
Submitted:
19 May 2023
Posted:
22 May 2023
You are already at the latest version
Abstract
A chairside polishing kit is an alternative to a laboratory polishing technique. This study aimed to evaluate the effects of different polishing techniques on the surface roughness of three-dimensional (3D)-printed acrylic denture bases (ADB). One hundred twenty disc-shaped specimens were fabricated from one conventional heat-polymerized (HP) ADB resin and two 3D-printed (Asiga (AS) and NextDent (ND)) ADB resins (n=40 per ADB resin). Each group was furtherly divided based on the polishing protocol (n=10) as follows: convectional polishing protocol (C), Microdont chairside polishing kit (M), Shofu chairside polishing kit (S), and unpolished group (U). The surface roughness (surface roughness average (Ra) and average maximum profile height (Rz)) of the printed specimens were measured using an optical profilometer, and the scanning electron microscope (SEM) was used to capture the surface at ×1000. Two-way ANOVA and post hoc tests were used for data analysis (α = 0.05) at significant levels. In unpolished groups, there was a statically significant difference between HP vs 3D-printed ADBs (p < 0.0001). For Ra values, the lowest values were presented in HP-C, AS-S, and ND-C. While the highest values were shown in all unpolished groups. Within the material, there were statistically significant differences between the three polishing protocols (C, M, and S) vs unpolished (p < 0.0001), while there was no significant between C, M, and S groups (p = 0.05). The Rz values had the same pattern as the Ra values. The two chairside polishing kits were comparable to conventional polishing technique, and it could be recommended for the clinical application.
Keywords:
Additive manufacturing
; Chairside kit
; SEM
; Surface roughness
; Rapid prototype
1. Introduction
Poly-methyl methacrylate (PMMA), a type of acrylic resin, has been widely applied in prosthodontics and orthodontics fields for the fabrication of various types of dental prostheses [1,2,3,4]. The use of PMMA acrylic denture base (ADB) is enormous due to biocompatibility, ease of fabrication, pleasant esthetics, lighter weight, and relatively low cost [5,6,7,8]. Despite these advantages, PMMA has limitations such as porosity, poor surface properties, discoloration over time, and possible hypersensitivity reaction [9,10]. Some of these deficiencies can be managed by proper polishing of the ADB, however, if ignored, they can cause serious denture-related conditions such as denture stomatitis and trauma to the underlying tissues [11,12,13]. Other, like porosity and allergic reaction, can be overcome by Computer-aided design–Computer-aided manufacture (CAD-CAM) technology for denture base fabrication [14].
A dental prosthesis can be prepared using CAD-CAM via two methods: subtractive manufacturing, where a milling device cuts PMMA blocks, and additive manufacturing, where acrylic resin is 3D printed [15,16]. In the literature, studies have reported comparable surface roughness values of milled PMMA ADB to heat-polymerized (HP) ADB [17,18]. However, several studies have shown that 3D printed ADB displays similar or higher surface roughness values compared to HP ADB [19,20,21,22,23,24]. This can be attributed to the material composition and printing parameters [19].
In daily clinical scenarios, the ADB of the removable appliance is susceptible to corrective grinding and trimming, which will result in creating a rougher surface [3,25]. For that, it is recommended to polish the adjusted part with pumice slurry followed by the use of aluminum oxide (Al2O3) polishing paste in a laboratory setting [3,25,26]. Efforts were conducted to develop several chairside polishing kits for the immediate use after the clinical adjustments of ADB and occlusal or orthodontic appliances. It was reported that laboratory polishing produced the smoothest surface, and the clinical application of chairside polishing techniques can be a convenient and useful alternative procedure [27].
The impact of various chairside polishing kits on the surface characterization of heat-processed, auto-polymerized, injection-molded, microwave-cured, and CAD-CAM-milled ADBs was evaluated previously [3,27,28,29]. However, there is a lack of studies investigated the effect of chairside polishing protocols on the surface roughness average (Ra) and average maximum profile height (Rz) of 3D printed resins. Therefore, the objective of this in vitro study was to analyze the effect of using different chairside polishing protocols on the surface roughness of 3D-printed ABDs. The null hypothesis was the use of different polishing protocols will produce similar surface roughness values.
2. Materials and Methods
One hundred and twenty disc-shaped specimens (forty samples from each type of ADB material) with 10 × 2.5 mm dimensions were allocated to twelve subgroups (four subgroups per acrylic resin). The sample size was determined as 10 specimens per group (n = 10) by using the power analysis in which the averages and standard deviations (SD) were acquired from previously published related studies and the power was set as 90% with a 0.05 level of significance [3,30]. The study flowchart, including groupings and polishing protocols, is presented in Figure 1.
2.1. Materials Selection and Specimens Preparation
Two experimental ADB resins that were 3D-printed and one control HP ADB resin were chosen for this study. For all groups, disc-shaped specimens were planned using CAD software (123D design, Autodesk, version 2.2.14, San Rafael, CA). Afterward, the virtual designs were saved as standard tessellation language (STL) files and transferred into 3D printing systems (ASIGA and NextDent printers). The material composition, printing parameters, and fabrication methods are presented in detail in Table 1.
Before printing, the resin container was homogenized using LC-3D, and then the exported STL file was transferred to ASIGA MAXTM and NextDent 5100 printers and the specimens were printed according to manufacturer’s recommendations (Table 1) [16,19]. After printing, an Isopropyl alcohol (99.9%) was used to clean and remove uncured materials from the printed specimens followed by post-curing process. Following, the printing support structures, and access materials were removed from the specimens by using tungsten carbide bur (AcryPoint No. 0620 bur, Shofu Dental Corp, San Marcos, CA) and low-speed rotary instruments.
Regarding HP group specimens’ preparation, a castable 3D-printed resin (NextDent Cast) was used to replace the wax pattern made from baseplate wax that commonly used in heat-cured polymerization to standardize specimens’ dimensions. Briefly, the same virtual design was transferred to NextDent 5100 printer to fabricate the specimen patterns using castable resin, and the printed disc-shape patterns were invested in dental plaster and dental stone using the conventional flasking procedure (Figure 2A). After 2 hours, the printed patterns were removed from the flask and acrylic resin base material (Major Base) was inserted into the negative molds and then processed following the manufacturer’s instructions (Figure 2B).
Prior to the polishing procedures, the specimens underwent finishing via a series of sandpapers (1,000 and 2,500 grit), followed by the use of tungsten carbide bur on low-speed rotary instruments. Then, all specimens were examined, rinsed, and kept in 37◦C distilled water as described previously [19].
2.2. Polishing Protocols
Three polishing groups per each ADB material were tested in this study, one conventional polishing group (control), two groups using chairside polishing techniques (Microdont and Shofu), and the fourth group left with only finishing (unpolished) to stimulate the clinical adjustment procedure (Figure 1). A summary of the polishing protocols and materials and is catalogued in Table 2.
For the conventional polishing groups, the specimens were polished with the pumice slurry (Steribim Super, BEGO GmbH & Co KG; Bremen, Germany) on a brush (Abraso-Soft Acryl, bredent GmbH & Co. KG, Senden, Germany) attached to a grading motors machine (Wassermann WP-Ex 3000, Dental-Maschinen GmbH. Rudorffweg, Hamburg, Germany) followed by using polishing paste (Universal Polishing Paste, Ivoclar Vivadent AG; Schaan; Liechtenstein) with a lathe bristle brush. For the second set of groups, a Microdont chairside acrylic polishing kit (Microdont, São Paulo, Brazil) was used. The kit consists of three polishing burs (coarse, standard, and fine polisher). For all third groups, an AcryPoint chairside acrylic polishing kit was selected, in which three different girts (coarse, medium, and fine) were used. The last groups left as-as unpolished to stimulate the clinical adjustment.
To standardize the direction and orientation of polishing, the polishing burs were attached to a fixed laboratory motor (Cutty Rapida, Manfredi, Turin, Italy), and the denture base resin material sample was secured into a dental stone mold (Figure 3). In addition, all the polishing procedures were conducted by one operator to control the applied weight.
2.3. Surface Roughness and Scanning Electron Microscope (SEM) evaluations
A non-contact optical profilometer (Contour Gt-K1 optical profiler; Bruker Nano, Inc., Tucson, AZ) was utilized to assess the surface roughness values (Ra and Rz) of all specimens. The evaluation involved mounting each specimen on an automated x-y stage and scanning three random scanning points using the previously prescribed method [31]. Afterwards, the capture images underwent analysis to derive the Ra and Rz values per specimen, and the results were expressed in µm [22].
Prior to SEM evaluation, a single random specimen was selected from each group and was coated with gold using an ion sputter coater (G20, GSEM, Suwon, Korea). The SEM analysis was conducted using a CUBE-II tabletop machine (EmCrafts Co., Gwangju-si, Korea) at an accelerating voltage of 10 kV with a secondary electron detector. The micrographs of the HP, AS, ND, and ADB groups were captured and analyzed under different magnifications (x100, ×250, ×500, and ×1000) to assess the surface characteristics of the ADB materials. A representative micrograph from all groups was demonstrated at a magnification of ×1000.
2.4. Statistical Analysis
Statistical analyzes were performed. All data are presented as the means ± SD (n = 10). Data normality and distribution were checked using the Shapiro-Wilk test. Two-way analysis of variance (ANOVA) and post hoc Tukey tests were used to analyze the data using Sigma Plot 12.0 software (Systat Software Inc. (SSI), San Jose, CA). The statistical significance was set at 5%.
