
Submitted:
20 January 2023
Posted:
23 January 2023
You are already at the latest version
Abstract
The main purpose of this work is to contribute to understanding the mechanism of oxidation of the polymeric components of common disposable masks used during the COVID-19 pandemic to offer the chemical basis to predict their long-term behaviour under typical environmental conditions. Artificial ageing of representative mask layers under isothermal conditions (110℃) or accelerated photoageing showed that all the PP-made components underwent a fast oxidation process, following the typical hydrocarbon oxidation mechanism. In particular, yellowing and the melting temperature drop are early indicators of their diffusion-limited oxidation. Morphology changes also induced a loss of mechanical properties, observable as embrittlement of the fabric fibres. Results were validated through preliminary outdoor ageing of masks, which allows us to predict they will suffer fast and extensive oxidation only in the case of contemporary exposure to sunlight and relatively high environmental temperature, leading to their extensive breakdown in the form of microfiber fragments, i.e., microplastics.
Keywords:
weathering
; photoageing
; microplastics
; polymer oxidation: ATR-FTIR spectroscopy
1. Introduction
Surgical masks and filtering facepiece respirators are personal protective equipment used to protect the wearer from particles or liquids contaminating the face. They have become a global requirement in the past two years to limit SARS-CoV-2 diffusion as one of the precautionary measures to slow down the transmission rate of the Coronavirus disease 2019 (COVID-19) [1]. Consequently, their production has increased at an unprecedented rate since the middle of 2020 [2] to cover the need for around 130 billion disposable masks per month [3].
The materials used for the manufacture of face masks are fundamentally synthetic thermoplastic polymers, being polypropylene (PP) the most commonly used [1], so the increase in their consumption is undoubtedly contributing to the already alarming problem of plastic pollution in the environment [2]. Due to their long-term stability and durability, which may be estimated in the order of tens to hundreds of years, plastics tend to accumulate in the environment [4]. In particular, it is estimated that of the total plastic generated since its large-scale production began in the 1950s, 75-80% (corresponding to more than 5,000 metric tons) has been dumped in landfills or permeated into the natural environment [5].
Single-use polymeric materials are considered one the main sources of microplastics (particles with a diameter of less than 5 mm) since they may degrade and fragment under environmental conditions. These microplastics are a threat not only to terrestrial and marine ecosystems but also to global food security, the tourism industry, climate change, and the spread of pathogens [2]. Although the weathering and the degradation under different conditions of the most important classes of industrial polymers (including PP) were extensively studied [6-10], their ageing behaviour in the form of nonwoven fabrics, such as those used for the manufacture of disposable face masks, has been investigated mostly in general terms, essentially focusing on field observations and within recycling proposals [2,11-15]. Some studies highlight the risk of microplastic release from both surgical masks and filtering facepiece respirators FFP2 due to fragmentation processes, e.g. [2,12,16,17], but without focusing on their formation mechanism, especially after weathering and other ageing processes.
The main goal of this work is to contribute to the understanding of the mechanism of oxidation of the polymeric components of the most common disposable masks used during the COVID-19 pandemic to offer the chemical basis to predict their long-term behaviour under typical environmental conditions, i.e., in the presence of oxygen at moderated temperatures. Special attention was paid to explaining the processes entailing the release of small fragments. The oxidative degradation behaviour of the different layers of representative commercial masks was followed under simulated degradation conditions. Polymer structural and morphological changes were followed during degradation by attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy and differential scanning calorimetry (DSC), while the formation of volatile compounds and surface changes were monitored by gravimetric determination, optical microscopy, scanning electron microscopy (SEM), and colour measurement. A first preliminary validation of the results of the simulated ageing treatment was also carried out by direct comparison with the behaviour of surgical masks exposed to natural ageing conditions.
2. Materials and Methods
2.1. Materials
Three commercially available disposable masks, selected among those most commonly used in the European Union countries, were labeled as follows: type IIR certified surgical masks model A (Carrefour Soft, 10 masks/pack, Spain) and model B (Mask4u PI Medical labs, 10 masks/pack, Spain), and type FFP2 certified filtering respirator model C (Mooncare FFP2 YD-002, 5 masks/pack, Turkey).
2.2. Characterisation
IR absorption spectra in ATR mode were collected with a Thermo Nicolet 6700 FTIR instrument equipped with a Smart Endurance device and a mercury cadmium telluride (MCT) detector, liquid nitrogen cooled (spectral range 4000–670 cm−1) at 4 cm−1 resolution for 128 scans. Carbonyl indexes were normalized against the absorption at around 1455 cm−1 ascribed to the CH2 bending vibration of PP and considered approximatively constant during the early stages of oxidation. Data were processed with Omnic 8.1 by Thermo Nicolet.
DSC thermograms were obtained with a Q200 (TA Instruments) calorimeter equipped with a refrigerated cooling system in the temperature range from -70 to 200°C, using 3-5 mg samples with a scanning rate of 20 °C min−1, under a 50 mL min−1 nitrogen flow. Optical microscopy images were obtained by a Dino-Lite AM7915MZT digital microscope. Morphological and structural features of the samples were also assessed by field emission SEM after sputter coating with a 5 nm Ir layer. The images were obtained using a Zeiss FESEM Ultra Plus, working at 3 kV.
Color measurements were performed with a portable Konica Minolta CM 700d spectrophotometer (Konica Minolta, INC., Tokyo, Japan). Color space was the CIE LAB with D65 standard illuminant and 10° observer, ø 6 mm illumination area. SpectraMagic NX software was used. The reported coordinates refer to the diffuse reflectance spectra (specular component excluded).
2.3. Ageing Treatments
Isothermal treatment at a temperature of 110℃ was performed in a static oven. Accelerated photoageing treatments were carried out in a high-speed exposure unit Suntest CPS+ or XLS+ (both Heraeus), equipped with a xenon light source with constant irradiation at a power of 765 W/m2. A glass filter with a cut-off at λ less than 295 nm was used to exclude radiation more energetic than that of outdoor daylight exposure. The maximum temperature of the samples during irradiation was 24 or 44°C black panel temperature in the XLS+ and CPS+ unit, respectively, as maintained by a forced-air circulation system.
Model A and B masks were also submitted to outdoor weathering. Masks without disassembling were fixed with tape onto a red ceramic external floor exposed to Atlantic oceanic weather for 82 days between April and June 2021 (La Coruña, Spain; latitude: 43.382763 WGS84, longitude: -8.409202 WGS84-EPSG:4326). Weather data were as follows: maximum ambient temperature 24.7°C, minimum ambient temperature 6.4°C, average ambient temperature 15.7°C, average relative humidity 82%, total rainfall 266 mm, average solar irradiation 10 KJ/m2·day, temperature of the red ceramic surface 4-42°C.
