
Submitted:
14 June 2023
Posted:
14 June 2023
You are already at the latest version
Abstract
Corn starch-based nanocomposite films usually have low moisture barrier properties. The addition of virgin coconut oil (VCO) as a hydrophobic component can improve the nanocomposite film's characteristics, especially the film's permeability and elongation properties. This study aimed to determine the role of VCO with various concentrations (0,3,5 wt%) on the physical, mechanical, and water vapor transmission characteristics of corn starch/NCC-based nanocomposite films. The results showed that the concentration of 3 wt% VCO was most effective in reducing the WVTR value of nanocomposite films with a value of 4.721 g/m2.h. While the value of tensile strength was 4.243 MPa, elongation 68.58%, modulus of elasticity 0.062 MPa, thickness 0.219 mm, lightness 98.77, and water solubility 40.51%. However, the addition of 5 wt% VCO was more effective in increasing the elongation properties of the film. The addition of VCO gave the appearance of a porous film surface and a finer structure was formed. The FTIR test on corn starch nanocomposite films with the addition of VCO did not show any new absorption peaks. The results of this study may provide opportunities for the development of nanocomposite films as biodegradable packaging in the future.
Keywords:
nanocrystalline cellulose
; corn starch
; nanocomposite film
; virgin coconut oil
1. Introduction
Food packaging has various purposes including protection from interactions with causes of damage, preventing the loss of desired compounds, and for food preservation [1]. There are many types of packaging materials used today, such as plastic, paper, metal, glass, etc. Plastic materials are the most widely used materials for packaging [2]. The drawback of plastic material for packaging is that it is difficult to decompose and is not renewable. This concern for the environment, food product nutrition, and consumer health encourages the development of biodegradable films derived from biopolymers, which decompose naturally, are renewable, and are environmentally friendly [3]. The potential of this biopolymer can be an alternative to reduce the consumption of synthetic plastics for food packaging [4]. Biopolymers are obtained from renewable resources such as plants, animals, microbes, and polymers that are chemically synthesized from naturally derived monomers [5].
Starch is a polysaccharide that is widely found in plants and is one of the most commonly used polymers for film production [3]. Corn starch is a type of starch that contains a hydrocolloid component that can be used to form a film matrix [6]. High amylose content of corn starch around 25% can potentially produce stronger films than starch which contains less amylose [7]. There is a shortage of starch as a film, which is brittle and has high water permeability, so there are still many limitations in the development of starch-based films as future packaging materials [8].
Efforts to improve the mechanical and barrier properties of a film require several combined approaches. The first approach is by adding cellulose nanoparticles or known as nanocrystalline cellulose (NCC), which are commonly used to improve the mechanical properties of biopolymer-based materials [5]. These nano-sized particles have a high interaction surface area. The more particles that interact, the stronger the material [9]. Production of films with good moisture barrier characteristics is also required to reduce the problems of low water resistance and high humidity sensitivity. The second approach that can be done is to add hydrophobic molecules such as oils, fatty acids, and waxes to biopolymer-based films [10]. The use of vegetable oils such as Virgin Coconut Oil (VCO) can be added to the film solution because at room temperature its liquid nature makes it easier to combine with biopolymers [8].
VCO is rich in saturated fatty acids with low molecular weight in the form of lauric acid [11]. The content of saturated fatty acids in VCO is around 90-95% [12]. Saturated fatty acids have a lower level of molecular mobility than unsaturated fatty acids with the same number of carbons because there are no double bonds so the transmission of water vapor will be lower. So, saturated fatty acids are more effective in reducing water vapor permeability than unsaturated fatty acids [13]. The presence of lauric acid can reduce the film’s water vapor permeability, which is thought to be caused by the formation of amylose-lipid inclusion complexes via methods such as ultrasonication, which will form a compact network structure and increase resistance to water vapor [14,15].
The VCO in the film acts as a water barrier and provides a tortuous effect on the diffusion path of the water vapor molecules and thereby reducing the water vapor permeability of the film [16]. However, as the concentration increases, network formation is found that is not formed/bound. If coconut oil is added at a large percentage, the coconut oil may experience leaching from the film [17]. According to Xiao et al. [18], the addition of VCO to the film has certain limits. A high concentration VCO addition induces phase separation during drying and failure to form a homogeneous film. The properties of water vapor transmission through emulsion or composite-based films depend on the crystal arrangement and length of the lipid chains, the dispersion of lipids in the matrix, and the type of surfactant used [19].
Several studies have reported the effect of lipid incorporation on nanocomposite films such as corn oil/gelatin [20] and bergamot oil/WPI [21] and discovered that it significantly improved water vapor barrier properties of the films, although nanoparticles have enhanced the water barrier property of the films but not as significantly as oil. Oil-containing films had higher elongation at break and controversially lower tensile strength and modulus elasticity. However, the addition of lipids such as cinnamon essential oil/sugar palm starch [22] and olive oil/chitosan [23] reported that an increase in tensile strength and the addition of oil led to the elongation at break of the films to decrease. It is strongly related to nanoparticle concentration rather than oil concentration.
Several studies have reported the effect of VCO incorporations in the composite film matrix, such as potato starch [24], chitosan [25], and konjac glucomannan [18]. They found that VCO has been used to improve the water barrier properties of the film. The elongation at break values and flexibility of the film was considerably improved, even though the tensile strength of the composite films was marginally reduced at higher levels of VCO incorporation.
The addition of lipids to the nanocomposite films has been carried out. However, to our knowledge, research on adding VCO to nanocomposite films is still rare. In fact, the interaction of nanoparticles and lipids in the film matrix is very possible and still needs to be explored. The combination of lipid components and NCC particles provides a greater reduction in water vapor permeability compared to the addition of NCC alone [23]. Therefore, research on nanocomposite films reinforced with NCC with the addition of different VCO concentrations was made to determine the effect of optimal concentrations on the physical, mechanical, and water vapor transmission characteristics of nanocomposite films.
2. Materials and Methods
2.1. Materials
Corn starch (Maizenaku brand) from PT. Jaya Utama Santikah (Jakarta, Indonesia). Virgin coconut oil (Vicoma brand) from PT. Rachma Sari (Sukoharjo, Indonesia). The NCC is 413 nm (derived from Microcrystalline Cellulose Vivapur MCG 811 F which was processed by ball milling at PRINT-G Unpad). Sorbitol, carboxymethyl cellulose (CMC), tween 80 were obtained from Bratachem, Indonesia.
