
Submitted:
10 May 2023
Posted:
10 May 2023
You are already at the latest version
Abstract
Polymeric wet-strength agents are important additives used in the paper industry to improve the mechanical properties of paper products, especially when they come in contact with water. These agents play a crucial role in enhancing the durability, strength, and dimensional stability of paper products. The aim of this review is to provide an overview of the different types of wet-strength agents available and their mechanisms of action. We will also discuss the challenges associated with the use of wet-strength agents and the recent advances in the development of more sustainable and environmentally friendly agents. As the demand for more sustainable and durable paper products continues to grow, the use of wet strength agents is expected to increase in the coming years.
Keywords:
Polyamideamine-epichlorydrin resin
; chitosan
; bio-based wet strength agents
; paper packaging
1. Introduction
For centuries, the paper industry has been a crucial player in our daily lives, providing us with essential materials such as printing and writing paper, tissue paper, and packaging products. With a global market size of over $500 billion, the paper industry holds a significant position globally and employs millions of people worldwide, contributing significantly to the economies of many countries. The paper manufacturing industries employ around 647,000 workers in 21,000 companies. In EU, the annual turnover from the production of pulp, as well as graphic, hygienic, packaging and specialised paper grades and products is around EUR 180 billion [1]. The global pulp and paper market, it is projected to grow from USD 354.39 billion in 2022 to USD 372.70 billion by 2029, exhibiting a growth rate of 0.72% over the period forecast 2022-2029 [2].
Europe is a significant producer of paper, comparable to the USA and China. Roughly 50% of paper production is dedicated to packaging, while the remaining half is evenly split between the production of paper for graphic applications and paper for sanitary products [3].
Despite challenges related to sustainability and changing consumer demands, the paper industry continues to thrive and evolve [4]. Paper is a highly versatile material used for packaging due to its lightweight, easy handling, and flexibility. It is also environmentally friendly, being sustainable and recyclable. In this context, in recent years, there has been a growing demand for sustainable packaging solutions, and paper has emerged as a popular choice [5]. Paper-based packaging has several advantages over traditional plastic packaging as it is biodegradable, made from a renewable resource, and easy to recycle [6]. With the growing demand for sustainable packaging solutions, it’s likely that we will see even more innovative uses of paper in packaging in the years to come.
The process of making paper starts with raw materials like wood, recycled paper, and agricultural fibers, which are processed into pulp through mechanical or chemical methods [7,8]. The pulp is then mixed with water to form a slurry, which is spread out on a screen, drained of water, and left to dry, press, and finish the paper. The finished product can then be cut into sheets or rolled into large reels for various uses. The demand for high-quality paper products continues to grow, and paper manufacturers are constantly striving to improve the properties of their products.
One of the key properties that is highly valued in paper products is their wet strength, which refers to the ability of the paper to maintain its strength and integrity when exposed to moisture [9]. To achieve this, wet-strength agents are added to the paper during the manufacturing process. These agents can be either synthetic or natural, and their function is to enhance the paper resistance to water and other liquids. There are various wet-strength agents available on the market, each with its own specific mechanism of action and benefits.
In this review, we aim to provide an overview of the different types of wet-strength agents, including their chemical structures and mechanisms of action. We will also discuss the challenges associated with the use of wet-strength agents, such as their potential impact on the environment and their role in the transition towards a sustainable and circular economy.
2. Types of Wet-Strength Agents
Wet-strength agents are polymers that are added to paper products to improve their strength and dimensional stability in the presence of moisture. These agents play a vital role in the paper industry and are typically added to paper products such as tissue paper, paper towels, and filter paper, which are likely to come in contact with water during use.
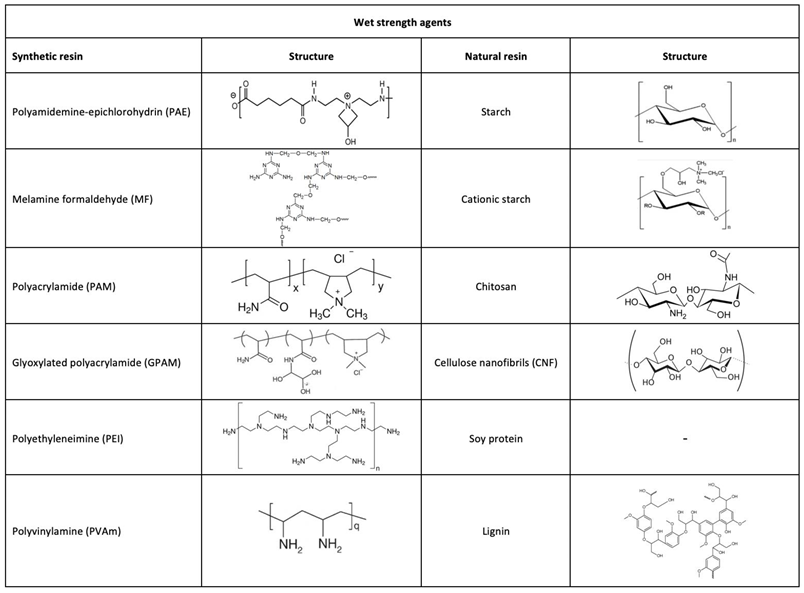
There are two main types of wet-strength agents used in the paper industry: synthetic and natural (Table 1).
Synthetic wet-strength agents are typically based on polymers and include polyamideamine epichlorohydrin (PAE), polyacrylamide (PAM), and polyethyleneimine (PEI). These agents work by crosslinking with cellulose fibers in the paper, forming a strong network that resists the breakdown of the paper when it comes in contact with water.
Natural wet-strength agents, on the other hand, are derived from natural sources such as starch and chitosan. These agents work by forming hydrogen bonds with cellulose fibers, enhancing the strength of the paper when wet. Natural wet-strength agents are generally less effective than synthetic agents but are often used in the production of high-end paper products such as tea bags, coffee filters, and cigarette paper.
The process of adding wet strength agents to paper products varies depending on the type of agent being used. Synthetic agents are typically added to the paper slurry during the papermaking process, while natural agents are often applied to the surface of the finished paper product.
3. Mechanisms of Action of Wet-Strength Agents
Depending on their chemical composition, wet strength additives can act as protective, reinforcing and swelling prevention agents of the fibers, by protecting already existing bonds and/or by forming new water-resistant bonds [10]. Typically, the ability of an additive to impart water resistance properties to paper is related to 4 properties: i) polymeric nature, ii) water solubility, iii) cationic character, and iv) reactivity [11]. While reactivity is crucial and refers to the additive’s tendency to self-crosslink and form a water-resistant coating on the fibers, the positive charges themselves do not contribute to wet strength but allow for the initial anchoring of the additive to the fibers of anionic cellulose [12]. Once the additive adsorbs on the fibrous substrate, it modifies: i) the physical-structural properties of the fibers, through the formation of new fiber-fiber covalent bonds (reinforcement mechanism); ii) the chemical properties of the fibers make their surface hydrophobic or super-hydrophobic (protective mechanism) [13].
The chemical reactions which take place upon addition of the resin are: i) the cross-linking of the cellulose or hemicellulose through the formation of resin-fiber covalent bonds; ii) the reinforcement of the fiber-fiber contacts by forming a chemical lattice of the resin molecules which do not necessarily react with the functional groups of the fibers [10].
In the reinforcement mechanism, the agent reacts with cellulose or hemicellulose, forming covalent bonds between the molecules and fibers. These linkages supplement and strengthen the natural hydrogen bonding in the dry sheet, adding to the overall strength of wet fibers. Since these bonds are covalent, they are not broken by water. It is likely that the reinforcement mechanism involves some level of wet strength agent crosslinking.
In the protective mechanism, the agent is dispersed onto the fibers and undergoes self-crosslinking to form an insoluble network that surrounds and penetrates the fiber contacts. This network impedes fiber separation when the paper is wetted, thereby preserving some of the original dry strength.
The mechanism of action of wet-strength agents depends on the type of agent used. Synthetic wet-strength agents such as PAE work by forming covalent bonds with cellulose fibers in the paper, resulting in a strong network that resists the breakdown of the paper when it comes in contact with water. PAM works by adsorbing onto cellulose fibers and forming hydrogen bonds, while PEI works by forming ionic bonds with the cellulose fibers. Natural wet-strength agents such as starch and chitosan work by forming hydrogen bonds with the cellulose fibers, enhancing the wet strength of the paper.
4. Synthetic Wet Strength Agents
The most commonly used synthetic wet strength agents are Polyamideamine-epichlorohydrin (PAE), Melamine formaldehyde (MF), Polyacrylamide (PAM), Glyoxylated polyacrylamide (GPAM), Polyethyleneimine (PEI), Polyvinylamine (PVAm) and polycarboxylic acids. These synthetic wet strength agents can be used alone or in combination to achieve the desired wet strength properties of paper.
The history of wet strength additives in papermaking dates back to 1930 when PEI was the first one used, although its mechanism of action was unclear. Later, resins based on formaldehyde were developed, which were more cost-effective and efficient. However, their usage was limited due to their performance in only acidic conditions and the associated toxicity of formaldehyde. In the 1960s, polyamideamine epichlorohydrin (PAE) resins were introduced, which were known for their excellent performance under neutral and alkaline conditions. PAE resins remain the most commonly used chemicals in papermaking due to their good performance and relatively low cost, despite having certain limitations that will be discussed later.
For most cationic resins, wet treatment of the paper consists of introducing the additive into the fibrous suspension before the formation of the fibrous mat. These resins are adsorbed by the fibers through electrostatic interactions that occur between the positively charged groups of the resin and the negative charges (carboxyl groups) of the lignocellulosic fibers. As the paper sheet dries, the polymer crosslinks under heating and a three-dimensional network is formed which gives the paper its moisture resistance. Depending on the synthetic product used, it is possible to obtain a permanent resistance to humidity, i.e., relatively unaffected by the increase in the time of contact of the paper with water, or a temporary resistance to humidity which decreases until it disappears as time increases contact of paper with water.
Many synthetic wet strength additives are used at levels below 1% (w/w) based on dry fiber weight. Although wet strength resins are added to impart wet strength, they also indirectly contribute to increasing the mechanical strength of papers in dry conditions.
4.1. Polyamideamine-Epichlorohydrin
Due to its impressive wet strength properties, good retention, and affordability, PAE is the primary synthetic wet strength agent used today. This cationic resin is compatible with alkaline cellulose pulps and accounts for 90% of the wet strength market [11]. PAE is synthesized through the polycondensation of adipic acid and diethylenetriamine to form a polyamideamine (PA), which is then functionalized with epichlorohydrin (Figure 1).
At industrial scale, the polymerization and functionalization stages are carried out in consecutive steps. While most of the amino groups of the PA precursor are secondary, a small percentage (<5%) of primary amines and terminal carboxyl groups are also present. Epichlorohydrin reacts with these primary and secondary amino groups to create secondary and tertiary aminochlorohydrin groups, respectively. At neutral pH and temperatures above room temperature (60°C), the tertiary aminochlorohydrin undergoes cyclization to form 3-hydroxyazetidinium groups (Figure 1). These stretched rings give the resin both reactivity and cationic charge.
PAE resin provides resistance to wet essentially through two mechanisms: i) resin/fiber co-crosslinking, which involves direct covalent bonding between cellulose fibers through a resin molecule, and ii) Resin-resin homo-crosslinking, which involves crosslinking of the resin with itself without forming covalent bonds with cellulose (Figure 2).
PAE azetidinium groups react with the carboxylic groups of cellulose for resin grafting onto cellulose fibers, while the free primary and secondary amino groups after functionalization with epichlorohydrin enable PAE auto-crosslinking, resulting in further mechanical strength and durability of the paper when wet. It is crucial that the functionalization phase of the PA resin with epichlorohydrin involves only a certain number of primary and secondary amino groups to remain free for optimal wet strength properties.
PAE resin has good retention properties, which means that it remains in the paper fibers and does not get washed away during the papermaking process. This is important for maintaining the desired wet strength properties of the paper. A drawback in the use of PAE is the potential presence of halogenated organic compounds (AOX), including quali epichlorohydrin, 1,3-dichloropropanol (1,3-DCP) e 3-monochloropropan-1,2-diol (3-MCP), even if recent technologies may drastically reduce the content of these compounds.
4.2. Melamine Formaldehyde Resin
MF resin is also widely used synthetic polymers as a wet strength agent in the papermaking industry. It is prepared by polycondensation of melamine with formaldehyde in the presence of an acid catalyst. The resulting polymer is then reacted with an acid or amine-functionalized epoxide to impart cationic charge to the resin (Figure 3).
The reaction mechanism of MF resin involves the formation of covalent bonds between the resin and cellulose fibers, as well as cross-linking between the resin molecules themselves. This results in improved fiber-fiber bonding, which enhances the strength and durability of the paper in wet conditions. One of the advantages of MF resin is its excellent wet strength properties, which are achieved by the resin high degree of cross-linking, which results in a strong and durable network of covalent bonds that resists breakdown in wet conditions. Additionally, MF resin has good compatibility with both acidic and alkaline pulps, which makes it a versatile wet strength agent for a wide range of paper grades.
