Submitted:
20 January 2023
Posted:
24 January 2023
You are already at the latest version
Abstract
This paper discusses the use of fly ash in concrete construction industry. Fly ash is incorporated as a supplementary cementitious material (SCM) in ordinary Portland cement (OPC) concrete in partial replacement of cement, and is recently used as a geopolymer cement in the development of geopolymer concrete (GPC) mixes. Class C and Class F fly ash high aluminosilicate content, and fine granular size contributes to concrete improved workability, lower permeability, and reduced heat of cement hydration. Due to its chemical properties, the use of fly ash in producing OPC and GPC results in increased compressive strength, higher tensile strength evaluated by measuring hardened concrete modulus of rupture (MOR), and higher modulus of elasticity (MOE). The fine size of fly ash particles increases the concrete mix packing order, and reduce the ingress of moisture, and mitigates the impact of aggressive environmental attacks through the reduction of sulfates and chlorides rate of concrete penetration. Thus, fly ash improves concrete resistivity to alkali-aggregate reactions (AAR), and reduces the corrosion of reinforcing steel, and prestressing strands. Fly ash as an economic byproduct of coal industry results in reduced material cost, increased durability, and a higher sustainability of concrete construction projects.
Keywords:
supplementary cementitious materials
; fly ash
; pozzolan
; binder
; Portland cement
; geopolymers
; concrete
; cement
1. Introduction
Coal is used as a major energy source throughout the globe. The share of coal is expected to represent 24% of the energy market by year 2035 [1]. Fly ash is a fine residue resulting from the combustion of pulverized coal and produced by coal-fired electric and steam generating plants [2,3,4]. Fly ash is the light fine ash particles generated during coal combustion and remain suspended until it is removed by emission control devices such as electrostatic precipitators or filters. On the contrary, coarse ash resulting from the same combustion process precipitates in the grates below the combustion room, and is being mixed with water and pumped to lagoons. This sand-like coarse ash particles are known as bottom ash.
The fly ash is conveyed to storage silos, and storage facilities using buckets and belt conveyors or through pressurized pipelines. It is transported to markets using barges, tanker trucks, or packaged in sacks to be used in specific industrial applications. The fly ash market size is estimated as $5.4 billion in 2022, with a forecast increase to $8.2 billion by year 2028 [1]. Most of the fly ash is produced in North America (United States), and Asia (China and India), and Australia. Fly ash utilization represents 25% of its total production. In China and India, utilization rate of fly ash is less than 50%, while EU countries as Denmark, the Netherlands, and Italy have 100% utilization rate [5]. The amount of produced fly ash is expected to grow in India, and southeast Asia. However, it is expected to decline in the European Union and the United States. Global fly ash production and utilization rates are shown in Figure 1.
A few decades ago, fly ash was considered a waste material with limited value. It was only used for landfills. However, the fly ash fine particle size, high alumina, and silicate content resulted in fly ash possible incorporation in concrete production, and other relevant applications as soil stabilization, structural fill, road base and sub-base, agriculture, mining, and oil field services [6,7,8,9,10,11,12,13,14,15]. This paper presents fly ash types, physical and chemical composition, impact on fresh and hardened concrete properties, current construction applications, advantages, and limitations.
2. Fly Ash Physical and Chemical Composition
Fly ash is a pozzolanic material which have little or no cementitious properties. However, pozzolans are capable of developing cementitious properties in the presence of calcium hydroxide and water. Pozzolans have been used since the Roman time, and were derived from natural sources as volcanic ash. Currently, many pozzolans are derived from coal industry and are commonly known as fly ash. In Great Britain, fly ash is commercially known as pulverized fuel ash (PFA).
There are currently three classes of pozzolans: Class N, Class C, and Class F. Fly ash contains small percentage of several heavy metals including nickel, cadmium, barium, zinc, lead, and copper. Fly ash particles are mostly spherical in shape with diameter ranging from 2 to 25 microns. The most-often used standards and specifications for fly ash characterization are AASHTO M 295, and ASTM C618. According to ASTM C618, two of the three classes of fly ash are commercially available for use in concrete production, namely class C and Class F [16,17]. ASTM C618 delineates requirements for physical and chemical composition of fly ash to be incorporated in concrete mix designs. Class C fly ash is derived from sub-bituminous coal and lignite, and contains a higher percentage of calcium oxide, and less than 2% of carbon, and Class F fly ash resulting from the combustion of anthracite and bituminous coal, and contains lower percentage of calcium oxide, and a carbon content ranging from 5% to 10%. Normal range of chemical composition for fly ash produced from different types of coal is shown in Table 1. [18].
Specific gravity of fly ash varies according to fly ash source, particle shape, gradation, and chemical composition [19]. An average specific gravity value of 2.0 is predominantly used for different types of fly ash. Fly ash used in concrete should be as consistent as possible, and should be sampled and tested according to ASTM C311 procedures. Fly ash engineering properties are important when fly ash is used as a supplementary cementitious material in partial replacement of Portland cement in ordinary Portland concrete (OPC) mix designs, and as a source for alumina and silicate for geopolymer concrete (GPC) mix development.
Detailed chemical and physical requirements for class C and class F fly ash to be successfully used in Portland cement concrete are listed in AASHTO M295, and ASTM C618, as shown in Table 2.
3. Fly Ash Pozzolanic Activity
A pozzolan is defined in ASTM C125 [20] as “a siliceous and aluminous material, which in itself, possesses little or no cementitious value but which will, in finely divided form in the presence of moisture, react chemically with calcium hydroxide at ordinary temperature to form compounds possessing cementitious properties.” In Portland cement concrete, The pozzolanic activity is a measure for (1) the amount of calcium hydroxide resulting from the hydration of portland cement that reacts with fly ash incorporated in the mix, and (2) the rate at which this reaction is produced. A wide range of test methods are used to assess the pozzolanic activity. Test methods are categorized as direct or indirect methods. In a direct method, the presence of calcium hydroxide Ca(OH)2 is monitored and the subsequent reduction in its amount is an indicator of the pozzolanic reaction. Direct assessment of pozzolanic activities includes analytical methods such as X-ray diffraction (XRD), thermos-gravimetric analysis (TGA), or classical chemical titration [21]. Indirect test methods assess the pozzolanic activity of fly ash by measuring a physical property of a test sample that indicates the extent of the activity. Example of physical properties include compressive strength, electrical conductivity [22,23,24,25], or heat evolving from hydration process [26].
The hydration process of ordinary portland cement and subsequent pozzolanic activity of fly ash are shown in the following equations [27]:

Calcium hydroxide resulting from cement hydration as shown in equation [1] results in efflorescence phenomena in the absence of fly ash. The incorporation of fly ash in the mix design results in the transformation of calcium hydroxide into additional binder through the pozzolanic reaction described in equation [2]. The amount of calcium hydroxide that reacts with mix fly ash depends on the fly ash type, source, and chemical composition, while the rate at which the reaction occurred is dependent on the fly ash particle size and fineness [28].
Fly ash plays a different role when used in the development of geopolymer concrete (GPC). GPC is produced by the alkaline activation of the aluminosilicate content of fly ash. The silica content (SiO2) and the alumina content (Al2O3) represents approximately 80 -95% of the fly ash content [29], and plays a major role in produced GPC mix properties [30,31,32]. Similarly, the type of alkaline activator [25,26,27,28,29,30,31,32,33], and curing conditions [36,37] would affect the strength and durability of hardened geopolymers.