2.2. VCO emulsion preparation
Preparation of VCO emulsions using an ultrasonicator refers to Gahruie et al. [26] with modifications. VCO according to the concentration to be made was put into the beaker glass. Tween 80 as much as 50% of the weight of the VCO was put into the same beaker glass. Both materials were dissolved in 100 ml of distilled water. The solution was stirred using a stirrer for 5 minutes. The solution was then sonicated for 5 minutes with an amplitude of 65% to make it homogeneous. The emulsion formed will be poured into the film solution.
2.3. Film preparation
Nanocomposite films were made according to Arifin et al. [27] with modifications. 7 g of starch and 0.5% w/v CMC were dispersed in 85 ml of distilled water using a magnetic stirrer. Another beaker glass was prepared to disperse NCC as much as 5% w/w in 15 ml of distilled water and stirred until homogeneous. The dispersed NCC solution and the VCO emulsion solution were poured slowly into the starch solution while homogenizing. The solution was heated to a temperature of 62 ℃. The solution that had reached a temperature of 62 ℃ was then added to sorbitol 2% v/v plasticizer. The solution was still heated and stirred using a magnetic stirrer to a temperature of 80 ℃. The film solution was treated with the addition of VCO and then sonicated at 40% amplitude for 10 minutes. The 0% VCO treatment was not sonicated. The resulting film solution was then degassed in an ultrasound bath for 15 minutes. The film nanocomposite solution was poured into a glass plate mold with a size of 20x20 cm and dried at 45 ℃ for 20 hours. The dried nanocomposite films were then removed from the mold.
2.4. Nanocomposite film characterization
2.4.1. Film thickness
Determination of the thickness of the nanocomposite film refers to the research method of Warkoyo et al. [28] by measuring the film using a micrometer with an accuracy of 0.01 mm. The test was carried out at five different points and the results were calculated for the average thickness.
2.4.2. Film color
Determination of film color refers to Arifin et al. [27] which uses a CM 5 Spectrophotometer (Konica Minolta Co., Osaka, Japan) with Spectra Magic Software. Each sample was tested four times to achieve an average color value (a*, b*, and L*). Calibration was performed with a blank calibration plate (CM-A124) and a white calibration plate (CM-A120). Measurements are made by placing the film on the specimen holder and then shooting rays at two different parts.
2.4.3. Film solubility in water
The determination of film solubility in water refers to Sahraee et al. [29] with the following procedure: The film sample was made into 2×2 cm pieces. Samples were dried at 105 ℃ in an oven for 24 hours and then weighed as the dry weight of the film (mi). The dried samples were then immersed in 100 ml of distilled water at 25 ℃ for 24 hours. The sample was then filtered through filter paper and dried at 105 ℃ for 24 hours to determine the amount of remaining dry matter (md). Film solubility was calculated using the following formula.
where S = film solubility (%); mi = the initial weight of the dry film (g); md = the weight of dry film residue after immersion (g).
2.4.4. Water vapor transmission rate of the film
The water vapor transmission rate of nanocomposite films was measured using the cup method based on ASTM E96-80 [30]. The test cup was filled with 10g of silica gel. The sample was then cut according to the diameter of the surface of the cup to cover the cup which already contained silica gel (RH = 0%). The cup was conditioned in a jar containing saturated NaCl solution (RH = 75%) at 25 ℃. The cup was weighed every day and the weight was measured. The data obtained was made into a linear regression equation and the slope was determined. The slope was calculated from the absorption of water vapor every hour. The water vapor transmission rate (WVTR) was determined by the following equation:
where WVTR = the water vapor transmission rate (g/m2.hr); slope = absorption of water vapor per hour (g/h); A = the area of the film (m2).
2.4.5. Mechanical properties of the film
Determination of mechanical characteristics refers to ASTM D882- 10 [31] using the Shimadzu AGS-X Series Universal Testing Machine (UTM) with a load cell of 10kN and a speed of 10 mm/min. Samples for mechanical characteristic testing were previously conditioned at a controlled temperature of ±23 ℃ for at least 24 hours to reach a moisture balance point. These mechanical characteristics include tensile strength, elongation, and modulus of elasticity. Mechanical characteristics are determined using the following formula:
where σ = the tensile strength (N/mm2); A = the area of the working force (mm2); F = the tensile force (N); ε = elongation (%); l = the final length at the time of damage to the sample (cm); lo = the initial length of the sample (cm); E = the modulus of elasticity (MPa).
2.4.6. Fourier transform infrared spectroscopy (FTIR)
FTIR functional group analysis refers to Setiani et al. [32]. The film sample was placed into the set holder, then the appropriate spectrum was searched. Identification of functional groups was carried out by analyzing the Infrared spectrum according to the peaks and wave numbers formed using the table of functional groups.
2.4.7. Scanning electron microscope (SEM)
Determination of film morphology refers to Febriati [33]. The film sample was cut to 2 x 2 cm and affixed to the set holder, then coated with gold metal. The sample was then observed on topographical images with several magnifications.
3. Results and Discussion
3.1. Film thickness
The thickness of the nanocomposite film produced in this study can be seen in Table 1. The thickness of the nanocomposite film increases with increasing VCO concentration. The 5 wt% VCO treatment resulted in the thickest nanocomposite films among the others. The 3 wt% and 5 wt% VCO treatments experienced an increase in thickness of 2% and 10.6% from the 0 wt% treatment respectively. The thickness of the nanocomposite film could be affected by the concentration of the material, the area of the mold, and the volume of the solution poured into the mold [26,27]. The use of molds and the volume of film solution used in forming nanocomposite films were the same. For all treatments, 160 ml of film solution was poured into a 20 x 20 cm mold. Different concentrations of materials had more effect on thickness differences in this study. This was caused by the presence of chemical components found in VCO which could interact with starch to form agglomerates, thus giving a prominent structure to the film [22].
Thickness was an important characteristic in biodegradable films because it would affect the characteristics of the packaging material such as tensile strength, percent elongation (elongation), and water vapor and gas permeability [34]. Based on the plastic film standard in the JIS Standard [35], the maximum value of film thickness was 0.25 mm. The thicker the nanocomposite film, the stiffer and harder the film would be, which would affect the safety of the packaged product. The nanocomposite films produced from all treatments met the food packaging film thickness standards.

Table 1.
Thickness and color parameters of nanocomposite films with the addition of different concentrations of VCO.