MF resin also has good retention properties and is relatively low cost compared to other wet strength agents. One of the main drawbacks of MF resin is its potential for formaldehyde release, which can pose health risks to workers in the papermaking industry. In response to these concerns, many paper manufacturers have switched to using alternative wet strength agents that are formaldehyde-free. One approach is to partially replace formaldehyde with other aldehydes, such as glyoxal or glutaraldehyde, which have lower toxicity [15,16]. The reaction between dialdehydes and cellulose is catalyzed by metal or ammonium salts, among which the most used include aluminum, magnesium, and zinc salts. While glyoxal can increase the wet strength of paper, it may also lead to decreased flexibility, as evidenced by reduced stretch and folding endurance. On the other hand, glutaraldehyde treatment, particularly when a metal salt catalyst is used, can impart excellent wet strength to paper without sacrificing its folding endurance. Moreover, as the curing temperature during the glutaraldehyde treatment process increases, the wet strength of the paper can be further enhanced [15]. Another approach is to modify the MF resin with non-toxic, water-soluble polymers, such as polyvinyl alcohol (PVA), which can reduce formaldehyde release [17]. PVA has been also used in combination with glyoxal or glutaraldehyde and was reported to increase the wet strength of the treated paper proportionally to its amount and molecular weight [18]. That indicates that the interaction between glutaraldehyde and PVA facilitates the formation of inter-fiber crosslinking, resulting in an improvement in wet strength while maintaining the flexibility of the paper [18]
4.3. Polyacrylamide and Glyoxylated Polyacrylamide (GPAM)
PAM and glyoxylated Polyacrylamide (GPAM) are two commonly used synthetic polymers in the papermaking industry as wet strength agents [19]. PAM is a water-soluble linear polymer synthesized from acrylamide monomers and is widely used as a flocculant, dispersant, and binder. GPAM is a modified form of PAM that contains glyoxal functional groups and has improved wet strength properties. The new generation of GPAMs are obtained by a cross-linking reaction between different acrylamides and glyoxal. The most widely applied polymers is the copolymer obtained from dimethyldiallylammonium chloride (DMDAAC) and acrylamide (AM) [20], which has the characteristics of a cation copolymer (Figure 4).
GPAM is synthesized by modifying PAM with glyoxal functional groups. The aldehyde glyoxal groups on GPAM react with the OH groups of cellulose fibers to form hemiacetals, which improves the wet strength of the paper.
The use of PAM and GPAM as wet strength agents has several advantages over other synthetic polymers. Firstly, they do not contain formaldehyde or other toxic chemicals and are water-soluble so that can be easily added to the papermaking process. Secondly, they are compatible with a wide range of papermaking chemicals and can be used in combination with other wet strength agents. However, compared to PAE, GPAM provides paper with a temporary protection to wet. Indeed, while PAE wet strength decay rate will only be 10-15% after a paper sample is subjected to 30 min-soak test, GPAM can provide much faster rate of decays in the range of 40-60% decay rate within 2 minutes paper soak time [21]. That can be an advantage in the paper recycling process. The performance of PAM and GPAM as wet strength agents can be improved by optimizing their molecular weight. Increasing the molecular weight of the polymer increases the number of potential bonding sites with the cellulose fibers, which improves the wet strength of the paper.
4.4. Polyethyleneimine
Polyethyleneimine is a synthetic cationic polymer that has been used as a wet strength agent for paper products since the 1930s. PEI is a water-soluble polymer with a high molecular weight and a high charge density, which makes it strongly adhesive to the negatively charged cellulose fibers.
PEI is a linear or branched cationic polymer produced by the ring-opening polymerization of ethyleneimine (Figure 5). Branched PEI contains primary, secondary, and tertiary amines in the polymer backbone, with an amine density significantly higher when compared with most commercial cellulose-fiber coupling agents. That feature is essential for promoting covalent grafting of polymer chains on cellulose fibers and their cross-linking in reinforced composites.
To create a covalent bond between PEI and cellule fibers, different methods are available [22].
When starting from not pre-functionalized cellulose, the use of cross-linkers is needed to obtain stable and durable composites. Glutaraldehyde (GAL) and epichlorohydrin are commonly used cross-linkers. GAL creates a cross-link between PEI and cellulose by forming a Schiff base and a hemiacetal (Figure 5).
This reaction can be conducted in a single step by stirring the solution in polar solvents, and can even be performed at room temperature. However, increasing the reaction temperature can result in a higher cellulose/PEI ratio, leading to a more stable product due to the increased amount of cellulosic polymer. The result is a three-dimensional network of cross-linked polymer chains and cellulose fibers that enhances the wet strength of the paper product.
When pre-functionalized cellulose is used, the direct cross-linking between the two building blocks is sometimes possible without additional cross-linkers. This is due to the presence of reactive functional groups on the cellulose fibers, such as carboxylic acid, amino or thiol groups, which can react with PEI. By adjusting the pH and temperature of the reaction, it is possible to control the degree of cross-linking and the resulting properties of the composite.
One of the advantages of PEI as a wet strength agent is its ability to improve the wet strength of paper products in both acidic and alkaline conditions. In addition, PEI has a low toxicity, is biodegradable and is able to improve the dyeability of paper products. This is because the amino groups in PEI can react with dyes, resulting in a more uniform and vivid color. However, there are also some drawbacks associated with the use of PEI. One is the cost, as it is more expensive than other wet strength agents such as PAE or GPAM. Additionally, the high cationic charge of PEI can interfere with the papermaking process and also it has the potential for yellowing of the paper product over time, as PEI can be sensitive to light and heat, leading to discoloration of the paper.
4.4. Polyvinylamine
PVAm is a water-soluble polymer that confers wet strength properties to paper products by adsorbing onto the paper fibers and creating a strong network that can resist the effects of water. The term PVAm refers to a series of poly(N-vinylformamide) (PNVF)-polyvylamine copolymers at different compositions obtained by a two-step procedure (Figure 6)
The first step is the synthesis of PNVF, which is a non-ionic water-soluble polymer which is then partially or fully hydrolyzed to give PVAm units bearing amine groups.
Weisgerber’s patent was likely the first to document the wet strength properties of PVAm [23]. Lately, Pfohl [24] found that a 1wt% PVAm solution in sulfite pulp (pine and beech mixture) at pH 7.5 yielded a wet/dry strength ratio of 26%. Ten years later, Wang and Tanaka reported that using PVAm with an 11% hydrolysis level increased the wet/dry strength ratio of commercial hardwood bleached kraft pulp handsheets from approximately 5% to 30% [25]. Similarly, Pelton and Hong showed that newsprint treated with PVAm had a wet strength value nearly 30% of the dry strength one. Notably, wet strength was unaffected by the degree of hydrolysis (56%-100%) and remained constant for up to 1 hour of soaking. The wet tensile strength was higher for paper treated at pH 10 compared to pH 3 or pH 7 [26].
The mechanism by which PVAm increases wet strength is not obvious since neither crosslinking nor grafting seem likely. DiFlavio and colleagues [27] reported PVAm wet-strengthening was approximately constant from pH 3 to 9, while dropped at pH 3, where nearly every amine group on PVAm is charged (protonated), and at pH 9 where the PVAm is uncharged. That means that wet adhesion was independent of the extent of PVAm protonation (i.e. the charge content) over a broad range. Contrarily, the wet strength adhesion was found to be related to the concentration of amino groups in the polymer backbone as well as to the cellulose oxidation degree. That supports the hypothesis that, besides the well-accepted electrostatic interaction between PVAm and cellulose fibers, the formation of covalent bonds between cellulose groups (acetal/hemi-acetals/aldehydes) and the PVAm amine is presumable to occur, as much as demonstrate for PEI.
4.4. Polycarboxylic Acids
Poly(carboxylic acid)s have been used as crosslinking agents for cotton since the 1960s [28]. These compounds have carboxylic groups that can react with the hydroxyl groups of cotton cellulose, forming ester linkages and crosslinking the fibers. This crosslinking imparts improved properties to cotton fabrics, such as increased strength, durability, and wrinkle resistance. Among them, polycarboxylic acids such as 1,2,3,4-butanetetracarboxylic acids (BTCA) and citric acids are the most promising chemicals (Figure 7) [29].
Horie and Biermann reported in 1994 that bleached kraft handsheets treated with BTCA showed significantly improved wet strength [30]. The study found that treatment with BTCA improved the wet strength of the handsheets by a factor of 2-3, compared to untreated handsheets. The improvement in wet strength was attributed to the crosslinking of cellulose fibers by the ester bonds formed between BTCA and the hydroxyl groups on cellulose. Caulifield also studied the use of BTCA and citric acid for improving the dry and wet performance in this case of unbleached kraft board [31]. The study found that treatment with BTCA and citric acid improved the dry strength, wet strength, and folding endurance of the kraft board. Other interesting polycarboxylic acid are itaconic acid and maleic acid (Figure 7) that have been reported to be able to in-situ polymerize and crosslink cotton fabric [32]. The expected cross-linking reaction between polycarboxylic acids and cellulose, occurring stepwise under heating, it is likely to begin with the transformation of the polycarboxylic acids into a cyclic anhydride, which is the real active species in the esterification with the hydroxyl group of cellulose (Figure 7) [33,34].
High-molecular-weight polycarboxylic acid, inclusing polymaleic acid (PMA) and poly(methyl vinyl ether-co-maleic acid) (PMMA) have been used for wet strength agent for paper products [35]. The effect of polymer molecular weight on wood pulp cellulose performance was investigated. The use of high-molecular-weight PMMA was shown to favor the formation of interfiber crosslinking, leading to an improvement in the dry strength and toughness of the treated paper. On the other hand, low-molecular-weight PMA tends to produce intrafiber crosslinking, which can cause embrittlement of the fibers and reduce the flexibility of the treated paper [35].
5. Natural Wet Strength Agents
Natural wet strength agents for paper are derived from natural materials and in some applications can be used as an alternative to synthetic wet strength agents. Some examples of natural wet strength agents include starch, chitosan, cellulose nanofibrils (CNF) and soy protein. These natural wet strength agents are biodegradable, renewable, and non-toxic, making them a more environmentally friendly alternative to synthetic wet strength agents. However, they may be more expensive and have some limitations in terms of performance compared to synthetic wet strength agents.
5.1. Starch
Starch is a natural polymer, made up of glucose units, derived from various plant sources such as corn, wheat, and potatoes, which is commonly used as a binder in papermaking because of its ability to form hydrogen bonds with the cellulose fibers in paper. Thermoplastic starch is also used in packaging applications [36]. The formation of a network of hydrogen bonds with the cellulose fibers is believe to be the primary mechanism of action of starch as dry and wet-strength agent [37]. Starch also has good film-forming properties, which helps to coat and bind the fibers together, further improving the wet strength of the paper. The use of starch as a wet strength agent is particularly effective in acidic paper making conditions.
To achieve high retention levels required in paper manufacture, starch has been functionalized in various ways to obtain cationic starch, oxidized starch, and esterified starch. Cationic starch is positively charged, available in different degree of substitution, low (0.02-0.06) and high (≥0.07) obtained by the reaction of primary hydroxyl etherification agent containing tertiary amines or quaternary ammonium groups, including glycidyltrimethylammonium chloride (GTAC) or 3-chloro-2-hydroxypropyltrimethylammonium chloride (CTAC) [38,39,40]. The adsorption of cationic starch on cellulose has been thoroughly investigated and was shown to enhance the strength of paper [41,42]. The electrostatic interaction of cationic starch and cellulose fiber can be affected by ionic strength, pH and temperature [43]. More stable interactions can be achieved by adsorbing alternating layers of cationic and anionic starch where multilayers can be formed [44,45].
Cationic starch was found to be beneficial to the properties of the PAE added product when added to pulp slurry due to the formation of a network of hydrogen bonds with cellulose fibers and PAE, which led to a decreased PAE dosage for health concern as food packaging materials [46].
Oxidized starch is instead produced by treating starch with an oxidizing agent such as sodium hypochlorite or hydrogen peroxide [47]. This process introduces carboxyl groups that make the starch more water-soluble and reactive [48]. In contrast, starch esterification with organic acids such as acetic or succinic acid makes it more hydrophobic and less water-soluble. Although starch is less efficient than synthetic wet strength agents, in some applications, its use may be advantageous because it is a natural, renewable resource that is widely available and relatively inexpensive and doesn’t affect paper recyclability.
5.2. Chitosan
Chitosan (CS) is a natural polycationic derived from chitin, a substance found in the shells of crustaceans. Chitosan is a biocompatible polymer widely used also in biomedical [49,50,51,52] and environmental applications [53,54,55]. It has been reported its use as wet strength agent in papermaking in the 1990s [56]. Kraft paper coated with chitosan emulsion showed lower water vapor permeability rate (by ca 43%) and water absorption capacity (by ca 35%) as compared to uncoated Kraft paper. The co-incorporation of palmitic acid further reduced the water vapor permeability rate and water absorption capacity by 51 and 41% of Kraft paper [57].
