Submitted:
25 January 2023
Posted:
10 February 2023
You are already at the latest version
Abstract
The present paper deals with the complex study of the CO2 capture from combined heat power plant flue gases using the efficient technological scheme design – membrane cascade type of «Continuous Membrane Column». In contrast to well-known multi-step or multi-stage process designs, the cascade type of separation unit provides several advantages. That apparatus conceptually refers to the distillation columns. Here, the separation process is implemented in it by creating two counter current flows. In one of them is depleted by the high-permeable component in a continuous mode, meanwhile the other one is enriched. Taking into account, that the circulating flows rate overcome the withdrawn ones, there is a multiplicative growth in separation efficiency. A comprehensive study of the CO2 capture using membrane cascade type of «Continuous Membrane Column» includes the determination of optimal membrane material characteristics, the sensitivity study of the process and feasibility evaluation. It was clearly demonstrated that proposed process provides the efficient CO2 capture, which meets the modern requirements in terms of CO2 content (≥ 95 mol.%), recovery rate (≥ 90 %) and residual CO2 concentration (≤ 2 mol.%). Moreover, it was observed, that it is possible to process CO2 with purity up to 99.8 mol.% at the same recovery rate. This allows use of this specific process design in the CO2 pretreatment operations in the production of high-purity carbon dioxide.
Keywords:
flue gases
; carbon dioxide
; membrane
; cascade
; process design
1. Introduction
The environment of Earth's planet, at present, is continuously suffering from different anthropogenic impacts which results in dramatic effects, such as air emissions of pollutants, pollution of soil and subsoil, disposal of production and consumption waste, and the major one – global climate change. The main cause of that is emission of greenhouse gases (water vapors, carbon dioxide, methane etc.) generated by global industry. Among them, according to US Environmental Protection Agency the carbon dioxide is the most produced component, meanwhile the 35 % is produced by transportation segment and 31 % is emitted by coal power plants [1] as given on the circle diagrams in Figure 1.
Over the past century, the carbon dioxide concentration in the atmosphere has dramatically increased from 275 to 387 ppm and already led to a tangible increase in temperatures on the planet, namely, the average temperature of the Earth's surface in the 21st century exceeds the same value of the 20th century by 0.8 – 1.2 ˚С. If the build-up of CO₂ continues at current rates, by 2060 it will have passed 560 ppm – more than double the level of pre-industrial times [2]. The developed climate models predict that the established trend will negatively affect the global climate by 2100 [3]. As its source is anthropogenic action, nowadays the CCS project (carbon capture and storage) is a worldwide accepted strategy under that is about 50 operational facilities today. The International Energy Agency estimates that to limit warming to below 2 ºC, 2.8 Gt (billion tons) of CO2 per year would need to be stored by 2050 [4]. Given that a current large-scale facility captures around one million tons per year, that would suggest over 2000 facilities need to be start up in the next thirty years.
The estimated CO2 emissions per kWh of the coal-based power plant is 958 g. Given the contribution of 31 % to the overall emission of carbon dioxide made by the electricity industry, coal-powered plants are considered as one of the main emission sources. Nowadays, the amine scrubbing technique [5] is dominating in the acid gases capture industry and is conventionally applied in the flue gases treatment as well as in natural gas sweetening. Besides its indisputable technical capabilities, the preference of chemical absorption is also regarded to the industry’s convenience in utilizing amine technology throughout the past few decades. However, despite the effectiveness of that approach at capturing the CO2 at its low content at feedstock [6] a number of drawbacks [7], including corrosion of pipelines and equipment, high investment costs, loss of sorbent solution due to its degradation, as well as potential environmental threats. Wherein the most critical is process high energy consumption equal up to the 30 % of power plant produced energy resulting in the CO2 capture cost of 40–100 $ / ton and rise in electricity price of 50 – 90 % [8,9]. That forces the world’s chemical engineering society to design new energy-efficient processes agreed with modern green chemistry principles [10,11,12,13,14].
In that context, special attention should be paid to membrane-based processes which are able to separate gaseous media at ambient conditions without phase transitions, does not require chemical reagents and heat supply or its removal resulting in energy-efficient gas processing [15,16,17]. A shortlist of recent studies [10,18,19,20,21,22,23,24,25,26,27,28,29] presents promising results on the appliance of membrane-based techniques in the carbon dioxide capture from flue gases. The comprehensive study devoted to the simulation of the CO2 capture process using two-step vacuum design and two-step counter-flow/sweep design shows, that membrane-based technique allows producing 95 % rich CO2 recovering 90 % and process cost is 23 $ / ton [10]. A series of studies performed by Zhao et al. [18,19,22,23] presents a complex comparison of a number of membrane cascade designs (covering 14 schemes) for CO2 capture from flue gases and energy consumption analysis juxtaposed to amine scrubbing. As a result, the two-stage design of a membrane cascade with recycled retentate stream of a second stage was determined as optimal due to the lowest energy consumption on the production of 95 % pure CO2 with its 95 % recovery.
In the light of the abovementioned facts, the present work deals with a comprehensive study of the CO2 capture using membrane cascade type of «Continuous Membrane Column», including the determination of optimal membrane material characteristics, the sensitivity study of the process and feasibility study. It was clearly demonstrated that proposed process provides the efficient CO2 capture, which meets the modern requirements in terms of CO2 content (≥ 95 mol.%), recovery rate (≥ 90 %) and residual CO2 concentration (≤ 2 mol.%). Moreover, it was observed, that it is possible to process CO2 with higher purity up to 99.8 mol.% at the same recovery rate, which allows to use this specific process design in the CO2 pretreatment operations in the production of high-purity carbon dioxide.
2. Membrane separation unit simulation
To implement a membrane gas separation unit into Aspen Plus simulation environment a specially developed ACM user block was used, which is based on updated hollow fiber membrane model created by Ajayi and Bhattacharyya under the DOE Carbon Capture Simulation Initiative (CCSI) [30]. The model is one-dimensional partial differential equation (PDE)-based, multi-component, and applicable for membrane materials that follow the solution-diffusion permeation. Gas permeances are independent of pressures, concentrations and stage cut. Separation takes place under isothermal conditions. The model predicts the pressure drop in both the shell side and fiber bore side according to the Hagen- Poiseuille equation for a compressible fluid. The feed gas enters the shell side of the hollow fiber membrane and permeates to the fiber’s bore. The one-dimensional permeate and retentate gas plug-flows are assumed to be counter-current to each other. The model provides profiles for component fluxes and concentrations. The gas mixtures in the module are assumed to behave ideally. The operating conditions for membrane module simulations (pressure drop, temperature and flows) are steady-state. The equation-oriented structure enables the user to perform rating or design calculations depending on the variables being specified to satisfy the degrees of freedom.
