
Submitted:
01 June 2023
Posted:
02 June 2023
You are already at the latest version
Abstract
Recently, 3D printing techniques gained much attention in solid dosage form production. Even though the methods are increasingly studied, there are still many challenges in establishing an accurate content of active ingredients in the final products. In the present study, new experimental design techniques and statistical software were developed to identify and optimize a formula to predict the mass of the tablet to be 3D printed before it actually is. The first step was to develop a virtual 3D object in the FreeCad Software, then, using a CURA slicer software, the G-code Format was obtained. The tablets were printed using a Cartesian 3D printer based on the generated data. Finally, adapting the object sequencing mode, a predicted drug mass value was obtained. As expected, the oblong tablet's scaling directly influences its mass. The software generates a correlation coefficient (r) of 0.84, confirming the directly proportional relationship between scaling and tablet weight. However, the r values progressively decreased, indicating a poor correlation between tablet weight and other factors: infill density percent (r = 0.403) and wall thickness (r = 0.185). After repeating the 3D printing with the values suggested by the software, tablets with a practical value of 1066 mg were obtained. Considering that the confidence interval calculated is [834.95—1165.05] and the experimental value is 1066 mg, it can be certified that the proposed model is valid.
Keywords:
3D printing
; oblong tablets
; statistical methods
; parametric optimization
1. Introduction
3D printing has emerged in the technological context of prototyping [1], offering the advantage of producing a unique, individualized object in a noticeably short timeframe and at a relatively low cost. Classical mass production methods provide a meager price per unit built only if that product is made in large quantities so that the cost of designing and executing models and templates divided by the number of units is low. The 3D printer does not need a fixed mold for producing drugs; it only uses data from mathematical software that can be adapted to different needs.
A 3D printer is a limited industrial tool [2] that can perform an additive process under computer control. There are several 3D printing technologies: extrusion printing (FDM), powder printing (SLS), or stereolithography (SLA). FDM is the most used method, which has prevailed due to low printer / consumable costs. This method generally operates as a raw material, a filament of material that is melted at a specific temperature and deposited in layers on a glass or aluminum bed.
The 3D printing process involves creating a three-dimensional object using a model designed in a particular computer program: Autocad, Catya, FreeCad, etc. It is transferred to a 3D printer which, with the help of numerical commands received from the PC unit, executes the 3D model in a physical object. This technique is also called stereography. More precisely, a physical object is obtained by superimposing successive layers on the height. These layers are cross-sections through the digitally drawn thing. Thus, to get a 3D printed sphere, a dimensioned drawing is executed in a CAD program and is converted into stereolithography (STL) format [3]. This STL is then processed by a sequencing program (Slicer, Repeater Host, Cure). This program sets the electronic and physical parameters of the 3D printer and turns the STL object into numeric commands that will determine the path of the 3D printer's writing tool. During STL object processing, the program breaks down the object into layers (horizontal sections) with a thickness from 0.01mm to 1mm, thus obtaining lower or higher resolutions. After analyzing the object, the program can generate a G-code (working instructions for the printing press). Once the 3D printer has provided the working instruction, it will recreate the physical object by composing the sections received from the sequencing program.
In 2015, the Food and Drug Administration (FDA) approved for human use the first pharmaceutical form that uses 3D printing as a technological process to the American company Aprecia Pharmaceuticals (Langhorne, Pennsylvania, USA) [4]. Aprecia is the global leader in 3D printing pharmaceutical manufacturing. It aims to diminish the patient's daily pills number, thus increasing treatment compliance. Through ZipDose Technology, Aprecia binds multiple layers of powder blend—excipients and active pharmaceutical ingredients (API)— by impregnation with a liquid [5]. The results are high-dosage tablets quickly disintegrating in the mouth with a small water volume.
However, various factors have limited extensive 3D printing technology implementation, i.e., 3D printers are not following GMP standards [6], and a limited number of excipients are suitable for 3D printing [7,8,9,10]. Shuaib et al. [11] found that 3D printing diminishes manufacturing time, material wastage, and environmental degradation but uses more energy. Despite previously mentioned aspects, a few more pharma companies aim to revolutionize the pharmaceutical industry through 3D printing technologies. Thus, FabRx (London, UK) performed the first 3D printer for personalized drugs (M3DIMAKER) [12]. It aims to facilitate 3D-printed personalized medicines with different properties on demand [13]. Merck (Darmstadt, Germany) recently focused on 3D-printed tablets for clinical trials before their preparation on a commercial scale. Using MED 3D printing platform—accepted into the FDA's Emerging Technology Program in 2020— Triastek Inc. (Nanjing, China) aims to control the drugs' onset time, API release period, and organism interactions through a personalized pill design with various geometries and shapes. Finally, GlaxoSmithKline (Brentford, U.K.) explores the potential of API to be transformed into a 3D printer therapeutic ink to obtain more effective 3D-printed drugs [14].
One of the 3D printing technology benefits is the possibility of producing properly dosed pharmaceutical forms [15]. Since the entire mechanized system of the printer is coordinated by computing processors and the information is mechanized by stepper motors that work in tenths of a millimeter, the dosage of a 3D printed pharmaceutical product can have a resolution comparable to those in the existing pharmaceutical field [16].
However, 3D printers were not designed to create pharmaceutical forms with a specific mass. Hence, the present work aims to decipher this low-studied problem of 3D printing drugs. Although, due to the operating system, the reproducibility is very good [17], clearly superior to other types of manufacturing, the amount of material required is commonly used to generate the product cost. These calculations can be found in the application that produces the machine's writing code (G-code). It causes the consumption of the material used by multiplying the length of the filament required for printing by the area of its section. Depending on the density of each material, the application can provide the necessary mass of material for each object.
2. Materials and Methods
2.1. Development in the FREECAD Software of the Virtual 3D Object
One of the significant advantages of drug printing compared to conventional methods is that the specialist who develops the drug can use almost any possible form suitable for the product. In this way, complex geometric shapes can be created that can be incorporated into their design: labyrinths for water intake "water uptake"; single or double walls; walls with variable thickness (points that will give priority to the contact of the medicine with the stomach liquid); geometric shapes with various contact surfaces (toroids, prisms, etc.) and variable degrees of filling that can help the medicine float in the gastric liquid.
Therefore, we created a design like an oblong tablet; it is widespread in the current industry. This design allows a more extensive contact surface with the glass bed of the printer than in the case of round tablets. An oblong tablet is more accessible to swallow than a cylindrical tablet; higher tablet masses can be used. For example, if we want to obtain a drug with a total amount of 800 mg, we can use a cylindrical tablet with a diameter of 13 mm and a height of 4-5 mm. In the case of an oblong tablet, we will need a length of 18-19 mm but a lower diameter (only 8 mm) and height (3-4 mm). Thus, the cross-section of the oblong tablet will be smaller than that of the cylindrical tablet; this aspect is essential for elderly patients, especially those with swallowing problems.
