
Submitted:
08 May 2023
Posted:
09 May 2023
You are already at the latest version
Abstract
With the development of industrialization, traditional manufacturing technologies are no longer able to meet the production needs of modern society. Additive manufacturing has successfully solved the problems existing in traditional manufacturing technology. Selective laser melting (SLM) is a powder bed melting technology that produces metal parts by selectively melting metal powders on a platform using a laser beam. It is widely used in additive manufacturing. This article introduces the characteristics and current development status of SLM technology, summarizes the main application fields and common defects of SLM, and finally explores and prospects the future development trend of SLM.
Keywords:
SLM
; Research status
; Application field
; Defect analysis
1. Introduction
Selective laser melting (SLM) is a powder bed melting process that produces metal parts by selectively melting metal powders on a platform using a laser beam. This is a new rapid prototyping technology that emerged in the 1990s. The SLM process can quickly and accurately form complex configuration parts on equipment by controlling multiple process parameters and utilizing 3D data of parts, avoiding traditional cutting, cutting, grinding and other processes, achieving "free manufacturing", shortening processing time, and saving processing costs[1,2,3,4,5].SLM manufacturing of complex structural components has advantages that traditional manufacturing techniques cannot match, and has received widespread attention and research. Therefore, it is widely used in fields such as aerospace, biomedical, and mold manufacturing [6,7,8].The commonly used material systems in SLM mainly include nickel based alloys, titanium alloys, aluminum alloys, iron based alloys, copper alloys, etc. [9,10]. Forming difficult to machine materials and related processes is one of the hot fields in this field [11].
SLM technology is mainly used for the manufacturing of small and complex structural components in the industry, and is considered a key development technology and cutting-edge direction. Its main characteristics are as follows:
(1) The forming material of SLM is metal powder, primarily stainless steel, nickel base alloy, titanium alloy, aluminum alloy, and so forth.
(2) The metal is melted and shaped by a high-precision focused laser beam to make high-precision components. After forming, the surface can be polished and sandblasted to fulfill the precision requirements.
(3) The mechanical characteristics of forming parts are good, and the qualities of tensile components can exceed those of casting parts and approach the level of forging parts.
2. Development status of SLM technology
SLM technology is a laser additive manufacturing technique based on selective laser sintering (SLS). Professor Deckard[15]of the University of Texas at Austin was the first to propose SLS technology. However, the joint strength in the SLS forming process is poor. In order to solve this problem, Meiners[16]of Germany's Fraunhofer Institute of Laser Technology suggested the concept of selective laser melting technology based on metal powder melting in 1995, and in 1999, he co-developed the first SLM forming equipment with Fockle and Schwarze. As a result, experts from a variety of nations have undertaken substantial study on SLM technology.
The development of SLM equipment and the molding process are the key areas of SLM technology research, which is primarily centered in the United States, Japan, Germany, and other nations. SLM equipment is the focus of several businesses abroad, including PHENIX and 3D SYSTEM in the US. German companies EOS, CONCEPT, and SLM solution, as well as Japanese companies MATSUUR and SODICK, all make high-quality SLM equipment. The production and development of SLM equipment is primarily the focus of academic research in China. Universities like Huazhong University of Science and Technology, Northwestern Polytechnical University, South China University of Technology, and others have conducted extensive research in this area and successfully applied their findings. The corporate world still lacks SLM. The majority of the SLM equipment utilized in China at the moment is a result of independent research and development of local equipment; this will change as China's SLM technology advances.
3. Application fields of SLM
3.1. Application of SLM in aerospace field
Selective laser melting (SLM) technology develops rapidly in the field of advanced manufacturing and is considered as a core technology with breakthrough progress in the field of aerospace. Countries around the world compete to develop this technology and strive to build a complete industry chain technology[17]. Among them, common nickel base alloy, titanium alloy, aluminum alloy, iron base alloy, etc[7]. Figure 1 shows the impeller for small aircraft manufactured by SLM by Anhui Tuobao Additive Manufacturing Technology Co., LTD.
3.1.1. Nickel-based alloy
Nickel-based alloys are widely used in aerospace fields because of their excellent high-temperature properties, mainly for the preparation of aerospace engines, gas turbines and other key components. At present, nickel-based superalloys with relatively mature SLM forming process are represented by IN718, IN625, GH3536, etc, while Nickel-based superalloys with higher temperature resistance have higher thermal crack sensitivity due to higher content of Al and Ti. For example, IN939, CM247, K418, K424, K438, etc[18].
3.1.2. Titanium alloy
In aircraft, titanium alloys are often employed. These components are often big in size, difficult to manufacture, and scarce.Therefore, producing such parts using typical manufacturing techniques is not appropriate. The advantages of SLM technology, however, can satisfy the needs of such parts. The TC4 titanium alloy is primarily utilized in the aircraft sector to create frames, beams, couplings, blades, and other components. The alloy is well-suited for laser additive manufacturing because of its excellent thermoplasticity and weldability[19].
3.1.3. Aluminum alloy
Aluminum alloy has the advantages of light weight and high heat conductivity, and is widely used in aerospace field. For SLM process, aluminum alloy has high reflectance and high thermal conductivity to laser, and its formability varies greatly with different components. At present, Al-Si, Al-Cu, Al-Mg-Si, Al-Zn and other aluminum alloy materials are mainly prepared by SLM[20,21,22]. Among them, Al-Si system has better formability. With the increasing demand for material properties of aerospace components, it is a developing trend to develop new high performance aluminum composites.
