
Submitted:
08 May 2023
Posted:
08 May 2023
You are already at the latest version
Abstract
The process of Thermal spray is effective for creating a metal matrix composite (MMC) by embedding zirconium diboride reinforcement into a molybdenum matrix. This allows for the combination of beneficial properties in a new composite, as both materials have a high The materials Mo and ZrB2 possess different characteristics. For example, Mo has a melting point of 2622 ◦C while ZrB2 has a higher melting point of 3246 ◦C. Additionally, Mo has a high thermal conductivity of 139 W/m◦C compared to ZrB2's thermal conductivity of 24 W/m◦C. However, both materials have good thermal shock resistance, and Mo has a low coefficient of thermal expansion of 5.35 µm/m◦C while ZrB2 has a coefficient of thermal expansion of 5.8 × 10−6 K−1., as well as the ability to maintain strength at elevated temperatures and stability in extreme environments. The study focused on creating Mo/Zrb2 composites using a thermal spray coating technique, varying the parameters of spraying distance, number of passes, and gas pressure, and testing the resulting castings to evaluate their hardness and Young's Modulus. The primary objective of the research was to use the Taguchi technique for identifying the optimal parameters for generating the highest Young's Modulus and hardness for the castings. The Taguchi method integrates experimental and analytical principles to identify the most significant parameter affecting the response, which can significantly enhance overall performance. The study found that the optimal parameters were a spraying distance of 20 cm, gas pressure of 6 bar, and the number of passes of 18. The Taguchi method accurately predicted the parameters that produced the highest properties for the composite coatings, which demonstrated good surface formation without hot cracks and fewer pores, with well-formed metallurgical bonding between the coating and the substrate.
Keywords:
flame spray
; coating parameters
; spraying distance
; molybdenum
; zirconium diboride
1. Introduction
Aerospace, power generation, heavy machinery, and other industries all use thermal spray (TS) techniques extensively for coating applications. In these procedures, feedstock—materials that have been heated or melted—are sprayed onto a surface to create a coating. However, different process variables have a direct impact on the characteristics of the coated materials.[1,2,3]. A thicker coating forms on the substrate as the number of passes during the TS process is increased, and a denser microstructure is produced when the coating's porosity decreases with increased particle temperature[4,5]. Additionally, the flow of oxygen and fuel reduces the coating's porosity. Greater oxygen and acetylene fuel rates create a rise in particle velocity, this lead to an increase in both the pressure inside the combustion chamber and the degree of contact [6]. To prevent coating problems, process variables must be carefully managed.
An inferior base material can be swapped out with a coating that delivers superior surface characteristics and performance using coating modification technologies. This method is very helpful in challenging circumstances, such as corrosive environments, conditions requiring for wear protection, thermal insulation, or high levels of stress. Yttria-stabilized zirconia is employed as a protective overlay coating in thermal barrier coatings (TBCs) to safeguard nickel or cobalt super-alloys from exceptionally high temperatures[7,8].
Experiments have been conducted to optimize the process parameters of flame-spraying to produce high-quality coatings. The effectiveness of the coating is determined by the cohesiveness and adhesives strengths of the coating, which are regulated by the spraying process parameters used during the coating deposition process [9,10]. In industrial settings, flame-sprayed molybdenum coatings are commonly used to improve the performance of engineering components such as shafts, pistons, and piston rings. By adjusting the spraying settings, the Coating efficacy of metallic glass based on Fe was improved, revealing that the amorphous phase initially increased but decreased as power was increased [11]. It was believed that the oxidation and melting phases of the powders, as well as the heat radiation from the flame, contributed to this phenomenon. The correlation between the micro-hardness and spraying power was positive.
Zirconium diboride is a top-tier material in the ultra-high-temperature ceramics (UHTCs) group, valued for its outstanding combination of chemical stability, high thermal and electrical conductivity, and resistance to erosion and corrosion. It is suitable as a thermal protection system. Enhancing the coating's strength, hardness, and wear resistance can be achieved by optimizing the spray parameters. Spraying settings are vital for enhancing the properties of coatings. [12].
Modern materials known as metal matrix composites combine a robust metallic matrix with a rigid ceramic or soft reinforcing. These materials can be adapted for specific applications and have higher quality characteristics than monolithic materials[13]. Due to their high specific strength and stiffness, wear resistance, and dimensional stability, metal matrix composites have advantages in various applications, including those involving machines, cars, and aeroplanes.
Several processing parameters can impact the quality of composite materials, with one or two being particularly significant. To fully maximize the economic and technical potential of any manufacturing process, it's crucial to operate it with the most optimal parameters. The Taguchi method is an important optimization process that can help achieve this. [14,15]. The Taguchi method of parameter design offers a reliable technique for developing high-quality systems through a systematic, efficient, and simple approach that aims to improve design performance, quality, and cost-effectiveness. This approach is especially advantageous in cases where the design parameters are subjective and limited in scope. By adjusting the design parameters, the Taguchi parameter design boosts the performance characteristics and minimizes the impact of fluctuations in the system's performance [16]. The Taguchi method facilitates a thorough comprehension of the separate and combined impacts from a minimal amount of simulation attempts. This method consists of several steps that adhere to a specific sequence of experiments, which eventually lead to an enhanced understanding of the performance of a product or process.
The thermal spray (TS) technique involves various Spraying distances, gas pressure, coat-face temperature, number of passes, and flow rate are process parameters, which significantly affect the coating properties of the treated materials. Research indicates that a longer spraying distance can produce a smoother and more uniform coating, whereas shorter distances tend to yield coatings with higher hardness values [17]. By using thermal spray (TS) technology, the thickness of the coating on the treated substrate can be increased by increasing the number of passes during the spraying process [18], and porosity decreases with higher particle temperature [19], The microstructure of the coating becomes denser when exposed to higher rates of oxygen and acetylene fuel, which leads to a decrease in the coating's porosity. Additionally, when the particle velocity increases due to elevated oxygen and acetylene fuel rates, the pressure within the combustion chamber rises, and particle spread improves, enhancing contact and extending the particle's kinetic energy [20]. Hence, controlling process parameters is crucial to avoid coating defects.
The increased need for materials that can endure challenging industrial environments and the limitations of conventional materials has spurred the creation of new alloys for thermal coating. Flame-sprayed molybdenum coatings are a prominent illustration of such coatings that are extensively used in multiple industrial settings to enhance the functionality of engineering components, such as shafts, pistons, and piston rings. These coatings exhibit superior thermal stability, corrosion resistance, and wear resistance. The coating's effectiveness is dependent on its cohesive and adhesive strengths, which are influenced by the coating deposition process's spraying parameters. This study focuses on optimizing the flame-spraying process parameters to create top-notch coatings, with previous research successfully using Taguchi methods for optimization. [10,21,22].