While the water-to-cementitious ratio is considered the main factor in designing OPC concrete mixes incorporating fly ash, the type of alkaline activator, its molarity, and the silicate to hydroxide ratio of the used activator impacts how fly ash-based geopolymer concrete, its flowing ability, and initial, and final compressive strength. It is well-noted that fly ash GPC generates the majority of its strength within 1-week of being poured. On the contrary, fly ash portland cement concrete may face compressive strength gain delay, especially when class F fly ash is used.
4. Fly Ash Engineering Properties
Main fly ash engineering impacting the concrete construction industry includes particle fineness, loss on ignition, pozzolanic activity, and moisture content. These properties have direct impact on fly ash-concrete mix properties including workability, set time, bleeding, pumpability, initial and final compressive strength of concrete mixes [38].
Fineness: of fly ash particles are of particular interest as it significantly impacts the pozzolanic activity of fly ash. Pozzolanic activity is increased with fly ash increased fineness. Fly ash fineness is calculated using sieve analysis and the Blaine air permeability test [39]. ASTM C618 specifies a maximum of 34% of fly ash should be retained on 0.045 mm sieve (sieve # 325).
Loss on Ignition (LOI): is used as an indicator to determine the residual carbon content in fly ash. LOI values are affected by the type of fly ash source (coal type), conditions of combustion, and the efficiency of air pollution control equipment. The ASTM specifies a maximum permissible LOI of 6%. However, different state departments of transportation in the United States specify a maximum LOI value of 3% to 4%. Lower LOI values are required due to the adverse effect of higher carbon content on air entrainment of hardened concrete [40].
Pozzolanic Activity: is the chemical reaction between the reactive alumina-silicate content in fly ash and the calcium hydroxide formed from Portland cement hydration. The pozzolanic activity requires water to initiate, and results in the formation of additional binder content that increase the hardened concrete strength and reduce the efflorescence phenomenon [41,42].
Moisture Content: is limited to 3% by weight of fly ash sample to be usable in concrete mixing as per ASTM C618. Increased moisture will impact the pozzolanic activity of fly ash and reduce its efficiency in concrete mix development.
5. Impact of Fly Ash on Concrete Mechanical Properties
Workability: is extremely important for concrete mixes used in deep members and structural components where heavy reinforcement is used. Fly ash with high fineness and low carbon content reduces the water demand required to attain a certain flowing-ability. The improved rheological properties of high-volume fly ash concrete make it possible to use fly ash in developing self-consolidating concrete (SCC) mixes. On the contrary, coarse fly ash particles or fly ash with a high carbon content may require increased water content to attain a specified workability [43,44].
Set-Time: is affected by the amount, type, and quality of fly ash used in mic development. The fly ash impact on set-time is affected with the cement content, water content, the inclusion of high-range water reducers (HRWR), and HRWR dose. The use of fly ash tends to delay both initial and final concrete setting. However, the impact on early setting is more prominent. In hot weather, fly ash incorporation in concrete mixes may result in increased set-time, which is favorable as it allows labor crews to place, consolidate, and surface-treat concrete members. Similarly, concrete mixes with high fly ash content may adversely delay set-time under cold weather, and subsequently impede the work progress. On average, an increase of 10% in fly ash content in the mix cementitious content results in a 3-minute delay in set-time [45].
Pumpability: is impacted by the type, fineness, and carbon content of fly ash used in developing the concrete mix. The use of fly ash tends to increase set time and improves workability. Thus, fly ash concrete mixes are advantageous when concrete is placed using pumps [46].
Strength Development: is impacted by the percentage of fly ash as an SCM in the mix constituent. When low-calcium (class F) fly ash is used, early strength gain is negatively impacted. The higher percentage of class F fly ash used in partial replacement of Portland cement, the slower is the strength gain. Thus, class F fly ash is not beneficial in applications in need for high early strength as highway maintenance, fabrication of prestressed concrete members, aviation, and defense applications. However, long-term strength is improved when class F fly ash is used. Fly-ash mixes with higher calcium content, as class C fly ash, has a much lower impact on strength gain at early ages of concrete. Strength gain of fly ash concrete as compared to ordinary Portland cement concrete mixes is shown in Figure 2.
Permeability and chloride resistance: is increased when fly ash is incorporated in concrete mixes. This is attributed to the improved packing order in concrete’s granular constituents. Chloride resistance is considered a major advantage for using fly ash in producing concrete as it results in a reduced rate of corrosion for steel reinforcement and prestressing strands [48].
Freeze-Thaw Resistance of concrete: is reduced when high percentage of fly ash is used in-partial replacement of Portland cement. The low freeze-thaw resistance of fly ash concrete is attributed to the lack of air voids in fly ash concrete. Thus, hardened concrete lacks the ability to deal with the internal pressure developed due to the freezing of concrete internal moisture [49].
Alkali-Silica Reactivity (ASR): as a reaction is developed when alkaline content of the Portland cement reacts with active silica content of specific types of aggregates. ASR is catalyzed when free moisture is available within the concrete. ASR results in the formation of an expansive gel-like material that induce destructive internal tensile pressure within the hardened concrete member, as shown in Figure 3. ASR is mitigated when supplementary cementitious materials, including fly ash, are used in concrete mix production. Recent research showed that a replacement of 30% of concrete mass with fly ash is sufficient to stop the deleterious effect of ASR [50,51].
Fly ash effect on fresh and hardened concrete properties, and technical guidance for successful production of fly ash concrete mixes are summarized in Table 3.
6. Fly Ash Applications in Concrete Construction Industry
Fly ash is currently used in construction industry, especially in concrete mix development. Recent research showed that the incorporation of supplementary cementitious materials (SCMs) as silica fume, quartz flour, and fly ash in partial replacement of OPC [65,66,67,68] or in cement-free GPC results in desirable mechanical characteristics. Fly ash use in concrete construction includes the following applications:
Ready Mix Fly Ash Concrete: incorporates fly ash as a supplementary cementitious material for different reasons including set time delay, increased workability, long-term increase of compressive strength, reducing permeability, and increasing hardened concrete durability by fighting ASR, sulfate and Chloride attacks. In addition, the use of fly ash as a byproduct of coal industry results in lower project material budget, and reduced carbon footprint due to the decrease in cement consumption. SCC concrete mixes required for casting deep beams, heavily reinforced sections, and slabs/bridge decks are currently designed using fly ash, as shown in Figure 4.
Geopolymer Concrete: is produced by using alkaline solution to activate a pozzolanic material to form 3-dimensional inorganic polymer chains, known as geopolymers. The successful use of pozzolans in full replacement of Portland cement results in a significant reduction in project carbon footprint due to cement elimination. Type F fly ash is currently used as a main source of pozzolan to develop economic and environmentally friendly geopolymer concrete mixes. Advantages of fly ash geopolymer concrete are shown in Figure 5.
Asphalt Concrete: is currently developed for road pavement projects using fly ash as a partial or complete substitute of mineral fillers [71].
Roller Compacted Concrete (RCC): is increasingly used in different construction applications, including the construction of parking lots, rural roads, highway shoulders, and major highway intersections. RCC mixes are extremely dry mixes, and has “zero-slump” during placement. Thus, it is advantageous to incorporate fly-ash to ensure the concrete rheology under very low water-cement ratio. Fly ash RCC construction applications include road construction, fly ash bricks, and fly ash-based ceramics. Fly ash fine particle size results in reduced permeability and higher strength required for RCC mixes despite their rough surface, as shown in Figure 6.