3. Design of the technological scheme for CO2 capture
The present study deals with CO2 capture process using the specially designed membrane cascade type of «Continuous Membrane Column». The principal scheme of that separation unit is given in Figure 2. During the separation process, the flue gases to be separated are continuously fed to the feed inlet placed in between of stripping and enrichment sections of the membrane cascade and being mixed with the gas flow leaving the membrane unit (2) of the enrichment section. The permeate of membrane units 1 and 2 is evacuated using a vacuum pump and being sent further (membrane unit 3) with a compressor. In that way, the stripping section generates the prior concentrate of carbon dioxide on the permeate side of membrane unit 1 and processes the feed stream till the allowed CO2 level in the residue flow. After the prior concentration of carbon dioxide, the membrane unit 3 provides the finishing purification to the desired level of 95 mol.%, meanwhile the membrane unit 2 saves the CO2 in the retentate of unit 3 through the enrichment of permeate side of the cascade by carbon dioxide. Therefore, that configuration of the membrane separation device allows to efficiently process the flue gases. The product stream, which is permeate of membrane unit 3, contains not less than 95 mol.% of CO2. The residual stream, which is retentate of membrane unit 1, contains not more than 2 mol.% of CO2. And the recovery rate is not less than 90 %. A brief list of simulation parameters is presented in Table 1. It is important to note, that the scheme given in Figure 2, shows the basic elements of the cascade. Depending on the specific process parameters (feed stream pressure and/or temperature) it may be additionally upgraded with compressor units, heat exchangers and other units, such as condensers and etc.
3. Result and discussion
Here the calculation of the technological scheme of a membrane cascade type of «Continuous membrane column» for carbon dioxide capture from flue gases of combined heat and power plants was performed. A parametric analysis of the proposed scheme was carried out in order to determine the selectivity values of the membrane used and its area providing the optimum ratio between the purity of captured CO2, the recovery rate and the CO2 content in the residual stream. The goal of the process is to achieve a purity of the captured carbon dioxide ≥ 95 mol.%, the recovery rate ≥ 90 % and the concentration of CO2 in the residual stream ≤ 2 mol.%. The flue gas parameters are listed in Table 1. It is important to note that all further calculations were performed for the feed mixture pressure of 0.15 MPa and the pressure in the permeate side of 0.02 MPa. These values were determined based on a number of literature sources addressing the issue of CO2 capture from CHP plant flue gases by membrane gas separation [10,31]. In addition, the pressure of 0.02 MPa is the minimum achievable in practice [10], and, given the pressure of the separated mixture at 0.1 MPa, compression to a value of 0.15 MPa seems economically justified.
Figure 3 shows the process flow diagram designed in the Aspen™ Plus flowsheet screen. Here, in addition to the three membrane units (one (M1) in the stripping section and two (M2 and M3) in the enrichment section), three compressors are used: C1 to compress the feed gas mixture flow to increase the partial pressure gradient of CO2, C2 to compress the captured CO2 to prepare it for storage or transportation and VC - vacuum compressor to evacuate the permeate side of membrane units (M1, M2) and further compress permeated mixture prior to feed the membrane unit M3.
The key characteristics determining the appropriateness of a particular process design are the carbon dioxide content in the product and residual streams, and also the recovery rate of carbon dioxide. Therefore, it is necessary to determine the influence of the process parameters of the proposed technological scheme and their ranges available for optimization on the above-mentioned characteristics. A parametric analysis of the proposed process flow diagram was therefore carried out.
3.1. Influence of membrane selectivity on CO2 capture efficiency
The membrane CO2/N2 selectivity value was determined for further calculations required to achieve the key process characteristics. Carbon dioxide permeability was set at 1 000 GPU based on the parameters used in [10] and commercial availability of membrane with similar permeability - MTR Polaris™. The calculation was performed at the ultimate values of the considered membrane area range in the stripping and enrichment sections of 83 000 and 4 500 m2, respectively.
Figure 4 shows the influence of membrane selectivity on the carbon dioxide content in the product and residual streams withdrawn from the enrichment and stripping sections of membrane cascade, respectively. The graphs clearly demonstrate that the selectivity of the membrane has a significant influence on the process efficiency. Therefore, a membrane with a selectivity lower than 12 cannot achieve CO2 content ≤ 2 mol. % in the residual stream and moreover, a membrane’s selectivity higher than 32 is necessary to produce a CO2 with purity of 95 mol. % and higher. The calculation results are in good agreement with previous experiments in which a deep purification of a low permeable component and CO2 capture was investigated [32,33]. With these experiments it was shown that even when using a membrane with a low selectivity (2.5) it is possible to achieve high product purity (99.997 vol.%), which corresponds to a low content of a high permeable impurity. In the case of experimental study of membrane cascade during CO2 capture it was shown that the use of a membrane with selectivity of 8 does not allow to achieve the required product purity, namely, in the limiting ratio of the withdrawn streams from the membrane cascade sections a CO2 purity of 91.23 vol.% was achieved. Obtained dependence for the withdrawn gas streams from the membrane cascade is explained by the fact that separation of that mixture even at the low selective membrane provides permeation of most part of carbon dioxide to the permeate side performing the process at a high stage-cut value (> 0.6). At the same time permeate of unit M1 is formed mainly by nitrogen that in its turn does not allow achieving sufficient CO2 content to create high partial pressure drop in the enrichment section. As a result, the low driving force in the enrichment section prevents CO2 separation with the required product purity. Increasing the selectivity of the membrane (α(CO2/N2) ≥ 32) solves this issue. The results obtained, firstly, are in good agreement with the results presented in [10]; secondly, they demonstrate the possibility to use the gas transport characteristics of the MTR Polaris™ membrane for further calculations of the membrane cascade.
3.2. The effect of the membrane area
Figure 5 demonstrates the influence of the membrane area in the stripping section on the carbon dioxide recovery rate. The graphs in the figure show that the membrane area has a significant effect on the carbon dioxide recovery rate. The graphs show the mutual influence of the stripping and enrichment section membrane areas on the characteristics of the process. Thus, using a membrane area of 4 500 m2 in the enrichment section and ~53 000 m2 of membrane area in the stripping section is required to achieve the target CO2 recovery rate. At the same time, by reducing the membrane area in the enrichment section, the required area in the stripping section area increases by 42.5 % to ~75 400 m2. Furthermore, it can be seen that using the 1 500 m2 of membrane in the enrichment section does not allow to reach the required CO2 recovery rate in the considered range of membrane area in the stripping section. The resulting dependencies are explained by the operating principle of the membrane cascade. The stripping section membrane area determines the permeate flow and the carbon dioxide content. The low partial pressure ratio across the membrane due to a relatively low CO2 content (17 mol. %) in the feed stream requires the processing at a high stage-cut value in the unit M1, which can be provided only by usage of the large area of the membrane at a set feed pressure of 0.15 MPa. As the stream enriched with carbon dioxide (up to 63 mol. %) enters the enrichment section of the membrane cascade, a considerably smaller membrane area is required for its capture and consequently the separation can be performed at a lower stage-cut values. However, even a small reduction of the membrane area in the enrichment section (by 1 000 m2) leads to inefficient capture process of CO2 and return of its substantial share to the stripping section of the cascade and increase of the required membrane area. Based on the results obtained, it is reasonable to optimise the process flow diagram by changing the membrane area in the enrichment section as a relatively small increase in its area provides significant savings of membrane material area in the stripping section.
In order to determine the range of membrane area values in the enrichment section available for membrane cascade optimisation, the effect of the membrane area in this cascade section was determined at various fixed membrane area values in the stripping section. The results are shown in Figure 6. As can be seen from the graphs, and as noted earlier, increasing the membrane area in the enrichment section provides a significant increase in CO2 recovery, but this approach is only effective with more than 52 780 m2 of membrane area in the stripping section. For smaller membrane areas in the stripping section, increasing the membrane area in the enrichment section does not help to achieve a ≥90% CO2 recovery rate. This is because the smaller membrane area in the stripping section does not ensure sufficient carbon dioxide enrichment of the stream entering the enrichment section. This in turn does not allow the creation of the necessary partial pressure ratio to recover more than 90% CO2 in the enrichment section of the membrane cascade, even at high values of the stage-cut provided by increasing the membrane area. Thus, in terms of capital costs, further optimisation is advisable with a membrane area of 52 780 m2 in the stripping section.
