
Submitted:
19 June 2023
Posted:
19 June 2023
You are already at the latest version
Abstract
In this experimental work, the microbiological, physicochemical, organoleptic and rheological characteristics of probiotic Bulgarian yoghurts produced by ultrafiltration of goat’s milk using different volume reduction ratio (2 and 3) and several probiotic starters (MZ2f, MZ2f + Bifidobacterium bifidum BB – 87, MZ2f + Lactobacillus acidophilus LAB – 8) were studied. It was established that the dry matter, protein, fat contents, the number of lactic acid bacteria, titratable acidity and the dynamic viscosity increased and the pH decreased with the rise of volume reduction ratio during ultrafiltration. All yoghurts exhibited Bingham plastic flow behavior. We recommend to use a volume reduction ratio of 3 and MZ2f + Bifidobacterium bifidum BB – 87 to produce probiotic Bulgarian yoghurts with the highest dry matter, protein, fat contents; counts of viable lactic acid cells, viscosity and the best sensory characteristics in the range of this experiment.
Keywords:
probiotic starters
; goat’s milk
; yoghurt
; ultrafiltration
; Bifidobacterium bifidum
; Lactobacillus acidophilus
1. Introduction
Milk and dairy products are one of the indispensable natural foods due to their alimentary wholesome benefits. They are deservedly preferred by many people around the world [1,2,3,4]. The conductive effect of these products can be explained by their composition and the fact that they have an important place in the rational, prophylactic and dietary nutrition of humans because they are vital for the maintenance of human body [1,5,6].
Yoghurt is a food obtained by bacterial fermentation of milk and is consumed all over the world [7]. The bacteria used for yoghurts production are known as yoghurt cultures or starter culture. Lactobacillus bulgaricus and Streptococcus thermophilus are the two microorganisms involved in the fermentation of yogurt [8,9,10]. These bacteria provoke the fermentation of milk and produces lactic acid in order to change the yoghurt’s texture and flavor. Different kind of milks (cow’s, sheep’s, goat’s, mare’s, camel’s) can be used for yoghurts production. There is an increasing scientific and consumer interest in goat’s milk production in the recent years [11]. Goat’s milk is the most easily digestible dairy product and its amino acid composition is similar to human milk which distinguishes it from other milks. It has high quality protein, fat, vitamins and minerals [12,13]. This milk can be consumed from people who can’t eat cow’s milk because it doesn’t contain αs1-casein, which causes various types of intolerance to milk [10]. Goat’s milk can be successfully used for yoghurts production individually or mixed with cow’s, sheep’s and mare’s milk [14].
Microbiological, physicochemical, organoleptic and rheological characteristics are the fundamental characteristics of yoghurts that influence the acceptance and choices for consumers [8]. One way to improve texture quality of yoghurts is to increase the dry matter content which in the traditional method can be achieved by the addition of milk concentrated by evaporation, powdered milk or protein concentrates [15,16,17]. The conventional method for milk concentration is evaporation [18]. It is important to note that this process has many negative effects because it can change the characteristics of thermolabile whey proteins [19]. The application of evaporation can reduce the product quality due to the negative effect of thermal treatment on heat sensitive milk components.
Nowadays the consumer interest is focused on natural foods produced transparently and with minimal addition of additive. Membrane processes such as nanofiltration, ultrafiltration, microfiltration and reverse osmosis can allow producers to avoid the addition of milk powder and to offer products with a more healthful profile [20,21]. Separation and concentration of milk substances can be conducted by ultrafiltration [22,23,24,25]. This method is preferred due to its advantages – low energy costs, novel non thermal environmental friendly technology that reduces the negative effect of temperature rise such as phase change, denaturation of proteins and change in sensory properties [26,27].
The aim of this experimental work was to study the fundamental properties (microbiological, physicochemical, organoleptic and rheological) of goat’s yoghurts produced by ultrafiltration at different concentration level and starter cultures.
2. Materials and Methods
2.1. Materials
2.1.1. Milk
This work was performed with a pasteurized goat’s milk “Olympus”. It was purchased from the commercial market and had a fat content of 3.5 %.
2.1.2. Ultrafiltration membrane
UF25-PAN membrane from polyacrylonitrile with molecular weight cut-off 25 kDa was used for the needs of the experiment.