3. Results
3.1. Compositional Analysis
Two types of disposable masks were selected among those largely available and commonly used for personal protection from airborne diseases, especially during the COVID-19 pandemic, i.e., surgical masks (type IIR certified) and filtering respirators (type FFP2 certified). Identification of the components of the fabric layers was carried out by ATR-FTIR spectroscopy based on the assignment of the main characteristic vibration bands [15] and through optical microscopy to discriminate between manufacturing processes. All the results shown in this work refer to only three specific commercial items, but very similar compositional evidence was obtained from the preliminary evaluation of many other identical-type masks and respirators available in the European market. In particular, we verified that surgical masks usually contain three layers of nonwoven isotactic PP fabric produced either by the spunbond process or melt-blowing [18], where the latter consists of a softer and bulkier web with a smaller fibre diameter and pore size. Indeed, the melt-blown PP fabric constitutes the inner filter, whereas the external spunbond layers may be apparently different (coloured outwards side and white, uncoloured inwards side) or be uncoloured and very similar to each other, as in the selected model A and B, respectively (Table 1). The dye used for the fabrication of the outwards side of model A (layer A1) could not be identified, but it may be supposed that a common anthraquinone or phthalocyanine blue-based master batch was mixed with PP chips by a melt dyeing process to obtain a homogeneous mass-colouring [19].
On the other hand, the typical FFP2 respirator is formed by at least 5 layers, which in the case of the selected item, herewith named model C, were identified as shown in Table 1. The two external layers, C1 and C5, made of melt-blown PP, are almost identical to those found in IIR masks, C3 and C4 are made of spunbond PP, as for the inner layer of model A and B, and C2 was identified as a PE/PET sheath-core bicomponent spunbond nonwoven fabric (C2 ATR-FTIR spectrum is shown in Figure S1a). All the PP components of model C, as well as those of model A and B, showed almost identical spectra, except the layers C3 and C4, in which an additional peak centred at 1541 cm-1 is visible and can possibly be assigned to triazinic compounds as those belonging to hindered amine light stabilizers (C3 ATR-FTIR spectrum is shown in Figure S1b) [20]. Finally, it is worth citing that in some of the analysed commercial FFP2 respirators, all the inner layers are made of PP, and exactly for such reason, they were not considered within this study as not adding further variables.
On such basis, the layers listed below were considered as representative of the variety of materials found in masks and respirators and were submitted to artificial ageing treatments:
- A1 (spunbond light blue PP);
- A2 (melt-blown PP, identical to B2);
- B1 (spunbond PP, very similar to A3, B3 and C5);
- C1 (spunbond PP, very similar to B1 but with a higher fibre density);
- C2 (PE/PET hot air cotton);
- C3 (spundbond PP with light stabilizers, as C4).
To study the weathering of these materials in times shorter than those necessary under natural conditions, we applied a common material science practice in which the factors affecting polymer degradation are simulated and controlled through opportune environmental chambers [21,22]. In this investigation, ageing was accelerated in two different ways to compare and bolster the results: irradiation of the fabric samples in a photo-ageing device equipped with a solar-like lamp (filtered for ≤ 295 nm) or through isothermal treatments in an oven at temperatures which do not imply a regime of macromolecular motion different from that occurring under natural conditions. For PP, that corresponds to a temperature necessarily higher than room temperature but lower than its melting temperature (ca. 160℃). It is largely accepted that the conditions of simulated ageing assays do not trigger unexpected reactions: either artificial solar light or isothermal treatment at a moderate temperature essentially accelerates the same chemical changes as those occurring in the long term under environmental conditions, also taking into account that for vinyl polymers weathering pathways are commonly related to oxidative degradation [7,22].
3.2. Accelerated Degradation
The temperature used for the isothermal treatment, i.e., 110℃, was selected based on the results of preliminary tests at lower temperatures, which showed only negligible structural or optical changes after exposure up to 500 hours. The choice was also taken considering previously published studies on PP oxidation, either in bulk or in thin films, emphasizing that higher temperatures are incompatible with diffusion-limited oxidation and trigger unwanted degradation processes [23,24]. Standard accelerated photoageing was carried out at a controlled temperature of 24℃ and, additionally, at 44℃ to evaluate the further effect of temperature increase on the photooxidative behaviour. Formation of volatile compounds and surface changes, often associated with transformations in polymers, were monitored by gravimetric determination, SEM, and evaluation of colour changes to follow the progress of degradation reactions. Moreover, ATR-FTIR spectroscopy and DSC periodically checked treatment-induced structural and morphological changes.
The weight losses of reference specimens during the isothermal treatment were almost negligible for all the layers, except for A1, A2, and C1, which start to lose a significant weight fraction under isothermal conditions, after ca. 200 h, 900 h and 300 h, respectively (Figure 1). These data apparently contradict previous studies, indicating that a very small amount of volatile products is released by the oxidation of PP (essentially very low molecular weight oxygen-containing molecules and hydrocarbons), even at higher temperatures or under different conditions of oxidative degradation [23,25,26]. The formation of volatiles from PP layers at 110℃ cannot be excluded, but most of the weight loss is possibly related to a different phenomenon that could be appreciated by optical microscopy and SEM, as well as through an observed increasing fragility of samples during manipulation, e.g., with pliers. Extensive rupture of fibres with a diameter of around 25 mm is especially evident in A1 and C1 (as an example, SEM images of C1 exposed to the isothermal treatment are shown in Figure 2), where a fragilization of the network leads to the formation of small fragments that eventually are released during the weighting procedure. This detached fraction was macroscopically perceived as impalpable dust (Figure S2).
To support this hypothesis, it is worth highlighting that extensive embrittlement and progressive pulverization of layer A2 was observed since 150 h and 100 h photoageing at 24℃ and 44℃, respectively, and after 325-500 h photoageing at 44℃ for the other PP layers, entailing continuous mechanical stress of the fibres exposed to the forced-air circulation. That behaviour possibly indicates the beginning of the oxidation process leading to the formation of surface cracks [27], which effect is more important for the smaller diameter of the A2 fibres (5-20 μm) resulting from the melt-blown processing of this specific layer. Bigger spunbond fibres, such as those of A1 and C1, although already affected by oxidation processes (as also confirmed below by FTIR spectroscopy), do not reach critical conditions under forced-air circulation stress (at 24℃) or do reach it for times longer than A2 fibres (at 44℃).
The evolution of structural changes shown by ATR-FTIR spectroscopy is comparable for all the PP layers under the different accelerated ageing conditions and similar to that previously reported for PP films [9,28-30]. Only C2 did not show any relevant changes over ageing, apart from a very limited broadening of the carbonyl peak, confirming the good oxidative stability of PET-based fibres. PP oxidation mainly resulted in the formation of carbonyl groups easily detectable in the 1600-1800 cm-1 range (as an example, ATR-FTIR spectra of A1 under isothermal and photoageing conditions are shown in Figure 3). However, distinct layers showed different oxidative extent during the considered treatments' time.
As visible in Figure 4a, showing the carbonyl index evolution of PP layers under isothermal conditions, A1 has the shortest induction period, defined as time to carbonyl index increase onset, followed by C1. In contrast, the remaining layers begin to show signs of oxidation only after at least 500 h of treatment. The oxidative stability order C3>B1>A2>C1>A1 is in good agreement with the abovementioned fragilization, and also with the colour changes trends shown below, which may be tentatively ascribed to the presence of polymeric antioxidants or previous thermal processing. In the case of C3, the highest stability is due to the detected triazinic compounds acting as a stabilizer. Also the relative stability order of the other layers may be related to the possible presence of different amounts of stabilizers in their formulation, e.g., hindered phenolic antioxidants, typically found in PPs and difficult to be detected by FTIR spectroscopy. In addition, the highest oxidizability of A1 was related to the spunbond processing of PP with the blue master-batch, in turn obtained by thermal processing of a PP/dye mixture, which becomes more sensitive to further degradation treatments as appreciable by the absence of a relevant induction time.