3.1.4. Magnesium alloy
Since magnesium alloy has a density of only 1.73g/cm3, it may be used in place of aluminum alloy for making lightweight components. Lightweight alloys are used in aviation to lighten aircraft, which results in decreased fuel consumption and atmospheric combustion product emissions. The Polish Aeronautical Institute's AZ31B lever forgings for the ILX-27 helicopter's fatigue test results were published by Wojtas et al. They were able to swap out aluminum alloy-based design components for lighter magnesium alloy ones that kept their strength after 100 hours of simulated flight tests.[23,24,25].
3.2. The application of SLM in the medical field
In recent years, SLM has great potential in the medical field and is expected to drive a revolution in healthcare. The most widely used SLM in biomedicine includes the manufacture of tissues and organs; Anatomical models, development of custom prosthetics and implants, pharmaceutical fields, etc[26]. Figure 1 shows the glasses printed by SLM of Anhui Tuobao Additive Manufacturing Co., LTD.
Figure 2.
The glasses printed by SLM of Anhui Tuobao Additive Manufacturing Co., LTD.

SLM has not been widely used in mass production due to its slow speed. However, this limitation is considered an advantage in the medical industry, where high precision and customized products are less required. This is due to changes in patients' needs for medicines and personalized treatment.Therefore, SLM is well suited and most widely used in clinical hand biomedical fields. Many researchers and scientists have tried to draw models of human organs, turn them into three-dimensional designs, and create human organs using SLM technology[27,28,29].
3.3. SLM Application in Automobile Industry
SLM technology is also used in the automotive sector, often to produce complex shapes and fragile engine parts[30].Fe-35Mn is an iron-based alloy with high manganese concentration and high strength that can be used in the manufacture of automotive parts. Fe-35Mn alloy workpiece has a long manufacturing cycle and is easy to be oxidized during smelting and hot working. SLM technology is suitable for small batch production of complex components, which solves this problem well. Liu Lingge[31]et al. used this technology to produce Fe-35Mn alloy with high manganese content. Research shows that SLM technology can accelerate the manufacturing speed, improve productivity, and solve the problem of easy oxidation of Fe-35Mn alloy by traditional processing methods. Chinese 3D printing company Polymaker has teamed up with X electric Vehicle(XEV), a new Italian electric vehicle manufacturer, to print the world's first 3D-printed electric vehicle, LSEV, in three days. In 2018, BMW produced 3D-printed window guides, and BMW has already used 3D printing technology to make 1 million car parts. The use of SLM in the automobile industry will increasingly advance with ongoing technological advancement[32,33,34].Figure 2 shows the small engine parts produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.
Figure 3.
The small engine parts produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.
Figure 3.
The small engine parts produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.

3.4. Application of SLM in the field of mold production
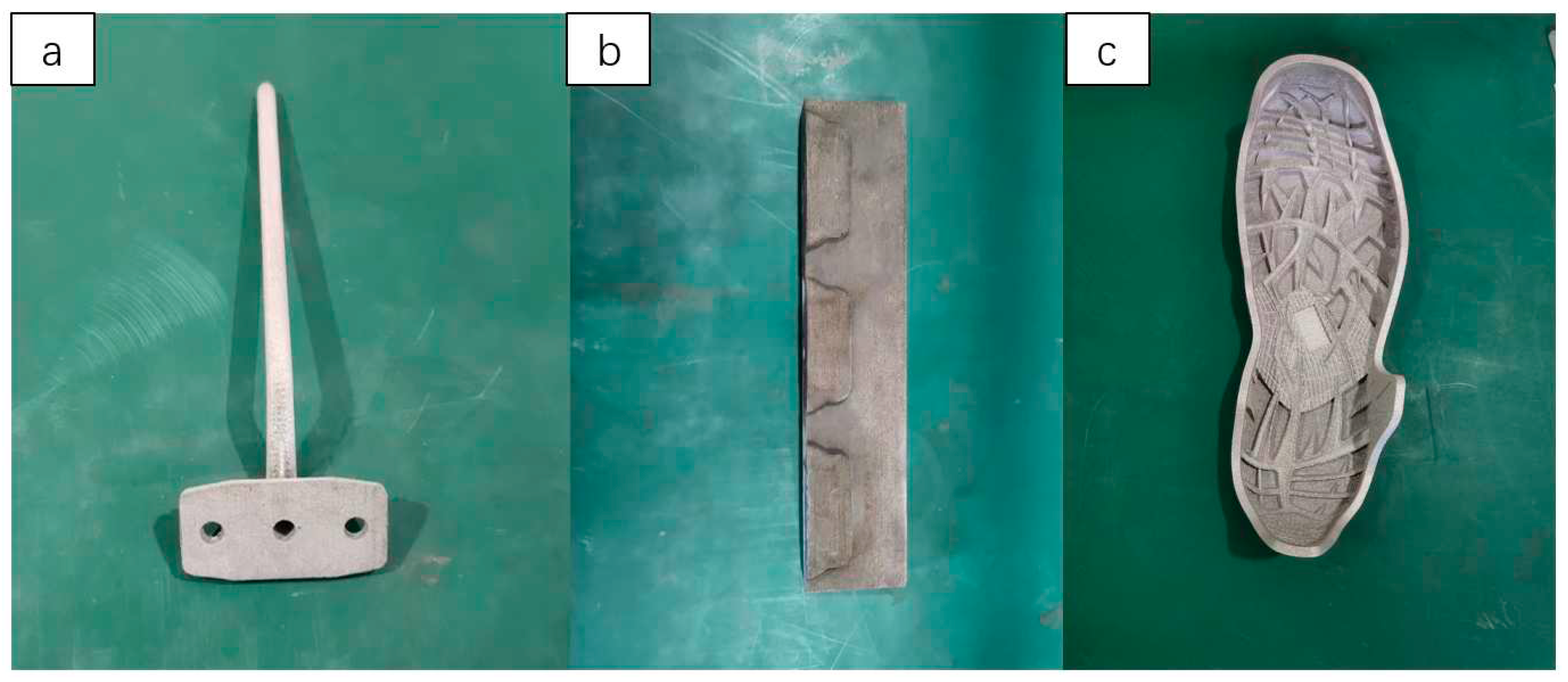
In the field of plastic packaging, most of the hard plastic products can often be processed in batches through the mold forming process. The shape of the mold forming process is often relatively fixed and regular, presenting the form of barrel, box and so on. Therefore, in the injection mold production engineering, SLM selective laser melting technology is applied. The structure and characteristics of the mold itself can be presented completely, and the stability of the quality of the fired products can be improved better by the application of the water cooling process. SLM can manufacture punching die, forging die, casting die, extrusion die, wire drawing die, powder metallurgy die, etc[35,36]. Figure 4 shows the pouring mold produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.