2.1.3. Starters for yoghurt’s production
One main probiotic starter culture named MZ2f for the production of yoghurts was used. The microorganisms of this culture were a mixture of a probiotic strain of Lactobacillus delbrueckii subsp. bulgaricus LB - 51 (National Bank for industrial microorganisms and cell cultures NBIMCC 3598) and Streptococcus thermophilus (ZH) in a 1:2 ratio. Yoghurt with acidophilic or bifidobacteria was also obtained by adding of 0.5 % active cells of Lactobacillus acidophilus LAB - 8 (NBIMCC 2416) and Bifidobacterium bifidum BB - 87 (NBIMCC 3601) to the main starter.
2.2. Methods
2.2.1. Growth of bacteria
The maintenance and growth of lactic acid bacteria and bifidobacteria was achieved by using a sterile skim milk whose titratable acidity was 16 °Th to 18 °Th (Thörner degrees). The production of above mentioned milk was performed by using a dried skim milk, supplied by Scharlau (Barcelona, Spain), which was then reconstituted to a 10% dry matter level. After that, the milk was autoclaved for 15 min at a temperature of 118 °C and cooled to room temperature. The growth of lactic acid bacteria - MZ2f and Lactobacillus acidophilus LAB – 8 was provided by a liquid medium LAPTg10 - broth (CondaLab, Spain) (BS 12:2010) with pH 6.6 - 6.8. LAPTg10 – agar medium was obtained with the addition of 15.0 g/dm3 agar (Sigma Aldrich, Germany) to the liquid medium with the same composition. For growth of Bifidobacterium bifidum BB – 87 was used transoligosaccharide propionate agar (Merck, Germany) with MUP selective supplement (Merck, Germany) [28]. The multiplying of microbial organisms in the starter culture (MZ2f) as well as the strains of Lactobacillus acidophilus LAB-8 and Bifidobacterium bifidum BB-87 was accomplished through an inoculation each 20 days in sterile skim milk (16 °Th to 18 °Th). The microorganisms were stored at a temperature of 4 °C to 6 °C or as stock cultures at a temperature of -20 °C.
2.2.2. Ultrafiltration
Ultrafiltration experiment was conducted with a replaceable plate and frame membrane module equipped with UF25-PAN membrane. The scheme of laboratory equipment was described in [29]. The ultrafiltration was performed at two different volume reduction ratios (VRR 2 and VRR 3), transmembrane pressure of 0.5 MPa, temperature of 20 ° С, and volumetric flow rate of 330 dm3/h. The retentates were pasteurized at temperature of 65 °C for 10 minutes and cooled to a temperature of 42 °C ± 1 °C. The following formula was used to calculate the VRR:
where: V0 is the volume of the feed solution, dm3 and VR is the volume of the retentate, dm3.
2.2.3. Yoghurts preparation
Three different types of probiotic yogurts have been developed:
- Sample A - yoghurt from goat’s milk without membrane concentration (control sample);
- Sample B - yoghurt from double concentrated goat’s milk.
- Sample C - yoghurt from triple concentrated goat’s milk.
The numbers 1, 2 and 3 after the capital letters A, B, C were designated to starters MZ2f, MZ2f + Lactobacillus acidophilus LAB – 8 and MZ2f + Bifidobacterium bifidum BB – 87, respectively.
All yoghurts were aseptically prepared in sterile plastic containers (100 cm3) with 1.5 % active cells [30,31] of main starter MZ2f or combined with 0.5 % live cells of strains Lactobacillus acidophilus LAB – 8 or Bifidobacterium bifidum BB – 87. The coagulation of milk and retentates was performed at 41 °С ± 1°С for 2.5 h to 3 h, followed by cooling and storage at 4 °С ± 1 °С for 30 days.
2.2.4. Physicochemical analyses
The initial goat’s milk, ultrafiltration retentates, permeate and yoghurts on the 1st day of storage period were analyzed according the following psychochemical parameters:
On the 1st, 10th 20th 30th days of storage, the yoghurts’ active and titratable acidity were assessed.
2.2.5. Microbiological analyses
On the 1st day of the storage period, the following microbiological parameters for the initial goat’s milk, retentates and yoghurts were investigated:
Lactic acid bacteria: Spread plate technique as a viable counting method was used for the enumeration of active lactic acid cells on the 1st, 10th, 20th, and 30th day of yoghurt storage. The usage of this method required appropriate serial dilutions of the sample using a saline solution NaCl – 5 g/dm³ (Sigma Aldrich, Germany). Plates (Petri dishes) were placed at 37 °C until growth of the colonies (3 days).
Bifidobacteria: Pour plate method using a transoligosaccharide propionate agar medium was used for determination of bifidobacteria. The methodology for enumeration of bifidobacteria was similar to that of lactic acid bacteria.
