Cr(III) sorption capacity. Journal of Chemical Technology and Biotechnoly 2014, 89, 569-578. [CrossRef]
- Li H.; Dong X.; da Silva E.B.; de Oliveira L.M.; Chen Y.; Ma L.Q. Mechanisms of metal sorption by biochars: Biochar characteristics and modifications. Chemosphere 2017, 178, 466-478. [CrossRef]
- Piechota G.; Igliński B. Biomethane in Poland: current status, potential, perspective and development. Energies 2021, 14, 1-32. [CrossRef]
- Mierzawa-Hersztek M.; Gondek K.; Jewarz M.; Dziedzic K. Assessment of energy parameters of biomass and biochars, leachability of heavy metals and phytotoxicity of their ashes. Journal of Materials Cycles and Waste Management 2019, 21, 786-800. [CrossRef]
- Karhu K.; Mattila T.; Bergstrom I.; Regina K. Biochar addition to agricultural soil increased CH4 uptake and water holding capacity – Results from a short-term pilot field study. Agriculture, Ecosystems and Environment 2011, 140, 309-313. [CrossRef]
- Zhang P.; Sun H.; Yu L.; Sun T. Adsorption and catalytic hydrolysis of carbaryl and atrazine on pig manure-derived biochars: impact of structural properties of biochars. Journal of Hazardous Materials 2013, 244-245, 217-224. [CrossRef]
- Qiu M.; Ling Q.; Cai Y.; Yu S.; Wang S.; Fu D.; Hu B.; Wang X. Biochar for the removal of contaminants from soil and water: a review. Biochar 2022, 4, 19. [CrossRef]
- Luo J.; Sun S.; Chen X.; Lin J.; Ma R.; Zhang R.; Fang L. In-depth exploration of the Energy utilization and pyrolysis mechanism of advanced continuous microwave pyrolysis. Applied Energy 2021, 292, 116941. [CrossRef]
- Ren X.; Ghazani M.S.; Zhu H.; Ao W.; Zhang H.; Moreside E.; Zhu J.; Yang P.; Zhong N.; Bi X. Challenges and opportunities in microwave-assisted catalytic pyrolysis of biomass: A review. Applied Energy 2022, 315, 118970. [CrossRef]
- Sait H.H.; Hussain A.; Bassyouni M.; Ali I.; Kanthasamy R.; Ayodele B.V.; Elhenawy Y. Hydrogen-rich syngas and biochar production by the non-catalytic valorization of date palm seeds. Energies 2022, 15, 2727. [CrossRef]
- Li P.; Shi X.; Wang X.; Song J.; Fang S.; Bai J.; Zhang G.; Chang C.; Pang S. Bio-oil from biomass fast pyrolysis: yields, related properties and energy consumption analysis of pyrolysis system. Journal of Cleaner Production 2021, 328, 129613. [CrossRef]
- Ringer M.; Putsche V.; Scahill J. Large-scale pyrolysis oil production: a technology assessment and economic analysis. National Renewable Energy Laboratory. Technical report, 2006. www.nrel.gov/docs/fy07osti/37779.pdf.
- Jaworski T.J. Waste and biomass pyrolysis reactors. Piece i Kotły 2017, 1, 1-7.
- Li X,; Peng B.; Liu Q.; Zhang H. Microwave pyrolysis coupled with conventional pre-pyrolysis of the stalk for syngas and biochar. Bioresource Technology 2022, 348, 126745. [CrossRef]
- Bridgwater A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass and Bioenergy 2012, 38, 68-94. [CrossRef]
- Gao A.; Wang Y.; Lin G.; Liu B.; Hu X.; Huang Y.; Zhang S.; Zhang H. Volatile-char interactions during biomass pyrolysis: Reactor design toward product control. Renewable Energy 2022, 185, 1-7. [CrossRef]
- Alves V.R.D. Advances in the pyrolysis process and the generation of bioenergy. Recent Perspectives in Pyrolysis Research, 2021. ISBN978-1-83969-915-3.
- Hasan M.M.; Rasul M.G.; Khan M.M.K.; Ashwath N.; Jahirul M.I. Energy recovery from municipal solid waste using pyrolysis technology: A review on current status and developments. Renewable and Sustainable Energy Reviews 2021, 145, 111073. [CrossRef]
- Rahman M.A.; Parvej A.M.; Aziz M.., Concentrating technologies with reactor integration and effect of process variables on solar assisted pyrolysis: A critical review. Thermal Science and Engineering Progress 2021, 25, 100957. [CrossRef]
- Jahirul M.I.; Rasul M.G.; Chowdhury A.A.; Ashwath N. Biofuels production through biomass pyrolysis – a technological review. Energies 2021, 12, 4952-5001. [CrossRef]
- Garcia-Nunez J.A. Pelaez-Samaniego M.R.; Garcia-Perez M.E.; Fonts I.; Abrego J.; Westerhof J.M.; Garcia-Perez M. Historical developments of pyrolysis reactors: a review. Energy Fuels 2017, 31, 5751-5775. [CrossRef]
- Parthasarathy P.; Al-Ansari T.; Mackey H.R.; Narayanan K.S.; McKay G. A review on prominent animal and municipal wastes as potential feedstocks for solar pyrolysis for biochar production. Fuel 2022, 316, 123378. [CrossRef]
- Ndukwu M.C.; Horsfall I.T.; Ubouh E.A.; Orji F.N.; Ekop I.E.; Ezejiofor N.R. Review of solar-biomass pyrolysis systems: Focus on the configuration of thermal-solar systems and reactor orientation. Journal of King Saud Univerisity – Engineering Sciences 2021, 33, 413-423. [CrossRef]
- Sobek S.; Werle S. Solar pyrolysis of waste biomass: Part 2 kinetic modeling and methodology of the determination of the kinetic parameters for solar pyrolysis of sewage sludge. Renewable Energy 2020, 153, 962-974. [CrossRef]
- Boutin O.; Lede J.; Olalde G.; Ferriere A. Solar flash pyrolysis of biomass direct measurement of the optical properties of biomass components. Journal of Physique Archives, 1999, 9. [CrossRef]
- Rony A.H.; Daniel M.; Zhao S.; Dengfeng Q.; Yuan Z.; John H.B.; Maohong F. 2018. A novel solar powered biomass pyrolysis reactor for producing fuels and chemicals. Journal of Analitycal and Applied Pyrolysis 2018, 132, 19-32, . [CrossRef]
