
Submitted:
30 April 2023
Posted:
01 May 2023
You are already at the latest version
Abstract
The lithium-ion batteries are widely used as a power source for portable devices, including cell phones. The useful life is about 2 years or 500 cycles, contributing to the generation of waste from electrical and electronic equipment (WEEE). Mining of lithium and cobalt damages the environment and is onerous; therefore, sustainable alternatives, such as obtaining these elements from secondary sources as recycling of lithium-ion batteries, are essential to provide the inputs used in the sector. However, the metallurgical route which will used to recovering them must be considered, due to this work aims for a more environmentally favorable process using DL-malic acid 1.5 M and instead of compared with sulfuric acid 2 M, heat pretreatment of 1 h and 3 h, and for all conditions, experiments were carried out with and without adding the oxidizing agent hydrogen peroxide. The best yields occurred in presence of H2O2 10 % v/v, and heat pretreatment of 1 h: 33.49 % Co and 4.63 % Li, and 29.78 % Co e 3.44 % Li were recovered by sulfuric acid and DL-malic acid, respectively.
Keywords:
Recycling
; DL-Malic Acid
; WEEE
; eco-friendly
; pretreatment
1. Introduction
Lithium-ion batteries (LIBs) are widely used in different kinds of technology as an energy storage source, such as handheld devices (e.g., smartphones, tablets) or electric vehicles (EVs) [1]. Their wide applicability is due to their superior electrical performance, such as high energy density, long life cycle, and no memory effect and their lighter weight when compared to other types of batteries technology (e.g., lead-acid, nickel-metal hydride, and nickel-cadmium) [2]. The LIBs concept was proposed by different researchers in the 1970s [3]. Many innovations had been attributed to Yoshino for the development of rechargeable lithium-ion batteries, who registered the first patent [4].
The lithium-ion batteries are composed of cathode – transition metal powders such as cobalt, manganese, and nickel are usually used –, graphite anode, a porous polymeric membrane, which can allow the electrons to flow during charge and discharge processes, and an electrolyte – means by which the flow of electrons occurs. This electron flow is generated by the movement of lithium ions between the cathodic and anodic powders. The cathode and anode collectors are composed of aluminum and copper, respectively. Polyvinylidene fluoride (PVDF) is a polymer used as a binder to adhere cathode (lithium-cobalt oxide) and anode (graphite) powders into the support sheets [5,6], which can be a major obstacle to the efficiency improvement of hydrometallurgical routes aiming to recover lithium and cobalt for recycling.
The largest lithium producers in 2020 were Australia and Chile, responsible for 48.1%and 26.0% of the total lithium production, respectively. Among the various industrial applications, 74% of lithium is destined for the manufacture of batteries and 14% for the ceramic and glass industry [7]. Regarding cobalt, the majority of the world production in 2020 was attributed to the Democratic Republic of Congo with 68.9%, while Russia and Australia were responsible for 6.3% and 4.0%, respectively [7]. Around 46% of the cobalt produced in 2018 was used in the manufacture of batteries, and according to a report by the German Mineral Resources Agency (DERA)[8], this demand is due to the intense EV development.
When LIBs are discarded, alone or together with some equipment (e.g., smartphone, notebook, tablet, GPS, etc), they are denominated as Waste from Electrical and Electronic Equipment (WEEE). In general, the WEEEs contain about sixty metals, such as copper, cobalt, gold, platinum, lithium, silver, palladium, etc. Developing efficient methodologies for recovering these metals, in addition to avoiding the cost of extracting them from the ore, would a more environmentally favorable bias by reducing the impact of mining and by reducing the pollution due to incorrect destination given to WEEEs [9,10]. The useful life of LIBs, used as a power source for smartphones, is about 2 years or 300 to 500 cycles [6,7], and represents a significant contribution to the generation of WEEEs [5]. In case of incorrect disposal, after their useful life cycle, LIBs can cause harmful environmental impact due to the materials they are made of, moreover, an important source of raw material for the recovery of metals with economic added value [13]. Pre-treatment processes, hydrometallurgy, and pyrometallurgy are the most extensively studied/employed kinds of recycling processes [14].
There is no single definition of pretreatment for recycling LIBs. Some authors [15] [16] [17] usually divide it into mechanical separation, mechanical-chemical process, thermal treatment, and dissolution process. The pretreatment was divided by Yao et al. [18] into unloading, disassembly, and cathodic material separation, while Zhang et al. [19] specified such as manual treatment, disassembly and classification, comminution (mechanical treatment), sieving, separation, and mechanical-chemical treatment. They are widely used as a previously step in hydrometallurgy to improve the yelds recovering.
Hydrometallurgical processes consist of dissolving metals in acidic or basic leaching solutions to extract them from the waste. The most consolidated methodologies use strong inorganic acids as leaching agents (e.g., HNO3, H2SO4, and HCl). These processes are not considered environmentally friendly, as they release vapors and gases (NOx, SO3, and Cl2) and the solutions can permeate the soil when poorly managed or in cases of accidents, , causing damages to water resources and biodiversity, including human beings [20]. Alternative proposals to replace inorganic acids for organic acids, which are less harmful to the environment, have been studied. Musariri et al. used citric acid (C6H8O7) and DL-malic acid (C4H6O5), both 1.5 M, with the addition of H2O2 2% v/v as an oxidizing agent, and temperature of 95 °C. Citric acid was the most efficient agent, and dissolved up to 95% of lithium and Cobalt [21]. With an aqueous mixture of citric and ascorbic acid (C6H8O6), Nayaka et al.[22] leached obsolete LIBs. Copper and Lithium were obtained in the form of cobalt oxalate and lithium fluoride by selective precipitation, and the addition of oxalic acid (C2H2O4) and ammonium fluoride, respectively.
The presence of H2O2 in the leaching process for some metals results in valence decrease, such as Co3+, which becomes more soluble Co2+. Some studies corroborate that the presence of an oxidizing agent improves the performance of metal recovery, for both organic and inorganic acids [23]. In their work, Sattar et al. carried out leaching with 3M H2SO4 at 90 °C and recovered 92% of Li, 68% of Co, and 34.8% of Mn without adding H2O2. After the addition of 4% v/v H2O2, the metal leaching efficiency increased by more than 98% [24].
In pyrometallurgy, the use of furnaces at high temperatures aims to reduce the oxides to a metallic alloy. Gases and slag also result from this process. In recycling LIBs, the great advantage to perform a pyrometallurgical process is that, in addition to being processed in a single batch, it does not require pre-treatment to concentrate the material, as is usually carried out in hydrometallurgy [19] [25]. LIBs recycling operations, on an industrial scale, are more common via pyrometallurgy. The main plants are located in North America, Europe, and Asia. Umicore has two pyrometallurgical processing plants in Belgium and China with a capacity of 7000 t/year and 5000 t/year, respectively, while Retriev has a plant using the hydrometallurgy process in the USA/Canada, with a capacity of 4500 t/year. All pyrometallurgical routes adopt high temperatures, each one according to specific process parameters.