On the other hand, the induction periods under photoageing at 24℃ are shorter (Figure 4b), and the carbonyl indexes rapidly reach similar plateau values, i.e., around 0.14-0.17 for all the PP layers except the triazinic stabilized C3, which are in any case smaller than those measured during the isothermal treatment. Further experiments of simulated photoageing at 44℃ showed even shorter induction periods than those at 24℃ but with higher carbonyl peaks, with maximum carbonyl index values of around 0.45 (see, e.g., ATR-FTIR spectra of A1 in Figure 3c), and an extensive embrittlement and pulverization of the PP layers that limited the simulation to 100-500 h, as abovementioned.
The achievement of different carbonyl index thresholds, depending on the accelerated ageing conditions, does not imply the development of distinct degradation mechanisms but confirms that the oxidation is diffusion-limited [23,31,32]. Photoageing seems to favour the initiation of the oxidation process with respect to isothermal conditions, but at 24℃ oxygen starvation prevents the extensive formation of oxygen-containing groups. In contrast, their easier and deeper development at 44℃, as an effect of a higher oxygen diffusion, shortly leads to a collapse of the fabric, even under moderate mechanical stress due to the air-cooling system.
Moreover, the differences between the spectra of isothermally and photoaged PP (such as those visible comparing Figure 3a and 3b), and in particular, the presence of a clearer shoulder at ca. 1640 cm-1 of the carbonyl group of carboxylic acids at 1713 cm-1 and a broad band in the 3200-3600 cm-1 hydroxyl region appearance under photoageing, may be explained within a common oxidation mechanism. Photooxidation and thermooxidation of PP produce the same oxidation products, but their relative concentrations are different as an effect of photochemical Norrish-type reactions [33]. The well-known auto-accelerating mechanism of oxidation of hydrocarbons induces the formation of hydroperoxides [34,35], which decompose to form alkoxy radicals, mostly undergoing b-scission with the formation of different carbonyl compounds [36]. These degradation products are carboxylic acids (the most abundant), ketones, esters, and lactones, visible at 1713 cm-1, around 1720 cm-1, 1735 cm-1, and 1780 cm-1, respectively. Concerning the hydroxyl domain, it is agreed that the broad band peaking up between 3300 and 3500 cm-1 is due to the absorptions of bonded hydroperoxides with a very small contribution to the OH absorption of isolated acids. The appearance of a peak at 1640 cm-1 under photoageing conditions was attributed to the partial decomposition of ketones and especially acid groups by Norrish-type II reactions resulting in the formation of vinyl groups [27]. In addition, one can expect that such vinyls disappear as an effect of further oxidation, e.g., through hydrogen abstraction from the carbon in α-position to the C=C, but, as already observed for polyethylene [33], such reaction is strongly affected by the temperature of photoageing. Thus, it is slower at 24℃ than 44℃, leading to a higher accumulation of vinyl groups at the lowest temperature.
Colour changes of PP layers were measured by a spectrophotometer in the CIELAB colour space and were considered as an early indicator of oxidation processes, also leading to the formation of chromophores. A2, B1, and C3 showed little changes during the isothermal treatment, smaller or close to ΔE = 2 and 4 (Figure 5), which are considered threshold values of minimal detectable difference for saturated and unsaturated colours, respectively [37]. C1 did not show relevant changes up to more than 500 h of treatment, whereas A1 colour changes were clearly perceptible since 250 h, reaching ΔE = 25.2 at 1000 h. Images corresponding to the absolute colour coordinates of some layers are shown in Figure 5C for a direct visualization of the chromatic evolution as an effect of ageing. A more detailed analysis of the evolution of L*, a* and b* coordinates, shown in Table S1, indicates that in all the layers, except A1, the most relevant variation is that of Δb*, indicating a progressive yellowing, reaching a maximum value of 15.5 for C1. In the case of the light blue layer A1, the colour change is more complex, also indicating a progressive decrease of lightness (ΔL* = -13.4) and a conversion to greener values (Δa* = -19.3) after 1000 h, possibly due to both chromophore formation in the polymer (as in the other layers) and dye fading [38].
Accelerated photoageing at 24℃ also induce colour changes but with a different effect on colorimetric parameters (Figure 5b and Table S2). Changes are generally smaller than those visible under isothermal conditions and mostly result from an extensive lightness decrease, e.g., ΔL* up to 17.5 and 7.2 for A1 and B1, respectively, while only very little changes (in the range 0.5-1.8) were detected for the chromatic coordinates a* and b*. As a fact, layer yellowing is visually undetectable.
Furthermore, the abovementioned photochemical processes involving the decomposition of carbonyl-containing chromophores, responsible for extensive yellowing visible by isothermal ageing, may account for the limited colour changes detected for the chromatic coordinates a and b for the case of photoaged PP.
Advancement of degradation processes in PP may additionally be followed through an indirect evaluation of the chemical changes influencing polymer crystallinity [39]. It is well known that a typical DSC curve of PP displays a wide and complex endothermic melting peak, with a main maximum accompanied by one or more shoulders. All the PP layers showed an initial melting temperature, Tm, with the maximum of the main peak in the approximate range of 155-165℃, as expected for industrial isotactic PP. The small deviation between the layers is related to different processing parameters, e.g., melt-blown vs. spunbond, processing temperature, or fibre diameter, which affect the final polymer molecular weight and crystallites characteristics [40]. Recent studies on the oxidation of PP films revealed the correlation between their thermal and mechanical properties, and hydroperoxide formation, and in particular, the effect of the very beginning of oxidation on the Tm [39,41]. As visible in Table 2, where the main melting peak temperature is shown, also in the case of the analysed nonwoven fabrics, the Tm decrease resulted in being a good indicator of incipient oxidation. For example, DSC curves of A1 before and after 1000 h isothermal treatment at 110℃ are shown in Figure S3. Comparing the growth of carbonyl indexes shown in Figure 4 with Tm values, a direct relationship between the appearance of carbonyls and the Tm changes may be observed. In particular, ageing under isothermal conditions induced a significant Tm decrease in A1 and C1 after 250 h and 500 h, respectively, corresponding to their carbonyl accumulation. The shorter induction periods under accelerated photoageing at 24℃ correspond to faster Tm changes (Table 3), whereas lower plateau values of the carbonyl indexes are associated with smaller decreases in all the layers.
This behaviour seems to confirm the hypothesis of an implication of the crystallite interfaces in the initiation step of the oxidation process [39,42], where the Tm drop was explained in terms of an increase of the surface energy of the crystallites as a result of the development of oxidation products onto their surfaces. At the same time, such changes justify the reported sudden loss of mechanical properties of PP films before the end of the induction period [43] and may be considered the cause of the abovementioned embrittlement of layers. Finally, as a secondary effect of PP photooxidation, it is worth remembering the so-called partial chemi-crystallization [44], which has not been specifically studied for the selected specimens but could account for the lightness decrease (Figure 5 and Table S1 and S2) as a consequence of some changes in the PP crystalline structure.