Table 1.
Thickness and color parameters of nanocomposite films with the addition of different concentrations of VCO.
| Treatment | Thickness (mm) | L* | a* | b* |
|---|---|---|---|---|
| VCO 0 wt% | 0.214 ± 0.02 | 98.55 ± 0.34 | 0.11 ± 0.04 | 1.63 ± 0.15 |
| VCO 3 wt% | 0.219 ± 0.02 | 98.77 ± 0.26 | 0.23 ± 0.05 | 1.60 ± 0.05 |
| VCO 5 wt% | 0.237 ± 0.01 | 98.98 ± 0.15 | 0.30 ± 0.04 | 1.90 ± 0.02 |
L* = lightness; a* = chromatic green-red color; b* = chromatic blue-yellow color; wt% (Based on corn starch).
3.2. Film color
The color parameters in the form of L*, a*, and b* nanocomposite film values are shown in Table 1. Meanwhile, the appearance of the film can be seen in Figure 1. Based on Table 1, the average L* nanocomposite film value had an increasing lightness level. Overall, a high L* value decreased the a* and b* values of the nanocomposite film. The addition of components in general caused discoloration of the film. Moreover, if the components included in the film solution were colored [36]. The results of this study were not in line with Ghasemlou et al. [37] which stated that the film added to the oil emulsion would increase the reflectance diffusion by light scattering in the lipid droplets which reduced the intensity of the light transmitted to the film or opaque and the L* value decreased. This study gave the opposite results, namely an increase in the value of L* as the concentration of VCO increased. This may occur because oil causes the polymer matrix to become less compact and could also prevent starch from crystallizing. This crystallization could reduce the transparency and gloss of the film. Therefore, the presence of oil could reduce crystallization and make the film more translucent [38].
The film color parameters are shown in Table 1 which shows the value of a* in this study increased with increasing VCO concentration. A positive value of a* indicated a tendency for a red color. Meanwhile, the value of b* showed fluctuations with the addition of VCO concentration. A positive value of b* indicated that the film tends to be yellow [39]. The results of this study were slightly different from the study by Binsi et al. [25] which stated that the addition of VCO to chitosan-based films gave a negative value a* which indicated a tendency for the film to be green even though the value was not significant. Differences in the color tendency of the films may occur due to differences in the composition of the film constituents. The increase in b* value on the addition of 5 wt% VCO occurred because the concentration of VCO was higher so the film tended to be yellow. The type of surfactant could also affect the color of the film. Films with the addition of yellow tween 80 gave a relatively high b* value [40]. The 5 wt% VCO treatment in this study contained more tween 80 than the other treatments. This causes the b* value to be even higher. From a visual point of view, this film didn’t have a big difference.
Figure 1.
The appearance of nanocomposite films in three replicates with (a) 0 wt%; (b) 3 wt%; and (c) 5 wt% of VCO.
Figure 1.
The appearance of nanocomposite films in three replicates with (a) 0 wt%; (b) 3 wt%; and (c) 5 wt% of VCO.
3.3. Film solubility in water
The solubility of the nanocomposite films produced in this study is shown in Table 2. Nanocomposite films treated with 0 wt% VCO had the highest solubility in water. The addition of 3 wt% and 5 wt% VCO decreased the solubility of the films by around 0.5% and 1.7% compared to the 0 wt% treatment respectively. The decrease in the solubility of the film in water was due to the presence of fatty acids which had hydrophobic properties in the VCO so the film was difficult to dissolve in water [18]. The ability of the film to dissolve in water was affected by the length of the fatty acid carbon chains. The longer the carbon chain, the more difficult it was for the fatty acids to dissolve in water [41]. VCO had the most lauric acid composition. Lauric acid was a medium-chain fatty acid with 12 carbon atoms [11].
The results showed that the incorporation of VCO in the nanocomposite film affected the film solubility. These results were in line with Sahraee et al. [20], which stated that increasing the concentration of lipids on the polymer matrix increased the hydrophobic density and could reduce the tendency of the film to absorb water molecules. Therefore, the 5 wt% treatment had the lowest solubility compared to other treatments. The decrease in film solubility in water could also occur due to a synergistic effect between the hydrophobic components (VCO) and nanoparticles (NCC). Nanoparticles could form more hydrogen bonds with the polymer matrix so that water molecules couldn’t bind to these nanoparticles. This could increase the cohesion between film components which causes reduced hydroxyl groups to bind with water [27]. Meanwhile, on the other hand, the hydrophobic component played a role in reducing the availability of polymer hydroxyl groups to bind with water. The results of the interaction of the two components reduced the solubility of the film in water [42].
Table 2.
Film solubility in water and WVTR of nanocomposite films with the addition of different concentrations of VCO.
Table 2.
Film solubility in water and WVTR of nanocomposite films with the addition of different concentrations of VCO.
| Treatment | Film solubility in water(%) | WVTR (g/m2.h) |
|---|---|---|
| VCO 0 wt% | 40.71 ± 2.39 | 4.982 ± 0.10 |
| VCO 3 wt% | 40.51 ± 0.73 | 4.721 ± 0.53 |
| VCO 5 wt% | 40.02 ± 0.84 | 5.324 ± 0.59 |
3.4. Water vapor transmission rate of the film
The water vapor transmission rate (WVTR) of the nanocomposite films produced in this study is presented in Table 2. The transmission rates of the nanocomposite films decreased in the 3 wt% treatment by around 5.2% from the 0 wt% treatment. The increase than occurred when 5 wt% VCO was added, around 6.8% of the 0 wt% treatment. The treatment of nanocomposite films with the addition of 5 wt% VCO had the highest water vapor transmission rate compared to other nanocomposite films. The fatty acids present in VCO increased the hydrophobic properties of the film thereby increasing the water barrier properties [16]. In addition, the high amylose content in corn starch had a positive correlation with the amount of starch-lipid inclusions. This amylose was capable of forming helical inclusion complexes [43]. Starch granules that were heated to the gelatinization temperature in water would expand due to loss of crystal structure and water absorption. At this time, the amylose in the starch granules came out and shaped amylose-lipid complexes with fatty acids. The ends of the lipid carbon chains were located in the helix of the amylose molecule and this combination shaped an inclusion complex [44].