Zirconium diboride is a high-quality ultra-high-temperature ceramic material that has outstanding physical, structural, transport, and thermodynamic properties. As a result, it can be used in a variety of applications, including refractory linings [23,24], electrodes [25], microelectronics [26], and cutting tools [27]. ZrB2 is an excellent material for thermal protection systems due to its high melting temperature, chemical stability, and resistance to erosion/corrosion, as well as its exceptional electrical and thermal conductivity. Additionally, adjusting the spraying settings is crucial for enhancing the coating's characteristics. [12]. The performance of the Fe-based metallic glass coating was improved by modifying the spraying parameters, leading to an increase in the amorphous phase that first rose and then decreased with increasing power [28]. The proposal was made that the phenomenon was influenced by the oxidation and melting levels of the powders, as well as the heat radiation from the flame. An association was observed between spraying power and microhardness. In general, improving the spray parameters can increase the strength, hardness, and resistance to wear of the coating.
The quantity of times the process is carried out: The size and arrangement of particles present in the input material can affect the coherence and permeability of the coating. Particles ranging from 1 to 50 µm undergo partial melting and are swiftly propelled by either an electric arc or flame before being scattered onto a surface to produce a coating [10].
Spray distance : The thickness, density, and mechanical properties of a coating can be influenced by the distance and angle at which it is sprayed. Generally, the spraying distance falls in the range of 100-300 mm, and the spray angle is between 45 and 90 degrees [29].
Gas pressure: The melting and speed of the feed-stock material can be affected by both the spray temperature and pressure, ultimately affecting the microstructure and mechanical characteristics of the coating. The temperature at which the spray is released can vary from 3000 to 11000 °C, while the pressure can range from 1 to 10 MPa[2].
Measuring the density of cut stainless steel samples accurately is challenging, and optimizing thermal spray parameters to achieve dense coating surfaces is crucial. To address these issues, the primary objective of this study was to create a Mo/ZrB2 composite coating using the thermal spray (TS) process. The Taguchi approach was employed to optimize torch parameters.
To achieve a Mo/ZrB2 composite coating with high wear resistance, an L9 orthogonal array was utilized in the Taguchi method to determine the main effect of various parameters. The coating's composition was discovered to be primarily influenced by the operational parameters, including spraying distance, gas pressure, and number of passes, among others. Nevertheless, the chemical composition of the coating was indirectly taken into account as it is modified by varying the operational parameters, rather than being treated as an independent parameter.. The use of L9 helped to remove the interaction between the parameters. Statistical analysis software MINITAB 17 was employed to design and analyze the experiments in this study.
2. Materials and Methods
2.1. Material
In this experiment, Stainless steel type 316 was utilized as the substrate. To prepare samples, the substrate was cut using an abrasive cutter, resulting in dimensions of 3x2.5x0.3 cm. Next, the samples were polished using P 120, 400, 800, 1000 and 1200 grit to remove dust and carbon from the surface, and the composition of the substrate contains some coating materials such as Molybdenum. For the ceramic top-coat material, Molybdenum and Zirconium Diboride powders with the same weight ratios were employed. The wt. % of both powders was maintained at 50 wt. %. To obtain the desired particle size, the Molybdenum and Zirconium diboride powders were separately sieved using a sieve shaker for 1 hour each. The powders were then ball milled at 121 rpm for 4 hours using a roller ball mill for homogeneous mixing. Finally, the slurry mixture was dried in an oven at 100 ˚C for 12 hours.
Finally, the dried powder was ground and sieved using a 140 mesh, and the Molybdenum and Zirconium diboride powder was classified into two sizes, fine and coarse.
2.2. Process Parameters
Various parameters had a significant impact on the spray process, as shown in Table 1, which presents the parameters and their respective levels used in this study. The primary process variables that influenced the spraying process were the spraying distance, gas pressure, and number of passes. In addition, the porosity and corrosion resistance of the coatings were significantly impacted by the spray distance [21].

Table 1.
Thermal spray process parameters and their levels.
| Parameter | Units | Levels |
|---|---|---|
| Spraying Distance | cm | 20, 25, 30 |
| Number of Passes Gas Pressure |
- bar |
12, 18, 24 2, 4, 6 |
Table 2.
L9 orthogonal array and parameters.
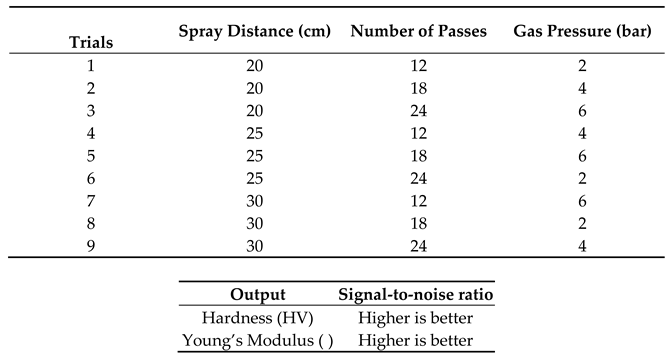
2.3. Signal-to-noise ratio (SN ratio)
To evaluate the performance of the process response, Taguchi proposed the signal-to-noise (SN) ratio, which is the mean-to-standard deviation ratio and effectively accounts for the variations encountered in a series of trials. Depending on the response's characteristics, the SN ratio can be classified into three categories: smaller is better (SB), higher is better (HB), and nominal is better (NB). Regardless of the chosen criteria for the SN ratio, the level with the maximum value is considered the optimal level for each parameter. In the present study, the goal is to minimize weight loss during the wear test and maximize the Ni-Mo/Al composite coating's hardness. Hence, these two outputs are considered as response variables, and the SB criterion is appropriate for the SN ratio for the first output, whereas the HB criterion is appropriate for the SN ratio for the second output (as shown in Table 3). Based on different requirements, Taguchiet suggested three equations for the SN ratio as follows[1]:
The higher is better
2.3. Design of Experiment (DOE)
The Design of Experiments (DOE) is a crucial statistical technique that employs Taguchi orthogonal arrays (OAs) to systematically investigate controllable factors and their associated responses at multiple levels. This approach reduces the number of tests required, saving both time and resources. According to the Taguchi method, the L9 orthogonal array (OA) with four parameters (factors) and three levels was the most suitable for the experimental activities as a DOE tool parameter. The coating data were analyzed using Minitab 17.0 software, and randomized OAs were used to perform nine sets of thermal spray (TS) tests, starting from trial 1 and ending with trial 9. The experimental results for the coating process experiments are shown in Table 2.
To focus on the primary effects, Taguchi suggests using standard orthogonal arrays for experiment design. For this study, the L18 orthogonal array was selected, consisting of eighteen experiments [1]. This design allows for the analysis of up to eight parameters, with one parameter set at two levels and the other at three levels. The parameters and their corresponding levels are listed in Table 3, where each row represents a single trial, with the first row serving as column labels for each variable. Each row represents one trial. The first row is for column labels and each column represents one variable [2,28]
Table 3.
