
Submitted:
12 June 2023
Posted:
12 June 2023
You are already at the latest version
Abstract
After cut by basecutter, sugarcane stalks are carried to a chopper by the basecutter and the feeding/conveying rollers train of harvester. However, the conventional feeding/conveying channels of sugarcane chopper harvesters, when harvesting seriously lodged sugarcane, have numerous drawbacks, including easy clogging, and poor adaptability. In order to resolve these problems, a novel design and layout method of feeding/conveying and chopping channel are proposed in the paper. And a chopper centrally-mounted channel is designed for a sugarcane chopper harvester as well, which has been implemented in the HN4GDL-91 harvester. The proposed channel consists of a feeding/conveying rollers train, a chopper, and a billet conveying device. By mounting the chopper between the feeding/conveying rollers train and the billets conveying device, the harvester can avoid the chopper chopping back the billets, thus improving the harvest quality. The feeding/conveying rollers train is designed with only a pair of feeding rollers and a pair of conveying rollers, achieving a short channel path. Moreover, the structure of the basecutter and the mechanism carrying stalks to feeding rollers are studied via theoretical analysis and tests. The relationship between the basecutter and the chopper centrally-mounted channel is also conducted in systematic analysis. The results of the theoretical analysis show that the inclination angle of the disc of basecutter should be 2° greater than the angle of the feeding conveying channel (both angles are from the horizontal plane). The inclination angle of the disc of basecutter should go from 10° to 15°. A field experiment with four factors and three levels indicates that the field loss rate is 2.45%, the feed quantity is 16.66 kg/s, and the qualified rate of the billets is 98.02%, while the number of sugarcane stalks in a clump, the ground speed of harvester the rotational speed of the chopper, and the rotational speed of feeding/conveying roller are 10, 1.09 m/s, 390 r/min, and 230 r/min, respectively. It is concluded that the proposed chopper centrally-mounted channel could improve the conveying and harvesting performance significantly.
Keywords:
sugarcane chopper harvester
; centrally-mounted channel
; basecutter
; feeding/conveying rollers
1. Introduction
Sugarcane is the most important sugar crop, accounting for 80% of global sugar production[1,2]. At the same time, sugarcane is also an important crop for renewable energy, accounting for 26% of global bioethanol production[2], and occupies an extremely important position in the agricultural economy. However, the mechanized harvesting rate of sugarcane remains relatively low, which will be classified into two main reasons. The first aspect is due to asexual reproduction characteristics of sugarcane. At present, the sugarcane adopts asexual reproduction to breed. Once an excellent transgenic individual plant is obtained, the population can be rapidly expanded through axillary bud propagation. Thereby, the growth of sugarcane in the coming year is usually to use the perennial root which reserved in the field ridges in the harvesting profile. Thus, in the process of mechanized harvesting, it is necessary to cut into the soil to ensure the integrity of the roots, which will pose a severe challenge to mechanized harvesting. The second aspect is the machine-harvested quality of sugarcane. Sugarcane is a long-stalked crop with complex and diverse growth forms in the field affected by typhoon. Generally, affected by typhoon sugarcane usually lodged. The top of a lodged sugarcane grew upward during subsequent growth period, resulting in curved stalk. Therefore, the sugarcane harvester poses various technical challenges such as breakage, blockage, and field losses during the harvesting process.
To address those issues, the sugarcane chopper harvester has gained widespread attention and utilization worldwide, due to its effective ability to harvest lodged sugarcane[3,4,5,6]. In general, the operating principle of the sugarcane chopper harvester involves three distinct processes, outlined as follows. As shown in Figure 1, firstly, the sugarcane stalks are pushed over by a knockdown roller and then cut by the basecutter at their bases. Secondary, the cut-down sugarcane stalks are carried to the chopper by the basecutter and the feeding/conveying rollers train where the sugarcane stalks are chopped into billets. Finally, the billets are thrown to extractor to remove trash and then conveyed to the transporter via the billets elevator. It is noted that the path where the stalks and billets went through from basecutter to extractor is called channel in the paper. In order to convey the whole stalk sugarcanes effectively, currently, there are two types of channels available for sugarcane chopper harvesters, namely the "chopper rear-mounted channel" and the "chopper front-mounted channel" as described in the paper. Further details regarding these two channels are provided below.
(1) Chopper rear-mounted channel. This type of channel had several pairs of rollers between the basecutter and the chopper, and the chopper is closely followed by an extractor. A representative sugarcane harvester is CASE 8000 harvester, which has 5.5 pairs of rollers between its basecutter and chopper, as shown in Figure 1. The symmetry line between upper and lower rollers, donated as a red dotted polyline line in Figure 1, is the conveying track of sugarcanes[7]. It is obvious that, with a chopper rear-mounted channel design layout, the lodged sugarcane stalks had to go through several pairs of feeding/conveying rollers, i.e., a long polyline track, from the basecutter to chopper during the harvesting profile. Therefore, more pairs of rollers increased the risk of curved stalks broken and the channel blocked [8].
(2) Chopper front-mounted channel. As described in Figure 2, there are no rollers between the basecutter and chopper. The chopper directly follows the basecutter, while the billet conveying device is directly mounted after the chopper. In addition, the billet conveying device is followed by an extractor. A representative sugarcane harvester is Class CC3000 harvester as shown in Figure 2. Under this design structure, the curved lodged stalks can directly be carried to the chopper by the basecutter, and then chopped into billets. Such that, there is no chance for curved stalks to block the channel. Compared with the chopper rear-mounted channel, therefore, the chopper front-mounted channel has a grate adaptability to the curved lodged sugarcaner stalks. However, experiments shows that quite a few billets are dropped into the field, and some the billets are easy chopped back by the chopper. Moreover, the billets can not chopped to uniform length (or the length required by the sugar factory). To work out these problems, some scholars try to optimize the chopper front-mounted channel, but the revised machines do not achieve desired effects. Thus, this kind of harvester is not widely used in the world [9,10].
Additionally, there have been numerous studies focusing on various aspects of sugarcane harvester operations, such as lifting lodged canes, improving the cutting quality of the basecutter, enhancing trash removal, and optimizing stalk swathing[11,12,13,14,15,16,17]. For instance, [14] investigates the effect of fan speed, cane feeding rate, and billet length on impurity rate and cane losses during sugarcane harvesting. The objective is to establish a theoretical basis for the research and development of sugarcane harvester extractors. Also, reference [16] introduces and analyzes the trajectory of expelled billets from the chopping rollers of a sugarcane harvester, which provided a design guidance for the sugarcane harvester extractor and the chopper. In order to reduce the trash content and loss rate, Wu et al.[17] develops three types of negative pressure structures for the sugarcane chopper harvester extractor based on the CFD numerical simulation method. However, those efforts are focused on the pre-stage (i.e., divider) or after-stage (e.g., extractor) devices of the conveying channel for the sugarcane harvester. Furthermore, some scholars explore techniques for effectively carrying whole stalks of sugarcane whole stalk harvester [18,19], and investigate the channel technology specifically related to sugarcane chopper harvesters, particularly the process of carrying sugarcane from basecutter to feeding rollers[20,21]. For example, Li et al.[22] shows that the major factors in the conveying capacity of sugarcane harvester are the traction force on stalks, the lifting angle of stalks, and the rotary speed of conveying roller. However, those studies only focused on existing channels. Zhou et al.[23] conducted a study on the impact of the relative positions of paired blades of chopping rollers on the chopping quality of the sugarcane harvester. But the study only aimed to identify the optimal chopping blades setting parameters that would result in improved chopping performance. The feeding/conveying roller train is one of the key components of harvester, and its conveying capacity affects the efficiency and performance of harvesting [24]. Therefore, some further efforts should be paying attention to conveying channel of the sugarcane chopper harvester to improve the transmission capacity.
Based on the aforementioned analysis of the advantages and disadvantages of existing channels of sugarcane chopper harvester, a novel channel structure and design method are proposed for a sugarcane chopper harvester in this paper. The proposed channel consists of a feeding/conveying roller train, a chopper, and a billet conveying device. The chopper is mounted between the other two parts, thus named the "chopper centrally-mounted channel" in the paper. The feeding/conveying roller train is just designed with a pair of feeding rollers and a pair of conveying rollers, which can decrease the conveying path of channel significantly. Moreover, the chopper centrally-mounted channel has been applied to the HN4GDL-91 sugarcane chopper harvester which is developed by South China Agricultural University (SCAU) and tested for several years in the field. In addition, the structure of the basecutter and the mechanism carrying stalks to feeding rollers are studied via theoretical analysis and tests. The relationship between the basecutter and the chopper centrally-mounted channel is also conducted in systematic analysis in the paper.
2. Chopper centrally-mounted channel design
2.1. Composition of chopper centrally-mounted channel
The chopper centrally-mounted channel, designed in the paper, consisted of three parts, feeding/conveying roller train, chopper, and billets conveying device. The chopper is mounted between other two parts, as shown in Figure 3. The feeding/conveying roller train is designed with only a pair of feeding rollers and a pair of conveying rollers, thus the conveying path of sugarcane stalks achieved a short one. Furthermore, the billets conveying device is of scraper chain conveyor. When harvesting, sugarcane stalks are cut down by basecutter at their bases, and then carried to the feeding/conveying roller train and chopper where the cut-down sugarcane stalks are chopped into billets by chopper. The billets are transported by billets conveying device to a extractor to remove trash from them.
The structural features of the chopper centrally-mounted channel are as follows.
(1) Compared with the chopper rear-mounted channel, the chopper centrally-mounted channel has two pairs of rollers while the chopper rear-mounted channel usually had more pairs of rollers, such as the channel of Case 8000 sugarcane harvesters had 5.5 pairs of rollers. Fewer pairs of rollers means a shorter path for sugarcane stalks to go through. Furthermore, a shorter path means less chance for curved stalks to be broken and less chance of the curved stalks blocking the channel. Therefore, the chopper centrally-mounted channel is more helpful to convey curved sugarcane stalks than existing chopper rear-mounted channel.
(2) Compared with the chopper front-mounted channel, the two pairs of rollers of chopper centrally-mounted channel increases the height difference between the chopper and the front end of billets conveying device. It is helpful to prevent the billets from being chopped back by the chopper thus reducing field loss. Also, the two pairs of rollers are more helpful to control the length of billets, which can achieve uniform length and satisfy the required length of the sugar factory.
2.2. Key components design and analysis of propoesd channel
2.2.1. Overall design of the channel
2.2.2. Design and analysis of the basecutter structure
(1) Basecutter structure design
The function of the basecutter is to cut down the sugarcane stalk at its base. Almost all basecutters of existing sugarcane harvesters are disc cutters. Its geometric and kinematic parameters significantly influenced cutting performance and feeding capacity [25].
In recent years, there are three typical kinds of basecutters of sugarcane harvesters, as shown in Figure 6, Figure 7 and Figure 8. They are basecutters of John Deere 3520, HC-50NN, and Case 8000 sugarcane harvester, respectively. To improve the ability of the basecutter to carry stalks back to feeding rollers and pick up badly lodged sugarcanes in the field, some rebar rods are welded on the top surface of cutter discs, as shown in Figure 6. In Figure 7, spiral rebars rods played a role in lifting stalks to the feeding entrance and then conveying them back to feeding rollers [25]. The spiral rebars rods also reduced the height of feeding entrance, as shown in Figure 7.
In Figure 8, toothed plates of basecutter are helpful to convey stalks back to feeding rollers. In the paper, some small jagged bars are welded on the top surface of the cutter discs, as shown in Figure 8. Those jagged bars are helpful to pick up badly lodged canes.
(2) The mechanism analysis of small jagged bars picking up and conveying sugarcane stalks
With agronomy required, the sugarcane stalk is cut at the position of 0~50 mm below the surface of soil by blades of basecutter when harvesting. After cut down, the base of sugarcane stalk is contacted with small jagged bars, and then the small jagged bar applied force on the stalk and conveyed it to feeding rollers. To analyze the force, a Cartesian coordinate system is established as shown in Figure 9. Y-axis is parallel to the ground and its direction is the forward direction of harvester. Z-axis is perpendicular to the ground and pointed up. The forces analysis diagram is as shown in Figure 9. The force F applied on the sugarcane stalk by the small jagged bar could be decomposed into Fx, Fy, and Fz. The component force Fz lifted up the stalk base from the ground. The force Fx moved stalks to the middle of the feeding entrance, as shown in Figure 9(b), which is helpful for stalks to get into the feeding rollers. The force Fy moved stalks to feeding rollers. Moreover, the toothed plates also played a role in lifting up stalks and carrying stalks to the feeding rollers.
2.2.3. Feeding entrance size of basecutter and feeding/conveying roller train
(1) Feeding entrance size of basecutter
The feeding entrance is the space of basecutter for stalks going through to the feeding rollers. It is the area which surrounded by the toothed plates, the upper surfaces of the discs, and the lower surface of the gearbox of basecutter, as shown in Figure 8. In Figure 7, when the cutter discs rotated at high speed, the outer circumferential tracks of their spiral rebar rods are 2 cylindrical surfaces. Its feeding entrance is the area surrounded by the surfaces of shaft sleeves, the upper surfaces of the cylinders, and the lower surface of the gearbox. As a result, the area of the feeding entrance is significantly reduced because of the cylindrical surfaces in Figure 7. If the distance between dual disc shafts (Ls) and the clearance between the lower surface of gearbox and the top surface of discs of basecutter (Hg), in Figure7-8, are the same size, the design structure of basecutter in Figure 8 would have a larger feeding entrance. Therefore, the structure in Figure 8 is selected in this paper.
The size of the feeding entrance of basecutter affected its feeding capacity. According to a theoretical calculation formula about the feeding entrance cross-sectional area of basecutter of sugarcane harvester [26], the area of the feeding entrance (Se) of the basecutter should meet the requirements of the formula as follows:
where n, number of stalks that go through feeding entrance in a time; dz, average diameter of sugarcane stalks; k = 1.3 is the section coefficient.
(2) Sizes of feeding/conveying roller train
The width of the feeding/conveying roller train (L3, in Figure 5) influenced its ability to feed and convey stalks [22]. To determine Se and L3 in the paper, some assumptions are made as follows. Firstly, the harvester moved at a constant ground speed when harvesting. Secondly, the sugarcane stalks are evenly spread along the width of the channel.
(3) Calculation of Se and L3
Sugarcane harvesting is a row-controlled operation. When a harvester harvested, the stalks are cut by its basecutter and then are conveyed to its feeding rollers with the bases of stalks entering first. The length of sugarcane stalks is generally 2.5-3.0 m, it needed take time for a whole stalk to pass through feeding rollers. Moreover, the stalks which subsequently entered feeding rollers would stay together with the stalks which previously entered the feeding/conveying roller train. Therefore, the Se and L3 are calculated as follows based on the field tests in Zhanjiang Guangqian farm in the 2017/2018 harvesting season.
The position of five sampling plot are determined according to "five point sampling method". The size of each sampling length is 2 m in a row. The total sampling length is 10 m. The size of the samples is as follows. The average diameter of sugarcane stalks is dz = 30 mm. The average length of stalks is Lz = 2500 mm. The average mass of a single stalk is mz = 1.09 kg while the average planted density is 11 stalks/m.
Pilot field tests showed that the HN4GDL-91 sugarcane chopper harvester could do a good job at the ground speed of 2 km/h (i.e., vm = 0.56 m/s) in the field. With the ground speed of 0.56 m/s, the harvester reaped approximately 6 stalks in a second and the feed quantity of the harvester is W = 6.7 kg/s in the test plot. The moving speed of sugarcane stalk in the feeding/conveying roller train is set as 2 m/s in pilot field tests. Such that, it would take 1.25 s for a 2.5 m stalk to go through a pair of conveying rollers. Within 1.25 s, the machine moved 0.7 m and reaped 7.7 sugarcane stalks. Since the planted density of sugarcane is different in different fields and sometimes a clump of sugarcane had several stalks, the harvester is designed as that it could reap 2 times 7.7 sugarcane stalks (e.g., n =15) in 1.25s. Therefore, according to equation (1), the area of feeding entrance should satisfy Se≥13777 mm2 in the paper.