In order to verify the previously obtained results against another criteria - residual carbon dioxide content in the stripping section retentate stream of ≤ 2 mol %, an analysis of the effect of the membrane area used on this characteristic was performed. Figure 7 shows the dependence of the carbon dioxide content in the residual stream of the stripping section on the membrane area in the stripping section. As in the previous case, it can be seen that both sections of the membrane cascade have an effect on achieving the separation process target characteristic of ≤ 2 mol % CO2 in the residual stream. In contrast to the previously discussed relationship, here the entire considered range of membrane area in the enrichment section achieves the target value. Again, a small increase (across the entire membrane cascade) of the membrane area in the enrichment section allows the separation process to be performed with a significantly smaller membrane area in the stripping section, namely, implementing the process using 4 500 m2 of membrane area in the enrichment section, the required membrane area in the stripping section is ~53 000 m2, while reducing the enrichment section to 3 000 m2 leads to an increase in the required area in the stripping section to 68 000 m2. The explanation of these dependencies boils down to a discussion of earlier results. Here, the CO2 content of the residual stream from the stripping section is determined by the amount of CO2 withdrawn as permeate in the unit M1, i.e. the process stage-cut in this unit and the ability to capture the majority of the carbon dioxide in the enrichment section. Thus, it was found that the previously established minimum membrane area in the stripping section fully meets the requirement for the residual CO2 content in the stripping section retentate stream. In addition, the combined results suggest that the minimum required membrane area in the enrichment section is 4 500 m2.
The final step in determining the influence of the membrane area on the process characteristics was an analysis of the effect of this parameter on the purity of the captured carbon dioxide. The results in the form of dependence of purity of the captured CO2 on the membrane area in the enrichment section are presented in Figure 8. The graphs show that at all combinations of the membrane areas in stripping and enrichment sections the target purity of a product (≥ 95 mol.%) is reached. Such dependencies are explained by the fact that all values of membrane area (from the considered range) allow to concentrate the CO2 in the stripping section enough for subsequent capture of this component with its content more than 95 mol.% in product stream. In addition, it was found that increasing the membrane area in the enrichment section leads to a decrease in the purity of the captured CO2. This is related to an increase in the value of the stage-cut value in the M3 module. As the stage-cut value increases, and taking into account a CO2 recovery rate of >90%, a small amount of nitrogen begins to permeate. On the other hand, as the membrane area in the enrichment section decreases, the purity of the captured CO2 increases significantly up to 99.82 mol.% for a membrane area of 75 400 m2 and up to 99.7 mol.% for a membrane area of 52 780 m2 (optimum value) in the stripping section. Such results suggest the possibility of CO2 capture of the highest grade. Taking into consideration the previously obtained results establishing the values of membrane areas in stripping and enrichment sections equal to 52 780 and 4 500 m2 correspondingly based on the product recovery rate, it can be concluded that these parameters are optimal for the process of carbon dioxide capture from CHPP flue gases. Within the scope of the paper, the calculation was performed for the hollow fiber membrane modules.
3.3. Feasibility study for a membrane cascade type of «Continuous Membrane Column» for carbon dioxide capture from CHPP flue gases
As a result of the parametric analysis of the proposed technological scheme of the three-module membrane cascade configuration, the main technological parameters of the process were established (Table 2).
The following formula [10] was used to calculate the cost of CO2 extraction per ton:
where, Cc is the cost of capture per ton of CO2, $/ton CO2; P is the power required for CO2 capture equipment, kW; T is the CHPP capacity factor (operating time per year), h/year; E is the electricity cost, $/kWh; C is the capital cost of equipment, $; is the mass flow of captured CO2, ton/h.
The capital costs of equipment is calculated from the following simplified formula:
where Astr and Aenr are the area of membrane used in the stripping and enrichment sections, respectively, m2; SM is the cost of 1 m2 of membrane, $/m2 (~ 50 $/m2 based on the MTR Polaris™ membrane manufacturer [10]); SC1 - cost of compressor unit C1, $; SC2 - cost of compressor unit C2, $; SVC - cost of vacuum compressor VC, $.
Compression work is calculated according to the formula:
where PC1, PC2 and PVC are the compression work of compressor C1, C2 and vacuum compressor respectively. PC1, PC2 and PVC are each calculated separately according to the formula:
where Pi is compression work, kW; Lin is compressor inlet flow, mol/s; γ is adiabatic expansion coefficient of the gas mixture; R is the universal gas constant; Tin is inlet gas temperature, K; nv is compressor efficiency; Pout and Pin are compressor inlet and outlet pressures.
The adiabatic expansion coefficient of the gas mixture was calculated as follows:
where Cp and Cv are the heat capacities of the pure components at constant pressure and temperature, respectively; J/(mole K); and are the molar fractions of CO2 and N2 in the inlet stream, respectively. The heat capacity values of the pure components were obtained from the Aspen™ Properties database.
The efficiencies of the vacuum and compression parts are generally dissimilar. Therefore, a formula has been applied to calculate the efficiency, establishing a correspondence between the efficiency and the pressure ratio at the inlet and outlet of the apparatus stage:
As a result of the calculation of the compression work, it was found that PC1 = 360, PC2 = 900 and PVC = 1 270 kW. Thus, the total compression work P is 2 530 kW.
The cost of compressor equipment providing a capacity of ~100 m3 min-1 varies over a fairly wide range, so it is reasonable to calculate the cost of this equipment through linking it to its capacity and assuming that 1 kW = $500 [34]. Hence, the cost of each compressor unit is: ~$178 000, $635 700 and $450 600 for C1, VC and C2 respectively. Taking the cost of 1 m2 of membrane (including housing costs) to be $50, the capital cost is ~$4 129 350. Thus, assuming a CHPP capacity factor of 7 446 hr year-1, and an electricity cost of $0.04/kW, the cost of capturing a ton of CO2 is $31.
4. Conclusions
As a result of the complex study devoted to CO2 capture process from combined heat power plants using the membrane cascade type of «Continuous Membrane Column» it was found, that this specific design provides an efficient separation. Namely, during the separation of binary N2/CO2 mix with 17 mol.% of CO2, it is possible to capture more than 90 % of carbon dioxide with its purity of 97.2 mol.%, meanwhile the residual content is 1.87 mol.%. That separation occurs on ~57 000 m2 of membrane and capture costs are $31 per ton. Taking into account the amine scrubbing CO2 capture cost range of $40-$100, the proposed membrane cascade design seems to be perspective solution for CO2 capture. Moreover, it was observed, that it is possible to process CO2 with higher purity up to 99.8 mol.% at the same recovery rate, which allows to use this specific process design in the CO2 pretreatment operations in the production of high-purity carbon dioxide. However, there are number of membrane competitive design, which are should be considered choosing the appropriate technological scheme. In further studies, the most perspective designs will be simulated using same mathematical model for adequate comparison of process costs.
Acknowledgments
The study was carried out with the financial support of the Ministry of Science and Education of the Russian Federation within the framework of the scientific project of the laboratory "Laboratory of Electronic Grade Substances Technologies" project No. FSSM-2022-0005.
References
- Https://www.epa.gov/ghgemissions/overview-greenhouse-gases, No Title, (n.d.).