- Sobek S.; Werle S. Solar pyrolysis of waste biomass: Part 1 reactor design. Renewable Energy 2019, 143, 1939-1948. [CrossRef]
- Su G.; Zulkifli N.W.M.; Ong H.C.; Ibrahim S.; Bu Q.; Zhou R. Pyrolysis of oil palm wastes for bioenergy in Malaysia: A review. Renewable and Sustainable Energy Reviews 2022, 164, 112554. [CrossRef]
- Du Z.; Li Y.; Wang X.; Wan Y.; Chen Q.; Wang C.; Lin X.; Liu Y.; Chen P.; Ruan R. Microwave-assisted pyrolysis of microalgae for biofuel production, Bioresource Technolology, 2011, 102, 4890-4896. [CrossRef]
- Sekar M.; Mathimani T.; Alagumalai A.; Chi N.T.L.; Duc P.A.; Bhatia S.K.; Brindhadevi K.; Pugazhendhi A. A review on the pyrolysis of algal biomass for biochar and bio-oil – Bottlenecks and scope. Fuel 2021, 283, 119190. [CrossRef]
- Michalak I.; Ba´slady´nska S.; Mokrzycki J.; Rutkowski P. Biochar from a freshwater macroalga as a potential biosorbent for wastewater treatment. Water (Switzerland) 2019, 11, 4-6.
- Wang H.E.; Wang H.; Zhao H.; Yan Q. Adsorption and Fenton-like removal of chelated nickel from Zn-Ni alloy electroplating wastewater using activated biochar composite derived from Taihu blue algae. Chemical Engineering Journal 2020, 379, 122372. [CrossRef]
- Cheng B-H.; Zeng R.J.; Jiang H. Recent developments of post-modification of biochar for electrochemical energy storage. Bioresource Technology 2017, 246, 224-233. [CrossRef]
- Zhou Y.; Zhang H.; Cai L.; Guo J.; Wang Y.; Ji L.; Song W. Preparation and characterization of macroalgae biochar nanomaterials with highly efficient adsorption and photodegradation ability. Materials 2018, 11, 1709. [CrossRef]
- Pourhosseini S.E.M.; Norouzi O.; Naderi H.R. Study of micro/macro ordered porous carbon with olive-shaped structure derived from Cladophora glomerata macroalgae as efficient working electrodes of supercapacitors. Biomass Bioenergy 2017, 107, 287-298. [CrossRef]
- Pourhosseini S.E.M.; Norouzi O.; Salimi P.; Naderi H.R. Synthesis of a novel interconnected 3D pore network algal biochar constituting iron nanoparticles derived from a harmful marine biomass as high-performance asymmetric supercapacitor electrodes. ACS Sustainable Chemistry and Engineering 2018, 6, 4746-4758. [CrossRef]
- Ren M.; Jia Z.; Tian Z.; Lopez D.; Cai J.; Titirici M.-M.; Jorge A.B. High performance n-doped carbon electrodes obtained via hydrothermal carbonization of macroalgae for supercapacitor applications. ChemElectroChem 2018, 5, 2686-2693. [CrossRef]
- Zeng J.; Wei L.U.; Guo X. Bio-inspired high-performance solid-state supercapacitors with the electrolyte, separator, binder and electrodes entirely from: kelp. Journal of Materials Chemistry A 2017, 48, 25282-25292.
- Zhou M.; Catanach J.; Gomez J.; Richins S.; Deng S.. Effects of Nanoporous Carbon Derived from Microalgae and Its CoO Composite on Capacitance. ACS Applied Materials and Interfaces 2017, 9, 4362-4373. [CrossRef]
- Chaudhary J.P.; Gupta R.; Mahto A.; Vadodariya N.; Dharmalingm K.; Sanna Kotrappanavar N.; Meena R. Self-doped interwoven carbon network derived from Ulva fasciata for all-solid supercapacitor devices: Solvent-free approach to a scalable synthetic route. ACS Applied Materials and Interfaces 2019, 7, 174-186. [CrossRef]
- Kang D.; Liu Q.; Gu J.; Su Y.; Zhang W.; Zhang D.I. “Egg-Box” – assisted fabrication of porous carbon with small mesopores for high-rate electric double layer Capacitors. ACS Nano 2015, 9, 11225-11233. [CrossRef]
- Zhang H.; Luo B.; Wu K.; Zhao B.; Yu J.; Wang S.; Tao Y, 2022. Ex-situ catalytic pyrolysis of lignin using lignin-carbon (LG) catalyst combined with HZSM-5 to improve the yield of high-quality liquid fuels. Fuel 318, 123635. [CrossRef]
- Sun J.; Luo J.; Lin J.; Ma R.; Sun S.; Fang L.; Li H. Study of co-pyrolysis endpoint and product conversion of plastic and biomass using microwave thermogravimetric technology. Energy 2022, 247, 123547. [CrossRef]
- Ayala-Cortés A.; Lobato-Peralta R.; Arreola-Ramos C.E.; Martínez-Casillas C.; Pacheno-Catalán D.E.; Curntas-Gallegos A.K.; Arancibia-Bulnes C.A.; Villafán-Vidales H.I. Exploring the influence of solar pyrolysis operation parameters on characteristics of carbon materials. Journal of Analytical and Applied Pyrolysis 2019, 140, 290-298. [CrossRef]
- Wang Z.; Burra K.G.; Lei T.; Gupta A.K.; Co-pyrolysis of waste plastic and solid biomass for synergistic production of biofuels and chemicals – A review. Progress on Energy and Combustion Science 2021, 84, 100899. [CrossRef]
- Haeldermans T.; Campion L.; Kuppens T.; Vanreppelen K.; Cuypers A.; Schreurs S. A comparative techno-economic assessment of biochar production from different residue streams using conventional and microwave pyrolysis. Bioresource Technology 2020, 318, 124083. [CrossRef]
- Ly H.V.; Lee B.; Sim J.W.; Tran Q.K.; Kim S.-S.; Kim J.; Brigljević B.; Hwang H.T.; Lim H. Catalytic pyrolysis of spent coffee waste for upgrading sustainable bio-oil in bubbing fluidized-bed reactor: Experimental and techno-economic analysis. Chemical Engineering Journal 2022, 427, 130956. [CrossRef]
- Wang L.; Lei H.; Ruan R. Techno-economic analysis of microwave-assisted pyrolysis for production of biofuels. In: Fang Z.; Smith J.R.L.; Qi X. (editors). Production of biofuels and chemicals with microwave. Dordrecht: Springer Netherlands 2015, 251-63.10.1007/978-94-017-9612-5_12.