4. Common defects of SLM
4.1. Balling behavior
During the printing process, many isolated spheres of metal will appear if the metal powder is unevenly applied to the previous layer. This phenomenon is called spherification[37]. Spheroidization is a common forming defect in uniaxial machining, which seriously affects the forming quality of parts. In the process of powder laying, spheroidization will occur, resulting in increased friction between the powder roller and the powder laying layer [38].This not only reduces the quality of the metal surface, but also prevents the movement of the powder roller, eventually leading to defects in the molded part. The metal molten pool solidifies into a sphere under the action of surface tension, which reduces the surface energy of molten pool. The forming process and mechanism of spheroidization and how to avoid it are the current technical problems. Dong et al.[39]studied spheroidization and found three common types of spheroidization: saucer-shaped, cup-shaped and spherical, and studied the corresponding formation process. However, SLM involves a complex forming process, and there is no mention of the spheroidizing characteristics and mechanism of SLM in multilayer forming and how to avoid spheroidizing phenomenon of iron matrix composite powders during SLM forming. In order to study the spheroidizing phenomenon of iron matrix composite powders during SLM forming, Professor J.P. Kruth from the University of Leuven in Belgium prepared powders[40]The laser-scanned trace can be thought of as a half cylinder, which was first noted. The specific surface area of the weld increases with the increase of the aspect ratio, which prevents the weld from contacting the metal matrix and producing spheroidization. Secondly, by studying the spheroidization characteristics under different power and rotation speed, the processing window is gradually constructed. Surface oxidation is also associated with the development of spheroidization. To clean the solid/liquid interface, a higher laser intensity can be employed to disrupt the continuous oxide coating, or deoxidants (such phosphorus trivalent) can be applied to lower surface tension. In their investigation of the spheroidization and cracks of alumina during selective laser melting, Qiu et al.[41]found that by properly lowering the laser scanning speed, one could increase the input laser energy density and lengthen the laser residence time, both of which would lessen the spheroidization phenomenon.
4.2. Pore defect
Another important drawback of SLM is the formation of pores during the molding process. It adversely affects the forming quality of components and severely decreases the mechanical qualities of metal parts. Therefore, it is very important to study pore formation and its influencing factors.
Zhao et al.'s research[42]on the development law of surface pores in SLM 18Ni300 maraging steel during heat treatment revealed that pore size is susceptible to high temperature by in-situ observation. The overall average pore diameter increases during the solution process at 820°C as a result of the altered tension surrounding the pores during the phase transformation. When the unfused pore's initial average equivalent diameter is greater than the critical size (15 m), the pore size grows after solution treatment. The creation and coarsening of Ni3Mo throughout the aging process led to grain deformation, pore shrinkage or cracking, and a drop in the average prepared pore size from 11.82 m to 7.82 m after 5 hours of solution. Liu et al.[43]used X-ray computed tomography (XCT) to detect and analyze the spatial and morphological characteristics of pore defects affecting tensile properties in SLM-prepared Ti6Al4V samples. Two main types of pore defects were observed: underfusion caused by low volumetric energy density (VED) and pore patterns caused by excessively high energy density. Through XCT and SEM fracture morphology analysis, it is concluded that the non-fusion and porosity are the main reasons leading to the early fracture. By using selective laser melting (SLM), Robinson et al.[44]created 99.9% tensile sterling silver samples and looked at the link between process parameters, pore defects, and tensile characteristics. It has been discovered that the sample yield and ultimate tensile strength of sterling silver are closely connected to the energy density of the powder layer as it relates to the SLM process parameters. Selective laser melting (SLM) AlSi10Mg material's pore properties and production method were thoroughly investigated by Wang et al.[45]. Different levels of laser power, scanning speed, and scanning distance were used to prepare the sample. Both an optical microscope and a scanning electron microscope were used to investigate the pore morphology. AlSi10Mg samples included both rounded and asymmetrical pores. The molten pool contains spherical holes with smooth inner walls. The evaporation of components in the molten pool, high laser energy input, and hollow powder are all factors in the production mechanism of round holes. The inner wall of the irregular pores is rough. The major causes of irregular pores outside of the molten pool include a vast scanning space, an uneven top surface, a thick layer, spatter, and oxidation.