Deeply, increasing the VCO content made starch-lipid inclusions form more efficiently. This caused the formation of a denser network structure thereby strengthening the hydrophobic properties of starch-based films. So, Water molecules would find it difficult to penetrate the starch layer and reduce the WVTR value [24]. In addition, the water vapor transmission rate could also be related to the film thickness. The thicker the film produced, the higher its ability to inhibit the rate of gas and water vapor [45]. The increase in water vapor permeability was caused by a high concentration of hydrophobic components, which could disrupt the internal network of the film by forming a porous structure and opening up the polymer matrix because the bonds between covalent and non-covalent bonds were weak, allowing water molecules to easily pass through the film matrix [21]. In addition, most of the solutions were made of hydrophilic starch. The hydrophobic to the hydrophilic ratio of the film increased with the addition of oil, but the hydrophilic properties of other components may exceed the ratio so it would increase the water vapor passing through the film [46].
Furthermore, the role of lipids in WVTR depended on the type of lipids, their compatibility, preparation techniques, and their distribution in the polymer matrix [47]. Lipid in the form of VCO in this study had a plasticizing effect which allows it to open the matrix thereby increasing the diffusion of water molecules. On the other hand, the formation of a lipid network in the film matrix created a tortuous path so that the diffusion of water molecules decreased. Therefore, the final effect of lipids on WVTR depended on the dominant mechanism [16]. Based on the JIS Standard [35], the minimum value for WVTR was 7g/m2.h. The WVTR value of the nanocomposite films in all treatments in this study met the standards for food packaging because they were able to inhibit the amount of water vapor entering or leaving through the film thereby protecting food from the growth of microorganisms.
3.5. Mechanical properties of the film
The mechanical characteristics of the films produced in this study are shown in Table 3. The addition of VCO concentration decreased the tensile strength of the nanocomposite films. Nanocomposite films experienced a decrease in tensile strength of about 11.6% when 3 wt% VCO was added. Values that were not much different were produced when the addition of 5 wt% VCO. There was a decrease of about 0.14% between the two treatments. The highest VCO concentration gave the lowest tensile strength value, although the results were nearly identical with the concentration of 3 wt%. The decrease in tensile strength after the addition of VCO was due to the reduced interaction between the polymer matrices. Increasing the VCO concentration increased the contact between lipid and starch molecules which resulted in greater lipid discontinuity in the polymer matrix [25]. Reducing hydrogen bonds and decreasing intermolecular forces reduced the cohesiveness of the polymer and the tensile strength of the film would decrease [24]. The decrease in tensile strength in this study was in line with Zhang et al [48] who stated that the combination of lipids and polymers replaced the strong polar bonds in the chitosan polymer, thus making the film matrix structure heterogeneous and discontinuous, resulting in decreased tensile strength. In addition, the addition of VCO will also increase the thickness of the film so that this increase reduced the tensile strength of the film [25]. Tensile strength provides an interaction that is inversely proportional to the thickness of the film.
Moreover, this research combines the matrix phase and the VCO dispersion phase in a mixed structure. The volume percentage of the dispersed phase determines the tensile strength characteristics of the non-adhesive mixed system [17]. Besides VCO, the presence of tween 80 also affects the tensile strength of the film. Tween 80 was a hydrophilic surfactant with a high hydrophilic-lipophilic (HLB) balance that could interact with water or starch. These interactions could damage intermolecular hydrogen bonds thereby reducing mechanical properties such as tensile strength [40]. Based on the JIS Standard [35], the minimum value for tensile strength was 0.3 MPa so the nanocomposite films in all treatments in this study met the standards and were suitable for food packaging because of their strong structure.
Based on Table 3, the film elongation value appears to have a fluctuating trend. There was a decrease in elongation of about 14.1% from the control treatment to the 3 wt% VCO treatment. While the increase in elongation from the 0% wt to the 5 wt% VCO treatment occurred around 5.04%. The 3 wt% VCO treatment experienced a decrease in elongation which might be caused by less homogeneous mixing so that the VCO and plasticizer, act as a plasticizer, the insertion process into the film matrix was not perfect and the resulting elongation was not optimal. The 5 wt% VCO treatment experienced an increase in elongation which occurred because oil, in this case, VCO could act as a plasticizer in the hydrocolloids network which could increase film flexibility [25].
In fact, VCO was liquid at room temperature and was in the form of oil droplets in the composite film. These oil droplets were easily deformed so which could increase the plasticity of the film [40]. The presence of more oil in the 5 wt% VCO treatment also resulted in weak polymer-oil interactions, replacing some of the stronger polymer-polymer interactions in the film network. Film elongation could also increase with this phenomenon [45].
Meanwhile, plasticizers could reduce the cohesion between the mechanical bonds in the polymer and change the density of the film so that it became more flexible. High tensile strength would have a low elongation value at the breaking point because the film was difficult to break and had lower flexibility [25]. Based on the JIS Standard [35], elongation values above 50% were considered to have good characteristics. All nanocomposite film treatments in this study had elongation values above 50% with the lowest value being 61.18%. All film treatments showed quite high elastic properties.
Based on Table 3, the value of the film elasticity modulus appeared to have a fluctuating trend. The highest concentration of VCO reduced elasticity up to 0.051 MPa. Higher VCO concentrations could increase film elongation because lipids could act as plasticizers that weaken polymer bonds [49]. Weak polymer bonds would become more mobile so that the elongation of the film would increase and the elastic modulus would decrease compared to the 3 wt% VCO treatment [18]. The addition of higher VCO caused the film to be more elastic and the modulus of elasticity decreased. Meanwhile, in the 3 wt% VCO treatment, there was an increase in the modulus of elasticity which might have occurred because the process of inserting the plasticizer into the film matrix had not been perfect during the stirring process. The results of this study were not in line with Syafiq et al. [4] which stated that the addition of a hydrophobic material in the form of cinnamon essential oil to the film matrix increased the stiffness of the film so that the modulus of elasticity also increased.
Table 3.