Based on above analysis, the effective width of the feeding/conveying roller train should be greater than 15 times sugarcane stalks average diameter (dz). Therefore, the affective width of feeding/conveying roller train is L3≥ 450 mm.
2.2.4. Structure of feeding rollers and its mechanism of feeding sugarcane
The function of the feeding rollers is to receive stalks from basecutter. It consisted of an upper and a lower roller, as shown in Figure 10. The upper feeding roller is a floating roller. Both ends of its shaft are supported on the free ends of its corresponding swing arm by bearings. The fixed ends of the swing arms are supported on the side plates by bearings. Thus, the swing arm could swing within a range of designed angles and the upper roller got floating function. In addition, a rubber pad is used to adjust the primary clearance between the upper and lower roller, as shown in Figure 10b. Some rebar rods are welded on the outer edge of each blade of lower feeding roller to improve its capacity of carrying sugarcane stalks.
As shown in Figure 10 a, the upper feeding roller has six blades and the lower feeding roller has three blades. When the upper and lower rollers rotate at the same angular velocity, the clearance between the outer edges of blades of upper and lower rollers will change from minimum clearance (Lmin) to maximum clearance (Lmax). When the blades of lower and upper feeding rollers both are parallel to XOZ, plane, the clearance is minimum. When they both are perpendicular to XOZ plane, the clearance is maximum. Thus, the sugarcane could easily enter the feeding rollers. Throughout the clearance changed from maximum to minimum, stalks are clamped and conveyed to the next pairs of rollers.
2.2.5. Position relationship between basecutter and feeding rollers
The position relationship between the dual discs basecutter and the feeding rollers affects the effect of feeding sugarcane stalks from disc to feeding rollers. To analysis the position relationship, some definitions are given in Figure 11 and Figure 12. The symmetrical plane between the upper and lower rollers is named conveying plane and denoted as A. When lower feeding roller rotated, the outer edge of its blades formed a cylindrical surface. The cylindrical surface is described as outer cylindrical surface. The plane, which is perpendicular to the conveying plane and is tangent to the outer cylindrical surface, is named tangential plane and denoted by B. The intersection line between the central plane of the lower feeding roller, which is parallel to the conveying plane, and its tangential plane is named feeding line, denoted by Lf. The intersection line between the top surface of cutter disc and the tangential plane is named cutter disc feeding roller line, denoted by Li.
(1) Position relationship between Li and Lf
In Figure 11, the force F, which is applied on the sugarcane stalk by the blade of the lower feeding roller, could be divided into F1 and F2. the F1 played a role of lifting stalks up. When Li above Lf (as shown in Figure 11a), F2 played a role in moving stalks to feeding rollers. When Li below Lf (as shown in Figure 11b), F2 played a role in pushing stalks away from the feeding rollers. Therefore, only when Li is above Lf , the sugarcane could be fed into the feeding rollers smoothly by the lower feeding roller.
(2) Position relationship between Li and A
When Li is above A (as shown in Figure 12), the blade of the lower feeding roller could not act on the sugarcane, which means that it could not feeding the sugarcane into the rollers. Therefore, Li should be below A.
(3) Position relationship between the disc of the basecutter and feeding rollers
To keep fixed position relationship among Li, Lf, and conveying plane A as mentioned above, basecutter, feedign/conveying roller train and chopper are fixed on the frame, as shown in Figure 13. The angle and are the angel of the disc of the basecutte and the angel of conveying plane A to horizontal plane respectively. In the paper, it is designed as . When harvesting, sugarcane should be cut at its base and below soil surface 0-50 mm. A previous study showed that the inclination angle of the disc should be approximately in the range of 10°-15° [26,27]. When harvesting in different field, the angle of should be adjusted to different value for adapting different height of sugarcane row ridge. For example, the height of sugarcane row ridge in the testing plot in the paper is 250 mm, the angle is adjusted to 16°. In Figure 13, a hydraulic cylinder served as a mechanism of adjusting the angle.
2.2.6. Structure of conveying rollers and its mechanism of conveying sugarcane
The conveying rollers are designed to carry sugarcane stalks from feeding rollers to a chopper. In addition, it also played a role in stabilizing the moving speed of stalks as well as supporting stalks, which could ensure billets to get an uniform length. As shown in Figure 14, the conveying rollers are composed of upper roller and lower roller. And there are six wavy blades which uniformly distributed on each roller. The minimum distance between the crest and the trough is set the same as the average diameter of sugarcane stalk. The upper roller is a floating roller which had a same structure as that of the upper feeding roller as shown in Figure 10b. The upper roller pressed stalks down onto the lower conveying roller by its own weight. The stalks are carried to chopper by the frictions between stalks and rotatory upper/lower roller blades.
2.2.7. Structure and parameters of the chopper
The chopper is composed of upper and lower chopping rollers. The center distance between upper and lower chopping roller is L = 252 mm. Two blades are symmetrically mounted on each roller by bolts. The effective width of the chopping roller is L4=495 mm, as shown in Figure 5. Moreover, the gyration radius, thickness, and the edge angle of the blade, which are denoted as R, d and respectively, are also the important parameters of the chopper. And their values are 133 mm, 10 mm, and 25° respectively in the paper. When the paired blades of the upper and lower rollers are aligned, the distance between the 2 blade edges is denoted by Q . In the paper, Q is set to 6 mm, while the bevel gap of the chopping edges is P = 2 mm [23], as shown in Figure 15.
3. Parameters of HN4GDL-91 sugarcane harvester
4. Field tests
4.1. Test equipment and materials
(1) Test equipment
The test equipment included a HN4GDL-91 sugarcane chopper harvester with a proposed chopper centrally-mounted channel (as shown in Figure 17), an electronic scale (precision: 0.01 kg), a photoelectric speed tester (DT2234C, range of 2.5–999999 RPM), a vernier caliper, a band tape, a protractor, a digital camera, a sugarcane machete and a shovel.
(2) Test materials
In January 2018, field tests are conducted in a sugarcane field in the Suixi Comprehensive Test Station of the China Sugarcane Research System. Affected by typhoon, sugarcane stalks in the field are badly lodged. The variety of sugarcane in the field is Yuetang 55. The row spacing in the field is 1.2 m. The planted density is in a range of 7–9 stalks/m. The average diameters of stalks at the position of its base, middle, and top are 23.46, 24.45, and 20.93 mm, respectively. The average length of stalks is approximately 2.23 m. Sugarcane stalks, which diameter and length are close to the average value in the field, are selected as test samples.
4.2. Test indexes
To get the harvesting performance of the chopper centrally-mounted channel of HN4GDL-91 harvester, feed quantity, field loss ratio, and qualified ratio of billets are selected as test indexes according to the test standard of the sugarcane harvester.
(1) Feed quantity
The feed quantity refers to the total mass of material which pass through sugarcane harvester in per unit time. The formula for calculating feed quantity is as follows.
where Qw is feed quantity, kg/s; Ws is the total mass of material which got from harvester in test plot, kg; Wpa is the mass of the material which got from the extractor of harvester in test plot, kg; and t is the harvesting time in the plot, s.
(2) Field loss ratio
The field loss ratio Sz (%) is the percentage of the total mass of sugarcane stems which left in field (Wloss) after harvesting, to the total mass of sugarcane stems in test plot (Wq). The calculation formula is as follows.
(3) Qualified ratio of the billets
The qualified ratio Cdh (%) of the billets is the percentage of the total mass of the qualified billets which got from harvester to the total mass of all billets got from harvester in the test. The calculation formula is as follows.
where Cdh is the qualified ratio of the billets, %; Wdh is the total mass of the qualified billets in the test plot, kg; and Wdz is the total mass of all billets in the test plot, kg.
4.3. Test method
Sometimes several stalks grew closely together in a clump for sugarcane tillering reason. So that, when harvesting in field, the feeding/conveying roller train should be able to go through multiple sugarcane stalks simultaneously. In this paper, lodged stalks in a clump are simulated by laying down several stalks closely together in the field and their bases all facing the same direction. Regarded those stalks as a group, and 3 group stalks are laid down in field one by one, as shown in Figure 18. Since stalks entered feeding rollers in the way of the bases of stalks first, the 3 group stalks are harvested in the direction of from their bases to tops in tests.
The rotational speed of chopper, the number of sugarcane stalk in a group, the rotational speed of feeding/conveying rollers, and the ground speed of harvester are selected as test factors. Table 3 listed the factors and their levels. L27(313) orthogonal table is chosen to conduct the test (Table 4). Each treatment is repeated three times and their averages are shown in Table 4.
4.4. Results and analysis
The test results are indicated in Table 4. Results of direct-vision analysis on the test results is as shown in Figure 19. The results of variance analysis on the test results are indicated in Table 5.
(1) Impacts of the factors on the field loss ratio
As shown in Figure 19a, the field loss ratio decreased with the increase of levels of factors A and B. Higher rotational speed of the chopper (factor A) is helpful to improve the smoothness of moving stalks in the roller train. The results in Figure 19d and Table 5 showed that factor B (numbers of sugarcane stalk in a group) had a larger impact on the field loss ratio than factor A. That is because the basecutter could grab almost all stalks that contacted with its disc and carried those stalks to feeding rollers. Only very few stalks are left in the field which caused field loss. The results of variance analysis (Table 5) showed that the factor B and the interactions A×D and B×D, had significantly affect on the field loss ratio, but other factors and interactions had no significant impact on it.
(2) Impacts of factors on the feed quantity
The results of variance analysis (Table 5) showed that all the factor B, A×D and B×D, had significantly affect on feed quantity, but other factors had no significant impact on it. With the increase of levels of factors B and D, the feed quantity increased. Results of the test showed that the harvester could do a good job at the given levels of factor B and D in the test.
(3) Impacts of factor levels on the qualified ratio of billets
As shown in Figure 19c, the qualified ratio of billets increased with the increase of levels of factors A and B. When the level of factor A (rotational speed of chopper) increased, the speed of blades of the chopper increased. Higher speed of chopping blades is helpful to cutting quality of billets. As factor B increases, the more stalks in feeding/conveying roller train, the stronger interaction force between the sugarcane and the rollers, which could reduce the sugarcane slide and is helpful to chopping. The results of variance analysis (Table 5) showed that factors C and D had no significant impact on the qualified ratio of the billets. The factors of A and the interactions A×D and B×D had significantly impact on the qualified ratio of billets. The other factors and interactions had no significant impacts on it.
(4) Optimal combination of factors and their levels
Based on the results of direct-vision and variance analysis, we could confirm that both numbers of sugarcane stalk in a group (B) and the chopper rotational speed (A) had the greatest impact on the field loss ratio, feed quantity, and qualified ratio of billets. In addition, the factor B had the greatest impact on the field loss ratio and feed quantity. As for qualified ratio of billets, the influence of factor B is second only to that of factor A. Comparing factors A and C, factor A had a greater impact on the field loss ratio and the qualified ratio of billets than factor C. But as for the influence of the feed quantity, the performance of A and C are essentially the same. From the range analysis of the loss and feed quantity, the impact degree of factor D on the test indicators is greater than that of factor C. For the qualified ratio of billets, the impact degree of factor C on the test indicators is slightly greater than that of factor D. Therefore, for the three test indicators, i.e., the field loss ratio, feed quantity, and qualified ratio of billets, the comprehensive impact of each factor could be ordered as follows: B>A>D>C.
To determine the parameter combination that provided the best operational performance, the comprehensive balance method is used to analyze the best parameter combination. Based on the purpose of the test, the priority of indexes is given to the feed quantity and the qualified ratio of the billets, and then the field loss ratio is set to aid the analysis. Also, the factors that with significant interactions are given priority in the analysis of the interaction effects. The factors which had no significant interactions are analyzed in turn based on the priority order and impact degree of the performance indicators.
According to the above analysis, both the factors B and A reached optimal levels for all three indicators at its third level. Hence, it is determined that B3 and A3 are the optimal levels. The interactions of factors A×D and B×D significantly impacted on the 3 indicators. Therefore, the level of factor D should be analyzed on the basis of the interactions, as shown in Figure 20.
From Figure 20(a)–(c), we could conclude that, with the change of the level of factor A, factor D1 gave a greater change than D2 and D3, which indicated that the level D1 is unstable. Thus, D1 should be discarded. For priority indicators, both D2 and D3 achieved maximum values under A3. From an independent sample variance analysis of A3D2 and A3D3, these interactions had no significant difference in terms of the impact of priority indicators. Combined with the impact of factor D on the field loss ratio, the field loss ratio is the lowest at the D2 level, as shown in Figure 19. Therefore, D2 is considered to provide the best results under the action of A×D. Moreover, it could be seen form Figure 19d that the D2 level had a smaller impact on the feed quantity than the D3 level but a significant impact on the qualified ratio of billets. The field loss ratio of D2 is lower at the B3 level. Hence, both the two interaction results showed that the D2 level is appropriate for D. As for factor C, C1 and C3 are selected as alternative levels based on the condition of priority indicators. And the test results showed that the length of billets obtained at the C3 level are more in line with the length requirement Therefore, it could conclude that the optimal parameter combination is A3B3C3D2, which did not appear in the orthogonal test. Thus, further verification test of A3B3C3D2 should be conducted to compare with the several better combinations in the orthogonal test, as shown in Figure 21.
According to the principle of priority given to the feed quantity and the qualified ratio of billets, the analysis in Figure 21 showed that the A3B3C3D2 combination yields the optimal feed quantity and qualified ratio of billets. Although this combination had the highest field loss ratio, it is within the allowable range of sugarcane machine harvesting and had a large margin. Therefore, A3B3C3D2 is selected as the optimal combination which detail is as follows. The rotational speed of the chopper is 390 r/min, the feeding quantity is 10 stalks (approximately 12.96 kg), the rotational speed of feeding/conveying rollers is 230 r/min, and the ground speed of harvester is medium (1.09 m/s). Under this combination, the field loss ratio is 2.45%, the feed quantity is 16.66 kg/s, and the qualified ratio of billets is 98.02%.
5. Conclusions
In address various technical challenges such as breakage, blockage, and field losses for the sugarcane chopper harvester. In this paper, a novel concept and design method of conveying and chopping channel, named chopper centrally-mounted channel, is proposed for a sugarcane chopper harvester. The chopper centrally-mounted channel consisted of three parts: the feeding/conveying roller train, the chopper, and the billets conveying device. Notably, the chopper is mounted between other two parts. The feeding/conveying roller train incorporates a pair of feeding rollers and a pair of conveying rollers only, while the billets conveying device utilizes a scraper chain conveyor. This design layout not only significantly reduces the sugarcane conveying path, but also effectively improves the adaptability to lodged sugarcane and prevents billets from being chopped back by the chopper.
Furthermore, the paper encompasses the design of the basecutter structure and the analysis of the mounting relationship between the basecutter and the chopper centrally-mounted channel. The results of the theoretical analysis reveals that the inclination angle of the cutter disc should be 2o greater than the angle of the feeding conveying channel. Additionally, four factors are taken into consideration for evaluating the performance of the proposed chopper centrally-mounted channel in the filed orthogonal test. And the optimal combination of the four factors is determined as follows: the number of sugarcane stalks in a clump is 10, the ground speed of harvester is 1.09 m/s, the rotational speed of the chopper is 390 r/min, and the feeding/conveying roller is 230 r/min. With these optimal combination settings, the field loss ratio, the feed quantity, and the qualified ratio of the billets are 2.45%, 16.66 kg/s, and 98.02%, respectively. The conducted field test results validated the analysis and the proposed chopper centrally-mounted channel design in harvesting seriously lodged sugarcane smoothly and optimizing the overall performance of chopper harvester.