This work aimed to develop a hybrid route, mixing a heat pretreatment step – around 650 °C, not so high as pyrometallurgy because it intended only to decompose the PVDF binder – and a following hydrometallurgical step that should be more environmentally favorable due to the use of DL-malic acid 1.5 M instead of an inorganic acid. The hydrometallurgical process with 2 M sulfuric acid was used as a control. The addition of hydrogen peroxide H2O2 10% v/v as an oxidizing agent was also evaluated – an optimized condition according to the work of Dutta et al. [26]. This hybrid condition makes this route innovative, as the vast majority of studies focus either on hydrometallurgy or pyrometallurgy exclusively.
2. Materials and Methods
2.1. LIBs collection
Batteries were collected from cell phone repair shops. Firstly, 404 LIBs were selected and sorted out from other manufacturing technologies. For the 5 most recurrent brands, a sample was taken from each LIB to characterize the materials that compose it.
2.2. Characterization
For the characterization process, LIBs were primarily discharged by short-circuiting them, to eliminate any explosion/ignition risk during the disassembled step. Afterward, the samples were manually opened and the housing case was removed to proceed with the manual scraping of the cathode and anode powders from their respective collector. About 1 cm² of the housing case, the cathode and anode collectors were separated to be analyzed by FRX (Thermo Scientific, Niton xl3t model). In the following, was carried out the digestion of cathode powder, assisted by microwave, according to method 3051A EPA, and subsequently, the content of elements was quantified by ICP-OES (Agilent, 5120 model). The cathode powder was also analyzed by XRD (Siemens - BRUKER AXS, D-5000 model), FRX e SEM (Phenon World, PW-100-017 model).
A thermal characterization, by TGA (TA Instruments, model SDT Q600), was carried out on a pure PVDF polymeric sample to obtain the thermal degradation behavior curve of the material to enable the pre-treatment step – via combustion –, to remove the binder from the cathode and anode powders in the comminuted LIBs samples.
2.3. Hybrid Processing
2.3.1. Comminution and granulometric separation
To crush the batteries (399 - the total selected except the five used in the characterization process) a knife mill (Retsch, SM300 model) was used. In the first stage, a sieve with an opening of 10 mm was used and the resulting mass was placed again in the mill to reach a smaller final granulometry, however, this time, a sieve with an opening of 2 mm was used.
After comminution, granulometric separation was performed using a set of sieves (Bertel) with openings of 1 mm and 500 μm to divide the total mass into three fractions, according to particle size. About the fractions:
- F1: for particles smaller or equal to 500 μm;
- F2: for particles smaller than 1 mm and larger than 500 μm;
- F3: for particles larger than 1 mm.
Digestion tests were carried out according to the 3051A EPA method, in triplicate, for F1, F2, and F3 to quantify the contents of the metals which compose them and, thus, decide which fraction of interest to be studied.
2.3.2. Heat Pretreatment
To carry out the thermal pre-treatment, 100 g of the sample of the fraction of interest were placed in porcelain crucibles, which were kept in an oven at a temperature of 650 °C and ambient atmosphere; this procedure was carried out for 1 h and 3 h of permanence. After the thermal treatment, the samples had been allowed to cool down at room temperature. In the next step of the process, they were submitted to leaching with sulfuric acid and DL-malic acid under the same conditions used in subsection 2.3.3. For comparison purposes, samples without heat pretreatment had been sent directly to the leaching stage.
2.3.3. Sulfuric acid and DL-malic acid leaching
For the leaching of interest fraction, with and without heat pretreatment, some optimized conditions in previous studies were adopted for temperature, time, and solid/liquid ratio [26]. (room temperature, 2 h, RS/L: 75 g/L). The experiments were carried out with DL-malic acid 1.5 M [27] and sulfuric acid 2 M [28] [29] under constant agitation. For each acid, tests were performed with and without the addition of oxidizing agent H2O2 10% v/v [26]. After leaching, the samples – all of them carried out in triplicate – were filtered, and swelled to 100 mL, then an aliquot was taken for elements quantification via ICP-OES.
The nomenclature used (A, B, C, ...) in the experiments by varying the type of leaching agent, addition or not of the oxidizing agent, without heat pretreatment and with heat pretreatment for the different times, are presented in Table 1.
3. Results and Discussion
3.1. LIBs collection
For the batteries that are interesting to develop the work, 404 units of different brands were selected, as shown in Table 2, and the others were returned to the technical assistance collection system.
3.2. Characterization
Those five most recurrent models/brands are shown in Figure 1 (a) LIBs that were chosen to perform the characterization and (b) one of them, after manual disassembly, with each part that composes it.
The FRX analysis of housing case, cathode, and anode collectors is presented in Table 3. By analyzing the data presented, it is verified that the majority composition is more than 99 % Al and almost 100% Cu for the cathode and anode collector, respectively. Although in a slightly lower percentage (all samples with a content > 95 %), the housing case is composed of aluminum alloys.
All analyses carried out for cathode powder will be presented below (FRX, RXD, SEM, and ICP-OES). As shown in Table 4, the majority of cathode powder composition of LIBs is cobalt, oxygen, and fluorine, but in this analysis, the percentage of lithium was not accounted for, as the FRX technique is not able to detect it due to its low atomic weight. The fluorine presence is due to the PVDF composition, a polymer used as a binder for the cathode powder on the support foil (cathode collector).
By XRD analysis, Figure 2, all samples essentially show the peaks of the LiCoO2 phase, indexed by the crystallographic chart 00-016-0427. However, some slightly broadened and low intensity peaks suggest the presence of the CoCo2O4 phase.
In this regard, despite the possibility that CoCo2O4 phase is present, the diffraction peaks were indexed by the LiCoO2 phase, since the broadening of certain peaks may originate from a disorder of plane (hkl) at crystalline structure level, among other possible reasons.
When evaluating the scanning electron microscopy images it is verified, according to Figure 3, that the cathode powder size material is similar for all samples, except for Nokia, which presented a smaller size
According to previous techniques, it was possible to identify the elements which make up the LIBs materials. The ICP-OES analysis had been used as it is more sensitive to quantify the composition. When assessing the data, presented in Table 5, it is verified that, for the five LIBs, the majority cathode poder composition is cobalt and lithium ; the aluminum presence in cathode powder is due removing some parts from cathode foil during scrape process. The percentage remaining to complete the total initial leached mass is due to possible amounts of Al, Co, Li and Mn not leached; oxygen and fluoride either compose this material, though they can not be detected by that technique
The results of contents from different analyzes performed – FRX, XRD, SEM, and ICP-OES – support LIBs as a secondary source of lithium and cobalt [28] [30].
To carry out the cathode powder heat pretreatment, it was necessary to know the degradation temperature of PVDF binder. In this sense, a thermogravimetric analysis of polyvinylidene fluoride was performed with a heating ramp of 20 °C/min in presence of atmospheric air. In the TGA result, shown in Figure 4 (a), it turns out (green curve) that, approximately, at a temperature of 630 °C, the mass loss was totaled (similar to Kim et al.) [31], therefore, the pretreatment experiment to remove PVDF from the F1 fraction ( was carried out at 650 °C to ensure effectiveness in the process.
The remaining mass after 160 min of heat treatment was 63.69%, and after 180 min it was 63.63% - as shown in Figure 4 (b) -, which justifies ceasing the test, as this percentage difference (0.06%) is lower than equipment detection error limit (0.10%), that corroborate to Natarajan et al. results [32].