- https://www.weforum.org/agenda/2020/07/climate-change-increased-carbon-dioxide-emissions-scientists/, (n.d.).
- P.A. Smithson, The united states national climate assessment reports, International Journal of Climatology. 1147 (2002) 2002. [CrossRef]
- https://www.iea.org/reports/net-zero-by-2050, (n.d.)., (n.d.).
- G.T. Rochelle, G.T. Rochelle, Amine Scrubbing for CO2 Capture, 1652 (2012). [CrossRef]
- M.M.F. Hasan, R.C. Baliban, J.A. Elia, C.A. Floudas, Modeling , Simulation , and Optimization of Postcombustion CO2 Capture for Variable Feed Concentration and Flow Rate . 2 . Pressure Swing Adsorption and Vacuum Swing Adsorption Processes, (2012).
- X. Zhang, B. Singh, X. He, T. Gundersen, International Journal of Greenhouse Gas Control Post-combustion carbon capture technologies : Energetic analysis and life cycle assessment, International Journal of Greenhouse Gas Control. 27 (2014) 289–298. [CrossRef]
- D. Figueroa, T. Fout, S. Plasynski, H. Mcilvried, R.D. Srivastava, Advances in CO2 capture technology — The U . S . Department of Energy ’ s Carbon Sequestration Program §, 2 (2008) 9–20. [CrossRef]
- COST AND PERFORMANCE BASELINE FOR FOSSIL ENERGY PLANTS VOLUME 1 : BITUMINOUS COAL AND, 1 (2019).
- T.C. Merkel, H. Lin, X. Wei, R. Baker, Power plant post-combustion carbon dioxide capture : An opportunity for membranes, J Memb Sci. 359 (2010) 126–139. [CrossRef]
- X. Zhang, B. Singh, X. He, T. Gundersen, L. Deng, S. Zhang, Post-combustion carbon capture technologies: Energetic analysis and life cycle assessment, International Journal of Greenhouse Gas Control. 27 (2014) 289–298. [CrossRef]
- A.N. Petukhov, A.A. Atlaskin, M.S. Kudryavtseva, S.S. Kryuchkov, D.N. Shablykin, E.A. Stepanova, K.A. Smorodin, O. v. Kazarina, M.M. Trubyanov, M.E. Atlaskina, A.N. Petukhova, A.N. Markov, A. v. Vorotyntsev, L.A. Mochalov, I. v. Vorotynstev, CO2 capture process through hybrid gas hydrate-membrane technology: Complex approach for the transition from theory to practice, J Environ Chem Eng. 10 (2022) 108104. [CrossRef]
- A.N. Petukhov, D.N. Shablykin, M.M. Trubyanov, A.A. Atlaskin, D.M. Zarubin, A. v. Vorotyntsev, E.A. Stepanova, K.A. Smorodin, O. v. Kazarina, A.N. Petukhova, V.M. Vorotyntsev, I. v. Vorotynstev, A hybrid batch distillation/membrane process for high purification part 2: Removing of heavy impurities from xenon extracted from natural gas, Sep Purif Technol. 294 (2022) 121230. [CrossRef]
- A.N. Petukhov, A.A. Atlaskin, S.S. Kryuchkov, K.A. Smorodin, D.M. Zarubin, A.N. Petukhova, M.E. Atlaskina, A. v. Nyuchev, A. v. Vorotyntsev, M.M. Trubyanov, I. v. Vorotyntsev, V.M. Vorotynstev, A highly-efficient hybrid technique – Membrane-assisted gas absorption for ammonia recovery after the Haber-Bosch process, Chemical Engineering Journal. 421 (2021) 127726. [CrossRef]
- B. Membrane Separation Processes for Post-Combustion Carbon Dioxide Capture : State of the Art and Critical Overview-Bouchra, F. Eric, Membrane Separation Processes for Post-Combustion Carbon Dioxide Capture : State of the Art and Critical Overview, 69 (2014). [CrossRef]
- A. Skorek-osikowska, J. Kotowicz, K. Janusz-szyman, Comparison of the Energy Intensity of the Selected CO2 -Capture Methods Applied in the Ultra-supercritical Coal Power Plants, (2012).
- A.I. Akhmetshina, A.N. Petukhov, O.R. Gumerova, A.V. Vorotyntsev, A.V. Nyuchev, I.V. Vorotyntsev, Solubility of H2S and CO2 in imidazolium-based ionic liquids with bis(2-ethylhexyl) sulfosuccinate anion, Journal of Chemical Thermodynamics. 130 (2019) 173–182. [CrossRef]
- L. Zhao, E. Riensche, R. Menzer, L. Blum, D. Stolten, A parametric study of CO2 / N2 gas separation membrane processes for post-combustion capture, 325 (2008) 284–294. [CrossRef]
- E. Riensche, Cascaded Membrane Processes for Post-Combustion CO2 Capture, (2012) 489–496. [CrossRef]
- O. Mirgaux, R. Bounaceur, Simulation of Post-Combustion CO2 Capture , a Comparison among Absorption , Adsorption and Membranes, (2019) 797–804. [CrossRef]
- M. Pfister, B. Belaissaoui, E. Favre, wet post combustion flue gases : physical vs chemically reactive membranes Membrane gas separation processes from wet post combustion flue gases for carbon capture and use ( CCU ): a critical reassessment, (2016). [CrossRef]
- L. Zhao, E. Riensche, L. Blum, D. Stolten, Multi-stage gas separation membrane processes used in post-combustion capture : Energetic and economic analyses, J Memb Sci. 359 (2010) 160–172. [CrossRef]
- L. Zhao, R. Menzer, E. Riensche, L. Blum, D. Stolten, Energy Procedia Concepts and investment cost analyses of multi-stage membrane systems used in post-combustion processes, Energy Procedia. 1 (2009) 269–278. [CrossRef]
- GitHub - CCSI-Toolset/membrane_model: Membrane Separation Model: Updated hollow fiber membrane model and system example for carbon capture., (n.d.). https://github.com/CCSI-Toolset/membrane_model (accessed November 11, 2019).]., (n.d.).
- V.M. Vorotyntsev, P.N. Drozdov, I.V. Vorotyntsev, D.V. Murav’Ev, Fine gas purification to remove slightly penetrating impurities using a membrane module with a feed reservoir, Doklady Chemistry. 411 (2006) 243–245. [CrossRef]
- M.M. Trubyanov, S.Y. Kirillov, A.V. Vorotyntsev, T.S. Sazanova, A.A. Atlaskin, A.N. Petukhov, Y.P. Kirillov, I.V. Vorotyntsev, Dynamic behavior of unsteady-state membrane gas separation: Modelling of a closed-mode operation for a membrane module, J Memb Sci. 587 (2019). [CrossRef]
- I.V. Vorotyntsev, P.N. Drozdov, D.N. Shablikin, T.V. Gamajunova, Ammonia separation and purification by absorbing pervaporation, Desalination. 200 (2006) 379–380. [CrossRef]
- V.M. Vorotyntsev, G.M. Mochalov, A.K. Matveev, A.V. Malyshev, I.V. Vorotyntsev, Determination of Trace Impurities of H2, O2, Ar, N2, CO, CO2, and Hydrocarbons in High-Purity Monosilane by Gas Chromatography, Journal of Analytical Chemistry. 58 (2003) 156–159. [CrossRef]
- A.A. Atlaskin, A.N. Petukhov, N.R. Yanbikov, M.E. Salnikova, M.S. Sergeeva, V.M. Vorotyntsev, I.V. Vorotyntsev, Evaluation of the absorbing pervaporation technique for ammonia recovery after the Haber process, Chemical and Process Engineering - Inzynieria Chemiczna i Procesowa. 39 (2018) 323–333. [CrossRef]
- GitHub - CCSI-Toolset/membrane_model: Membrane Separation Model: Updated hollow fiber membrane model and system example for carbon capture., (n.d.). https://github.com/CCSI-Toolset/membrane_model (accessed November 11, 2019).]., (n.d.).