Finally, a 3D object formed by joining a rectangular prism with two semi-cylinders of the same height at the ends of the prism was built in the open-source FreeCAD software [18] using the Fusion function to create the three-dimensional geometric shape. The elliptical figure was rounded on the edge using the Fillet function of the software. The edges were rounded to a radius of curvature of 3mm. After its exact measurement, the CURA slicer software [18,19]exported it as an STL object.
2.2. Obtaining the G-CODE Format using the CURA 3D Slicer
After obtaining the STL format [20], a conversion must be realized between the virtual 3D object and a language that the 3D printer can use. More precisely, we need work instruction with the help of which we can order the printer's mechanisms differently to produce the desired object. The CURA slicer[21] is software that follows the adjustments made by the operator, generating precise instructions for the 3D printer. Thus, the filament type and its melting temperature value could be chosen [22], such as the printer bed temperature, the percentage of scaling and filling, the wall thickness, the resolution of the 3D printing process, etc.
2.3. Printing the Drug Using a Cartesian 3D Printer
An ENDER 3 Cartesian 3D printer was used, with the following characteristics: the resolution (minimal layer thickness)— 0.1mm; the number of extrusions—1; the writing nozzle diameter— 0.4 mm; the optimal layer thickness—0.1-0.4mm; the maximal print size: 220 x 220 x 250 mm; the maximal print speed—180mm/s; the supported file format: G-code, OBJ, STL. It has a glass mirror as a bed surface. It supports materials such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), thermoplastic polyurethane (TPU), polyethylene terephthalate glycol (PETG), and polyvinyl alcohol (PVA).
The printer was loaded with 1.75 mm PVA filament and brought to a "start" position. The distance between the writing head and the glass printer bed was adjusted to 0.1 mm.
The first experiments were performed by direct printing on the unheated printer bed. However, the melted filament did not adhere to the glass surface, and the printing process was dissolved.
After the preliminary bed cleaning, a solution of 2.5% polyvinylpyrrolidone (PVP) in ethanol was sprayed on the printer bed [23]; the printing process occurred this time without problems.
2.4. Obtaining a Predicted Drug Mass Value by Adapting the Object Sequencing Mode and Interpreting the Experimental Data using the Design Expert Statistical Software
The statistical software Design Expert was used to perform a series of experiments and interpret how each factor influences the mass of the tablet. To use the range of possible tools offered by this new technology in the future, we need to see the influence of factors on the properties of 3D-printed drugs.
To observe the phenomenology of the process, we used 3 essential parameters:
Scaling of the tablet - the higher the scaling is than 100%, the bigger the medicine is, but it will also have a larger contact surface with the environment.
Infill density - the higher the density, the greater the mass, but water penetration inside the oblong tablet is slower during dissolution. The predominant dissolution phenomenon will be through mold erosion so that the dissolution profile will be slower.
Wall thickness - the greater the thickness, the greater the mass; the environment must erode the outer wall to be able to penetrate. The dissolution process will be prolonged for the first time after administration. After the environment erodes the wall, we will encounter a condition similar to the previously experienced infill density.
3. Results
3.1. Development in the FREECAD Software of the Virtual 3D Object
The results of the first phase are displayed in Figure 1.
The elliptical object was rounded on the edge using the Fillet function of the software. The edges were rounded to a radius of curvature of 3mm. After the exact measurement of the object, it was exported as an STL object for use by the CURA slicer software.
3.2. Obtaining the G-CODE Format using the CURA 3D Slicer
Figure 2A shows the preparation for printing 10 oblong tablets. The machine's settings are for the filament obtained in tablets. In the present case, it was decided to use a polyvinyl acetate (PVA) filament. PVA is a common excipient, non-toxic, water-soluble, used in the pharmaceutical field; it has a melting point of around 180-200 °C.
The PVA filaments are used in 3D printing because they are elastic and not brittle; these properties facilitate their extrusion.
Figure 2B shows the visualization of the path the writer's head takes. It can be seen the choice of parameters corresponding to 3D printing. The printing temperature was set at 215 ˚C, tablet fill density at 50%, tablet outer wall thickness at 0.8 mm, and tablet scaling at 100%. In the end, the software executes a simulation of the process, generating the approximate execution time and the required amount of material.
3.3. Printing the Drug Using a Cartesian 3D Printer
Figure 3A displays the Cartesian 3D Printer.
The writing head of the 3D printer during the material deposition is presented in Figure 3B. The internal structure of the tablet has a degree of filling of 50%.
The pills obtained through the 3D printing process are shown in Figure 3C.
3.4. Obtaining a Predicted Drug Mass Value by Adapting the Object Sequencing Mode and Interpreting the Experimental Data using the Design Expert Statistical Software
We performed a Box-Benken study, considering 3 significant factors: the scaling percentage, the infill density (%), and wall thickness (mm) for calculating the 3D-printed oblong tablet mass (mg). Thus, each factor's maximal and minimal values were established, and the response's value as the average weight of the 3D printed tablets was set (Table S1 from Supplementary Material). Thirteen experiments were performed on the same 3D printer in the same temperature, speed, and layer thickness conditions. The selected model was the Box-Benken quadratic model [24].
The Design Expert software generated the experiments' succession (Table S2 from Supplementary Material).
As expected, the oblong tablet's scaling directly influences its mass (Figure 4A). The software generates a correlation coefficient (r) of 0.84, confirming the directly proportional relationship between scaling and tablet weight.
However, the r values progressively decreased, indicating a poor correlation between tablet weight and other factors: infill density percent (r = 0.403, Figure 4B) and wall thickness (r = 0.185, Figure 4C).
The response surface and standard deviation of the 3D-printed oblong tablet depend on the infill degree and scaling when the wall thickness is 1 mm (Figure 4D).
The model of the 3D-printed oblong tablet is analyzed in Tables S3 and S4 from Supplementary Material. Finally, the quadratic model that maximizes the values of the adjusted and predicted R2 coefficients was chosen.
After ensuring that all model statistics and diagnostic plots were optimal, the analysis was completed using the Model Graphs icon (Figure 5 and Figure 6).
After establishing and verifying the model to define the phenomenon (Figure 5A–C), we can use the application to experiment, through which we will indicate the oblong tablet mass desired (Figure 5D). and the software will generate, based on the performed analysis, the parameters that we must set the printer to reach the targeted mass (Figure 5E, and Figure 6).
All data analyzed are displayed in Table S5 from Supplementary Material.
After repeating the 3D printing with the values suggested by the software, tablets with a practical value of 1066 mg were obtained. Considering that the confidence interval calculated with data displayed in Table S5 is [834.95—1165.05] and the experimental value is 1066 mg, we can certify that the proposed model is valid.
The importance of this model lies in the fact that it can be added constraints for specific parameters and vary the ones left free. For example, if a tablet with a target mass and a fast dissolution profile is wanted, the wall thickness may be restricted to a maximum of 2 rows (0.4 × 2 = 0.8 mm). However, if a slow-release tablet is wanted, the thickness can be limited to several layers, and the filling degree can be restrained to over 50%.
Thus, a wide range of options are possible to obtain the appropriate mass and the required dissolution profile, which is desirable in personalized medicine.