3.3. Hybrid Processing
3.3.1. Comminution and granulometric separation
Before comminute, all 399 LIBs were weighed totaling 13068.6 g, and after comminution weighed 12090.7 g resulting in 977.9 g (7,48 %) mass loss, due to gases evaporation and very light particles which were dragged through the exhaust system. The mass fractions, after the particle size separation, are shown in Figure 5 e representing (a) 18.1 %, (b) 12.7 %, and (c) 69.1 %.
The contents for each analyzed element, in the three fractions (F1, F2, and F3), are presented in Table 6. The particles smaller than 500 µm represent the highest mass percentage, this is the fraction where the material of interest (LiCoO2) to be recovered is found.
Due to F1 containing the highest mass percentage of elements to be recovered, 47.87% for cobalt and 6.49% for lithium, then it was the chosen fraction to develop the work.
3.3.2. Samples leaching without heat pretreatment
The percentages of elements extracted after sample leaching performed without heat pretreatment by use of H2SO4 2 M (A and B) and C4H6O5 1,5 M (C and D) are presented in Table 7. In experiments B and D, the oxidizing agent H2O2 was added and an improvement in leachate content was observed. For the metals of interest – cobalt, and lithium – leached by H2SO4, the efficiencies were improved by 26.72 % and 9.24 %, respectively. While leached by C4H6O5 the improvement was more significant representing a gain of 57.71 % for cobalt and 32.80 % for lithium. The rest of the mass to get complete a hundred percent is due to Al, Co, Cu, Fe, Li, and Mn which have not been leached, and O2 and graphite which are not leachable.
3.3.3. Samples leaching with heat pretreatment
The samples leached by H2SO4 and submitted to heat pretreatment during 1 h (E and F), it was observed, according to Table 8 a gain from 28.65 to 33.49 % for Co when oxidizing agent was added. For lithium, the content increases from 4.10 to 4.63 %, after adding H2O2. When submitted to 3 hours of heat pretreatment (G and H), the contents for the best condition (with the oxidizing agent) were 36.36% for Co and 4.64% for Li.
For the samples leached by C4H6O5 and 1 h of heat pretreatment (I and J), the best contents also occurred with oxidizing agent adding: 29.78 % for Co and 3.44% for Li. When submitted for 3 h of heat pretreatment, the same behavior was observed and recovered 32.73 % for Co and 3.99 % for Li.
Evaluating the elemental contents of leaching liquors with sulfuric acid for sample F (1 h of pretreatment) and for sample H (3 h of pretreatment), a gain of 8.56% is observed for cobalt and none for lithium. Performing this same analysis for malic acid, sample J (1 h of pretreatment), and sample L (3 h of pretreatment), there was a gain of 9.90 % for cobalt and the improvement for lithium was within the standard deviation range. Due to the small gain, for both leaching agents, the energy consumption spent in 2 h more of the pretreatment process is probably not justified.
Taking samples F and J as the best leaching conditions for leaching agent sulfuric acid and DL-Malic, respectively, it is possible to extrapolate a recovery value per ton of LIBs processed, considering a total recovery of the elements just for comparison purposes.
For the process carried out by sulfuric acid, 334.9 kg of Co and 46.3 kg of Li could be recovered per ton of LIBs. If DL-Malic acid were used, it would be possible to obtain 297.8 kg of Co and 34.4 kg of Li per ton of LIBs. The most abundant cobalt ores have 355.2 kg, 295.3 kg, and 179.5 kg of Co per ton of cobaltite, erythrite, and skutterudite, respectively [33,34]. The fraction of interest evaluated in this study (F1), from obsolete LIBs, has the potential to be a secondary source of cobalt when compared to metal ores content. The most exploited lithium ore is spodumene (70 kg per ton) [35] and, although the percentage recovered from LIBs is about half of that found in ore, it can still be an important source of secondary metal obtaining.
5. Conclusions
The battery characterization showed data consistent with the literature, the supporting foils of the cathode and anode are mostly (more than 95%) composed of aluminum and copper, respectively. It was also verified that the fraction with the highest content of interest metals (Co and Li) was for particles smaller than 500 μm and represents 69.1 % of the total mass comminuted.
An important conclusion was obtained from the heat pretreatment study. The total PVDF decomposition (when the mass tends to zero) which is present as a cathodic powder binder occurs around 630 °C and for samples that were submitted to heat pretreatment, the best results were obtained for 1 h processing.
Besides the heat pretreatment, the main objective of this work was achieved by obtaining a more environmentally friendly metallurgical route through the use of an organic leaching agent. By comparing the best conditions for two acids used in this process, it was found that DL-Malic acid reached a leaching potential of 88.92% for Co and 74.30% for Li compared to sulfuric acid leaching potential (inorganic and not environmentally friendly). The use of malic acid, associated with an oxidizing agent and heat pretreatment for 1 hour, proved to be promising, with extraction contents very close to sulfuric acid.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Acknowledgments
The authors are grateful to Capes, CNPq, FINEP, and FAPERGS (Brazil) for their financial support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chen, T.; Jin, Y.; Lv, H.; Yang, A.; Liu, M.; Chen, B.; Xie, Y.; Chen, Q. Applications of Lithium-Ion Batteries in Grid-Scale Energy Storage Systems. Trans. Tianjin Univ. 2020, 26, 208–217. [Google Scholar] [CrossRef]
- Blomgren, G.E. The Development and Future of Lithium Ion Batteries. J. Electrochem. Soc. 2017, 164, A5019–A5025. [Google Scholar] [CrossRef]
- Mizushima, K. LixCoO2 (0 < x ~< 1): A new cathode material for Batteries of high energy density. Solid State Ionics 1981, 171–174. [Google Scholar]
- Yoshino, A. The birth of the lithium-ion battery. Angew. Chemie - Int. Ed. 2012, 51, 5798–5800. [Google Scholar] [CrossRef] [PubMed]
- Deng, D. Li-ion batteries : basics, progress, and challenges. Energy Sci. 2015, 5, 385–418. [Google Scholar] [CrossRef]
- Linden, D. Linden’s Handbook of Batteries; Reddy, T.B., Ed.; 4th ed.; McGrawHill, 2011; ISBN 9780071624190.
- USGS - United States Geological Survey. U.S. Geological Survey, Mineral Commodity Summaries, 22, 2022. https://pubs.usgs.gov/periodicals/mcs2022/mcs2022-lithium.pdf. 20 January.
- DERA DERA Rohstoffinformationen - Rohstoffsituation 2011; Berlim, 2012; [Online]. Available: https://www.bgr.bund.de/DE/Gemeinsames/Produkte/Downloads/DERA_Rohstoffinformationen/rohstoffinformationen-36.pdf;jsessionid=B6FADF07D1BB928E77EEF68A97FE6194.internet012?