3. Results
Figure 4 and Figure 5 show the color parameter representing the average Ra and Rz values, ranging from red (at the top) to blue (at the bottom), with intermediate colors in between. The red areas represent the peaks, while the blue areas reveal the depth of the valleys. Therefore, the arranged color bar displays the overall smoothness of a surface [32].
Figure 6 displays the mean and SD of the Ra values for all examined groups. Results from statistical analysis indicate that both the polishing protocol and ADB materials have a significant impact on Ra values (as shown in Table 3). For HP ADB groups, the conventional polishing technique produced the lowest Ra value, followed by the Shofu and Microdont chairside polishing kits. In contrast, the unpolishing group produced the highest Ra value. A two-way ANOVA confirmed that there was a statistically significant difference between the HP-U and three other polishing groups (HP-C, HP-M, and HP-S) (p < 0.0001). Similarly, the AS ADB groups showed that the lowest Ra value was achieved using the Shofu chairside polishing kit, followed by the conventional polishing technique and Microdont chairside polishing kit, respectively. Again, like the HP groups, the AS-U group had the highest Ra value. Furthermore, the two-way ANOVA demonstrated a statistically significant difference between the HP-U and three other polishing groups (HP-C, HP-M, HP-S) (p < 0.0001). For ND ABD groups, the Ra values of the three polishing protocols were comparable to the HP groups (ND-C < ND-S < ND-M < ND-U). The two-way ANOVA also showed a statistically significant difference between the ND-U group and all other ND groups (p < 0.0001). Finally, comparing the different ADB materials revealed that the HP-U group had a statistically significantly lower Ra value compared to both the AS-U and ND-U groups (p < 0.0001).
Figure 7 and Table 4 summarize the mean, SD, and the two-way ANOVA statistical analysis of Rz values. Among the HP groups, the lowest Rz value was observed in the HP-C group, followed by HP-M and HP-S group, while HP-U group showed the greatest Rz value. A two-way ANOVA demonstrated statistically significant differences between HP-U and HP-C group (p < 0.0001), and slight significant differences between HP-U and HP-M and HP-S groups (p < 0.01). Among AS groups, the lowest Rz values were observed in the AS-S group, followed by AS-C and AS-M groups, while the highest value was observed in the AS-U group. Furthermore, the two-way ANOVA showed statistically significant differences between AS-U and all other AS groups (AS-C, AS-M, and AS-S) (p < 0.0001). Regarding Rz values of the ND groups, the lowest value was observed in the ND-C group, followed by the ND-M and ND-S groups. Similar to HP and AS, the highest value was observed in the ND-U group with a statistically significant difference (p < 0.0001). Finally, when comparing the 3D-printed ADB materials (AS and ND groups) to HP groups, the two-way ANOVA demonstrated significant differences between HP-U Vs AS-U (p < 0.001) and HP-U Vs ND-U (p < 0.0001).
Figure 8 show the representative SEM images of one randomly selected specimen of each group at ×1000 magnification. Unpolished specimens showed obvious irregular and rougher surfaces with faint striations in HP while multiple grooves and depressions are found with ND and AS. The striations in the HP specimens can be attributed to the use of a tungsten carbide bur during the clinical adjustment stimulation. The specimens of 3D-printed resin revealed replicated oblique ridges, which are characteristic of the layer-wise printing method. Furthermore, the surface topography of the polished specimens has been altered, showing different surface features with smooth backgrounds. However, some faint striations with different orientations were observed, which represent the direction of the abrasive particle during polishing protocols.
4. Discussion
The longevity of a removable prosthesis depends on the surface roughness of the ADB. A rougher surface can cause plaque accumulation, discoloration, material degradation, and increase patient dissatisfaction [10,22,30,33,34]. Therefore, this research was conducted to investigate the effects of different polishing protocols on the surface characterization of 3D-printed ADB. Based on the results, the null hypothesis was accepted. The presented results showed that the conventional polishing technique and chairside polishing kits produced comparable surface roughness (Ra and Rz) values regardless of the ADB material. In addition, the unpolished 3D-printed ADB (AS-U and ND-U) showed statistically significant higher Ra and Rz values compared to unpolished heat-polymerized ADB (HP-U).
Shim et al. compared the surface roughness of unpolished 3D-printed ADB using three different orientations (0°, 45°, and 90°) [33]. The Ra results of this work (AS-U 1.04 ± 0.17 µm and ND 1.04 ± 0.28 µm) were comparable to their results (1.09 ± 0.07 µm). Furthermore, all polished groups showed significantly lower values. In another study that evaluated the surface roughness of 3D-printed ADB with the same printing parameters [19], the Ra surface values after polishing with different grits of sandpapers were 0.98 ± 0.13 µm for AS and 0.83 ± 0.13 µm for ND. Comparing their results, the Ra values of all polishing protocols (C, M, S) in this study were significantly lower.
To the author best knowledge, only one investigation has been published in the literature that evaluated the effects of using JOTA® denture polishing kit (Jota AG, Rüthi, Switzerland) on the surface roughness of 3D-printed ADB [35]. However, only one chairside polishing get was used in that study [35]. Other studies have been conducted on heat-pressed, auto-polymerized, injection-cured, and CAD-CAM-milled ADBs [3,14,27,29,30]. Their results were in agreement with the present results, showing that the lowest Ra value is associated with conventional laboratory polishing, and that chairside polishing techniques produced comparable results to the conventional procedure.
The surface roughness of heat-cured ADB can be influenced by several factors, including the powder/liquid ratio, proper handling and mixing, and the dental stone texture. In this study, the wax patterns that were commonly used to produce the heat-polymerized (HP) specimens were replaced by 3D-printed castable resin (Figure 2A). While the surface microtexture of printable resin is different than baseplate wax, the results of this study showed that it did not affect the Ra values after polishing. This confirms that the higher roughness values of unpolished 3D-printed ADB (AS-U and ND-U) can be attributed to the nature of the resin and the mechanism of fabrication. Due to the printing nature (layer-by-layer object building), the layering affects the surface properties at the layer interface, forming edge stepwise effects. These edge stepwise effects are considered the main reason for the increase in surface roughness when compared to conventional ADB [22].
The results of Ra values of all polished groups demonstrated relatively lower SD. This can be attributed to two main factors, first: all the polishing procedures were conducted by the same operator, and second: a fixed laboratory motor was utilized during the polishing to control the direction and orientation of polishing burs. However, there was limited control of pressure that was applied on the specimen by the polishing bur. This can be managed by the fabrication of a locked mount that allows control of the pressure.
Ra and Rz are two commonly utilized parameters for determining the surface roughness of dental materials [36]. The Ra value represents the average distance and deviation from the mean line between peaks and valleys across the entire surface using an algorithmic measurement within a single sampling length [36,37]. Conversely, Rz is estimated by averaging the vertical space between the highest peak and the lowest valley over five different sampling lengths [36,37]. It is of great important to evaluate and report both values hence there is a strong correlation between surface roughness and microbial adhesion [10,38,39,40,41]. Moreover, rougher surface can be produced from two possible causes; 1) the increase in surface area of the irregularities, which can be evaluated by Ra value, and 2) the depth of these variabilities that can be evaluated by measuring the Rz value.
Only one study investigated the Rz value of a 3D-printed ADB, in which coating, plashing, and both surface treatment were evaluated [14]. Also, limited numbers of studies reported the Rz values of the conventional and CAD-CAM-milled ADB materials [42,43,44]. Sampaio-Fernandes et al evaluated the Rz values of conventionally polished injectable-cured PMMA and compared them to polypropylene and polyolefin [42]. Their results showed a significantly lower Rz value (0.34 ± 0.049) in compassion to the HP-C group (7.14 ± 0.96). This was in agreement with another study by Eghtedari et al [44].
One way to improve the properties of the resin is to cross-link the polymer chains, which prevents them from sliding against each other [45]. The HP polymer used in the present study contains ethylene glycol dimethacrylate (EGDMA) as a cross-linking agent, while the UV-light activated 3D-printed resin has substance components, such as bisphenol A-glycidyl dimethacrylate (Bis-GMA) or urethane dimethacrylate (UDMA) [46]. Thus, the uncured residual monomer (RM) requires additional post-curing treatment to form the full-structure cross-linking, resulting in improving the properties by achieving ultimate polymerization [47,48,49] Additionally, HP ADB is fabricated using compression molding, which has a high polymerization rate and minimal residual monomer. The present study utilized photo-polymerized resins, which are generally linked with a low degree of conversion and a high level of RM [22,50]. The amount of RM might affect the abrasion resistance of printed specimens, as reported in previous studies due to the inherent material composition and the process of printing layers [51].
Among the factors affecting the surface properties of 3D-printed resin is the printing technology [52]. In the present study, two technologies were implemented: stereolithography (SLA) as in ND fabrication and digital light processing (DLP) as in AS specimens. However, no significant difference in Ra and Rz values was found between the two materials after polishing. The author expected that the composition may affect the surface properties of 3D-printed resins, but based on this study, the polishing protocols have the same effect regardless of material type and printing technology. Therefore, further investigations with different printing parameters and different polishing protocols are required.
The topography (Ra and SEM representative images) of specimens confirmed the findings of unpolished and polished specimens, as there were dramatic changes from rough surfaces for all materials to slightly smooth after polishing. Even with insignificant changes in surface features of polished specimens according to polishing protocol, the surface roughness was reduced significantly.