4. Discussion
Currently, the most widespread method of dosing medicinal substances is controlling the mass. If the concentration of the active substance in the total mixture that forms the medicine is known, the current method of obtaining the required dose is by adjusting the mass of the drug.
For solid forms, their mass is the only pharmacotechnical parameter for dosing the active substance during the manufacturing process. In the case of tablets, obtaining a mass is done volumetrically by diminishing the lower punch into the mold at a well-established depth. Depending on this depth, the density of the powder mixture, and other factors related to the powders' flow characteristics and the tableting machine's feeding system, tablets with a uniformly distributed mass can be obtained. Furthermore, the process is similar in the case of hard gel capsules filled with pharmaceutical powders. The mass of the encapsulated mixture is volumetrically controlled either by dropping the mixture directly into the capsule or using stainless steel syringes.
The uniformity of the mass of tablets and capsules must comply with point 2.9.40 of the European Pharmacopoeia [25], the current edition. To ensure the consistency of dosage forms, each unit in a batch must have an active substance contained within a narrow range of values around the value declared on the package. Usually, this range is 95-105% of the value reported on the packaging.
In the case of 3D technology, a volumetric principle can be applied to obtain a desired mass, but different from the classical one. In the case of Fused Deposition Modeling (FDM) 3D printing [26], the filament with the active substance is melted and deposited in layers to form the printed medicine.
This melt is made from a filament of known diameter. The most used filaments have a diameter of 1.75 mm and 3.00 mm. A gear of gears driven by a stepper motor pushes a well-defined filament length towards the heated print nozzle. The assembly formed by the filament gearing system and the heated nozzle is called the extruder. Several types of extruders used in FDM printers are described.
In the direct-drive extruders [27], the gearing system and the heated nozzle are grouped on the axis "x" of the printer. They allow easier printing of elastic filaments and have a better response to pushing the filament. It presents an increased mass of the sub-assembly, which forces the transmission system. In the case of printers with a light chassis, this increased mass can generate artifacts caused by excessive vibrations.
The Bowden extruders [28,29] have a gearing system and the heated nozzle far from each other. The heated nozzle is placed on the "x" axis of the printer, and the gear is located separately. The gearing pushes the filament through a Teflon tube towards the heated nozzle. Bowden extruders have the advantage of reducing the mass of the x-axis and allowing the use of a less rigid structure of the printers. Their disadvantage is the elasticity of the Teflon tube (Bowden). The filament is pushed by the extruder gear and tension the Bowden tube. The filament flows evenly during writing, but when the script stops, a portion of the filament is still under pressure and melts further, even if the gear is not moving. It is necessary to retract the filament, change the direction, or stop the casting process to avoid unwanted leakage of the printed piece. The appropriate setting of the retraction significantly depends on the type of filament, the temperatures, the speeds at which the work is being done, and the operator's experience.
The screw extruders [30,31] are systems without filaments. A screw extruder is used to push the material toward the melt nozzle. Currently, work is being done on their optimization. High pressure builds up inside the extruder (back pressure), which, when passing through areas where the printer must not write, the molten mixture continues to flow out of the extruder. The retraction function cannot be used as efficiently as in the case of filament extruders.
The extruders with syringes [32] use liquid or semi-solid substances added through needle-type nozzles. Volumetric control is done with the help of syringe pistons controlled by stepper motors.
3D printers were created to create solid objects with variable mechanical resistance. If, for example, it is desired to make a thing that will bear great forces in use, the interior can be built entirely for the object's resistance. We thus speak of a 100% filled solid object (infill 100%). For objects that will not be used in applications where they are not subjected to high forces, it is uneconomical to use 100% filled objects. For example, it can be created as an object with a degree of filling of 15-30%. Thus, the object's exterior is wholly molded, but hexagonal or cubic structures are printed inside. The time required for printing is considerably reduced, and the amount of material used is much smaller, substantially reducing the manufacturing cost.
Until now, most of the works published in the field of 3D drug printing have used 100% filling degrees and varied the mass of the tablets by increasing or decreasing the object's size.
Therefore, Alvaro Goyanes printed a Paracetamol and Caffeine drug in a PVA matrix. It used a fill rate of 100%. The article does not study the control of the drug mass, but the only option is to scale (enlarge or reduce the object) to vary its mass [33,34]. The same author also studied the influence of the geometry of 3D-printed tablets on the dissolution profile of the active substance [35]. The researcher used Paracetamol in PVA to obtain different-sized tablets in this study. Five shapes could be printed: pyramid, toroid, sphere, cube, and cylinder. The contact surface of the tablet with the dissolution medium greatly influences the release profile of the active substance. The results indicate that the toroidal shape presents a dissolution profile that resembles O-order kinetics. The infill degree was 100%. The only dosing method would be to change the size of the tablet.
The present study analyzed a new method of obtaining a tablet with a desired mass. The concept of "personalized" medicine assumes that each patient has a single dose of their medicine. Thus, we propose using three essential parameters from the 3D printing software to obtain the desired mass. We got lighter tablets using different infill degrees other than 100%. It must be considered that this aspect will also influence the failure of kinetics.
Another critical factor is the tablet's outer layers (shell layers). The more layers the tablet has, the more its mass increases, but the liquid will have a more challenging time penetrating the tablet, and the yield profile will be slower. Finally, the scaling of the object usually used by the rest of the researchers will be used to obtain the desired mass.
Thus, we obtained tablets with the desired mass and optimal release profile by varying one, two, or all three parameters. We used statistical experiment design software, "Design Expert" v. 2021 (Stat-Ease, Inc., Minneapolis, Minnesota, USA), to achieve this goal.
Future studies will analyze the influence of these factors on the tablet mass and the interaction between them. The infill degree could obtain lighter or heavier liquid penetration into the tablet to modify the failure profile.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org, Tables S1–S5.
Author Contributions
Conceptualization, E.A.O., and I.S.; methodology, I.S.; software, I.S., and V.P.; validation, E.A.O, A.L.P., and D.L.; formal analysis, A.M.M. and I.S.; investigation, V.P.; resources, D.L.; data curation, A.L.P.; writing—original draft preparation, V.P.; writing—review and editing, E.A.O., and V.P.; visualization, E.A.O, A.M.M., A.L.P. and D.L.; supervision, E.A.O, A.M.M., A.L.P. and D.L.; project administration, D.L.; funding acquisition, E.A.O, A.L.P. and D.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
All data are available in the present MS and Supplementary Material.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hemanth, K.G.; Hemamanjushree, S.; Abhinaya, N.; Pai, R.; Girish Pai, K. 3d Printing: A Review on Technology, Role in Novel Dosage Forms and Regulatory Perspective. Res. J. Pharm. Technol. 2021, 14, 562–572. [Google Scholar] [CrossRef]
- Singh, P.; Yadav, S.; Parvej, N.; Singh, G. 3D Printing Technology in Pharmaceutical Industry. Int. J. Sci. Res. Sci. Technol. 2022, 9, 592–604. [Google Scholar]
- Lakkala, P.; Munnangi, S.R.; Bandari, S.; Repka, M. Additive Manufacturing Technologies with Emphasis on Stereolithography 3D Printing in Pharmaceutical and Medical Applications: A Review. Int J Pharm X 2023, 5, 100159. [Google Scholar] [CrossRef] [PubMed]
- Aprecia Pharmaceuticals FDA Approves the First 3D Printed Drug Product. Aprecia Pharm. Co. 2015, 44.