Tensile strength, elongation, dan modulus elasticity of the film.
| Treatment | Tensile Strength MPa |
Elongation (%) |
Modulus Elasticity MPa |
|---|---|---|---|
| VCO 0 wt% | 4.800 ± 0.73 | 79.84 ± 2.07 | 0.060 ± 0.01 |
| VCO 3 wt% | 4.243 ± 0.31 | 68.58 ± 1.54 | 0.062 ± 0.01 |
| VCO 5 wt% | 4.237 ± 0.36 | 83.87 ± 5.85 | 0.051 ± 0.01 |
3.6. Scanning Electron Microscopy (SEM)
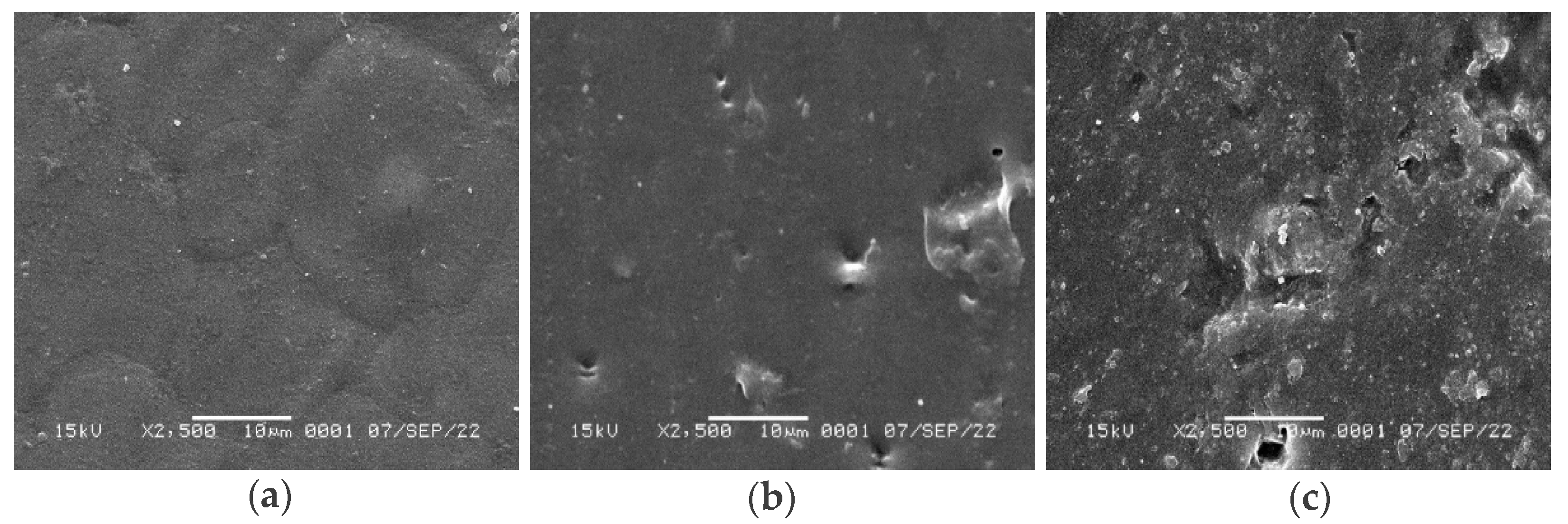
The appearance of the surface of the nanocomposite film is presented in Figure 2. The 0 wt% VCO treated film showed an irregularly rounded surface and looked rough without forming pores. Nanocomposite film samples treated with 3 wt% VCO showed the presence of pores of different sizes and the presence of some areas that looked smooth. The addition of more VCO to the 5 wt% VCO treatment increased the rough surface of the film and formed cavities. This result might be due to the weak interaction between the oil and the polysaccharides in the film matrix [40]. During drying lipid destabilization occurred and caused lipid droplets to move toward the surface of the film [22]. These lipid droplets formed cavities throughout the matrix. This disability phenomenon made the film matrix structure inhomogeneous and formed a porous surface [18]. This unstable texture with lots of pores and holes could have a negative impact on the mechanical and barrier properties of the film produced [16]. The more porous structure in the 5 wt% VCO treatment caused a higher molecular diffusion. This was also seen in the WVTR of the 5 wt% VCO treatment whose value increased.
The use of an emulsifier in the form of tween 80 was expected to form a homogeneous and stable solution so that it could prevent recombination during film preparation or drying [50]. However, this seemed not to have happened because of the pores or cavities in the resulting film. The possibility of pore formation was due to the ultrasonic energy which was too large so the treatment damages the polymer structure to a certain extent [15].
Figure 2.
Nanocomposite film morphology with the addition of VCO at a concentration of (a) 0 wt%; (b) 3 wt%; and (c) 5 wt%.
Figure 2.
Nanocomposite film morphology with the addition of VCO at a concentration of (a) 0 wt%; (b) 3 wt%; and (c) 5 wt%.
3.7. Fourier transform infrared spectroscopy (FTIR)
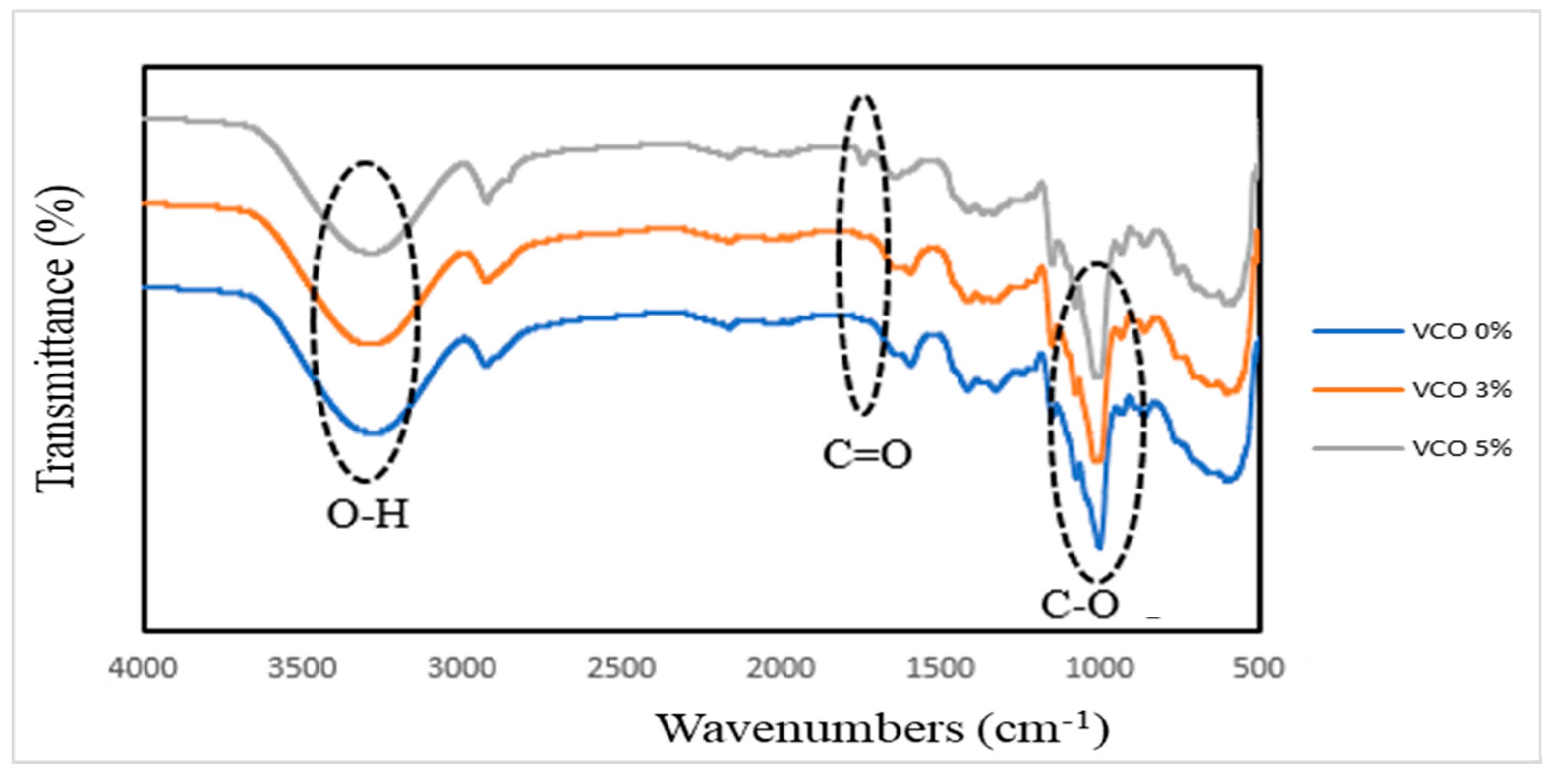