- Li H.; Xu J.; Nyambura S.M.; Wang J.; Li C.; Zhu X.; Feng X.; Wang Y. Food waste pyrolysis by traditional heating and microwave heating: A review. Fuel 2022, 324, 124574. [CrossRef]
- Malińska K.; Dach J. Potential applications of biochar for composting, Inżynieria Ekologiczna 2014, 36, 28-39.
Figure 1.
Decomposition mechanism of (A) cellulose; (B) hemicellulose; and (C) lignin (own elaboration from [22,23]).

Figure 2.
Bubble fluidized bed reactor.
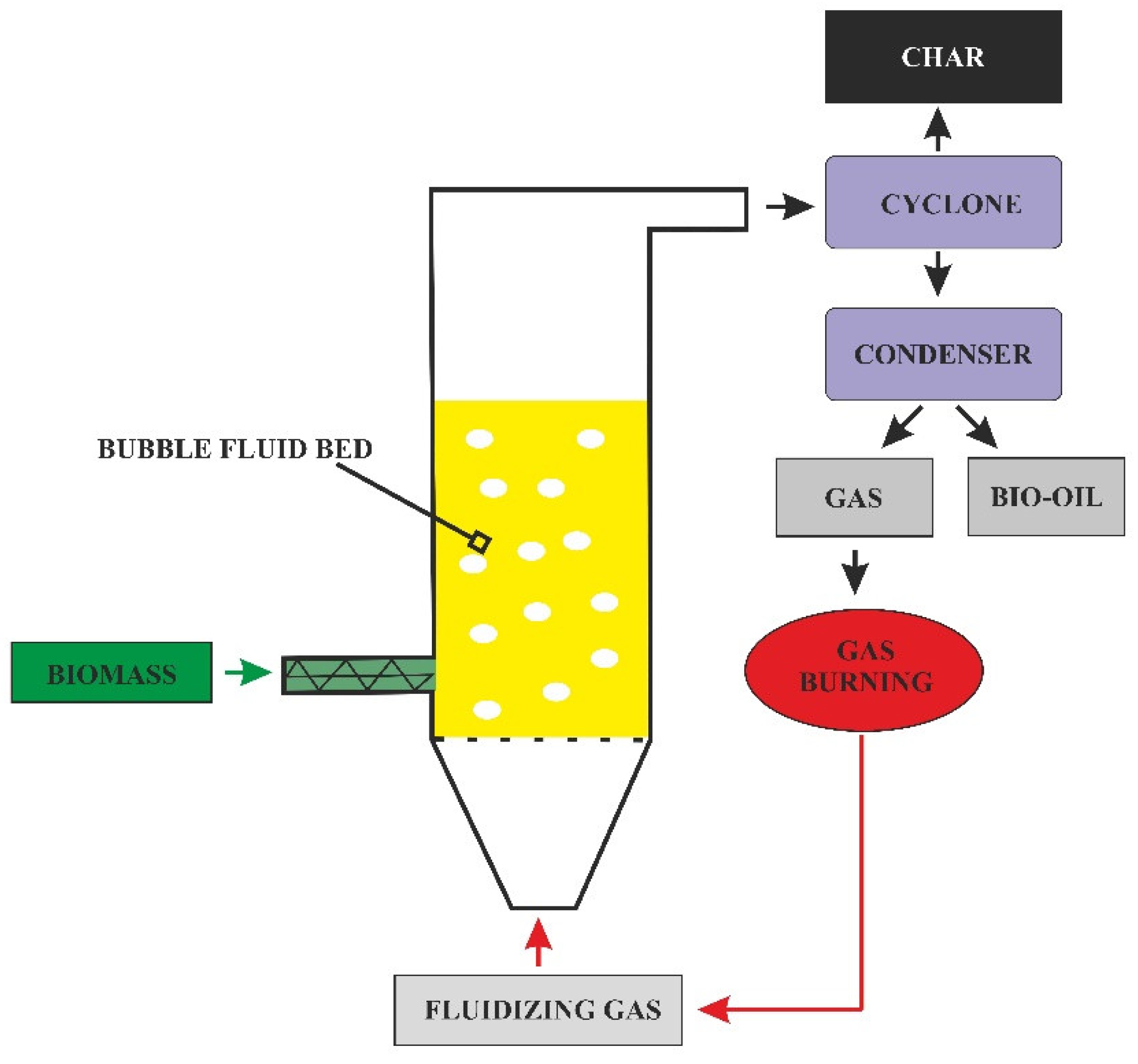
Figure 3.