References
- Islam M S, Yang X, Sood S, et al. Molecular characterization of genetic basis of Sugarcane Yellow Leaf Virus (SCYLV) resistance in Saccharum spp. hybrid. Plant Breed., 2018, 137(4): 598-604. [CrossRef]
- Oz M T, Altpeter A, Karan R, et al. CRISPR/Cas9-mediated multi-allelic gene targeting in sugarcane confers herbicide tolerance. Front. Genome Edit., 2021, 3: 673566. [CrossRef]
- Bai J, Ma S, Wang F, et al. Key Technologies of Crop Dividers of Sugarcane Harvesters: A Review. Appl. Eng. Agric., 2021, 37(5): 839-849. [CrossRef]
- Neves J L M, Calori N, Pimenta R C M, et al. Trash shredder mounted on chopped sugarcane harvester, model John Deere 3520. Sug. Ind./Zuckerind., 2016, 141(11): 713-719.
- Ma S, Scharf P A, Karkee M, et al. Performance evaluation of a chopper harvester in Hawaii sugarcane fields. American Society of Agricultural and Biological Engineers. Canada, 2014: 1.
- Wu T, Liang X L, Liu Q T, et al. Chopper sugarcane combine harvester with middle-mounted primary extractor. Sug. Tech, 2020, 22: 589-595. [CrossRef]
- Wang, C.Z., Design and test of roller conveying device of whole-stalk sugarcane harvester. Guangzhou: South China Agricultural University. 2011.
- Pang, C.L., and Ou, Y.G., Research situation and prospect of virtual prototyping on sugarcane harvester. J. Agric. Mech. Res.. 2011, 33 (7): 225-228, 232.
- Kerr, B., and Blyth, K. 100 Years of Mechanical Cane Harvesting. Canegrowers, Australia. 1993.
- Pari, L., Grassi, G., Sénéchal, S., Capaccioli, S., and Cocchi, M. State of the art: harvesting, storage and logistic of the sweet sorghum. In: 16th European Biomass Conference & Exhibition. Valencia, Spain. 2008.
- Davis, R.J., and Norris, C.P. Improving the feeding ability of sugarcane harvesters. Proceedings of the 2002 Conference of the Australian Society of Sugar Cane Technologists. 2002,190 -198.
- Liu, Q.T. Sugarcane cutting mechanism. Guangzhou: South China Agricultural University. 2004.
- Xu, H., Wu, T., Liu, Q., and Li, J. Research on the cut-throwing performance of chopper of sugarcane harvester. Comp. Res. Prog. Appl. Sci. Eng.. 2019, 05 (3): 85-91.
- Wang, F., Yang, G., Ke, W., and Ma, S. Effect of sugarcane chopper harvester extractor parameters on impurity removal and cane losses. IFAC-POL. 2018, 51 (17): 292-297. [CrossRef]
- Xie, L., Wang, J., Cheng, S., Zeng, B., and Yang, Z. Performance evaluation of a chopper system for sugarcane harvester. Sug. Tech. 2019, 21 (5): 825-837. [CrossRef]
- Xu, H., Wu, T., Liu, Q., Zhang, Z., Gan, X., and Liang, X. Investigation of the trajectory of expelled billets from the chopping rollers of a sugarcane harvester. Sug. Tech. 2020, 22 (5): 896-910. [CrossRef]
- Ren J, Wu T, Liu Q, et al. Design and Test of the Structure of Extractor Negative Pressure Zone of Sugarcane Chopper Harvester. Agronomy, 2022, 12(10): 2336. [CrossRef]
- Li, Z.H., and Ou, Y.G. Power model of arc-track-type flexible holding and conveying device of sugarcane harvester. Trans. Chin. Soc. Agric. Eng.. 2009, 25 (9): 111-116.
- Zhou, S.P., Liu, Q.T., Yang, D.T., Huang, M., He, T.F., and Huang, Z. Design and test on leaf-stripping device of sugarcane harvester by a vertical clamping-conveying channel. J. South Chin. Agric. Eng.. 2019, 40 (3): 117-124.
- Shen, Z.H., Li, S.P., Ma, F.L., and Gao, J.L. Simulation and experiment on feed ability of small sugarcane harvester. Trans. Chin. Soc. Agric. Eng.. 2014, 45 (11): 117-123.
- Li, S.P., Deng, X., Zhong, J.Q., Song, J.M., and Wang, H.B. Structure improvement and simulation test of sugarcane harvester feeding system. Trans. Chin. Soc. Agric. Eng.. 2016, 47 (5): 91-98.
- Li, L. The logistics characteristics analysis on flexible conveying device of mini-type sugarcane harvester. Appl. Mech. Mater.. 2013, 321: 201-204. [CrossRef]
- Zhou, J.W. The influence of the relative position of the paired blades of the sugarcane harvester on the cutting quality. Guangzhou: South China Agricultural University. 2017.
- Fu, L., Meng, Y., Dong, Z., and Li, B. Design and simulation on logistics system of whole-stalk sugarcane harvester. J. Agric. Mech. Res.. 2012, (2): 19-23.
- Kobayashi, Y., Otsuka, K., Taniwaki, K., Sugimoto, M., and Kobayashi, K. Development of kenaf harvesting technology using a modified sugarcane harvester. Jpn. Agric. Res. Q.. 2003, 37 (1): 65-69. [CrossRef]
- Zhou, Y. Research on header of front push-down sugarcane harvester. Guangzhou: South China Agricultural University. 2010.
- Liu, Q.T., Ou, Y.G., and Qing, S.L. Cutting force test of sugarcane stalk. J. South Chin. Agric. Eng.. 2007, 23 (7): 90-94.
Figure 1.
Chopper rear-mounted channel of Case 8000 sugarcane harvester. 1 divider 2 knockdown roller 3 basecutter 4 feeding/conveying roller train 5 walking wheel 6 billets elevator 7 primary extractor fan 8 chopper 9 engine 10 cab 11 topper.
Figure 1.
Chopper rear-mounted channel of Case 8000 sugarcane harvester. 1 divider 2 knockdown roller 3 basecutter 4 feeding/conveying roller train 5 walking wheel 6 billets elevator 7 primary extractor fan 8 chopper 9 engine 10 cab 11 topper.
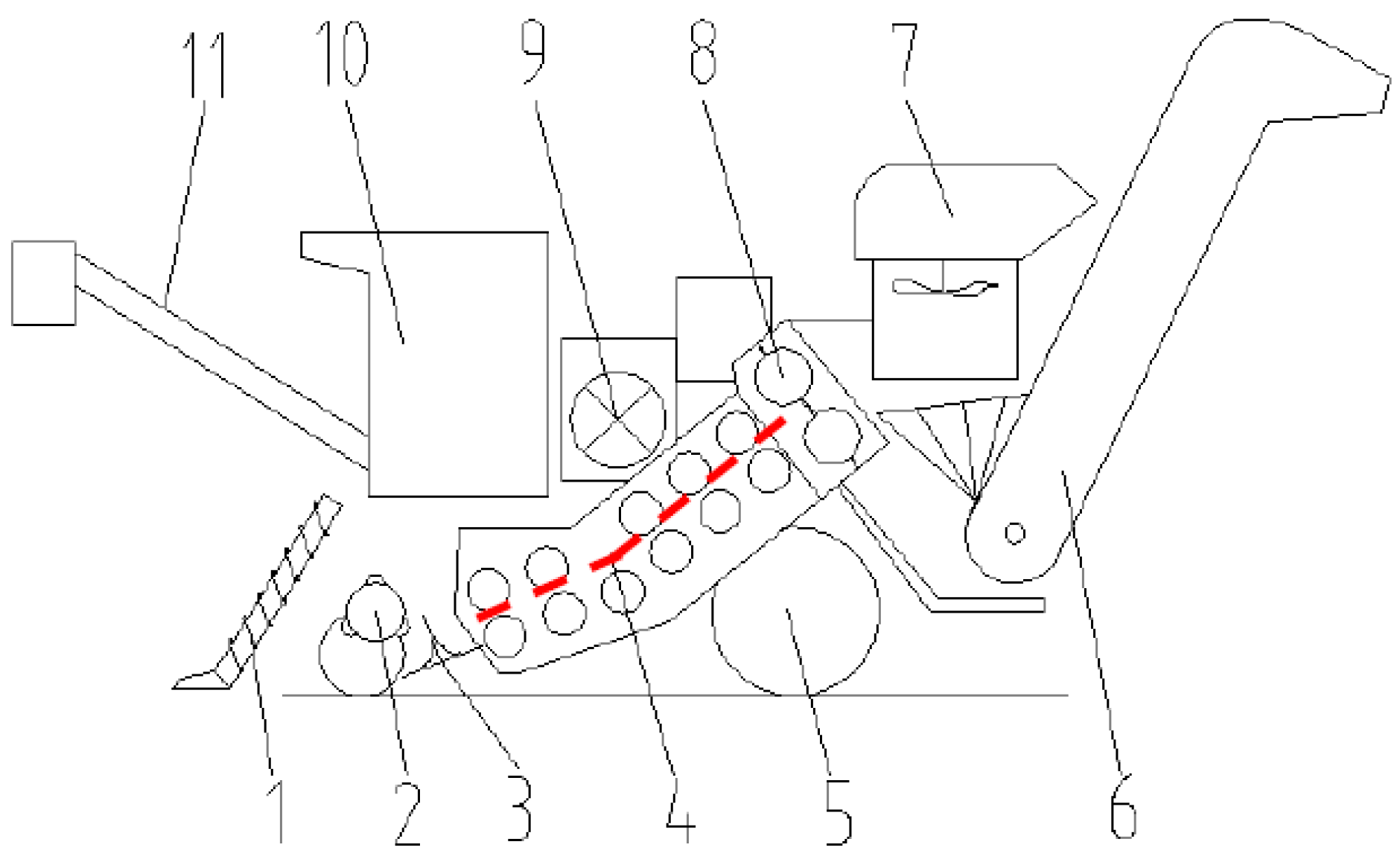
Figure 2.
Chopper front-mounted channel of Class CC3000 sugarcane harvester. 1 divider 2 basecutter 3 chopper 4 walking wheel 5 billets conveying device 6 extractor fan 7 engine 8 extractor fan 9 billet elevator 10 cab 11 topper.
Figure 2.
Chopper front-mounted channel of Class CC3000 sugarcane harvester. 1 divider 2 basecutter 3 chopper 4 walking wheel 5 billets conveying device 6 extractor fan 7 engine 8 extractor fan 9 billet elevator 10 cab 11 topper.
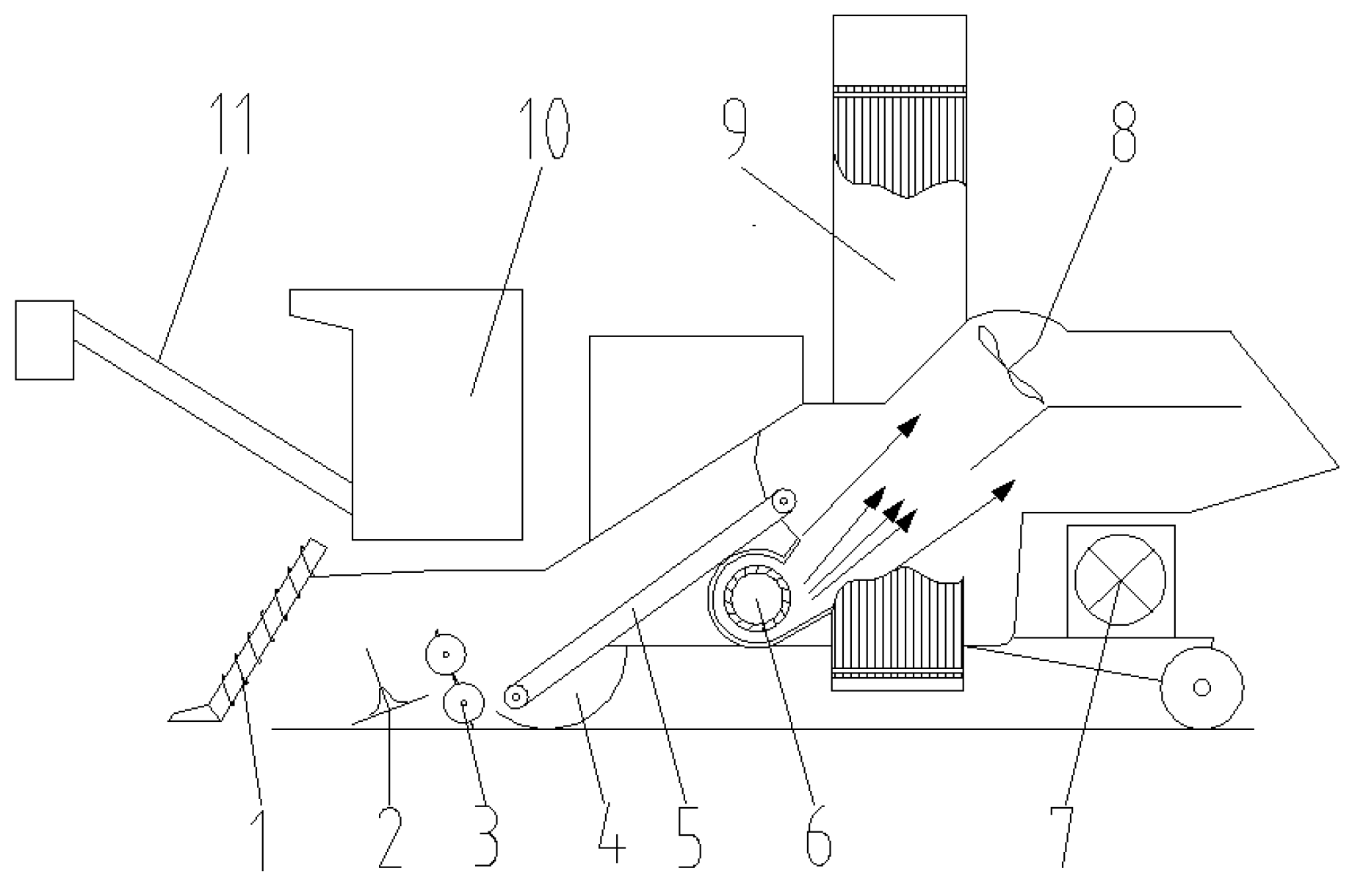
Figure 3.
Chopper centrally-mounted channel of sugarcane harvester. 1 sugarcane 2 basecutter 3 feeding/conveying roller train 4 feeding roller 5 conveying roller 6 chopper 7 billets conveying device 8 billet 9 extractor fan 10 billet elevator.
Figure 3.
Chopper centrally-mounted channel of sugarcane harvester. 1 sugarcane 2 basecutter 3 feeding/conveying roller train 4 feeding roller 5 conveying roller 6 chopper 7 billets conveying device 8 billet 9 extractor fan 10 billet elevator.