3.3. Preliminary Outdoor Ageing and Validation of Artificial Ageing
A practical, although preliminary, validation of the correspondence between natural weathering and simulated ageing conditions was obtained through a preliminary evaluation of the behaviour of surgical masks model A and B submitted side up, without disassembling (i.e., with upper layers A1 and B1 directly exposed to sunlight and layers A3 and B3 side down), to oceanic climate for around 2000 h (83 days) under a solar dosage of approx. 10 KJ/m2·day, with specimen surface temperature in the range of 7-40℃. ATR-FTIR spectra revealed structural changes almost identical to those obtained after shorter times of accelerated isothermal treatment or photoageing at 44℃, pointing out an initiation of the oxidation process. Surprisingly all the layers showed similar weathering effects, regardless of direct sunlight exposure. For example, layers A1 and A2 showed a level of oxidation in the middle between those obtained in the range 100-250 h photoageing at 44℃, with carbonyl index values of around 0.22 for both layers (ATR-FTIR spectra of A1 in Figure 3d). This unexpected behaviour, together with the absence of a clear vinyl shoulder at around 1640 cm-1, seems to indicate that sunlight affects the initiation of the oxidation of PP. However, temperature plays an important role in accelerating and addressing the whole mechanism of degradation. As a fact, the layers not exposed to direct sunlight, and eventually receiving only some filtered radiation, appeared as oxidized as the upper layers only because of the permanence in a microenvironment that reaches temperatures as high as 40℃ due to the effect of solar radiation onto the ceramic support.
Further speculation based on the accelerating factor, which may be determined by comparing accelerated ageing treatments with natural ageing, leads to suppose a fast fragmentation of masks exposed to natural weathering. Approximately, as a time of 100-500 h of photoageing at 44℃ (depending on the PP layer) induced extensive embrittlement, the estimation of an accelerating factor of around 10 from the values of the carbonyl indexes measured, e.g., for the A1 layer after photoageing at 44℃ and under natural conditions, respectively, it is reasonable to predict a progressive fragmentation of the different PP fabrics of the masks starting from just 1000-5000 h (approx. 40-200 days) of exposition to an oceanic climate.
4. Conclusions
Artificial ageing of representative layers of surgical masks and filtering respirators, either under isothermal conditions (110℃) or accelerated photoageing, showed that all the PP-made components underwent a fast oxidation process, following the typical hydrocarbon oxidation mechanism. In contrast, the only PE/PET layer showed excellent stability over all the considered treatment times. The oxidative behaviour of the nonwoven PP fabrics may be schematized as follow:
- after the induction period, which is characteristic for each layer, the first chemical sign of the beginning of the oxidation consists in the formation of oxygen-containing groups, mainly hydroperoxides and carboxylic groups and, to minor extent, ketones, esters and lactones. The induction length is possibly related to the combination of two factors: (i) the use of antioxidants in the PP formulation, directly identified, as for C3, or eventually present but not detected; (ii) previous thermal processing that foster further degradation.
- Their oxidation is limited by diffusion, a phenomenon that depends on temperature, being lesser for the photoageing treatment at 24℃. Yellowing and the Tm drop are early indicators of oxidation, which may be detected before the end of the induction period. Morphology changes also induce a loss of mechanical properties, observable as embrittlement of the fabric fibres, which leads to a complete pulverization of the layer under the stress of the cooling system flow.
In addition, structural changes under natural conditions are the same as those obtained through artificial ageing. Both sunlight, which has an important effect on the initiation of oxidation, and the temperature that accelerates and addresses the process play a fundamental role in PP weathering.
It may therefore be supposed that outdoor ageing of PP-made disposable surgical masks and filtering respirators disposed into the natural environment will suffer fast and extensive oxidation only in the case of contemporary exposure to sunlight and relatively high environmental temperature, leading to their breakdown in the form of microfiber fragments, i.e., microplastics. Preliminary field observation confirmed our hypothesis [2,16,17]. Such partially oxidized PP microplastics with lower crystallinity will then be exposed to the usual long-term process of bioassimilation.
Supplementary Materials
The following supporting information can be downloaded at: www.mdpi.com/xxx/s1, Figure S1: ATR-FTIR spectra of layer C2 and C3; Figure S2: optical micrograph of B1 and the dust formed from the extensive rupture of its fibres; Figure S3: DSC curves of A1 before and after 1000 h isothermal treatment; Table S1: evolution of the CIELAB coordinates of PP layers as a function of the time of isothermal treatment at 110℃; Table S2: evolution of the CIELAB coordinates of PP layers as a function of the time of accelerated photoageing at 24℃.
Author Contributions
Methodology, formal analysis, data curation, writing introduction draft, S.C.S.; part of photoaged samples analysis, L.D.R.; conceptualization, methodology, writing—original draft preparation, writing—review and editing, supervision, funding acquisition, M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This work was partially funded by the Xunta de Galicia (Centro Singular de Investigación de Galicia, accreditation 2019–2022; ED431G2019/03, Consolidación e estructuración ED431B 2021/23) and the European Regional Development Fund.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
References
- Armentano, I.; Barbanera, M.; Carota, E.; Crognale, S.; Marconi, M.; Rossi, S.; Rubino, G.; Scungio, M.; Taborri, J.; Calabrò, G. Polymer Materials for Respiratory Protection: Processing, End Use, and Testing Methods. ACS Appl. Polym. Mater. 2021, 3, 531–548. [Google Scholar] [CrossRef]
- Spennemann, D.H.R. Covid-19 Face Masks as a Long-Term Source of Microplastics in Recycled Urban Green Waste. Sustain. 2022, 14, 207. [Google Scholar] [CrossRef]
- Prata, J.C.; Silva, A.L.P.; Walker, T.R.; Duarte, A.C.; Rocha-Santos, T. COVID-19 Pandemic Repercussions on the Use and Management of Plastics. Environ. Sci. & Technol. 2020, 54, 7760–7765. [Google Scholar] [CrossRef] [PubMed]
- Gewert, B.; Plassmann, M.M.; Macleod, M. Pathways for Degradation of Plastic Polymers Floating in the Marine Environment. Environ. Sci. Process. Impacts 2015, 17, 1513–1521. [Google Scholar] [CrossRef] [PubMed]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Material Weathering, 6th ed.; ChemTec Publishing: Toronto, ON, Canada, 2018. [Google Scholar]
- Lazzari, M.; Reggio, D. What Fate for Plastics in Artworks? An Overview of Their Identification and Degradative Behaviour. Polymers (Basel). 2021, 13, 883. [Google Scholar] [CrossRef] [PubMed]
- White, J.R.; Turnbull, A. Weathering of Polymers: Mechanisms of Degradation and Stabilization, Testing Strategies and Modelling. J. Mater. Sci. 1994, 29, 584–613. [Google Scholar] [CrossRef]
- Carlsson, D.J.; Wiles, D.M. The Photooxidative Degradation of Polypropylene. Part I. Photooxidation and Photoinitiation Processes. J. Macromol. Sci. Part C 1976, 14, 65–106. [Google Scholar] [CrossRef]
- François-Heude, A.; Richaud, E.; Desnoux, E.; Colin, X. Influence of Temperature, UV-Light Wavelength and Intensity on Polypropylene Photothermal Oxidation. Polym. Degrad. Stab. 2014, 100, 10–20. [Google Scholar] [CrossRef]
- Ganesapillai, M.; Mondal, B.; Sarkar, I.; Sinha, A.; Ray, S.S.; Kwon, Y.N.; Nakamura, K.; Govardhan, K. The Face behind the Covid-19 Mask — A Comprehensive Review. Environ. Technol. Innov. 2022, 28, 102837. [Google Scholar] [CrossRef]
- Peng, Y.; Wu, P.; Schartup, A.T.; Zhang, Y. Plastic Waste Release Caused by COVID-19 and Its Fate in the Global Ocean. Proc. Natl. Acad. Sci. U. S. A. 2021, 118, e2111530118. [Google Scholar] [CrossRef] [PubMed]
- Foffi, R.; Savuto, E.; Stante, M.; Mancini, R.; Gallucci, K. Study of Energy Valorization of Disposable Masks via Thermochemical Processes: Devolatilization Tests and Simulation Approach. Energies 2022, 15, 2103. [Google Scholar] [CrossRef]
- Siwal, S.S.; Chaudhary, G.; Saini, A.K.; Kaur, H.; Saini, V.; Mokhta, S.K.; Chand, R.; Chandel, U.K.; Christie, G.; Thakur, V.K. Key Ingredients and Recycling Strategy of Personal Protective Equipment (PPE): Towards Sustainable Solution for the COVID-19 like Pandemics. J. Environ. Chem. Eng. 2021, 9. [Google Scholar] [CrossRef] [PubMed]
- Crespo, C.; Ibarz, G.; Sáenz, C.; Gonzalez, P.; Roche, S. Study of Recycling Potential of FFP2 Face Masks and Characterization of the Plastic Mix-Material Obtained. A Way of Reducing Waste in Times of Covid-19. Waste and Biomass Valorization 2021, 12, 6423–6432. [Google Scholar] [CrossRef]
- Zuri, G.; Oró-Nolla, B.; Torres-Agulló, A.; Karanasiau, A.; Lacorte, S. Migration of Microplastics and Phthalates from Face Masks to Water. Molecules 2022, 27, 6859. [Google Scholar] [CrossRef]
- Dissanayake, J.; Torres-Quiroz, C.; Mahato, J.; Park, J. Facemasks: A Looming Microplastic Crisis. Int. J. Environ. Res. Public Health 2021, 18, 7068. [Google Scholar] [CrossRef] [PubMed]
- Geus, H.G. Developments in Manufacturing Techniques for Technical Nonwovens. In Advances in Technical Nonwovens; Elsevier Inc., 2016; pp. 133–153.