One of the possible limitations of this study is the use of a single printing orientation, specifically 45°. Studies have shown that the surface roughness of 3D-printed resin can be affected by different printing orientations [19,33]. Another limitation is the absence of clinical environment stimulations. Dietary solutions, biofilm complexity, and changing the pH and temperature of the oral cavity can alter the surface properties of the 3D-printed resin. Additionally, the disc-shaped specimens used in this study do not resemble the actual form of ADB. This could affect the results of the study, as the surface properties of 3D-printed resin may be different depending on the geometry of the specimen.
Although the in vitro study [53,54] established a clinically acceptable value for Ra at 0.2 µm, only the conventional polishing technique with pumice of HP ADB specimens produced values that met this standard. Further investigation is required to assess the nature of biofilm accumulation on the 3D-printed ADB and those that were polished with chairside polishing kits. One possible future direction is to evaluate the effect of using these polishing protocols on several different printing parameters, including printing orientation and thickness, post-curing time and conditions, and different printable resins. Another future direction of this study is the evaluation of wettability, contact angle, and water adsorption of 3D-printed ADBs after being polished by a chairside polishing kit. It has been reported that the hydrophobicity of the ADB surface can lead to microbial adhesion [41]. In addition, future studies should take into the consideration the biological and mechanical impacts on the longevity and durability of ADB.
5. Conclusions
It can be concluded that the conventional polishing protocols produced the smoothest surfaces in heat-cured and 3D-printed ABD materials. Within the ADB materials, there were no significant differences between both chairside polishing kits compared to the conventional polishing technique. In addition, the unpolished groups of the two 3D-printed ADBs (Asiga and NextDent) have higher Ra and Rz values compared to heat-polymerized ADB. Moreover, the use of chairside polishing kits in the clinical seating can be an efficient and effective technique when access to the dental laboratory is limited.
Supplementary Materials
Not applicable.
Author Contributions
Not applicable.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Acknowledgments
The author would like to thank Mohammed Gad, Abdulrahman Balhaddad, Omar Omar, and Maria Ibrahim for their help and technical supports.
Conflicts of Interest
The author declares no conflict of interest.
Abbreviations
| Abbreviations | Description |
| 3D | Three-dimensional |
| ADA | American Dental Association |
| ADB | Acrylic Denture Base |
| ANOVA | Analysis of Variance |
| AS | ASIGA 3D-printed resin |
| Bis-GMA | Bisphenol A-Glycidyl Dimethacrylate |
| C | Conventional polishing protocol |
| CAD-CAM | Computer-Aided Design and Computer-Aided Manufacturing |
| DLP | Digital Light Processing |
| EGDMA | Ethylene Glycol Dimethacrylate |
| HP | Heat-polymerized |
| M | Microdont chairside polishing kit |
| ND | NextDent 3D-printed resin |
| PMMA | Poly-methyl Methacrylate |
| Ra | Surface roughness average |
| RM | Residual Monomer |
| Rz | Average maximum profile height |
| S | Shofu chairside polishing kit |
| SD | Standard Deviations |
| SEM | Scanning Electron Microscope |
| SLA | Stereolithography |
| STL | Standard Tessellation Language |
| U | Unpolished |
| UDMA | Urethane Dimethacrylate |
References
- Gad, M.M.; Ali, M.S.; Al-Thobity, A.M.; Al-Dulaijan, Y.A.; El Zayat, M.; Emam, A.-N.M.; Akhtar, S.; Khan, S.Q.; Al-Harbi, F.A.; Fouda, S.M. Polymethylmethacrylate Incorporating Nanodiamonds for Denture Repair: In Vitro Study on the Mechanical Properties. European Journal of Dentistry 2022, 16, 286–295. [CrossRef]
- Alshahrani, F.A.; Hamid, S.K.; Alghamdi, L.A.; Alqarawi, F.K.; Al-Dulaijan, Y.A.; AlRumaih, H.S.; Alalawi, H.; Al Ghamdi, M.A.; Alzoubi, F.; Gad, M.M. Impact of Polymerization Technique and ZrO2 Nanoparticle Addition on the Fracture Load of Interim Implant-Supported Fixed Cantilevered Prostheses in Comparison to CAD/CAM Material. Dentistry Journal 2022, 10, 102. [CrossRef]
- Kuhar, M.; Funduk, N. Effects of Polishing Techniques on the Surface Roughness of Acrylic Denture Base Resins. The Journal of prosthetic dentistry 2005, 93, 76–85. [CrossRef]
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [CrossRef]
- Tandon, R.; Gupta, S.; Agarwal, S.K. Denture Base Materials: From Past to Future. Indian J. Dent. Sci. 2010, 2, 33–39.
- Rickman, L.J.; Padipatvuthikul, P.; Satterthwaite, J.D. Contemporary Denture Base Resins: Part 1. Dental update 2012, 39, 25–30. [CrossRef]
- Sakaguchi, R.L.; Powers, J.M. Craig’s Restorative Dental Materials-e-Book; Elsevier Health Sciences, 2011;
- Anusavice, K.J.; Shen, C.; Rawls, H.R. Phillips’ Science of Dental Materials; Elsevier Health Sciences, 2012;
- Grande, F.; Tesini, F.; Pozzan, M.C.; Zamperoli, E.M.; Carossa, M.; Catapano, S. Comparison of the Accuracy between Denture Bases Produced by Subtractive and Additive Manufacturing Methods: A Pilot Study. Prosthesis 2022, 4, 151–159. [CrossRef]
- Al-Dulaijan, Y.A.; Balhaddad, A.A. Prospects on Tuning Bioactive and Antimicrobial Denture Base Resin Materials: A Narrative Review. Polymers 2023, 15, 54. [CrossRef]
- Pachava, K.R.; Nadendla, L.K.; Alluri, L.S.C.; Tahseen, H.; Sajja, N.P. Invitro Antifungal Evaluation of Denture Soft Liner Incorporated with Tea Tree Oil: A New Therapeutic Approach towards Denture Stomatitis. Journal of Clinical and Diagnostic Research: JCDR 2015, 9, ZC62.
- Bajunaid, S.O.; Baras, B.H.; Balhaddad, A.A.; Weir, M.D.; Xu, H.H. Antibiofilm and Protein-Repellent Polymethylmethacrylate Denture Base Acrylic Resin for Treatment of Denture Stomatitis. Materials 2021, 14, 1067. [CrossRef]
- Bugshan, A.S.; Al-Dulaijan, Y.A. A Multidisciplinary Pathway for the Diagnosis and Prosthodontic Management of a Patient with Medication-Related Osteonecrosis of the Jaw (MRONJ). Applied Sciences 2022, 12, 8202. [CrossRef]
- Kraemer Fernandez, P.; Unkovskiy, A.; Benkendorff, V.; Klink, A.; Spintzyk, S. Surface Characteristics of Milled and 3D Printed Denture Base Materials Following Polishing and Coating: An in-Vitro Study. Materials 2020, 13, 3305. [CrossRef]
- Berman, B. 3-D Printing: The New Industrial Revolution. Business horizons 2012, 55, 155–162. [CrossRef]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Akhtar, S.; Khan, S.Q.; Al-Ghamdi, M.; Gad, M.M. Effect of Printing Orientation and Postcuring Time on the Flexural Strength of 3D-Printed Resins. Journal of Prosthodontics 2022. [CrossRef]
- Al-Dwairi, Z.N.; Tahboub, K.Y.; Baba, N.Z.; Goodacre, C.J.; Özcan, M. A Comparison of the Surface Properties of CAD/CAM and Conventional Polymethylmethacrylate (PMMA). Journal of Prosthodontics 2019, 28, 452–457. [CrossRef]
- Alp, G.; Johnston, W.M.; Yilmaz, B. Optical Properties and Surface Roughness of Prepolymerized Poly (Methyl Methacrylate) Denture Base Materials. The Journal of prosthetic dentistry 2019, 121, 347–352. [CrossRef]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Alalawi, H.; Alshehri, S.; Khan, S.Q.; Alsaloum, M.; AlRumaih, H.S.; Alhumaidan, A.A.; et al. Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins. Materials 2022, 15, 6822. [CrossRef]
- Al-Dwairi, Z.N.; Al Haj Ebrahim, A.A.; Baba, N.Z. A Comparison of the Surface and Mechanical Properties of 3D Printable Denture-Base Resin Material and Conventional Polymethylmethacrylate (PMMA). Journal of Prosthodontics 2023, 32, 40–48. [CrossRef]
- Alfouzan, A.F.; Alotiabi, H.M.; Labban, N.; Al-Otaibi, H.N.; Al Taweel, S.M.; AlShehri, H.A. Effect of Aging and Mechanical Brushing on Surface Roughness of 3D Printed Denture Resins: A Profilometer and Scanning Electron Microscopy Analysis. Technology and Health Care 2022, 30, 161–173. [CrossRef]
- Gad, M.M.; Fouda, S.M.; Abualsaud, R.; Alshahrani, F.A.; Al-Thobity, A.M.; Khan, S.Q.; Akhtar, S.; Ateeq, I.S.; Helal, M.A.; Al-Harbi, F.A. Strength and Surface Properties of a 3D-Printed Denture Base Polymer. Journal of Prosthodontics 2022, 31, 412–418. [CrossRef]
- Di Fiore, A.; Meneghello, R.; Brun, P.; Rosso, S.; Gattazzo, A.; Stellini, E.; Yilmaz, B. Comparison of the Flexural and Surface Properties of Milled, 3D-Printed, and Heat Polymerized PMMA Resins for Denture Bases: An in Vitro Study. Journal of prosthodontic research 2022, 66, 502–508. [CrossRef]
- Srinivasan, M.; Kalberer, N.; Kamnoedboon, P.; Mekki, M.; Durual, S.; Özcan, M.; Müller, F. CAD-CAM Complete Denture Resins: An Evaluation of Biocompatibility, Mechanical Properties, and Surface Characteristics. Journal of dentistry 2021, 114, 103785. [CrossRef]
- Radford, D.R.; Watson, T.F.; Walter, J.D.; Challacombe, S.J. The Effects of Surface Machining on Heat Cured Acrylic Resin and Two Soft Denture Base Materials: A Scanning Electron Microscope and Confocal Microscope Evaluation. The Journal of prosthetic dentistry 1997, 78, 200–208. [CrossRef]
- Sofou, A.; Emmanouil, J.; Peutzfeldt, A.; Owall, B. The Effect of Different Polishing Techniques on the Surface Roughness of Acrylic Resin Materials. The European journal of prosthodontics and restorative dentistry 2001, 9, 117–122.