Ultra-High-Performance Concrete (UHPC): as a new class of concrete with superior mechanical characteristics incorporates steel fibers and multiple SCMs in the mix design. Fly ash is used in the mix design of proprietary and non-proprietary UHPC [73,74,75,76]. Fly ash is incorporated by percentages up to 30% of the cement weight to improve the packing order of granular material and reduce hardened concrete voids. Increase density and reduced voids/permeability of concrete results in a significant increase in compressive strength and long-term performance of concrete projects. Currently, class C fly ash is used in the production of precast/prestressed I girders to be used in bridge construction. The incorporation of fly ash results in higher girder strength, which enables precast facilities to use large diameter prestressing strands. In addition to their improved mechanical characteristics, fly ash UHPC girders have smaller sections, and results in expedited construction with increased site safety, and higher environmental compliance [77].
Mass Concrete: are poured using high volume of fly ash. The use of fly ash in mass concrete in partial replacement of portland cement targets the reduction of heat evolved as a result of cement hydration. Recent research showed that fly ash is effective in reducing the adiabatic temperature rise of concrete produced using a portland cement content up to 250 kg./m3 The decrease in heat of hydration is directly proportional to the amount of fly ash used [78].
Other fly ash construction applications includes the utilization of fly ash in road and embankment construction. Fly ash, in combination with lime, is used to stabilize the soil subgrade to enhance its strength and improves its workability. Soil mixed with fly ash and lime experience an increase in its California Bearing Ratio (CBR) test results [79,80].
7. Current Studies for Fly Ash Applications
The use of fly ash as a pozzolanic supplementary cementitious material resulted in economic and environmental-friendly concrete mixes with reduced carbon emissions. The increase in fly ash proportion in concrete mix designs is currently investigated by different researchers. Recent trends in fly ash research includes the following:
High Volume Fly Ash Concrete: in which fly ash replaces a minimum of 50% of portland cement weight. The high-volume fly ash concrete (HVFA) are characterized by low-water content, low portland cement content, a high slump in excess of 150 mm. The HVFA mixes incorporates air-entraining admixtures when exposed to freeze-thaw cycles [81]. High slump values of HVFA is attributed to the reduction of shear force between the fine aggregate particles due to the ball-bearing effect of fly ash [82]
The optimum workability of HVFA is attained when fly ash is used to replace 40% to 60% of portland cement weight within the mix [83]. However, the use of fly ash in replacement more than 60% of portland cement may result in reduced workability [84,85] due to the higher specific area of fly ash particles as compared to cement [86,87].
Autoclaved Aerated Concrete (AAC): also known as Autoclaved Cellular Concrete (ACC) is produced using portland cement, burnt lime, gypsum, and a silicious material. Recent research showed that the incorporation of fly ash in partial replacement of sand and the extremely high void content of AAC results in a lightweight building product with higher thermal insulation [88]. The fly ash incorporated AAC has physical, and mechanical properties that varies from conventional concrete mixes. AAC density ranges from 300 to 750 kg/m3, a compressive strength ranging from 0.7 to 2.0 MPA. AAC elements with 200 mm thickness are granted a four-hour fire-resistant rating. AAC is non-combustible, and will not burn or produce toxic fumes.
8. Conclusions
The high rate of development in construction industry in the recent decades resulted in increased demand for cement. In order to limit the energy-consuming and environmentally polluting cement manufacturing, waste products as fly ash are utilized in partial replacement of Portland cement. Fly ash, as byproduct of coal industry, with high alumina and silicate content and fine particle size is successfully incorporated in concrete mix development to target specific mechanical properties improvement. Fly ash results in improved packing order of concrete granular mix constituents, minimize voids, increase mix density, overall strength, and results in higher resistivity to chloride attacks, sulfate attacks, and deleterious alkali-silica reactivity. The pozzolanic activity of fly ash and the extent of its impact on the afore-mentioned properties is highly dependent on fly ash source, chemical composition, particle size. Pozzolanic activity of fly ash is assessed using direct and indirect assessment techniques. Direct assessment techniques depending on the evaluation of the fly ash reactivity with calcium hydroxide resulting from cement hydration is commonly used in fly ash pozzolanic activity evaluation, while indirect methods depends on evaluation of specific concrete property correlated to pozzolanic activity as heat of hydration generated, and/or concrete compressive strength gain.
Current research is focused on the complete elimination of Portland cement through the development of fly-ash based geopolymer cements, which forms a binding agent upon activated by high alkaline activating solutions. The increased incorporation of fly ash in construction industry will result in a significant improvement in the environmental compliance of construction projects, and lower the carbon footprint associated with concrete construction.
9. Recommendations for Future Research
Significant research progress has been made to study the impact of fly ash on ordinary portland cement concrete. Future research should focus on deciphering the impact of fly ash on geopolymer concrete. Additional research should focus on the deterioration modelling of fly ash concrete bridge decks [89] and reliability analysis of structural members fabricated using high volume of fly ash [90].
References
- Metals and Minerals Report. Fly ash market size, by type, application. Report ID:FBI101087, 2020.
- Prakash, R., Raman, S.N., Subramanian, C., and Divyah, N. Eco-friendly fiber-reinforced concretes. Handbook of Sustainable Concrete and Industrial Waster Management, 2022, pp. 109-145. [CrossRef]
- Prakash, R., Divyah, N., Srividhya, S., Avudaiappan, S., Amran, M., Raman, S.N., Guindos, P., Vatin, N.I., and Fediuk,R. Effect of steel fiber on the strength and flexural characteristics of coconut shell concrete partially blended with fly ash. MDPI Materials Journal, Vol. 15, No. 12, 2022. [CrossRef]
- Prakash, R., Thenmozhi, R., Raman, S.N., Subramanian, C., and Divyah, N. An investigation of key mechanical and durability properties of coconut shell concrete with partial replacement of fly ash, Structural Concrete. Vol. 22, 2020. [CrossRef]
- Gollakota, A.R.J., Volli, V., Shu, C.M. Progressive utilization prospects of coal fly ash: a review. Science of Total Environment Journal, Vol. 672, No. 1, 2019 pp. 951-989. [CrossRef]
- Kolias, S., Rigopoulou, V.K., Karahalios, A. Stabilization of clayey soils with high calcium fly ash and cement. Journal of Cement and Concrete Composites, Vol. 27, No. 2, 2005, pp. 301-313. [CrossRef]
- Chindaprasirt, P., Chareerat, T., and Sirivivatnanon, V. Workability and strength of coarse high calcium fly ash geopolymer. Journal of Cement and Concrete Composites, Vol. 29, No. 3, 2007, pp. 224-229. [CrossRef]
- Wang, S., Wu, H., Environmental-benign utilization of fly ash as a low-cost adsorbent. Journal of Hazardous Materials, Vol. 136, No. 3, 2006, pp. 482-501. [CrossRef]
- Nhan, C.T., Graydon, J.W., Kirk, D.W. Utilizing coal fly ash as a landfill barrier material. Journal of Waste Management, Vol. 16, No. 7, 1996, pp. 587-595. [CrossRef]
- Cokca, E., Yilmaz, Z. Use of rubber and bentonite added fly ash as a liner material. Journal of Waste Management, Vol. 24, No. 2, 2004, pp. 153-164. [CrossRef]
- Akhnoukh, A.K. The use of micro- and nano-sized particles in increasing concrete durability. Particulate Science and Technology, Vol. 38, No. 5, 2019, pp. 529-534. [CrossRef]
- Takada, T., Hashimoto, I., Tsutsumi, K., Shibata, Y., Yamamuro, S., Kamada, T., Inoue, K., Tsuzura, K., Yoshida, K., Utilization of coal ash from fluidized-bed combustion boilers as road base material. Journal of Resources, Conservation, and Recycling, Vol. 14, No. 2, 1995, pp. 69-77. [CrossRef]
- Prashanth, J.P., Sivapullaiah, P.V., and Sridharan, A. Pozzolanic fly ash as hydraulic barrier in land fills. Journal of Engineering Geology, Vol. 60, No. 1-4, 2001, pp. 245-252. [CrossRef]
- Akhnoukh, A.K. Development of high perfromance precast/prestressed bridge girders. Dissertation, University of Nebraska-Lincoln, Nebraska, USA, 2008.