- Awasthi, A.K.; Li, J. Management of electrical and electronic waste: A comparative evaluation of China and India. Renew. Sustain. Energy Rev. 2017, 76, 434–447. [Google Scholar] [CrossRef]
- Yong, Y.S.; Lim, Y.A.; Ilankoon, I.M.S.K. An analysis of electronic waste management strategies and recycling operations in Malaysia: Challenges and future prospects. J. Clean. Prod. 2019, 224, 151–166. [Google Scholar] [CrossRef]
- Dai, Q.; Kelly, J.C.; Gaines, L.; Wang, M. Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications. 2019.
- Buchmann, I. Battery Univerty, BU-808: How to Prolong Lithium-based Batteries. https://batteryuniversity.com/article/bu-808-how-to-prolong-lithium-based-batteries (accessed Oct. 06, 2021).
- Zhang, G.; Yuan, X.; He, Y.; Wang, H.; Zhang, T.; Xie, W. Recent advances in pretreating technology for recycling valuable metals from spent lithium-ion batteries. J. Hazard. Mater. 2021, 406. [Google Scholar] [CrossRef]
- Pražanov, A.; Knap, V. Literature Review, Recycling of Lithium-Ion Batteries from Electric Vehicles, Part I : Recycling Technology. 2022, 1–29.
- J., X.; H.R., T.; R.W., F.; K.R., L.; J., W.; B., L. A review of processes and technologies for the recycling of lithium-ion secondary batteries. J. Power Sources 2008, 177, 512. [CrossRef]
- Vanitha, M.; Balasubramanian, N. Waste minimization and recovery of valuable metals from spent lithium-ion batteries–a review. Environ. Technol. Rev. 2013, 2, 101–115. [Google Scholar] [CrossRef]
- Ordoñez, J.; Gago, E.J.; Girard, A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2016, 60, 195–205. [Google Scholar] [CrossRef]
- Yao, Y.; Zhu, M.; Zhao, Z.; Tong, B.; Fan, Y.; Hua, Z. Hydrometallurgical Processes for Recycling Spent Lithium-Ion Batteries: A Critical Review. ACS Sustain. Chem. Eng. 2018, 6, 13611–13627. [Google Scholar] [CrossRef]
- Zhang, X.; Li, L.; Fan, E.; Xue, Q.; Bian, Y.; Wu, F.; Chen, R. Toward sustainable and systematic recycling of spent rechargeable batteries. Chem. Soc. Rev. 2018, 47, 7239–7302. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Dunn, J.B.; Zhang, X.X.; Gaines, L.; Chen, R.J.; Wu, F.; Amine, K. Recovery of metals from spent lithium-ion batteries with organic acids as leaching reagents and environmental assessment. J. Power Sources 2013, 233, 180–189. [Google Scholar] [CrossRef]
- Musariri, B.; Akdogan, G.; Dorfling, C.; Bradshaw, S. Evaluating organic acids as alternative leaching reagents for metal recovery from lithium ion batteries. Miner. Eng. 2019, 137, 108–117. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Manjanna, J.; Pai, K. V.; Vadavi, R.; Keny, S.J.; Tripathi, V.S. Recovery of valuable metal ions from the spent lithium-ion battery using aqueous mixture of mild organic acids as alternative to mineral acids. Hydrometallurgy 2015, 151, 73–77. [Google Scholar] [CrossRef]
- Ghassa, S.; Farzanegan, A.; Gharabaghi, M.; Abdollahi, H. The reductive leaching of waste lithium ion batteries in presence of iron ions: Process optimization and kinetics modelling. J. Clean. Prod. 2020, 262. [Google Scholar] [CrossRef]
- Sattar, R.; Ilyas, S.; Bhatti, H.N.; Ghaffar, A. Resource recovery of critically-rare metals by hydrometallurgical recycling of spent lithium ion batteries. Sep. Purif. Technol. 2019, 209, 725–733. [Google Scholar] [CrossRef]
- Meng, Q.; Zhang, Y.; Dong, P. Use of electrochemical cathode-reduction method for leaching of cobalt from spent lithium-ion batteries. J. Clean. Prod. 2018, 180, 64–70. [Google Scholar] [CrossRef]
- Dutta, D.; Kumari, A.; Panda, R.; Jha, S.; Gupta, D.; Goel, S.; Jha, M.K. Close loop separation process for the recovery of Co, Cu, Mn, Fe and Li from spent lithium-ion batteries. Sep. Purif. Technol. 2018, 200, 327–334. [Google Scholar] [CrossRef]
- Javorsky, A. Obtenção de solução concentrada em lítio e cobalto a partir de baterias de íons de lítio através da combinação de processos hidrometalúrgicos de baixo impacto ambiental Ana, UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL Escola, 2015.
- Aaltonen, M.; Peng, C.; Wilson, B.P. Leaching of Metals from Spent Lithium-Ion Batteries. 2, 9. [CrossRef]
- Li, L.; Zhai, L.; Zhang, X.; Lu, J.; Chen, R.; Wu, F.; Amine, K. Recovery of valuable metals from spent lithium-ion batteries by ultrasonic-assisted leaching process. J. Power Sources 2014, 262, 380–385. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Xu, Z. Challenges to Future Development of Spent Lithium Ion Batteries Recovery from Environmental and Technological Perspectives. 2020, 54, 9–25. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Bang, J.; Yoo, J.; Shin, Y.; Bae, J.; Jeong, J.; Kim, K.; Dong, P.; Kwon, K. A comprehensive review on the pretreatment process in lithium-ion battery recycling. J. Clean. Prod. 2021, 294. [Google Scholar] [CrossRef]
- Natarajan, S.; Boricha, A.B.; Bajaj, H.C. Recovery of value-added products from cathode and anode material of spent lithium-ion batteries. Waste Manag. 2018, 77, 455–465. [Google Scholar] [CrossRef]
- Hazen, R.M.; Hystad, G.; Golden, J.J.; Hummer, D.R.; Downs, R.T.; Morrison, S.M.; Ralph, J.; Grew, E.S. Cobalt mineral ecology Acknowledgments. Am. Mineral. 2017, 102, 108–116. [Google Scholar] [CrossRef]
- Armbruster, T.; Micaela, R.D. Highlights in Mineralogical Crystallography; Thomas Armbruster, R.M.D. (Eds.) ; Degruyter: Bern, 2015; ISBN 9783110417043.
- Barbosa, L.; González, J.; Ruiz, M. del C. Extraction of lithium from β-spodumene using chlorination roasting with calcium chloride. Thermochim. Acta 2015, 605, 63–67. [Google Scholar] [CrossRef]
Figure 1.
The five model/brand chosen; (b) one of them disassembled.