L9 orthogonal array and parameters.
| Trials | Spray Distance (cm) | Number of Passes | Gas Pressure (bar) | Young’s Modulus | Hardness (HV) |
|---|---|---|---|---|---|
| 1 | 20 | 12 | 2 | 24.2 | 225 |
| 2 | 20 | 18 | 4 | 18.259 | 220 |
| 3 | 20 | 24 | 6 | 10.904 | 260 |
| 4 | 25 | 12 | 4 | 18.008 | 233 |
| 5 | 25 | 18 | 6 | 26.152 | 200 |
| 6 | 25 | 24 | 2 | 23.27 | 243 |
| 7 | 30 | 12 | 6 | 21.2295 | 212 |
| 8 | 30 | 18 | 2 | 14.456 | 223 |
| 9 | 30 | 24 | 4 | 24.711 | 243 |
2.4. Experiment Procedures
2.4.1. Hardness testing
For each of the processing states, the hardness properties of the alloys were evaluated and measured. In order to ensure that the surfaces of the cube samples used for measuring hardness were perfectly parallel to one another, the samples needed to be machined into cubes first. Following the heat treatments, the oxide layer that had formed on the surface was polished away using a rubbing compound. In accordance with ASTM E18-19 [30], the instrument that was utilised for the hardness measurement was a Mitutoyo HR-400 Rockwell Hardness Tester (Mitutoyo Corporation, Takatsu-ku, Kawasaki, Kanagawa, Japan) as show in Figure 1, which featured a conical diamond indenter and a weight of 150 kg. Before beginning the tests, a Mitutoyo 50 HRC standard hardness block with the part number 19BAA039 was applied to the machine in order to check that it was correctly calibrated. On each plane (XY and XZ), there were a total of ten measurement points that were utilised for the purpose of computing average values and standard deviations..
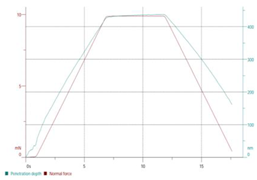
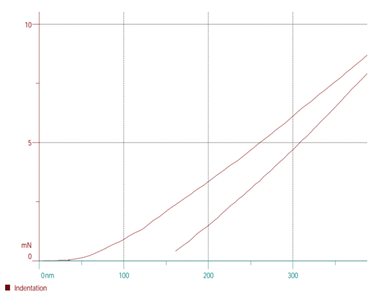
2.4.2. Nanoindentation testing
Using an Anton Paar Bioindenter (Step 300, UNHT3), tests on nanoindentation were conducted. The indenter was a ruby ball with a diameter of 1 mm, and the applied load was 200 μN.
Figure 2.
Anton Paar Bioindenter (Step 300, UNHT3) Tester.
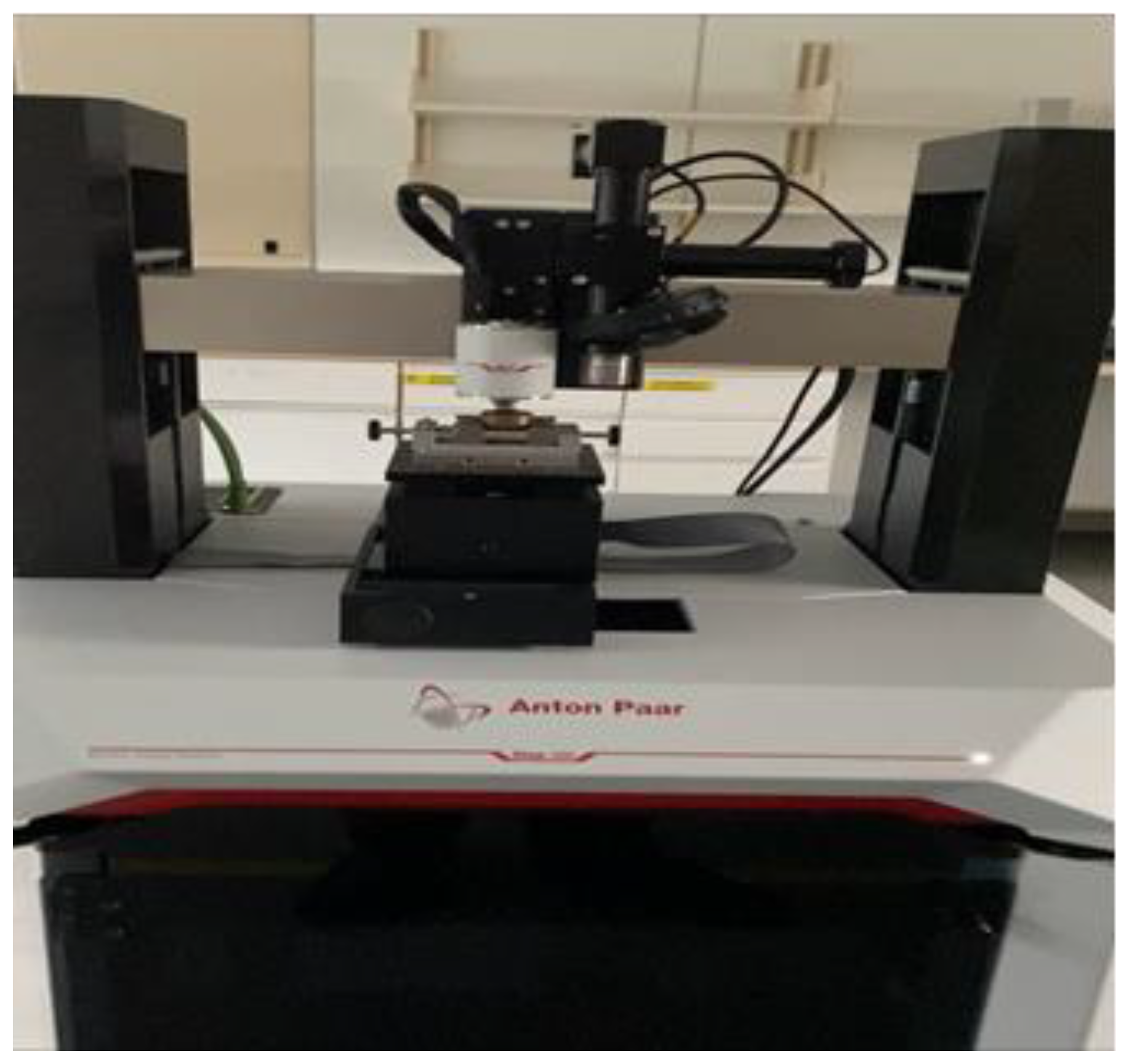
Table 4.