Moving circulating fluidized bed reactor.
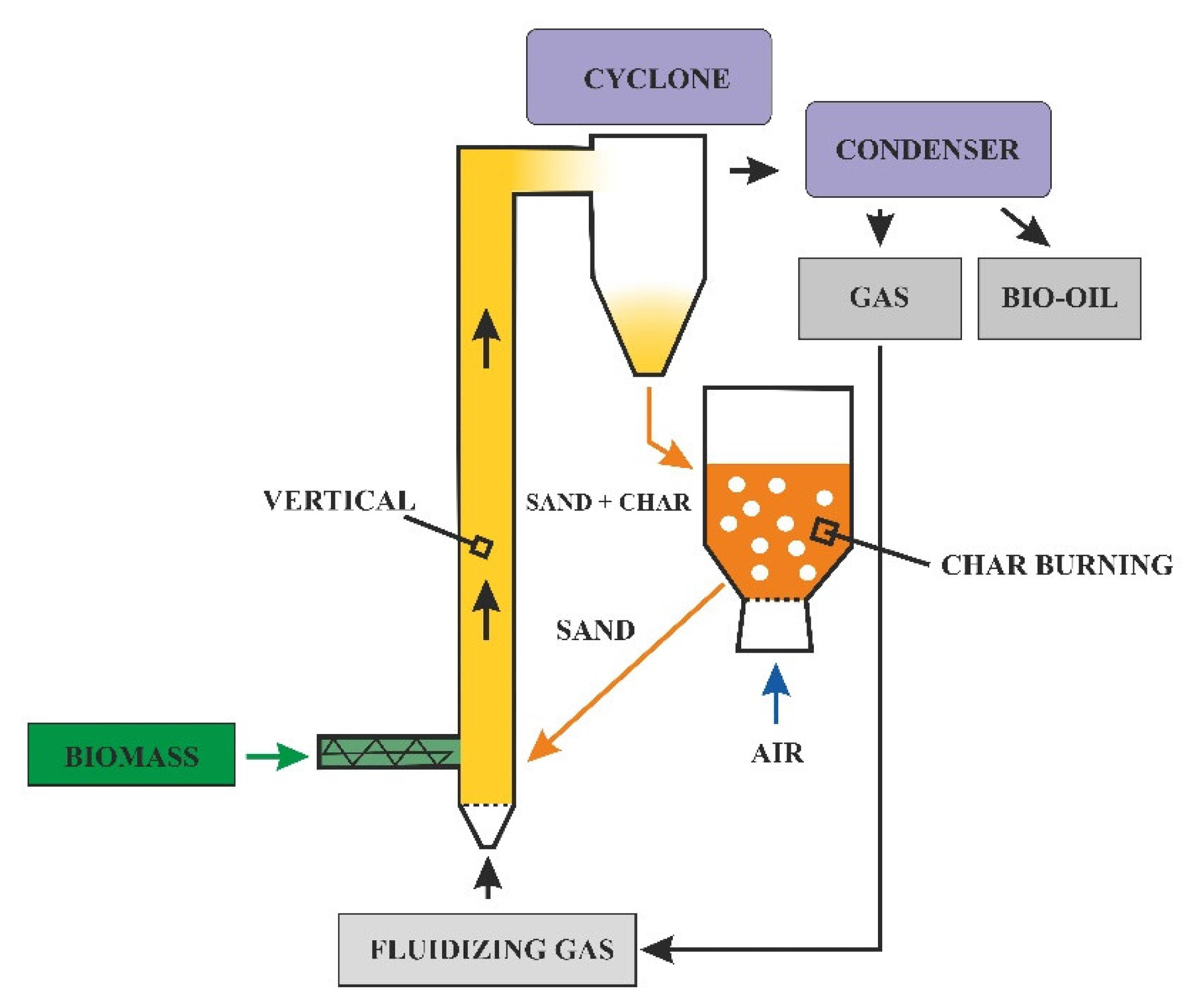
Figure 4.
A reactor with a screw conveyor.