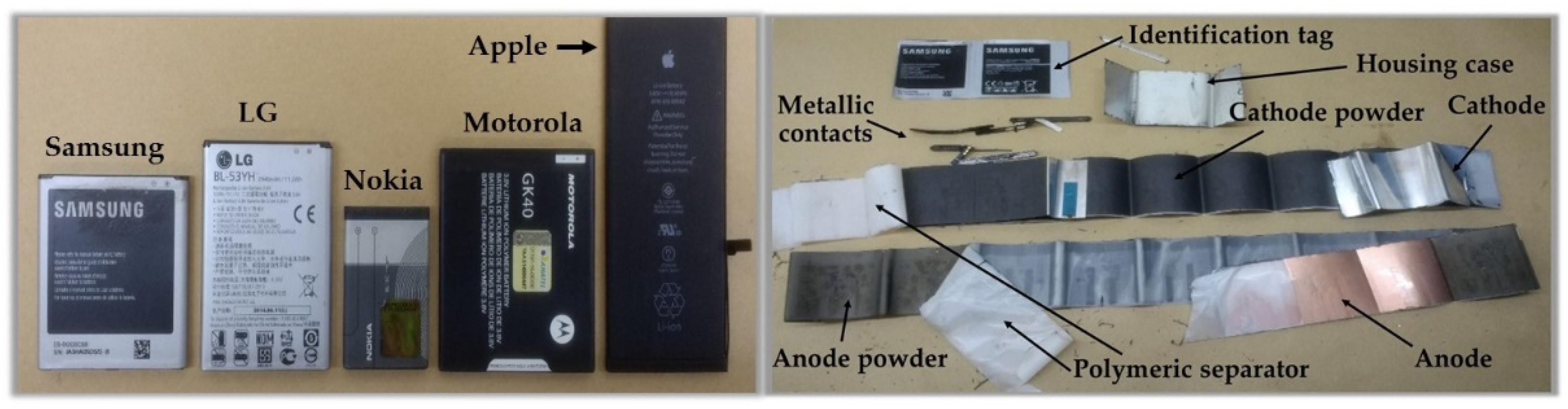
Figure 2.
XRD analysis of cathode powder: (a) Samsung; (b) LG; (c) Nokia; (d) Motorola; € Apple.
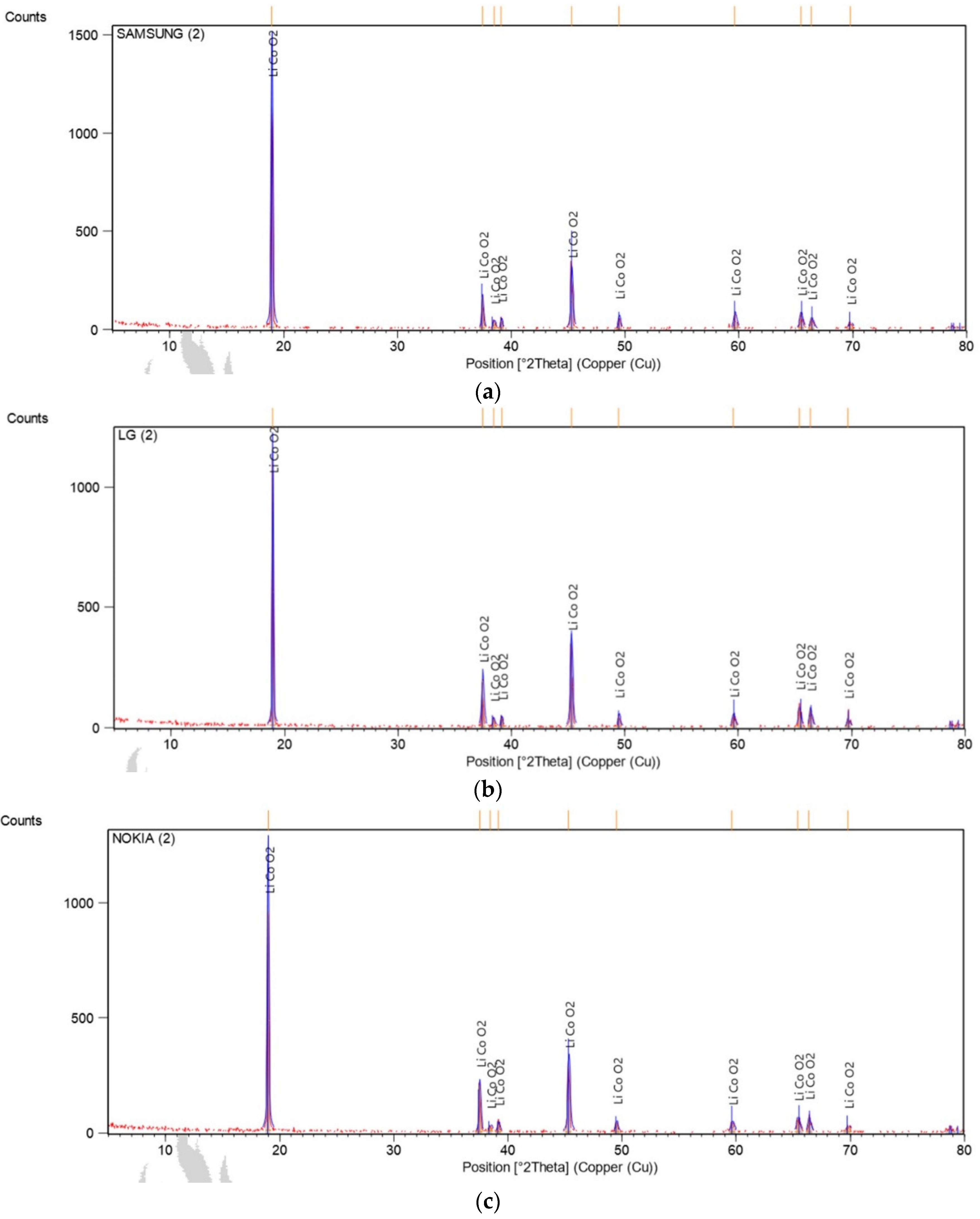
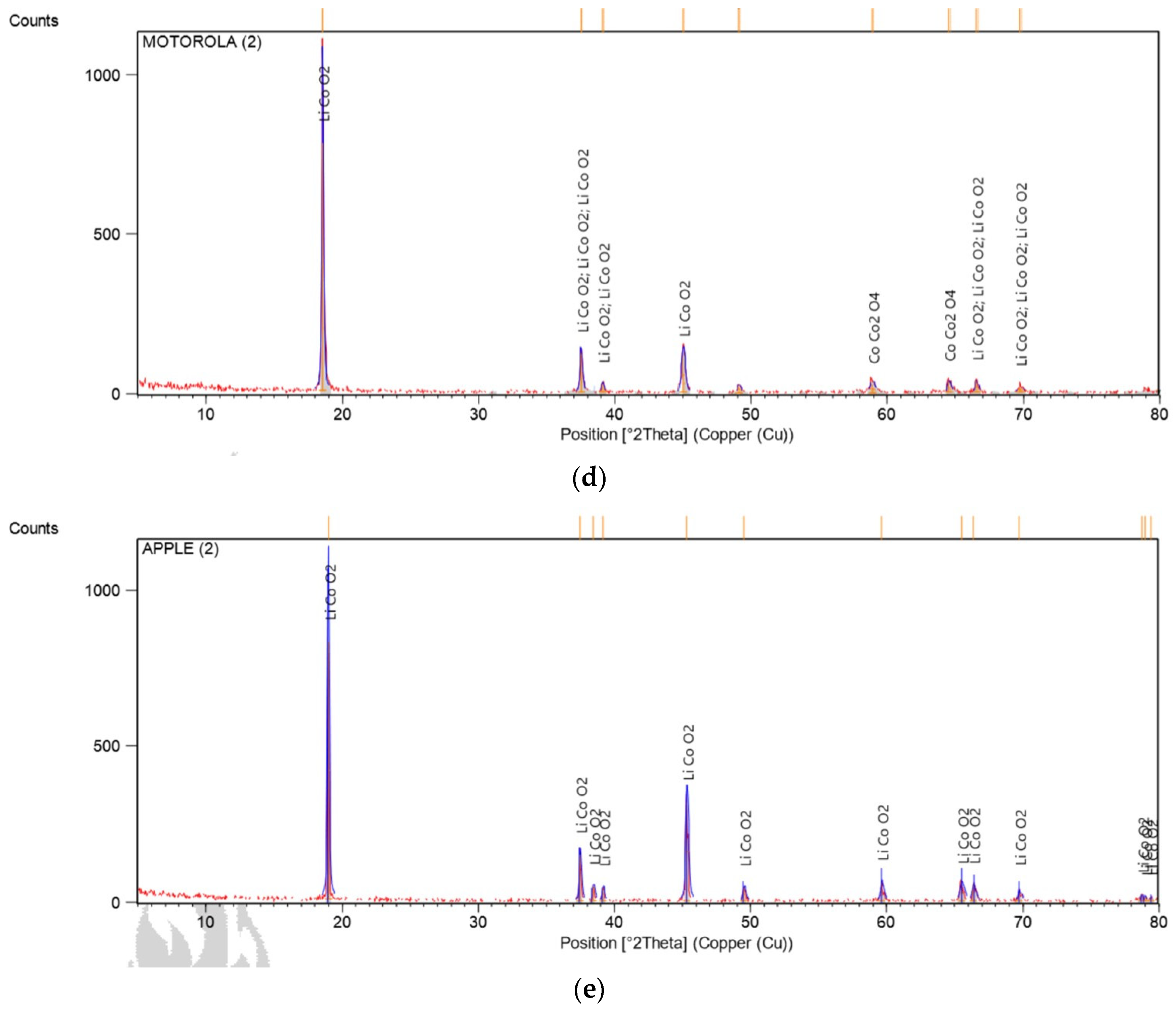
Figure 3.