- C.F. Martins, L.A. Neves, R. Chagas, L.M. Ferreira, I.M. Coelhoso, J.G. Crespo, Removing CO2 from Xenon anaesthesia circuits using an amino-acid ionic liquid solution in a membrane contactor, Sep Purif Technol. 275 (2021) 119190. [CrossRef]
- A.A. Atlaskin, M.M. Trubyanov, N.R. Yanbikov, S.S. Kryuchkov, A.A. Chadov, K.A. Smorodin, P.N. Drozdov, V.M. Vorotyntsev, I.V. Vorotyntsev, Experimental Evaluation of the Efficiency of Membrane Cascades Type of “Continuous Membrane Column” in the Carbon Dioxide Capture Applications, Membranes and Membrane Technologies. 2 (2020) 35–44. [CrossRef]
- A.A. Atlaskin, M.M. Trubyanov, N.R. Yanbikov, A.V. Vorotyntsev, P.N. Drozdov, V.M. Vorotyntsev, I.V. Vorotyntsev, Comprehensive experimental study of membrane cascades type of “continuous membrane column” for gases high-purification, J Memb Sci. 572 (2019) 92–101. [CrossRef]
- T.C. Merkel, H. Lin, X. Wei, R. Baker, Power plant post-combustion carbon dioxide capture: An opportunity for membranes, J Memb Sci. 359 (2010) 126–139. [CrossRef]
Figure 1.
A brief statistic on greenhouse gases emissions. Left – distribution of greenhouse gases by specific species; Right – distribution of main greenhouse gases emitters.
Figure 1.
A brief statistic on greenhouse gases emissions. Left – distribution of greenhouse gases by specific species; Right – distribution of main greenhouse gases emitters.
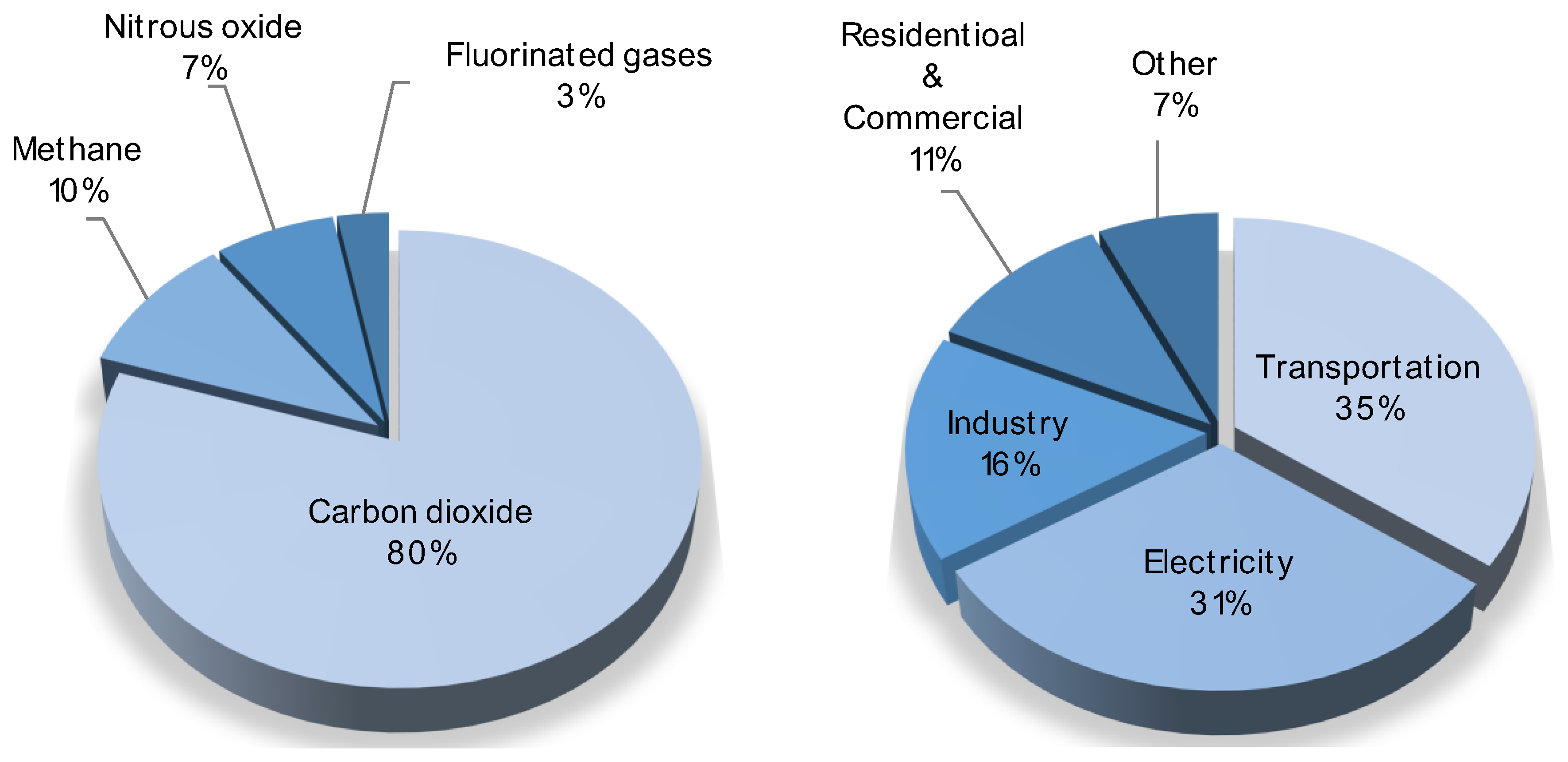
Figure 2.
Principal scheme of the membrane column type of «Continuous Membrane Column».
