
Submitted:
08 March 2023
Posted:
09 March 2023
You are already at the latest version
Abstract
Technology-enabled maintenance via sensors and the internet of things (IoT) technologies is seen as the “new maintenance strategy”. The aim is to use these technologies to focus on unnecessary breakdowns and increase levels of asset availability where the existing of a dedicated team to maintain or data on asset condition is limited, useless or full of noise. This paper presents the integration of various sensing nodes within an automated laser cutting machine for monitoring of critical components’ conditions. The integrated system provides a centralised platform for data collection from various sensors and provides early failure detection mechanism based on specified set points with alert mechanisms utilising a custom dashboard for data visualisation. The research highlights the required stages for the identification of the appropriate components and sensory devices for the development of efficient monitoring environment.
Keywords:
advanced maintenance
; condition monitoring
; Internet of Things (IoT)
; Failure Mode Effect Anal-ysis (FMEA)
1. Introduction
Advanced fully automated machineries provide advantages to the manufacturing sector in the manufacturing process quality and capacity [1] but with the quality of maintenance applications applied and the degradation of internal parts, the production process is subjected to continuous interference of critical failures and low products quality [2]. Condition monitoring in the advances on Industry 4.0 technologies including the Internet of Things (IoT) provides continuous monitoring of the internal components performance using relevant health indexes nodes [3]. Advancements in IoT and visual technologies enables the spectrum of creating centralised web-based platform for the visualisation of the multiple machines sensors data and the ability to store the different readings in centralised system for predictive maintenance applications [4].
The current research investigates the existing failure modes on CNC laser cutting machine and the applications of utilising relevant wireless sensing nodes to provide the appropriate health indexes of critical components aiming to support with early failures identification process and appropriate maintenance planning activities.
2. Maintenance strategies
Maintenance strategies developed over the centuries to support maintaining manufacturing equipment within highly efficient operating conditions [5]. The continuous advancements in manufacturing processes reflected in increment in machines complexity and interconnected components [6].
2.1. Corrective maintenance (CM)
Identified as an approach that applies the required maintenance applications when the machines fail targeting the failed components [7]. The approach aims for restoration of machines from breakdown into operational conditions. CM is considered a low-cost approach on the short term due to the inexistent of maintenance activities, but on the long term, the approach can affect the machines with increase in machines degradation and obsolescence level. Such impact takes place due to the exerted effect on interconnected components which reflects on machines remaining lifetime and the quality of products [8].
2.2. Planned maintenance (PM)
PM, on the contrary, works towards maintaining the whole system at a high working condition and according to a pre-set plan. The necessary maintenance and replacement actions of parts takes place before the breakdown occurs [9]. Which, in return, prevents the system from unscheduled stoppages due to sudden breakdowns that lead to a high financial impact and possible loss of assets [9]. A commonly existing impact is that any system suffers from the deterioration that occurs due to age and environmental factors that exists around it. PM tends to focus on overcoming these impacts through the implementation of suitable maintenance actions whilst also taking into consideration the financial impact of the applied practices and their frequencies [10]. In this regard, it is a very critical decision to determine the type and frequency of maintenance tasks. Generally, PM issues appear to be due to a large number of parameters involved and their dependencies on each other [11].
Major drawbacks of the PM applications are the operation without actual performance indicators of the different machines’ parts condition, and the risk of having either a low or high frequency of planned maintenance activities that could affect the machines availability for production [12].
2.3. Condition Based Maintenance (CBM)
The development of maintenance strategies over the decades focused on studying machine condition, history, and operating environment, in peruse of the optimum maintenance schedule for the machine to avoid sudden breakdowns and increase availability and efficiency within a controlled cost [13]. The methods and tools that have been developed had different analytical and non-analytical perspectives to identify and reach the desired output [14].
CBM, on the other hand, presents a new perspective for developing machines maintenance schedule relying on modern technology for sensing to identify internal components conditions. Sensing tools includes vibration, temperature, pressure, and noise measurements [15]. These tools suit different machines depending on their criteria and operating conditions. Machines could be from a rotating type of equipment where vibration analysis would be most applicable [16]. Other machines could be associated with certain pressure or temperature measurements as performance indicators for certain parts [17].
CBM is associated with three main aspects that are the central pillars in defining the necessary maintenance tasks and schedules [18].