Indentation parameters.
| Acquisition rate | 20 Hz |
|---|---|
| Max load | 10 mN |
| Loading rate | 100 mN/min |
| Approach distance | 2000 nm |
| Approach speed | 4000 nm |
| Stiffness threshold | 500 µN/µm |
 |
 |
3. Results
3.1. Taguchi Method
Taguchi devised a method using statistics to enhance the quality of produced items. Taguchi's loss function transformed the discrepancy between experimental data and targets into an S/N ratio, signifying the mean-to-standard deviation ratio. Taguchi utilizes signal and noise to represent desired and undesired response values. The S/N ratio is classified into three categories based on the preferred response level: the medium-the-better, the larger-the-better, and the lower-the-better [3,31]. The larger-the-better level characterized the responses in this research for Cd.
Table 5 displays the chemical composition changes trend across 9 trials. Furthermore, the contents of deposited Mo and ZrB2 change inversely in some trials, such as trial 9. Table 4 contains data regarding the effects of three variable parameters: spraying distance, number of passes, and gas pressure.
Table 5.
L9 orthogonal array and parameters.
| Trials | Spray Distance (cm) | Number of Passes | Gas Pressure (bar) | Young’s Modulus | Hardness (HV) |
|---|---|---|---|---|---|
| 1 | 20 | 12 | 2 | 24.2 | 225 |
| 2 | 20 | 18 | 4 | 18.259 | 220 |
| 3 | 20 | 24 | 6 | 10.904 | 260 |
| 4 | 25 | 12 | 4 | 18.008 | 233 |
| 5 | 25 | 18 | 6 | 26.152 | 200 |
| 6 | 25 | 24 | 2 | 23.27 | 243 |
| 7 | 30 | 12 | 6 | 21.2295 | 212 |
| 8 | 30 | 18 | 2 | 14.456 | 223 |
| 9 | 30 | 24 | 4 | 24.711 | 243 |
It should provide a concise and precise description of the experimental results, their interpretation, as well as the experimental conclusions that can be drawn.
Table 6.
Response Table for Signal to Noise Ratios.
| Level | Spraying Distance | Gas Pressure | Number of Passes |
|---|---|---|---|
| 1 | 47.40 | 46.97 | 47.24 |
| 2 | 47.03 | 46.61 | 47.30 |
| 3 | 47.07 | 47.91 | 46.95 |
| Delta | 0.37 | 1.30 | 0.35 |
| Rank | 2 | 1 | 3 |
Table 7.
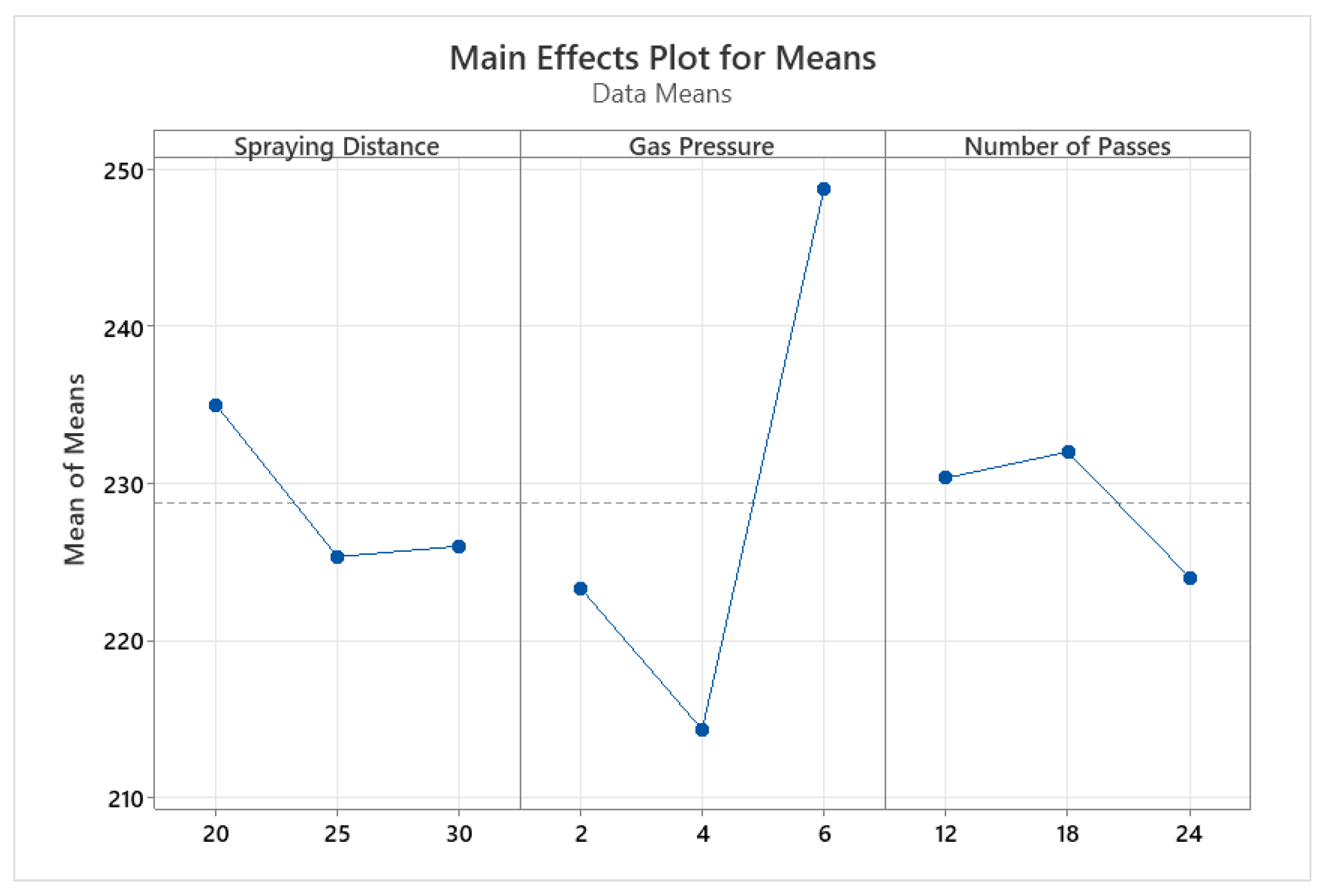
Response Table for Means.
| Level | Spraying Distance | Gas Pressure | Number of Passes |
|---|---|---|---|
| 1 | 235.0 | 223.3 | 230.3 |
| 2 | 225.3 | 214.3 | 232.0 |
| 3 | 226.0 | 248.7 | 224.0 |
| Delta | 9.7 | 34.3 | 8.0 |
| Rank | 2 | 1 | 3 |
Figure 3.
Hardness main effects plot of means.