Grain size detail of LIBs’ cathode powder by SEM.
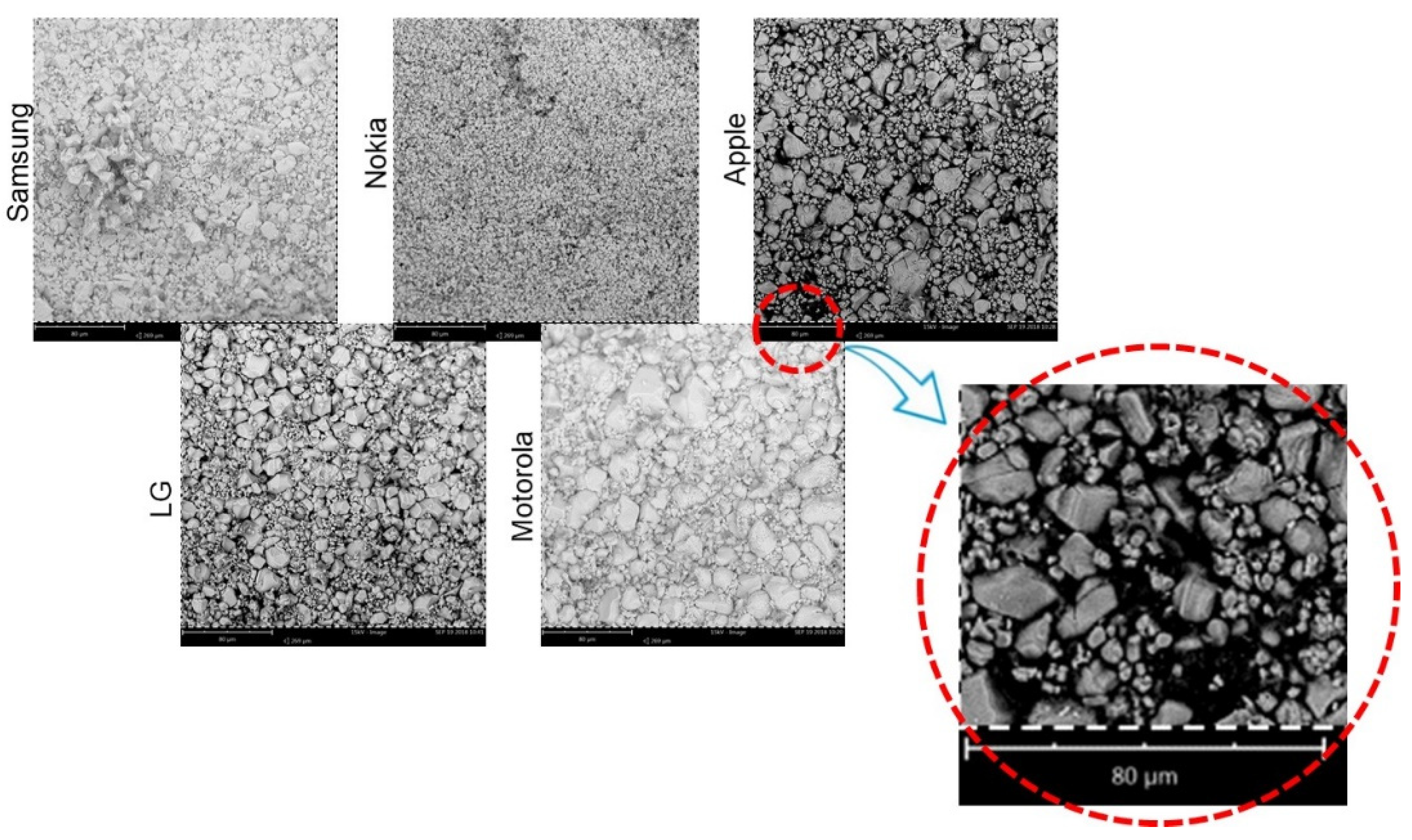
Figure 4.
(a) Thermal degradation curve for pure PVDF; (b) heat pretreatment time to remove PVDF from F1 fraction.
Figure 4.
(a) Thermal degradation curve for pure PVDF; (b) heat pretreatment time to remove PVDF from F1 fraction.