- Failure Diagnosis is the stage that associates the failure detection and the allocation of the irregular behaviour with identifying its cause and the related parts in the equipment
- Failure Prognosis is the prediction of the future state of the equipment and provides an estimation of the predicted failures times.
- Maintenance Optimisation is a critical part of CBM and is related to establishing the connection between the expected failure times and maintenance schedule and determine the necessary types of maintenance to take place with each expected failure.
2.4. Failure modes and effects analysis (FMEA)
A methodology that intends to identify and analyse each potential failure mode that might take place and quantify their possible effects on the system, assuming that the system is running at its ideal working conditions [19]. It is considered a semi-qualitative reliability approach applied systematically to evaluate the system at components level for failure modes and effects identification. Also, it provides support for fault-tolerant design, safety and related functions [20]. Additionally, FMEA is considered a systematically structured tool in its evaluation of potential failure modes and their effects. The main goal of FMEA is to eliminate or reduce potential failures as much as possible, starting from the highest priority failures [21]. FMEA is carried out by a team of experts with different disciplinaries to help the risk manager in the identification process of any possible failure modes. FMEA has a hierarchical decomposition structure that breaks down the system to its basic components. It then analyses each failure mode related to each component [22]
2.5. Industry 4.0
The term Industry 4.0 was introduced in 2011 by the German government, placing the foundation stone for the fourth industrial revolution [23]. The term introduces a framework with a collective of technologies aiming to modernise various aspects of the manufacturing industry providing improved and flexible manufacturing environment (Lasi et al., 2014) [24].
In order to establish an efficient Industry 4.0 environment, six different principles were highlighted as crucial enablers for Industry 4.0 as follows:

Table 1.
Industry 4.0 principles [23].
Table 1.
Industry 4.0 principles [23].
| Principle | Description |
|---|---|
| Interoperability | The system, people and information connected to allow information exchange between machines, processes, interfaces and people. |
| Real-time operation capability | On-time data exchange mechanism to enable immediate actions to take place. |
| Virtualisation | Great use of sensors allowing remote monitoring and tracking of all processes. |
| Decentralisation | With machines allowed to send, receive commands, and process information regarding their work cycle forming a decentralised work environment. |
| Service orientation | The use of service-oriented software architectures in alignment with the Internet of Things (IoT). |
| Modularity | Allows task changing for the machines quickly and flexibly. |
2.6. Internet of Things (IoT)
IoT is a spectrum of Industry 4.0 that focuses on facilitating connectivity between different manufacturing control systems and condition monitoring devices over the internet. Modern condition monitoring devices could be permanently integrated with existing manufacturing systems providing a continuous monitoring application of the internal components of different machineries [25].
2.7. Microcontrollers
Considered as a limited capability computer with ability to be directly connected to sensors and actuators. Utilising central processing unit (CPU), microcontrollers have the ability to process the various sensory data and apply required functionality using program of instructions [26].
2.8. Wireless communication protocol
Wireless communication is identified as enabler of the IoT technology for data exchange applications with various devices. In order to establish a communication between data processing devices, a network coverage must exist within the surrounding environment [27,28]. WIFI is identified as a medium of communication between processing devices that enables the data exchange process. in order to establish the required data exchange applications over the WIFI, certain protocol has to be established between the sending and receiving devices. Messaging Queuing Telemetry Transport (MQTT) protocol is identified as IoT communications protocol enabler. MQTT is a lightweight open messaging protocol that provides resource-constrained network clients in a simple way to distribute telemetry information in low-bandwidth environments [28,29].
Table 2.
Maintenance strategies generations [30].
Table 2.
Maintenance strategies generations [30].
| 1st generation 1940s-1950s | 2nd generation 1960s-1970s | 3rd generation 1980’s- 2011 | |
|---|---|---|---|
| Description |
|
|
|
| Technical definition |
|
|
|
3. Methodology
An interview carried out with the maintenance manager of a Computerised Numerical Control (CNC) laser cutting company specialised in custom production of engraved products. The Interview carried out to identify the assets under study, their types and the current issues that causes the machines to suffer from reduction in availability and performance losses.