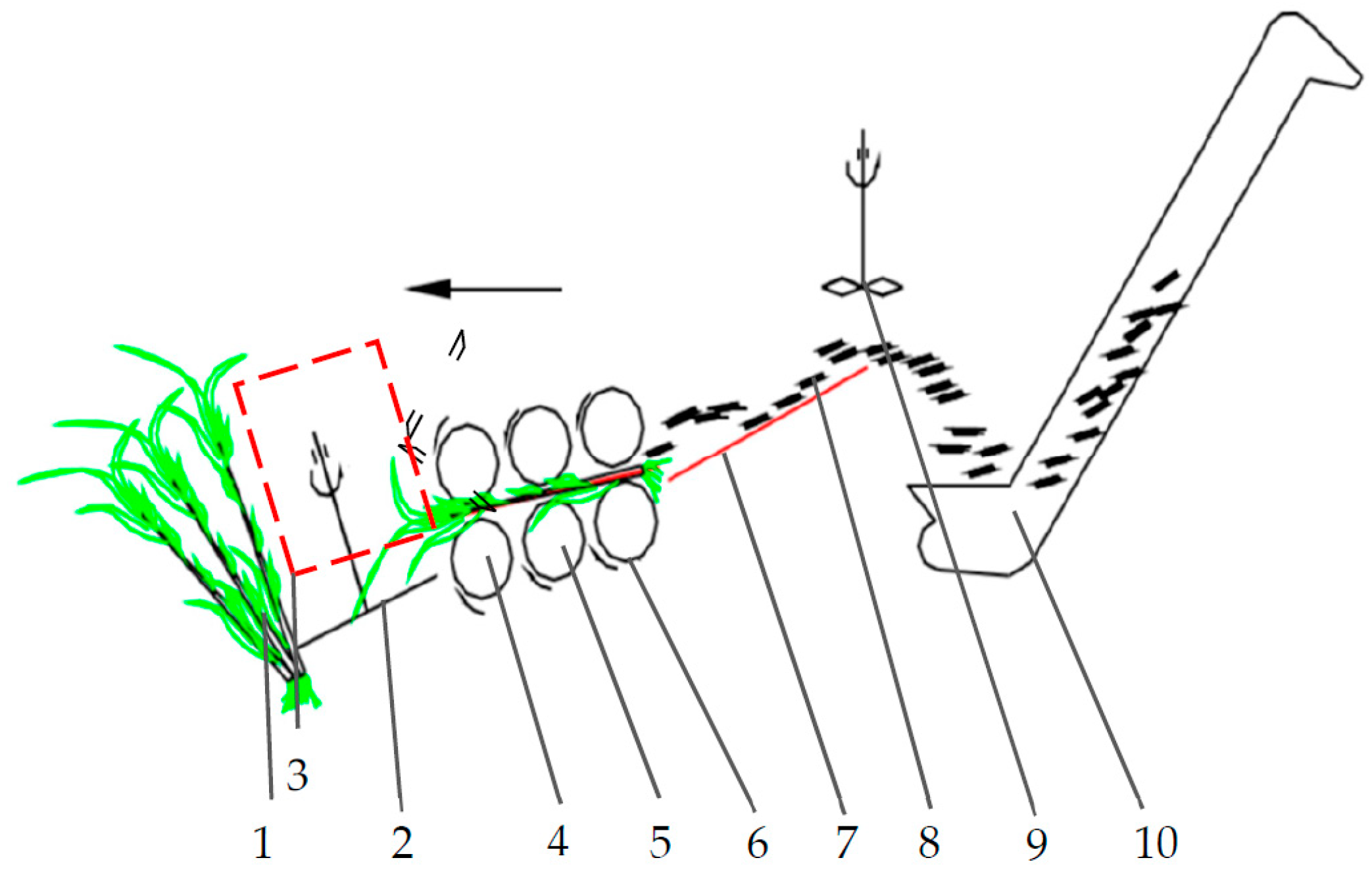
Figure 4.
Structural scheme of HN4GDL-91 sugarcane harvester. 1 divider 2 knockdown roller 3 basecutter 4 feeding roller 5 conveying roller 6 feeding/conveying rollers train 7 chopper 8 crawler wheel 9 billet elevator 10 extractor 11 billets conveying device 12 engine 13 hydraulic oil cooling fan 14 cab.
Figure 4.
Structural scheme of HN4GDL-91 sugarcane harvester. 1 divider 2 knockdown roller 3 basecutter 4 feeding roller 5 conveying roller 6 feeding/conveying rollers train 7 chopper 8 crawler wheel 9 billet elevator 10 extractor 11 billets conveying device 12 engine 13 hydraulic oil cooling fan 14 cab.
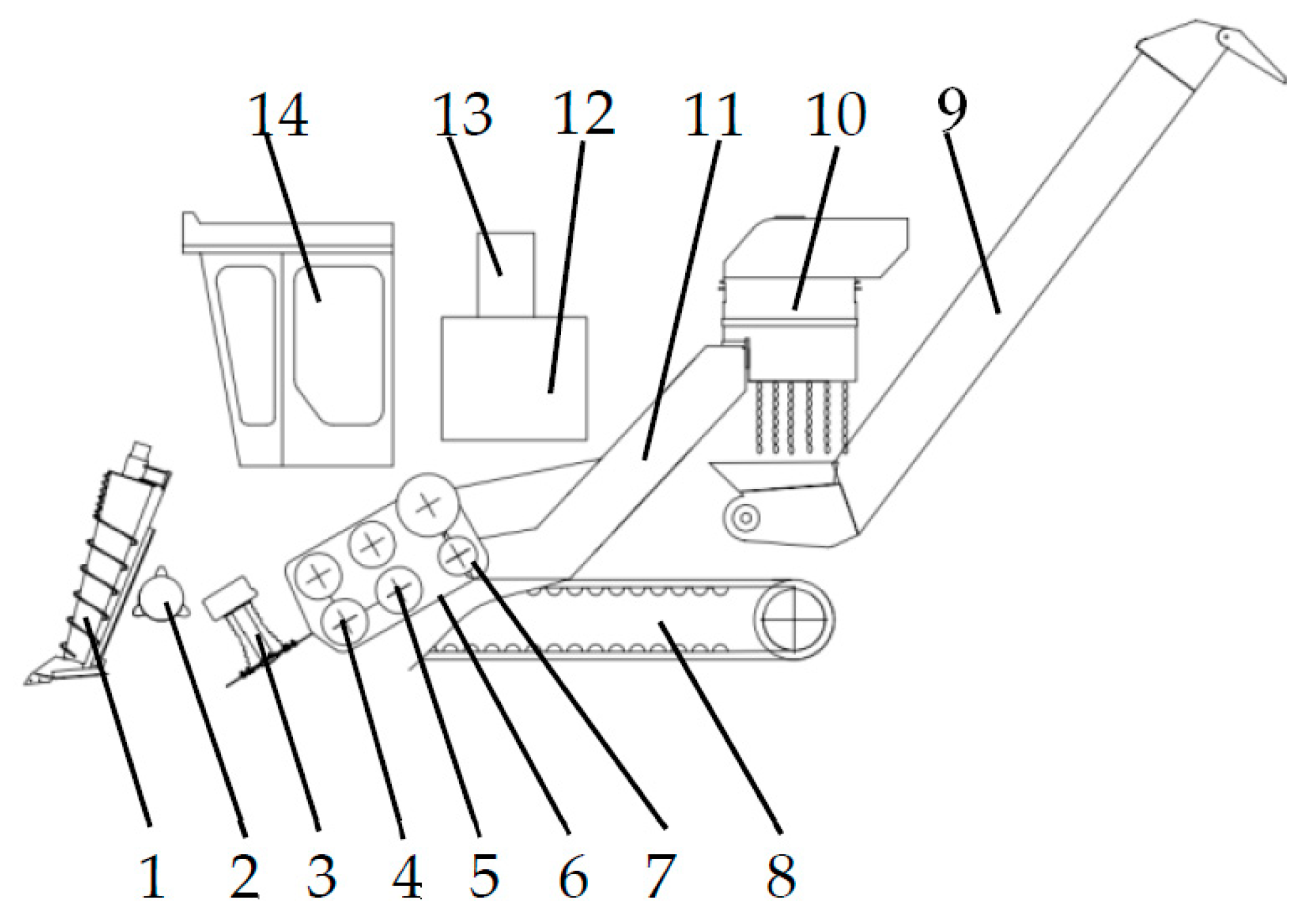
Figure 5.
Structure diagrams of chopper centrally-mounted channel.
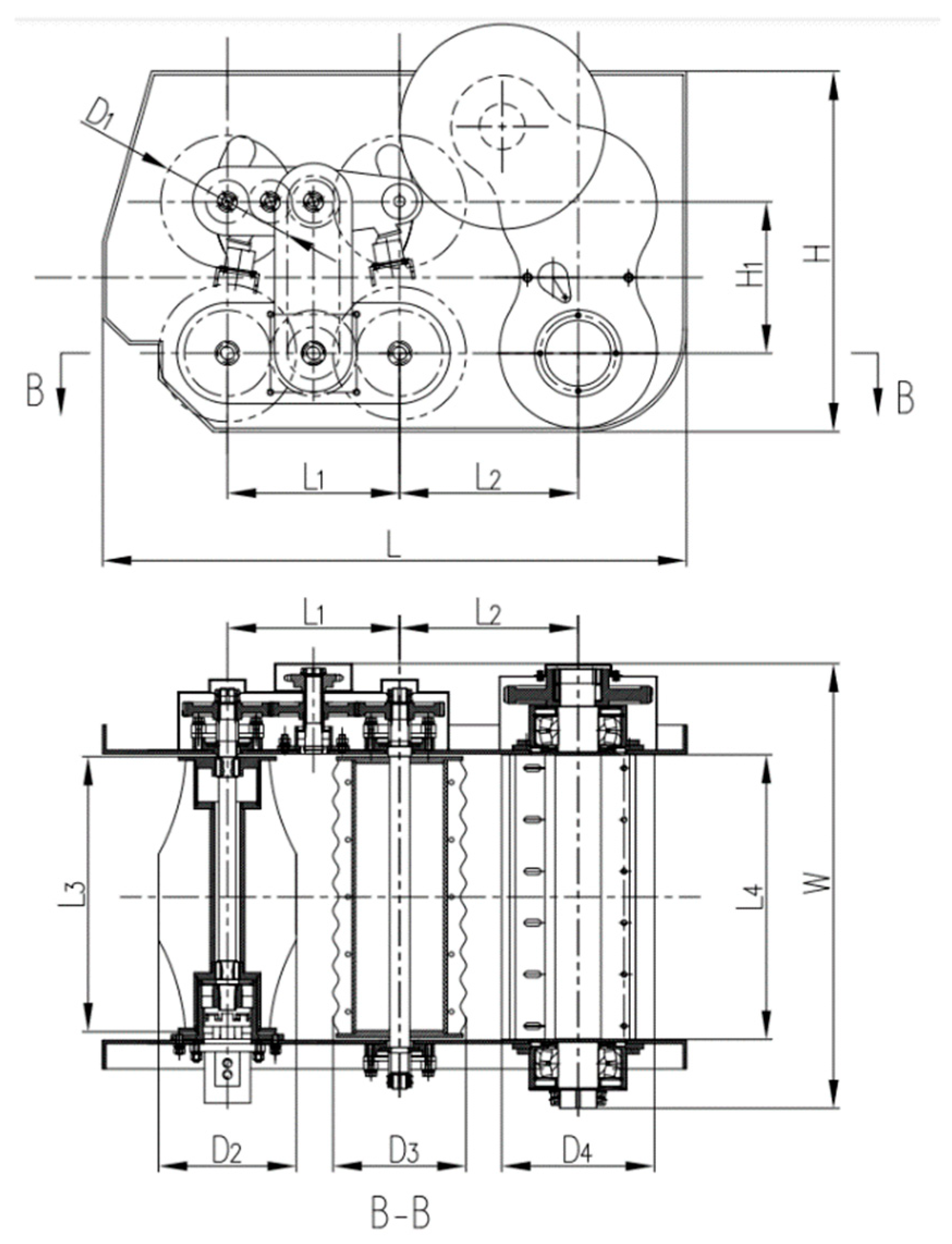
Figure 6.
Basecutter of John Deere 3520 harvester.
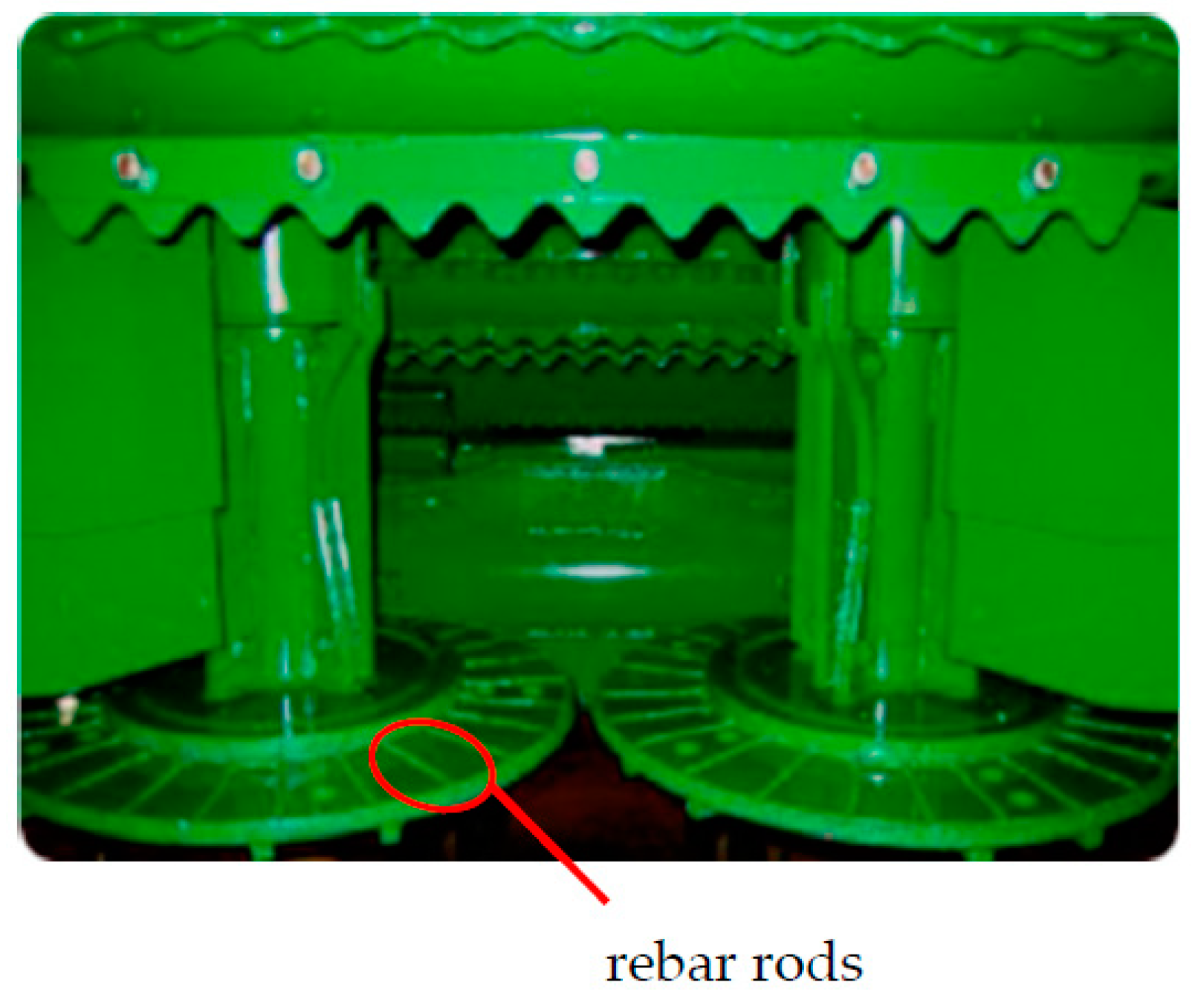
Figure 7.
Basecutters of the HC-50N harvesters. 1 gear box 2 shafts sleeve 3 cylinder 4 spiral rebars rods 5 cutter discs 6 blades.