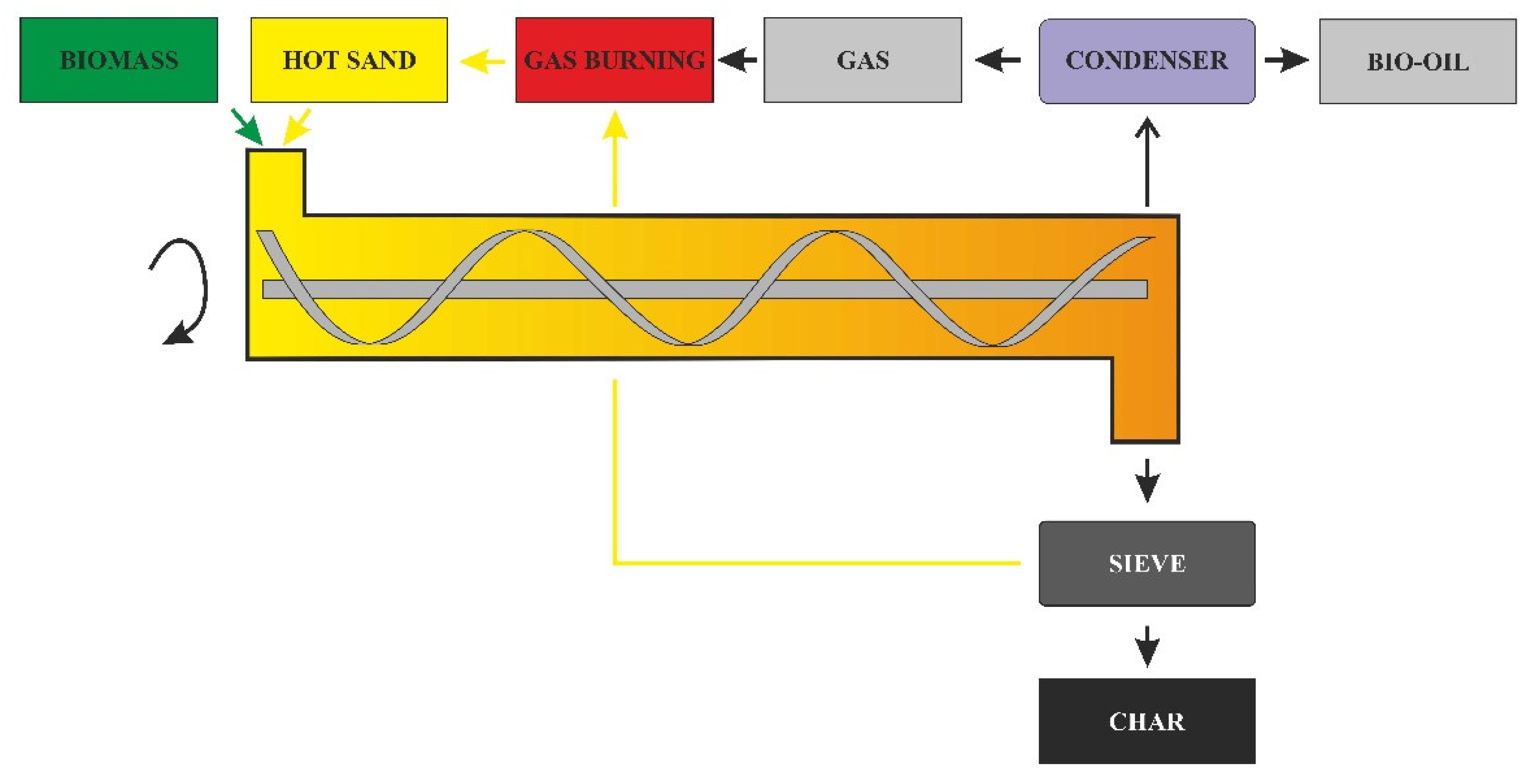
Figure 5.
Ablative pyrolysis reactor.
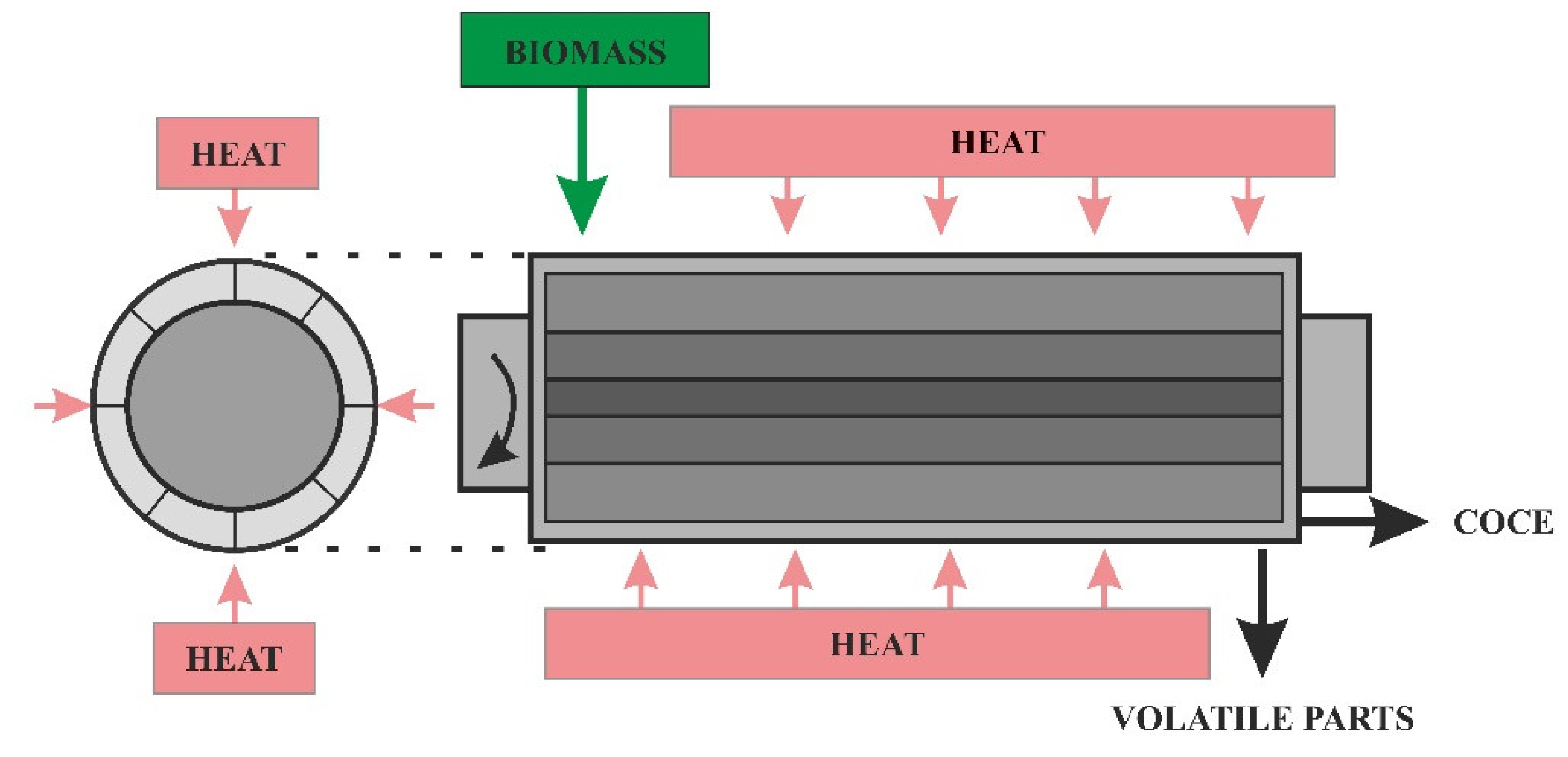
Figure 6.