- Chatzivasileiou, K.; Emmanouil, I.; Kotsiomiti, E.; Pissiotis, A. Polishing of Denture Base Acrylic Resin with Chairside Polishing Kits: An SEM and Surface Roughness Study. International Journal of Prosthodontics 2013, 26. [CrossRef]
- Oyar, P.; Ulusoy, M.; Durkan, R. Effects of Repeated Use of Tungsten Carbide Burs on the Surface Roughness and Contact Angles of a CAD-CAM PMMA Denture Base Resin. The Journal of Prosthetic Dentistry 2022, 128, 1358–1362. [CrossRef]
- Gungor, H.; Gundogdu, M.; Duymus, Z.Y. Investigation of the Effect of Different Polishing Techniques on the Surface Roughness of Denture Base and Repair Materials. The Journal of prosthetic dentistry 2014, 112, 1271–1277. [CrossRef]
- Berger, J.C.; Driscoll, C.F.; Romberg, E.; Luo, Q.; Thompson, G. Surface Roughness of Denture Base Acrylic Resins After Processing and After Polishing. Journal of Prosthodontics 2006, 15, 180–186. [CrossRef]
- Alshaikh, A.A.; Khattar, A.; Almindil, I.A.; Alsaif, M.H.; Akhtar, S.; Khan, S.Q.; Gad, M.M. 3D-Printed Nanocomposite Denture-Base Resins: Effect of ZrO2 Nanoparticles on the Mechanical and Surface Properties in Vitro. Nanomaterials 2022, 12, 2451. [CrossRef]
- Fouda, S.M.; Gad, M.M.; Ellakany, P.; Al-Thobity, A.M.; Al-Harbi, F.A.; Virtanen, J.I.; Raustia, A. The Effect of Nanodiamonds on Candida Albicans Adhesion and Surface Characteristics of PMMA Denture Base Material - an in Vitro Study. J. Appl. Oral Sci. 2019, 27, e20180779. [CrossRef]
- Shim, J.S.; Kim, J.-E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing Accuracy, Mechanical Properties, Surface Characteristics, and Microbial Adhesion of 3D-Printed Resins with Various Printing Orientations. The Journal of Prosthetic Dentistry 2020, 124, 468–475. [CrossRef]
- Jamshidinia, M.; Kovacevic, R. The Influence of Heat Accumulation on the Surface Roughness in Powder-Bed Additive Manufacturing. Surface Topography: Metrology and Properties 2015, 3, 014003. [CrossRef]
- Quezada, M.M.; Salgado, H.; Correia, A.; Fernandes, C.; Fonseca, P. Investigation of the Effect of the Same Polishing Protocol on the Surface Roughness of Denture Base Acrylic Resins. Biomedicines 2022, 10. [CrossRef]
- Jafari, A.A.; Lotfi-Kamran, M.H.; Ghafoorzadeh, M.; Shaddel, S.M. Evaluation of Surface Characteristics of Denture Base Using Organic-Inorganic Hybrid Coating: An SEM Study. Journal of Dental Biomaterials 2017, 4, 403.
- Hommel, A. Surface Roughness Terminology and Parameters. CT, USA: New Britain 1988.
- Gendreau, L.; Loewy, Z.G. Epidemiology and Etiology of Denture Stomatitis. Journal of Prosthodontics: Implant, Esthetic and Reconstructive Dentistry 2011, 20, 251–260. [CrossRef]
- Pereira-Cenci, T.; Del Bel Cury, A.A.; Crielaard, W.; Ten Cate, J.M. Development of Candida-Associated Denture Stomatitis: New Insights. Journal of applied oral science 2008, 16, 86–94. [CrossRef]
- Von Fraunhofer, J.; Loewy, Z. Factors Involved in Microbial Colonization of Oral Prostheses. General dentistry 2009, 57, 136–143.
- Gad, M.M.; Abualsaud, R.; Khan, S.Q. Hydrophobicity of Denture Base Resins: A Systematic Review and Meta-Analysis. Journal of International Society of Preventive & Community Dentistry 2022, 12, 139. [CrossRef]
- Sampaio-Fernandes, M.; Júnior, C.F.; Oliveira, S.J.; Martins, R.C.; Sampaio-Fernandes, J.C.; Figueiral, M.H. In Vitro Comparative Study of the Surface Properties of Materials for Removable Prosthetic Bases. 2022. [CrossRef]
- Steinmassl, O.; Dumfahrt, H.; Grunert, I.; Steinmassl, P.-A. Influence of CAD/CAM Fabrication on Denture Surface Properties. Journal of oral rehabilitation 2018, 45, 406–413. [CrossRef]
- Eghtedari, M.; Ghanavati, S.; Rohani, A.; Parchami, M. Surface Roughness of Two Polyamide Material Types Used in the Manufacture of Denture Base Compared with a Type of Heat-Cured Acrylic Resin. Jentashapir Journal of Health Research 2017, 8, e12033. [CrossRef]
- Saen-Isara, T.; Dechkunakorn, S.; Anuwongnukroh, N.; Srikhirin, T.; Tanodekaew, S.; Wichai, W. Influence of the Cross-Linking Agent on Mechanical Properties of PMMA Powder with Compromised Particle Morphology. International Orthodontics 2017, 15, 151–164. [CrossRef]
- Vitale, A.; Cabral, J.T. Frontal Conversion and Uniformity in 3D Printing by Photopolymerisation. Materials 2016, 9, 760. [CrossRef]
- Revilla-León, M.; Meyers, M.J.; Zandinejad, A.; Özcan, M. A Review on Chemical Composition, Mechanical Properties, and Manufacturing Work Flow of Additively Manufactured Current Polymers for Interim Dental Restorations. Journal of Esthetic and Restorative Dentistry 2019, 31, 51–57. [CrossRef]
- Bayarsaikhan, E.; Lim, J.-H.; Shin, S.-H.; Park, K.-H.; Park, Y.-B.; Lee, J.-H.; Kim, J.-E. Effects of Postcuring Temperature on the Mechanical Properties and Biocompatibility of Three-Dimensional Printed Dental Resin Material. Polymers 2021, 13, 1180. [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L.V. 3D-Printed vs. Heat-Polymerizing and Autopolymerizing Denture Base Acrylic Resins. Materials 2021, 14, 5781. [CrossRef]
- Gad, M.M.; Fouda, S.M. Factors Affecting Flexural Strength of 3D-Printed Resins: A Systematic Review. Journal of Prosthodontics 2023. [CrossRef]
- Fouda, S.M.; Gad, M.M.; Abualsaud, R.; Ellakany, P.; AlRumaih, H.S.; Khan, S.Q.; Akhtar, S.; al-Qarni, F.D.; Al-Harbi, F.A. Flexural Properties and Hardness of CAD-CAM Denture Base Materials. Journal of Prosthodontics 2022. [CrossRef]
- Li, P.; Fernandez, P.K.; Spintzyk, S.; Schmidt, F.; Beuer, F.; Unkovskiy, A. Effect of Additive Manufacturing Method and Build Angle on Surface Characteristics and Candida Albicans Adhesion to 3D Printed Denture Base Polymers. Journal of Dentistry 2022, 116, 103889. [CrossRef]
- Quirynen, Mhc.; Van Der Mei, H.; Bollen, C.; Schotte, A.; Marechal, M.; Doornbusch, G.; Naert, I.; Busscher, H. v; Van Steenberghe, D. An in Vivo Study of the Influence of the Surface Roughness of Implants on the Microbiology of Supra-and Subgingival Plaque. Journal of dental research 1993, 72, 1304–1309. [CrossRef]
- Bollen, C.M.; Papaioanno, W.; Van Eldere, J.; Schepers, E.; Quirynen, M.; Van Steenberghe, D. The Influence of Abutment Surface Roughness on Plaque Accumulation and Peri-Implant Mucositis. Clinical oral implants research 1996, 7, 201–211. [CrossRef]
Figure 1.
Study flowchart, including specimen distribution over the three different ADB materials and four polishing protocols. n=sample size.
Figure 1.
Study flowchart, including specimen distribution over the three different ADB materials and four polishing protocols. n=sample size.