4.3. crack
With high levels of superheat and supercooling, the rapid melting and cooling of metal powder during the SLM forming process creates a variety of stresses. As a result of the rapid cooling, the resulting layer is brittle, porous, and prone to cracking. It may also contain slag or have an uneven composition or tissue segregation. A part's fatal flaw is a crack. When a specific stress is applied, a crack will quickly expand and force the scrapping of the entire component. According to how they manifest, the production of cracks can be classified as stress concentration fractures, segregation cracks, and slag inclusion cracks.
Excessive thermal stress is the major culprit for the stress concentration fracture. The fracture will form when the workpiece's local tensile stress exceeds the material's maximum bearing capacity. The interface joint is where stress concentration cracks are most easily produced because of the inconsistent thermal expansion coefficient between the matrix and the developing layer. Using the thermal stress calculation formula for the forming layer[46]:
Where, is thermal stress; E is the elastic modulus of the forming layer; is the difference of thermal expansion coefficient between the cladding layer and the previous forming layer or substrate. is the difference between ambient temperature and the temperature at which liquids change to solids. μ is the Poisson's ratio of the forming layer.
The formula states that the likelihood of stress concentration increases with the thermal stress of a material having a higher elastic modulus and melting point. This also explains why copper alloy and aluminum alloy are less likely to break than superalloy and high alloy steels.
Two factors are the major causes of the segregation crack. The significant disparity in metallographic structure causes the microstructure stress on one side to be greater. In contrast, the forming layer's composition is uneven, which causes the segregation of alloying elements in some regions and the variation of microstructure. In addition, the enriched alloying elements are harder, more brittle, and more crack-prone. The metal powder has variable particle sizes and shapes, especially when premixed powder is utilized. Inconsistent mixing powder or inconsistent alloy powder composition will cause micro-composition segregation, which will produce a significant variation in microstructure. The temperature of the metal liquid in the molten pool varies because the temperature in various areas of the laser spot varies, there is a significant temperature gradient, the center temperature is high, and the edge temperature is low. The irregular phase transition during the solidification and cooling process also contributes to the significant variation in microstructure. Additionally, because to the reheat treatment during weld lap and remelting, some regions of the original forming layer's microstructure will clearly alter.
Slag inclusions that are present in the forming layer will not combine metallurgically with that layer's metal, destroying the metal's continuity and acting as prefabricated fractures. Stress will concentrate there, especially if there are sharp slag inclusion edges and corners. Large internal stresses cause cracks to form where the stresses are concentrated.
At present, there is little difference between methods for reducing deformation and reducing cracks. To limit the creation of thermal stress, process parameters are primarily controlled. For example, forming process temperature gradients may be reduced by adjusting laser energy and scanning velocity[47]. Cracks can also be reduced effectively by using the right bonding rate, preheating the substrate, a subsequent heat treatment, and adding toughening alloy components.
4.4. deformation
A necessary and inescapable flaw of the selective laser melting forming method is the inevitable production of overall deformation, corner warping, and other appearances in powder metal during the quick high temperature melting, solidification, and cooling stages of the forming process. At the moment, the distortion can only be partially avoided by optimizing the process settings. The management of the forming route, forming speed, laser power, and other factors affects how the SLM technology deforms.
The molten pool and the substrate or upper forming layer are very different in temperature during the SLM forming process because of the transiently high temperature of the laser, the large temperature gradient of the laser used area, and the extremely uneven distribution of temperature fields. Thermal stress will be produced as a result of the uneven thermal expansion coefficient between the substrate and the forming layer. Temperature gradient is one of the elements impacting the deformation of components, according to a research by Yu Jun et al.[48] The severity of part deformation will increase with the size of the temperature differential. When heated and expanded, the metal in the molten pool and the matrix or upper forming layer will be constrained by the surrounding materials, causing confinement stress to be produced. The metal in the molten pool briefly solidifies during the solidification process, causing volume shrinkage and condensation stress. Tissue stress results from the metal's microstructure changing concurrently. The workpiece warps and deforms as a result of the continuous interaction and increase of thermal stress, constraint stress, condensation stress, and organizational stress during the forming process that exceeds the bonding strength between the forming layer and the substrate or the support structure and the substrate. The discharged tension is converted into the residual stress in the pieces after they are produced, creating a balanced stress system. The initial stress balance of the workpiece is disrupted when it is detached from the substrate or support, and some residual stress is partially released. This causes the workpiece to flex generally and may cause the corners to distort.
In SLM technology, condensation stress and structural stress are unavoidable. To minimize thermal stress in order to lessen workpiece deformation, simulation and experiment are now the major methods used to determine how the temperature field and stress field change when subjected to various scanning modes and process parameters. The matrix can also be preheated, remelted, the support mode can be changed, and the exterior structure may be changed. By switching the laser scanning path and selecting the island scanning mode, Yan Hui et al.[49] greatly decreased the basement deformation, and the maximum warpage deformation was decreased by 71%. By preheating the matrix, Zhang et al.[50] successfully regulated the deformation of the workpiece. Through numerical simulation of the thermal stress field, Mukherjee et al.'s research[51] highlighted the impact of laser power and scanning speed on thermal strain. Deformation can be efficiently managed by lowering power and raising scanning speed. Through numerical modeling, Yang Lining et al. [52] discovered that the forming path along the short edge and an increase in stacking speed increased the workpiece's warping deformation. They then conducted consistent experiments to confirm their findings. By heating the substrate and re-melting the forming layer, respectively, Yu et al.'s team of researchers were able to reduce the tensile stress by 40% and 55%, as well as the residual stress by approximately 70%[53].Through experiments and finite element simulation, Zhu Binbin [54] investigated the warpage deformation of parts. He discovered that local and total remelting, as well as modifying the support type and exterior structure, could lessen warpage deformation of parts.