For uses in acidic pH, chitosan is not an ideal solution due to its tendency to partially dissolve in acidic environments. However, modifications can be made to chitosan to improve its chemical resistance using crosslinking agents such as glutaraldehyde, ethylene glycol diglycidyl ether, and epichlorohydrin [58]. The use of maleic anhydride-acylated chitosan, under various pretreatment and curing conditions, was investigated to improve the wet strength of handsheets. The results indicated that the highest wet strength performance was achieved at a pretreatment pH of 6, and increasing the pretreatment temperature and polymer dose led to higher wet strength index and an increased ratio of wet to dry strength. When compared to PAE resin, maleic anhydride-acylated chitosan showed slightly inferior results in terms of wet strength, with varied soaking durations. However, maleic anhydride-acylated chitosan still achieved about 80% of the wet strength of PAE, demonstrating its potential as a viable alternative to PAE for improving the wet strength of handsheets [58].
5.3. Cellulose Nanofibrils
In recent years, there has been an increased research interest surrounding cellulose nanofibril (CNF) as a natural nanocellulose material, owing to its biodegradability, barrier properties, chemical tunability, and exceptional mechanical properties [59]. Typically derived from plant fibers through enzymatic and/or chemical treatments, followed by physical treatments such as grinding or homogenization [60], CNF has proven to be a promising reinforcing agent for paper products [61,62].
In several studies, CNF was used as anionic component of dual strengthening systems seeing the combination of CNF with polymeric cationic wet strength agents including PAE [63], cationic starch [64] and cationic polyacrylamide [65]. As far as PAE is concerned, due to environmental reasons there is an interest to decrease the amount of PAE used in paper making industry. Gardlund et al. [66] showed that the effect of PAE can be improved by adsorbing onto cellulose fibers carboxymethyl cellulose (CMC), an anionic cellulose derivative, and PAE. A further study investigated the use of CNF and PAE as agents to improve the wet and dry strength of paper [63]. Specifically, the adsorption behavior of CNF and PAE on cellulose model surfaces was analyzed using quartz crystal microbalance with dissipation (QCM-D) and atomic force microscopy (AFM). The study compared the layer structures and nano-aggregates formed by CNF and PAE onto cellulose fibers using different adding strategies. The results showed that when PAE was adsorbed first, a uniform and viscous layer of CNF could be adsorbed. However, when PAE and CNF were added as cationic aggregates, a non-uniform and more rigid layer was formed. The bi-layer adding strategy led to a significant increase in both wet and dry tensile strength of paper even at low added amounts of PAE. On the other hand, the use of nano-aggregates did not lead to significant improvements in paper strength properties [63]. The utilization of a dual system consisting of PAE/CNF or CS/CNF resulted in significantly higher wet and dry tensile strengths of paper compared to using a single PAE or CS system. For instance, when the PAE (0.4%)/CNF (0.3%) dual system was used, the resulting paper exhibited 89% higher wet tensile strength compared to the paper using a single PAE (0.4%) system. Similarly, the CS (1.3%)/CNF (0.3%) dual treatment resulted in a 21% higher dry strength compared to the single CS (1.3%) system [64]. Recently, cationic starch/CNF dual system resulted to be superior than cationic polyacrylamide for improving the bagasse pulp and paper key properties [67]. That finding was related to the similarity of cationic starch and cellulosic fiber structure as well as to the branched structure of cationic starch, in contrast to the linear cationic polyacrylamide.
5.4. Soy Protein
Recently, soy protein has been proposed as an inexpensive, sustainable, and environmentally benign solution to enhance papermaking performance, especially the dry strength [68,69]. As much as seen for CNF, also soy proteins have been used in combination with cationic polymeric strength agents, including cationic starch and chitosan [70]. Indeed, as described above, the use of polyelectrolyte complexes (PECs, Figure 8), obtained by a mixture of cationic and anionic polymers, have been shown to improve the mechanical properties of paper through increased electrostatic networking mechanisms among the PECs and fiber charged surfaces (Figure 8).
To impart water resistance properties to soy proteins, it was reported that both thermal-alkali degradation [71] and thermal acid treatment [72,73] could turn the soy protein properties due to the formation of the water-resistant intermolecular chemical network between proteins during treatment [74]. Li and Pelton [75] compared twenty proteins as potential paper wet strengthening additives by measuring the peel force required to delaminate wet, regenerated cellulose films laminated with a thin protein layer. Results of the experiments varied greatly, indicating that the composition of the protein was a crucial factor in its effectiveness. The proteins with the highest levels of lysine and arginine exhibited the strongest adhesion, with additional contributions from hydroxyl and phenolic amino acid residues. Wet strength increased when laminates were cured at high temperatures (120 °C), suggesting that protein grafting to cellulose and protein cross-linking was important for good wet strength. Although none of the protein laminates were as strong as PVAm or PAE resins, the study suggests that increasing the content of cationic groups and optimizing heat-induced bond formation may lead to the development of a protein-based paper wet strength resin in the future.
6. Techniques to Investigate the Effect of Wet-Strength Agents on the Physico-Chemical Properties of Paper Products
Different techniques can be used for investigating the performance of a specific wet-strength agent, including Fourier transform infrared spectroscopy (FTIR), X-ray photoelectron spectroscopy (XPS), Scanning electron microscopy (SEM), Tensile strength testing (INSTRON), Dynamic mechanical analysis (DMA), wet-peel and thermogravimetric analysis (TGA) (Figure 9).
6.1. Fourier Transform Infrared Spectroscopy
FTIR technique can be used to analyze the chemical bonds and functional groups present in the wet-strength agent and their interactions with the paper fibers. Obokata and Isogai investigated the mechanism of wet-strength development of cellulose sheets prepared with PAE resin by FTIR. Specifically, PAE-containing cellulose sheets was first degraded by cellulase and FT-IR analysis was performed on cellulase-treated residues to investigate whether or not the covalent bond formation between azetidinium groups of PAE and carboxyl groups of cellulose fibers occurred. The influence of heating at 110°C on covalent bond formation and paper wet-strength improvement was also studied [79]. In the FT-IR spectra of the cellulase-treated residues of both heated and unheated PAE-containing paper sheets, absorption bands were observed at 1735 cm−1 due to ester C=O groups and at 1550 cm−1 due to amide II N-H groups. In contrast, the FT-IR spectrum of the cellulase-treated residue of the blank sheets showed almost no absorption bands of this type. The heating process resulted in a clear increase in the amount of ester bonds present in the samples.
6.2. X-ray Photoelectron Spectroscopy
XPS is a surface analysis technique that uses X-rays to ionize the surface of a material and measure the energy of the electrons emitted from it. By analyzing the energy and intensity of the emitted electrons, XPS can provide information about the elemental composition, chemical bonding, and electronic states of the surface layer of a material. XPS can be used to study a wide range of materials, including metals, semiconductors, polymers, ceramics, and composites [80,81]. Chen and Tanaka applied XPS to investigate the surfaces of handsheets containing polydiallyl- dimethylammonium chloride (PDADMAC) and anionic polyacrylamide (A-PAM) as polymeric wet-strength additives, suggesting as this technique appears promising as a tool to analyze paper surfaces treated with small amounts of polymer additives [82]. Similarly, XPS was used to investigate CNF/ carboxymethyl cellulose (CMC) composite films surface treated by glycidyl trimethyl ammonium chloride [83].
6.3. Scanning Electron Microscopy
SEM can be used to examine the surface morphology and structure of paper fibers treated with the wet-strength agent, as well as the distribution and penetration of the wet-strength agent into the fibers. The surface morphology of fibers after treatment with polymeric wet-strength agent can be significantly altered as shown by observations of paper treated with either a cationic block waterborne polyurethane [84] or by mono- or di-methylomelamine (DMM) resin [85].
6.4. Tensile Strength Testing and Wet Peeling
This involves testing the tensile strength of paper samples before and after being wet with water to determine the strength retention properties of the wet-strength agent [86,87]. Standard procedures are available to determine wet tensile strength of paper or board. The ISO 3781:2011 (Paper and board — Determination of tensile strength after immersion in water) [88] and ASTM D 829 – 97 (Standard Test Methods for Wet Tensile Breaking Strength of Paper and Paper Products) [89] methods specify the apparatus and the conditions to be used for the determination of the wet tensile strength of paper after its immersion in water for a specified period. Also, how to express the results in terms of wet tensile strength (WTS) and wet strength retention (WSR) is reported. Wet strength (WS) is routinely expressed as the ratio of wet to dry tensile strength (DTS) at break, while the wet strength retention is calculated as follows [90]:
The Instron machine can be used also for perming the so-called wet peeling test [91]. In this test, two wet and regenerated cellulose membranes are placed on top of each other with a thin layer of wet-strength resin in between. The stack is then pressed and dried before being rewetted. The resulting laminate serves as a physical model for studying wet fiber-fiber joints in paper. The strength of the wet laminate is finally measured by determining the force required to peel the two membranes apart at a 90-degree angle, also known as the peel delamination force.
6.5. Dynamic Mechanical Analysis
DMA can be used to study the mechanical properties of paper samples, such as modulus and damping, before and after being wetted with water. Wet strength agent-treated paper may show higher storage modulus (E’) than paper before impregnation, as shown for paper treated with Poly (p-phenylene benzoisoxazole) (PBO) [92]. PBO not only conferred resistance to but also high thermal stability suitable for application in the aerospace industry.
DMA may also be a good method for examining whether an additive is molecularly distributed or making aggregates in paper and other composites. Indeed, the difference in the distributions of agent within a fiber wall could deeply affect the strength development [93]. Mihara and Yamauchi showed the effect of polymer distribution on mechanical properties of paper sheets containing various amounts of cationic polyacrylamide dry-strength resin by DMA analysis performed in the 100-300°C temperatures range, in vibration mode at various frequencies [94]. DMA was a useful method for examining whether PAM was molecularly distributed or aggregating in the paper composites. The disappearance of PAM viscoelasticity was observed when PAM was distributed molecularly within the cellulose fiber wall. Conversely, when PAM was distributed around the fiber-to-fiber bonds or aggregated over the fiber surface, the viscoelasticity of the PAM phase became apparent.
6.6. Thermogravimetric Analysis
TGA can be used to investigate the thermal stability and decomposition properties of the wet-strength agent, as well as its compatibility with the paper fibers [95]. In general, a decrease in the additive compatibility with cellulose fibers has negative effects on paper performance. Li and coworkers showed by TGA analysis how an excessive addition of citric acid in hemicellulose/soy protein composite films decreased the wet strength of the crosslinked film [96].
7. Challenges and Recent Advances
The development of effective paper wet strength agents is an ongoing challenge in the paper industry. Synthetic wet-strength agents, in particular, are non-biodegradable and in same case can pose a risk to human health and the environment. On the other hand, natural wet strength agents are often not efficient as much as the synthetic ones. Therefore, in recent years, there has been a growing demand for more sustainable and environmentally friendly wet-strength agents.
Most efforts in the development of wet strength agents are focused on researching green precursors that are derived from bio-sources or waste materials. These precursors need to meet the main requirements for effective wet strength agents, including solubility in water, the ability to bind to the surface of cellulose fibers, and reactivity to form a crosslinked and water-resistant coating.
Lignin, and its degradation products, is an interesting green precursor that can meet these requirements. Lignin is composed of a mixture of aromatic compounds, including hydrophobic polyphenols that provide structural support to plants. Although lignin is not water-soluble, it has a strong affinity for hydrophilic supports like cellulose due to its ability to form hydrogen bonds [97]. Polyphenolic compounds, like those found in lignin, are known to possess strong chelating and adhesive abilities [98], and also have interesting antioxidant and antimicrobial properties [99,100]. Thus, if used as wet strength agents in papermaking, polyphenols could provide antimicrobial properties to the paper.
Another promising but still poorly investigated strategy towards sustainable wet strength agents is the formation of supramolecular assemblies based on polyelectrolytes onto the cellulose fibers. Supramolecular assemblies, which are multi-component systems aggregated by noncovalent bonds, may exhibit unique properties, not predictable from the features of the original constituents [101]. By rationally designing the colloidal entities as well as controlling the interactions between them, it is possible to tune the hierarchical self-assembly of supramolecular assemblies [102]. By properly choosing the components, this approach could be used to create stable structures upon the surface of cellulose fibers to confer stability and dry/wet strength.
Another potentially promising strategy includes the use of enzyme-based approaches to modify cellulose fibers for improved wet strength [103]. Enzymatic modification appears to be a green and environmentally friendly process to change the properties of cellulose. Several enzymes, including laccases, esterases, lipases and hexokinases, have been used at this purpose [104]. For instance, laccases have been extensively used for the modification of lignocellulosic materials, such as wood, sisal pulp, unbleached flax fibers and softwood kraft pulp [105,106]. They are often employed with phenolic compounds to provide hydrophobicity, improved mechanical properties, and antioxidant and antibacterial activities.