- Chen, R.X.; Wang, Z.M.; Han, X.L.; Liu, Z.C.; Zheng, A.P. The Principle of Drop-on-Powder 3D Printing and Its Application and Challenge in Solid Preparation. Acta Pharm. Sin. 2020, 55, 2862–2868. [Google Scholar]
- In Seok, C.; Yong-Ha, K. A Study on GMP Application to 3D Printing for Medical Service Enhancement: Focusing on Related Cases and Regulations. J. Korea Serv. Manag. Soc. 2015, 16, 71–87. [Google Scholar] [CrossRef]
- Kulinowski, P.; Malczewski, P.; Łaszcz, M.; Baran, E.; Milanowski, B.; Kuprianowicz, M.; Dorożyński, P. Development of Composite, Reinforced, Highly Drug-Loaded Pharmaceutical Printlets Manufactured by Selective Laser Sintering—In Search of Relevant Excipients for Pharmaceutical 3D Printing. Materials 2022, 15, 2142. [Google Scholar] [CrossRef]
- Moroni, S.; Khorshid, S.; Aluigi, A.; Tiboni, M.; Casettari, L. Poly(3-Hydroxybutyrate): A Potential Biodegradable Excipient for Direct 3D Printing of Pharmaceuticals. Int J Pharm 2022, 623, 121960. [Google Scholar] [CrossRef]
- van den Heuvel, K.A.; de Wit, M.T.W.; Dickhoff, B.H.J. Evaluation of Lactose Based 3D Powder Bed Printed Pharmaceutical Drug Product Tablets. Powder Technol 2021, 390, 97–102. [Google Scholar] [CrossRef]
- Sadia, M.; Sośnicka, A.; Arafat, B.; Isreb, A.; Ahmed, W.; Kelarakis, A.; Alhnan, M.A. Adaptation of Pharmaceutical Excipients to FDM 3D Printing for the Fabrication of Patient-Tailored Immediate Release Tablets. Int J Pharm 2016, 513, 659–668. [Google Scholar] [CrossRef]
- Shuaib, M.; Haleem, A.; Kumar, S.; Javaid, M. Impact of 3D Printing on the Environment: A Literature-Based Study. Sustain. Oper. Comput. 2021, 2, 57–63. [Google Scholar] [CrossRef]
- Trenfield, S.; Basit, A.W. Personalising Drug Products Using 3D Printing. ONdrugDelivery 2019, 2019, https://www.ondrugdelivery.com/wp–content/uploads/2019/08/FabRxpdf. [Google Scholar]
- Basit, A. Recent Innovations in 3D-Printed Personalized Medicines: An Interview with Abdul Basit. J 3d Print Med 2020, 4, 5–7. [Google Scholar] [CrossRef]
- Available online:. Available online: https://www.labiotech.eu/best-biotech/five-companies-personalizing-treatments-with-3d-printed-drugs/ (accessed on 25 May 2023).
- Chamberlain, R.; Windolf, H.; Geissler, S.; Quodbach, J.; Breitkreutz, J. Precise Dosing of Pramipexole for Low-Dosed Filament Production by Hot Melt Extrusion Applying Various Feeding Methods. Pharmaceutics 2022, 14, 216. [Google Scholar] [CrossRef]
- Varghese, R.; Salvi, S.; Sood, P.; Karsiya, J.; Kumar, D. Recent Advancements in Additive Manufacturing Techniques Employed in the Pharmaceutical Industry: A Bird's Eye View. Annals of 3D Printed Medicine 2022, 8, 100081. [Google Scholar] [CrossRef]
- Mukai, S.; Mukai, E.; Santos-Junior, J.A.; Shibli, J.A.; Faveri, M.; Giro, G. Assessment of the Reproducibility and Precision of Milling and 3D Printing Surgical Guides. BMC Oral Health 2021, 21, s12903. [Google Scholar] [CrossRef]
- Sahai, N.; Gogoi, M. Techniques and Software Used in 3D Printing for Nanomedicine Applications. In 3D Printing Technology in Nanomedicine; Ahmad, N., Gopinath, P., Dutta, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 23–41. [Google Scholar]
- Ultimaker Cura: Powerful, Easy-to-Use 3D Printing Software. Available online: https://ultimaker.com/software/ultimaker-cura/.
- Hong, Q.; Lin, L.; Li, Q.; Jiang, Z.; Fang, J.; Wang, B.; Liu, K.; Wu, Q.; Huang, C. A Direct Slicing Technique for the 3D Printing of Implicitly Represented Medical Models. Comput Biol Med 2021, 135, 104534. [Google Scholar] [CrossRef]
- Guan, Y.; Sun, X.; Jin, L.; Guo, X. li; Zhang, Z. min; Shui, G. yan; Ma, L. bo Development of 3D Printing Entity Slicing Software. China Foundry 2021, 18, s41230. [Google Scholar] [CrossRef]
- Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Petrova-Doycheva, I.; Menseidov, D.; Georgiev, V.; Di Maio, R.; Silvestre, C. Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene. Nanomaterials 2020, 10, 35. [Google Scholar] [CrossRef]
- Sarbu, I.; Fița, A.C.; Popovici, V.; Lupuliasa, D.; Mitu, M.A.; Birman, V.S.; Ozon, E.A. Innovative methods for the characterisation of a novel pharmaceutical adhesive for 3D printing drugs. Farmacia 2022, 70, 1140. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N. Parametric Optimization of Material Extrusion 3D Printing Process: An Assessment of Box-Behnken vs. Full-Factorial Experimental Approach. Int. J. Adv. Manuf. Technol. 2022, 121, s00170. [Google Scholar] [CrossRef]
- European Pharmacopoeia (Ph. Eur.) 10th ed. Available online: https://www.Edqm.Eu/En/European-Pharmacopoeia-Ph-Eur-10th-Edition (accessed on 20 May 2023).