- Akhnoukh, A.K., Soares, R. Reactive powder concrete application in the construction industry in the United States. Proceedings of the 10th Conference of Construction in the 21st Century, Srilanka, 2019.
- ASTM International. Standard specification for coal fly ash and raw calcined natural pozzolan for use in concrete. ASTM C618-19, 2019. [CrossRef]
- American Association of State Highway and Transportation Officials. Standard specification for coal fly ash and raw or calcined natural pozzolan for use in concrete. AASHTO M 295, 2021.
- Pandian, N.S., Rajasekhar, C., Sridharan, A. Studies of the specific gravity of come Indian coal ashes. Journal of Testing and Evaluation, Vol. 26, No. 3, 1998 pp. 177-186.
- ASTM International. Standard test method for sampling and testing fly ash or natural pozzolans for use in portland-cement concrete. ASTM C311/C311M-22, 2022. [CrossRef]
- ASTM International. Standard terminology relating to concrete and concrete aggregates. ASTM C125-13a, 2013.
- Rahhal, V., and Talero, R. Influence of two different fly ashes on the hydration of portland cements. Journal of Thermal Analysis and Calorimetry. Vol. 78, 2004, pp. 191-205. [CrossRef]
- Mostafa, N.Y., and Brown, P.W. Heat of hydration of high reactive pozzolans in blended cements: isothermal conduction calorimetry. Thermochimica Acta, Vol. 435, No. 2, 2005, pp. 162-167. [CrossRef]
- Akhnoukh, A.K. Overview of concrete durability evaluation using electrical resistivity. In: Ahmed, S.M., Hampton, P., Azhar, S., Saul, A. (eds) Collaboration and Integration in Construction, Engineering, Management and Technology. Advances in Science, Technology & Innovation. Springer, Cham. [CrossRef]
- McCarter, W.J., and Tran, D. Monitoring pozzolanic activity by direct activation with calcium hydroxide. Construction and Building Materials. Volume 10, No. 3, 1996, pp. 179-184. [CrossRef]
- Frias, M., Villar-Cocina, E., and Valencia-Morales, E. Characterization of sugar cane straw waste as pozzolanic material for construction: calcining temperature and kinetic parameters. Waste Management, Vol. 27, No. 4, 2007 pp. 533-538. [CrossRef]
- Ustabas, I., Erdogdu, S., Omur, I., and Yilmaz, E. Pozzolanic effect on the hydration heat of cements incorporating fly ash, obsidian, and slag additives. Engineering Design and Analysis of Sustainable Mine Fills, Vol. 2021, 2021. [CrossRef]
- Akhnoukh, A.K. Application of supplementary cementitious materials in precast concrete industry. Sustainability of Concrete with Synthetic and Recycled Aggregates (ed. H Saleh), 2021. [CrossRef]
- Kramar, S., and Ducman, V. Evaluation of ash pozzolanic activity by means of the strength activity index test, Frattini test and DTA/TG analysis. Technical Gazette, Vol. 25, No. 6, 2018 pp. 1746-1752. [CrossRef]
- Ahmaruzzaman, M. A review of the utilization of fly ash. Progress in Energy and Combustion Science, Vol. 36, No. 3, 2010, pp. 327-363. [CrossRef]
- Thakur, R.N., and Ghosh, S. Effect of mix composition on compressive strength and microstructure of fly ash based geopolymer composites. ARPN Journal of Engineering and Applied Science, Vol. 4, No. 4, 2009.
- Van Jaarsveld, J.G.S., Van Deventer, J.S.J., and Luckey, G.C. The characterization of source materials in fly ash-based geopolymers. Meterials Letters, Vol. 57, No. 7, 2003, 1272-1280. [CrossRef]
- Hanjitsuwan, S., Chindaprasirt, P., Pimraksa, K. Electrical conductivity and dielectric property of fly ash geopolymer paste. International Journal of Minerals, Mettallurgy, and Materials. Vol. 18, 2011, 94-99. [CrossRef]
- Esparham, A., Moradikhou, A.B., Avanaki, M.J. Effect of various alkaline activator solutions on compressive strength of fly ash based geopolymer concrete. Journal of Civil Engineering and Material Application, Vol. 4, No. 2, 2020, pp. 115-123. [CrossRef]
- Nagaraj, V.K., and Babu, D.L.V. Assessing the performance of molarity and alkaline activator ratio on engineering properties of self-compacting activated concrete at ambient temperature. Journal of Building Engineering. Volume 20, 2018, pp. 137-155. [CrossRef]
- Shilar, F.A., Ganachari, S.V., Patil, V.B., Khan, T.M.Y., Javed, S., and Baig, R.U. Optimization of alkaline activator on the strength of geopolymer concrete. Polymers, Vol. 14, No. 12, 2022. [CrossRef]
- Lim, N.H., Samadi, M., Ariffin, N.F., Hussin, M.W., Bhutta, M.A.R., Sarbini, N.N., Khalind, N.H.A, and Aminuddin, E. Effect of curing conditions on compressive strength of FA-POFA-based geopolymer mortar, IOP Conference Series: Materials Science and Engineering, Vol. 431, No. 9, 2018. [CrossRef]
- Kong, L., Fan, Z., Ma, W., Lu, J., and Liu, Y. Effect of curing conditions on the strength development of alkali-activated mortar. Crystals, Vol. 11, No. 12 2021. [CrossRef]
- Federal highway Administration. User guidelines for waste and byproduct materials in pavement construction. FHWA Publication No. FHWA-RD-97-148, 1997.
- ASTM International. Standard test method for fineness of hydraulic cement by air permeability apparatus. ASTM C204-18, 2018.
- Folliard, K., Hover, K., Harris, N., Ley, M.T., Naranjo, A. Effects of Texas fly ash on air-entrainment in concrete: comprehensive report. FHWA Report No. FHWA/TX-08/0-5207-1, 2009. [CrossRef]
- Akhnoukh, A., Ekhande, T. Supplementary cementitious materials in concrete industry – a new horizon. Proceedings of the IRF 2021 Sustainable Civil Infrastructure, 2021. [CrossRef]
- Uzal, B., Turanli, L., Yucel, H., Goncuoglu, M.C., Culfaz, A. Pozzolanic activity of clinoptilolite: a comparative study with silica fume, fly ash, and a non-zeolitic natural pozzolan. Journal of Cement and Concrete Research, Vol. 40, No. 3, 2010 pp. 398-404. [CrossRef]
- Zulu, S.N.F., “Optimizing the usage of fly ash in concrete mixes,” A Dissertation, Durban University of Technology, 2017, Durban, South Africa.