3.2. Optimization of parameters via Taguchi method
choosing the ideal coating parameters, Taguchi's orthogonal array is a great option. With orthogonal arrays, it is possible to determine the impact of parameters on the response variable and specify which parameters produce the best hardness results[32]. In Table 4, Under the experimental conditions specified in Table 2, the results of the hardness test were analyzed using the SN ratio. Since the objective was to obtain the greatest rate and/or weight loss of the coatings, Taguchi's "smaller is better" formula was used to calculate the SN ratio. Figure 4 shows the SN ratio effects that were used for optimization, and MINITAB 17 was used to generate plots for the SN ratio. The delta is the difference between the highest average SN ratio and the lowest average SN ratio for each parameter. Ranks were assigned based on delta values, with Rank 1 given to the highest delta value, Rank 2 to the second-highest delta value, and so on. According to Figure 4 and Table 5, the parameter with the greatest difference in delta value among all design parameters has the most significant effect on the response. The gas pressure had the highest delta value for the maximum-minimum value, and thus it is the most significant parameter affecting the wear rate (Rank 1), while the number of passes has the least effect (Rank 3). Additionally, the parameter with the largest slope has the most significant effect, whereas the parameter with the smallest slope has the least significant effect. For minimum Young's modulus, the optimal combination of coating parameters can be seen from the main effects plot [15]. Consequently, The best value for each parameter was determined by selecting the level with the highest SN ratio, which was considered the optimal value. Therefore, the optimal deposition parameters for producing a low-weight Mo/ZrB2 composite coating were identified.
Figure 4.
Hardness main effects plot for SN ratio.
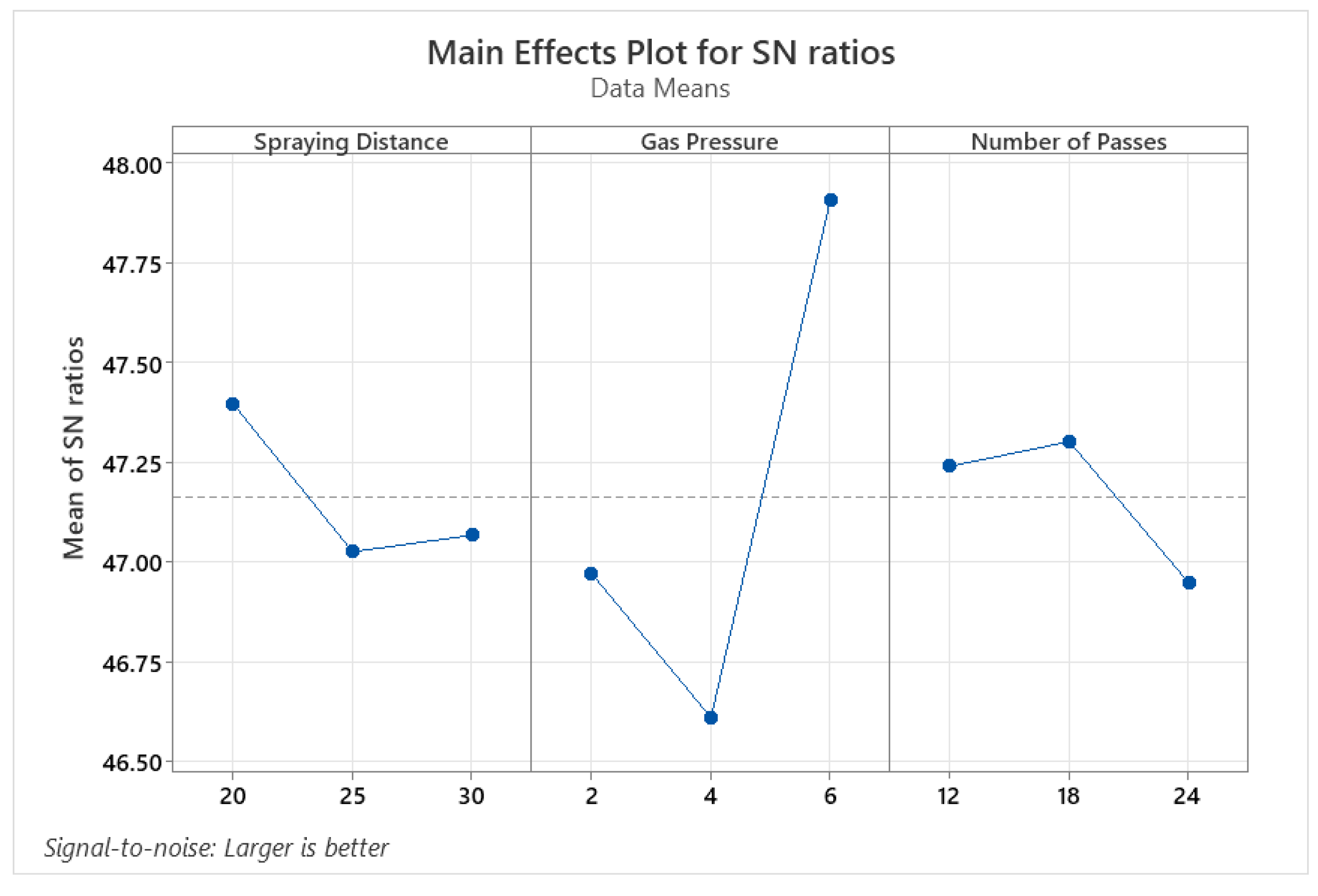
Table 8.
Response Table for Signal-to-Noise Ratios.
| Level | Spraying Distance | Gas Pressure | Number of Passes |
|---|---|---|---|
| 1 | 24.55 | 26.44 | 26.07 |
| 2 | 26.93 | 25.59 | 26.07 |
| 3 | 25.87 | 25.32 | 25.21 |
| Delta | 2.38 | 1.13 | 0.86 |
| Rank | 1 | 2 | 3 |
Table 8.
Response Table for Means.
| Level | Spraying Distance | Gas Pressure | Number of Passes |
|---|---|---|---|
| 1 | 17.79 | 21.15 | 20.64 |
| 2 | 22.48 | 19.62 | 20.33 |
| 3 | 20.13 | 19.63 | 19.43 |
| Delta | 4.69 | 1.52 | 1.21 |
| Rank | 1 | 2 | 3 |
Figure 5.
Young’s modulus main effects plot of means.