4.5. Other defects
By heating the substrate and re-melting the forming layer, respectively,An essential metric for assessing metal items produced via 3D printing is surface roughness and dimensional correctness. Currently, 3D printing technology suffers from significant flaws in surface quality control and dimensional precision machining. There is also a significant discrepancy between the surface quality and dimensional accuracy of conventional final components, which severely limits the technology's widespread use in many crucial industries.
By heating the substrate and re-melting the forming layer, respectively,SLM technology uses printing that scans each layer individually. Through a series of multi-layer processes, the structural design's curved and incline surfaces are integrated into the macro profile morphology. Better surface roughness can be attained by altering the printing Angle or choosing a smaller single-layer printing thickness, both of which have significant effects on the surface quality. A suitable lap rate can produce parts with high-quality surfaces. For instance, poor surface quality may come from wrong selection of scanning spacing parameters that cause too many or too few lap joints and uneven ripple morphology of flame passage. Reasonable increase of laser power can improve solid-liquid surface tension, reduce spheroidized particles, lower scanning speed and reasonable scanning formula, and obtain parts with good surface quality. Additionally, by controlling the thermal expansion airflow, remelting may considerably enhance the surface quality of processed parts, reduce the powder adhesion phenomena, and increase the accuracy of side wall forming.[55,56,57,58,59].
5. Future development trend
With the deepening of research and application, SLM technology is still in the growth stage compared with traditional processing methods, and there are certain deficiencies and development space in the aspects of equipment research and development, materials, structural design and manufacturing process, real-time monitoring and feedback. Equipment research and development is currently faced with high cost, limited product molding size and low molding efficiency. Currently, materials are faced with such problems as high production cost, poor applicability and insufficient diversity of materials[60]. There are several future trends for SLM.
5.1. Lightweight structure design
SLM have numerous applications in the aerospace and medical industries. Lightweight components are in high demand in such areas. Traditional manufacturing techniques will result in a lengthy production cycle and higher production expenses. As a result, designing lightweight structures will be a key trend in future growth.
5.2. Optimization of support structure
An important part of SLM is support design. Some simple components can print the material directly onto the substrate and then separate the print by wire cutting. However, in order to ensure the correct size and surface roughness of the contact surface between the metal part and the substrate, support structures must be created for specific metal parts with complex shapes and high structural freedom. Therefore, the optimization of support structure is an important development trend in the future.
5.3. Design of free assembly structure
Typically, traditional processing techniques create a single part before putting all the pieces together. Not only is this approach inefficient but it also degrades the product's quality. SLM technology can quickly shape enormous, complicated items, increasing productivity and lowering costs. Consequently, a future development direction for SLM is to create non-assembly structures.
5.4. Control and optimization of process parameters
The process problem is how to guarantee the reasonable control of process parameters, as well as the value of metal additive manufacturing equipment and materials. The improvement of process parameters can affect the residual stress, porosity, precision and structure of the molding parts. Real-time monitoring and feedback control are very necessary and important in the SLM forming process, because the defects of the metal parts exist in the parts, which seriously restricts the mechanical properties of the parts. The monitoring and feedback system technology is used to adjust the process parameters in time to improve the quality of the forming, and the control and optimization of process parameters is an important development trend in the future.
6. Results
SLM has wide application market and high research value. Since SLM is a new technology, its future development will be more market-focused and more advanced in the civil and commercial fields. Major SLM process issues will be gradually resolved in the future, which will reduce manufacturing costs. In my opinion, SLMS can produce higher quality products in the future, when the technology will be more advanced.
Author Contributions
Conceptualization, W.Q.Li; Manuscript writing; G.Chun and Y.Li; Data collection; G.C.Huang and S.S.Wu and W.M.Liu; Literature Search;
Funding
This research was funded by Equipment Pre-Research Project (61409230612), Anhui University Outstanding Talents Project (gxbjZD2022046), Anhui University Scientific Research Project (YJS20210558), Anhui University Collaborative Innovation Project (GXXT-2019-022), Candidate Program of Anhui University of Science and Technology for Academic and Technical Leaders (202101), Anhui Provincial Natural Science Foundation (1908085QE174), Anhui University of Science and Technology for Talents (RCYJ201905).
Data Availability Statement
Not applicable.