- Hoffmann, L.; Breitkreutz, J.; Quodbach, J. Fused Deposition Modeling (FDM) 3D Printing of the Thermo-Sensitive Peptidomimetic Drug Enalapril Maleate. Pharmaceutics 2022, 14, 2411. [Google Scholar] [CrossRef] [PubMed]
- Siemiński, P. Introduction to Fused Deposition Modeling. In Additive Manufacturing; Pou, J., Riveiro, A., Davim, J.P., Eds.; Elsevier Inc: Amsterdam, The Netherlands, 2021; pp. 217–275. [Google Scholar]
- Bruère, V.M.; Lion, A.; Holtmannspötter, J.; Johlitz, M. Under-Extrusion Challenges for Elastic Filaments: The Influence of Moisture on Additive Manufacturing. Prog. Addit. Manuf. 2022, 7, s40964. [Google Scholar] [CrossRef]
- Hoque, M.; Kabir, H.; Jony, M.H. Design and Construction of a Bowden Extruder for a FDM 3D Printer Uses 1.75 mm Filament. Int. J. Tech. Res. Sci. 2018, 3, 282–288. [Google Scholar] [CrossRef]
- Silva, L.B.; de Oliveira, R.O.; Barbosa, G.F.; Shiki, S.B.; Fu, K. Influence of the Single-Screw Extruder Nozzle Diameter on Pellet-Based Filaments for Additive Manufacturing. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, s40430. [Google Scholar] [CrossRef]
- Do, Q.D.; Tran, H.Q.; Le, T.B.; Phung, L.X.; Nguyen, T.K. Thermal Analysis by Finite Element Model for Powder Screw Extruder for 3D Printing Method. In The AUN/SEED-Net Joint Regional Conference in Transportation, Energy, and Mechanical Manufacturing Engineering, Lecture Notes in Mechanical Engineering; Le, A.T., Pham, V.S., Le, M.Q., Pham, H.L., Eds.; Springer Nature Pte Ltd: Singapore, 2022. [Google Scholar]
- Darling, C.; Smith, D.A. Syringe Pump Extruder and Curing System for 3D Printing of Photopolymers. HardwareX 2021, 9, e00175. [Google Scholar] [CrossRef]
- Goyanes, A.; Kobayashi, M.; Martínez-Pacheco, R.; Gaisford, S.; Basit, A.W. Fused-Filament 3D Printing of Drug Products: Microstructure Analysis and Drug Release Characteristics of PVA-Based Caplets. Int J Pharm 2016, 514, 290–295. [Google Scholar] [CrossRef]
- Goyanes, A.; Wang, J.; Buanz, A.; Martínez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D Printing of Medicines: Engineering Novel Oral Devices with Unique Design and Drug Release Characteristics. Mol Pharm 2015, 12, 4077–84. [Google Scholar] [CrossRef]
- Martinez, P.R.; Goyanes, A.; Basit, A.W.; Gaisford, S. Influence of Geometry on the Drug Release Profiles of Stereolithographic (SLA) 3D-Printed Tablets. AAPS PharmSciTech 2018, 19, s12249. [Google Scholar] [CrossRef]
Figure 1.
Making a 3D object in the shape of an oblong tablet in the Open Source FreeCAD software: A. Creating the basic profile; B. Rounding of sharp surfaces.
Figure 1.
Making a 3D object in the shape of an oblong tablet in the Open Source FreeCAD software: A. Creating the basic profile; B. Rounding of sharp surfaces.
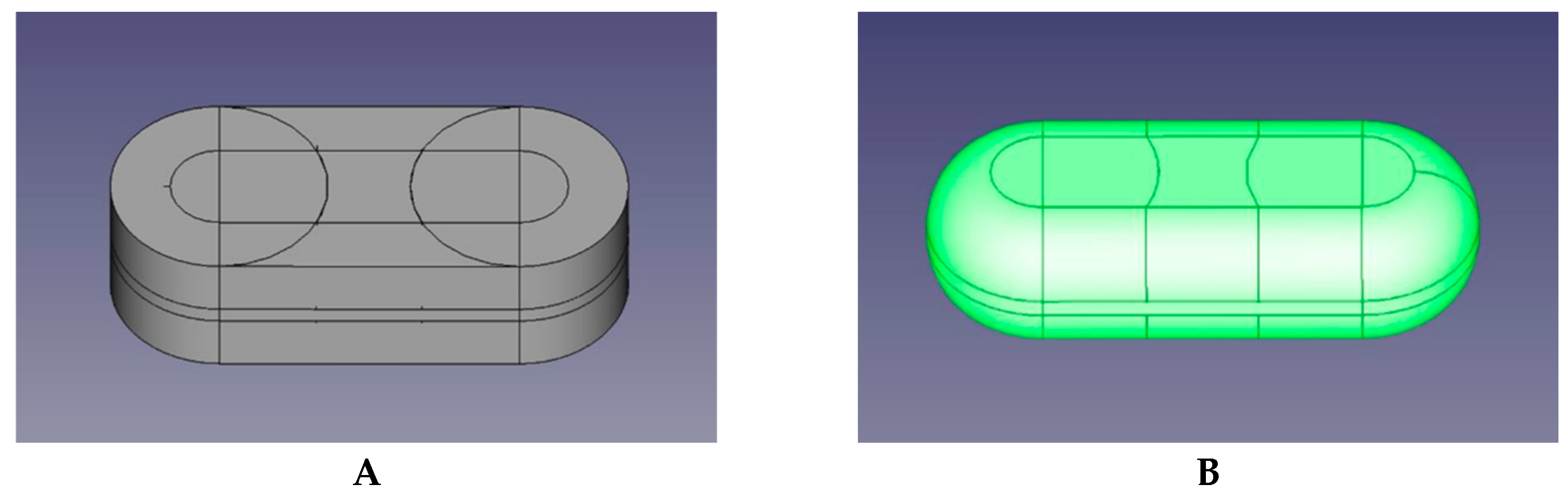
Figure 2.
Viewing the 3D object during sequencing in the Open Source Ultimaker Cura software. A. A longitudinal section through the oblong pills; B. A cross-sectional view through the structure of the oblong tablets.
Figure 2.
Viewing the 3D object during sequencing in the Open Source Ultimaker Cura software. A. A longitudinal section through the oblong pills; B. A cross-sectional view through the structure of the oblong tablets.
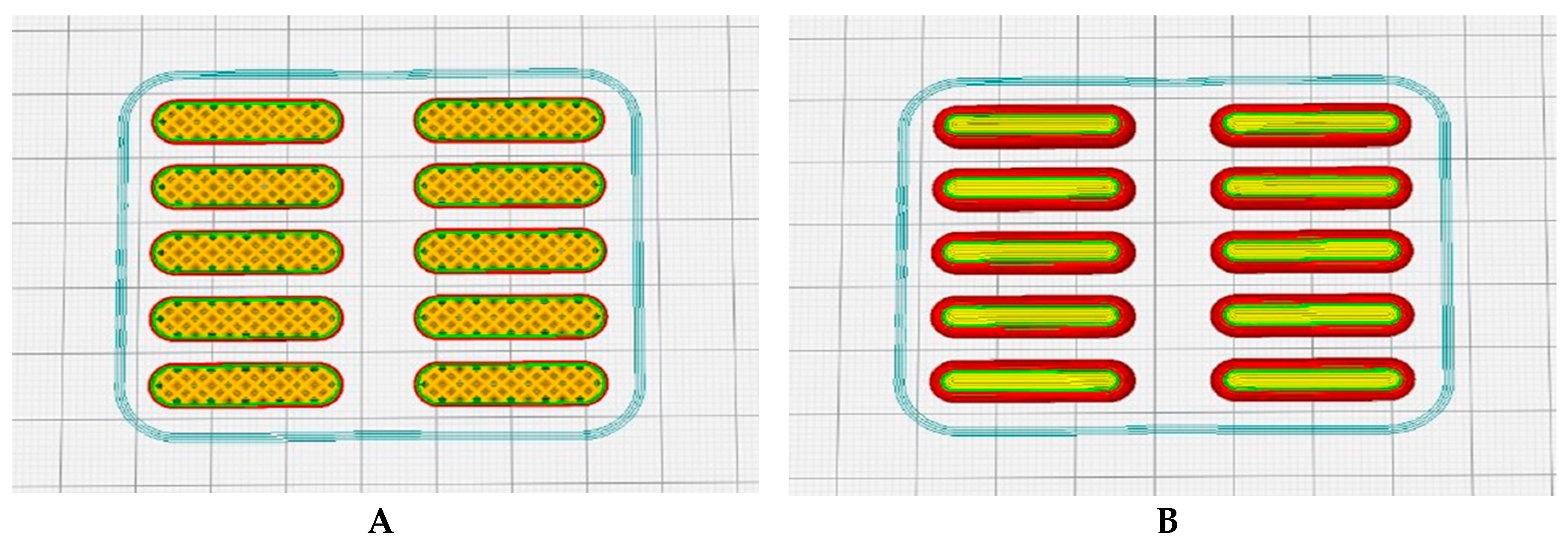
Figure 3.