- Ramasawamy, K.P., Siddik, M.A., and Nazeer, M. Workability and strength studies on fly ash modified masonry mortars. Proceedings of the International Conference on Modeling & Simulation in Civil Engineering (ICMSC), Singapore, 2011.
- Tomas, M., “Optimizing the use of fly ash in concrete,” Portland Cement Association, 2007.
- Longarini, N., Crespi, P.G., Zucca, M., Giordano, N., and Silvestro, G. The advantage of fly ash use in concrete structures. Journal of the Polish Mineral Engineering Society, 2020.
- Tafheem, Z., Khusru, S., and Nasrin, S., “Environmental impact of green concrete in practice,” Proceedings of the 1st International Conference on Mechanical Engineering and Renewable Energy (ICMERE), Chittagong, Bangladesh, 2011.
- Ortiz-Salcedo, B.H., Paris, J.M., Ferraro, C.C., Minkara, R., and Riding, K.A. Evaluation of chlorides in fly ash for use in concrete. Cleaner Material, Vol. 5, 2022. [CrossRef]
- Zhang, D., Mao, M., Zhang, S., and Yang, Q. Influence of stress damage and high temperature on the freeze-thaw resistance of concrete with fly ash as fine aggregates. Construction and Building Materials, Vol. 229, 2019. [CrossRef]
- Akhnoukh, A.K., Zaki, L., and Barsoum, M.M. Alkali-silica reaction mitigation and prevention measures for Arkansas local aggregates, International Journal of Civil and Environmental Engineering, Vol. 10, No. 2, 2016, pp. 95-99. [CrossRef]
- Akhnoukh, A.K., Mallu, A.R., Detection of alkali-silica reactivity using field exposure site investigation. Proceedings of the 58th Annual Associated Schools of Construction International Conference, Atlanta, Georgia, 2022.
- Swamy, R.N. The alkali reaction in concrete. Construction Research Council (CRC) Press, 2002.
- ASTM International. Standard test method for slump of portland cement concrete. ASTM C143-78, 2017. [CrossRef]
- ASTM International. Standard test method for static segregation of self-consolidating concrete using column technique, ASTM C1610/C1610M-21. [CrossRef]
- ASTM International. Standard test for slump flow of self-consolidating concrete. ASTM C1611/C1611M-21, 2021. [CrossRef]
- ASTM International. Standard test method for passing ability of self-consolidating concrete by J-ring. ASTM C1621/C1621M-17, 2017. [CrossRef]
- American Concrete Institute. Guide to selecting proportions for pumpable concrete. ACI 211.9R-18, 2018.
- ASTM International. Standard test method for time of setting of concrete mixture by penetration resistance. ASTM C403/C403M-08, 2017. [CrossRef]
- ASTM International. Standard test method for measuring early-age compressive strength and projecting later age strength. ASTM C918/C918/M-20, 2020. [CrossRef]
- ASTM International. Standard test method for compressive strength of cylindrical concrete specimens. ASTM C39/C39M-15a, 2015. [CrossRef]
- ASTM International. Standard test method for electrical indication of concrete ability to resist chloride ion penetration. ASTM C1202-22e1, 2022. [CrossRef]
- American Concrete Institute. Report on nondestructive test methods for evaluation of concrete in structures. ACI PRC-228.2-13, 2013.
- ASTM International. Standard test method for determining the potential alkali-silica reactivity of combinations of cementitious materials and aggregates (accelerated mortar-bar method). ASTM C1567-21. [CrossRef]
- ASTM International. Standard test method for determination of length change of concrete due to alkali-silica reaction. ASTM C1293-08b, 2008. [CrossRef]
- Akhnoukh, A.K., Elia, H. Developing high performance concrete for precast/prestressed concrete industry. Journal of Case Studies in Construction Materials, Vol. 11, 2019. [CrossRef]
- Ibrahim, M.A., Farhat, M., Issa, M.A., Hasse, J.A. Effect of material constituents on mechanical and fracture mechanics properties of ultra-high-performance concrete. ACI Material Journal, Vol. 114, No. 3, 2017 pp. 453-465. [CrossRef]
- Meng, W., Valipour, M., Khayat, K.H. Optimization and performance of cost-effective ultra-high-performance concrete, Journal of Materials and Structures, Vol. 50, No. 29, 2017. [CrossRef]
- Akhnoukh, A.K., Overview of nanotechnology applications in construction industry in the United States, Journal of Micro and Nano-systems, Vol. 5, No. 2, 2013, pp. 147-153. [CrossRef]
- Akhnoukh, A.K., and Xie, H. Welded wire reinforcement versus random steel fibers in precast/prestressed ultra-high-performance concrete I-girders. Construction and Building Materials, Vol. 24, No. 11, 2010, pp. 2200-2207. [CrossRef]
- Singh, N.B., Kumar, M., and Rai, S. Geopolymer cement and concrete: properties, Materials Today Proceedings, Vol. 29, No. 3, 2020 pp. 743-748. [CrossRef]
- Mirkovic, K., Tosic, N., and Mladenovic, G. Effect of different types of fly ash on properties of asphalt mixtures. Advances in Civil Engineering Journal, Vol. 2019, 2019. [CrossRef]
- Federal Highway Administration. Roller-compacted concrete pavement. FHWA Tech Brief: FHWA-HIF-16-003, 2016.
- Akhnoukh, A.K., and Buckhalter, C. Ultra-high-performance concrete: constituents, mechanical properties, applications and current challenges. Elsevier Journal of Case Studies in Construction Materials, Vol. 15, 2021. [CrossRef]
- Akhnoukh, A.K. Accelerated bridge construction using high performance concrete. Elsevier Journal of Case Studies in Construction Materials, Vol. 12, 2020. [CrossRef]
- Akhnoukh, A.K. The effect of confinement on transfer and development length of 0.7-inch prestressing strands. Proceedings of the Concrete Bridge Conference, 2010, Phoenix, Arizona.
- Akhnoukh, A.K. Prestressed concrete girder bridges using large 0.7-inch strands. International Journal of Civil and Environmental Engineering, Vol. 7, No. 9, 2013. [CrossRef]
- Akhnoukh, A.K. Implementation of nanotechnology in improving the environmental compliance of construction projects in the United States. Particulate Science and Technology Journal, Vol. 36, No. 3, 2018, pp. 357-361. [CrossRef]
- De Matos, P.R., Junckes, R., Graeff, E., and Prudencio Jr., L.R. Effectiveness of fly ash in reducing the hydration heat released of mass concrete. Journal of Building Engineering, Volume 28, 2020. [CrossRef]
- Dwivedi, A., and Jain, M.K., Fly ash-waste management and overview: a review. Recent Res. Sci. Technol. Vol 6., 2014, pp 30-35.
- Mukherjee, S.P., and Vesmawala, G. Exploring fly ash utilization in construction of highways in India. IOSR J. Mech Civ. Eng., Vol. 8, 2013, pp. 23-32.
- Ondova, M, and Sicakova, A. Review of current trends in ways of fly ash application. Proceedings of the 14th International Multidisciplinary Scientific GeoConference & Expo SGEM, 2014 10.5593/SGEM2014/B52/S20.080.