8. Conclusions
Wet-strength agents are important additives for the paper industry because they can improve the mechanical properties of paper products when they come in contact with water. Synthetic and natural wet-strength agents are available in the market, and their mechanisms of action depend on the type of agent used. Further research is needed to develop more efficient and cost-effective wet-strength agents that can meet the growing demand for sustainable paper products. Indeed, environmental friendliness is becoming increasingly important in the papermaking industry, and many manufacturers are seeking to use wet strength agents that are derived from renewable resources or have a low environmental impact. In this context, in the years to come, the pulp and paper sector has the potential to capitalize on the opportunities presented by the bioeconomy and become a significant contributor to the transition towards a more sustainable and circular economy.
Author Contributions
Not applicable.
Funding
This research was funded by the Sapienza University of Rome, grant number RM116154C965DFCF.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- https://single-market-economy.ec.europa.eu/sectors/raw-materials/related-industries/forest-based-industries/pulp-and-paper-industry_en.
- https://www.fortunebusinessinsights.com/pulp-and-paper-market-103447.
- https://www.industriadellacarta.it/limmagine-forte-di-un-settore-essenziale/.
- Pätäri, S.; Tuppura, A.; Toppinen, A.; Korhonen, J. Global sustainability megaforces in shaping the future of the European pulp and paper industry towards a bioeconomy. Forest Policy and Economics 2016, 66, 38–46. [Google Scholar] [CrossRef]
- Lindh, H.; Olsson, A.; Williams, H. Consumer perceptions of food packaging: contributing to or counteracting environmentally sustainable development? Packag. Technol. Sci. 2016, 29, 3–23. [Google Scholar] [CrossRef]
- Raheem, D. Application of plastics and paper as food packaging materials-An overview. Emir. J. Food Agric. 2013, 177–188. [Google Scholar] [CrossRef]
- Hagiopol, C.; Johnston, J.W. Chemistry of modern papermaking; CRC press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Messner, K.; Srebotnik, E. Biopulping: an overview of developments in an environmentally safe paper-making technology. FEMS Microbiol. Rev. 1994, 13, 351–364. [Google Scholar] [CrossRef]
- Andersson, C. New ways to enhance the functionality of paperboard by surface treatment–a review. Packag. Technol. Sci. 2008, 21, 339–373. [Google Scholar] [CrossRef]
- Lindström, T.; Wågberg, L.; Larsson, T. On the nature of joint strength in paper – a review of dry and wet strength resins used in paper manufacturing. 13th Fundamental Research Symposium, Cambridge, 2005. https://www.researchgate.net/publication/267385974_On_the_nature_of_joint_strength_in_paper_-_A_review_of_dry_and_wet_strength_resins_in_paper_manufacturing.
- Espy, H.H. The mechanism of wet-strength development in paper: A review. Tappi J. 1995, 78, 90–99. [Google Scholar]
- Laine, J.; Lindstrom, T.; Nordmark, G.G.; Risinger, G. Studies on topochemical modification of cellulosic fibres Part 3. The effect of carboxymethyl cellulose attachment on wet-strength development by alkaline-curing polyamide-amine epichlorohydrin resin. Nord. Pulp Pap. Res. J. 2002, 17, 57–60. [Google Scholar] [CrossRef]
- Aarne, N.; Vesterinen, A.-H.; Kontturi, E.; Seppal̈a. J.; Laine, J. A systematic study of noncross-linking wet strength agents. Ind. Eng. Chem. Res. 2013, 52, 12010–12017. [Google Scholar] [CrossRef]
- Yang, D.; Sotra, A.; Pelton, R.H. Switching off PAE wet strength. Nord. Pulp Pap. Res. J. 2019, 34, 88–95. [Google Scholar] [CrossRef]
- Xu, G.G.; Yang, C.Q.; Deng, Y. Applications of bifunctional aldehydes to improve paper wet strength. J. Appl. Polym. Sci. 2002, 83, 2539–2547. [Google Scholar] [CrossRef]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W.W. echnological performance of formaldehyde-free adhesive alternatives for particleboard industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Xu, W.; Yu, C.; Zhao, X.; Xu, J.; Jiang, M. Melamine formaldehyde/polyvinyl alcohol composite fiber: structures and properties controlled by reaction-induced phase separation. J. Appl. Polym. Sci. 2016, 133, 42918. [Google Scholar] [CrossRef]
- Xu, G.G.; Yang, C.Q.; Deng, Y. Combination of bifunctional aldehydes and poly (vinyl alcohol) as the crosslinking systems to improve paper wet strength. J. Appl. Polym. Sci. 2004, 93, 1673–1680. [Google Scholar] [CrossRef]
- Yadollahi, R.; Hamzeh, Y.; Mahdavi, H.; Pourmousa, S. Synthesis and evaluation of glyoxalated polyacrylamide (GPAM) as a wet and dry-strengthening agent of paper. Sci. Technol. 2014, 27, 121–129. [Google Scholar]
- Bi, K.; Zhang, Y. Kinetic study of the polymerization of dimethyldiallylammonium chloride and acrylamide. J. Appl. Polym. Sci. 2012, 125, 1636–1641. [Google Scholar] [CrossRef]
- https://www.tissueworldmagazine.com/technical-theme/grade-specific-optimisation-permanent-pae-versus-temporary-gpam-wet-strength-utilisation/).
- Riva, L.; Fiorati, A.; Punta, C. Synthesis and Application of Cellulose-Polyethyleneimine Composites and Nanocomposites: A Concise Review. Materials 2021, 14, 473. [Google Scholar] [CrossRef] [PubMed]
- Weisgerber, C.A. Paper of high wet strength and processes therefor. USP 2,721,140 to Hercules Powder Company, 18 October 1955.
- Pfohl, S.; Kroener, M.; Hartmann, H.; Denzinger, W. Water-soluble copolymers containing vinylamine units as wet strength and dry strength agent for paper. USP 4,978,427 assigned to BASF Aktiengesellschaft, 18 December 1990. 4.
- Wang, F.; Tanaka, H. Aminated Poly-N-Vinylformamide as a Modern Retention Aid of Alkaline Paper Sizing with Acid Rosin Sizes. J. Appl. Poly. Sci. 2000, 78, 1805–1810. [Google Scholar] [CrossRef]
- Pelton, R.; Hong, J. Some properties of newsprint impregnated with poly- vinylamine. Tappi J. 2002, 1, 21–26. [Google Scholar]
- DiFlavio, J.-L.; Bertoia, R.; Pelton, R.; Leduc, M. The mechanism of polyvinylamine wet-strengthening. In Advances in Paper Science and Technology. Trans. of the XIIIth Fund. Res. Symp. Cambridge, 2005.
- Rowland, S.P.; Welch, C.M.; Brannan, A.F.; Gallagher, D. M. Introduction of ester cross-links into cotton cellulose by a rapid curing process. Text. Res. J. 1967, 37, 933–941. [Google Scholar] [CrossRef]
- Dehabadi, V.A.; Buschmann, H.J.; Gutmann, J.S. Durable press finishing of cotton fabrics: An overview. Text. Res. J. 2013, 83, 1974–1995. [Google Scholar] [CrossRef]
- Horie, D.; Biermann, C.J. Applications of I-Press Treatment to Bleached Softwood Kraft Han. TAPPI J. 1994, 77, 135–140. [Google Scholar]
- Caulifield, D.F. Ester Crosslinking to Improve Wet Performance of Paper Using Multifunctional Carboxylic Acids, Butanetetracarboxylic Acid and Citric Acid. TAPPI J. 1994, 77, 205–212. [Google Scholar]
- Yang, C.Q.; Lu, Y. In-situ polymerization of maleic acid and itaconic acid and crosslinking of cotton fabric. Text. Res. J. 1999, 69, 782–789. [Google Scholar] [CrossRef]
- Yang, C.Q. FT-IR Spectroscopy Study of the Ester Crosslinking Mechanism of Cotton Cellulose, Textile Res. J. 1991, 61, 433–440. [Google Scholar]
- Yang, C.Q.; Wang, X.; Kang, I.S. Ester crosslinking of cotton fabric by polymeric carboxylic acids and citric acid. Text. Res. J. 1997, 67, 334–342. [Google Scholar] [CrossRef]
- Xu, G.G.; Yang, C.Q. X. Comparison of the kraft paper crosslinked by polymeric carboxylic acids of large and small molecular sizes: Dry and wet performance. J. Appl. Polym. Sci. 1999, 74, 907–912. [Google Scholar] [CrossRef]
- Tedeschi, A.M.; Di Caprio, F.; Piozzi, A.; Pagnanelli, F.; Francolini, I. Sustainable bioactive packaging based on thermoplastic starch and microalgae. Int. J. Mol. Sci. 2021, 23, 178. [Google Scholar] [CrossRef]
- Fornué, E.D.; Allan, G.G.; Quiñones, H.J.C.; González, G.T.; Saucedo, J.T. Fundamental aspects of adhesion between cellulosic surfaces in contact–a review. O Papel 2011, 72, 85–90. [Google Scholar]
- Wang, Y.; Xie, W. Synthesis of cationic starch with a high degree of substitution in an ionic liquid. Carbohyd. Polym. 2010, 80, 1172–1177. [Google Scholar] [CrossRef]
- Kuo, W.Y.; Lai, H.M. Changes of property and morphology of cationic corn starches. Carbohyd. Polym. 2007, 69, 544–553. [Google Scholar] [CrossRef]
- Nachtergaele, W. The benefits of cationic starches for the paper industry. Starch-Stärke 1989, 41, 27–31. [Google Scholar] [CrossRef]
- Shirazi, M.; Van Den Ven, T.G.M.; Garnier, G. Adsorption of modified starches on pulp fibers. Langmuir 2003, 19, 10835–10842. [Google Scholar] [CrossRef]
- Lundström-Hämälä, L.; Lindgren, J.; Svensson-Rundlöf, E.; Sennerfors, T.; Wågberg, L. The adsorption of polyelectrolyte multilayers (PEM) of starch on mechanical pulps for improved mechanical paper properties. Nord Pulp Pap. Res. J. 2009, 24, 459–468. [Google Scholar] [CrossRef]
- van de Ven, T.G. M. Kinetic aspects of polymer and polyelectrolyte adsorption on surfaces. Adv. Colloid Interface Sci. 1994, 48, 121–140. [Google Scholar] [CrossRef]
- Eriksson, M.; Pettersson, G.; Wågberg, L. Application of polymeric multilayers of starch onto wood fibres to enhance strength properties of paper. Nord Pulp Pap. Res. J. 2005, 20, 270–276. [Google Scholar] [CrossRef]
- Zhao, M.; Robertsén, L.; Wågberg, L.; Pettersson, T. Adsorption of paper strength additives to hardwood fibres with different surface charges and their effect on paper strength. Cellulose 2022, 29, 2617–2632. [Google Scholar] [CrossRef]
- Qin, C.; Li, J.; Wang, W.; Li, W. Improving Mechanical Strength and Water Barrier Properties of Pulp Molded Product by Wet-End Added Polyamide Epichlorohydrin/Cationic Starch. ACS Omega. 2022, 7, 22173–22180. [Google Scholar] [CrossRef]
- Zhang, S.D.; Zhang, Y.R.; Wang, X.L.; Wang, Y.Z. High carbonyl content oxidized starch prepared by hydrogen peroxide and its thermoplastic application. Starch-Stärke 2009, 61, 646–655. [Google Scholar] [CrossRef]
- Wang, H.; Poya, Y.; Chen, X.; Jia, T.; Wang, X.; Shi, J. Hydrogen peroxide as an oxidant in starch oxidation using molybdovanadophosphate for producing a high carboxylic content. RSC advances 2015, 5, 45725–45730. [Google Scholar] [CrossRef]
- Silvestro, I.; Sergi, R.; D’Abusco, A.S.; Mariano, A.; Martinelli, A.; Piozzi, A.; Francolini, I. Chitosan scaffolds with enhanced mechanical strength and elastic response by combination of freeze gelation, photo-crosslinking and freeze-drying. Carbohyd. Polym. 2021, 267, 118156. [Google Scholar] [CrossRef]
- Silvestro, I.; Francolini, I.; Di Lisio, V.; Martinelli, A.; Pietrelli, L.; Scotto d’Abusco, A.; Scoppio, A.; Piozzi, A. Preparation and characterization of TPP-chitosan crosslinked scaffolds for tissue engineering. Materials 2020, 13, 3577. [Google Scholar] [CrossRef] [PubMed]
- Crucitti, V.C.; Migneco, L.M.; Piozzi, A.; Taresco, V.; Garnett, M.; Argent, R.H.; Francolini, I. Intermolecular interaction and solid state characterization of abietic acid/chitosan solid dispersions possessing antimicrobial and antioxidant properties. Eur. J. Pharm. Biopharm. 2018, 125, 114–123. [Google Scholar] [CrossRef] [PubMed]
- Amato, A.; Migneco, L.M.; Martinelli, A.; Pietrelli, L.; Piozzi, A.; Francolini, I. Antimicrobial activity of catechol functionalized-chitosan versus Staphylococcus epidermidis. Carbohyd. Polym. 2018, 179, 273–281. [Google Scholar] [CrossRef] [PubMed]
- Silvestro, I.; Ciarlantini, C.; Francolini, I.; Tomai, P.; Gentili, A.; Dal Bosco, C.; Piozzi, A. Chitosan–graphene oxide composite membranes for solid-phase extraction of pesticides. Int. J. Mol. Sci. 2021, 22, 8374. [Google Scholar] [CrossRef] [PubMed]