2.2.6. Sensory analyses
A five-point hedonic scale for evaluation (1 - dislike extremely; 2 – dislike; 3 - neither like nor dislike; 4 – like; 5 - like extremely) was used to evaluate the organoleptic characteristics of the yoghurts. The main organoleptic indices (color, taste and aroma, appearance of coagulum, consistency at shattering, structure at cutting) and their norms were presented in [42]. This analysis was made at the first day of the storage period. The panelists (n = 9) were specialists from the University of Food Technologies, Plovdiv, Bulgaria. As neutralizers between degustation of each sample, water with room temperature and unsalted crackers were used.
2.2.7. Rheological analysis
Brookfield RV-DV II + Pro (Brookfield AMETEK, USA) rotating viscometer with an accuracy of 1 % was used for the examination of the rheological characteristics of yoghurts (Figure 1). It was fitted with a small sample adapter, including a metal scraper cylinder with a SC4-13R water jacket and a cylindrical spindle with a conical head SC4-27.
Figure 2 illustrated the spindle SC4-27. Its proportions were cylindrical part length of 33.02 mm and a diameter of 11.76 mm and a total working length of 39.29 mm. The inner diameter and the length of the measuring cylinder were 19.05 mm and 64.77 mm, respectively.
The accurate implementation of the rheological study required to cover the upper conical area of the spindle with the product as an obligatory condition. The cylinder was filled with 10.4 ml of each sample during examination. The viscometer had a temperature probe (0 °C to 100 °C ± 0.1 °C) for monitoring the yoghurts temperature. An insulating cover was applied to the cylinder's neck before the measurement in order to determine the range of shear rates that would be used. The software Rheocalc 32 was used for presenting the results. A fifteen shear rates from 1.22 s-1 to 4.89 s-1 were generated. After keeping the shear rate one minute, the program notifies for the value of the apparent viscosity and the shear stress.
The results were approximated by the models of Bingham (equation 2), Casson (equation 3), Ostwald - De Waele (equation 4) and Herschel - Bulkley (equation 5), where the correlation coefficient R2 exceeds 95 %.
τ = K.γn, Pa.s
2.2.8. Statistical Analysis
All analyses were performed in triplicate. Fisher's exact test was used in this experimental work to compare the obtained averages of the main characteristics of yogurts. The significance level used was 0.05.
3. Results
3.1. Physicochemical properties of goat’s milk, retentates and permeate
Table 1 presents the results for the milk components, titratable acidity and pH of goat’s milk and retentates at VRR 2 and 3. The dry matter, protein and fat contents increased during ultrafiltration (р < 0.05), as the highest increasing was at VRR 3. It also can be seen that the concentration of proteins and fat was approximately equal. The increase in the ash was small – from 0.87 % (goat’s milk) to 1.32 % (VRR 3). The ultrafiltration concentration led to an increase (р < 0.05) in the titratable acidity – from 17.4 °Th (goat’s milk) to 33 °Th (retentate at VRR 3). Inverse relationship was observed concerning pH, it decreased during ultrafiltration.
3.2. Specific microorganisms
The availability of specific microorganisms, such as E. coli, S. aureus, Salmonella spp., fungi and yeasts, is important for production of safety and quality product [43]. The total count of mesophilic aerobic and facultatively anaerobic microorganisms in all samples was less than 1 cfu/cm3, as well as fungi, yeasts and E. coli. S. aureus were less than 10 cfu/cm3, Salmonella spp. – not found in 25 cm3. Concerning the yoghurts during the storage period the results were as follows: E. coli, S. aureus, fungi and yeasts were less than 10 cfu/g, Salmonella spp. – not found in 25 g, mesophilic aerobic and facultatively anaerobic microorganisms - less than 10 cfu/g.
3.3. Chemical composition of yoghurts
The dry matter, protein and fat contents in the yoghurts produced by ultrafiltration are shown in Table 2. The yoghurts with different starters didn’t show a significant difference (р > 0.05). Quite expected, the dry matter, the total protein and fat contents of yoghurts increased when ultrafiltration was used. The results are in accordance to these obtained in Table 1.
3.4. Microbiological growth in yoghurts during storage
Figure 3 presents the microbiological growth in yoghurts during storage. For whole storage period, the rise in the volume reduction ratio affected positively the total number of lactic acid bacteria (p < 0.05) and this tendency is valid for all three starters studied. Despite the reduction of total viable acid bacteria during the storage period, their number remained high – above 6x108 cfu/g.