3.1. Asset identification
The asset under study is a laser cutting machine utilised in wood and glass engraving and cutting applications. The machine was purchased ten years prior to the study and were identified as a reliable asset for the initial three years of operation until sudden failures started to take place. The maintenance manager highlighted that all the breakdowns that took place were due to various reasons, and they were mainly due to end of life time of the failed components. The machine under study was subjected to initial monitoring phase to highlight the modes of operation and to ensure the production process is carried out in alignment with the suggested guidance from the original equipment manufacturer.
3.2. FMEA
Failure mode and effect analysis carried out to identify the exact failure modes that took place on the machine and to highlight all the possible failures that might take place on the machine and the effect on operation.
3.2.1. Bearings
As a CNC machine the movement of laser cutting head over the X-axis and Y-axis over the raw materials is established using two motors utilising sets of bearings. The utilised bearings are subjected to degradation and failure due to the rapid movements required to complete the required tasks. When the bearings degrade, the final products quality gets affected and causes the loss of final products that are unsatisfactory for customers. in addition to the replacement process that requires long period of time, which affects the machine’s availability for production and disrupts the production schedule.
3.2.2. Extractor
The nature of operation of the machine carries out cutting and engraving application on wood and glass materials, which emits a high amount of Carbon dioxide and particulates that requires extraction using extraction unit installed on the machine. Due to the large amount of heavy particulate generated by the machine, the extraction unit is subjected to cleaning, maintenance, and replacement when its performance degrades beyond repair. The degradation of the extractor performance causes harmful gases to build up at the machine’s surrounding, which affects the health and safety of the operators. The rectification or replacement process requires the machine to be out of operation for a long period of time, which affects the machine availability for production.
3.2.3. Motors efficiency
Utilised motors that carry out the primary tasks of the machine are subjected to performance degradation due to the continuous use of the machines. the motors are required to have internal bearings replacement, coils rewinding or replacement periodically. Motors degradation affects the machines performance and causes extra power consumption to occur, causing financial impact on the company.
3.2.4. Water pumps
The nature of operation of the machine requires water circulation to ensure suitable temperature of the system for operation and prevent overheating and catastrophic failure of the laser-cutting head. As the maintenance manager indicated, the internal pump is a low-quality pump and subjected to constant failure. The machine does not have indicators to highlight the circulation operability or the water temperature within the system. due to that, the system might fail without any prior indications to the exiting failure of the pump.
3.2.5. Operation indicator
The nature of operation highlights operators’ engagement with the machine only for loading and unloading of the raw materials and finished parts respectively. when the machine completes the production process, there is no visual or sound notifications that can alert the operators to the completion of the process. such drawbacks cause capacity losses due to long idling time of the machine after production completion and requires continuous checks from staff by being present at the machine level to check whether the production cycle is finished or not.
3.2.6. Surrounding temperature and humidity
The nature of operation requires the surrounding temperature and humidity to be within certain levels to ensures the raw materials within the acceptable conditions to be suitable for production and ensures high quality end products. If temperature and humidity level changed, the utilised materials characteristics will change and will not be suitable for production, which affects the production quality.
3.3. Identification of condition monitoring sensors
In order to identify a condition monitoring application, suitable sensory devices have to be established to perform as performance indicators for the different required elements of the machine. The developed system is based in wireless microcontroller connected to suitable sensing nodes for each of the highlighted machine parts. the data is collected on a continuous base every ten seconds and sent to a gateway that operates as the central unit for data collection and storage. The data is stored with their time stamp in a comma separated file internally on the gateway. The data is visualised used web-based dashboard the dashboard presents currents reading and charts of previous reading for the past month.
3.3.1. Vibration module
For the bearing condition monitoring a suitable three-axis vibration module selected (ADXL356BZ) which provides high accuracy to present the current vibration values of the bearings.
3.3.2. Extractor efficiency
For the extractor quality, an air quality sensor (MIKROE-1630) that provides the values of the particulates and CO2 within the extraction line. Using the highlighted module, it provides an indication of the cumulative amount of particulates and CO2 that builds up within the extraction line. When the extractor is not operating efficiently the amount of gases within the system increases which reflects the performance of the extraction process.
3.3.4. Motor efficiency
Motors efficiency and quality of operations are reflected on power consumption. When the motors bearings or internal windings are not operating efficiently, the power consumption increases as a mechanism to reach the required speed with the faulty components. Utilising current transformers (CT) sensor on the machine’s main cables provides an indication of the power consumption of the machine. OEM guidance provide an overview of the expected power consumption of the machine during operation conditions. Faulty motors can be reflected by measurable increment in the power consumption of the machine.