- Apriceno, A.; Silvestro, I.; Girelli, A.; Francolini, I.; Pietrelli, L.; Piozzi, A. Preparation and characterization of chitosan-coated manganese-ferrite nanoparticles conjugated with laccase for environmental bioremediation. Polymers 2021, 13, 1453. [Google Scholar] [CrossRef] [PubMed]
- Pietrelli, L.; Francolini, I.; Piozzi, A.; Sighicelli, M.; Silvestro, I.; Vocciante, M. Chromium (III) removal from wastewater by chitosan flakes. Applied Sciences 2020, 10, 1925. [Google Scholar] [CrossRef]
- Laleg, M.; Pikulik, I.I. Wet-web strength increase by chitosan. Nord Pulp Pap. Res. J. 1991, 6, 99–103. [Google Scholar] [CrossRef]
- Reis, A.B.; Yoshida, C.M.; Reis, A.P.C.; Franco, T.T. Application of chitosan emulsion as a coating on Kraft paper. Polym. Int. 2011, 60, 963–969. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, H.; Song, Z.; Qian, X. Preparation and Application of Maleic Anhydride-Acylated Chitosan for Wet Strength Improvement of Paper. BioResources 2013, 8. [Google Scholar] [CrossRef]
- Einchhorn, S.J.; Dufresne, A.; Aranguren, M.M.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Veigel, S. Review: current international research into cellulose nanofibres and composites. J. Mater. Sci. 2010, 45, 1–33. [Google Scholar] [CrossRef]
- Osong, S.H.; Norgren, S.; Engstrand, P. Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose 2016, 23, 93–123. [Google Scholar] [CrossRef]
- Sehaqui, H.; Berglund, L.A.; Zhou, Q. BIOREFINERY: Nanofibrillated cellulose for enhancement of strength in high-density paper structures. Nord Pulp Pap. Res. J. 2013, 28, 182–189. [Google Scholar] [CrossRef]
- Huang, P.; Zhao, Y.; Kuga, S.; Wu, M.; Huang, Y. A versatile method for producing functionalized cellulose nanofibers and their application. Nanoscale 2016, 8, 3753–3759. [Google Scholar] [CrossRef] [PubMed]
- Ahola, S.; Österberg, M.; Laine, J. Cellulose nanofibrils—adsorption with poly (amideamine) epichlorohydrin studied by QCM-D and application as a paper strength additive. Cellulose 2008, 15, 303–314. [Google Scholar] [CrossRef]
- Wang, A.; Wang, L.; Jiang, J.; Yao, X.; Zhao, W. Reinforcing paper strength by dual treatment of a cationic water-soluble polymer and cellulose nanofibril. Paper and Biomaterials 2019, 4, 31–36. [Google Scholar] [CrossRef]
- Charani, P.R.; Moradian, M.H. Utilization of cellulose nanofibers and cationic polymers to improve breaking length of paper. Cellul. Chem. Technol. 2019, 53, 767. [Google Scholar] [CrossRef]
- Gardlund, L.; Wagberg, L.; Gernandt, R. Polyelectrolyte complexes for surface modification of wood fibres II. Influence of complexes on wet and dry strength of paper. Coll. Surf. A 2003, 218, 137–149. [Google Scholar] [CrossRef]
- Tajik, M.; Torshizi, H.J.; Resalati, H.; Hamzeh, Y. Effects of cellulose nanofibrils and starch compared with polyacrylamide on fundamental properties of pulp and paper. Int. J. Biol. Macromol. 2021, 192, 618–626. [Google Scholar] [CrossRef]
- Tayeb, A.H.; Hubbe, M.A.; Tayeb, P.; Pal, L.; Rojas, O.J. Soy proteins as a sustainable solution to strengthen recycled paper and reduce deposition of hydrophobic contaminants in papermaking: A bench and pilot-plant study. ACS Sustain. Chem. Eng. 2017, 5, 7211–7219. [Google Scholar] [CrossRef]
- Jin, H.; Lucia, L.A.; Rojas, O.J.; Hubbe, M.A.; Pawlak, J.J. Survey of soy protein flour as a novel dry strength agent for papermaking furnishes. J. Agric. Food Chem. 2012, 60, 9828–9833. [Google Scholar] [CrossRef]
- Arboleda, J.C.; Niemi, N.; Kumpunen, J.; Lucia, L.A.; Rojas, O.J. Soy protein-based polyelectrolyte complexes as biobased wood fiber dry strength agents. ACS Sustain. Chem. Eng. 2014, 2, 2267–2274. [Google Scholar] [CrossRef]
- Xu, H.; Ma, S.; Lv, W.; Wang, Z. Soy protein adhesives improved by SiO2 nanoparticles for plywoods. Pigm. Resin Technol. 2011, 40, 191. [Google Scholar] [CrossRef]
- Fan, B.; Zhang, L.; Gao, Z.; Zhang, Y.; Shi, J.; Li, J. Formulation of a novel soybean protein-based wood adhesive with desired water resistance and technological applicability. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, W.; Lu, Y.; Gao, Z.; Gu, J. Water-resistant soybean adhesive for wood binder employing combinations of caustic degradation, nano-modification, and chemical crosslinking. BioRes. 2013, 8, 1283. [Google Scholar] [CrossRef]
- Lamaming, S.Z.; Lamaming, J.; Rawi, N.F.M.; Hashim, R.; Kassim, M.H.M.; Hussin, M.H.; Bustami, Y.; Sulaiman, O.; Amini, M.H.M.; Hiziroglu, S. Improvements and limitation of soy protein-based adhesive: A review. Polym. Eng. Sci. 2021, 61, 2393–2405. [Google Scholar] [CrossRef]
- Li, X.; Pelton, R. Enhancing wet cellulose adhesion with proteins. Ind. Eng. Chem. Res. 2005, 44, 7398–7404. [Google Scholar] [CrossRef]
- Tian, P.; Shi, M.; Hou, J.; Fu, P. Cellulose-Graphene Bifunctional Paper Conservation Materials: For Reinforcement and UV Aging Protection. Coatings 2023, 13, 443. [Google Scholar] [CrossRef]
- Milotskyi, R.; Serizawa, R.; Yanagisawa, K.; Sharma, G.; Ito, E.R.D.; Fujie, T.; Wada, N.; Takahashi, K. Composite of Cellulose-Nanofiber-Reinforced Cellulose Acetate Butyrate: Improvement of Mechanical Strength by Cross-Linking of Hydroxyl Groups. J. Compos. Sci. 2023, 7, 130. [Google Scholar] [CrossRef]
- Jordan, J.H.; Cheng, H.N.; Easson, M.W.; Yao, W.; Condon, B.D.; Gibb, B.C. Effect of nanocellulose on the properties of cottonseed protein isolate as a paper strength agent. Materials 2021, 14, 4128. [Google Scholar] [CrossRef]
- Obokata, T.; Isogai, A. The mechanism of wet-strength development of cellulose sheets prepared with polyamideamine-epichlorohydrin (PAE) resin. Colloids Surf. 2007, 302, 525–531. [Google Scholar] [CrossRef]
- Marrani, A.G.; Motta, A.; Amato, F.; Schrebler, R.; Zanoni, R.; Dalchiele, E.A. Effect of electrolytic medium on the electrochemical reduction of graphene oxide on Si (111) as probed by XPS. Nanomaterials 2021, 12, 43. [Google Scholar] [CrossRef] [PubMed]
- Krishna, D.N.G.; Philip, J. Review on surface-characterization applications of X-ray photoelectron spectroscopy (XPS): Recent developments and challenges. Appl. Surf. Sci. 2022, 12, 100332. [Google Scholar] [CrossRef]
- Chen, S.; Tanaka, H. Surface analysis of paper containing polymer additives by X-ray photoelectron spectroscopy I: Application to paper containing dry strength additives. J. Wood Sci. 1998, 44, 303–309. [Google Scholar] [CrossRef]
- Pahimanolis, N.; Salminen, A.; Penttilä, P.A.; Korhonen, J.T.; Johansson, L.S.; Ruokolainen, J.; Serimaa, R.; Seppälä, J. Nanofibrillated cellulose/carboxymethyl cellulose composite with improved wet strength. Cellulose 2013, 20, 1459–1468. [Google Scholar] [CrossRef]
- Lai, X.; Song, Y.; Liu, M. Preparation and application of cationic blocked waterborne polyurethane as paper strength agent. J. Polym. Res. 2013, 20, 1–6. [Google Scholar] [CrossRef]
- Hua, L.; Flodin, P.; Rönnhult, T. Cellulose fiber-polyester composites with reduced water sensitivity (2)—surface analysis. Polym. Compos. 1987, 8, 203–207. [Google Scholar] [CrossRef]
- Häggkvist, M.; Solberg, D.; Wågberg, L.; Ödberg, L. The influence of two wet strength agents on pore size and swelling of pulp fibres and on tensile strength properties. Nord. Pulp Pap. Res. J. 1998, 13, 292–298. [Google Scholar] [CrossRef]
- Su, J.; Mosse, W.K.; Sharman, S.; Batchelor, W.; Garnier, G. Paper strength development and recyclability with polyamideamine-epichlorohydrin (pae). BioRes. 2012, 7. [Google Scholar] [CrossRef]
- https://www.iso.org/obp/ui/#iso:std:iso:3781:ed-3:v1:en.
- https://file.yzimgs.com/175706/2011090910281462.pdf.
- Ichiura, H.; Hirose, Y.; Masumoto, M.; Ohtani, Y. Ionic liquid treatment for increasing the wet strength of cellulose paper. Cellulose 2017, 24, 3469–3477. [Google Scholar] [CrossRef]
- Yang, D.; DiFlavio, J.L.; Gustafsson, E.; Pelton, R. Wet-peel: a tool for comparing wet-strength resins. Nord. Pulp Pap. Res. J. 2018, 33, 632–646. [Google Scholar] [CrossRef]
- Huang, Z.; Wang, Y.; Long, J.; Hu, J. Mechanical and dynamic mechanical analysis of PBO paper-based composites. Text. Res. J. 2022, 92, 1454–1465. [Google Scholar] [CrossRef]
- Mihara, I.; Sakaemura, T.; Yamauchi, T. Mechanism of paper strength development by the addition of dry strength resin and its distribution within and around a fiber wall. Nord. Pulp Pap. Res. J. 2008, 23, 382–388. [Google Scholar] [CrossRef]
- Mihara, I.; Yamauchi, T. Dynamic mechanical properties of paper containing a polyacrylamide dry-strength resin additive and its distribution within a fiber wall: Effect of the application method. J. Appl. Polym. Sci. 2008, 110, 3836–3842. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Rayung, M.; Norrrahim, M.N. F.; Shazleen, S.S.; Rani, M.S. A.; Shafi A., R.; Aisyah H., A.; Radzi M. H., M.; Sabaruddin F., A.; Ilyas R., A.; Zainudin E., S.; Abdan, K. Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: A review on influence of chemical treatments. Polymers 2021, 13, 2710. [Google Scholar] [CrossRef]
- Li, J.; Liu, Y.; Sun, B.; Zhang, R. Improving the wet strength of hemicelluloses based composite films by citric acid crosslinking. J. Wood Chem. Technol. 2021, 41, 1–9. [Google Scholar] [CrossRef]
- Jiang, B.; Chen, C.; Liang, Z.; He, S.; Kuang, Y.; Song, J.; Mi, R.; Chen, G.; Jiao, M.; Hu, L. Lignin as a wood-inspired binder enabled strong, water stable, and biodegradable paper for plastic replacement. Adv. Funct. Mater. 2020, 30, 1906307. [Google Scholar] [CrossRef]
- Perron, N.R.; Brumaghim, J.L. A Review of the antioxidant mechanisms of polyphenol compounds related to iron binding. Cell. Biochem. Biophys. 2009, 53, 75–100. [Google Scholar] [CrossRef]
- Di Consiglio, M.; Sturabotti, E.; Brugnoli, B.; Piozzi, A.; Migneco, L.M.; Francolini, I. Synthesis of sustainable eugenol/hydroxyethylmethacrylate-based polymers with antioxidant and antimicrobial properties. Polym. Chem. 2023, 14, 432–442. [Google Scholar] [CrossRef]
- Daglia, M. Polyphenols as antimicrobial agents. Curr. Opin. Biotechnol. 2012, 23, 174–181. [Google Scholar] [CrossRef]
- Du, G.; Belić, D.; Del Giudice, A.; Alfredsson, V.; Carnerup, A.M.; Zhu, K.; Nyström, B.; Wang, Y.; Galantini, L.; Schillén, K. Condensed supramolecular helices: The twisted sisters of DNA. Angewandte Chemie 2022, 134, e202113279. [Google Scholar] [CrossRef]
- Cautela, J.; Stenqvist, B.; Schillén, K.; Belić, D. , Månsson, L.K.; Hagemans, F.; Seuss, M.; Fery, A.; Crassous, J.J.; Galantini, L. Supracolloidal Atomium. ACS nano 2020, 14, 15748–15756. [Google Scholar] [CrossRef] [PubMed]
- Morais, F.P.; Carta, A.M.M.; Amaral, M.E.; Curto, J.M. Cellulose fiber enzymatic modification to improve the softness, strength, and absorption properties of tissue papers. BioRes. 2021, 16, 846. [Google Scholar] [CrossRef]
- Martinelli, A.; Giannini, L.; Branduardi, P. Enzymatic modification of cellulose to unlock its exploitation in advanced materials. ChemBioChem. 2021, 22, 974–981. [Google Scholar] [CrossRef] [PubMed]
- Witayakran, S.; Ragauskas, A.J. Modification of high-lignin softwood kraft pulp with laccase and amino acids. Enzyme Microb. Technol. 2009, 44, 176–181. [Google Scholar] [CrossRef]
- Ballinas-Casarrubias, L.; Villanueva-Solís, L.; Espinoza-Hicks, C.; Camacho-Dávila, A.; Piñón Castillo, H.A.; Pérez, S.B.; Duarte Villa, E.; De Dios Hernández, M.; González-Sánchez, G. Effect of laccase-mediated biopolymer grafting on Kraft pulp fibers for enhancing paper’s mechanical properties. Polymers 2017, 9, 570. [Google Scholar] [CrossRef]
Figure 1.