A. ENDER 3 Cartesian 3D printer; B. A sequence in the 3D printing process of pills; C. 3D tablets after the 3D printing process.
Figure 3.
A. ENDER 3 Cartesian 3D printer; B. A sequence in the 3D printing process of pills; C. 3D tablets after the 3D printing process.

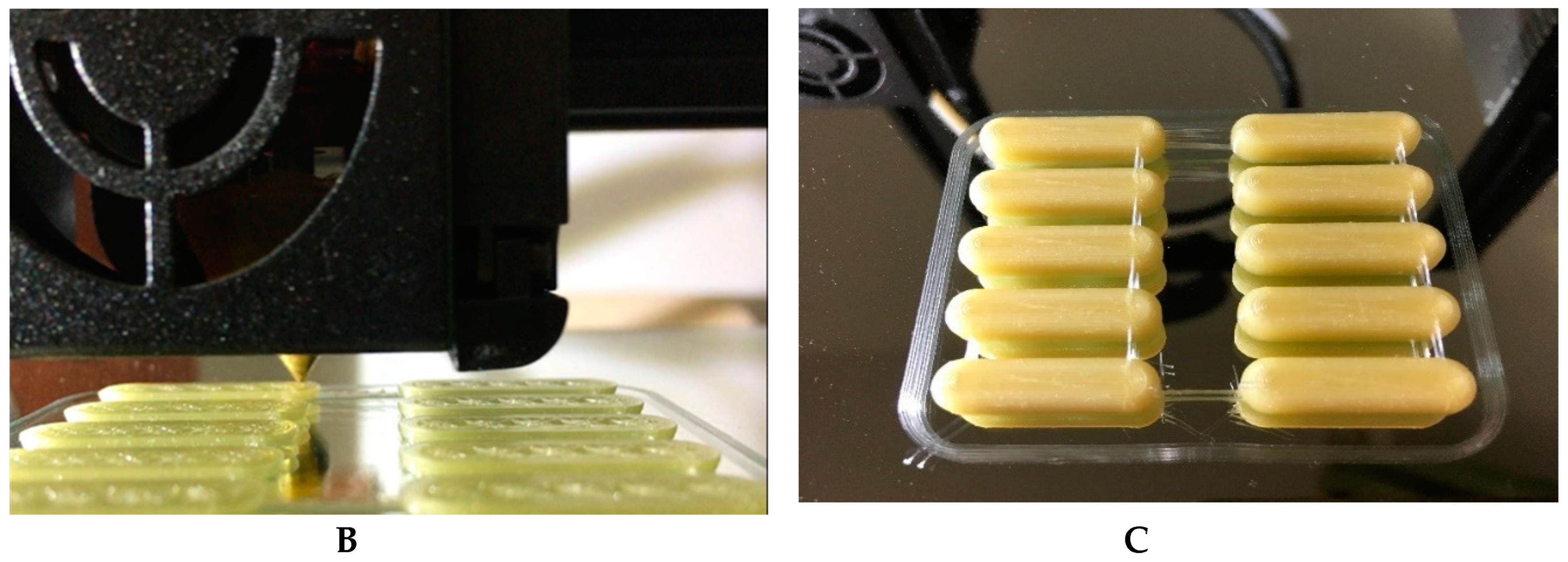
Figure 4.
A–C. The level of correlation between the Tablet mass and A. Scaling percentage (%); B. Infill density (%) and C. Wall thickness (mm). D. The response surface of the Standard Deviation of the model depends on the degree of filling and scaling of the 3D object.
Figure 4.
A–C. The level of correlation between the Tablet mass and A. Scaling percentage (%); B. Infill density (%) and C. Wall thickness (mm). D. The response surface of the Standard Deviation of the model depends on the degree of filling and scaling of the 3D object.
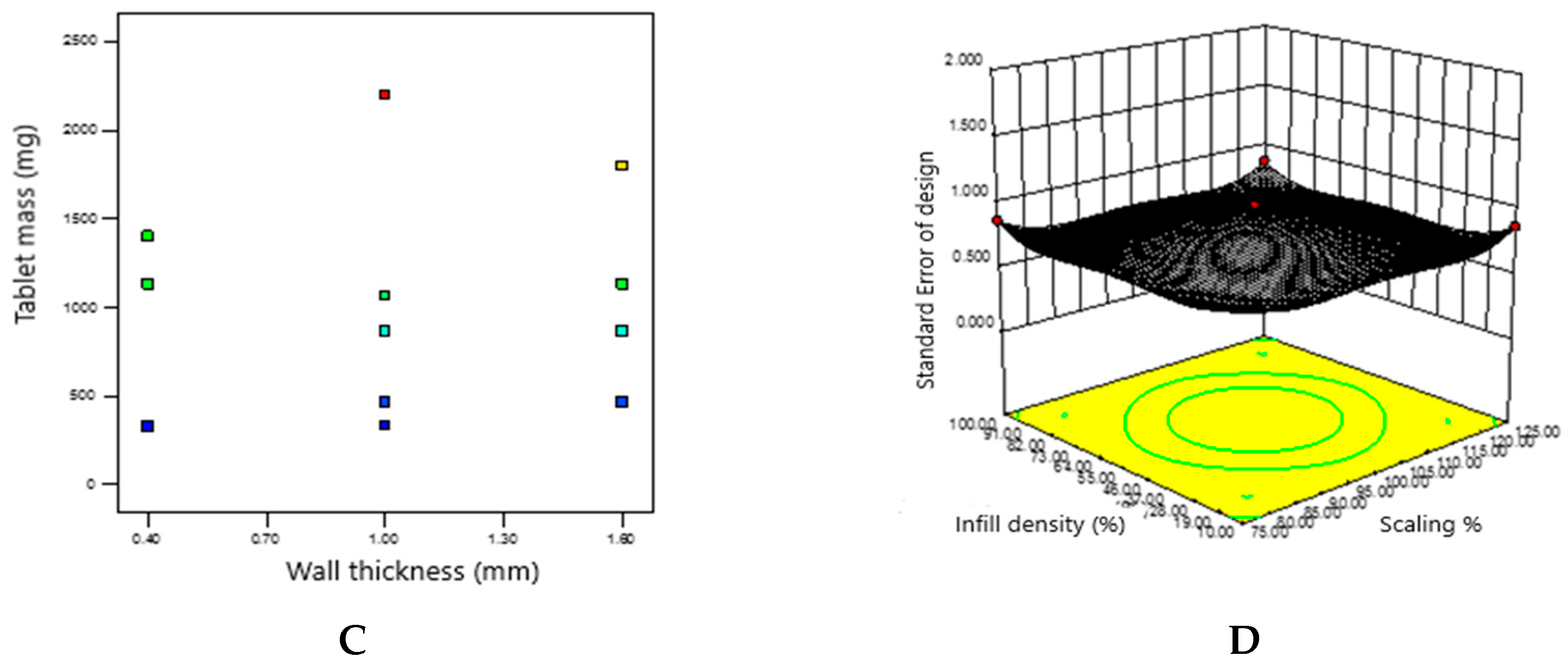
Figure 5.