Acknowledgments
I would like to express my deep gratitude to Anhui Tuobao Additive Manufacturing Technology Co., LTD. (China). Because all the pictures in this article are from the company printed parts.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; et al. Fundamentals of laser powder bed fusion of metals; Elsevier, 2021. [Google Scholar]
- Awad, A.; Fina, F.; Goyanes, A.; et al. Advances in powder bed fusion 3D printing in drug delivery and healthcare. Advanced Drug Delivery Reviews 2021, 174, 406–424. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Wang, X.; Wang, Q.; et al. Microstructure and mechanical properties of maraging 18Ni-300 steel obtained by powder bed based selective laser melting process. Rapid Prototyping Journal 2020, 26, 1379–1387. [Google Scholar] [CrossRef]
- Mooney, B.; Kourousis, K.I.J.M. A review of factors affecting the mechanical properties of maraging steel 300 fabricated via laser powder bed fusion. Metals 2020, 10, 1273. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; et al. 3D printing–A review of processes, materials and applications in industry 4.0. Sustainable Operations and Computers 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Dong, Q.N.; Zhao, R.X.; Zhao, Z.Y.; et al. Research Progress of selective laser melting of aluminum alloy. Hot working Technology 2022, 51, 1–5. [Google Scholar]
- Yang, J.Q.; Wu, W.L.; Wang, C.L.; et al. Development status and typical application of laser selective melting technology in aerospace field. Journal of Aeronautical Materials 2021, 41, 1–15. [Google Scholar]
- Kumar, S.P.; Elangovan, S.; Mohanraj, R.; et al. Review on the evolution and technology of State-of-the-Art metal additive manufacturing processes. Materials Today: Proceedings 2021, 46, 7907–7920. [Google Scholar]
- Tarakçı, G.; Khan, H.M.; Yılmaz, M.S.; et al. Effect of building orientations and heat treatments on AlSi10Mg alloy fabricated by selective laser melting: microstructure evolution, mechanical properties, fracture mechanism and corrosion behavior. Rapid Prototyping Journal 2022, 28, 1609–1621. [Google Scholar] [CrossRef]
- Wang, Z.; Ummethala, R.; Singh, N.; et al. Selective laser melting of aluminum and its alloys. Materials 2020, 13, 4564. [Google Scholar] [CrossRef]
- Jin, X.Y.; Lan, L.; He, B.; et al. Research Progress on Surface Roughness of Metal Parts by selective Laser Melting. Materials Review, 2021, 35, 3168–3175. [Google Scholar]
- Awad, A.; Fina, F.; Goyanes, A.; et al. 3D printing: Principles and pharmaceutical applications of selective laser sintering. International Journal of Pharmaceutics 2020, 586, 119594. [Google Scholar] [CrossRef] [PubMed]
- Wei, C.; Zhang, Z.; Cheng, D.; et al. An overview of laser-based multiple metallic material additive manufacturing: from macro-to micro-scales. International Journal of Extreme Manufacturing 2020, 3, 012003. [Google Scholar] [CrossRef]
- Grossin, D.; Montón, A.; Navarrete-Segado, P.; et al. A review of additive manufacturing of ceramics by powder bed selective laser processing (sintering/melting): Calcium phosphate, silicon carbide, zirconia, alumina, and their composites. Open Ceramics 2021, 5, 100073. [Google Scholar] [CrossRef]
- Deckard, C.R. Selective laser sintering; The University of Texas at Austin, 1988. [Google Scholar]
- Meiners, W.; Wissenbach, K.; Gasser, A.J.D.P. Shaped body especially prototype or replacement part production. DE Patent 1998, 19. [Google Scholar]
- Gu, D.; Zhang, H.; Chen, H.; et al. Laser additive manufacturing of high-performance metallic aerospace components. Chinese Journal of Lasers 2020, 47, 0500002. [Google Scholar]
- Wen, S.; Gan, J.; Li, F.; et al. Research status and prospect of additive manufactured nickel-titanium shape memory alloys. Materials 2021, 14, 4496. [Google Scholar] [CrossRef] [PubMed]
- Jing, L.-L.; Wei, C.K.; Wang, F.; et al. Application of selective laser melting technology based on titanium alloy in aerospace products. IOP Conference Series: Materials Science and Engineering 2020, 740, 012056. [Google Scholar] [CrossRef]
- Ponnusamy, P.; Rahman Rashid, R.A.; Masood, S.H.; et al. Mechanical properties of SLM-printed aluminium alloys: a review. Materials 2020, 13, 4301. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M.J.A. Selective laser melting of aluminum and titanium matrix composites: recent progress and potential applications in the aerospace industry. Aerospace 2020, 7, 77. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S.J.M. The advancement of 7xxx series aluminum alloys for aircraft structures: A review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.B.; Rahmatabadi, D.; et al. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. journal of materials research and technology 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Liu, S.; Guo, H.J.M. A review of SLMed magnesium alloys: Processing, properties, alloying elements and postprocessing. Metals 2020, 10, 1073. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Pawlak, A.; Smolina, I.J.a.O.C.; et al. The potential of SLM technology for processing magnesium alloys in aerospace industry. Archives of Civil and Mechanical Engineering 2020, 20, 23. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Tejo-Otero, A.; Fenollosa-Artés, F.J.M. Development of am technologies for metals in the sector of medical implants. Metals 2020, 10, 686. [Google Scholar] [CrossRef]
- Gogolewski, D.; Kozior, T.; Zmarzły, P.; et al. Morphology of models manufactured by SLM technology and the Ti6Al4V titanium alloy designed for medical applications. Materials 2021, 14, 6249. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Kumar, M.; Chohan, J.S.J.J.O.M.P. The role of additive manufacturing for biomedical applications: A critical review. Journal of Manufacturing Processes 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, S. Trending applications of 3D printing: A study. Asian Journal of Engineering and Applied Technology 2020, 9, 1–12. [Google Scholar] [CrossRef]
- Jhinkwan, A.; Kalsi, S.; Pankaj, P. An overview on 3D metal printing technology in automobile industry. AIP Conference Proceedings 2023, 2558, 020028. [Google Scholar]