- Schäfer, K. Melt Spinning: Technology. In Polypropylene. Polymer Science and Technology Series Vol. 2; Springer, Dordrecht, 1999.
- Richaud, E.; Farcas, F.; Divet, L.; Paul Benneton, J. Accelerated Ageing of Polypropylene Geotextiles, the Effect of Temperature, Oxygen Pressure and Aqueous Media on Fibers—Methodological Aspects. Geotext. Geomembranes 2008, 26, 71–81. [Google Scholar] [CrossRef]
- Allen, N.S.; Edge, M. Fundamentals of Polymer Degradation and Stabilization; Springer Science & Business Media, 1992.
- Polymer Durability; Degradation, Stabilization, and Lifetime Prediction; Clough, R., Billingham, N., Gillen, K., Eds.; ACS advances in chemistry series 249. American Chemical Society: Washington, 1996.
- Hoff, A.; Jacobsson, S. Thermal Oxidation of Polypropylene in the Temperature Range of 120–280 °C. J. Appl. Polym. Sci. 1984, 29, 465–480. [Google Scholar] [CrossRef]
- Iring, M.; Tüdős, F. Thermal Oxidation of Polyethylene and Polypropylene: Effects of Chemical Structure and Reaction Conditions on the Oxidation Process. Prog. Polym. Sci. 1990, 15, 217–262. [Google Scholar] [CrossRef]
- François-Heude, A.; Richaud, E.; Leprovost, J.; Heninger, M.; Mestdagh, H.; Desnoux, E.; Colin, X. Real-Time Quantitative Analysis of Volatile Products Generated during Solid-State Polypropylene Thermal Oxidation. Polym. Test. 2013, 32, 907–917. [Google Scholar] [CrossRef]
- Philippart, J.L.; Posada, F.; Gardette, J.L. Mass Spectroscopy Analysis of Volatile Photoproducts in Photooxidation of Polypropylene. Polym. Degrad. Stab. 1995, 49, 285–290. [Google Scholar] [CrossRef]
- Lv, Y.; Huang, Y.; Yang, J.; Kong, M.; Yang, H.; Zhao, J.; Li, G. Outdoor and Accelerated Laboratory Weathering of Polypropylene: A Comparison and Correlation Study. Polym. Degrad. Stab. 2015, 112, 145–159. [Google Scholar] [CrossRef]
- Allen, N.S.; Chirinos-Padron, A.; Henman, T.J. Photoinitiated Oxidation of Polypropylene: A Review. Prog. Org. Coatings 1985, 13, 97–122. [Google Scholar] [CrossRef]
- Lacoste, J.; Vaillant, D.; Carlsson, D.J. Gamma-, Photo-, and Thermally-Initiated Oxidation of Isotactic Polypropylene. J. Polym. Sci. Part A Polym. Chem. 1993, 31, 715–722. [Google Scholar] [CrossRef]
- Grause, G.; Chien, M.F.; Inoue, C. Changes during the Weathering of Polyolefins. Polym. Degrad. Stab. 2020, 181, 109364. [Google Scholar] [CrossRef]
- Celina, M.C.; Quintana, A. Oxygen Diffusivity and Permeation through Polymers at Elevated Temperature. Polymer (Guildf) 2018, 150, 326–342. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Baiamonte, M.; Santangelo, S.; Scaffaro, R.; Mistretta, M.C. Influence of Different Environments and Temperatures on the Photooxidation Behaviour of the Polypropylene. Polymers (Basel) 2022, 15, 74. [Google Scholar] [CrossRef] [PubMed]
- Gardette, M.; Perthue, A.; Gardette, J.L.; Janecska, T.; Földes, E.; Pukánszky, B.; Therias, S. Photo- and Thermal-Oxidation of Polyethylene: Comparison of Mechanisms and Influence of Unsaturation Content. Polym. Degrad. Stab. 2013, 98, 2383–2390. [Google Scholar] [CrossRef]
- Bolland, J.L.; Gee, G. Kinetic Studies in the Chemistry of Rubber and Related Materials. II. The Kinetics of Oxidation of Unconjugated Olefins. Trans. Faraday Soc. 1946, 42, 236–243. [Google Scholar] [CrossRef]
- Gryn’ova, G.; Hodgson, J.L.; Coote, M.L. Revising the Mechanism of Polymer Autooxidation. Org. Biomol. Chem. 2011, 9, 480–490. [Google Scholar] [CrossRef]
- Morlat, S.; Mailhot, B.; Gonzalez, D.; Gardette, J.L. Photo-Oxidation of Polypropylene/Montmorillonite Nanocomposites. 1. Influence of Nanoclay and Compatibilizing Agent. Chem. Mater. 2004, 16, 377–383. [Google Scholar] [CrossRef]
- Luo, M.R.; Cui, G.; Rigg, B. The Development of the CIE 2000 Colour-Difference Formula: CIEDE2000. Color Res. Appl. 2001, 26, 340–350. [Google Scholar] [CrossRef]
- Ion, R.-M.; Nuta, A.; Sorescu, A.-A.; Iancu, L. Photochemical Degradation Processes of Painting Materials from Cultural Heritage. In Photochemistry and Photophysics - Fundamentals to Applications; InTech, 2018.