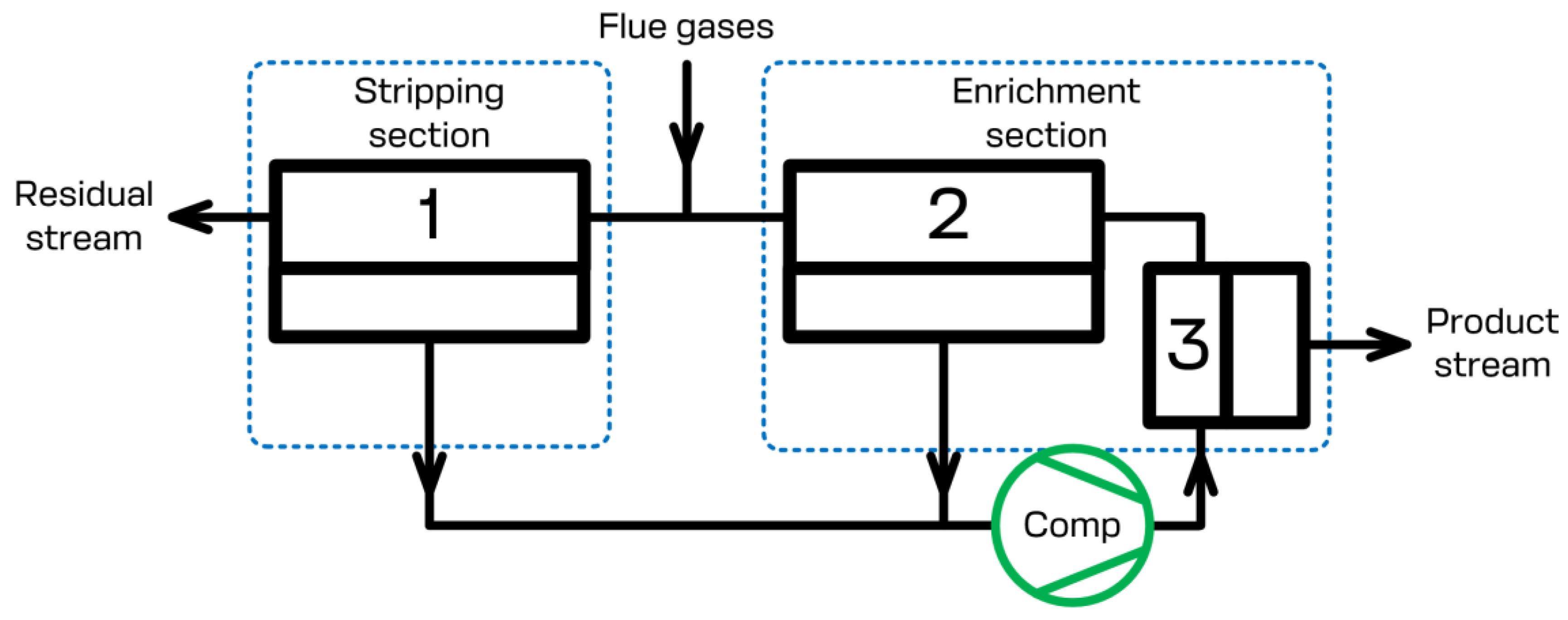
Figure 3.
The process flow diagram designed in the Aspen™ Plus. M1, M2, M3 - membrane units; C1, C2 - compressors; VC - vacuum compressor.
Figure 3.
The process flow diagram designed in the Aspen™ Plus. M1, M2, M3 - membrane units; C1, C2 - compressors; VC - vacuum compressor.
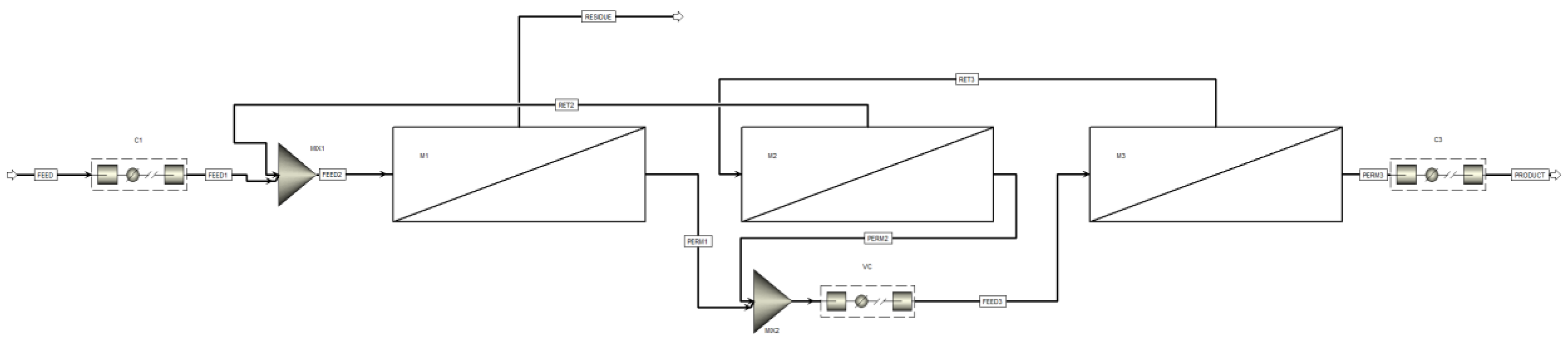
Figure 4.
Dependence of carbon dioxide content in the streams withdrawn from the stripping and enrichment sections on the membrane selectivity at a fixed permeance value.
Figure 4.
Dependence of carbon dioxide content in the streams withdrawn from the stripping and enrichment sections on the membrane selectivity at a fixed permeance value.

Figure 5.
Dependence of carbon dioxide recovery rate on the membrane area in the stripping section (M1) for four different fixed membrane area values in the enrichment section (M2 and M3).
Figure 5.
Dependence of carbon dioxide recovery rate on the membrane area in the stripping section (M1) for four different fixed membrane area values in the enrichment section (M2 and M3).
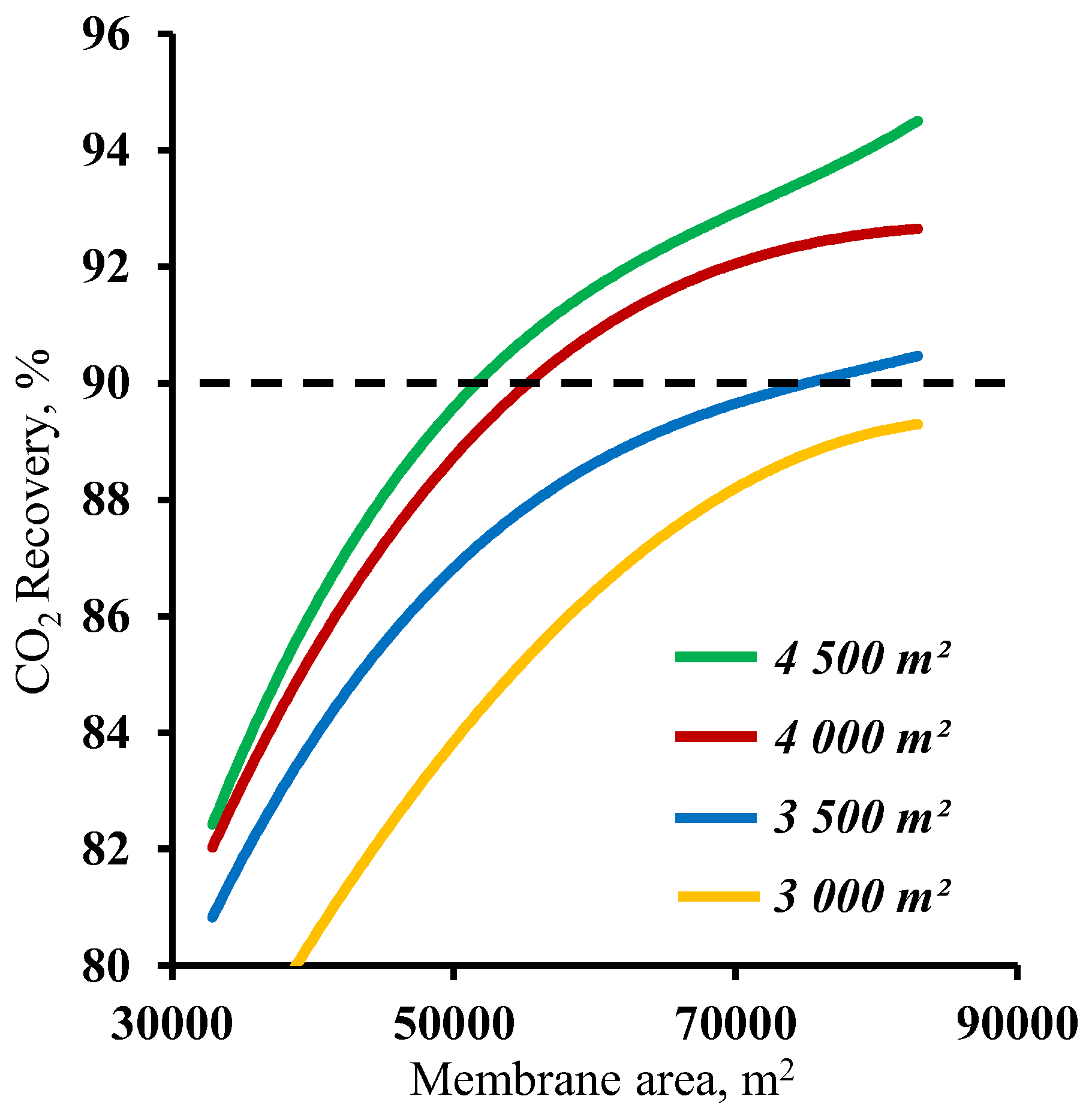
Figure 6.