Principle of solar pyrolysis.
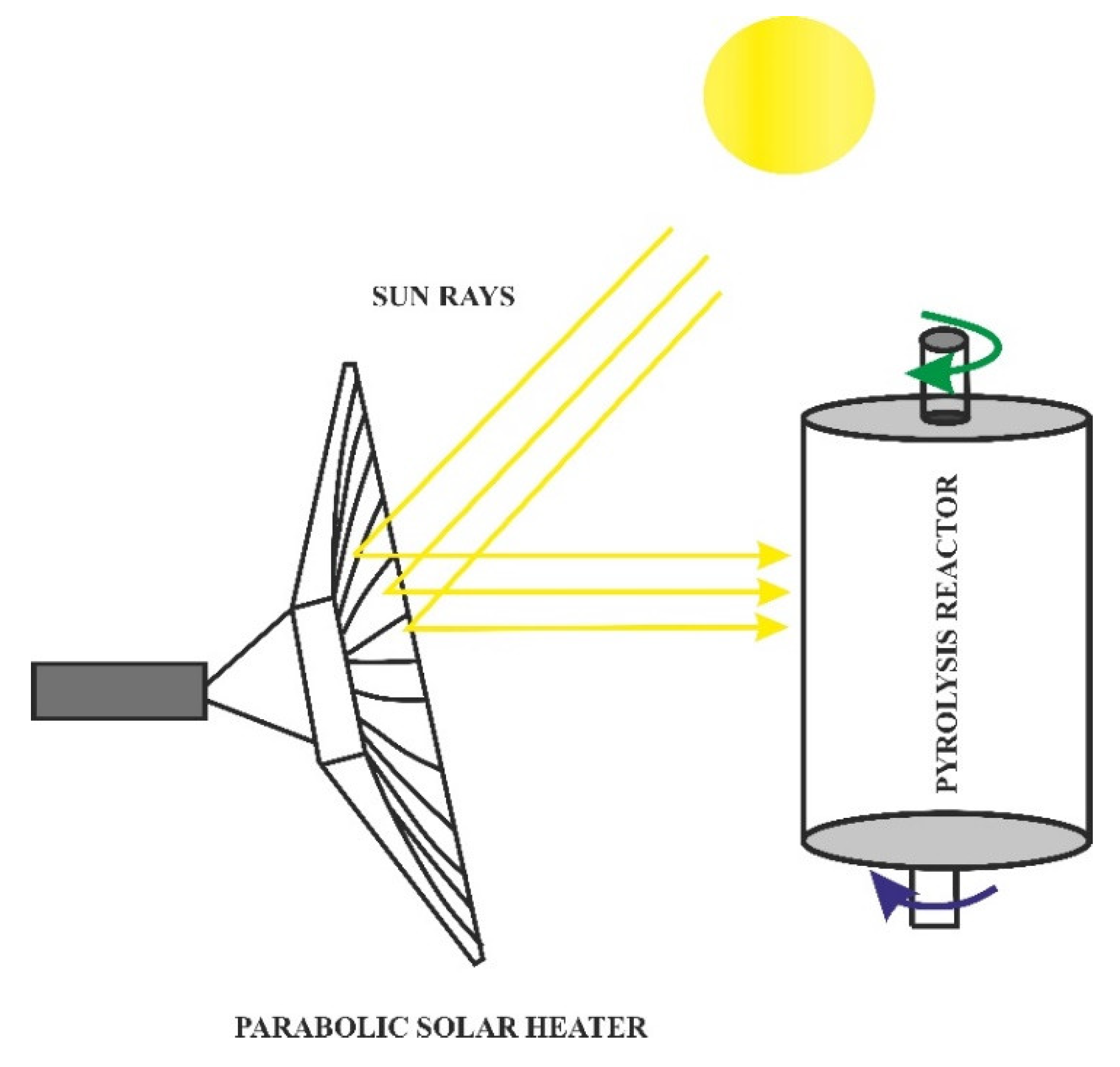
Figure 7.
Diagram of the microwave-assisted biomass pyrolysis process.