- Castejón, M.L.; Tiemblo, P.; Gómez-Elvira, J.M. Photo-Oxidation of Thick Isotactic Polypropylene Films. II. Evolution of the Low Temperature Relaxations and of the Melting Endotherm along the Kinetic Stages. Polym. Degrad. Stab. 2000, 71, 99–111. [Google Scholar] [CrossRef]
- Paukkeri, R.; Lehtinen, A. Thermal Behaviour of Polypropylene Fractions: 1. Influence of Tacticity and Molecular Weight on Crystallization and Melting Behaviour. Polymer (Guildf) 1993, 34, 4075–4082. [Google Scholar] [CrossRef]
- Olivares, N.; Tiemblo, P.; Gómez-Elvira, J.M. Physicochemical Processes along the Early Stages of the Thermal Degradation of Isotactic Polypropylene I. Evolution of the γ Relaxation under Oxidative Conditions. Polym. Degrad. Stab. 1999, 65, 297–302. [Google Scholar] [CrossRef]
- Lacey, D.J.; Dudler, V. Chemiluminescence from Polypropylene. Part 1: Imaging Thermal Oxidation of Unstabilised Film. Polym. Degrad. Stab. 1996, 51, 101–108. [Google Scholar] [CrossRef]
- Fayolle, B.; Audouin, L.; Verdu, J. Oxidation Induced Embrittlement in Polypropylene — a Tensile Testing Study. Polym. Degrad. Stab. 2000, 70, 333–340. [Google Scholar] [CrossRef]
- Rabello, M.S.; White, J.R. Crystallization and Melting Behaviour of Photodegraded Polypropylene — I. Chemi-Crystallization. Polymer (Guildf) 1997, 38, 6379–6387. [Google Scholar] [CrossRef]
Figure 1.
Weight changes of the layers exposed to isothermal ageing at 110℃ as a function of treatment time.
Figure 1.
Weight changes of the layers exposed to isothermal ageing at 110℃ as a function of treatment time.
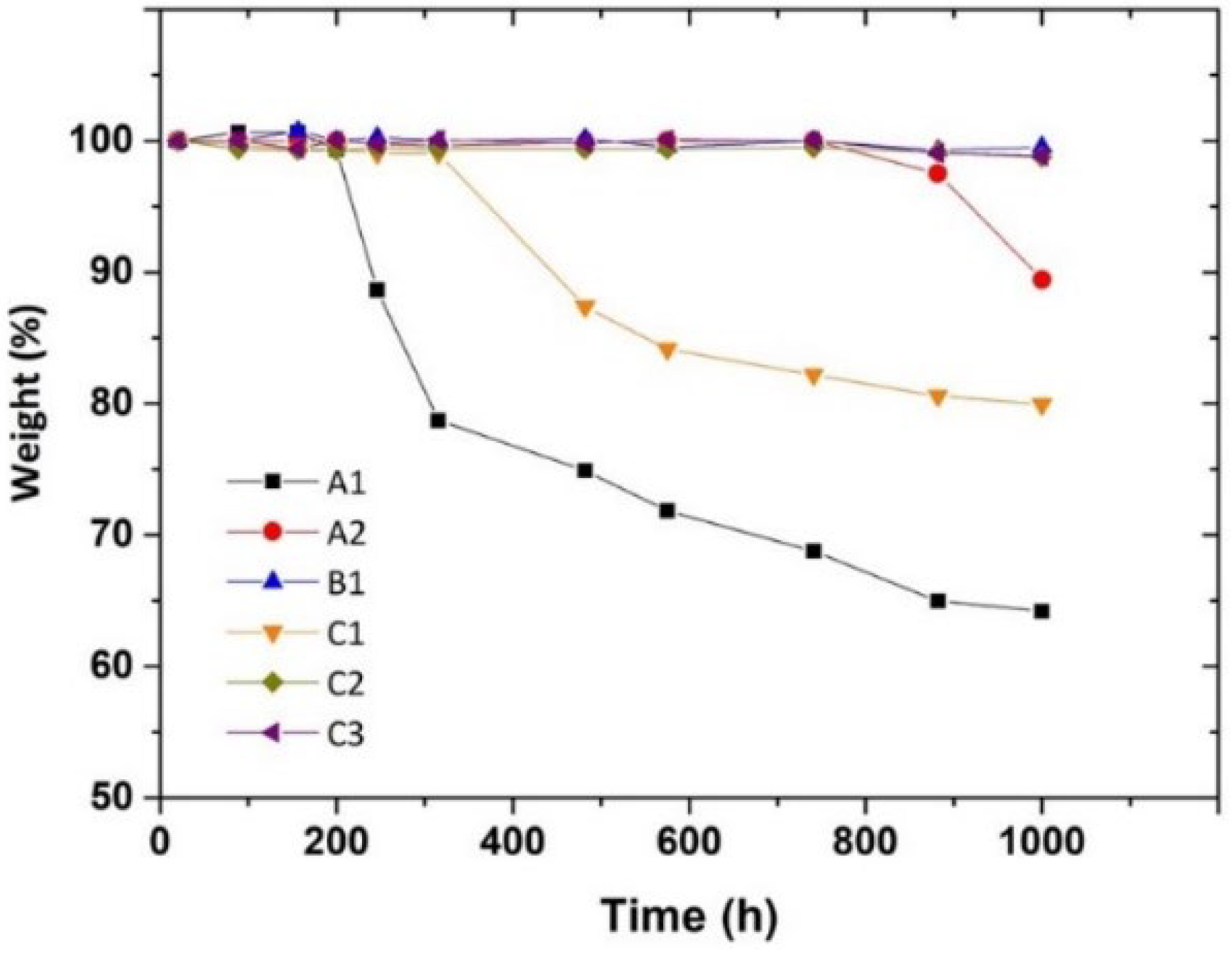
Figure 2.
SEM images of C1 before (a, b and c) and after 1000 h isothermal treatment at 110℃ (d, e, and f). Scale bar 100 mm.
Figure 2.
SEM images of C1 before (a, b and c) and after 1000 h isothermal treatment at 110℃ (d, e, and f). Scale bar 100 mm.