3.3.5. Operation indicator
Utilising the readings from the CT sensor and the connection of a physical indicator, the system can provide a visual indicator of the operating conditions of the system. the utilisation of a physical indicator in addition to an alarming message on the developed dashboard provides the required knowledge on the production cycle completion through the dashboard and from the machine itself.
3.3.6. Water flow sensor
For the water circulation application, a flow sensor utilised to provide readings of the flowrate of the water within the line. With set parameters identified from the OEM guidance, the decrease or stops of wate flowrate perform as an indication of issues with the water pump. Which can be rectified or subjected to maintenance application prior to the failure of the system.
3.3.7. Temperature and humidity sensor
A temperature and humidity sensors are utilised to support the continuous monitoring of the surrounding conditions and support the team with the required information to regulate the existing heaters and fans at the production area to ensure suitable operating conditions.
Table 3.
Components, Failure modes and relevant sensors selection.
| Component | Failure Mode | Health index |
| Bearings | Resistance to free rotation | Vibration monitoring |
| Extractor | Low extraction capacity | CO2 level monitoring |
| Motor | Internal windings and bearings efficiency | Current consumption monitoring |
| Water pump | Decreased flowrate | Water flow monitoring |
| Materials quality and surrounding environment | Degradation and change in material quality | Temperature and humidity monitoring |
| Machine idling time | Long idling time | Operation indicator |
3.4. Data collection and visualisation
Different sensors are connected to a wireless enabled microcontroller that is capable of connecting to existing wireless networks. Connectivity then established between the microcontrollers and a centralised gateway using MQTT protocol under the same wireless network. The gateway is responsible of data collection from all connected devices to the wireless network and forward them to the developed dashboard for visualisation. The developed dashboard is web-based and can be accessed using any mobile device capable of connecting to wireless networks and have access to the internet.