The FTIR absorption of nanocomposite films is shown in Figure 3. The broad absorption peak at 3000-3700 cm-1 indicated the presence of O-H groups. It could be seen that there was a broad absorption peak located at 3277-3285 cm-1 which was the O-H stretching group. Functional group analysis with FTIR aims to determine the processes that occur in mixing the ingredients and compare the functional groups in the films produced with each treatment. The VCO-added films had slightly wider wavelengths, namely 3280 and 3285 cm-1 compared to the 0 wt% VCO film, namely 3277 cm-1. This indicated the presence of VCO-containing hydrocarbons in the matrix. The increase in wavelength could occur due to differences in the conformation of the molecular structure due to the addition of VCO [22].
In addition, treatment with 3 wt% and 5 wt% VCO showed absorption peaks at wave numbers 1741 cm-1 and 1742 cm-1 respectively. While in the 0 wt% VCO treatment there was no absorption at that wave number. Wavenumbers greater than 996 cm−1 were associated with C–O stretching in the glycosidic bond. This was suspected by the presence of a stretching carbonyl group (C=O) of the fatty acid ester component, so this was appropriate because the 0% VCO treatment did not add lipids [18].
Besides, there were absorption peaks at wave numbers 1000, 1013, and 1012 cm-1 for 0 wt%, 3 wt%, and 5 wt% VCO treatment respectively. These results allegedly indicated that there was a C-O group from the polysaccharide and sorbitol components. As substances were mixed, the physical mixture reacted chemically to cause changes in spectral peaks [22]. The results of this FTIR test showed no new absorption peaks and no significant changes between treatments.
Figure 3.
FTIR absorption on film nanocomposites.
4. Conclusions
The conclusion from this study was that differences in VCO concentrations result in interactions between all components such as plasticizers, nanoparticles, surfactants, and polymer matrices which affected the characteristics of the nanocomposite films. The role of lipids in the characteristics of this barrier film depended on the type of lipids, their compatibility, and their distribution in the polymer matrix. There were two possibilities of VCO affecting the barrier film characteristics. Lipids in the form of VCO in this study had a plasticizing effect which allows it to increase the diffusion of water molecules. On the other hand, the formation of lipid networks in the film matrix could also create tortuous pathways so that the diffusion of water molecules decreased. The most effective treatment in reducing WVTR was the addition of 3 wt% VCO. This treatment produced nanocomposite film characteristics with an average thickness of 0.219 mm, brightness of 98.77, solubility in water of 40.51%, tensile strength of 4.243 MPa, elongation of 68.58%, modulus of elasticity of 0.062 MPa and WVTR of 4.721 g/m2.h. However, the addition of 5 wt% VCO was more effective in increasing the film elongation properties.