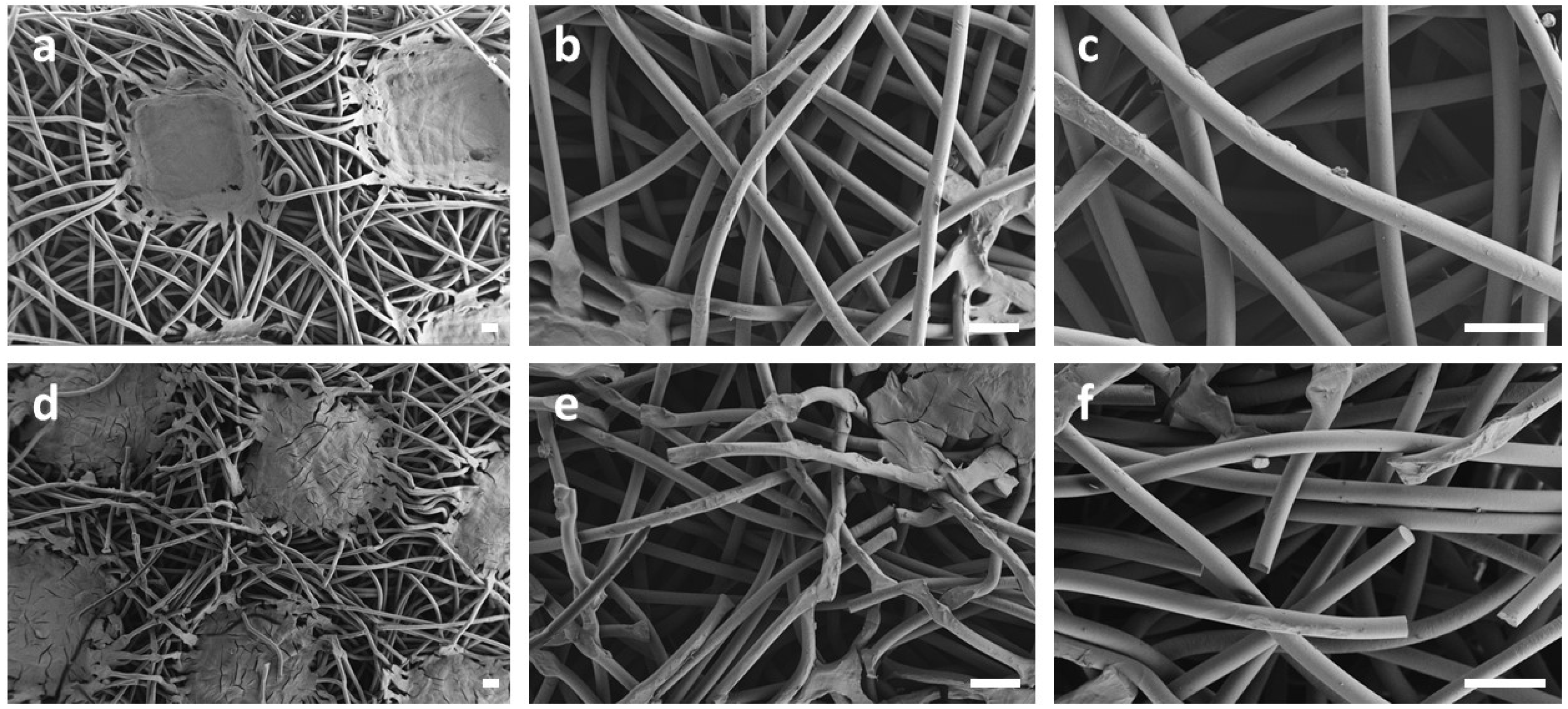
Figure 3.
Selected ATR-FTIR spectra in the range 2000-670 cm-1 of A1 exposed to isothermal ageing at 110℃ (a), accelerated photoageing at 24℃ (b), accelerated photoageing at 44℃ (c) and outdoor ageing (d).
Figure 3.
Selected ATR-FTIR spectra in the range 2000-670 cm-1 of A1 exposed to isothermal ageing at 110℃ (a), accelerated photoageing at 24℃ (b), accelerated photoageing at 44℃ (c) and outdoor ageing (d).
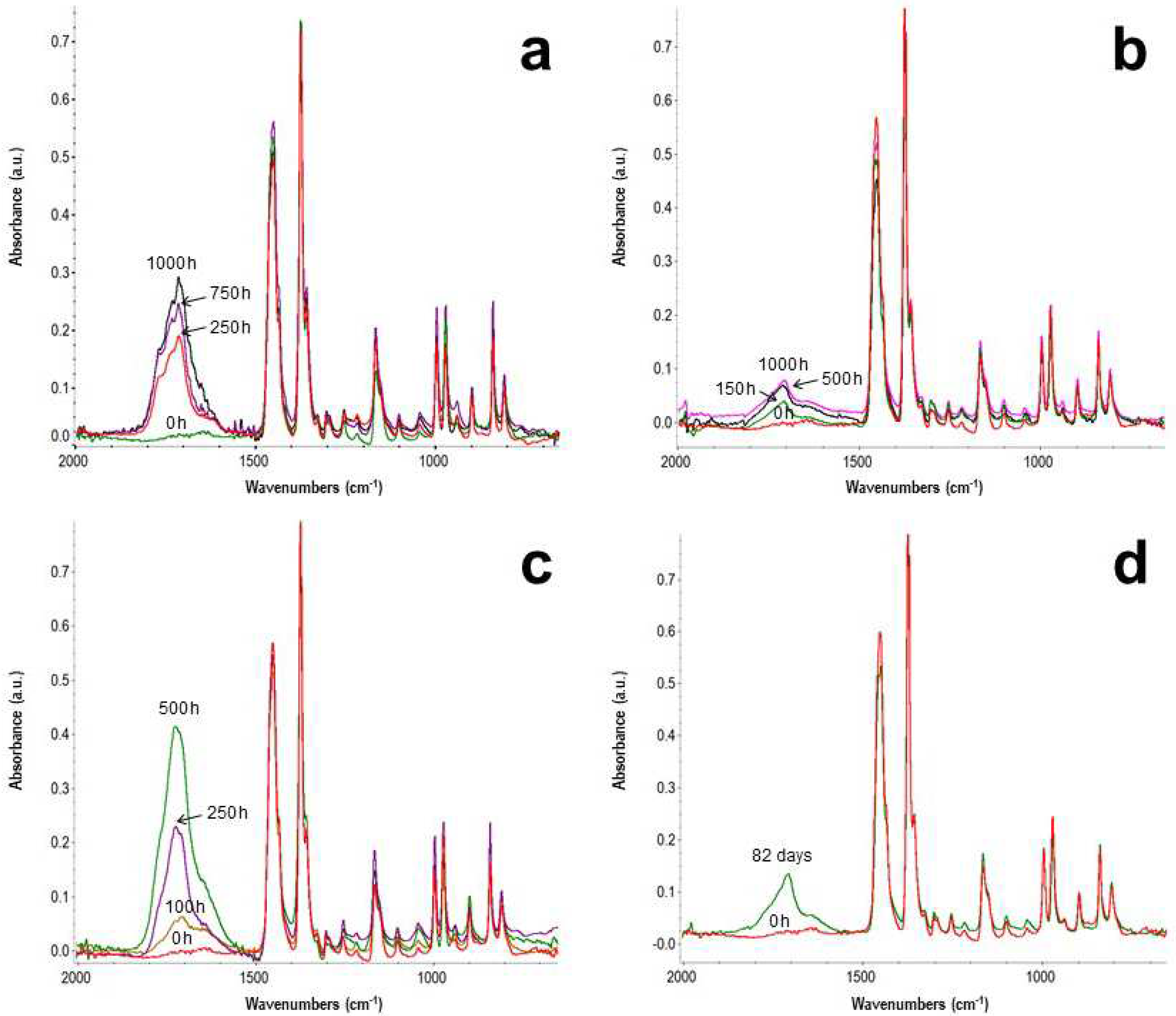
Figure 4.
Carbonyl index from FTIR spectroscopy measurements of PP layers exposed to isothermal ageing at 110℃ (a) and accelerated photoageing at 24℃ (b) as a function of treatment time.
Figure 4.
Carbonyl index from FTIR spectroscopy measurements of PP layers exposed to isothermal ageing at 110℃ (a) and accelerated photoageing at 24℃ (b) as a function of treatment time.