4. Results
Connectivity between the different sensors, microcontroller and the gateway established and provided a continuous stream of current readings to the gateway, which in return published the data on the developed dashboard. Data is stored internally in the gateway for collection for further developed of utilisation in predictive maintenance applications.
Figure 1 shows the machine under study with the various sensory devices installed and streaming data to the centralised gateway for data collection and presentation on the developed dashboard.
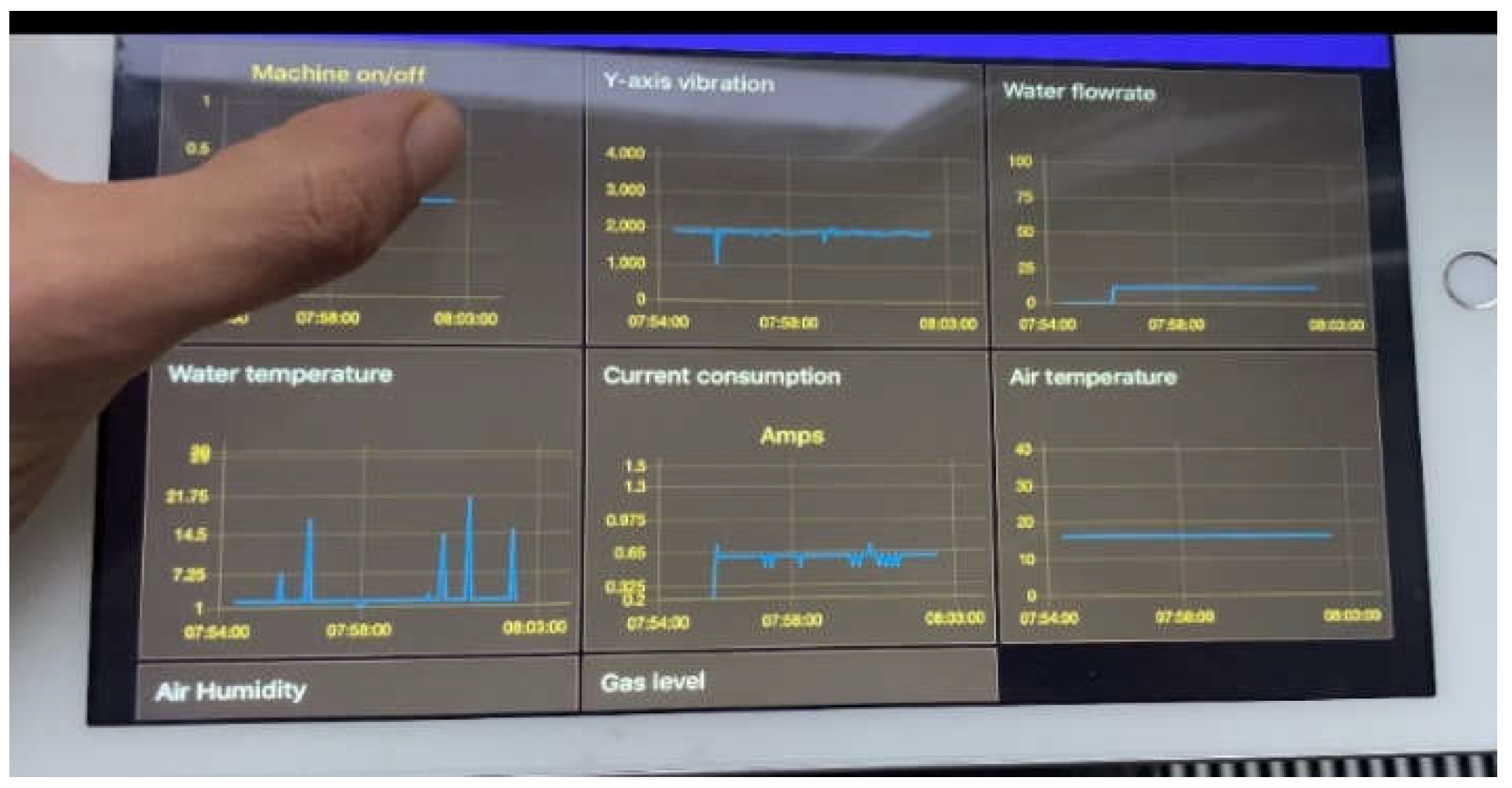
Figure 2 and Figure 3 presents the developed live reading and historical data dashboards for data visualisation and accessibility with remote devices.
The developed system provides an insight into the machines condition of internal components and operation status. Supporting early identification of expected failures based on collected data and trends, the maintenance team can predict and schedule maintenance tasks to take place before failures occurrence. Monitoring of the machine operating status reduces the idling time of the machine and spare the operators time from continuous checking on the machines and the ongoing jobs for completion. The system efficiency can be notices on larger number of machines on site with each machine operating different tasks and have different completion times. With the developed system, machines can be monitored remotely, and idling time reduced to minimum with minimum operator’s waste of time.
The developed system includes alerting mechanism and determination of set-points for failure, which notify the user when the readings exceed the set point.
Figure 3.
Developed Dashboard for monitoring various criteria.
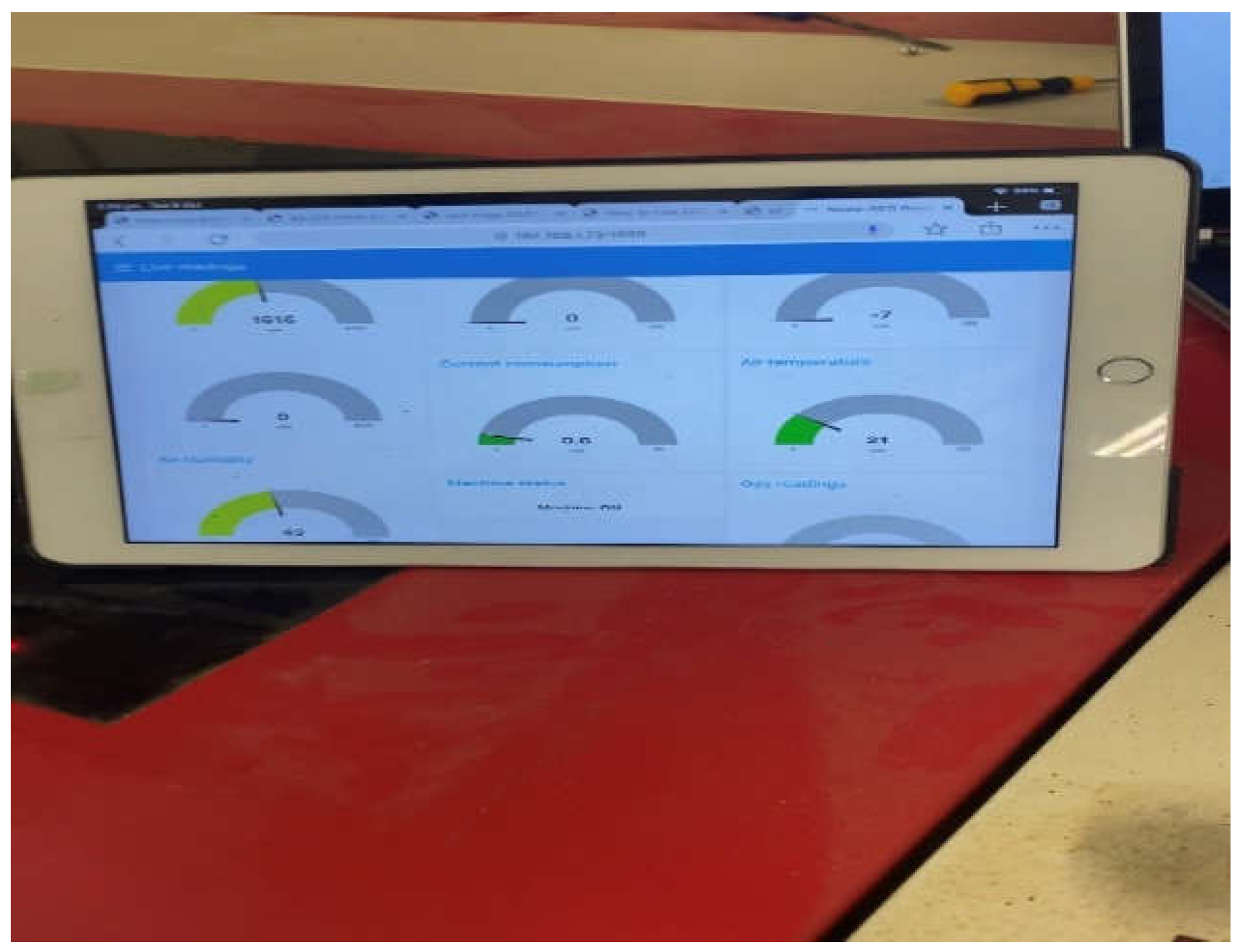
Figure 4.
Historical data recordings.
5. Improvement iterations