Figure 7.
Basecutters of the HC-50N harvesters. 1 gear box 2 shafts sleeve 3 cylinder 4 spiral rebars rods 5 cutter discs 6 blades.
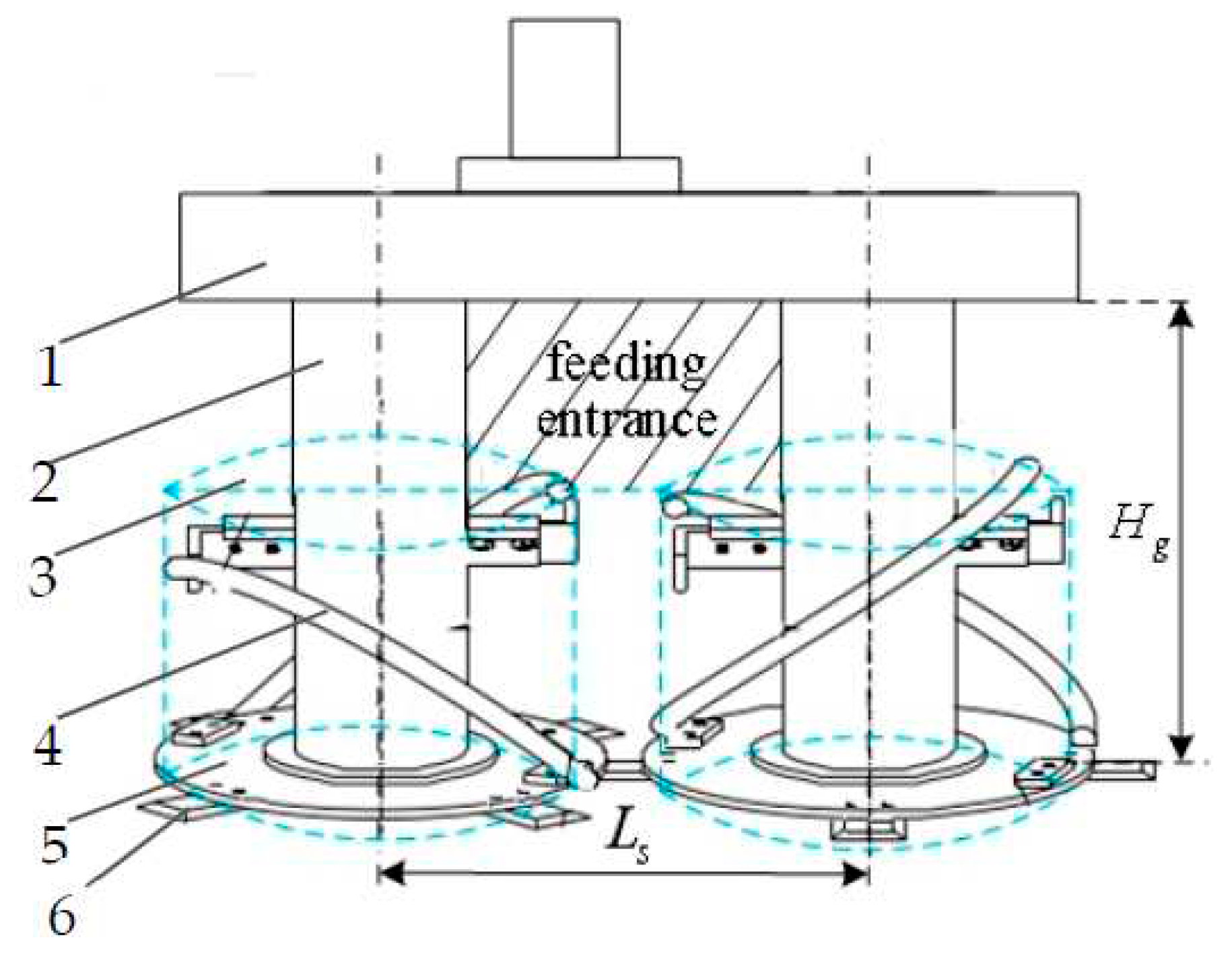
Figure 8.
Feeding entrance of basecutter. 1 drive motor 2 gear box 3 shafts 4 shafts sleeve 5 toothed plates 6 cutter discs 7 small jagged bars 8 blades.
Figure 8.
Feeding entrance of basecutter. 1 drive motor 2 gear box 3 shafts 4 shafts sleeve 5 toothed plates 6 cutter discs 7 small jagged bars 8 blades.
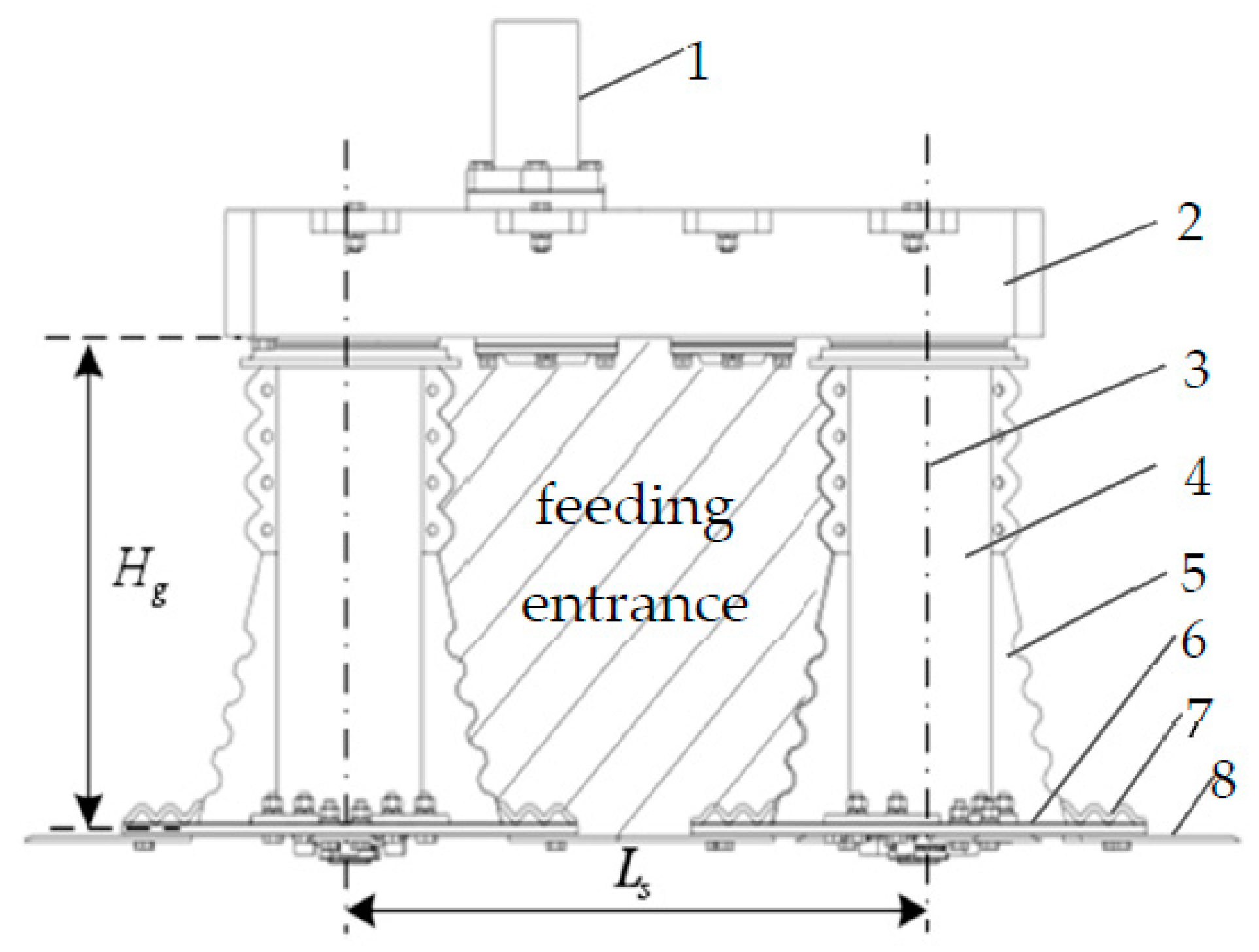
Figure 9.
Analysis diagram of force applied on sugarcane stalk by a small jagged bar.
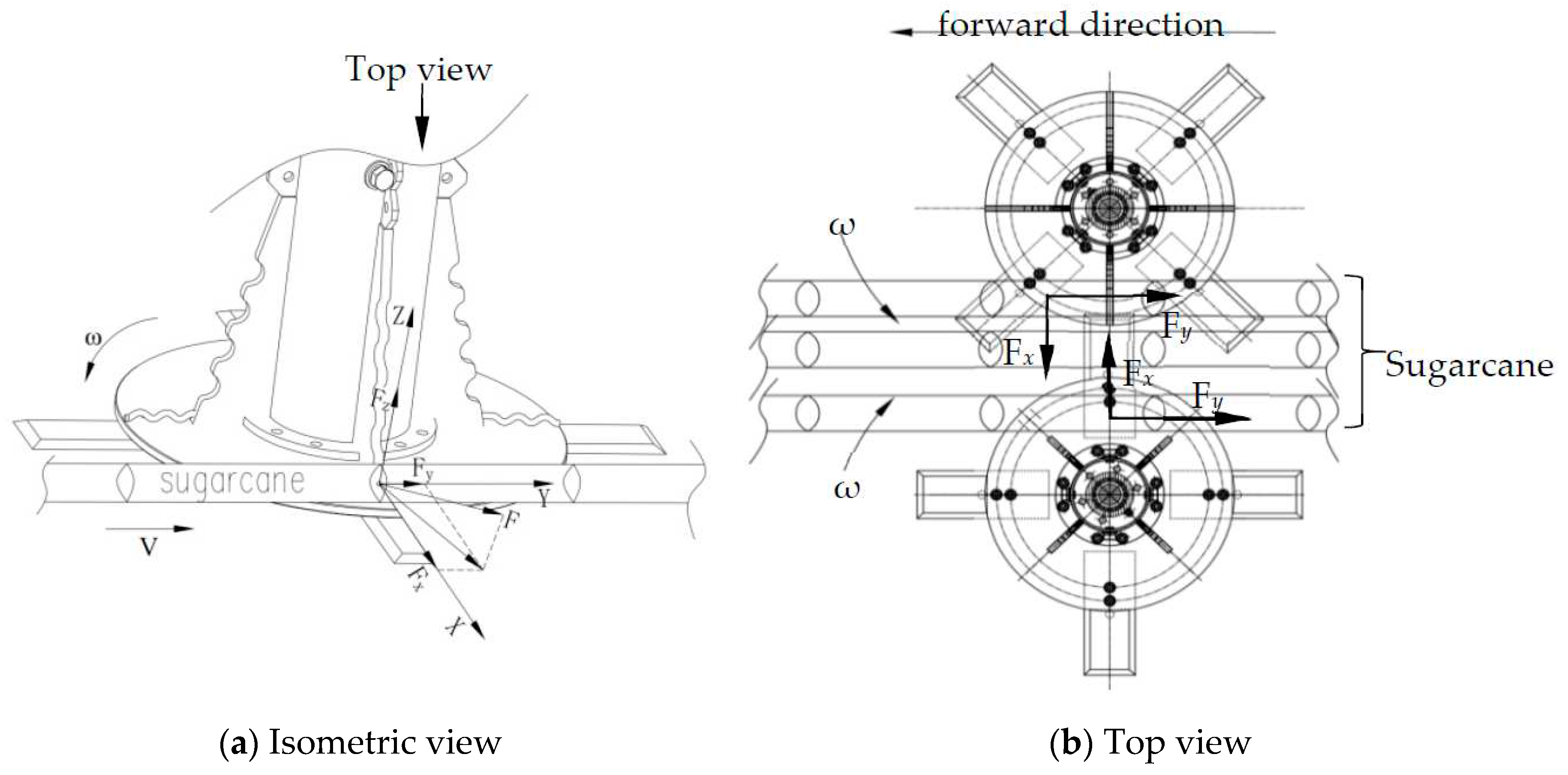
Figure 10.
Schematic diagram of the feeding rollers. 1 blade of upper feeding roller 2 sugarcane 3 blade of lower feeding roller 4 rebar rod 5 shaft of swing arm 6 swing arm 7 rubber pad.
Figure 10.
Schematic diagram of the feeding rollers. 1 blade of upper feeding roller 2 sugarcane 3 blade of lower feeding roller 4 rebar rod 5 shaft of swing arm 6 swing arm 7 rubber pad.
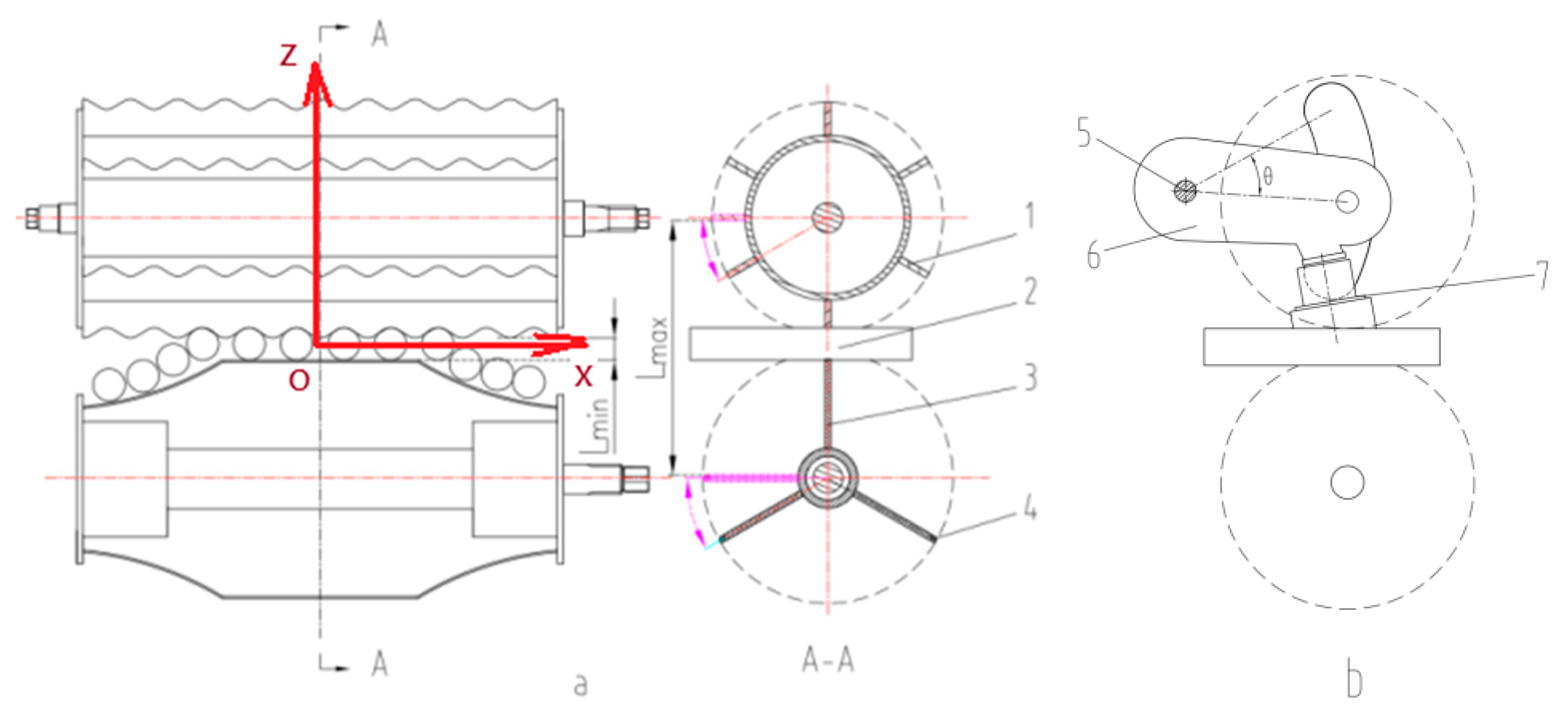
Figure 11.