- Puthipad, N., Ouchi, M., Rath, S., and Attachaiyawuth, A. Enhancement in self-compact ability and stability in volume of en trained air in self-compacting concrete with high volume fly ash. Construction and Building Materials, Vol. 128, pp. 349-360, 2016. [CrossRef]
- Mukherjee, S., Mandal, S., and Adhikari, U.B. Comparative study on physical and mechanical properties of high slump and zero slump high volume fly ash concrete (HVFAC). Global NEST Journal, Vol. 15, No. 4, 2013, pp. 578585.
- Wang, X., Y. Simulation for optimal mixture design of low-CO2 high-volume fly ash concrete considering climate change and CO2 uptake. Cement and Concrete Composites, Vol. 104, 2019. [CrossRef]
- Alaka, H.A., and Oyedele, L.O. High volume fly ash concrete: the practical impact of using superabundant does of high range water reducer. Journal of Building Engineering, Vol. 8, 2016, pp. 81-90. [CrossRef]
- Bouzoubaa, N., Bilodeau, A., Tamtsia, B., and Foo, S. Carbonation of fly ash concrete: laboratory and field data. Canadian Journal of Civil Engineering, Vol. 37, No. 12, 2010, pp. 1535-1549. [CrossRef]
- Sua-iam, G., and Makul, N. Incorporation of high-volume fly ash waste and high-volume recycled alumina waste in the production of self-consolidating concrete. Journal of Cleaner Production, Vol. 159, 2017, pp. 194-206. [CrossRef]
- Sutton, M.E. Autoclaved cellular concrete, the future of fly ash. Proceedings of the 1999 International Ash Utilization Symposium. University of Kentucky, 1999.
- Morcous, M., and Akhnoukh, A.K. Stochastic modeling of infrastructure deterioration: an application to concrete bridge decks. Proceedings of the Joint International Conference on Computing and Decision Making in Civil and Building Engineering, Montreal, Canada, 2006.
- Morcous, G., and Akhnoukh, A.K. Reliability analysis of NU girders designed using AASHTO LRFD. ASCE Structure Congress, Long Beach, California, 2007.
Figure 1.
Global coal ash production and utilization percentage [5].
Figure 1.
Global coal ash production and utilization percentage [5].
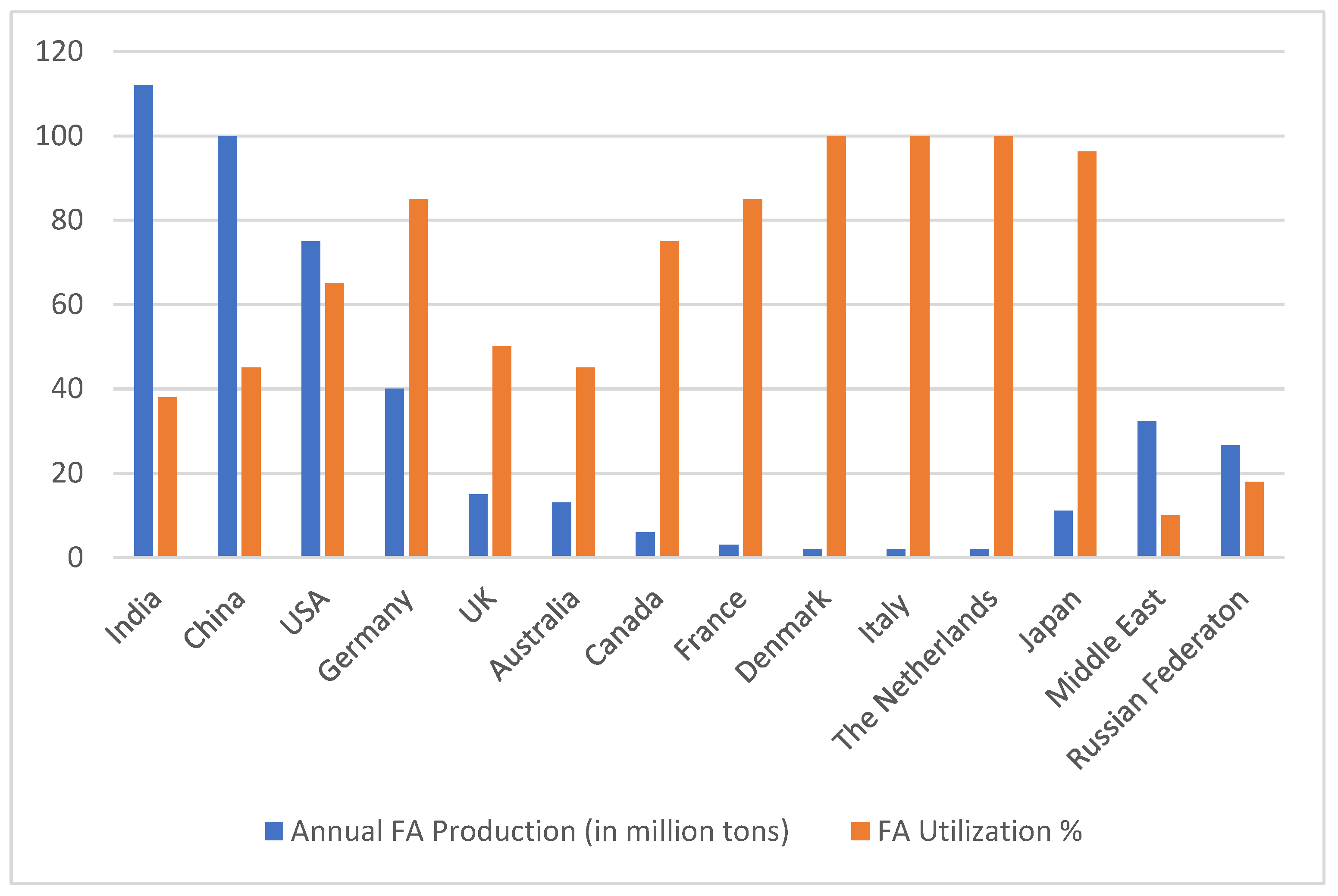
Figure 2.
Compressive strain gain versus time for fly ash and normal concrete mixes [47].
Figure 2.
Compressive strain gain versus time for fly ash and normal concrete mixes [47].