The developed system went through different iterations for refinement in the selection of suitable sensors and programming aspect of the project. With the existing of wide range of sensors in the market, the selection process has to go through a thorough investigation to select the appropriate modules for the intended applications. The selection of the vibration module for example was not successful initially due to the accuracy of the streamed data and level of interference and noise the module sends the microcontroller, which had to be changed with more accurate and stable module. At the programming level, the sampling rate and the mathematical equations that had to take place for the appropriate calculation of the required signal of the water flow and the current readings had to go through various iterations and comparison with reference device to make sure of the accuracy of the streamed data.
5. Conclusions
Condition monitoring of manufacturing assets’ internal components is considered an efficient tool to have insight of the current state of various machines parts and support the appropriate development of efficient maintenance plan that prevents machines from sudden failures or degradation in performance. IoT as the new generation of technological advancements provides an environment for the continuous monitoring and visualisation various machines health indexes within a controlled environment. The carried-out application on a CNC laser cutting machine presented the additions that IoT applications can provide in machines condition monitoring using wireless connectivity between different sensing nodes and visualising of current and historical data. But in order to have an efficient system, the identification process of failure modes, critical machine’s components and suitable sensory devices have been carried out with extreme focus to have highly efficient system.
References
- Lu, Y., Xu, X. and Wang, L., 2020. Smart manufacturing process and system automation–a critical review of the standards and envisioned scenarios. Journal of Manufacturing Systems, 56, pp.312-325.
- Martínez-Galán Fernández, P., Guillén López, A.J., Márquez, A.C., Gomez Fernández, J.F. and Marcos, J.A., 2022. Dynamic Risk Assessment for CBM-based adaptation of maintenance planning. Reliability Engineering and System Safety, 223(C).
- Al-Naggar, Y.M., Jamil, N., Hassan, M.F. and Yusoff, A.R., 2021. Condition monitoring based on IoT for predictive maintenance of CNC machines. Procedia CIRP, 102, pp.314-318.