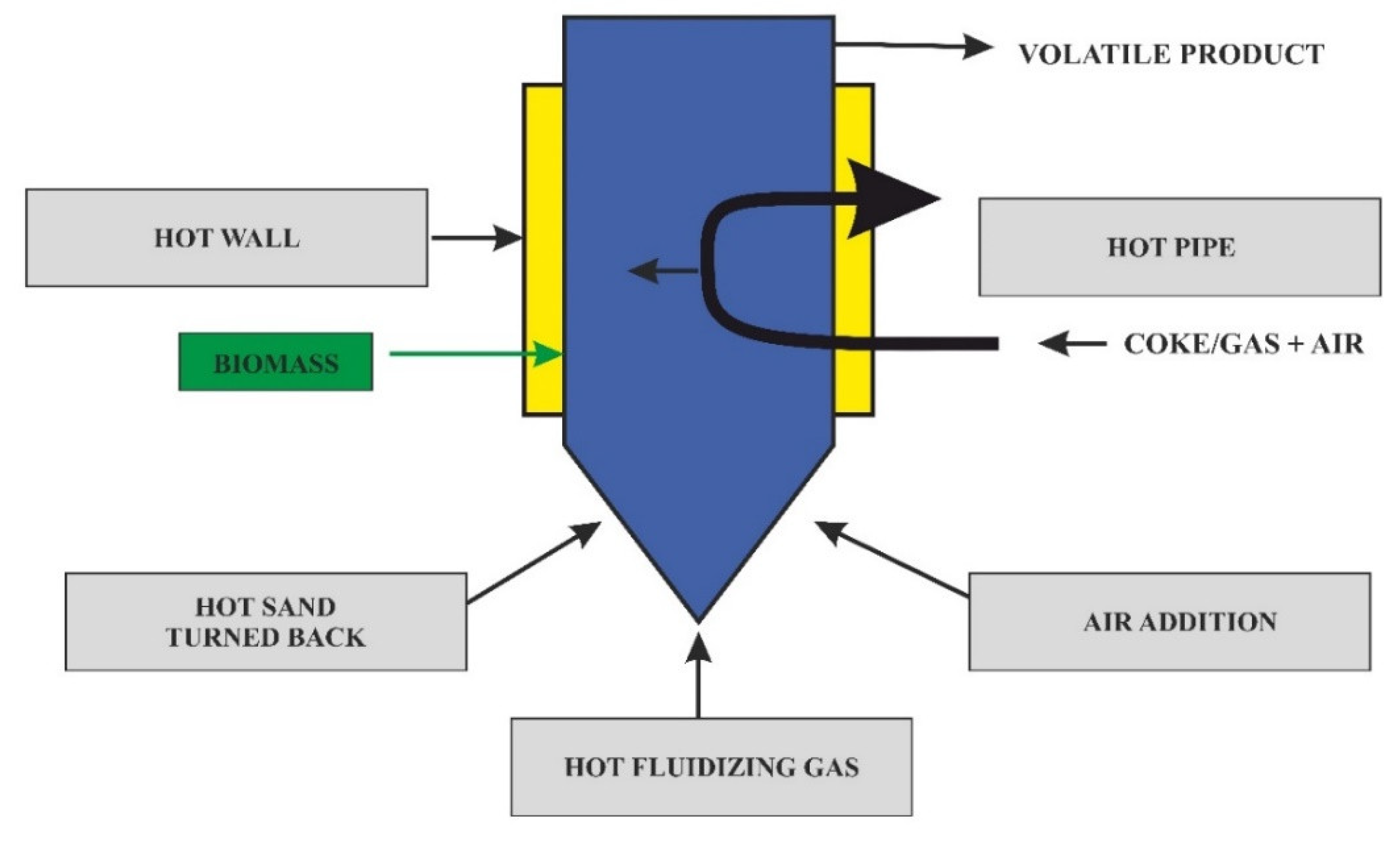

Table 1.
Characteristics of individual types of pyrolysis (own elaboration).
| Type of pyrolysis | Duration | Heating speed | Temperature [°C] | Products | Ref. |
| Slow charring | several days | very slow | 400 | charcoal | [28] |
| Slow | hours/days | slow | 400 | charcoal, gas | [28] |
| Slow conventional | 5-30 min. | slow | 600 | charcoal, oils, gas | [30] |
| Intermediate Fast |
10 min. 0,5-5 s |
intermediate very fast |
300-450 300-1000 |
charcoal, oils, gas charcoal, oils, gas |
[31] [32] |
| Instant liquid | < 1 s | fast | < 650 | oils | [28] |
| Instant gas | < 1 s | fast | < 650 | chemicals, gas | [28] |
| Ultra lightning fast | < 0,5 s | very fast | 1000 | chemicals, gas | [28] |
| Vacuum | 2-30 s | medium | 400 | oils | [28] |
| Hydro-pyrolysis | < 10 s | medium | < 500 | oils | [28] |
| Methane-pyrolysis | < 10 s | medium | >700 | chemicals | [28] |
Table 2.
List of chemical compounds occurring in the highest amounts in bio-oil from rapid pyrolysis (own elaboration from [28]).
Table 2.
List of chemical compounds occurring in the highest amounts in bio-oil from rapid pyrolysis (own elaboration from [28]).
| Component | Content in bio-oil [%] |
| Hydroxyacetic aldehyde Acetic acid Formic acid Acetaldehyde Hydroxyacetone Isoeugenol Furfuryl alcohol 2,6 - dimethyloxyphenol Etandial Phenol Formic aldehyde Acetone Eugenol Ethylene glycol 1,4 - dihydroxybenzene Cellobiose 1,6 - anhydroglycofuran Fructose Levoglucosan Glucose |
0.9-13.0 0.5-12.0 0.3-9.1 0.1-8.5 0.7-7.4 0.1-7.2 0.1-5.2 0.7-4.8 0.9-4.6 0.1-3.8 0.1-3.3. 2.8 0.1-2.3 0.7-2.0 0.1-1.9 0.6-3.2 3.1 0.7-2.9 0.4-1.4 0.4-1.3 |
Table 3.
Properties of bio-oil obtained by different upgrading methods.
| Feedstock | Reaction condition | Catalyst | Oil yield | References |
| Peanut shells Martynia annua seed Corn leaf waste Poplar wood |
3-30°C/min, 30-800°C 650 °C, 3 h 300-450 °C, constant flow rate of nitrogen 350°C, 90 min |
termite hill - - Pd/C |
max. 57 30.77% of BTE 57–73% of diesel fracttion 23.6 |
[49] [52] [53] [56] |
| Beech wood | 450°C, 4 h, 35 MPa H2 | Ru/C | 60 | [57] |
| Pine wood | 350°C, 4 h, 14 MPa H2 | NiMo/ SiO2-Al2O3 | 42.4 | [58] |
| Wheat straw | 340°C, 1.6 h, 8 MPa H2 | NiW/AC | 18.2 | [59] |
| Wheat straw | 340°C, 1.6 h, 8 MPa H2 | Ni/TiO2 | 76.8 | [60] |
| Corn stover | 300°C, 4 h, 12.5 MPa H2 | Ru/C | 54.4 | [61] |
| Rice husks | 465°C, 30 min | SO42-/ZrO2 | 56 | [62] |
| Palm shell | 700°C, 20 min | Amberlyst15 | 86.87 | [63] |
| Swine manure | 400°C, 30 min, 0.69 MPa N2 | Modified zeolite | 45 | [64] |
| Sewage sludge | 330-1200 °C | Graphite | 7.16-49.79 | [65] |
| Bagasse | 300 W | Activated carbon (35%, 55%, 75%), | 13.95-18.95 | [66] |
| Sugarcane bagasse | 493-532 °C | NiO, CuO, CaO, MgO | 18.4-35 | [67] |
| Oil palm shell | 180-720 W | Activated carbon (18.8–91.2%), | 16.43-36.75 | [68] |
| Food waste | 300-600 W | CaO, MgO, CuO, Fe2O3, MnO2, CuCl2 | 10-36 | [69] |
| Agricultural waste | 400-600 °C | SiC | 14.56-31.86 | [70] |
Table 4.