Analysis of the position relationship between the basecutter and the feeding roller.
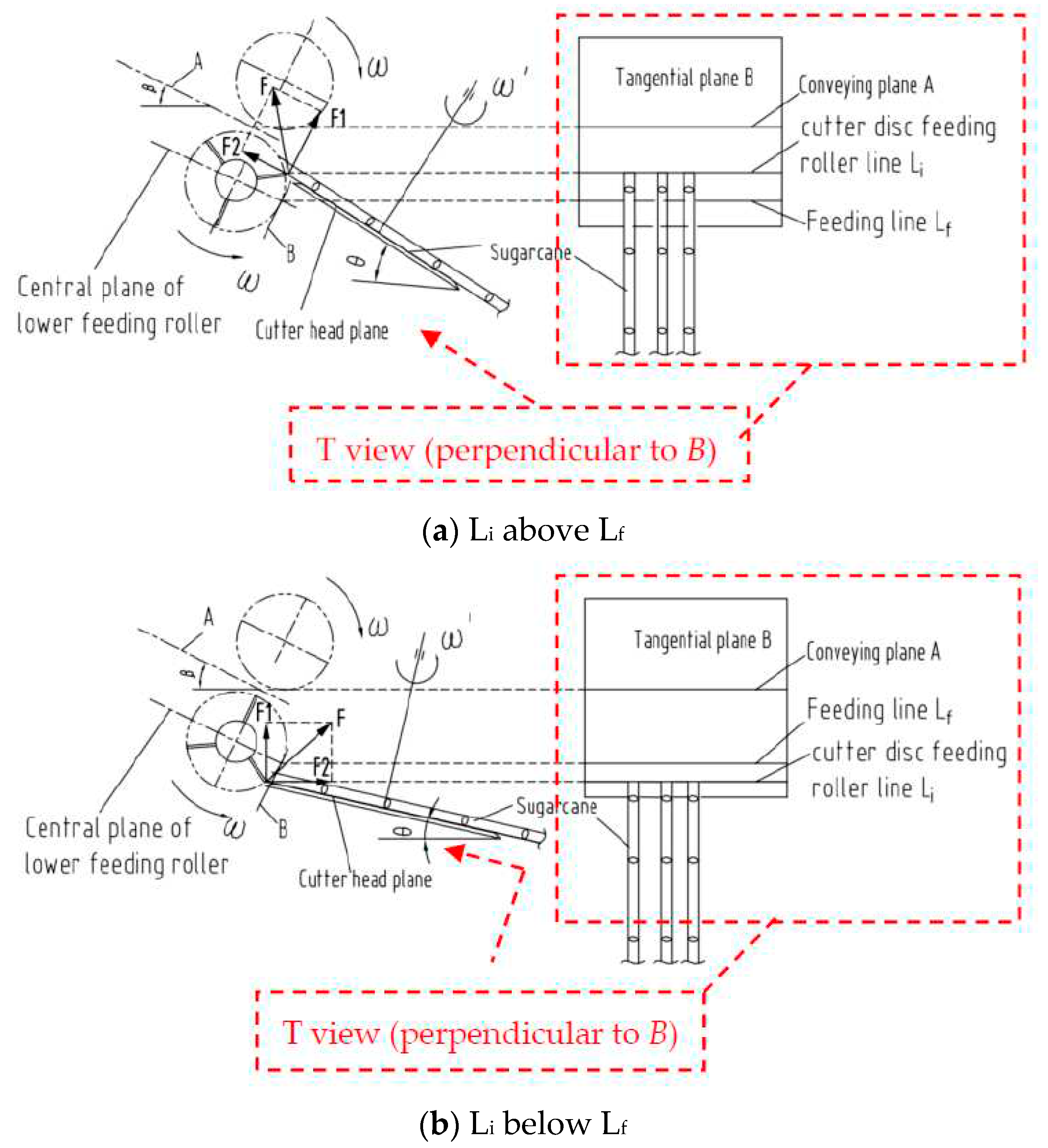
Figure 12.
Position relationship between Li and A.
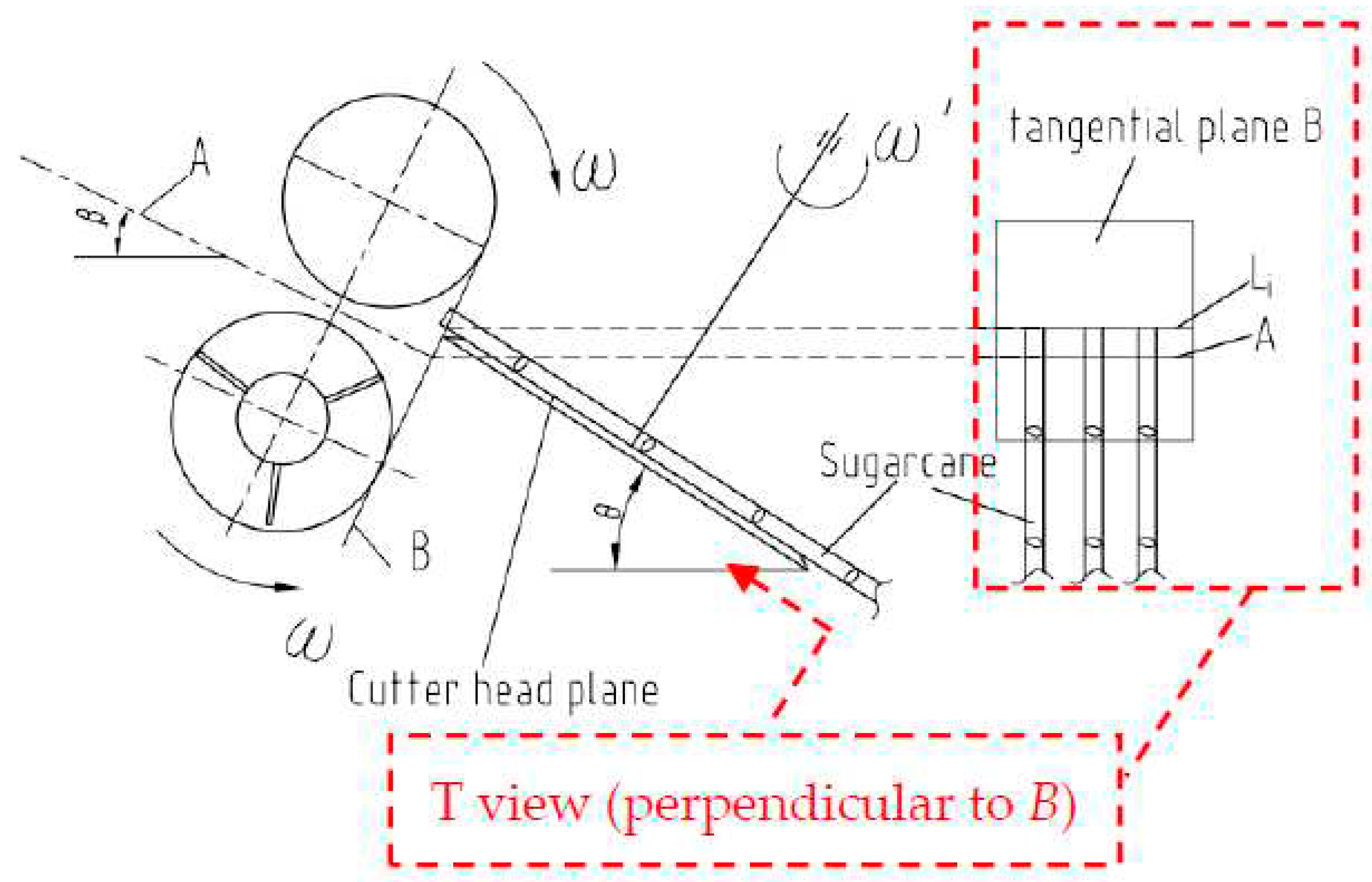
Figure 13.
Relative installation angle between the basecutter and the roller device. 1 disc of basecutter 2 feeding/conveying roller train 3 crawler wheel 4 chopper 5 fixed frame 6 fixed frame 7 hydraulic cylinder.
Figure 13.
Relative installation angle between the basecutter and the roller device. 1 disc of basecutter 2 feeding/conveying roller train 3 crawler wheel 4 chopper 5 fixed frame 6 fixed frame 7 hydraulic cylinder.
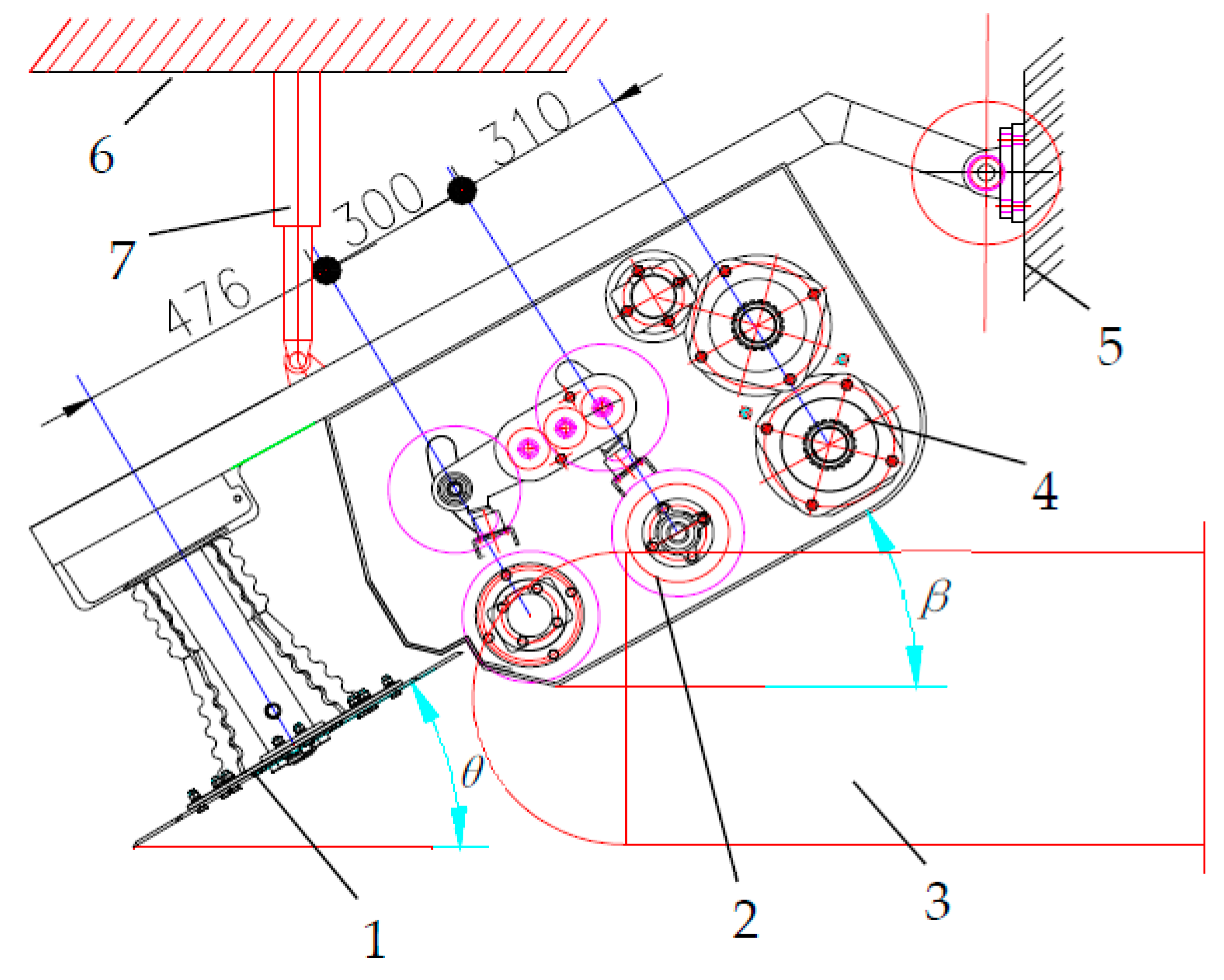
Figure 14.
Structure and installation diagram of the conveying roller. 1 upper conveying roller 2 sugarcane 3 lower conveying roller.
Figure 14.
Structure and installation diagram of the conveying roller. 1 upper conveying roller 2 sugarcane 3 lower conveying roller.
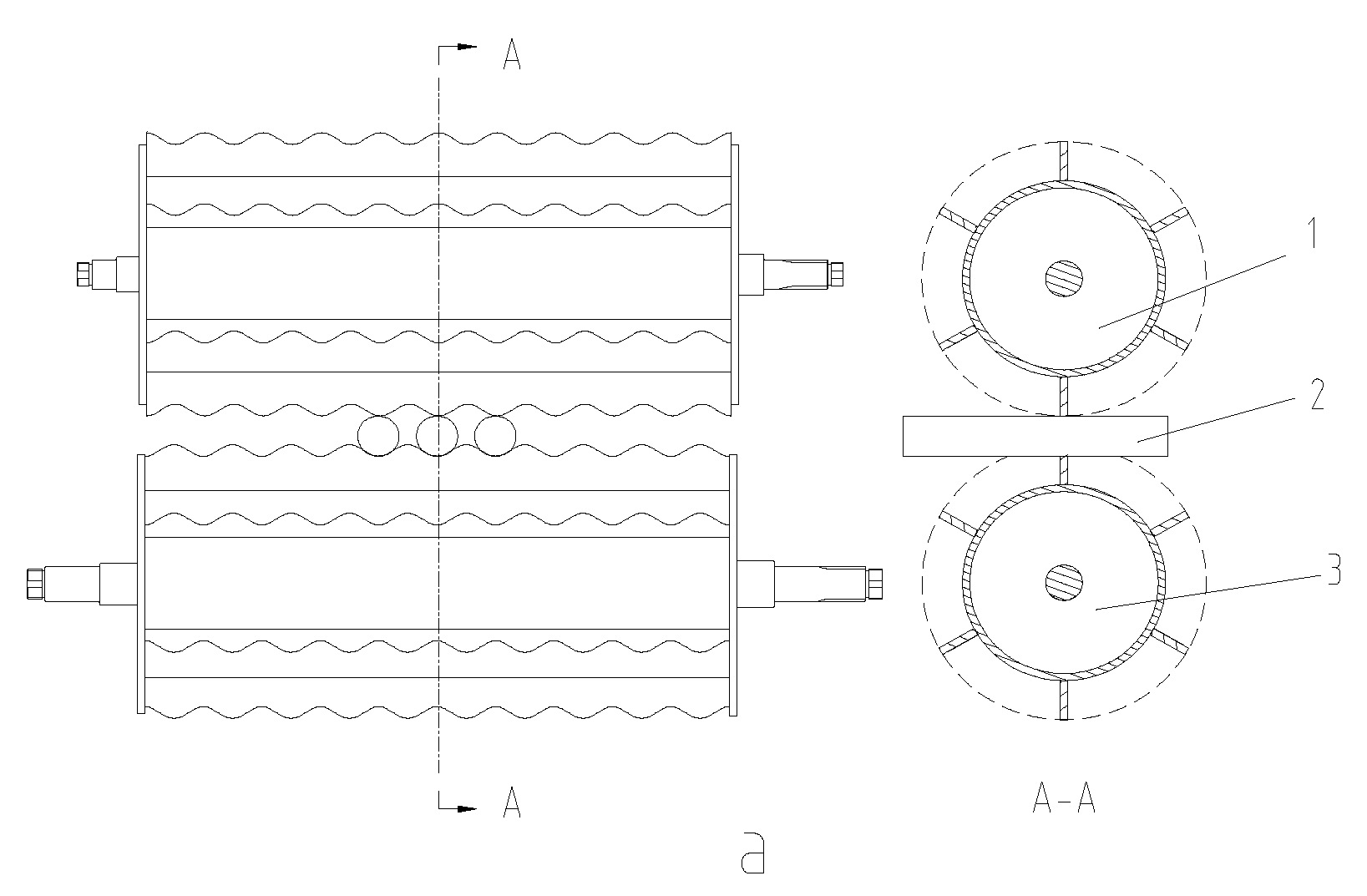
Figure 15.