- Bhaskaran, P.E., Maheswari, C., Thangavel, S., Ponnibala, M., Kalavathidevi, T. and Sivakumar, N.S., 2021. IoT Based monitoring and control of fluid transportation using machine learning. Computers & Electrical Engineering, 89, p.106899.
- Shi, Y., Lu, Z., Huang, H., Liu, Y., Li, Y., Zio, E. and Zhou, Y., 2022. A new preventive maintenance strategy optimization model considering lifecycle safety. Reliability Engineering & System Safety, p.108325.
- Frommel, C., Krebs, F., Haase, T., Vistein, M., Schuster, A., Larsen, L., Körber, M., Malecha, M. and Kupke, M., 2020. Automated manufacturing of large composites utilizing a process orchestration system. Procedia Manufacturing, 51, pp.470-477.
- Gan, S., Song, Z. and Zhang, L., 2022. A maintenance strategy based on system reliability considering imperfect corrective maintenance and shocks. Computers & Industrial Engineering, 164, p.107886.
- Yepez, P., Alsayyed, B. and Ahmad, R., 2019. Intelligent assisted maintenance plan generation for corrective maintenance. Manufacturing Letters, 21, pp.7-11.
- Das, K., Lashkari, R.S. and Sengupta, S., 2007. Machine reliability and preventive maintenance planning for cellular manufacturing systems. European Journal of Operational Research, 183(1), pp.162-180.
- Chen, Y., Cowling, P., Polack, F., Remde, S. and Mourdjis, P., 2017. Dynamic optimisation of preventative and corrective maintenance schedules for a large scale urban drainage system. European journal of operational research, 257(2), pp.494-510.
- Doostparast, M., Kolahan, F. and Doostparast, M., 2014. A reliability-based approach to optimize preventive maintenance scheduling for coherent systems. Reliability Engineering & System Safety, 126, pp.98-106.
- Ghaleb, M., Taghipour, S. and Zolfagharinia, H., 2021. Real-time integrated production-scheduling and maintenance-planning in a flexible job shop with machine deterioration and condition-based maintenance. Journal of Manufacturing Systems, 61, pp.423-449.
- Enjavimadar, M. and Rastegar, M., 2022. Optimal reliability-centered maintenance strategy based on the failure modes and effect analysis in power distribution systems. Electric Power Systems Research, 203, p.107647.
- Santos, A., Cavalcante, C. and Wu, S., 2022. Maintenance policies and models: a bibliometric and literature review of strategies for reuse and remanufacturing. Reliability Engineering and System Safety.
- Oakley, J.L., Wilson, K.J. and Philipson, P., 2022. A condition-based maintenance policy for continuously monitored multi-component systems with economic and stochastic dependence. Reliability Engineering & System Safety, 222, p.108321.
- Shao, H., Jiang, H., Zhao, H. and Wang, F., 2017. A novel deep autoencoder feature learning method for rotating machinery fault diagnosis. Mechanical Systems and Signal Processing, 95, pp.187-204. Smith, A.M. and Hinchcliffe, G.R., 2003. RCM--Gateway to world class maintenance. Elsevier.
- Kenda, M., Klobčar, D. and Bračun, D., 2021. Condition based maintenance of the two-beam laser welding in high volume manufacturing of piezoelectric pressure sensor. Journal of Manufacturing Systems, 59, pp.117-126.
- Bennane, A. and Yacout, S., 2012. LAD-CBM; new data processing tool for diagnosis and prognosis in condition-based maintenance. Journal of Intelligent Manufacturing, 23(2), pp.265-275.
- Stamatis, D.H., 2003. Failure mode and effect analysis: FMEA from theory to execution. Quality Press.
- Colli, A., 2015. Failure mode and effect analysis for photovoltaic systems. Renewable and Sustainable Energy Reviews, 50, pp.804-809.
- Yssaad, B., Khiat, M. and Chaker, A., 2014. Reliability centered maintenance optimization for power distribution systems. International Journal of Electrical Power & Energy Systems, 55, pp.108-115.
- Certa, A., Hopps, F., Inghilleri, R. and La Fata, C.M., 2017. A Dempster-Shafer Theory-based approach to the Failure Mode, Effects and Criticality Analysis (FMECA) under epistemic uncertainty: application to the propulsion system of a fishing vessel. Reliability Engineering & System Safety, 159, pp.69-79.