Author Contributions
Conceptualization, H.R.A. and M.D.; methodology, H.R.A. and B.N.; software, B.N.; validation, H.R.A., E.M.L. and H.M.; formal analysis, F.U.; investigation, M.D. and F.U.; resources, H.M.; data curation, F.U.; writing—original draft preparation, H.R.A. and F.U.; writing—review and editing, F.U.; visualization, E.M.L.; supervision, H.R.A; project administration, F.U; funding acquisition, H.R.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by an Internal Research Grant of Universitas Padjadjaran, Bandung, Indonesia (grant number: 1427/UN6.3.1/LT/2020), and The APC was funded by Universitas Padjadjaran.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zibaei, R. Applications of emerging botanical hydrocolloids for edible films: A review. Carbohydrate Polymers 2021, 256, 117554. [Google Scholar] [CrossRef] [PubMed]
- Wilfer, P.B.; Giridaran, G.; Jeevahan, J.J.; Joseph, G.B.; Kumar, G.S.; Thykattuserry, N.J. Effect of starch type on the film properties of native starch based edible films. Mater. Today Proc. 2021, 44, 3903–3907. [Google Scholar] [CrossRef]
- Bayram, B.; Ozkan, G.; Kostka, T.; Capanoglu, E. Valorization and Application of Fruit and Vegetable Wastes and By-Products for Food Packaging Materials. Molecules 2021, 26, 4031. [Google Scholar] [CrossRef] [PubMed]
- Syafiq, R.; Sapuan, S.M.; Zuhri, M.R.M. Antimicrobial activity, physical, mechanical and barrier properties of sugar palm based nanocellulose/starch biocomposite films incorporated with cinnamon essential oil. J. Mater. Res. Technol. 2021, 11, 144–157. [Google Scholar] [CrossRef]
- Basumatary, I.B.; Mukherjee, A.; Katiyar, V.; Kumar, S. Biopolymer-based nanocomposite films and coatings: recent advances in shelf-life improvement of fruits and vegetables. Crit. Rev. Food Sci. Nutr. 2020, 1–24. [Google Scholar] [CrossRef]
- Tavares, K.M.; De Campos, A.; Mitsuyuki, M.C.; Luchesi, B.R.; Marconcini, J.M. Corn and Cassava Starch with Carboxymethyl Cellulose Films and its Mechanical and Hydrophobic Properties. Carbohydr. Polym. 2019, 223. [Google Scholar] [CrossRef]
- Kusumawati, D.H.; Dwi, W.; Putri, R.; Koresponsdensi, P. Karakteristik fisik dan kimia edible film pati jagung yang diinkorporasi dengan perasan temu hitam. J. Pangan dan Agroindustri 2013, 1, 90–100. [Google Scholar]
- Farajpour, R.; Djomeh, Z.E.; Moeini, S.; Tavahkolipour, H.; Safayan, S. Structural and physico-mechanical properties of potato starch - olive oil edible films reinforced with zein nanoparticles. Int. J. Biol. Macromol. 2020, 149, 941–950. [Google Scholar] [CrossRef]
- Khoshkava, V.; Kamal, M.R. Effect of Surface Energy on Dispersion and Mechanical Properties of Polymer/Nanocrystalline Cellulose Nanocomposites. Biomacromolecules 2013, 14, 3155–3163. [Google Scholar] [CrossRef]
- Utomo, P.P.; Salahudin, F. Pengaruh Inkorporasi Lipid dan Antioksidan terhadap Sifat Mekanik dan Permeabilitas Edible Film Pati Jagung. Biopropal Ind. 2015, 6, 37–42. [Google Scholar]
- Marina, A.M.; Man, Y.B.C.; Nazimah, S.A.H.; Amin, I. Chemical Properties of Virgin Coconut Oil. J. Am. Oil Chem. Soc. 2009, 86, 301–307. [Google Scholar] [CrossRef]
- Jer, Y.; et al. A comprehensive review on the techniques for coconut oil extraction and its application. Bioprocess Biosyst. Eng. 2021. [CrossRef]
- Fernandez, L.; de Apodaca, E.D.; Cebrian, M.; Villaran, C.; Mate, J.I. Effect of the unsaturation degree and concentration of fatty acids on the properties of WPI-based edible films. Eur. Food Res. Technol. 2007, 224, 415–420. [Google Scholar] [CrossRef]
- Wang, R.; Liu, P.; Cui, B.; Kang, X.; Yu, B. Effects of different treatment methods on properties of potato starch-lauric acid complex and potato starch-based fi lms. Int. J. Biol. Macromol. 2019, 124, 34–40. [Google Scholar] [CrossRef]
- Liu, P.; Wang, R.; Kang, X.; Cui, B.; Yu, B. Effects of ultrasonic treatment on amylose-lipid complex formation and properties of sweet potato starch-based films. Ultrason. Sonochem. 2018, 44, 215–222. [Google Scholar] [CrossRef] [PubMed]
- Fattahi, R.; Ghanbarzadeh, J.; Dehghannya; Hosseini, M.; Falcone, P.M. The effect of Macro and Nano-emulsions of cinnamon essential oil on the properties of edible active films. Food Sci. Nutr. 2020, 8, 6568–6579. [Google Scholar] [CrossRef] [PubMed]
- Bhasney, S.M.; Patwa, R.; Kumar, A.; Katiyar, V. Plasticizing effect of coconut oil on morphological, mechanical, thermal, rheological, barrier, and optical properties of poly (lactic acid): A promising candidate for food packaging. J. Appl. Polym. Sci. 2017, 134, 45390. [Google Scholar] [CrossRef]
- Xiao, M.; Luo, L.; Tang, B.; Qin, J.; Wu, K.; Jiang, F. Physical, structural, and water barrier properties of emulsified blend film based on konjac glucomannan/agar/gum Arabic incorporating virgin coconut oil. LWT-Food Sci. Technol. 2022, 154, 112683. [Google Scholar] [CrossRef]
- Carpiné, D.; Luiz, J.; Dagostin, A.; Bertan, L.C.; Mafra, M.R. Development and Characterization of Soy Protein Isolate Emulsion-Based Edible Films with Added Coconut Oil for Olive Oil Packaging: Barrier, Mechanical, and Thermal Properties. Food Bioprocess Technol 2015, 8, 1811–1823. [Google Scholar] [CrossRef]
- Sahraee, S.; Milani, J.M.; Ghanbarzadeh, B.; Hamishekar, H. Effect of corn oil on physical, thermal, and antifungal properties of gelatin-based nanocomposite films containing nano chitin. LWT-Food Sci. Technol. 2016. [Google Scholar] [CrossRef]
- Sogut, E. Active whey protein isolate fi lms including bergamot oil emulsion stabilized by nanocellulose. Food Packag. Shelf Life 2020, 23. [Google Scholar] [CrossRef]
- Syafiq, R.; Sapuan, S.M.; Zuhri, M.R.M. Antimicrobial activity, physical, mechanical and barrier properties of sugar palm based nanocellulose/starch biocomposite films incorporated with cinnamon essential oil. J. Mater. Res. Technol. 2021, 11, 144–157. [Google Scholar] [CrossRef]
- Pereda, M.; Dufresne, A.; Aranguren, M.I.; Marcovich, N.E. Polyelectrolyte films based on chitosan / olive oil and reinforced with cellulose nanocrystals. Carbohydr. Polym. 2014, 101, 1018–1026. [Google Scholar] [CrossRef] [PubMed]