Scheme of polymerization of polyamideamine (PA) and its functionalization with epichlorohydrin to give polyamideamine-epichlorohydrin (PAE). The cationic azetidinium group is essential for additive adsorption on the cellulose fibers and for the crosslinking of PAE.
Figure 1.
Scheme of polymerization of polyamideamine (PA) and its functionalization with epichlorohydrin to give polyamideamine-epichlorohydrin (PAE). The cationic azetidinium group is essential for additive adsorption on the cellulose fibers and for the crosslinking of PAE.
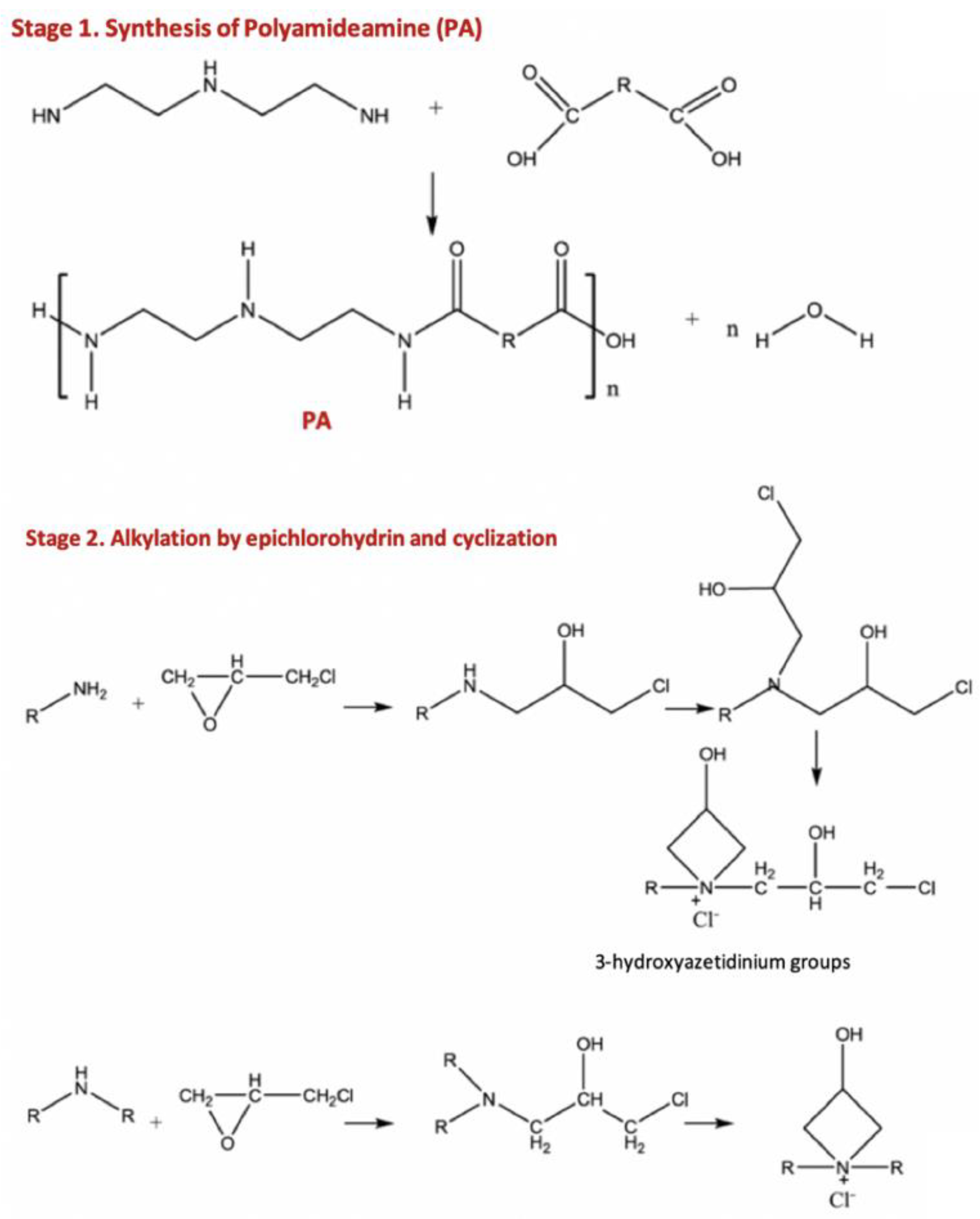
Figure 2.
Reactive sites of PAE for co-crosslinking with oxidized cellulose (covalent bond between PAE azetidinium groups and cellulose carboxylic groups) and for homo-crosslinking (covalent bond between PAE free primary/secondary amines and azetidinium groups). Adapted from [14].
Figure 2.
Reactive sites of PAE for co-crosslinking with oxidized cellulose (covalent bond between PAE azetidinium groups and cellulose carboxylic groups) and for homo-crosslinking (covalent bond between PAE free primary/secondary amines and azetidinium groups). Adapted from [14].
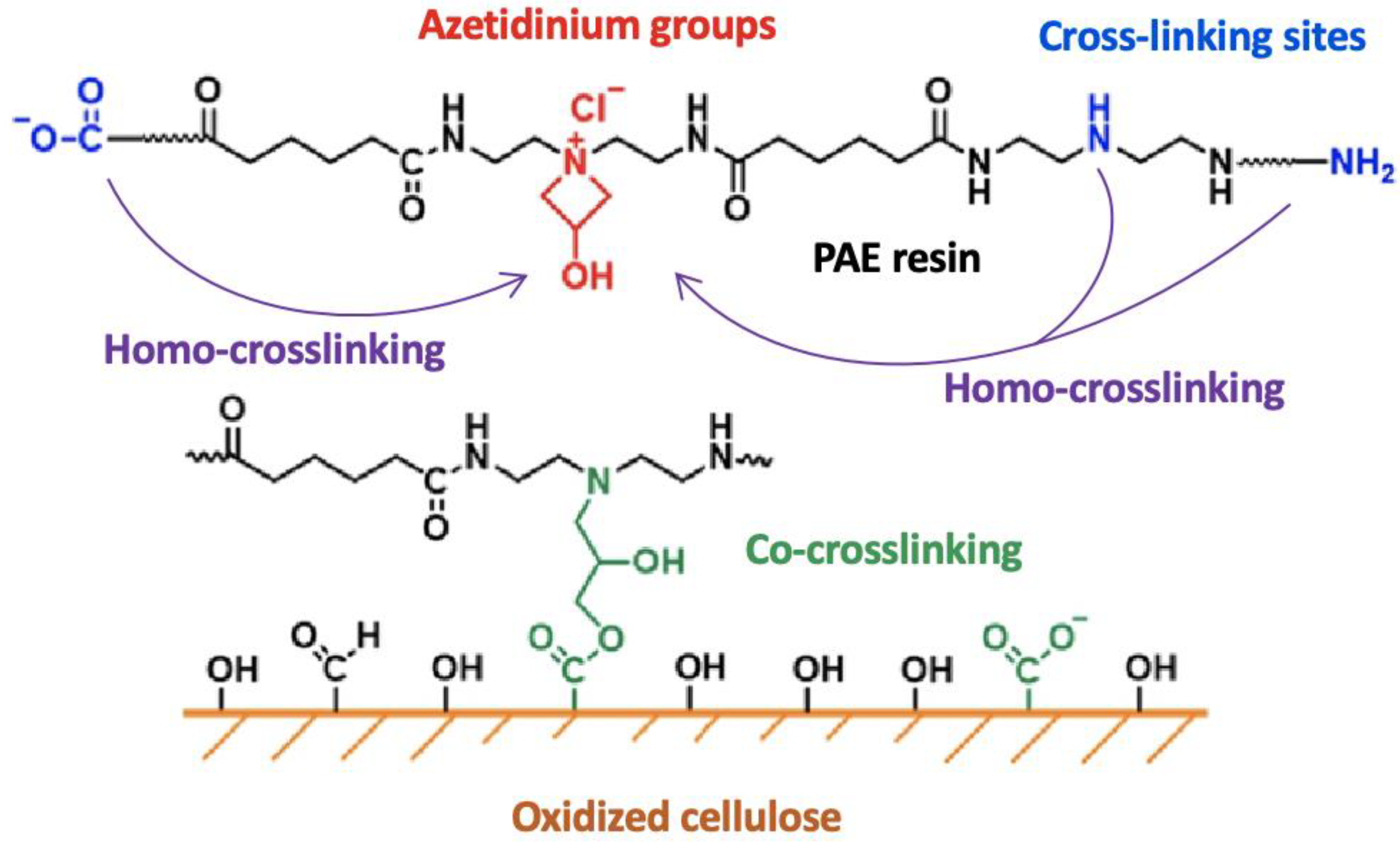
Figure 3.
Schematic representation of polycondensation of formaldehyde and melamine and subsequent resin homo- and co-crosslinking with cellulose.
Figure 3.
Schematic representation of polycondensation of formaldehyde and melamine and subsequent resin homo- and co-crosslinking with cellulose.
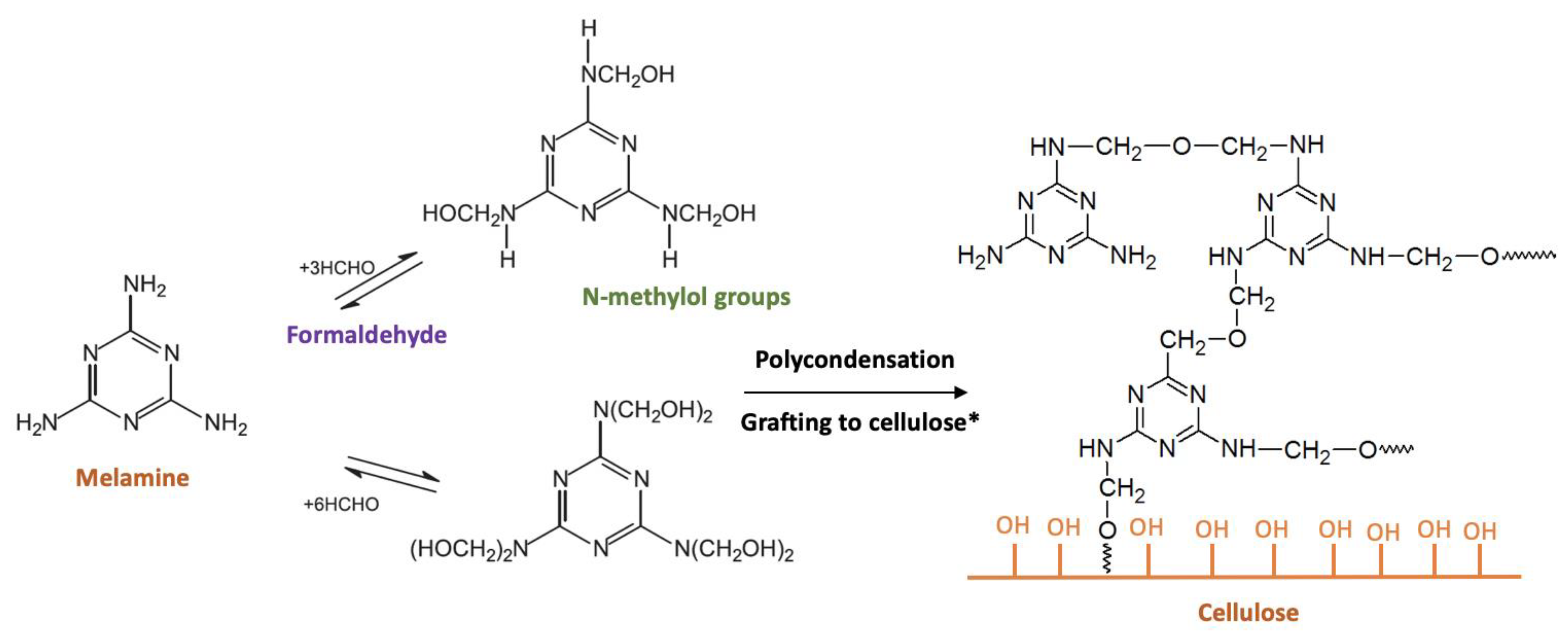
Figure 4.