- Lasi, H., Fettke, P., Kemper, H.G., Feld, T. and Hoffmann, M., 2014. Industry 4.0. Business & information systems engineering, 6(4), pp.239-242.
- Ghobakhloo, M., 2018. The future of manufacturing industry: a strategic roadmap toward Industry 4.0. Journal of Manufacturing Technology Management.
- Tao, F., Zuo, Y., Da Xu, L. and Zhang, L., 2014. IoT-based intelligent perception and access of manufacturing resource toward cloud manufacturing. IEEE transactions on industrial informatics, 10(2), pp.1547-1557.
- Gridling, G. and Weiss, B., 2007. Introduction to microcontrollers. Vienna University of Technology Institute of Computer Engineering Embedded Computing Systems Group.
- Akyildiz, I.F. and Vuran, M.C., 2010. Wireless sensor networks. John Wiley & Sons.
- Raghavendra, C.S., Sivalingam, K.M. and Znati, T. eds., 2006. Wireless sensor networks. Springer.
- Hunkeler, U., Truong, H.L. and Stanford-Clark, A., 2008, January. MQTT-S—A publish/subscribe protocol for Wireless Sensor Networks. In 2008 3rd International Conference on Communication Systems Software and Middleware and Workshops (COMSWARE’08) (pp. 791-798). IEEE.
- Abbas, M. and Shafiee, M., 2020. An overview of maintenance management strategies for corroded steel structures in extreme marine environments. Marine Structures, 71, p.102718.
Figure 1.
System structure.
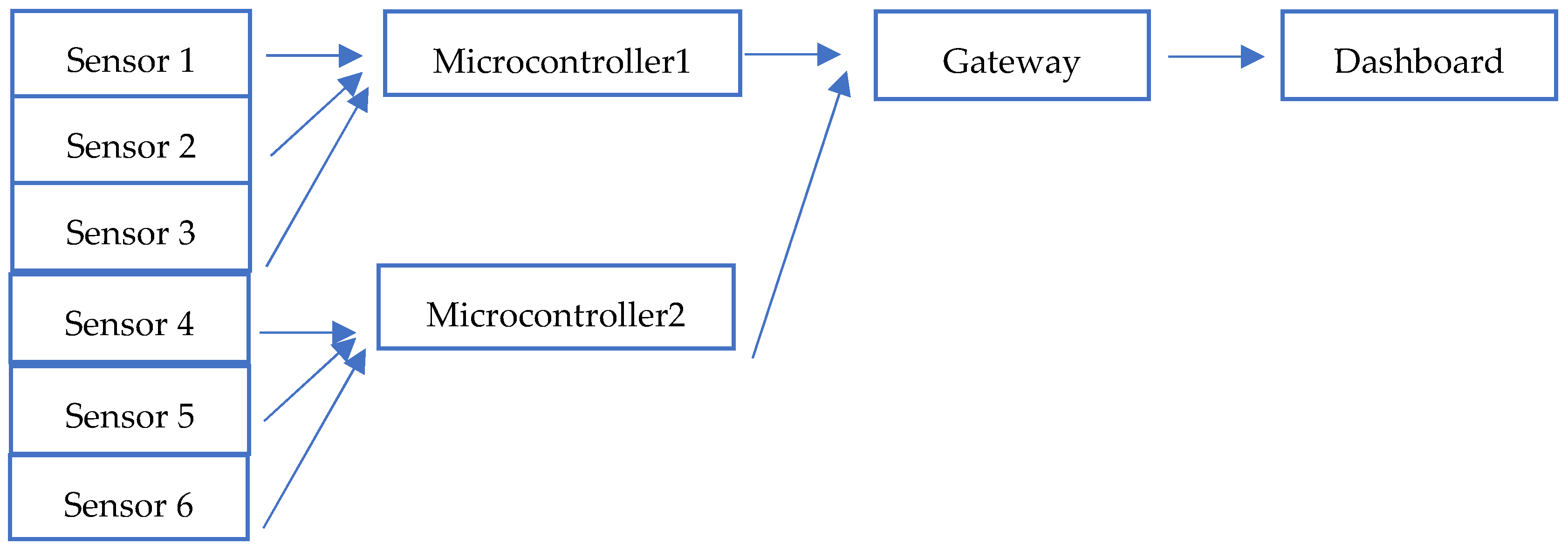
Figure 2.
Laser cutting machine.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