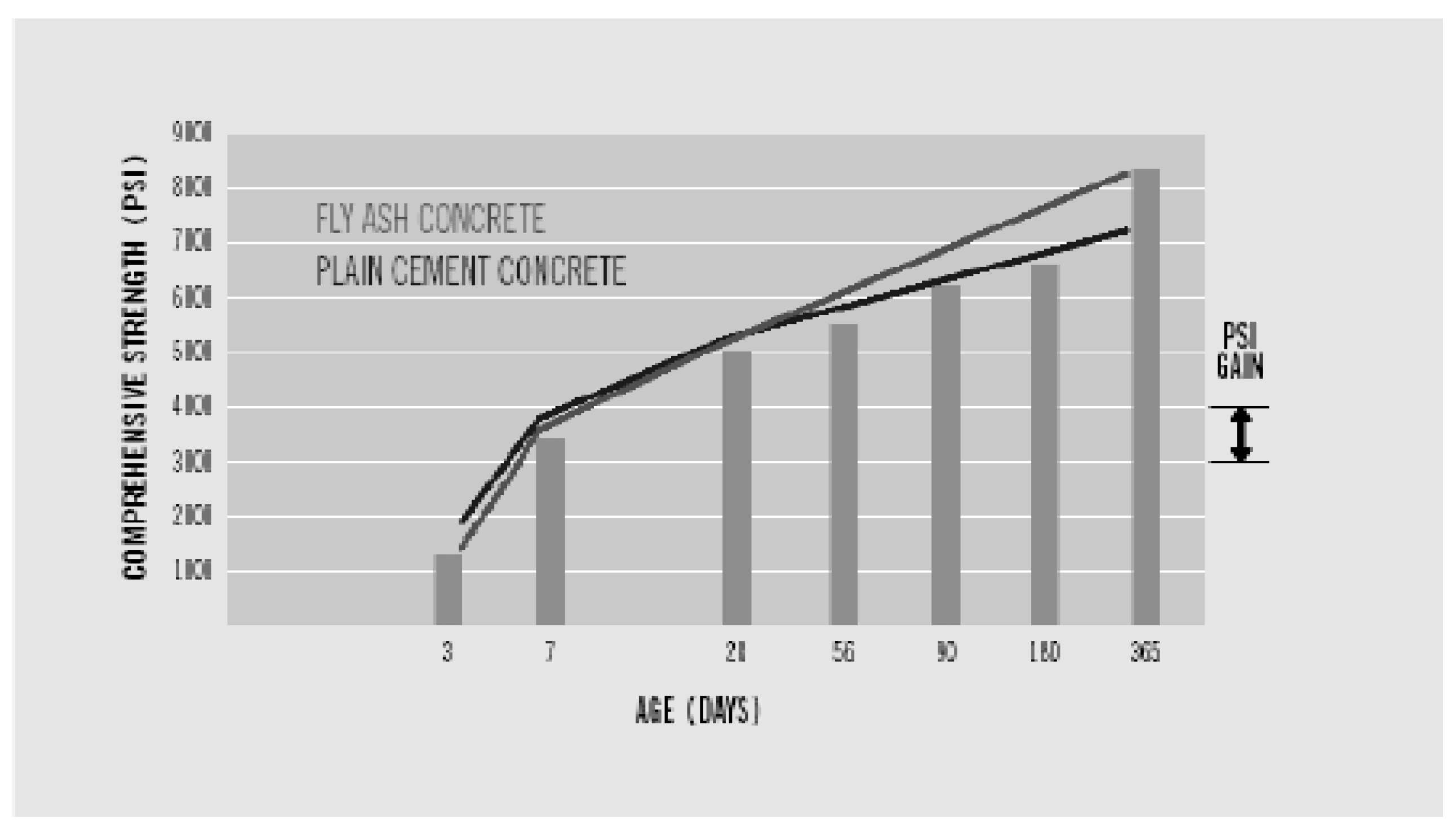
Figure 3.
ASR reaction product (expansive white gel-like substance) [52].
Figure 3.
ASR reaction product (expansive white gel-like substance) [52].
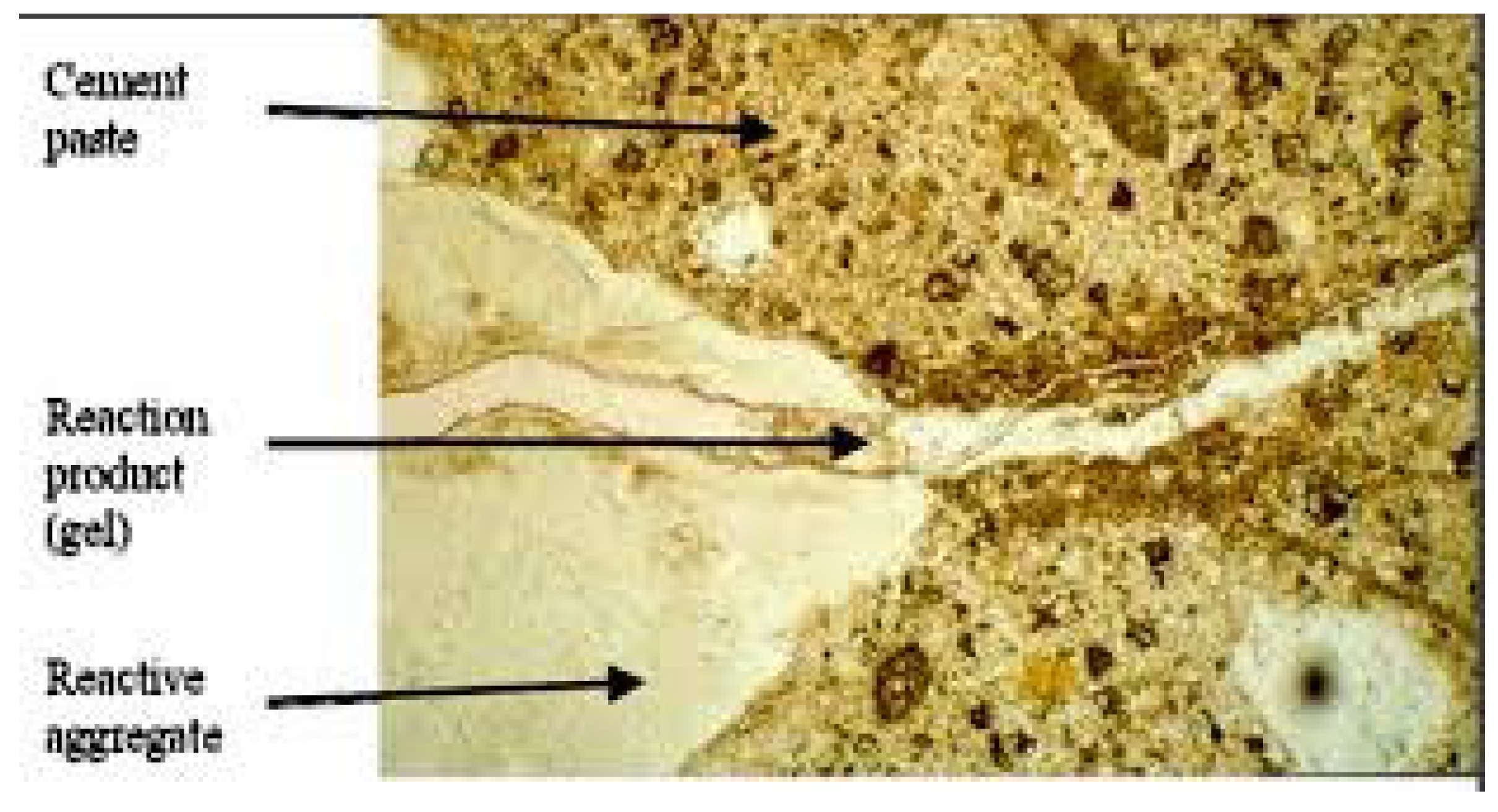
Figure 4.
I-girder heavy reinforcement (poured with fly ash concrete) [69].
Figure 4.
I-girder heavy reinforcement (poured with fly ash concrete) [69].

Figure 5.
Advantages of fly ash geopolymer concrete [70].
Figure 5.
Advantages of fly ash geopolymer concrete [70].