- Liu, L.G.; Zhu, J.J. Effect of Heat Treatment on microstructure and Mechanical properties of Fe-35Mn Fe-Base High Manganese Alloy for Automobile SLM Forming. Materials Science and Engineering of Powder Metallurgy 2020, 24, 498–502. [Google Scholar]
- Piekło, J.; Garbacz-Klempka, A.J.a.O.F.E. Use of selective laser melting (SLM) as a replacement for pressure die casting technology for the production of automotive casting. Archives of foundry engineering 2021, 21, 9–16. [Google Scholar]
- Kashouty, M.F.E.; Rennie, A.E.; Ghazy, M.; et al. Selective laser melting for improving quality characteristics of a prism shaped topology injection mould tool insert for the automotive industry. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 2021, 235, 7021–7032. [Google Scholar] [CrossRef]
- Fleißner-Rieger, C.; Pfeifer, T.; Jörg, T.; et al. Selective Laser Melting of a Near-α Ti6242S Alloy for High-Performance Automotive Parts. Advanced engineering materials 2021, 23, 2001194. [Google Scholar] [CrossRef]
- Omidi, N.; Farhadipour, P.; Baali, L.; et al. A comprehensive review of additively manufactured H13 tool steel applicable in the injection mold industry: Applications, designs, microstructure, mechanical properties. JOM 2023, 1–13. [Google Scholar] [CrossRef]
- Biondani, F.; Bissacco, G.; Mohanty, S.; et al. Multi-metal additive manufacturing process chain for optical quality mold generation. Journal of Materials Processing Technology 2020, 277, 116451. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Artzt, K.; Stark, A.; et al. Mapping the geometry of Ti-6Al-4V: From martensite decomposition to localized spheroidization during selective laser melting. Scripta materialia 2020, 182, 48–52. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; et al. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. Journal of Materials Science & Technology 2019, 35, 270–284. [Google Scholar]
- Higashi, M.; Ozaki, T.J.M.C. Selective laser melting of MoSiBTiC alloy with plasma-spheroidized powder: Microstructure and mechanical property. Materials Characterization 2021, 172, 110888. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Froyen, L.; Van Vaerenbergh, J.; et al. Selective laser melting of iron-based powder. Journal of materials processing technology 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Qiu, Y.-D.; Wu, J.-M.; Chen, A.-N.; et al. Balling phenomenon and cracks in alumina ceramics prepared by direct selective laser melting assisted with pressure treatment. Ceramics International 2020, 46, 13854–13861. [Google Scholar] [CrossRef]
- Zhao, Z.; Dong, C.; Kong, D.; et al. Influence of pore defects on the mechanical property and corrosion behavior of SLM 18Ni300 maraging steel. Materials Characterization 2021, 182, 111514. [Google Scholar] [CrossRef]
- Liu, W.; Chen, C.; Shuai, S.; et al. Study of pore defect and mechanical properties in selective laser melted Ti6Al4V alloy based on X-ray computed tomography. Materials Science and Engineering: A 2020, 797, 139981. [Google Scholar] [CrossRef]
- Robinson, J.; Stanford, M.; Arjunan, A.J.M.T.C. Correlation between selective laser melting parameters, pore defects and tensile properties of 99.9% silver. Materials Today Communications 2020, 25, 101550. [Google Scholar] [CrossRef]
- Wang, T.; Dai, S.; Liao, H.; et al. Pores and the formation mechanisms of SLMed AlSi10Mg. Rapid Prototyping Journal 2020, 26, 1657–1664. [Google Scholar] [CrossRef]
- Jiao, X.; Wu, G. Research on Crack Problem of Laser Cladding Layer. Science and Technology Information 2013, 223–224. [Google Scholar]
- Zhang, S.; Gui, R.Z.; Wei, Q.S.; et al. Cracking behavior and Mechanism of TC4 titanium alloy in selective laser Melting Forming. Chinese Journal of Mechanical Engineering 2013, 49, 21–27. [Google Scholar]
- Yu, J.; Chen, J.; Tan, H.; et al. Effect of laser Rapid Prototyping process Parameters on sedimentary layer. Chinese Journal of Lasers 2007, 1014–1018. [Google Scholar]
- Yan, H.; Wang, X.; Shen, L.D.; et al. Effect of island scanning on deformation and properties of laser melting deposition TC4. Applied Laser 2018, 38, 163–169. (In Chinese) [Google Scholar]
- Zhang, K.; Wang, S.; Liu, W.; et al. Effects of substrate preheating on the thin-wall part built by laser metal deposition shaping. Applied surface science 2014, 317, 839–855. [Google Scholar] [CrossRef]
- Mukherjee, T.; Manvatkar, V.; De, A.; et al. Mitigation of thermal distortion during additive manufacturing. Scripta materialia 2017, 127, 79–83. [Google Scholar] [CrossRef]
- Yang, L.N.; Shan, Z.D.; Rong, W.; et al. Numerical Simulation of Thermal Stress Field in 3D printing Process of metal parts Melting Accumulation. Foundry Technology 2016, 37, 753–758. [Google Scholar]
- Yu, J.; Lin, X.; Ma, L.; et al. Influence of laser deposition patterns on part distortion, interior quality and mechanical properties by laser solid forming (LSF). Materials Science and Engineering: A 2011, 528, 1094–1104. [Google Scholar] [CrossRef]
- Zhu, B.B. Study on Warping Deformation of Selective Laser Melting Metal Parts; Zhejiang University of Technology, 2017. [Google Scholar]
- Xu, Z.M.; Wang, H.B.; Yang, G. Research on Influence of Geometric Parameters on Contour Accuracy of 3D Printing Parts. Machinery Design & Manufacture 2017, 113–115. [Google Scholar]
- Yan, C.C.; Yang, L.J.; Dai, W.H.; et al. Effect of process Parameters on Surface Quality of 316L Stainless Steel by laser Selective melting. Hot Working Technology 2017, 46, 170–174. [Google Scholar]
- Ferranti, L. Mechanochemical reactions and strengthening in epoxy-cast aluminum iron-oxide mixtures; Georgia Institute of Technology, 2007. [Google Scholar]
- Kruth, J.-P.; Badrossamay, M.; Yasa, E.; et al. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining (ISEM XVI); 2010; pp. 3–14. [Google Scholar]
- Wu, W.H.; Yang, Y.Q.; Mao, X.; et al. Analysis of forming accuracy of side wall of laser selective melting additive manufacturing parts. In Proceedings of the 2015 Optical Precision Engineering Forum; 2015; pp. 175–182. [Google Scholar]
- Tian, Q. The development status of selective laser melting technology (SLM). Journal of Physics: Conference Series 2021, 1798, 012045. [Google Scholar] [CrossRef]
Figure 1.