Structure of the chopper. 1 blade 2 adjusting bolt 3 upper chopper roller 4 fastening bolt 5 overlap area 6 lower chopper roller 7 blade.
Figure 15.
Structure of the chopper. 1 blade 2 adjusting bolt 3 upper chopper roller 4 fastening bolt 5 overlap area 6 lower chopper roller 7 blade.
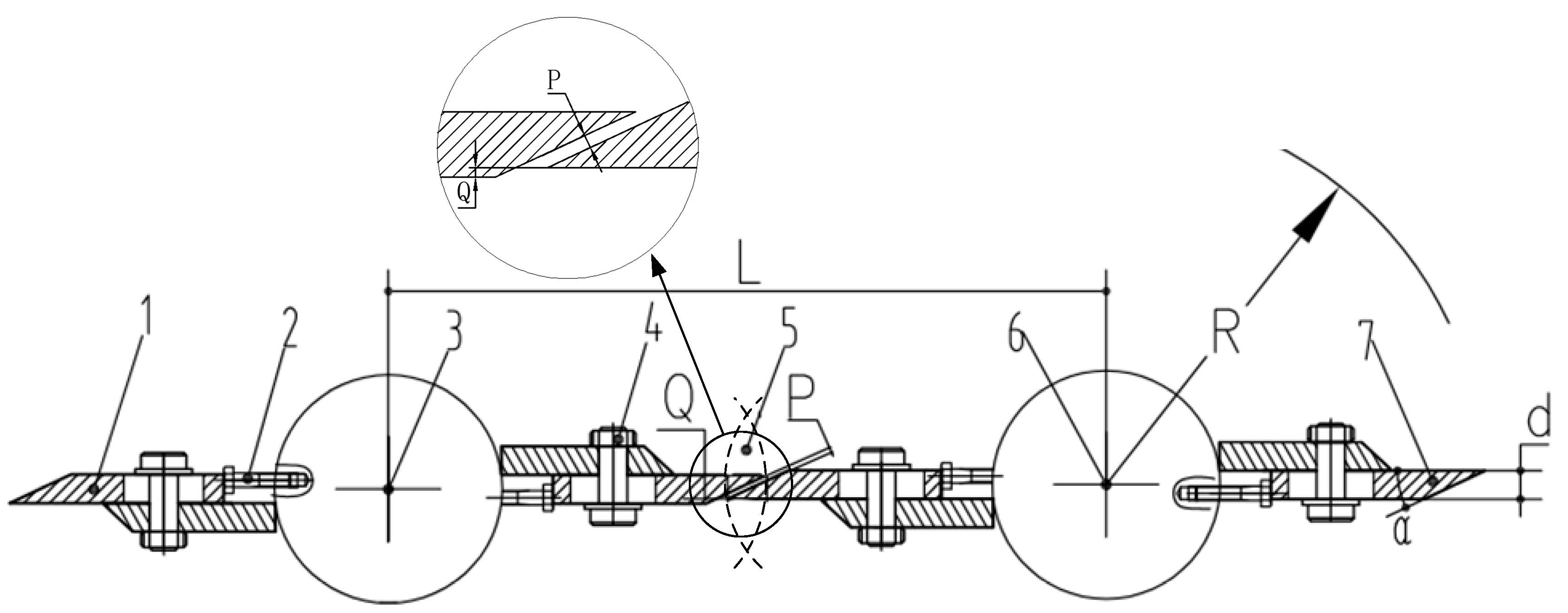
Figure 16.
Design diagram of HN4GDL-91 sugarcane harvester.
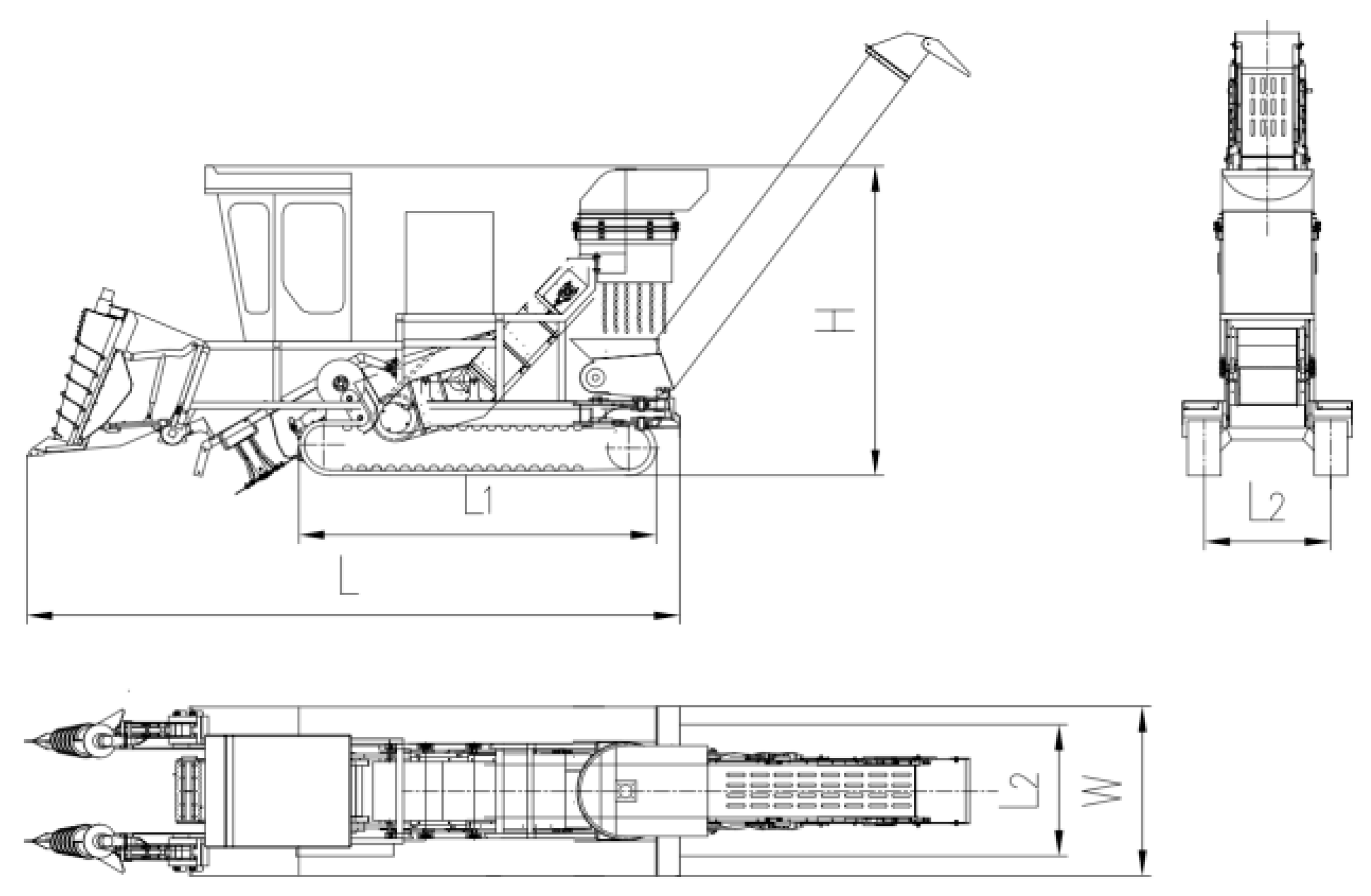
Figure 17.
HN4GDL-91 sugarcane chopper harvester.

Figure 18.
Layout of sugarcane clumps in field.
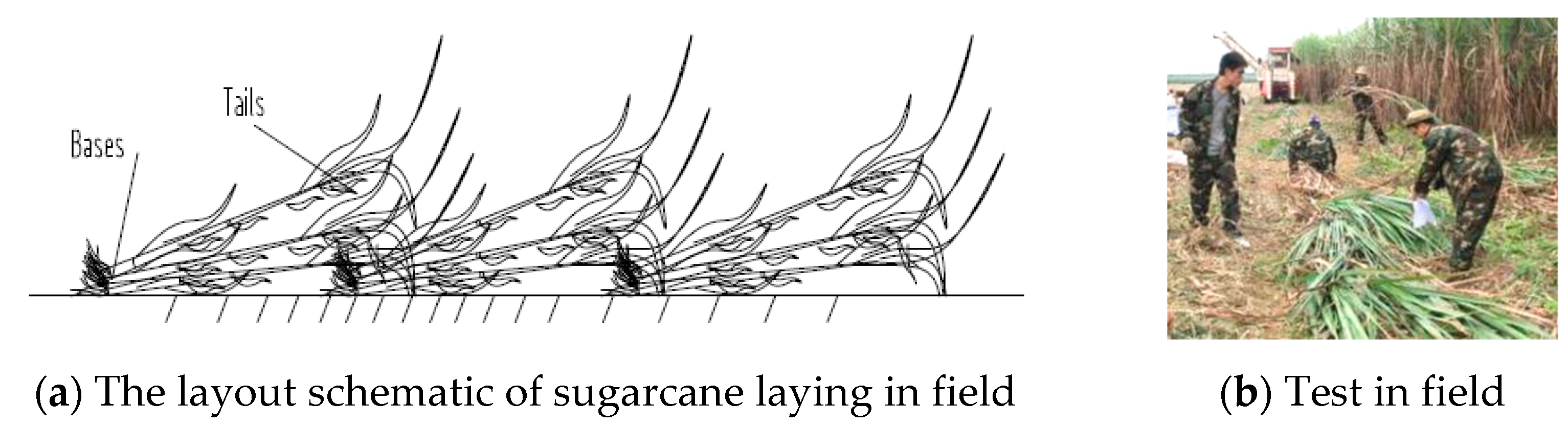
Figure 19.
Impact trends and range chart of factors.
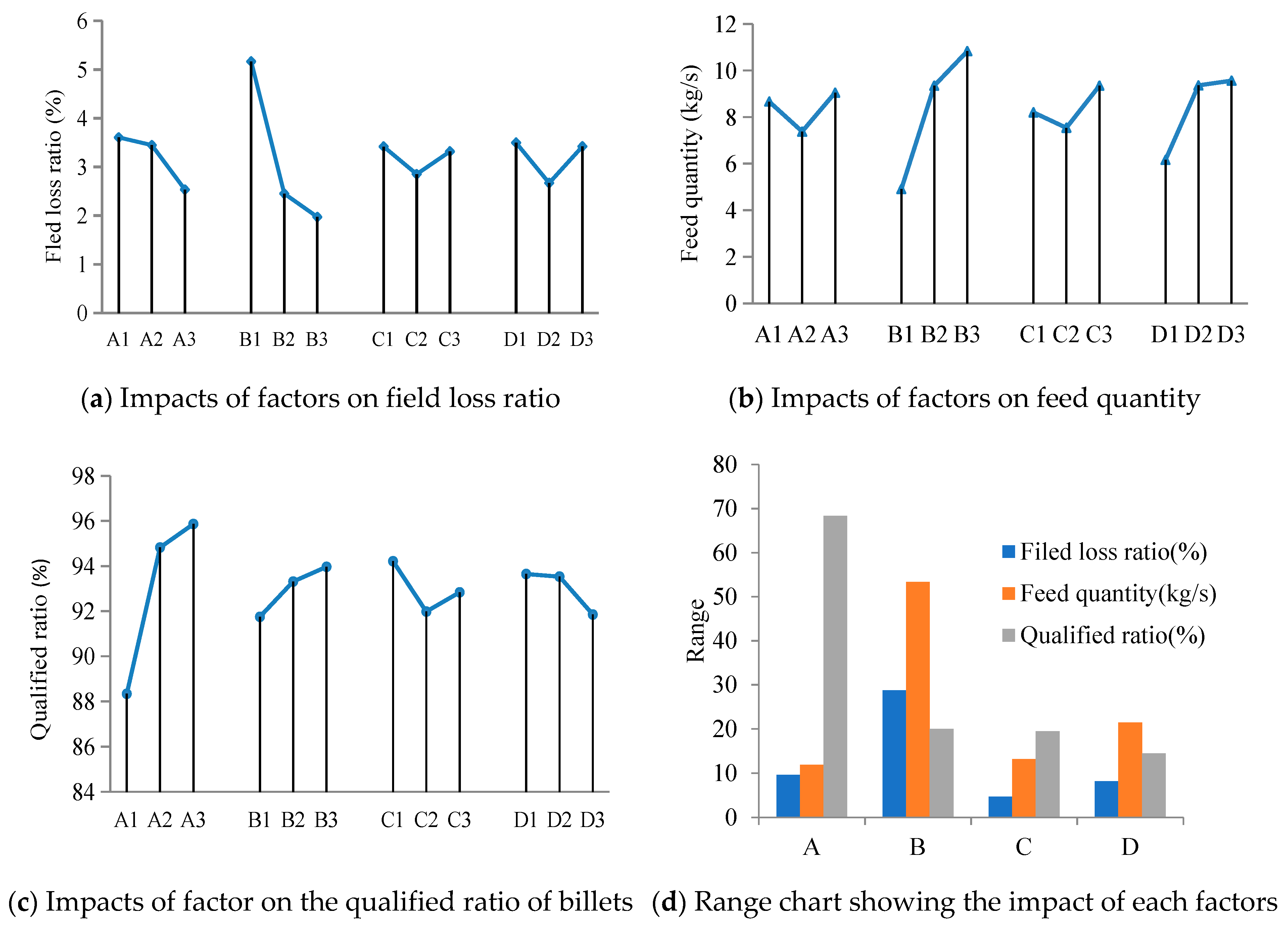
Figure 20.
Impacts of A×D and B×D interactions on the performance indicators.