3.6. Titratable and active acidity of yoghurts during storage
Figure 4 shows that the ultrafiltration concentration caused a rise in the titratable acidity of all yoghurts (p < 0.05). During all storage period, an increase in the titratable and a decrease in the active acidity (pH) was noticed. The highest value of titratable acidity was observed for yoghurt with starter MZ2f + Lactobacillus acidophilus LAB – 8, followed by MZ2f + Bifidobacterium bifidum BB – 87 and MZ2f. The comparison of рН of the yoghurts with the three starters showed that sample A was characterized with the highest values of pH, then samples B and C. Тhe active acidities of yoghurts from retentate at VRR 2 and VRR 3 were no statistically different (p > 0.05).
3.7. Organoleptic characteristics of yoghurts
The results for organoleptic characteristics of the yoghurts are shown in Figure 5. Comparing the starters in yoghurts, it could be seen that Lactobacillus acidophilus LAB-8 and Bifidobacterium bifidum BB-87 had a higher score than MZ2f. Yoghurts produced with Lactobacillus acidophilus LAB – 8 and Bifidobacterium bifidum BB – 87 had relatively equal score. Ultrafiltration had a positive effect on the organoleptic properties of yoghurts with all three starters, as the highest score was observed for sample C, then for sample B and sample A.
3.8. Rheological properties of yoghurts
The rheological behavior of the yoghurts with three studied starters are shown in Figure 6. The rheograms showed that all yoghurts exhibited Bingham plastic flow behavior. The flow curves were located lowest for sample A, followed by samples B and C for all starters used. The shear stress increased with the rise in the volume reduction ratio.
The parameters of the Herschel-Bulkley, Bingham, Casson and Ostwald-de-Waele models are presented on Table 3. The change of yield stress τ0 has great significance for the structure of the product. All models had R2 > 95 %, which means that they are suitable for describing the rheological behavior of the youghurts studied.
The dependence of the dynamic viscosity on the shear rate of the yoghurts with the three probiotic starters is presented in Figure 7. For all yoghurts, there was a rise in the dynamic viscosity when the volume reduction ratio increased. The highest value of the dynamic viscosity was obtained at VRR 3 for all starters studied.
4. Discussion
Table 1 shows the rise in the dry matter, fat and protein contents during ultrafiltration. This could be explained by the passage of the water and low molecular weight subtstances (such as lactose, salts, and some vitamins) through the membrane [44]. Tamime et al. found that the ultrafiltration caused a little more pronounced increase in the fats than in the proteins [45]. Ultrafiltration and constant-volume diafiltration was used for obtaining of milk protein concentrates of protein content > 80 % on dry basis [46]. Ultrafiltration of skim milk was used to remove water, lactose, peptides and other solutes partially. Gavazzi-April et al. established that the molecular weight cut-off of the membranes affects the retention of main components - UF membrane of molecular weight cut-off 10 kDa showed better protein retention in comparison to 50 kDa [47]. Domagala found a significant increase in the acidity of the retentates, but the pH stayed mostly the same after twofold ultrafiltration concentration of goat’s milk with 30 kDa membrane [48]. Hihger acidity in retentates could be explained by the change in the buffering capacity which depends on the milk composition, including protein content [49].
Quite expected, the dry matter, fats and proteins in the yoghurts increased with the rise in the concentration level during ultrafiltration (Table 2). The past few years the consumer interest to the high-protein yoghurt has increased because of its better taste and texture. There is also more scientific data on the health benefits of the dairy proteins. Different processing techniques, including membrane processes, affect the composition, rheology, structure, and sensory characteristics of yoghurts [50].
Comparing the microbiological properties of the yoghurts with the three starters, it could be seen that probiotic yoghurts having the highest count of viable cells were these with MZ2f + Bifidobacterium bifidum BB – 87 followed by MZ2f + Lactobacillus acidophilus LAB - 8 and MZ2f alone (Figure 3). According to Ordonez et al., the ultrafiltration could be applied to increase the protein content which led to a higher concentration of Lactobacillus acidophilus, Bifidobacterium bifidum, Streptococcus thermophilus and Lactobacillus delbrueckii ssp. bulgaricus [51]. According to Moineau - Jean et al., the application of 50 kDa ultrafiltration membrane used to obtain a retentate with 10.6 % protein content resulted in a rise in the concentration of Lb. helveticus R0052 and S. thermophlius [52]. The application of ultrafiltration increased the peptides and amino acids and thus improved the survival of probiotic strains [53]. Ultrafiltration causes a concentration of caseins leading to a rise of buffering capacity of milk and reduction of pH. This leads to a better growth of lactic acid bacteria in fermented ultrafiltration retentates compared to the fermented goat’s milk without ultrafiltration.