A. The response surface of the final mass of the tablet is influenced by the infill density and the scaling of the 3D printed drug when wall thickness = 1 mm, B. The response surface of the final mass of the tablet is influenced by the wall thickness and the scaling of the 3D printed drug when infill density = 55%, C. The response surface of the final drug mass is influenced by the infill density and the wall thickness of the 3D printed drug when scaling is 100%, D. Selection of the targeted mass of the 3D printed drug; E. Selecting a solution to obtain the desired tablet mass.
Figure 5.
A. The response surface of the final mass of the tablet is influenced by the infill density and the scaling of the 3D printed drug when wall thickness = 1 mm, B. The response surface of the final mass of the tablet is influenced by the wall thickness and the scaling of the 3D printed drug when infill density = 55%, C. The response surface of the final drug mass is influenced by the infill density and the wall thickness of the 3D printed drug when scaling is 100%, D. Selection of the targeted mass of the 3D printed drug; E. Selecting a solution to obtain the desired tablet mass.
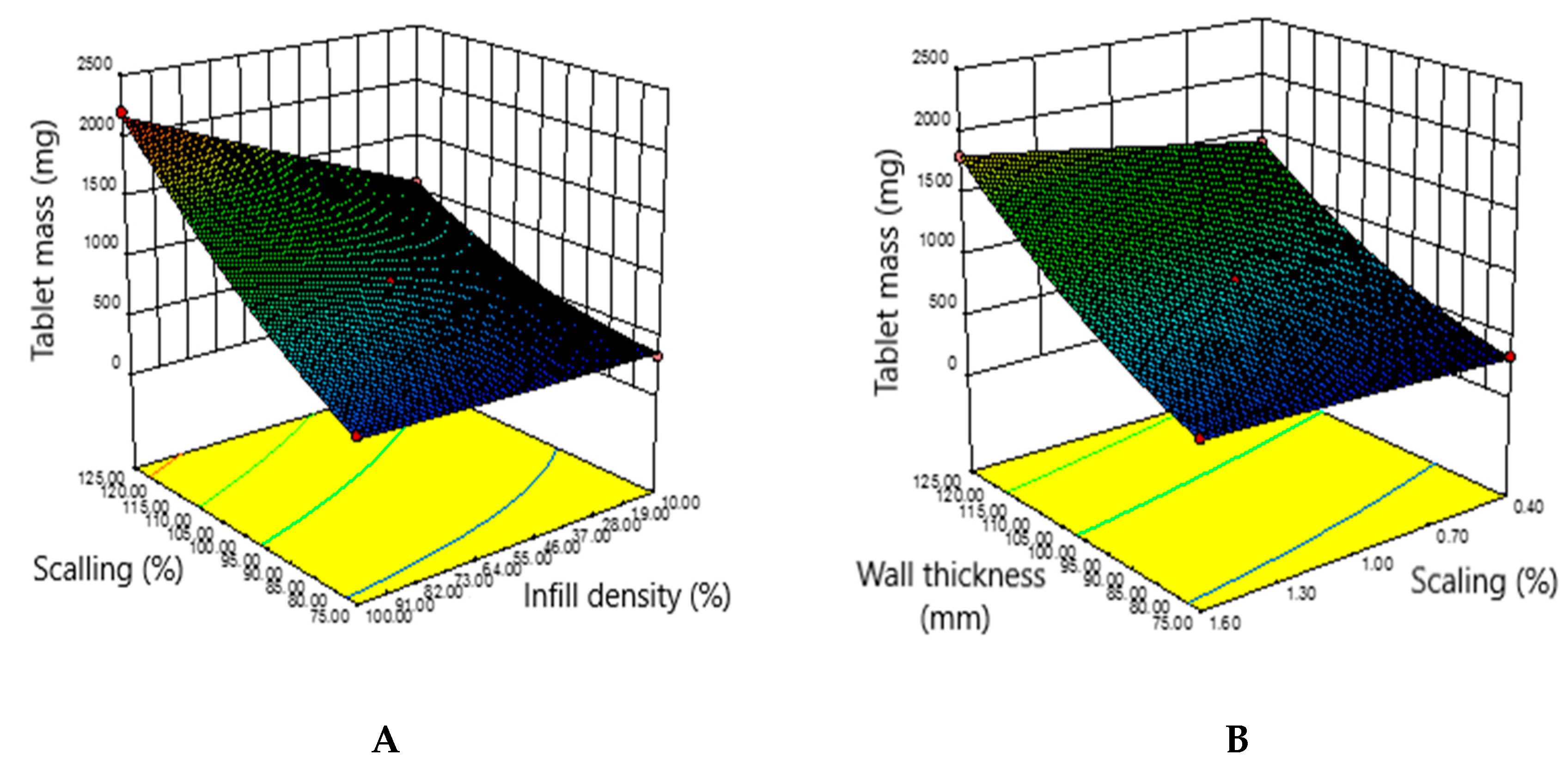
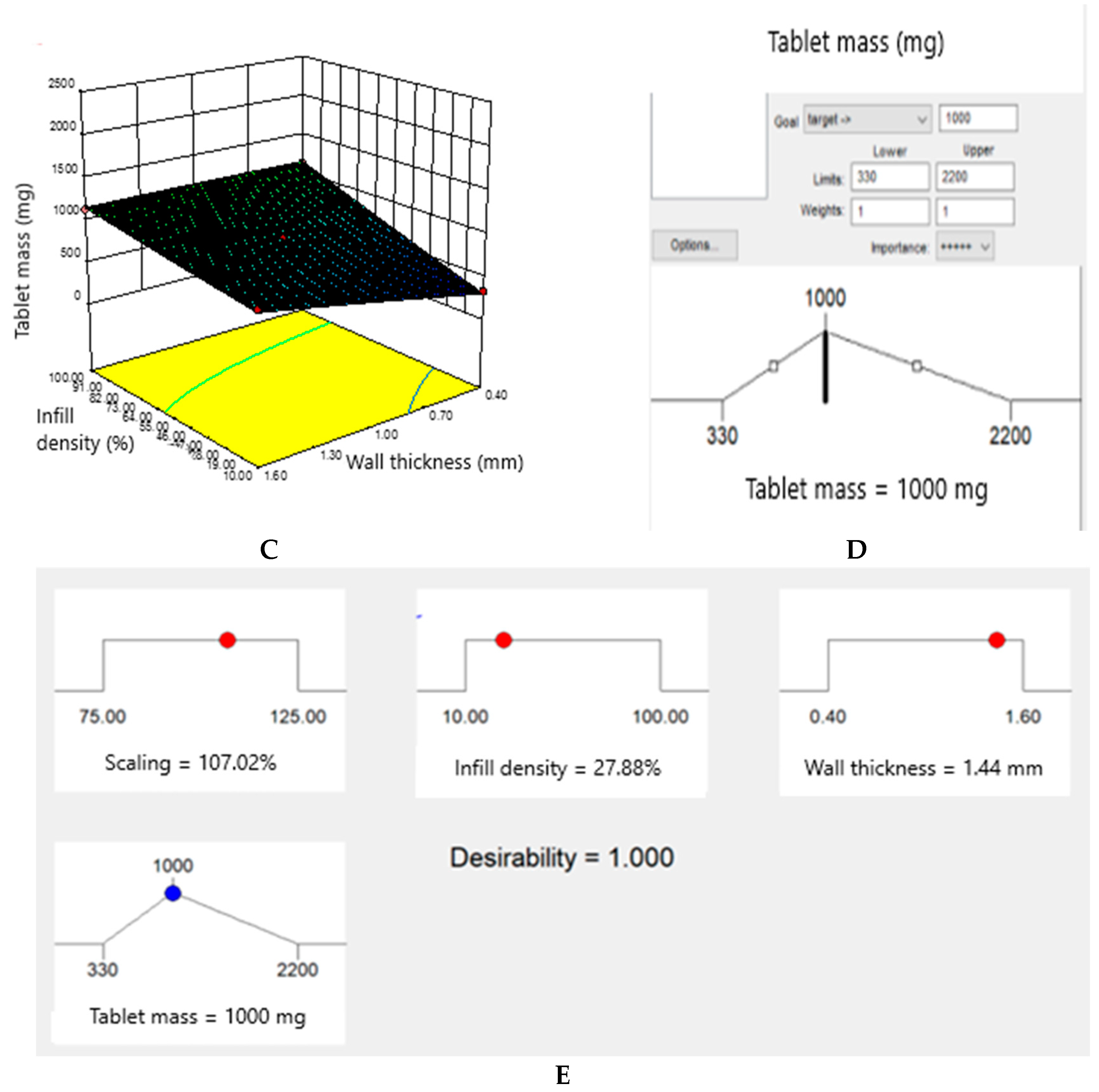
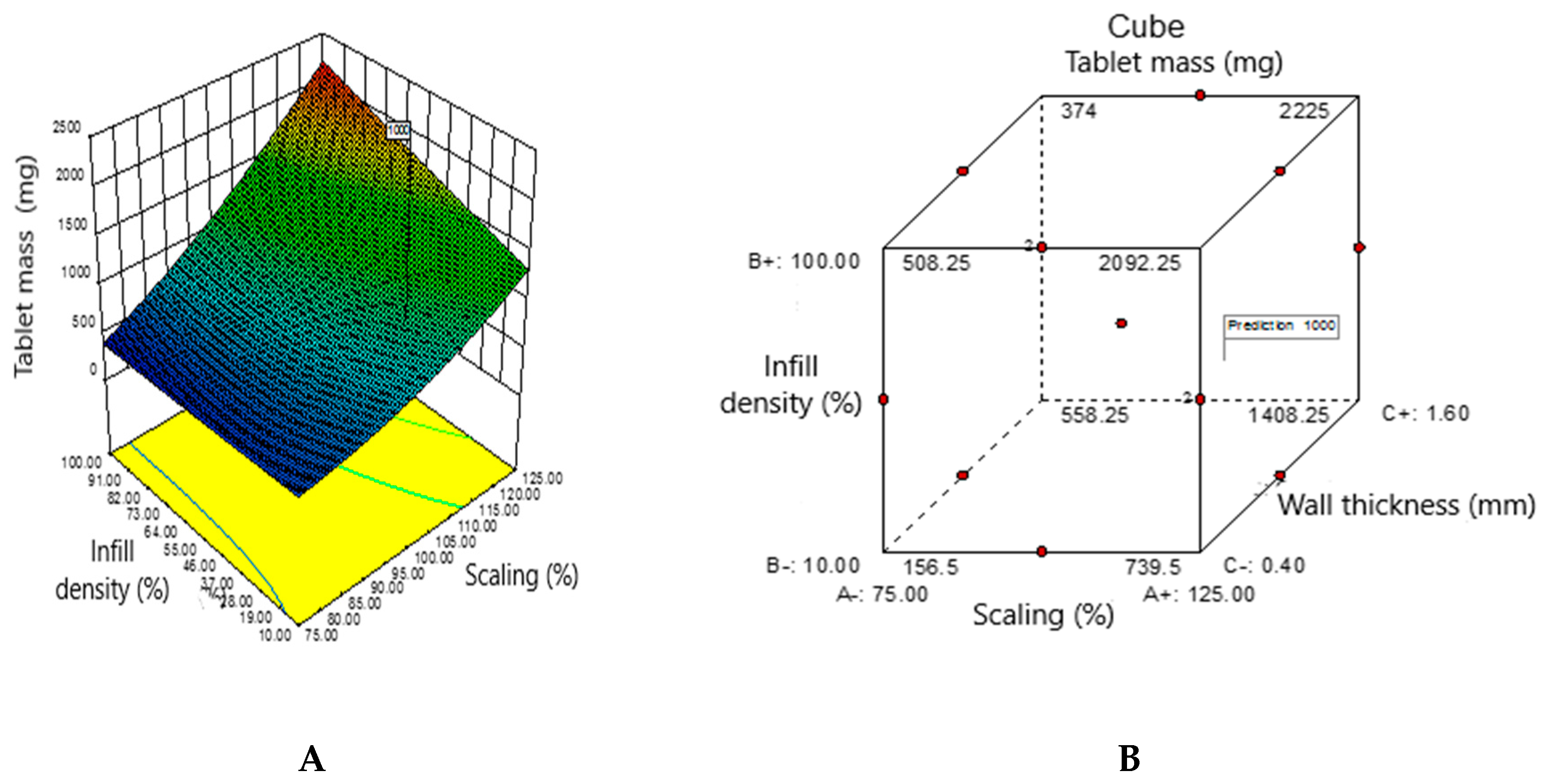
Figure 6.
A. Response surface with the set value of the tablet mass (1000 mg); B. The location of the desired point (1000 mg) in the virtual cubic space of the experiments.
Figure 6.
A. Response surface with the set value of the tablet mass (1000 mg); B. The location of the desired point (1000 mg) in the virtual cubic space of the experiments.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