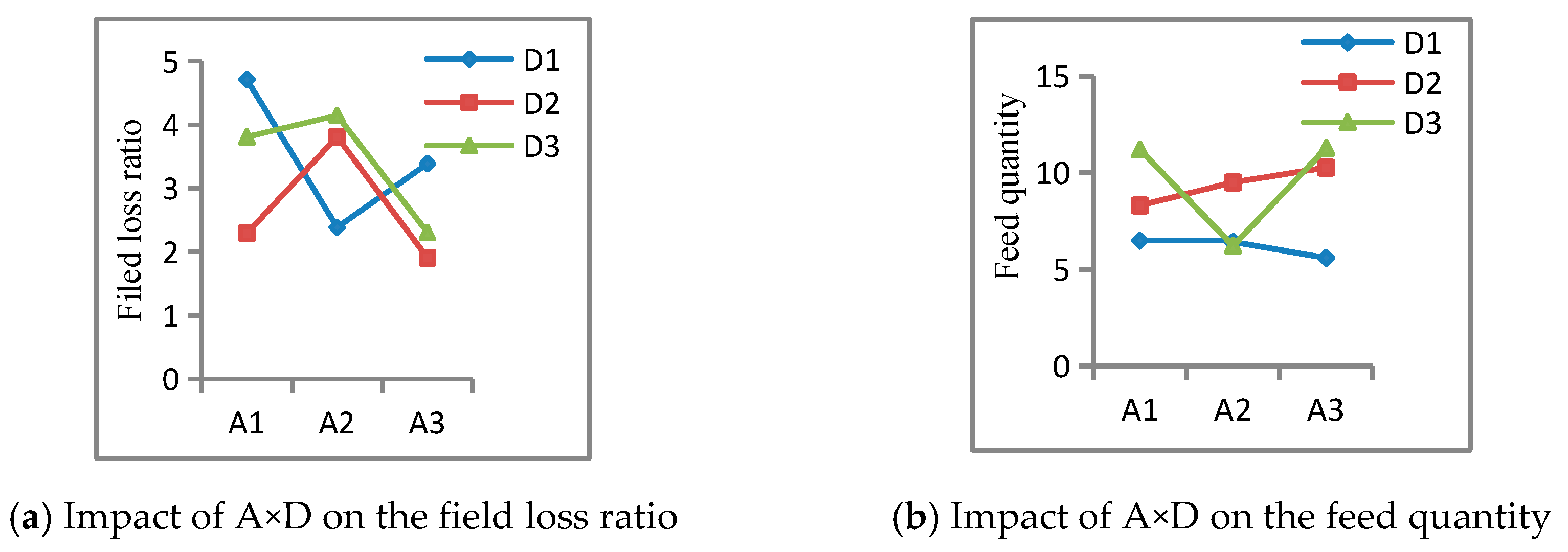
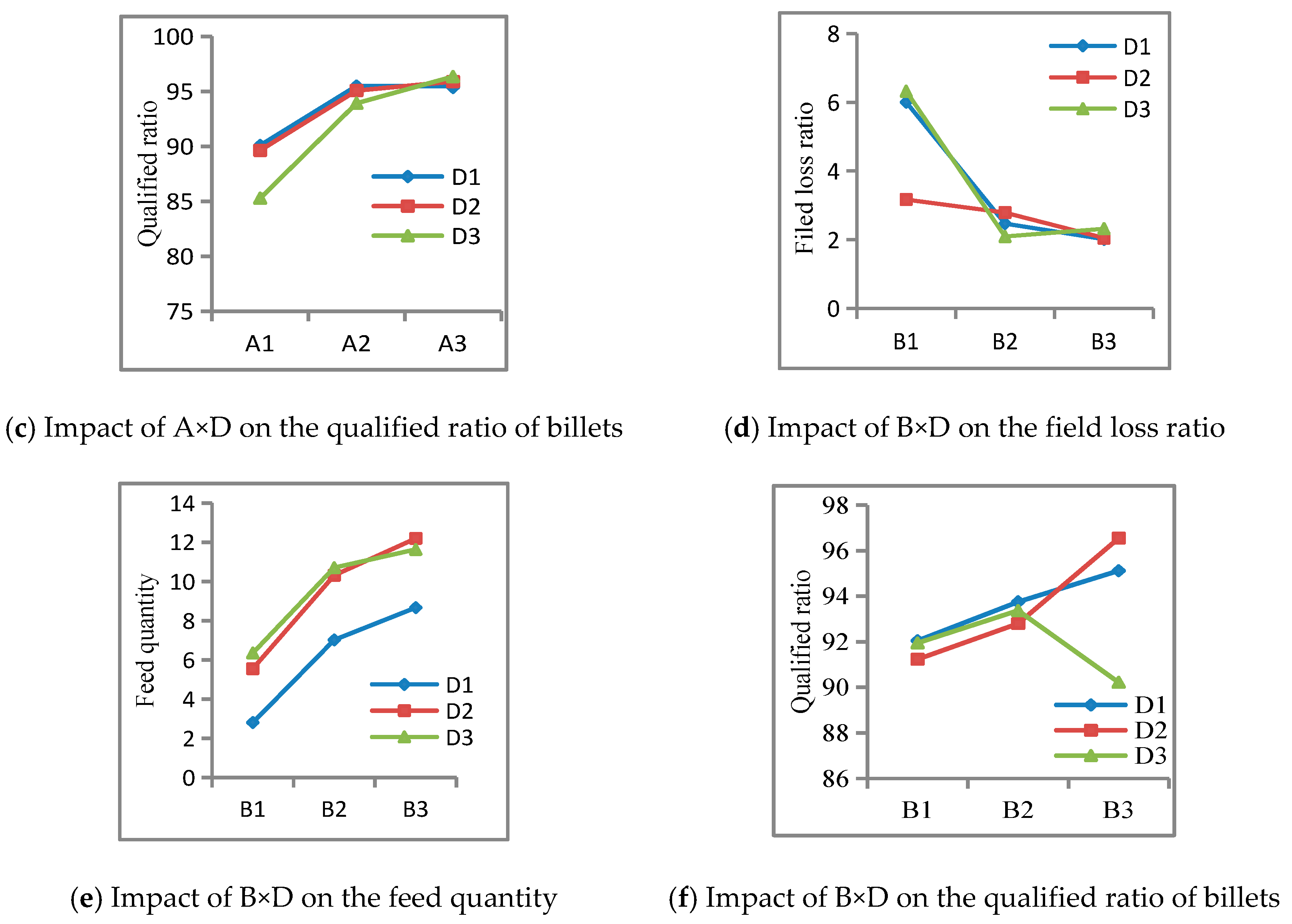
Figure 21.
Results of the comparison test.
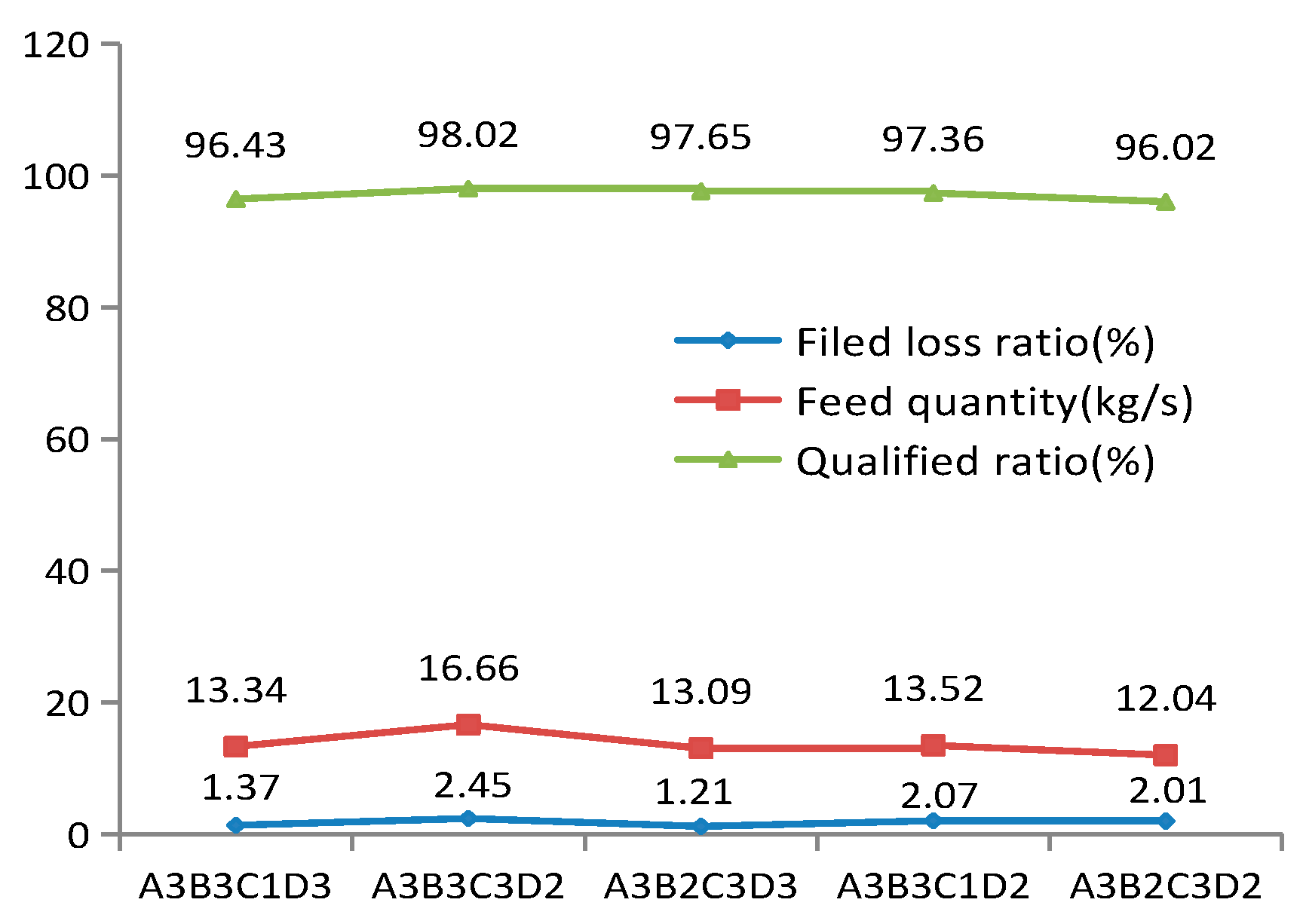

Table 1.
Design parameters of the chopper centrally-mounted channel.
| Parameters | Values |
|---|---|
| Overall dimensions/mm | 1017 (L) × 776 (W) × 629 (H) |
| Upper feeding roller/mm | L3=490, D1=232 |
| Lower feeding roller/mm | L3=490, D2=252 |
| Conveying roller/mm | L3=490, D3=232 |
| Chopper/mm | L4=495, D4=266 |
| Center distance between the upper and lower rollers/mm | H1=264.5 |
| Center distance between the feeding roller and conveying roller/mm | L1=300 |
| Center distance between the conveying roller and chopper/mm | L2=310 |
Table 2.
Parameters of HN4GDL-91 sugarcane harvester.
| Parameters | Values |
|---|---|
| Overall size L×W×H (mm) | 6355×1780×2940 |
| Track length L1/track gauge L2 (mm) | 3480/1230 |
| Engine rated power (kW) | 91 |
| Displacement of the motor of knockdown roller (ml/r) | 160 |
| Displacement of the motor of basecutter (ml/r) | 80 |
| Displacement of the motor of feeding/conveying roller (ml/r) | 200 |
| Displacement of the motor of chopper (ml/r) | 200 |
| Displacement of the motor of billet conveying device (ml/r) | 125 |
Table 3.
Factor levels in the orthogonal test.
| Level | Factors | |||
| A: rotational speed of chopper (r/min) | B: numbers of sugarcane stalk in a group (n) | C: rotational speed of feeding/conveying rollers (r/min) | D: ground speed (m/s) |
|
| 1 | 230 | 5 | 150 | slow (0.65) |
| 2 | 310 | 10 | 190 | medium (1.09) |
| 3 | 390 | 15 | 230 | fast (1.41) |
Table 4.
Results of orthogonal test.
| No. | A | B | A×B | C | A×C | B×C | D | A×D | B×D | C×D | Sz/% | Qw/kg/s | Cdh/% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 9.00 | 2.30 | 89.90 |
| 2 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 1.76 | 6.02 | 87.21 |
| 3 | 1 | 1 | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 6.30 | 5.65 | 90.66 |
| 4 | 1 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 2 | 3 | 2.55 | 9.50 | 86.29 |
| 5 | 1 | 2 | 2 | 2 | 2 | 2 | 3 | 3 | 3 | 1 | 2.95 | 9.17 | 86.48 |
| 6 | 1 | 2 | 2 | 2 | 3 | 3 | 1 | 1 | 1 | 2 | 3.30 | 7.61 | 87.57 |
| 7 | 1 | 3 | 3 | 3 | 1 | 1 | 3 | 3 | 3 | 2 | 2.18 | 18.77 | 78.71 |
| 8 | 1 | 3 | 3 | 3 | 2 | 2 | 1 | 1 | 1 | 3 | 1.84 | 9.54 | 92.78 |
| 9 | 1 | 3 | 3 | 3 | 3 | 3 | 2 | 2 | 2 | 1 | 2.57 | 9.40 | 95.39 |
| 10 | 2 | 1 | 2 | 3 | 1 | 2 | 1 | 3 | 3 | 1 | 3.44 | 3.12 | 95.24 |
| 11 | 2 | 1 | 2 | 3 | 2 | 3 | 2 | 1 | 1 | 2 | 6.11 | 5.41 | 92.20 |
| 12 | 2 | 1 | 2 | 3 | 3 | 1 | 3 | 2 | 2 | 3 | 8.32 | 6.00 | 90.24 |
| 13 | 2 | 2 | 3 | 1 | 1 | 2 | 2 | 1 | 1 | 3 | 3.81 | 9.41 | 96.10 |
| 14 | 2 | 2 | 3 | 1 | 2 | 3 | 3 | 2 | 2 | 1 | 2.12 | 9.85 | 95.99 |
| 15 | 2 | 2 | 3 | 1 | 3 | 1 | 1 | 3 | 3 | 2 | 1.92 | 6.69 | 96.45 |
| 16 | 2 | 3 | 1 | 2 | 1 | 2 | 3 | 2 | 2 | 2 | 2.00 | 2.79 | 95.53 |
| 17 | 2 | 3 | 1 | 2 | 2 | 3 | 1 | 3 | 3 | 3 | 1.80 | 9.44 | 94.76 |
| 18 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 1 | 1 | 1 | 1.51 | 13.67 | 96.91 |
| 19 | 3 | 1 | 3 | 2 | 1 | 3 | 1 | 2 | 2 | 1 | 5.57 | 3.00 | 91.01 |
| 20 | 3 | 1 | 3 | 2 | 2 | 1 | 2 | 3 | 3 | 2 | 1.64 | 5.24 | 94.30 |
| 21 | 3 | 1 | 3 | 2 | 3 | 2 | 3 | 1 | 1 | 3 | 4.34 | 7.42 | 94.95 |
| 22 | 3 | 2 | 1 | 3 | 1 | 3 | 2 | 3 | 3 | 3 | 2.01 | 12.04 | 96.02 |
| 23 | 3 | 2 | 1 | 3 | 2 | 1 | 3 | 1 | 1 | 1 | 1.21 | 13.09 | 97.65 |
| 24 | 3 | 2 | 1 | 3 | 3 | 2 | 1 | 2 | 2 | 2 | 2.19 | 6.76 | 97.26 |
| 25 | 3 | 3 | 2 | 1 | 1 | 3 | 3 | 1 | 1 | 2 | 1.37 | 13.34 | 96.43 |
| 26 | 3 | 3 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 3 | 2.41 | 7.02 | 97.83 |
| 27 | 3 | 3 | 2 | 1 | 3 | 2 | 2 | 3 | 3 | 1 | 2.07 | 13.52 | 97.36 |
Table 5.
Variance analysis of the orthogonal test.
| Performance indicator | Sz, % | Qw, kg/s | Cdh,% |
|---|---|---|---|
| Source | sig | sig | sig |
| A | 0.421 | 0.540 | 0.004** |
| B | 0.010* | 0.011* | 0.435 |
| A×B | 0.679 | 0.858 | 0.575 |
| C | 0.774 | 0.512 | 0.442 |
| A×C | 0.328 | 0.982 | 0.394 |
| B×C | 0.618 | 0.588 | 0.610 |
| D | 0.57 | 0.098 | 0.516 |
| A×D | 0.0** | 0.0** | 0.0** |
| B×D | 0.0** | 0.0** | 0.0 ** |
| C×D | 0.367 | 0.943 | 0.428 |
Note: * represents a significant impact with a 95% confidence interval; ** represents a significant impact with a 99% confidence interval.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