GPAM resin formation per reaction between a PAM cationic copolymer and glyoxal (A); GPAM H-bond and covalent interactions with cellulose.
Figure 4.
GPAM resin formation per reaction between a PAM cationic copolymer and glyoxal (A); GPAM H-bond and covalent interactions with cellulose.
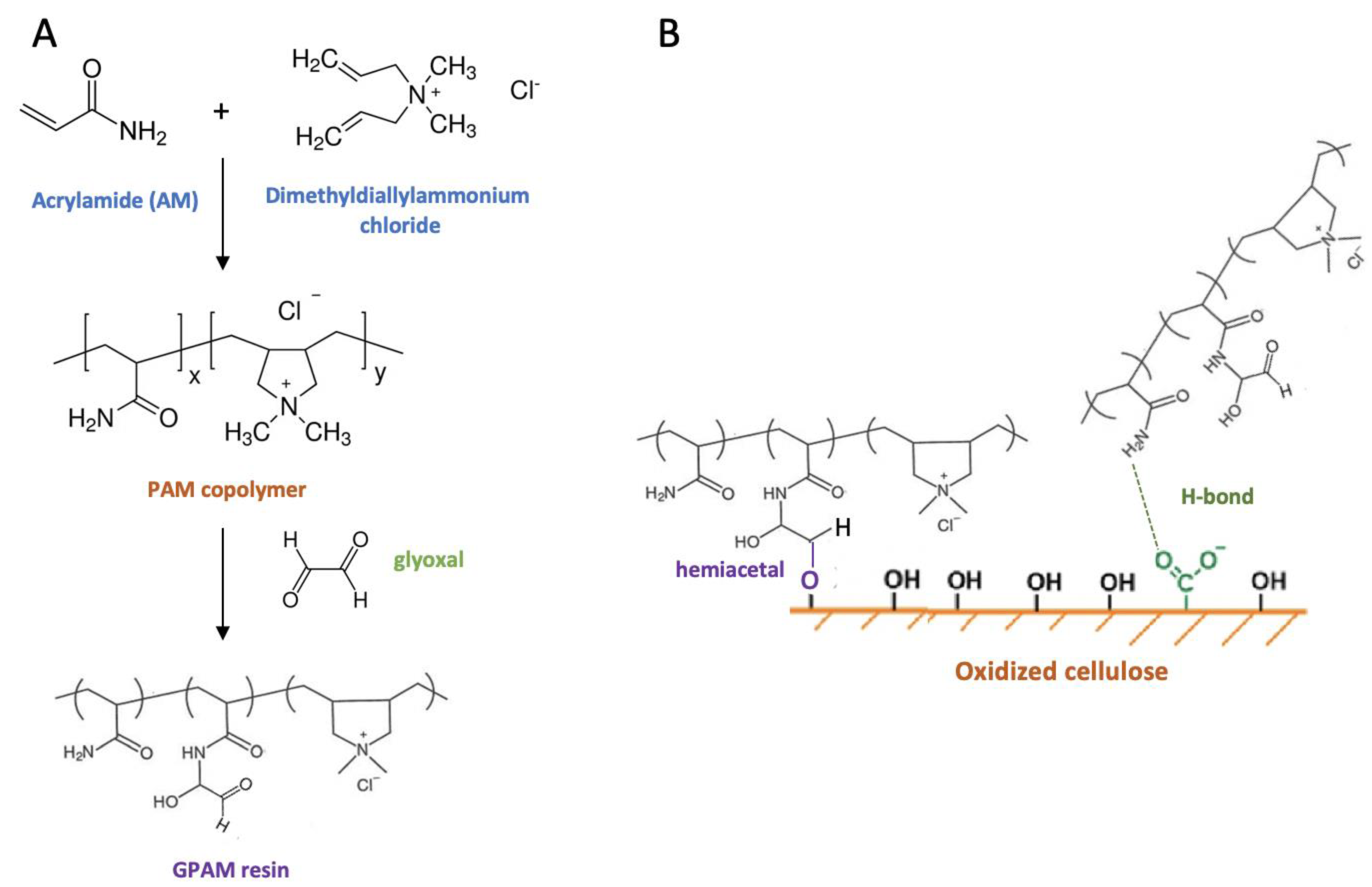
Figure 5.
Linear and branched PEI (A); PEI-cellulose cross-linking by glutaraldehyde (B) or epichlorohydrin (C).
Figure 5.
Linear and branched PEI (A); PEI-cellulose cross-linking by glutaraldehyde (B) or epichlorohydrin (C).
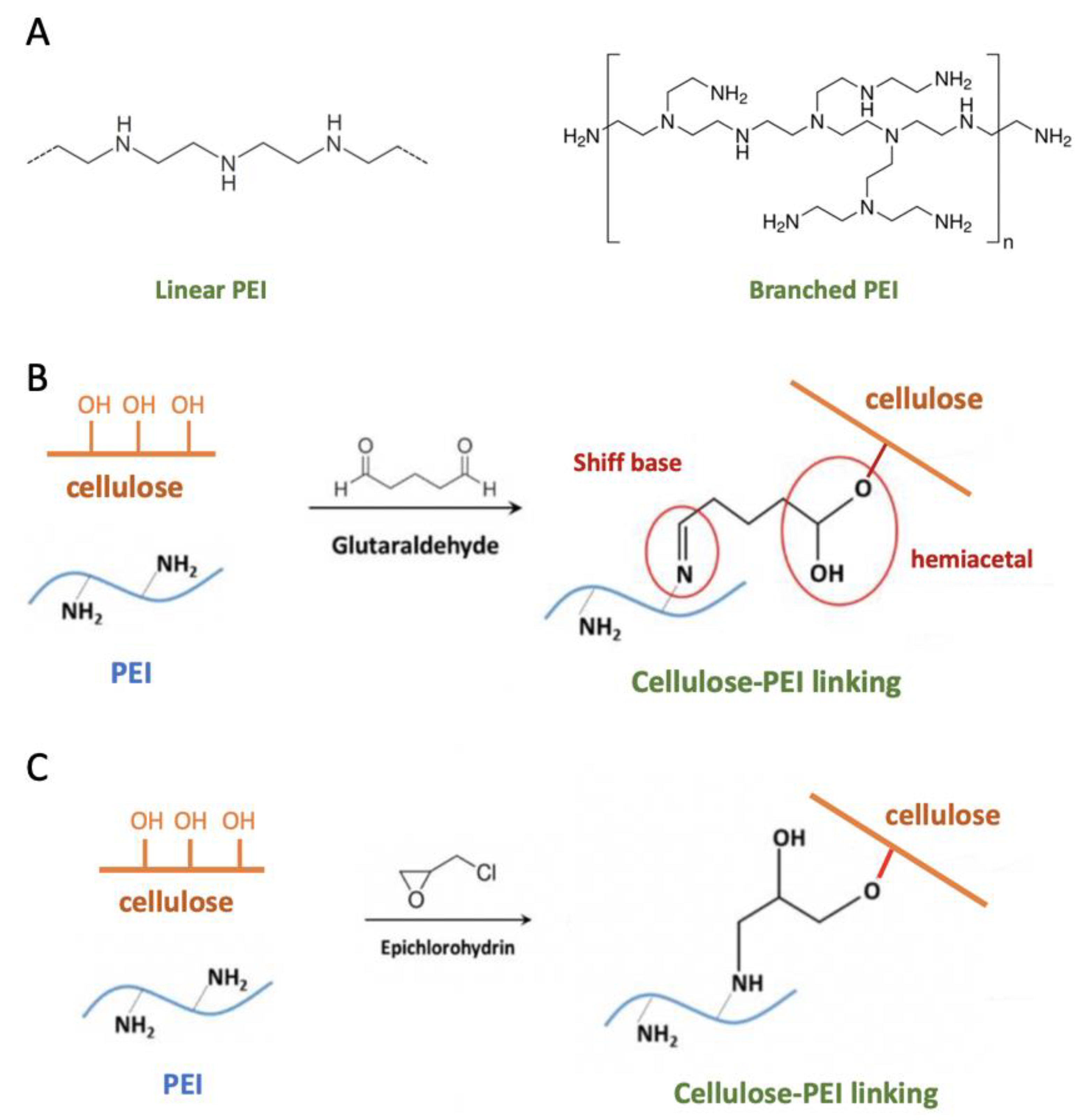
Figure 6.
Structure of poly(N-vinylformamide)- polyvinylamine PNVF -PVAm copolymer obtained by basic hydrolysis of PNVF.
Figure 6.
Structure of poly(N-vinylformamide)- polyvinylamine PNVF -PVAm copolymer obtained by basic hydrolysis of PNVF.
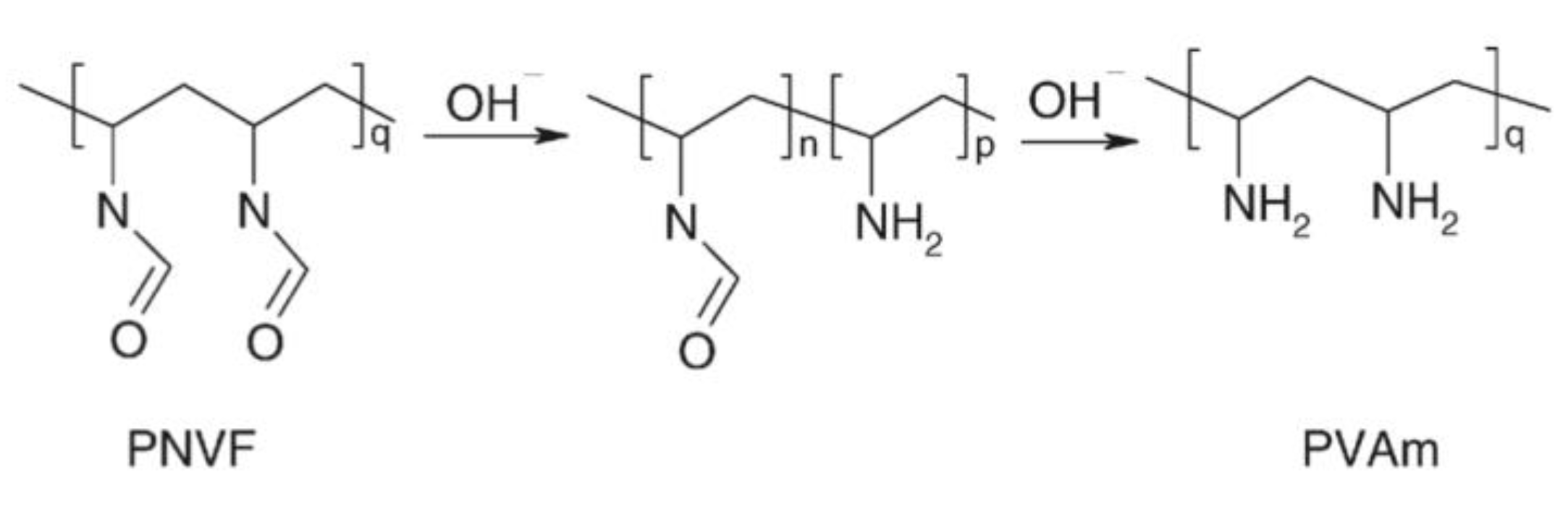
Figure 7.
Main polycarboxylic acids investigated as crosslinkers or wet strength agents for cellulose fibers and mechanism of action.
Figure 7.
Main polycarboxylic acids investigated as crosslinkers or wet strength agents for cellulose fibers and mechanism of action.