Dependence of carbon dioxide recovery rate on the membrane area in the enrichment section (M2 and M3) for eight different fixed membrane area values in the stripping section (M1).
Figure 6.
Dependence of carbon dioxide recovery rate on the membrane area in the enrichment section (M2 and M3) for eight different fixed membrane area values in the stripping section (M1).
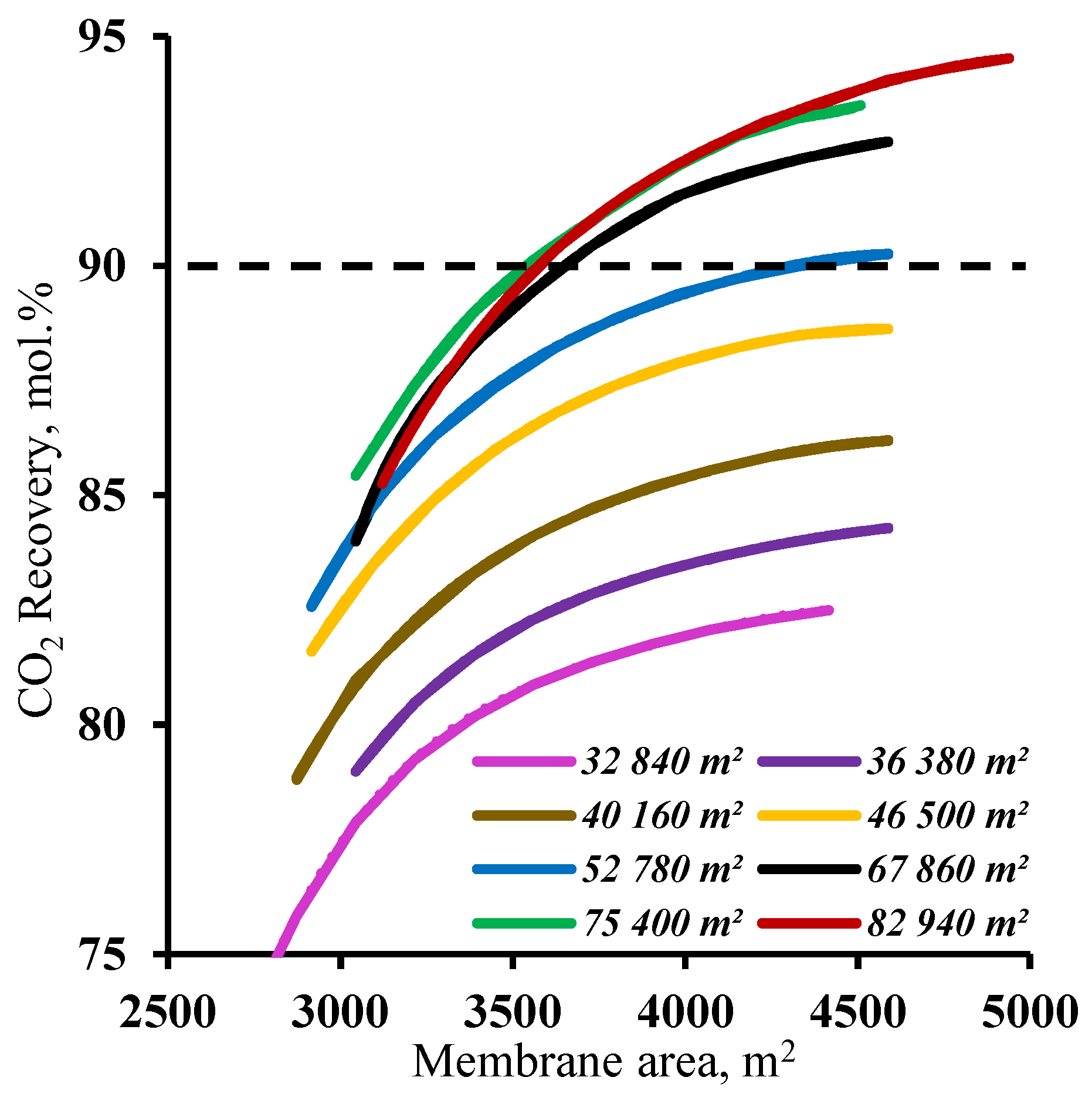
Figure 7.
Dependence of carbon dioxide content in the residual stream on the membrane area in the stripping section (M1) for four different fixed values of the membrane area in the enrichment section (M2 and M3).
Figure 7.
Dependence of carbon dioxide content in the residual stream on the membrane area in the stripping section (M1) for four different fixed values of the membrane area in the enrichment section (M2 and M3).