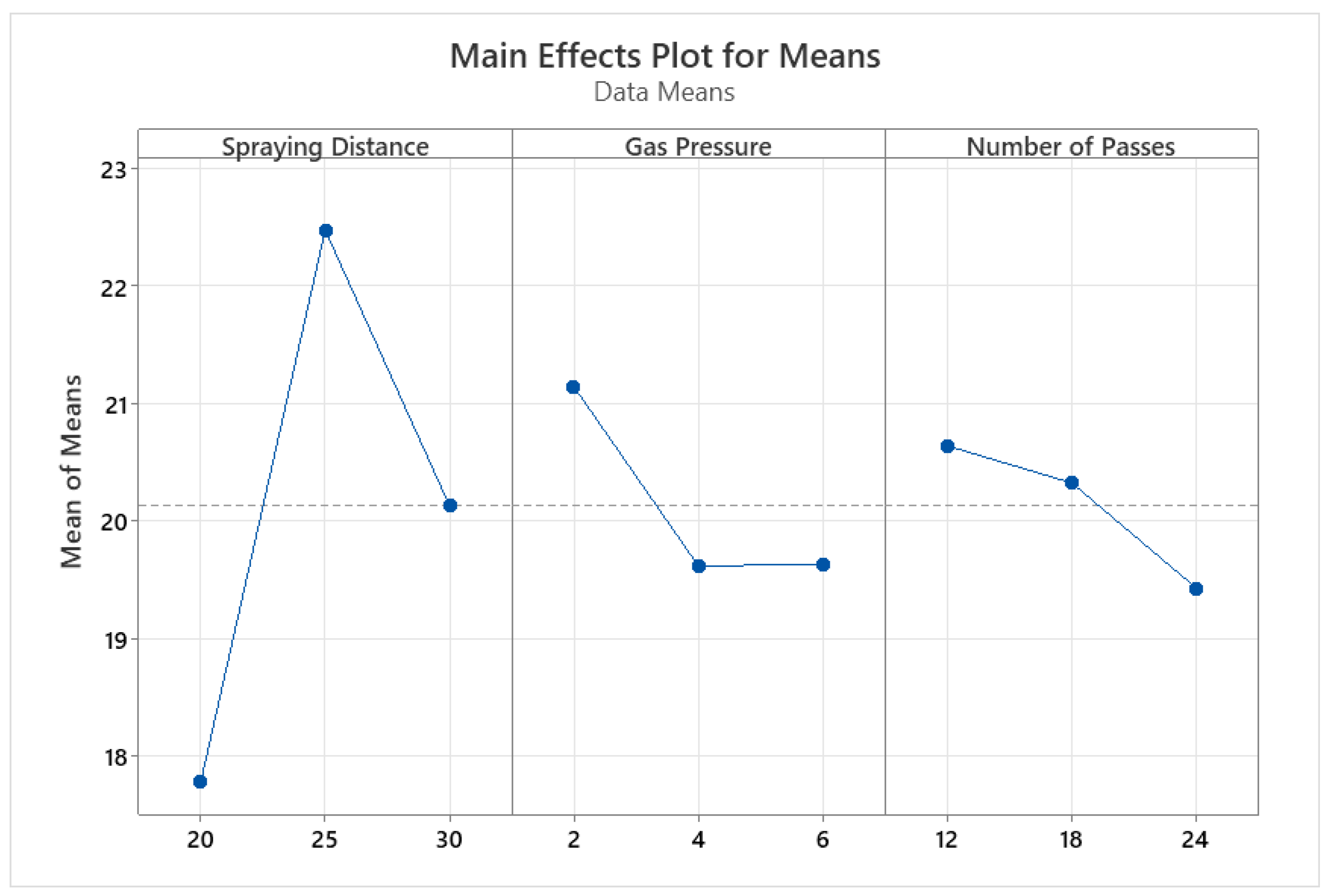
Figure 6.
Young’s modulus main effects plot for SN ratio.
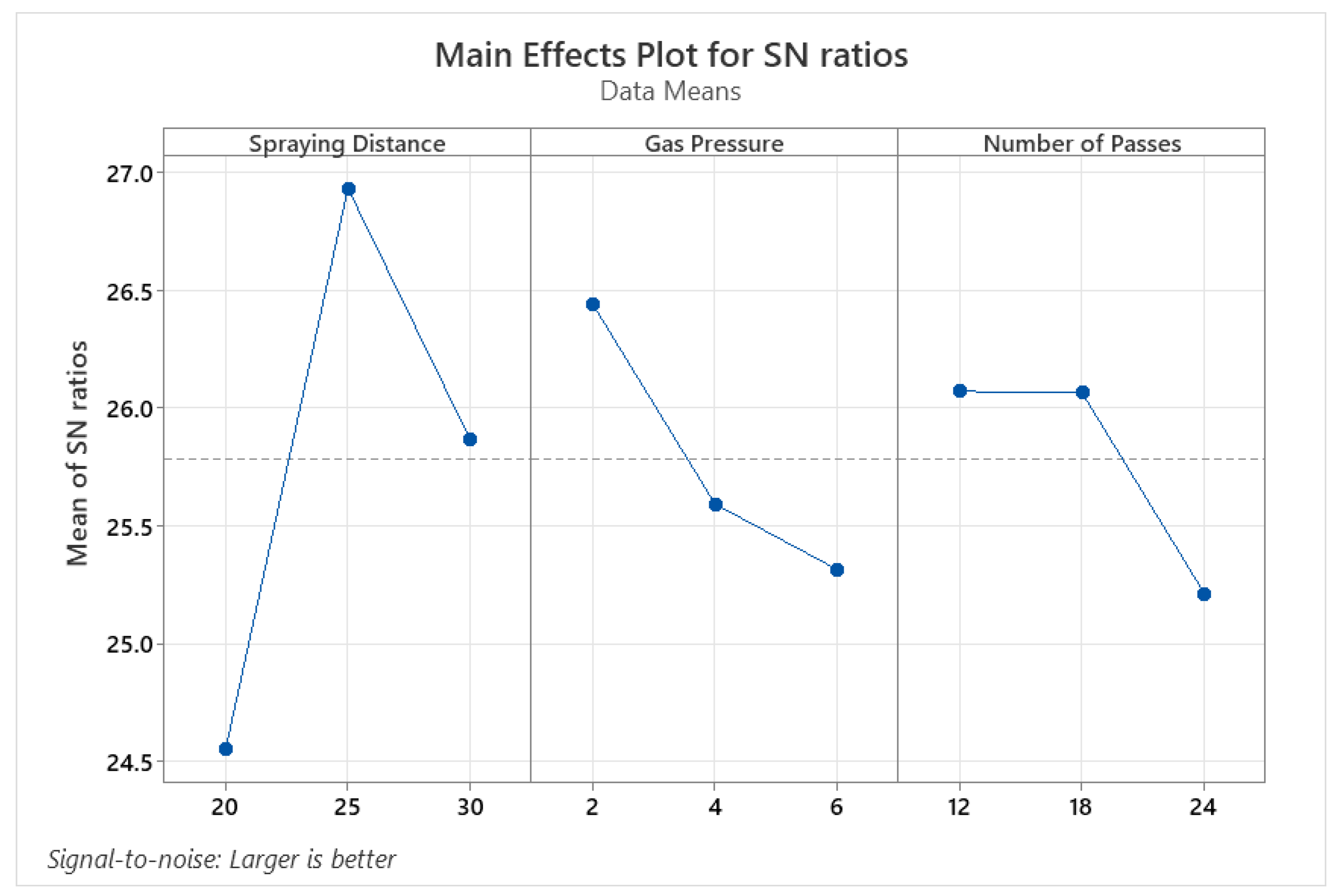
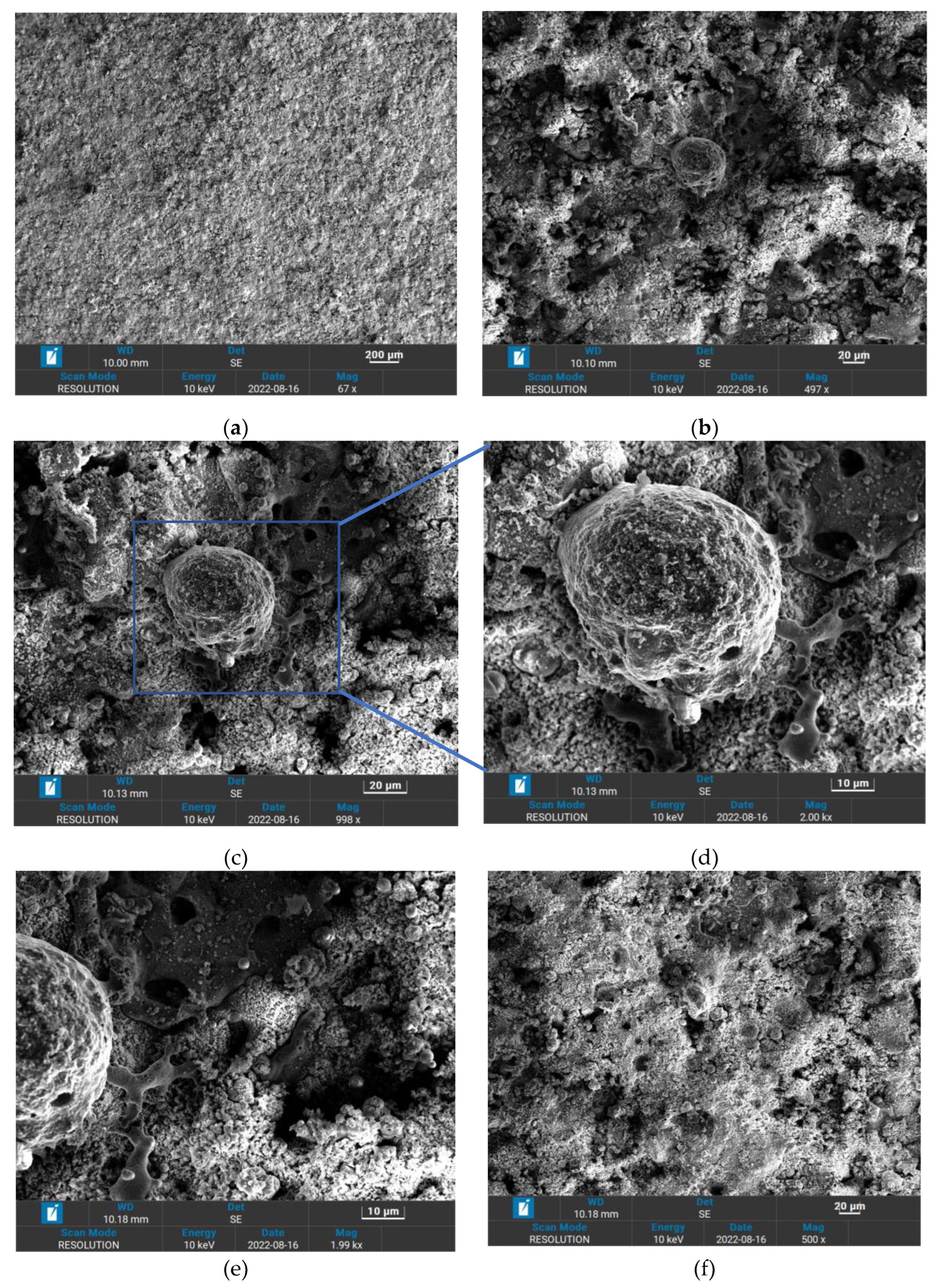
This study aimed to optimize the hardness and Young's modulus of a Mo/ZrB2 composite coating by varying different deposition parameters. The Taguchi method was used to evaluate these parameters, and a confirmation experiment was conducted to validate the results [33]. The surface morphology of the coatings produced was also analyzed to determine their impact on tribological and hardness properties. The study revealed the optimal deposition parameter levels required to produce a Mo/ZrB2 composite coating with high hardness and high Young's modulus. The optimal spraying distance, gas pressure, and number of passes for high hardness were 20 cm, 6 bar, and 18, respectively, while for high Young's modulus, they were 25 cm, 2 bar, and 12, respectively. The SEM micrographs in Figure 7 showed that the coatings had laminar structures consisting of stacked particles and pores resulting from the short time of the material in the flame and the high cooling rate of the molten material during the coating's formation. The cross-section of the coatings displayed stacked splats as well as defects from the technique, such as pores, cavities, oxides, and splat boundaries.
4. Conclusion
The study involved the production of a Mo/ZrB2 coating on a 316 stainless steel substrate under various coating conditions. The following observations resulted from the evaluation: • By using the Taguchi method, the optimal coating parameters for achieving high hardness