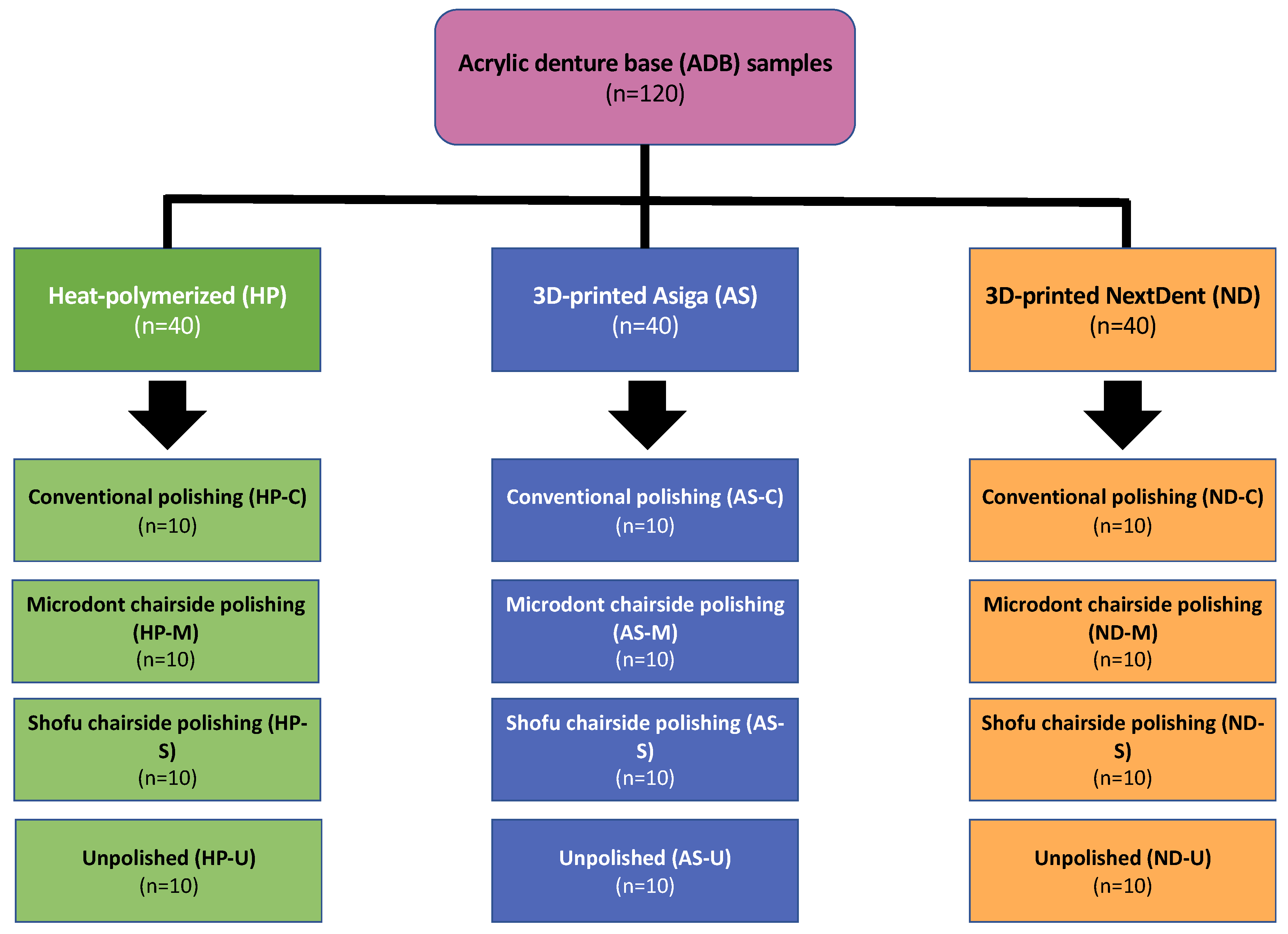
Figure 2.
(A-B) Photo of the heat-polymerization process. (A) 3D-printed castable resin placed in the dental plaster during flasking. (B) HP specimens after heat processing immediately after Deflasking.
Figure 2.
(A-B) Photo of the heat-polymerization process. (A) 3D-printed castable resin placed in the dental plaster during flasking. (B) HP specimens after heat processing immediately after Deflasking.
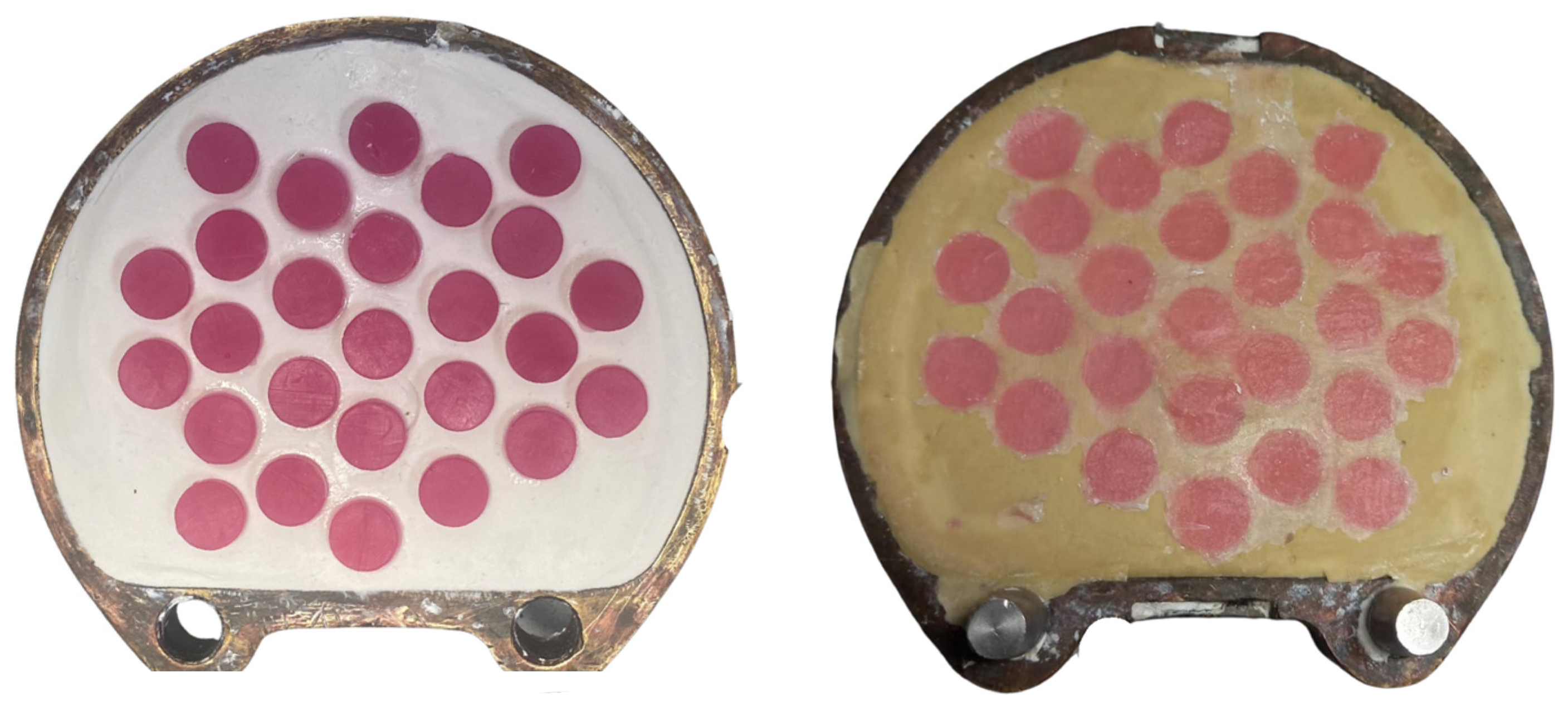
Figure 3.
(A–C) Visualization of the polishing process of the ADB specimens. (A) Dental stone mold with secured sample in place, (B) Laboratory motor machine, (C) Orientation of the polishing bur to the mounted sample.
Figure 3.
(A–C) Visualization of the polishing process of the ADB specimens. (A) Dental stone mold with secured sample in place, (B) Laboratory motor machine, (C) Orientation of the polishing bur to the mounted sample.