- Fangfang, Z.; Xinpeng, B.; Wei, G.; Wang, G.; Shi, Z.; Jun, C. Effects of virgin coconut oil on the physicochemical, morphological and antibacterial properties of potato starch-based biodegradable films. Int. J. Food Sci. Technol. 2020, 55, 192–200. [Google Scholar] [CrossRef]
- Binsi, P.K.; Ravishankar, C.N.; Gopal, T.K.S. Development and Characterization of an Edible Composite Film Based on Chitosan and Virgin Coconut Oil with Improved Moisture Sorption Properties. J. Food Sci. 2013, 78, E526–E534. [Google Scholar] [CrossRef]
- Gahruie, H.H.; Ziaee, E.; Eskandari, M.H.; Mohammad, S.; Hosseini, H. Characterization of basil seed gum-based edible films incorporated with Zataria multiflora essential oil nanoemulsion. Carbohydr. Polym. 2017. [CrossRef]
- Arifin, H.R.; Djali, M.; Nurhadi, B.; Hasim, S.A.; Hilmi, A.; Puspitasari, A.V. Improved properties of corn starch-based bio-nanocomposite film with different types of plasticizers reinforced by nanocrystalline cellulose. Int. J. Food Prop. 2022, 25, 509–521. [Google Scholar] [CrossRef]
- Warkoyo; Rahardjo, B.; Marseno, D.W.; Karyadi, J.N.W. Sifat fisik, mekanik dan barrier edible film berbasis pati umbi kimpul (Xanthosoma sagittifolium) yang diinkorporasi dengan kalium sorbat. Agritech 2014, 34, 72–81. [Google Scholar]
- Sahraee, S.; Milani, J.M.; Ghanbarzadeh, B.; Hamishekar, H.; Kafil, H.S. Physicochemical and antifungal properties of bio-nanocomposite film based on gelatin-chitin nanoparticles. Int. J. Biol. Macromol. 2016. [CrossRef]
- ASTM. Standard test methods for water transmission of material-ASTM E96-80; American Society for Testing and Material: Philadelphia, 1981. [Google Scholar]
- ASTM. Standard test methods for tensile properties of thin plastic sheeting (D882) (Annual Book of ASTM Standards; American Society for Testing and Material: Philadelpia, 2010. [Google Scholar]
- Setiani, W.; Sudiarti, T.; Rahmidar, L. Preparasi Dan Karakterisasi Edible Film Dari Poliblend Pati. Valensi 2013, 3, 100–109. [Google Scholar] [CrossRef]
- Febriati, N.L. Optimasi sifat fisik edible film berbasis karagenan murni dengan metode permukaan respon (response surface methodology). Eksakta 2018, 1, 71–90. [Google Scholar]
- Arham, R.; Mulyati, M.; Metusalach, M.; Salengke, S. Physical and mechanical properties of agar based edible film with glycerol plasticizer. Int. Food Res. J. 2016, 23, 1669–1675. [Google Scholar]
- JIS. Japanese International Standart Z 1707; Japanese Standards Association: Tokyo, 1975. [Google Scholar]
- Seifari, F.K.; Yousefi, S.; Ahari, H.; Hosseini, S.H. Corn Starch-Chitosan Nanocomposite Film Containing Nettle Essential Oil Nanoemulsions and Starch Nanocrystals: Optimization and Characterization. Polymers 2021, 13, 2113. [Google Scholar] [CrossRef] [PubMed]
- Ghasemlou, M.; Aliheidari, N.; Fahmi, R.; Shojaee-Aliabadi, S.; Cran, B.J.; Khaksar, R. Physical, mechanical and barrier properties of corn starch films incorporated with plant essential oils. Carbohydr. Polym. 2013, 98, 1117–1126. [Google Scholar] [CrossRef] [PubMed]
- Acosta, S.; Chiralt, A.; Santamarina, P.; Rosello, J.; González-Martínez, C.; Cháfer, M. Antifungal films based on starch-gelatin blend, containing essential oils. Food Hydrocoll. 2016, 61, 233–240. [Google Scholar] [CrossRef]
- Yam, K.L.; Papadakis, S.E. A simple digital imaging method for measuring and analyzing color of food surfaces. J. Food Eng. 2004, 61, 137–142. [Google Scholar] [CrossRef]
- Song, X.; Zuo, G.; Chen, F. Effect of essential oil and surfactant on the physical and antimicrobial properties of corn and wheat starch films. Int. J. Biol. Macromol. 2018, 107, 1302–1309. [Google Scholar] [CrossRef]
- Julianto, G.E.; Ustadi; Husni, A. Characterization of gelatin edible film from skin of red nile by adding of sorbitol and palmitic acid as plasticiser. J. Perikan. 2011, 13, 27–34. [Google Scholar]
- Arezoo, E.; Mohammadreza, E.; Maryam, M.; Nafchi, M. The synergistic effects of cinnamon essential oil and nano TiO 2 on antimicrobial and functional properties of sago starch films. Int. J. Biol. Macromol. 2020, 157, 743–751. [Google Scholar] [CrossRef]
- Raphaelides, S.N.; Dimitreli, G.; Exarhopoulos, S.; Mintzas, D.; Lykidou, A. Effect of processing conditions on the physicochemical and structural characteristics of pregelatinised starch–fatty acid–glycerol extrudates. Carbohydr. Polym. 2012, 88, 282–289. [Google Scholar] [CrossRef]
- Liu, P.; Sun, S.; Hou, H.; Wang, W.; Dong, H. Effect of Five Saturated Fatty Acids on the Properties of Sweet-Potato-Starch-Based Films. J. Appl. Polym. Sci. 2015, 132, 1–8. [Google Scholar] [CrossRef]
- Anandito, R.B.K.; Nurhartadi, E.; Bukhori, A. Pengaruh gliserol terhadap karakteristik edible film berbahan dasar tepung jali. J. Teknol. Has. Pertan. 2012, V, 17–23. [Google Scholar]
- Natania, K.; Setiawan, F. Characterization of Antimicrobial Edible Films with Single and Double Emulsions from Clove (Syzygium aromaticum) Oil. Reaktor 2020, 20, 38–46. [Google Scholar] [CrossRef]
- Pereda, M.; Aranguren, M.I.; Marcovichs, N.E. Caseinate films modified with tung oil. Food Hydrocoll. 2010, 24, 800–808. [Google Scholar] [CrossRef]
- Zhang, Y.P.; et al. Preparation and characterization of bio-nanocomposites film of chitosan and montmorillonite incorporated with ginger essential oil and its application in chilled beef preservation. Antibiotics 2021, 10, 796. [Google Scholar] [CrossRef]
- Gutiérrez, M.C.; Del Carmen Nuñez-Santiago, M.; Romero-Bastida, C.A.; Martinez-Bustos, F. Effects of coconut oil concentration as a plasticizer and Yucca schidigera extract as a surfactant in the preparation of extruded corn starch films. Starch/Staerke 2014, 66, 1079–1088. [Google Scholar] [CrossRef]
- Lian, H.; Peng, Y.; Shi, J.; Wang, Q. Effect of emulsifier hydrophilic-lipophilic balance (HLB) on the release of thyme essential oil from chitosan films. Food Hydrocoll. 2019, 97, 105213. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