were found to be a spraying distance of 20 cm, gas pressure of 6 bar, and a number of passes of 18. Another possibility for optimal conditions was found to be a spraying distance of 25 cm, gas pressure of 2 bar, and a number of passes of 12, as there was no significant difference between the SN ratios of Mo content at levels 2 and 3, according to Figure 5. The optimal coating parameters suggested that TS could be a promising method for producing a highly dense coating surface. The SEM images revealed that the TS coating had a good morphology due to the accumulation of optimal spraying distance, gas pressure, and number of passes, which resulted in less porous and well-bonded coatings. In future research, further exploration of the relationships between different parameters can be conducted, and comprehensive models with finite equations can be developed. Additionally, the effect of changing the ratio of molybdenum to zirconium to three to one and vice versa on the different mechanical properties of the coating can be examined..
Author Contributions
Data curation M.M.M. and T.M.B.A.; formal analysis, M.M.M. .; funding acquisition, T.M.B.A.; investigation, M.M.M., F.A. and M.S.A.; methodology, M.M.M., and T.M.B.A.; project administration, T.M.B.A.; resources, T.M.B.A.; software, M.M.M.; supervision, T.M.B.A., F.A. and M.S.A.; validation, M.M.M.,and T.M.B.A.; writing—original draft, M.M.M.; writing—review and editing, M.M.M.
Funding
The authors would like to acknowledge Universiti Teknologi PETRONAS for its financial support under a grant (MRA-015MD0-151) and (015BD1-001), which is gratefully appreciated.