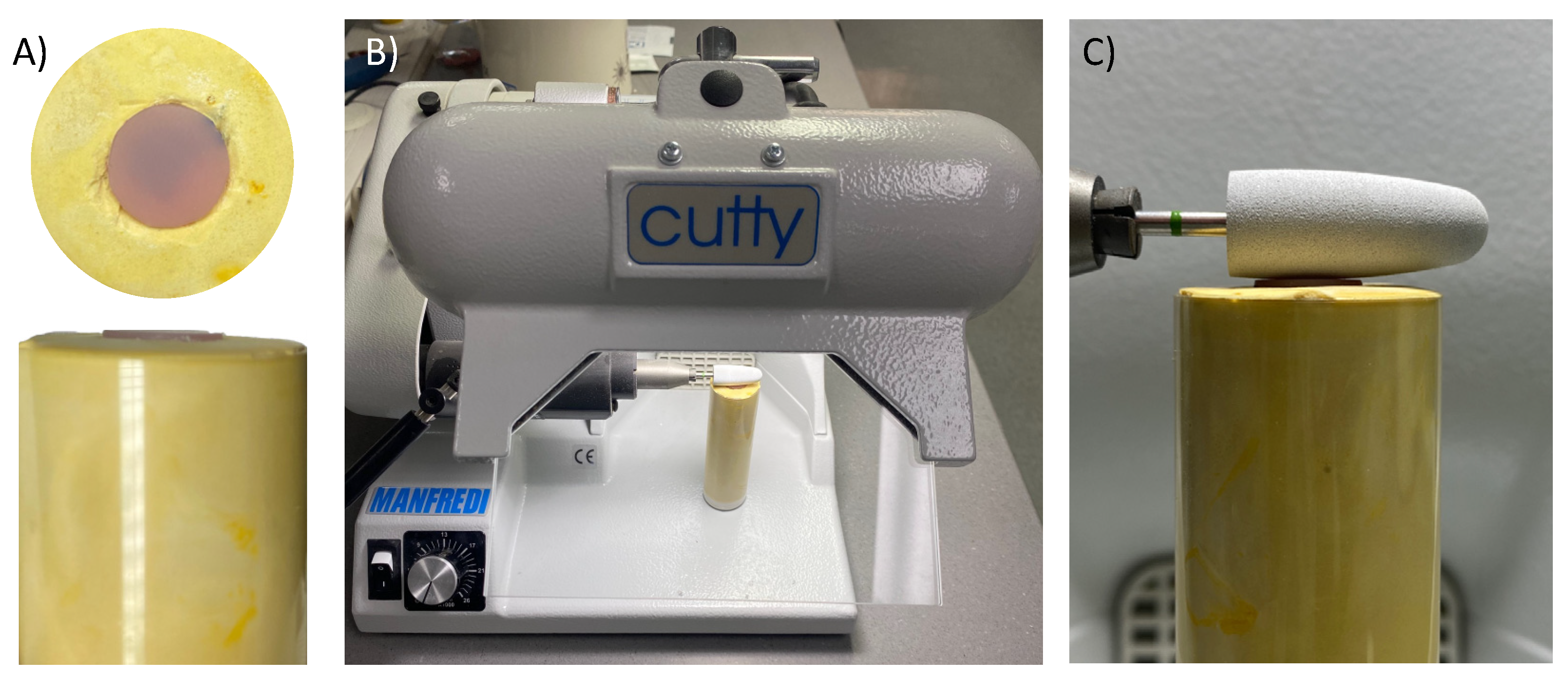
Figure 4.
Representative of the scanned specimens for average surface roughness (Ra) of tested groups. HP: heat-polymerized ADBs, AS: Asiga 3D-printed ADBs, and ND: NextDent 3D-printed ADBs.
Figure 4.
Representative of the scanned specimens for average surface roughness (Ra) of tested groups. HP: heat-polymerized ADBs, AS: Asiga 3D-printed ADBs, and ND: NextDent 3D-printed ADBs.
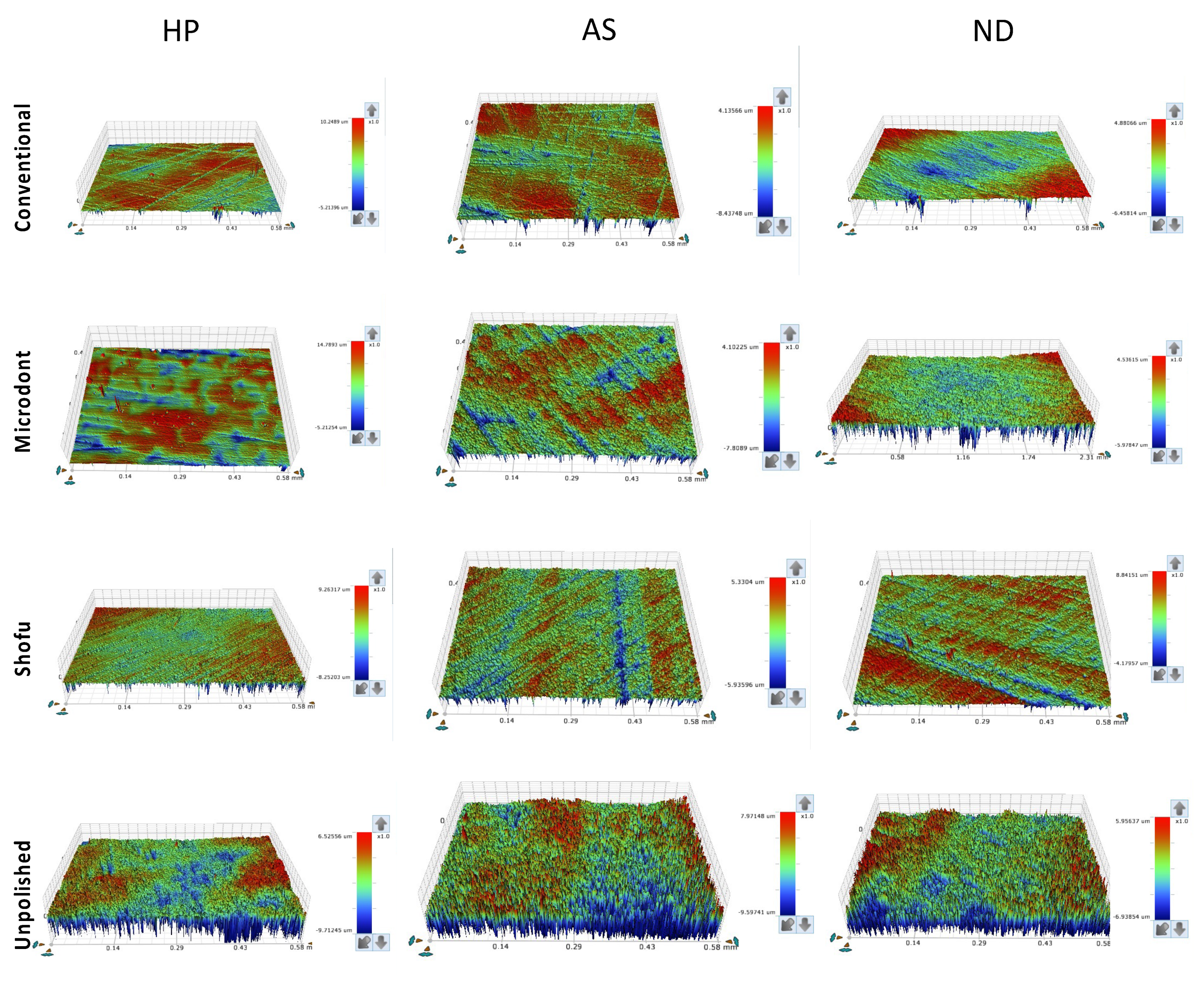
Figure 5.
Representative of the scanned samples for average maximum profile height (Rz) of tested groups. HP: heat-polymerized ADBs, AS: Asiga 3D-printed ADBs, and ND: NextDent 3D-printed ADBs.
Figure 5.
Representative of the scanned samples for average maximum profile height (Rz) of tested groups. HP: heat-polymerized ADBs, AS: Asiga 3D-printed ADBs, and ND: NextDent 3D-printed ADBs.
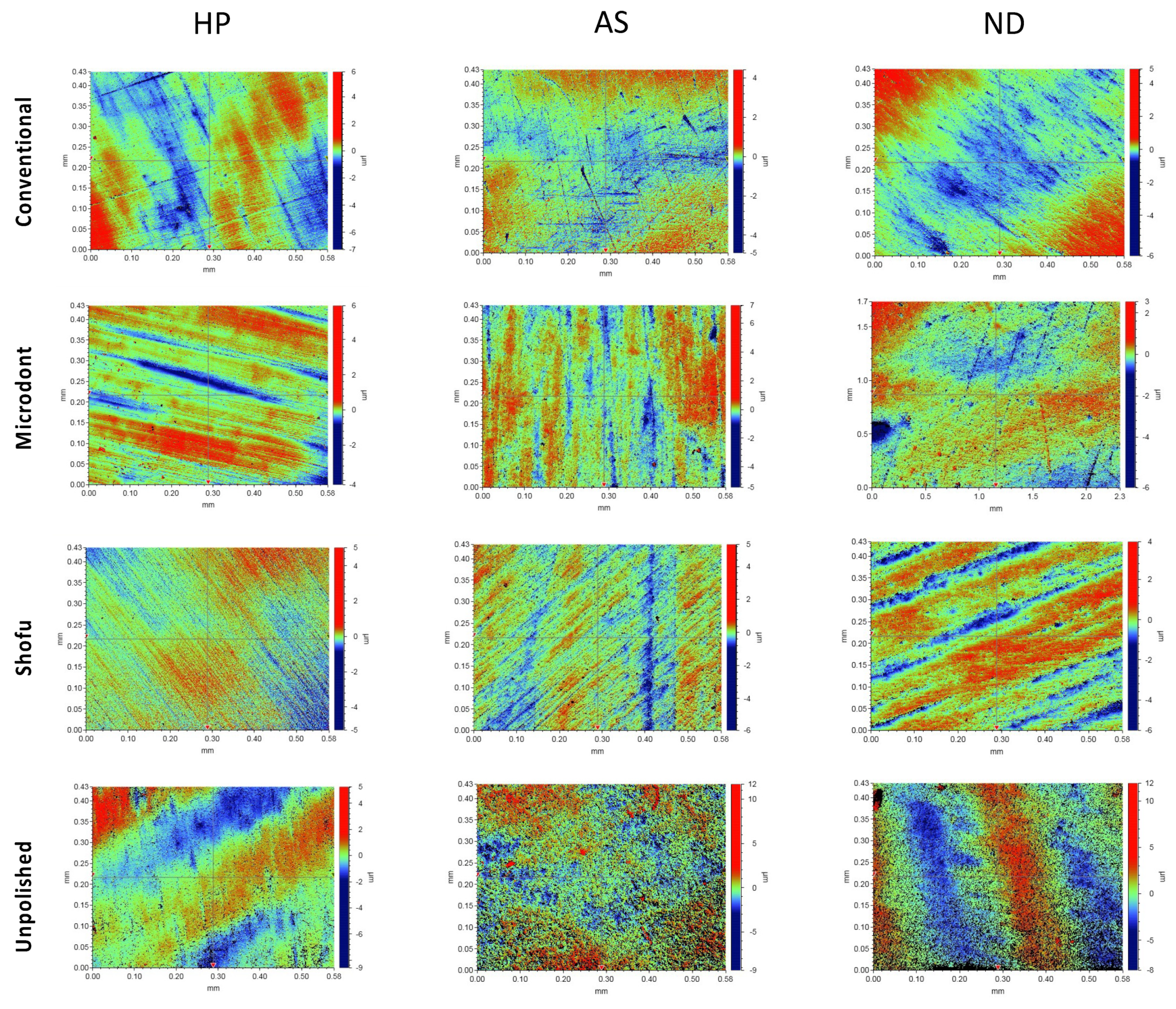
Figure 6.