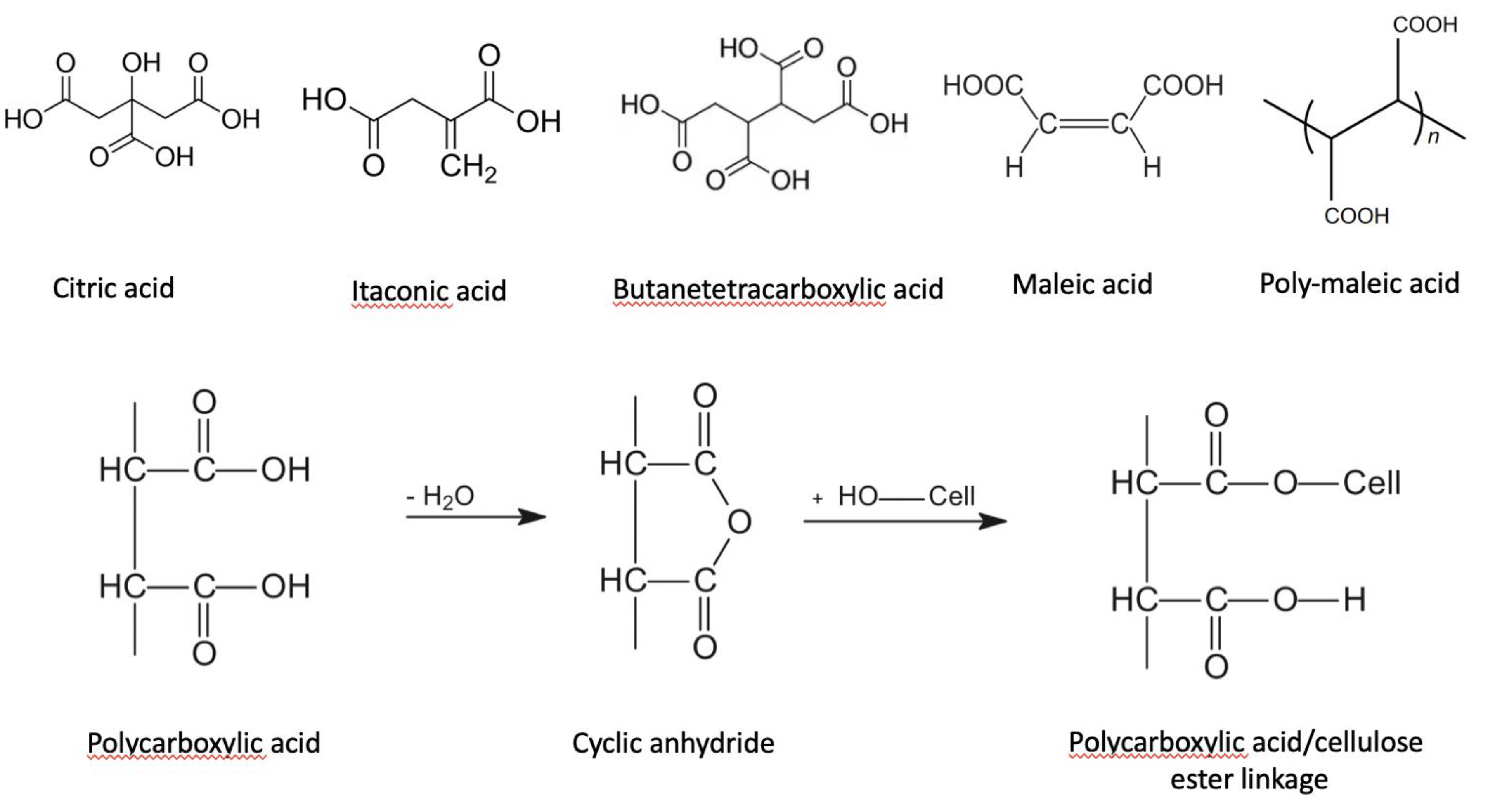
Figure 8.
Strengthening of cellulose fibers by formation of polyelectrolyte complexes (PECs) onto the fiber surface by adsorption of cationic (A) and anionic (B) polymers.
Figure 8.
Strengthening of cellulose fibers by formation of polyelectrolyte complexes (PECs) onto the fiber surface by adsorption of cationic (A) and anionic (B) polymers.
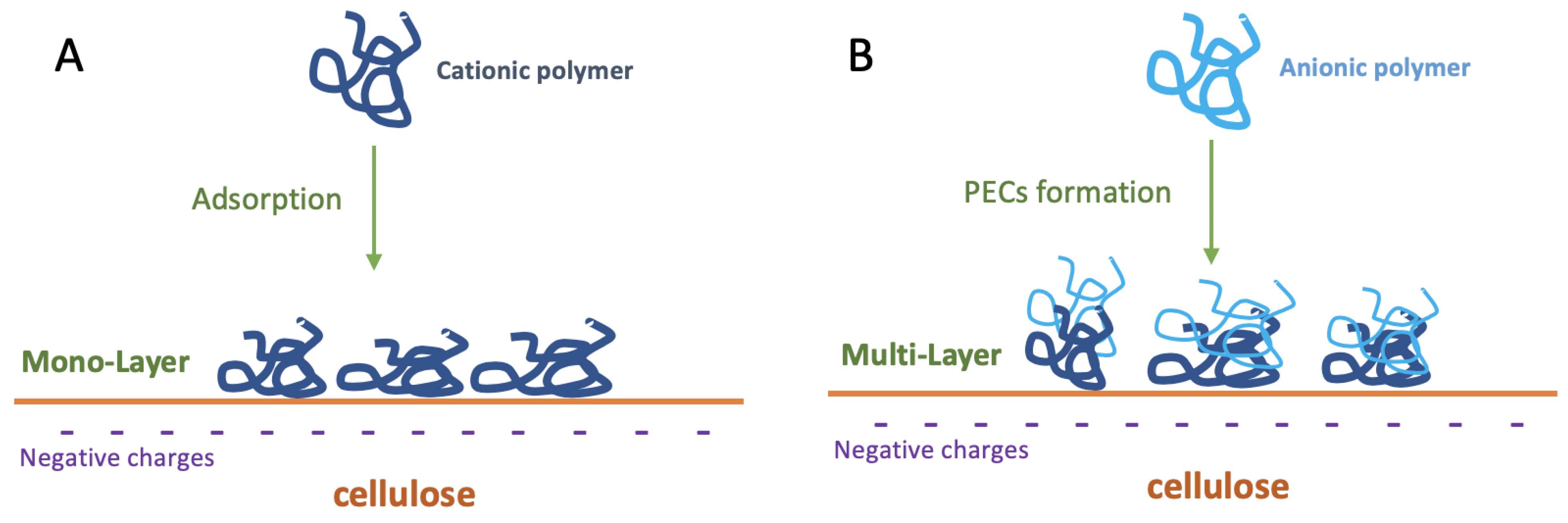
Figure 9.
Examples of techniques used to investigate the effect of wet-strength agents on paper physico-chemical properties. (a, b) SEM micrographs of paper fibers (a) and paper fiber reinforcement by CMC-aGO (b) (red circles represent Interfibrillar voids) (Reproduced from [76]); (c) Tensile strength–strain behavior of cellulose acetate butyrate (CAB)/acetone-treated cellulose nanofibers (A-CNF) with different amounts of the bio-derived crosslinker polyisocyanurate D376N. (A) A-CNF; (B) CAB500-5; (C) CAB/D376N (0 wt%); (D) A-CNF/ D376N (3.9 wt%); (E) CAB/A-CNF/D376N (7.7 wt%); (F) CAB/A-CNF/D376N (14.3 wt%); (G) CAB/A-CNF/D376N (24.5 wt%). (Reproduced from [77]); (d) FTIR spectra of cottonseed protein (CSP) isolate and paper samples treated with CSP or CSF and nanocellulose (CNC), expansion of the cellulosic region of the amide bonds (1750 cm−1 to 1400 cm−1) (Reproduced from [78]).
Figure 9.
Examples of techniques used to investigate the effect of wet-strength agents on paper physico-chemical properties. (a, b) SEM micrographs of paper fibers (a) and paper fiber reinforcement by CMC-aGO (b) (red circles represent Interfibrillar voids) (Reproduced from [76]); (c) Tensile strength–strain behavior of cellulose acetate butyrate (CAB)/acetone-treated cellulose nanofibers (A-CNF) with different amounts of the bio-derived crosslinker polyisocyanurate D376N. (A) A-CNF; (B) CAB500-5; (C) CAB/D376N (0 wt%); (D) A-CNF/ D376N (3.9 wt%); (E) CAB/A-CNF/D376N (7.7 wt%); (F) CAB/A-CNF/D376N (14.3 wt%); (G) CAB/A-CNF/D376N (24.5 wt%). (Reproduced from [77]); (d) FTIR spectra of cottonseed protein (CSP) isolate and paper samples treated with CSP or CSF and nanocellulose (CNC), expansion of the cellulosic region of the amide bonds (1750 cm−1 to 1400 cm−1) (Reproduced from [78]).
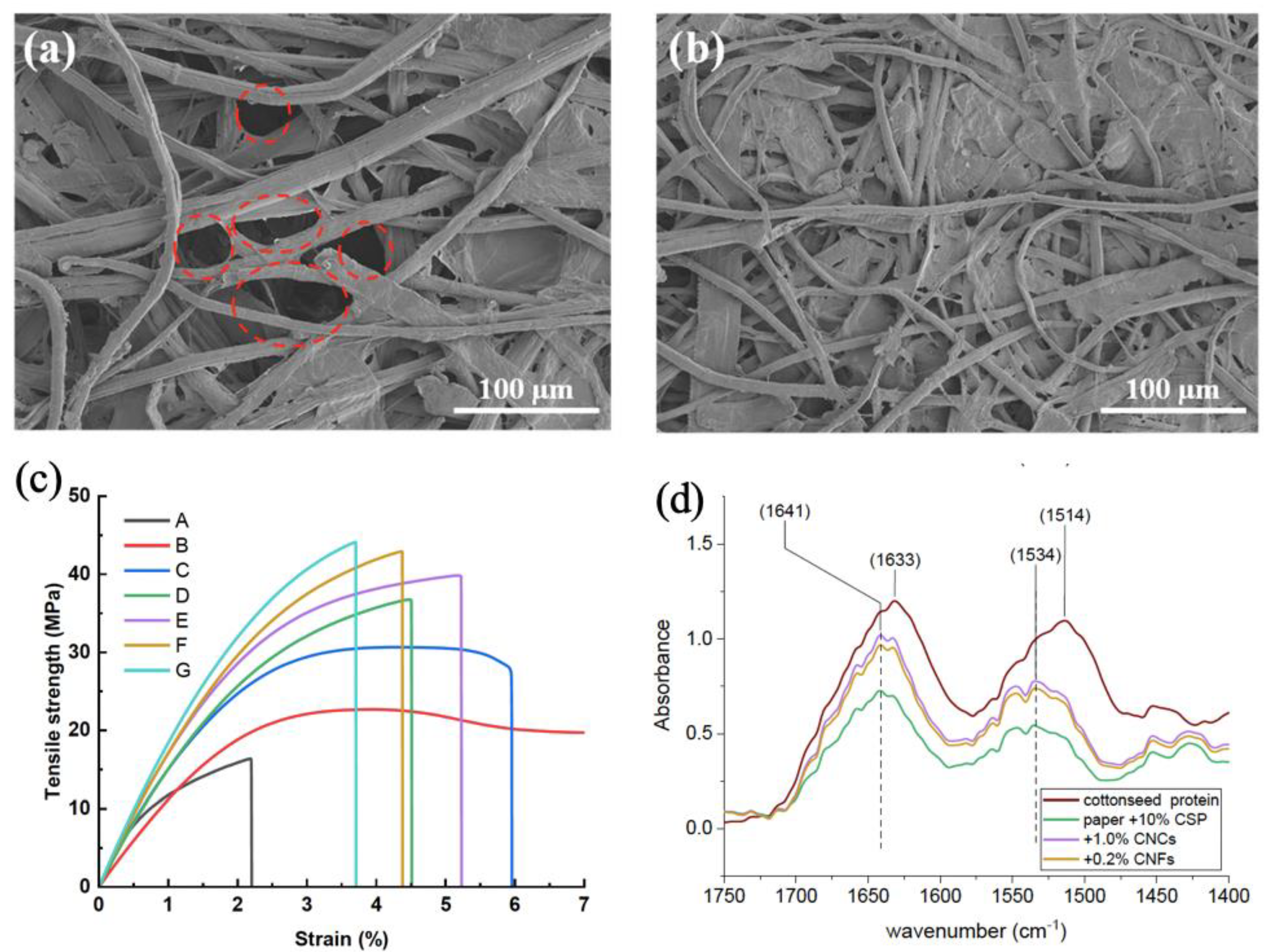

Table 1.
Chemical structures of main synthetic and natural wet strength.
 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