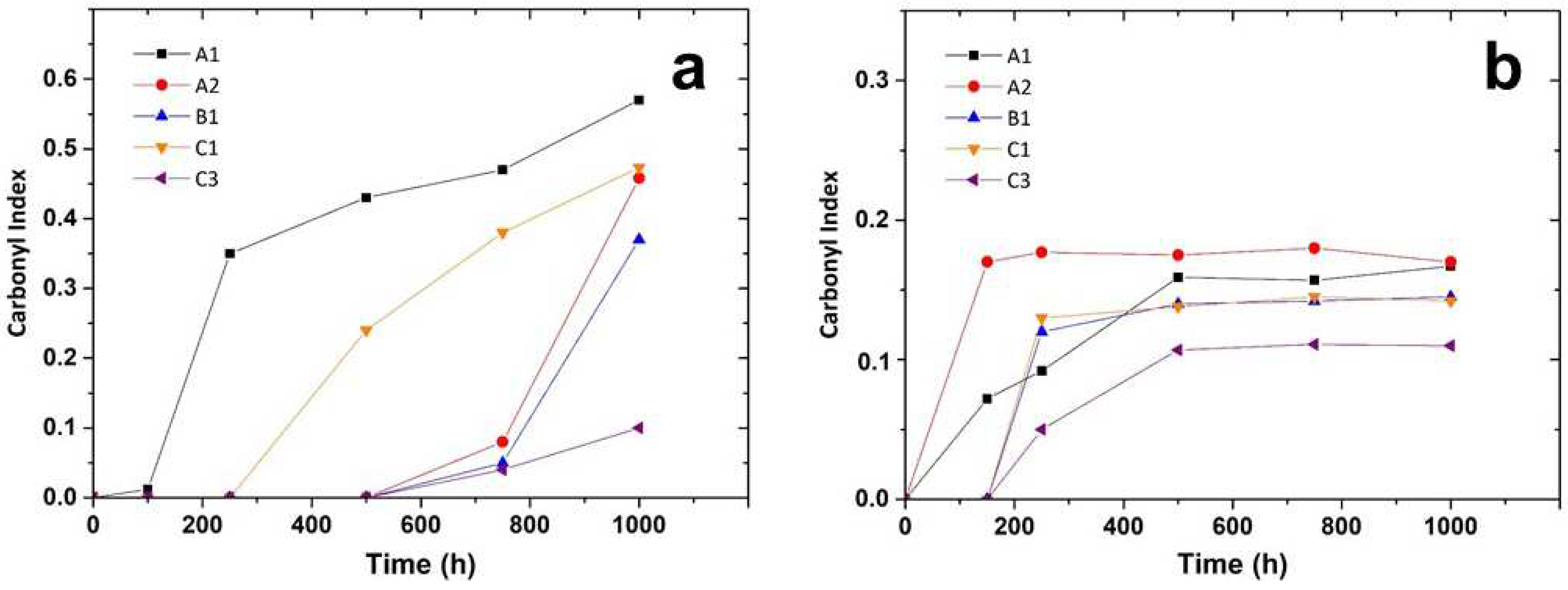
Figure 5.
Color changes of PP layers exposed to isothermal ageing at 110℃ (a) and accelerated photoageing at 24℃ (b) as a function of treatment time, and example of the chromatic evolution of layers A1 and C1 exposed to isothermal ageing at 110℃ (c).
Figure 5.
Color changes of PP layers exposed to isothermal ageing at 110℃ (a) and accelerated photoageing at 24℃ (b) as a function of treatment time, and example of the chromatic evolution of layers A1 and C1 exposed to isothermal ageing at 110℃ (c).
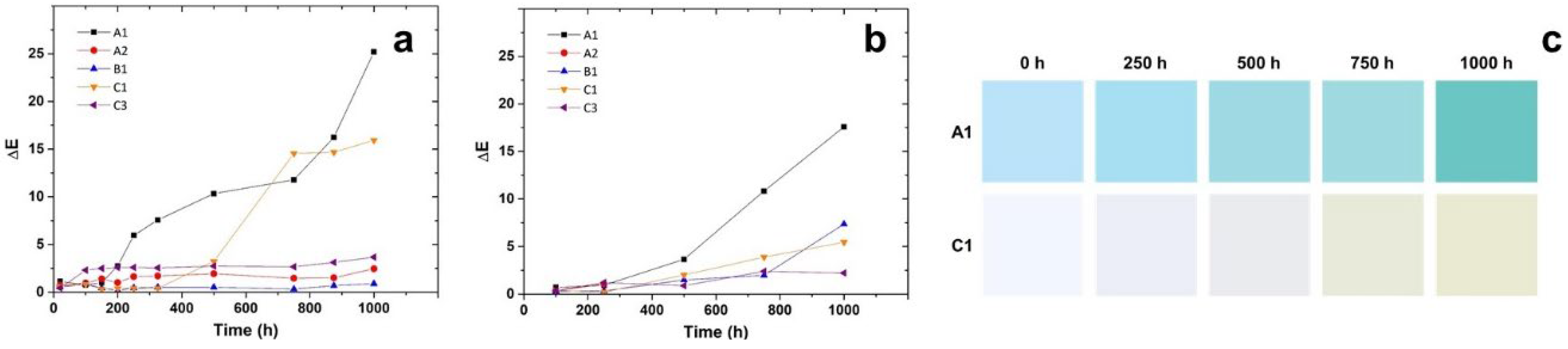

Table 1.
Composition of the layers of selected face masks and respirator.
| Selected items | Layer Code | Composition |
|---|---|---|
| Surgical mask A | A1 | spunbond PP with blue dye |
| A2 | melt-blown PP | |
| A3 | spunbond PP | |
| Surgical mask B | B1 | spunbond PP |
| B2 | melt-blown PP | |
| B3 | spunbond PP | |
| Filtering respirator C | C1 | spunbond PP |
| C2 | PE/PET hot air cotton | |
| C3 | spunbond PP with light stabilizer | |
| C4 | spunbond PP with light stabilizer | |
| C5 | spunbond PP |
Table 2.
The temperature of the main melting peak (℃) of the PP layers as a function of the time of isothermal treatment at 110℃. Values refer to the second scan.
Table 2.
The temperature of the main melting peak (℃) of the PP layers as a function of the time of isothermal treatment at 110℃. Values refer to the second scan.
| Layer | |||||
|---|---|---|---|---|---|
| Time (h) | A1 | A2 | B1 | C1 | C3 |
| 0 | 165 | 158 | 164 | 164 | 156 |
| 100 | 163 | 156 | 165 | - | - |
| 250 | 141 | 157 | 165 | 165 | 154 |
| 500 | 140 | 156 | 165 | 141 | 154 |
| 1000 | 137 | 154 | 163 | 139 | 153 |
Table 3.
The temperature of the main melting peak (℃) of the PP layers as a function of the time of accelerated photoageing at 24℃. Values refer to the second scan.
Table 3.
The temperature of the main melting peak (℃) of the PP layers as a function of the time of accelerated photoageing at 24℃. Values refer to the second scan.
| Layer | |||||
|---|---|---|---|---|---|
| Time (h) | A1 | A2 | B1 | C1 | C3 |
| 0 | 165 | 158 | 164 | 164 | 156 |
| 100 | 162 | 151 | 160 | 160 | 156 |
| 250 | 157 | 147 | 159 | 158 | 154 |
| 500 | 159 | 147 | 157 | 160 | 154 |
| 1000 | 158 | - 1 | 158 | 160 | 154 |
1 No measurements were possible due to extensive embrittlement and pulverization of the sample.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