Mean ± SD, and significance of the average surface roughness values (Ra _ µm) for the tested groups (level of significance: ****: p < 0.0001).
Figure 6.
Mean ± SD, and significance of the average surface roughness values (Ra _ µm) for the tested groups (level of significance: ****: p < 0.0001).
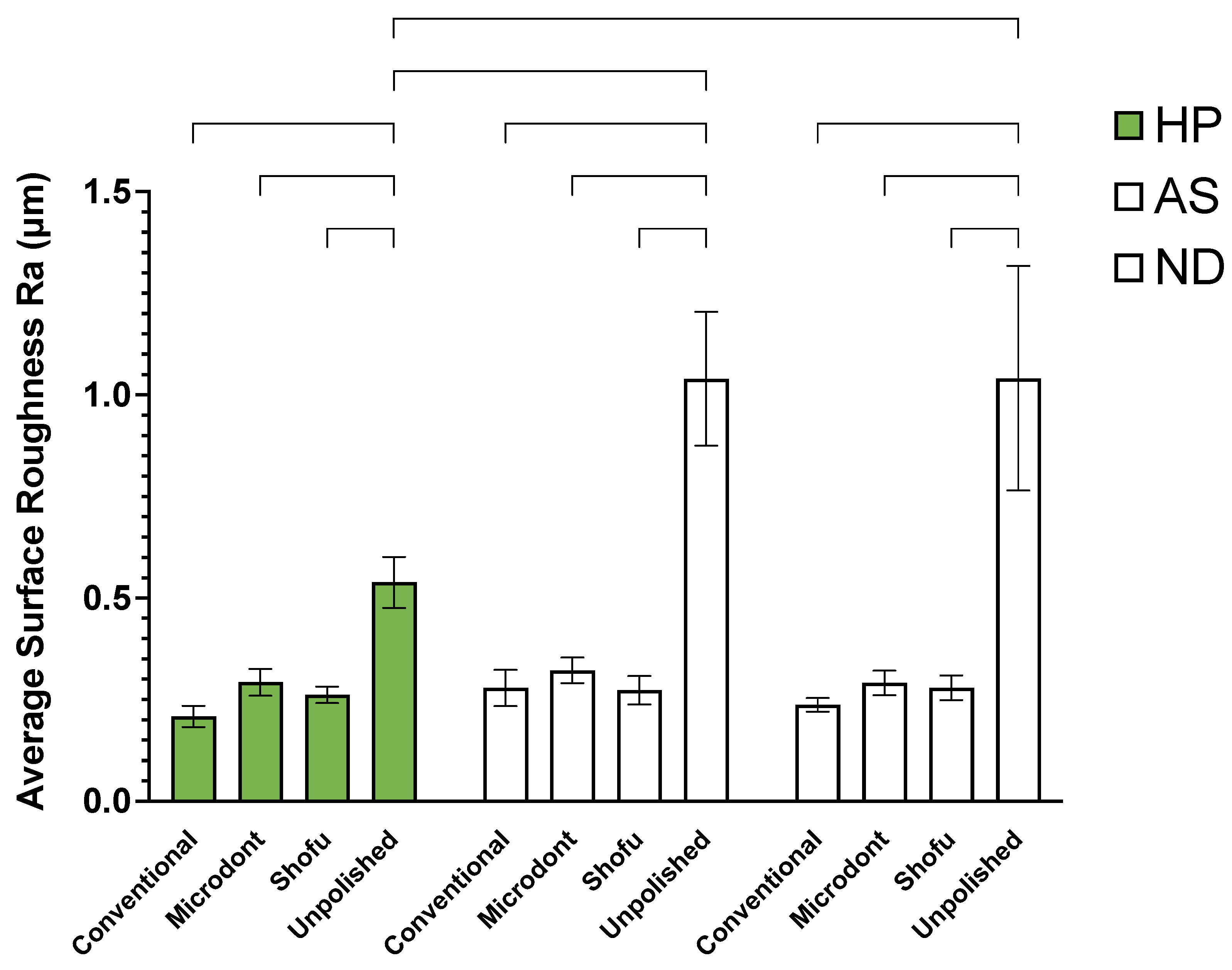
Figure 7.
Mean ± SD, and significance of the average maximum profile height values (Rz _ µm) for the tested groups (level of significance: **: p < 0.01, ***: p < 0.001, ****: p < 0.0001).
Figure 7.
Mean ± SD, and significance of the average maximum profile height values (Rz _ µm) for the tested groups (level of significance: **: p < 0.01, ***: p < 0.001, ****: p < 0.0001).
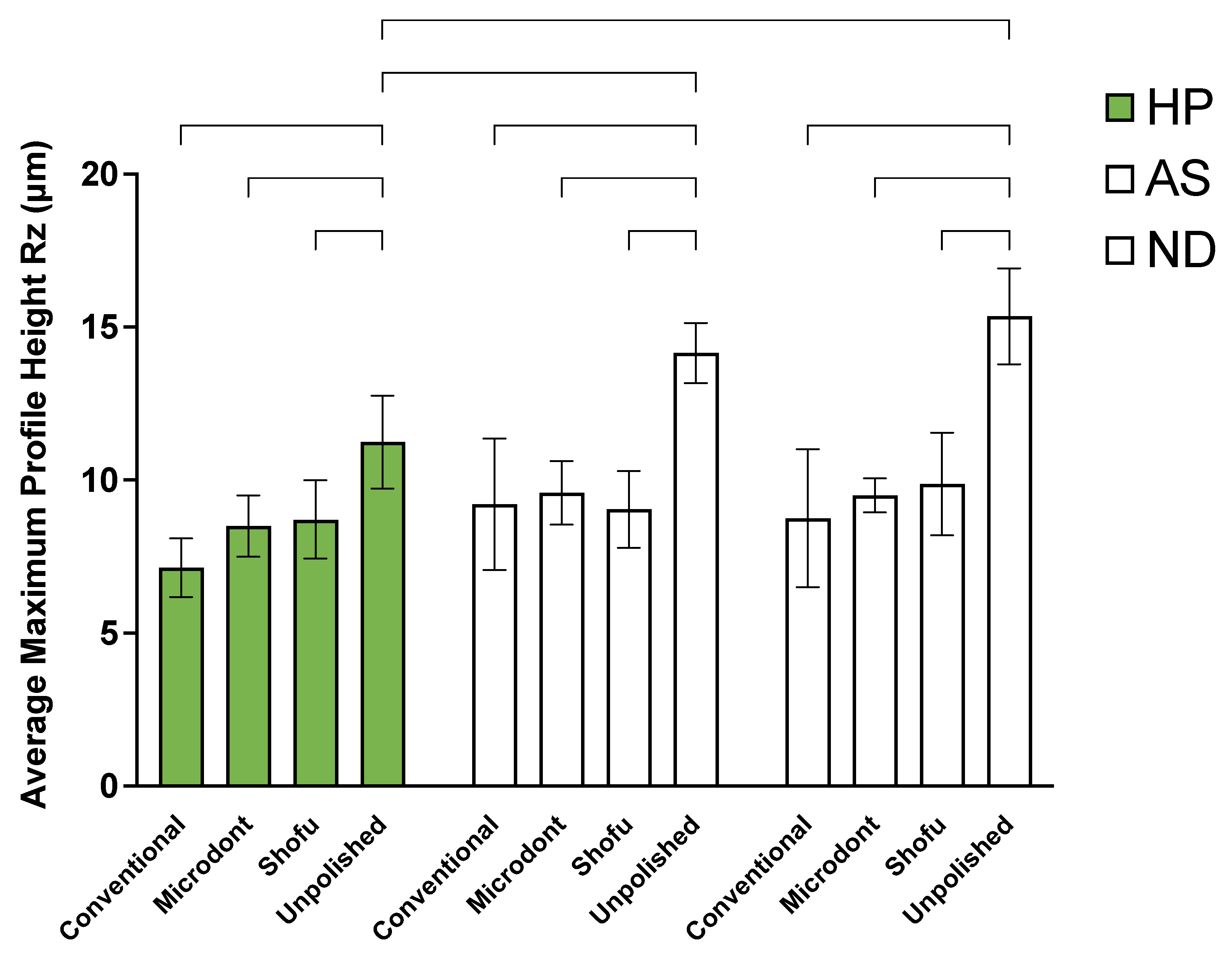
Figure 8.