The impeller for small aircraft manufactured by SLM by Anhui Tuobao Additive Manufacturing Technology Co., LTD.
Figure 1.
The impeller for small aircraft manufactured by SLM by Anhui Tuobao Additive Manufacturing Technology Co., LTD.
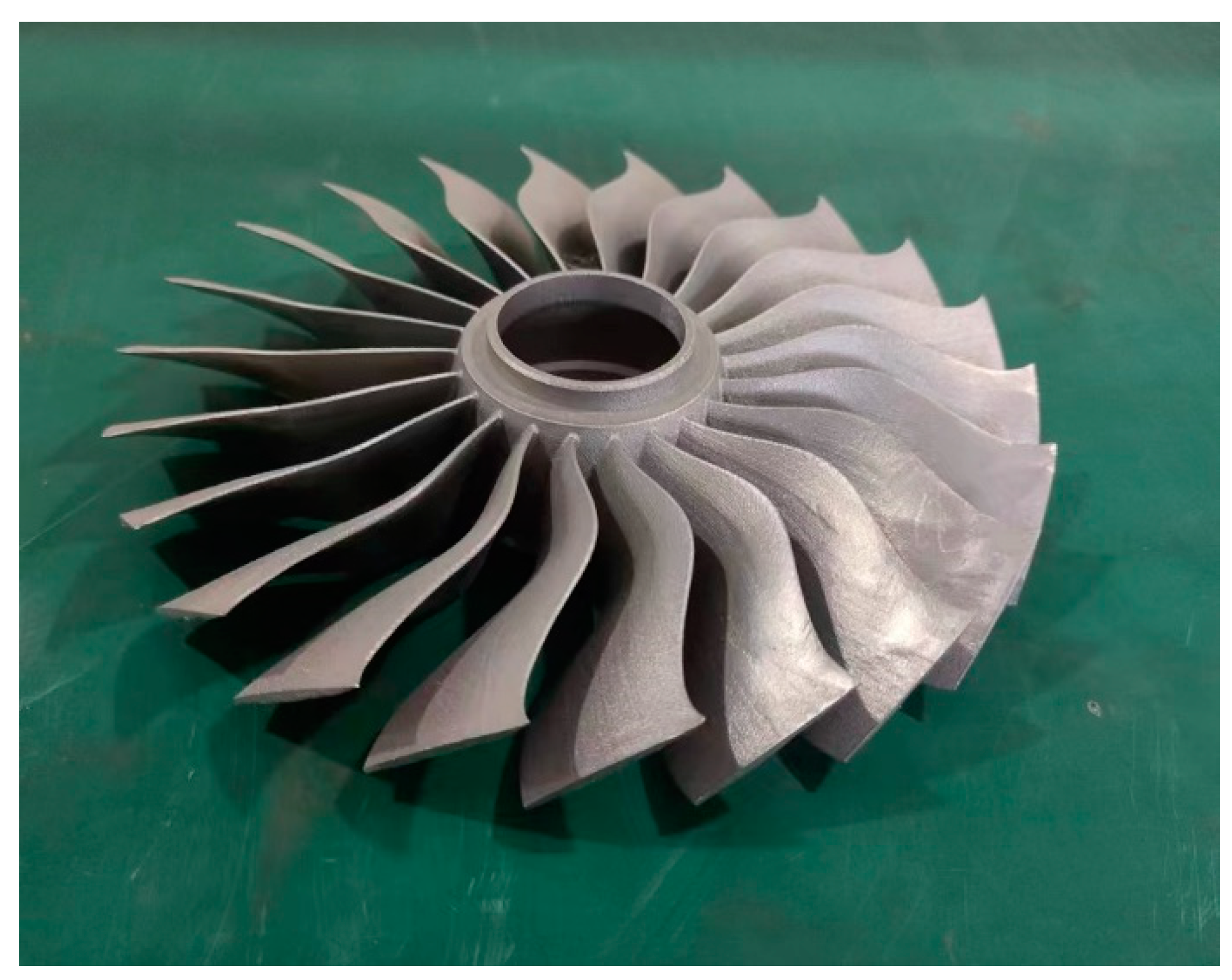
Figure 4.
a),b),c)The pouring mold produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.
Figure 4.
a),b),c)The pouring mold produced by Anhui Tuobao Additive Manufacturing Technology Co., Ltd. using SLM.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