The characteristics of activated carbon from LB with various preparation methods.
| Raw biomass | Agent | Temperature [°C] | Time [min] | Surface [m2/g] | Micropore valume [cm3/g] | Ref. |
| Barley straw | Steam | 700 | 60 | 552 | 0.2304 | [78] |
| Barley straw | Steam | 800 | 60 | 534 | 0.2186 | [79] |
| Barley straw | CO2 | 700 | 60 | 211 | 0.0830 | [80] |
| Orange peels | K2CO3 | 700 | 60 | 477 | 0.21 | [81] |
| Orange peels | K2CO3 | 950 | 60 | 1352 | 0.22 | [81] |
| Orange peels | ZnCl2 | 700 | 60 | 822 | 0.09 | [81] |
| Soybean oil cake | K2CO3 | 600 | 60 | 643 | 0.272 | [82] |
| Soybean oil cake | KOH | 600 | 60 | 600 | 0.213 | [82] |
| Soybean oil cake | KOH | 800 | 60 | 619 | 0.143 | [82] |
| Tomato | ZnCl2 | 400 | 60 | 648 | 0.086 | [83] |
| Tomato | ZnCl2 | 600 | 60 | 1093 | 0.129 | [83] |
| Tomato | ZnCl2 | 800 | 60 | 492 | 0.058 | [83] |
| Chesnut Shell | H3PO4 | 750 | 20 | 1138 | 0.424 | [84] |
| Chesnut Shell | H3PO4 | 850 | 20 | 1413 | 0.562 | [84] |
Table 5.
The sorption capacity of biochars obtained from various raw materials and the pyrolysis temperature of their production.
Table 5.
The sorption capacity of biochars obtained from various raw materials and the pyrolysis temperature of their production.
| Raw material | Pyrolysis temperature [°C] | Initial concentration Cr(III) | Sorption capacity | References |
| The husk of rice | 300 | 185 [μg/dm3] | 15.1 [μg/dm3] | [37] |
| Soybean stalks | 400 | 260 [mg/dm3] | 14.6 [mg/dm3] | [50] |
| Slurry | 600 | 300 [mg/dm3] | 40.0 [mg/dm3] | [17] |
| Wood of conifers | 700 | 650 [mg/dm3] | 32.0 [mg/dm3] | [75] |
Table 6.
Summary of solar simulated biomass pyrolysis.
| Biomass | Reactor | Concentrator | Light source | References |
| Wood | Quartz tube | Direct concentration | 5 kWarc Xenon bulb | [106] |
| Waste biomass | Indirect (conduction) | Elliptical reflector | 1.6 kW Xenon arc lamp |
[107] |
| Mixed biomass components |
Integrated sphere | Converging lenses | A xenon lamp | [108] |
| Pine sawdust | Cylindrical quartz reactor | Deep-dish Parabolic concentrator |
5 kW Xenon arc lamps |
[109] |
| Chicken-litter | Copper, Indirect (conduction) | Elliptical reflector | 0.6 kW Xenon arc lamp | [110] |
Table 7.
The recent developments on supercapacitors derived from algal biochar.
| Algae | Specific surface area [m2/g] | Energy density [Wh /kg] | Cycle stability | Cycle stability percent [%] | References |
| Chlorella | 1337.9 | 20 | 10,000 | 92 | [118] |
| Cladophora glomerata | 354 | 42.4 | 5000 | 99.2 | [119] |
| Cladophora glometa | 957 | 41.5 | 10,000 | 93.1 | [120] |
| Enteromorpha prolifera | 2000 | 7 | 10,000 | 96 | [121] |
| Kelp | 4425 | 8 | 20,000 | 92 | [122] |
| Nannochloropsis salina | 1784 | 26.1 | 5000 | 83 | [123] |
| Ulva fasciata | 376.82 | 46.1 | 5000 | 97.5 | [124] |
| Undaria pinnatifida | 3270 | 42 | 10,000 | 94 | [125] |
Table 8.
The efficiency of individual fractions depending on the power of microwave heating.
| Fraction yield [%] | Heating power [W] | |||
| 500 | 750 | 1000 | 1250 | |
| Oil fraction | 26 | 28.5 | 25 | 17 |
| Water fraction | 21 | 20 | 20 | 22 |
| Carbonizate | 28 | 24 | 25 | 25 |
| Gaseous fraction | 24 | 26.5 | 29 | 35 |
Table 9.
Comparison of costs of traditional heating pyrolysis and microwave pyrolysis [133].
Table 9.
Comparison of costs of traditional heating pyrolysis and microwave pyrolysis [133].
| Costs | Traditional heating pyrolysis | Microwave pyrolysis |
| Capital costs details |
+++ |
+++ Electrical panels, magnetron, reactor design |
| Production costs details |
++ High throughput |
++ Low pyrolysis temperature and time |
| Revenues details |
+ |
++ High-quality products |
+ low, ++ moderate, +++ high
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