Scanning Electron Microscope (SEM) at ×1000 magnification of the 3 ADB specimens that were subjected to different polishing protocols.
Figure 8.
Scanning Electron Microscope (SEM) at ×1000 magnification of the 3 ADB specimens that were subjected to different polishing protocols.
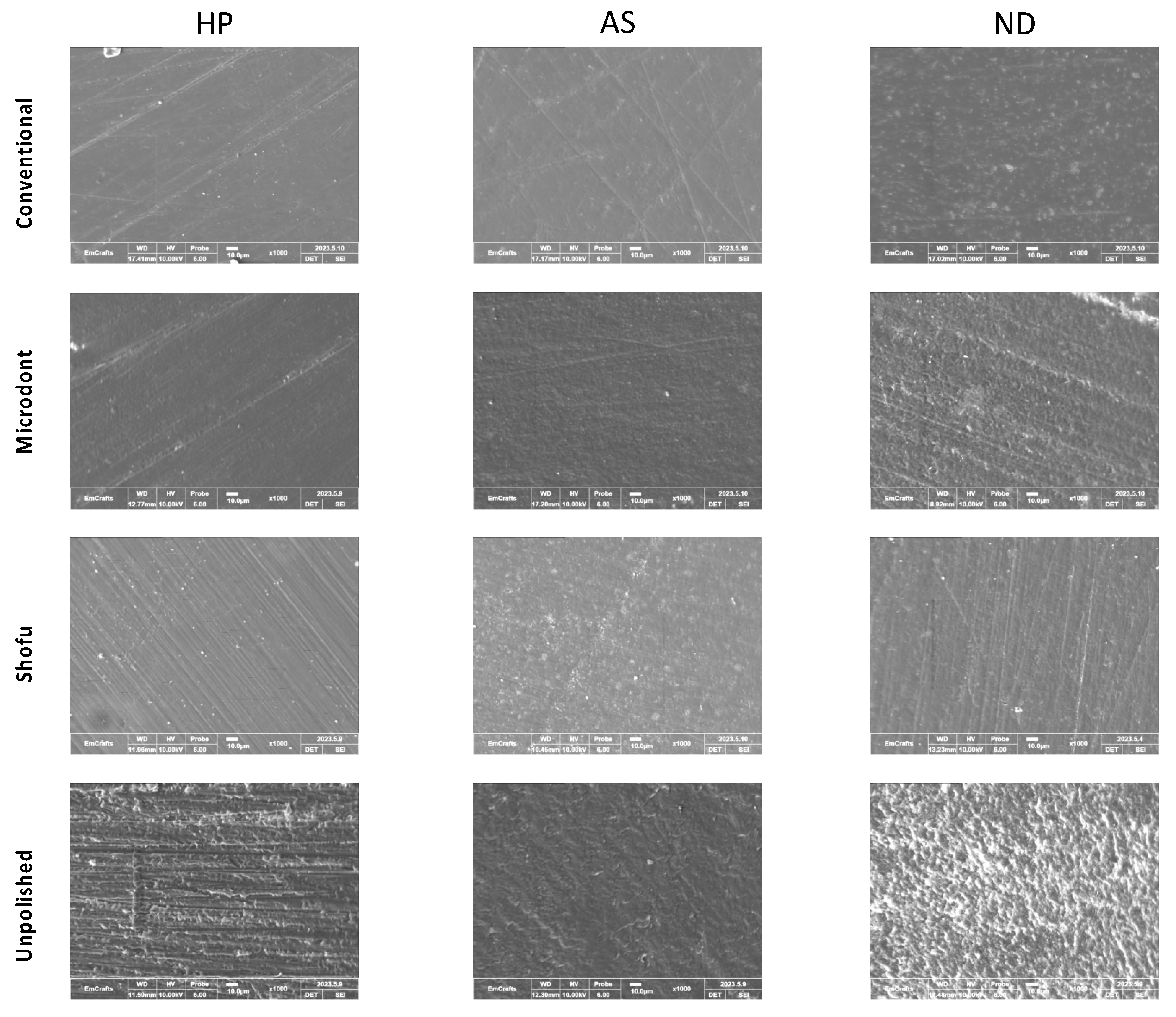

Table 1.
Material composition, fabrication methods and printing parameters.
| Material | Major (HP) | Asiga (AS) | NextDent (ND) |
|---|---|---|---|
| Brand name | Major Base.20, Major Prodotti Dentari Spa, Momcalieri, Italy) | ASIGA DentaBASE (ASIGA, Erfurt, Germany) | NextDent Base; Denture 3D+, 3D systems, Vertex Dental B.V., Soesterberg, Netherland |
| Composition | Powder: Methyl methacrylate polymers, Benzoyl peroxide Liquid: MMA, ethylene glycol, dimethacrylate, N,N-dimehyle-p-toluidine, benzophenone-3 |
N/A | Ethoxylated bisphenol A dimethacrylate, 7,7,9(or 7,9,9)-trimethyl-4,13-dioxo- 3,14-dioxa-5,12- diazahexadecane-1,16-diyl bismethacrylate, 2-hydroxyethyl methacrylate, Silicon dioxide, diphenyl(2,4,6- trimethylbenzoyl)phosphine oxide, and titanium oxide |
| Fabrication methods | Heat polymerization using castable 3D-printed resin patterns replacing the baseplate wax. The castable 3D-printed resin patterns were removed before PMMA packing. | 3D-printed using denture base resin | 3D-printed using denture base resin |
| Printer | NextDent 5100, 3D systems, Vertex Dental B.V., Soesterberg, Netherland | ASIGA MAXTM | NextDent 5100, 3D systems, Vertex Dental B.V., Soesterberg, Netherland |
| Printing technology and parameters | N/A | LED-based Digital Light Processing (DLP) Layer thickness: 50μm Printing orientation: 45 degrees |
Stereolithography (SLA) Layer thickness: 50μm Printing orientation: 45 degrees |
| Post printing procedures | N/A | 120 minutes in Asiga Flash (ASIGA, Erfurt, Germany) |
120 min in LC-D Print Box (3D systems, Vertex Dental B.V., Soesterberg, Netherland) |
Table 2.
Groupings and polishing protocols used for acrylic denture base materials.
| Group name | Polishing system | Manufacturer | Composition | Protocol | Recommended speed (rpm) |
|---|---|---|---|---|---|
| Conventional (C) | Pumice slurry | Steribim Super, BEGO GmbH & Co KG; Bremen, Germany | N/A | I. Polished with the pumice slurry brush attached to a grading motors machine for 90 sec II. Polishing with the paste and lathe bristle brush for 15 sec |
1,500 |
| Universal Polishing Paste | Ivoclar Vivadent AG; Schaan; Liechtenstein | Aluminum oxide (Al2o3) particles in paste | 3,000 | ||
| Microdont (M) |
Microdont chairside acrylic polishing kit | Microdont, São Paulo, Brazil | Bonded abrasives in silicone matrix | I. Trimming with coarse polisher (green) (No. 10232.004) for 1 min II. Finishing with standard polisher (blue) (No. 10232.005) for 1 min III. Polishing with fine polisher (red) (No. 10232.006) for 1 min |
5000-10,000 |
| Shofu (S) |
AcryPoint chairside acrylic polishing kit | Shofu Dental Corp, San Marcos, CA | Bonded abrasives in silicone matrix | I. Trimming with dark grey coarse grit polisher (No. 0426) for 1 min II. Finishing with brown medium grit polisher (No. 0427) for 1 min III. Polishing with light grey fine grit polisher (No. 0428) for 1 min |
5000-10,000 |
| Unpolished (U) |
Finishing only | Shofu Dental Corp, Menlo Park, CA | N/A | Tungsten carbide cutter (No. 0620) for 15 seconds to simulate a clinical adjustment | 10,000-15,000 |
Table 3.
Two-way ANOVA for the effect of resin material and polishing protocol on the average surface roughness (Ra) of each ADB.
Table 3.
Two-way ANOVA for the effect of resin material and polishing protocol on the average surface roughness (Ra) of each ADB.
| Source of Variation | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Resin material | 0.565 | 2 | 0.283 | 29.25 | <0.001 |
| Polishing protocol | 8.194 | 3 | 2.731 | 282.622 | <0.001 |
| Resin material * Polishing protocol | 1.146 | 6 | 0.191 | 19.762 | <0.001 |
| Error | 1.044 | 108 | 0.00966 | ||
| Total | 10.949 | 119 | 0.092 |
* Statistically significant at 0.05 level of significance.
Table 4.
Two-way ANOVA for the effect of resin material and polishing protocol on the average maximum profile height (Rz) of each ADB.
Table 4.
Two-way ANOVA for the effect of resin material and polishing protocol on the average maximum profile height (Rz) of each ADB.
| Source of Variation | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Resin material | 2 | 87.743 | 43.872 | 21.245 | <0.001 |
| Polishing protocol | 3 | 503.25 | 167.75 | 81.233 | <0.001 |
| Resin material * Polishing protocol | 6 | 39.699 | 6.617 | 3.204 | 0.006 |
| Error | 108 | 223.025 | 2.065 | ||
| Total | 119 | 853.717 | 7.174 |
* Statistically significant at 0.05 level of significance.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