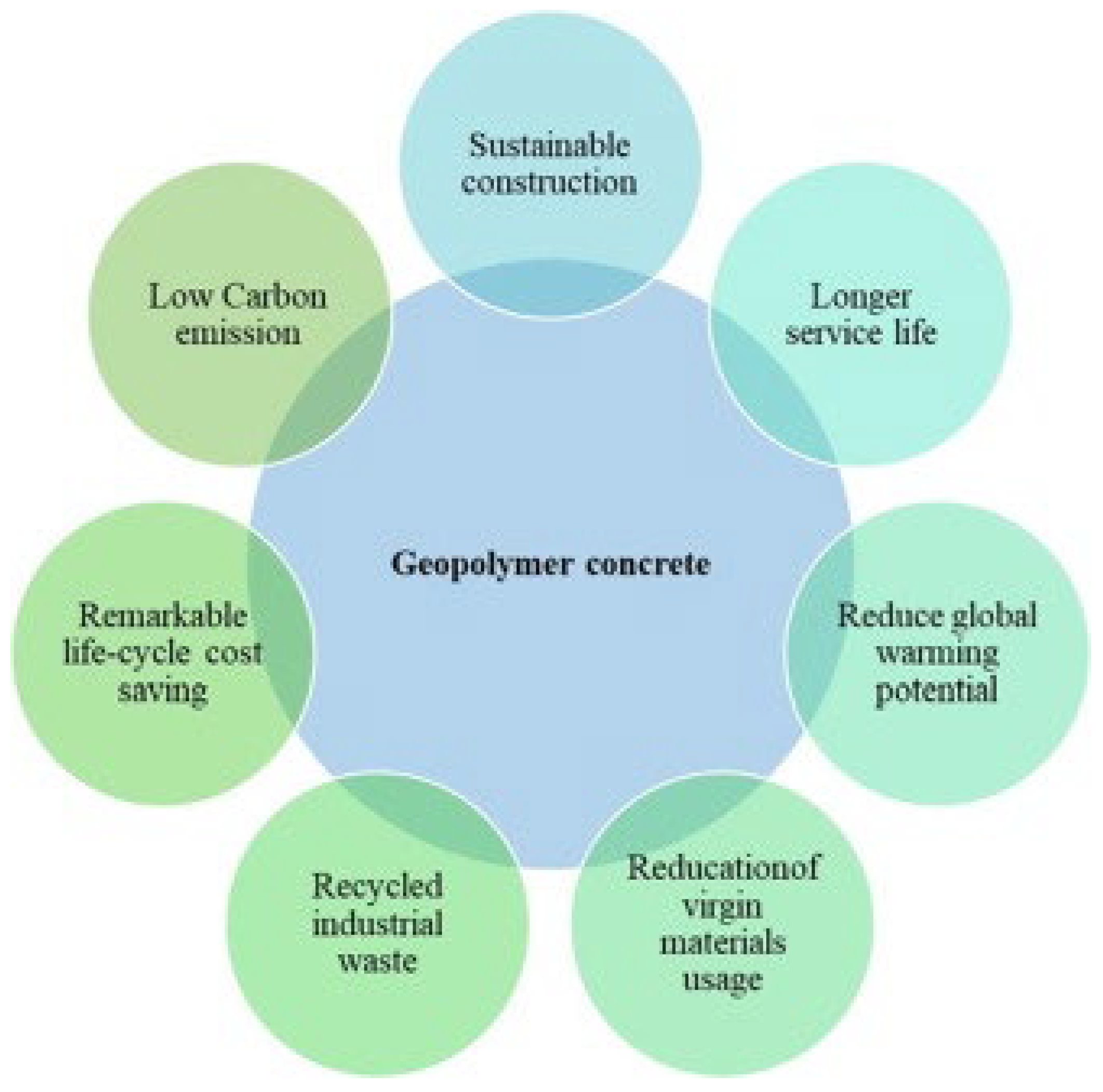
Figure 6.
Fly ash RCC rough surface, as compared to conventional concrete [72].
Figure 6.
Fly ash RCC rough surface, as compared to conventional concrete [72].


Table 1.
Range of chemical composition of fly ash based on coal type (weight %) [18].
Table 1.
Range of chemical composition of fly ash based on coal type (weight %) [18].
| Component | Bituminous | Subbituminous | Lignite |
|---|---|---|---|
| SiO2 | 20-60 | 40-60 | 15-45 |
| Al2O3 | 5-35 | 20-30 | 10-25 |
| Fe2O3 | 10-40 | 4-10 | 4-15 |
| CaO | 1-12 | 5-30 | 15-40 |
| MgO | 0-5 | 1-6 | 3-10 |
| SO3 | 0-4 | 0-2 | 0-10 |
| Na2O | 0-4 | 0-2 | 0-6 |
| K2O | 0-3 | 0-4 | 0-4 |
| LOI | 0-15 | 0-3 | 0-5 |
Table 2.
Specifications for fly ash in Portland cement concrete (ASTM C618, AASHTO M295).
| Percentage | Class F | Class C | ||
|---|---|---|---|---|
| Chemical Requirements | SiO2+Al2O3+Fe2O3 | Min % | 70 | 50 |
| SiO3 | Max % | 5 | 5 | |
| Moisture Content | Max % | 3 | 3 | |
| Loss on Ignition | Max % | 5 | 5 | |
| Optional Chemical Requirement | Available alkalis | Max % | 1.5 | 1.5 |
| Physical Requirements | Fineness (+325 Mesh) | Max % | 34 | 34 |
| Pozzolanic Activity/Cement (7 days) | Min % | 75 | 75 | |
| Water requirement | Max % | 105 | 105 | |
| Autoclave expansion | Max % | 0.8 | 0.8 | |
| Optional Physical Requirements | Multiple factor (LOI x fineness) | 255 | - | |
| Increase in drying shrinkage | Max % | 0.03 | 0.03 | |
| Uniformity requirement (air entraining agent) | Max % | 20 | 20 | |
| Cement-alkali reaction (mortar expansion) | Max % | 0.02 | - |
Table 3.
Effect of fly ash on concrete properties and relevant technical specifications.
| Property | Fly Ash Effect on Concrete | Technical Specifications/Testing |
| Workability [53,54,55,56] | Improved by using fly ash, measured by concrete slump and SCC spread diameter | ASTM C143, ASTM C1611, ASTM C1621, ASTM C1610 |
| Pumpability [57] | Better pumpability due to improved workability and delayed set time | ACI 211.9R-18 |
| Set Time [58] | Set time is extended when fly ash is used. Specially with high carbon fly ash (Fly ash class F results in more set time delay as compared to class C) | ASTM C403/C403-M |
| Early Strength [59] | Class F fly ash tends to delay early strength gain. Class C fly ash tends to expedite strength gain due to its self-cementing properties | ASTM C918M-20 |
| Long Term Strength [60] | Class C and F fly ash results in a long-term strength increase. The increase in long term strength is proportional to the amount of fly ash incorporated. This is validated by testing strength at 56 days | ASTM C39/C39M-15a |
| Permeability and Chloride Resistance [61,62] | Class C and F fly ash results in improved packing order for the granular constituents of concrete mix. Thus, permeability is reduced, and chloride resistance is improved | ASTM C1202-22e1, ACI PRC-228.2-13 |
| Alkali-Silica Reactivity [63,64] | Fly ash reduction to mix permeability results in decreased moisture ingress. Thus, ASR is mitigated. The incorporation of 30% of fly ash terminates ASR | ASTM C1567-21, ASTM C1293-08b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