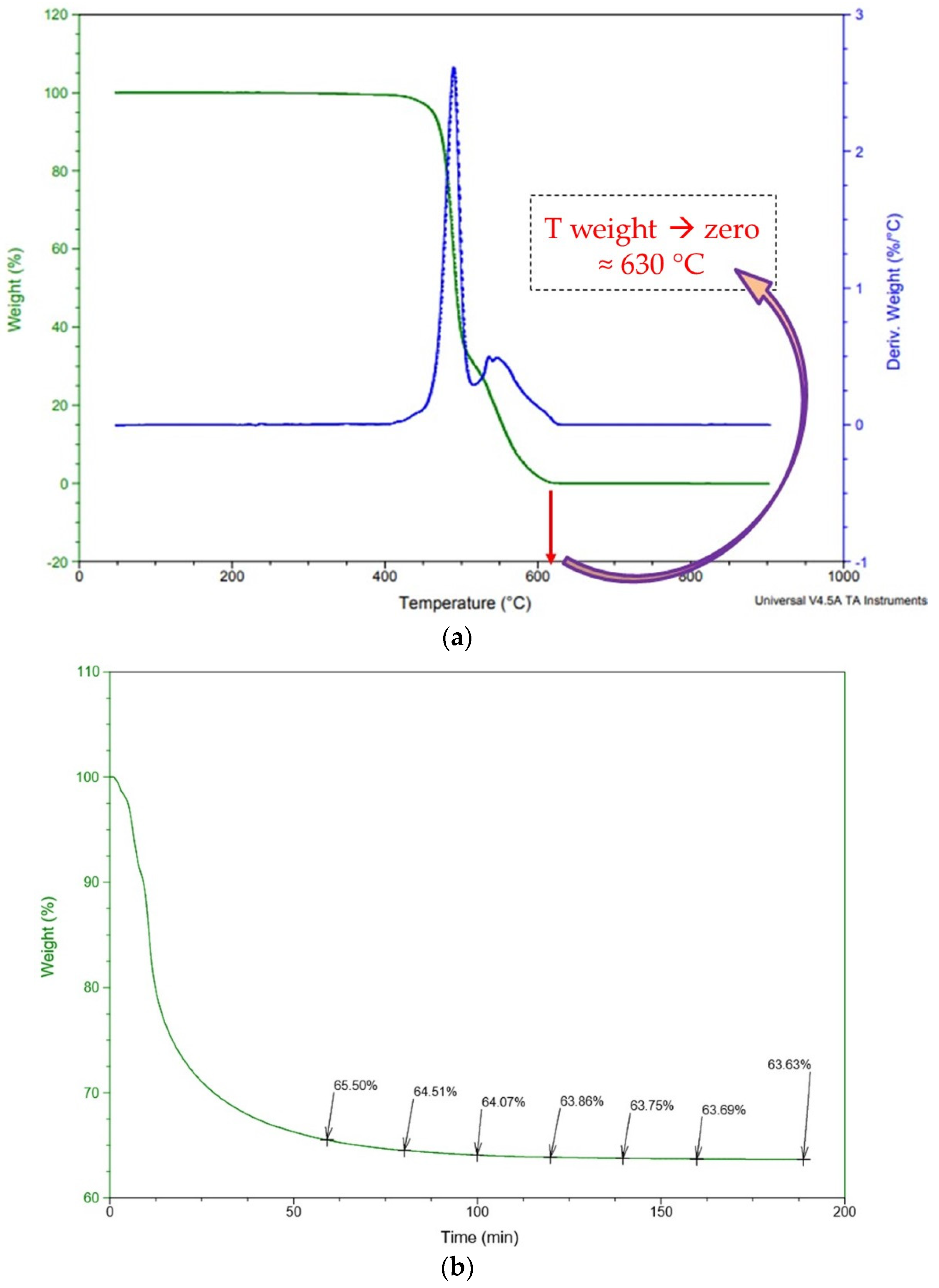
Figure 5.
Samples fractions after the comminution process and granulometric separation: (a) F3 > 1 mm), (b) 1 mm > F2 > 500 μm, and (c) F1 < 500 μm.
Figure 5.
Samples fractions after the comminution process and granulometric separation: (a) F3 > 1 mm), (b) 1 mm > F2 > 500 μm, and (c) F1 < 500 μm.
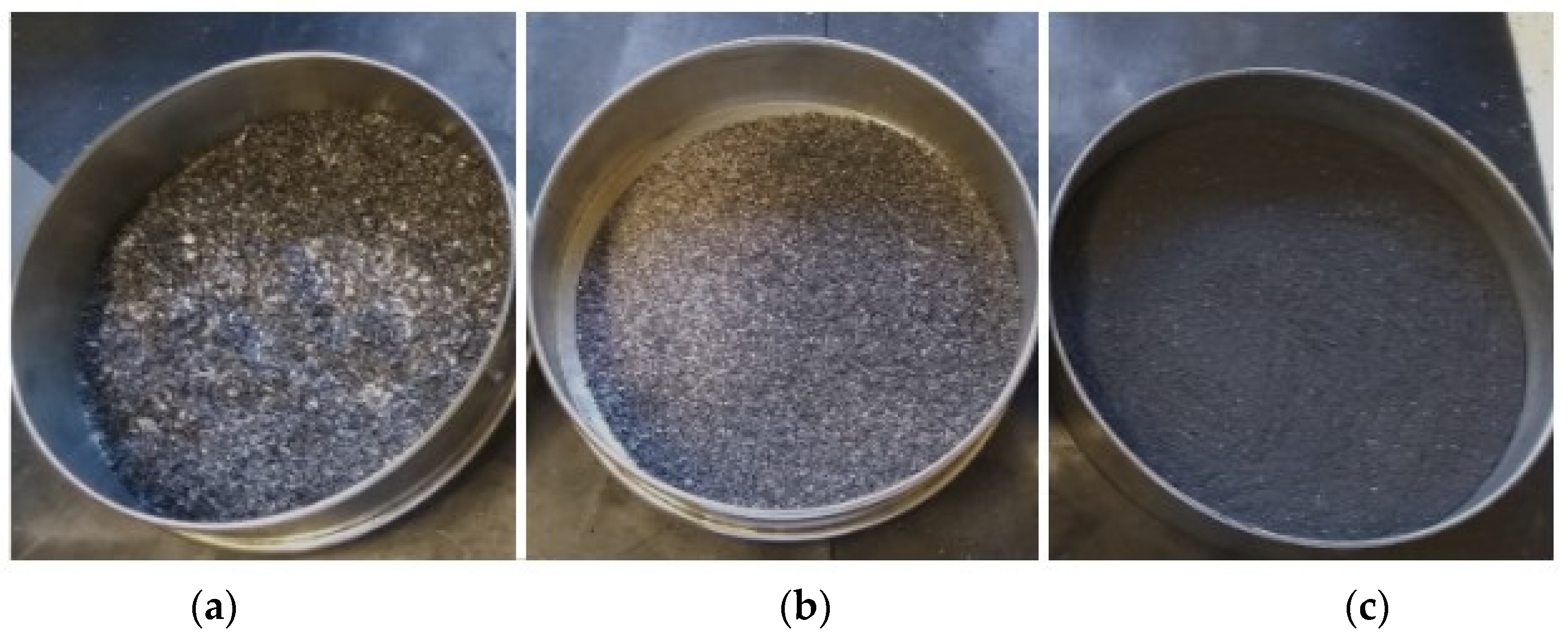

Table 1.
The nomenclature used in different leaching experiments.
| Sample | Acid | Oxidant Agent | Heat Pretreatment |
|---|---|---|---|
| A | Sulfuric 2 M | - | - |
| B | Sulfuric 2 M | H2O2 10 % v/v | - |
| C | DL-Malic 1.5 M | - | - |
| D | DL-Malic 1.5 M | H2O2 10 % v/v | - |
| E | Sulfuric 2 M | - | 1 h |
| F | Sulfuric 2 M | H2O2 10 % v/v | 1 h |
| G | Sulfuric 2 M | - | 3 h |
| H | Sulfuric 2 M | H2O2 10 % v/v | 3 h |
| I | DL-Malic 1.5 M | - | 1 h |
| J | DL-Malic 1.5 M | H2O2 10 % v/v | 1 h |
| K | DL-Malic 1.5 M | - | 3 h |
| L | DL-Malic 1.5 M | H2O2 10 % v/v | 3 h |
Table 2.