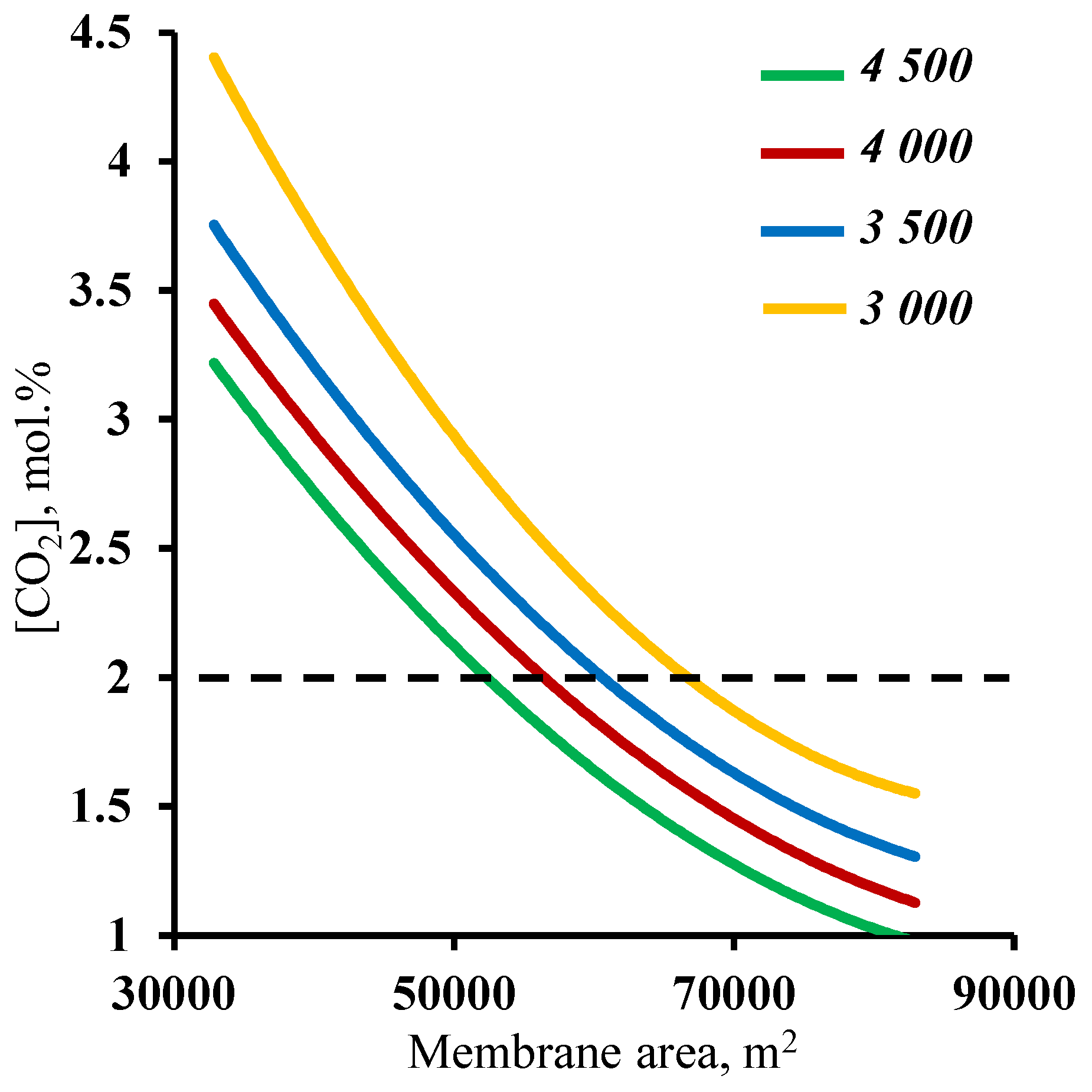
Figure 8.
Dependence of carbon dioxide content in the product stream (withdrawn from the cascade enrichment section) on the membrane area in the enrichment section (M1 and M2) for four different fixed membrane area values in the stripping section.
Figure 8.
Dependence of carbon dioxide content in the product stream (withdrawn from the cascade enrichment section) on the membrane area in the enrichment section (M1 and M2) for four different fixed membrane area values in the stripping section.
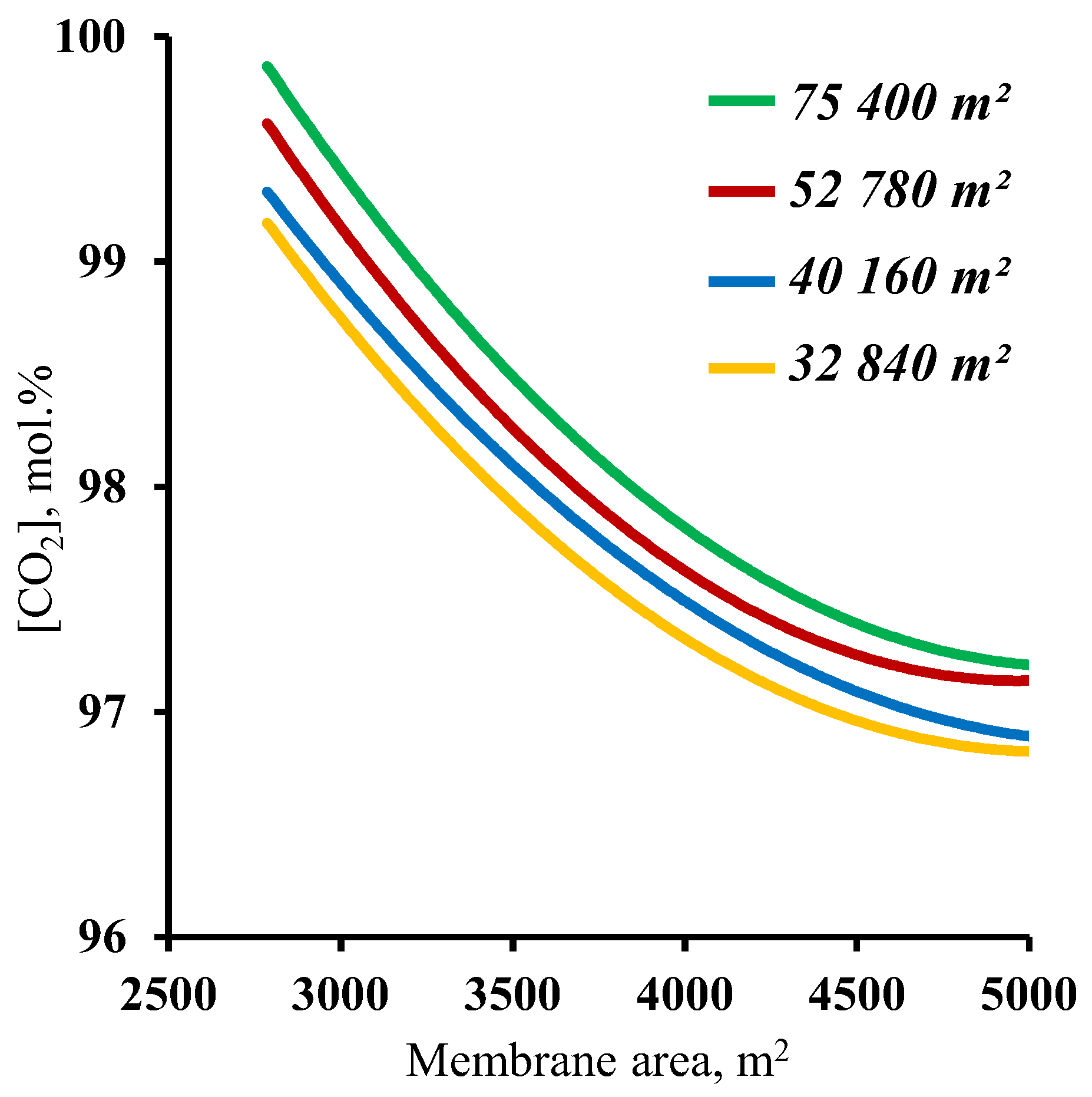

Table 1.
Input parameters of the separable gas stream.
| Parameter | Value |
|---|---|
| Gas mixture inlet flow, kmol h-1 | 976 154 |
| Pressure, MPa | 0.1 |
| Composition, mol.% N2 CO2 |
83 17 |
Table 2.
Key process parameters of the CO2 processing in the membrane cascade during its capture from CHPP flue gases.
Table 2.
Key process parameters of the CO2 processing in the membrane cascade during its capture from CHPP flue gases.
| Parameter. | Value | Units |
|---|---|---|
| Pressure in the feed side, MPa | 0.15 | MPa |
| Pressure in the permeate side, MPa | 0.02 | MPa |
| Membrane area, m2 | ||
| Stripping section | 52 780 | m2 |
| Enrichment section | 4 500 | m2 |
| Membrane permeance, GPU | 1 000 | GPU |
| Membrane selectivity for CO2/N2 | 50 | |
| CO2 content, mol.% | ||
| Product flow | 97.2 | mol.% |
| Residual flow | 1.87 | mol.% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