References
- Dinh VC: Nguyen TP, Doan TH, Bui VK. Optimizating Spray Parameters of High Velocity Oxy Fuel (HVOF) for Cr3C2 - NiCr Coating. Appl Mech Mater 2019;889:168–76. [CrossRef]
- Kout A, Müller H. Parameter optimization for spray coating. Adv Eng Softw 2009;40:1078–86. [CrossRef]
- Mihoob MM, Mohammed HG, Albarody TMB, Ahmad F, Alnarabiji MS. Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate. Energies 2022;15. [CrossRef]
- Sharma A, Bandari V, Ito K, Kohama K, Ramji RM, Himasekhar HS. A new process for design and manufacture of tailor-made functionally graded composites through friction stir additive manufacturing. J Manuf Process 2017;26:122–30. [CrossRef]
- Mihoob MM, Mohammed HG, Mohammed T, Albarody B, Ahmad F. Optimal Process Parameters for Thermal-Sprayed Molyb- denum Reinforced Zirconium diboride Composite on A Dummy Substrate 2022:1–15.
- Odhiambo JG, Li WG, Zhao YT, Li CL. Porosity and its significance in plasma-sprayed coatings. Coatings 2019;9:1–19. [CrossRef]
- Wu C, Tang Y, Mao B, Zhao K, Cao S, Wu Z. Rapid apatite induction of polarized hydrophilic HA/PVDF bio-piezoelectric coating on titanium surface. Surf Coatings Technol 2021;405:126510. [CrossRef]
- Rammah YS, Somaily HH, Alrowaili ZA, Al-Baradi AM, Olarinoye IO, Al-Buriahi MS. High density binary TeO2–Bi2O3 glasses: strong potential as a nontoxic and environmentally friendly glass shields for photons/charged particles. J Mater Res Technol 2022;17:1311–8. [CrossRef]
- Podra P, Andersson S. Simulating sliding wear with finite element method. Tribol Int 1999;32:71–81. [CrossRef]
- Babu MV, Kumar RK, Prabhakar O, Shankar NG. Simultaneous optimization of flame spraying process parameters for high quality molybdenum coatings using Taguchi methods. Surf Coatings Technol 1996;79:276–88. [CrossRef]
- Oksa M, Turunen E, Suhonen T, Varis T, Hannula SP. Optimization and characterization of high velocity oxy-fuel sprayed coatings: Techniques, materials, and applications. Coatings 2011;1:17–52. [CrossRef]
- Huang B, Zhang C, Zhang G, Liao H. Wear and corrosion resistant performance of thermal-sprayed Fe-based amorphous coatings: A review. Surf Coatings Technol 2019;377:124896. [CrossRef]
- Selvam JDR, Dinaharan I, Rai RS. Matrix and Reinforcement Materials for Metal Matrix Composites. Encycl Mater Compos 2021;2:615–39. [CrossRef]
- Dontsov Y V., Panin S V., Buslovich DG, Berto F. Taguchi optimization of parameters for feedstock fabrication and FDM manufacturing of wear-resistant UHMWPE-based composites. Materials (Basel) 2020;13:1–26. [CrossRef]
- Muhammed OS, Saleh HR, Alwan HL. Using of Taguchi method to optimize the casting of Al–Si/Al2O3 composites. Eng Technol J 2009;27:1143–50. [CrossRef]
- Mehat NM, Kamaruddin S. Quality control and design optimisation of plastic product using Taguchi method: a comprehensive review. Int J Plast Technol 2012;16:194–209. [CrossRef]
- Kiilakoski J, Trache R, Björklund S, Joshi S, Vuoristo P. Process parameter impact on suspension-HVOF-sprayed Cr2O3 coatings. J Therm Spray Technol 2019;28:1933–44.
- Gujba AK, Mahdipoor MS, Medraj M. Water droplet impingement erosion performance of WC-based coating sprayed by HVAF and HVOF. Wear 2021;484:203904. [CrossRef]
- Hanson TC, Settles GS. Particle temperature and velocity effects on the porosity and oxidation of an HVOF corrosion-control coating. J Therm Spray Technol 2003;12:403–15. [CrossRef]
- Prasad R V, Rajesh R, Thirumalaikumarasamy D, Vignesh S, Sreesabari S. Sensitivity analysis and optimisation of HVOF process inputs to reduce porosity and maximise hardness of WC-10Co-4Cr coatings. Sādhanā 2021;46:1–23. [CrossRef]
- Hunter CE, Gardner TP, Zakrajsek CE. Simultaneous Optimization of Diesel Engine Parameters for Low Emissions Using Taguchi Methods. SAE Trans 1990;99:2068–78.
- Opeka MM, Talmy IG, Wuchina EJ, Zaykoski JA, Causey SJ. Mechanical, Thermal, and Oxidation Properties of Refractory Hafnium and zirconium Compounds. J Eur Ceram Soc 1999;19:2405–14. [CrossRef]
- Kuwabara K, Sakamoto S, Kida O, Ishino T, Kodama T, Nakajima H, et al. CORROSION RESISTANCE AND ELECTRICAL RESISTIVITY OF ZrB 2 MONOLITHIC REFRACTORY. Refractories(Tokyo) 2004;56:116.
- Chamberlain AL, Fahrenholtz WG, Hilmas GE, Ellerby DT. High-strength zirconium diboride-based ceramics. J Am Ceram Soc 2004;87:1170–2.
- Rani APDAMA. The undersigned certify that they have read, and recommend to The Postgraduate Studies Programme for acceptance this thesis for the fulfillment ofthe requirements n.d.
- Murata Y. Cutting tool tips and ceramics containing hafnium nitride and zirconium diboride 1970.
- Sung J, Goedde DM, Girolami GS, Abelson JR. Remote-plasma chemical vapor deposition of conformal ZrB 2 films at low temperature: A promising diffusion barrier for ultralarge scale integrated electronics. J Appl Phys 2002;91:3904–11. [CrossRef]
- Zhang H, Hu Y, Hou G, An Y, Liu G. The effect of high-velocity oxy-fuel spraying parameters on microstructure, corrosion and wear resistance of Fe-based metallic glass coatings. J Non Cryst Solids 2014;406:37–44. [CrossRef]
- Cai Z, Deng S, Liao H, Zeng C, Montavon G. The effect of spray distance and scanning step on the coating thickness uniformity in cold spray process. J Therm Spray Technol 2014;23:354–62. [CrossRef]
- ASTM A. ASTM E18-03: Standard test methods for rockwell hardness and rockwell superficial hardness of metallic materials. Annu B ASTM Stand 2003.
- Wilson VH, Udayakumar. Optimization of diesel engine parameters using Taguchi method and design of evolution. J Brazilian Soc Mech Sci Eng 2012;34:423–8. [CrossRef]
- Asiltürk I, Akkuş H. Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement 2011;44:1697–704. [CrossRef]
- Balak Z, Azizieh M, Kafashan H, Asl MS, Ahmadi Z. Optimization of effective parameters on thermal shock resistance of ZrB2-SiC-based composites prepared by SPS: using Taguchi design. Mater Chem Phys 2017;196:333–40.
Figure 1.
Mitutoyo HR-400 Rockwell Hardness Tester.
Figure 7.
SEM morophology for Mo/ZrB2 under optimal parameter.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