Batteries are sorted and selected for the work development.
| Brand | Quantity | Percentage (%) |
|---|---|---|
| Samsung | 178 | 44.0 |
| Nokia | 49 | 12.1 |
| LG | 28 | 6.9 |
| Motorola | 37 | 9.2 |
| Apple | 19 | 4.7 |
| Others | 93 | 23,0 |
| Total | 404 | 100.0 |
Table 3.
Housing case and collector composition via FRX analysis.
| Sample | Housing case | Cathode Foil | Anode Foil | |||
|---|---|---|---|---|---|---|
| Al (%) | Others (%) | Al (%) | Others (%) | Cu (%) | Others (%) | |
| Samsung | 96.0 | 4.0 | 99.4 | 0.6 | 99.9 | 0.1 |
| LG | 96.5 | 3.5 | 99.1 | 0.9 | 99.9 | 0.1 |
| Nokia | 97.6 | 2.4 | 99.0 | 1.0 | 99.9 | 0.1 |
| Motorola | 95.0 | 5.0 | 99.6 | 0.4 | 99.8 | 0.2 |
| Apple | 95.8 | 4.2 | 99.8 | 0.2 | 99.3 | 0.7 |
Table 4.
Cathode powder FRX analysis.
| Sample | Element | |||||
|---|---|---|---|---|---|---|
| Co (%) | O (%) | F (%) | Al (%) | Others (%) | ||
| Samsung | 62.6 | 25.5 | 9.3 | 0.6 | 2.0 | |
| LG | 65.2 | 26.6 | 6.8 | 0.4 | 0.9 | |
| Nokia | 62.5 | 25.5 | 11.3 | 0.4 | 0.4 | |
| Motorola | 63.0 | 25.7 | 8.4 | 1.0 | 1.9 | |
| Apple | 64.9 | 26.5 | 7.1 | 0.9 | 0.7 | |
Table 5.
Chemical analysis of cathode powder via ICP-OES.
| Sample | Element | Weight (%) | SD (%) |
|---|---|---|---|
| Samsung | Al | 0.10 | 0.01 |
| Co | 58.00 | 1.69 | |
| Li | 6.15 | 0.10 | |
| Mn | 0.01 | 0.00 | |
| LG | Al | 0.04 | 0.01 |
| Co | 52.35 | 0.82 | |
| Li | 5.40 | 0.27 | |
| Mn | 0.00 | 0.00 | |
| Nokia | Al | 0.02 | 0.01 |
| Co | 53.41 | 0.61 | |
| Li | 4.99 | 0.02 | |
| Mn | 0.00 | 0.00 | |
| Motorola | Al | 0.24 | 0.03 |
| Co | 60,96 | 1.95 | |
| Li | 6.43 | 0.04 | |
| Mn | 0.00 | 0.00 | |
| Apple | Al | 0.01 | 0.01 |
| Co | 52.60 | 3.01 | |
| Li | 5.76 | 0.05 | |
| Mn | 0.00 | 0.00 |
Table 6.
Mass percentage of elements that compose the fractions.
| Element | F1 | F2 | F3 | |||
|---|---|---|---|---|---|---|
| Weight (%) | SD (%) | Weight (%) | SD (%) | Weight (%) | SD (%) | |
| Al | 6.90 | 0.56 | 6.49 | 0.18 | 10.34 | 0.18 |
| Co | 47.87 | 4.66 | 11.21 | 0.16 | 5.40 | 0.30 |
| Cu | 5.24 | 0.33 | 54.22 | 2.01 | 17.58 | 2.57 |
| Fe | 0.48 | 0.01 | 1.13 | 0.10 | 1.33 | 0.25 |
| Li | 6.49 | 0.65 | 1.56 | 0.04 | 0.72 | 0.03 |
| Mn | 1.49 | 0.09 | 1.66 | 0.02 | 1.79 | 0.12 |
Table 7.
Leaching percentage by H2SO4 and C4H6O5 to F1 fraction.
| Sample | Al (%) | Co (%) | Cu (%) | Fe (%) | Li (%) | Mn (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight | SD | Weight | SD | Weight | SD | Weight | SD | Weight | SD | Weight | SD | |
| A | 2.39 | 0.02 | 20.58 | 0.6 | 0.16 | 0.03 | 0.1 | 0.02 | 2.92 | 0.02 | 1.83 | 0.05 |
| B | 2.14 | 0.09 | 26.08 | 0.46 | 2.44 | 0.19 | 0.07 | 0.01 | 3.19 | 0.05 | 3.07 | 0.26 |
| C | 0.87 | 0.03 | 11.54 | 0.23 | 0.07 | 0.01 | 0.03 | 0.01 | 1.89 | 0.08 | 2.08 | 0.06 |
| D | 1.2 | 0.03 | 18.29 | 0.37 | 2.74 | 0.23 | 0.03 | 0.01 | 2.51 | 0.2 | 2.35 | 0.11 |
Table 8.
Elementary percentage leached with H2SO4 and C4H6O5 for F1 fraction after heat pretreatment.
Table 8.
Elementary percentage leached with H2SO4 and C4H6O5 for F1 fraction after heat pretreatment.
| Sample | Al (%) | Co (%) | Cu (%) | Fe (%) | Li (%) | Mn (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight | SD | Weight | SD | Weight | SD | Weight | SD | Weight | SD | Weight | SD | |
| E | 2.59 | 0.02 | 28.65 | 0.24 | 0.00 | 0.00 | 0.22 | 0.00 | 4.1 | 0.04 | 2.96 | 0.02 |
| F | 2.61 | 0.12 | 33.49 | 0.44 | 2.64 | 0.38 | 0.14 | 0.01 | 4.63 | 0.07 | 2.91 | 0.06 |
| G | 2.54 | 0.07 | 32.4 | 0.49 | 0.00 | 0.00 | 0.23 | 0.03 | 4.74 | 0.33 | 3.47 | 0.1 |
| H | 2.42 | 0.15 | 36.36 | 0.57 | 2.61 | 0.7 | 0.22 | 0.01 | 4.64 | 0.21 | 3.52 | 0.06 |
| I | 0.47 | 0.01 | 22.25 | 0.11 | 0.00 | 0 | 0.07 | 0.00 | 2.45 | 0.06 | 2.75 | 0.03 |
| J | 0.78 | 0.04 | 29.78 | 0.58 | 2.12 | 0.03 | 1.24 | 0.01 | 3.44 | 0.41 | 2.88 | 0.08 |
| K | 0.63 | 0.05 | 22.81 | 0.83 | 0.00 | 0.00 | 0.12 | 0.02 | 3.55 | 0.2 | 3.38 | 0.25 |
| L | 0.81 | 0.04 | 32.73 | 0.52 | 1.88 | 0.05 | 0.09 | 0.01 | 3.99 | 0.21 | 3.25 | 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