The ultrafiltration increased the protein content of yoghurts and thus favored the growth of lactic acid bacteria. This provokes a rise in the titratable acidity of yoghurts obtained by ultrafiltration [54,55]. The highest value of pH was established for MZ2f on the 1st day of storage – 5.05, the lowest – 4.08 for Lactobacillus acidophilus LAB – 8 on the 30th of storage period (Figure 4). This was probably due to the lactic and succinic acid produced by Lactobacillus acidophilus LAB - 8 [56]. Figure 4 indicates that ultrafiltration caused a decrease in pH for all starters studied. The concentration of casein fractions during ultrafiltration increased the enzymes’ activity and thus improved the sugar metabolism of S. thermophilus and Lb. bulgaricus and lactic acid production [57]. The concentration by ultrafiltration led to an increase in the number of viable lactic acid bacteria cells in comparison to the plain yoghurt [58]. Therefore, the higher number of lactic acid bacteria in yoghurts obtained by ultarfiltration provoke hihger acid production, leading to higher titratable acidity during storage [54].
Figure 5 shows that the sample C had the highest score, followed by sample B and sample A for all three starters. The last indicates that the use of ultrafiltration improves the organoleptic properties of the yogurts. According to [50], the membrane processes change the yoghurt composition, structure and thus the sensory properties of the products. It could be seen that the ultrafiltration concentration at low levels (VRR 2 and 3) enhances the organoleptic score of yoghurts but higher VRR probably would embarrass the coagulation of milk and will make the final product with high fat content.
Skriver et al. investigated the effect of the dry matter content, temperature during fermentation and composition of bacteria cultures on the rheological behavior of stirred yoghurt [59]. A pseudoplastic behaviour was valid for some yoghurts, but some of the specimens had Bingham plastic behaviour. The profile of the flow curves depended on the applied manufacturing conditions. Our results showed that comparing the three starters, it could be seen that MZ2f + Bifidobacterium bifidum BB - 87 had the highest values of shear stress, followed by MZ2f + Lactobacillus acidophilus LAB – 8 and MZ2f for all samples. Prasanna et al. established that the use of starters producing higher concentrations of exopolysaccharides leads to an improvement in the physicochemical and rheological properties of food products [60]. Girard et al. found that using exopolysaccharide-producing strains of lactic acid bacteria results in a dense structure of the products because the exopolysaccharide structures cause the linkages between the proteins in the milk and dairy products [61]. This also led to an increase in the strength and viscosity of the resulting products. The highest shear stress was observed when ultrafiltration concentration at VRR 3 and Bifidobacterium bifidum BB - 87 were used. According to [62], the shear stress of yoghurt increased by fat and protein levels. Miocinovic et al. proved that the addition of milk proteins to goat’s milk improved its textural, rheological, and sensory characteristics [63]. Meena et al. found a positive correlation between the firmness, the shear stress and the protein content [44].
The rise in the ultrafiltration concentration level increased the yield stress of yoghurts obtained with three probiotic starters (Table 3). According to [64], the increase in the protein content increased the yield stress. It led to protein chain extension and increase the elasticity and stability of the obtained products.
The dynamic viscosity of yoghurts increased when ultrafiltration was applied (Figure 7). Shaker et al. studied the influence of the fat on the rheological characteristics of yogurt during the coagulation process and found that an increase in the milk fat content led to a significant increase in the viscosity [65]. According to [66], the use of ultrafiltration led to a higher dry matter content of milk which favors the rheological and texture chracteristics of dairy products. There was an increase in the viscosity, hardness, and cohesiveness of coagulum and all these affected the final quality of the product. The highest values of dynamic viscosity were established in milk with starter MZ2f + Bifidobacterium bifidum BB – 87, followed by MZ2f + Lactobacillus acidophilus LAB – 8 and MZ2f.
5. Conclusion
The ultrafiltration concentration improved the microbiological, physicochemical, organoleptic and rheological properties of yoghurts. Probiotic yoghurts with the highest dry matter, protein, fat contents; counts of viable lactic acid cells, viscosity and score for sensory characteristics were established for MZ2f + Bifidobacterium bifidum BB - 87 and VRR 3. Therefore, these volume reduction ratio and starter can be used for production of yoghurts from concentrated goat’s milk by ultrafiltration to improve the quality and functionality of final product.
Author Contributions
Conceptualization, M.D.; methodology, M.D. and Z.D.; software, M.D. and S.K.; validation, M.D.; formal analysis, M.D., S.K., V.Y., A.S. and Z.D.; investigation, M.D., S.K., V.Y., A.S. and Z.D.; resources, M.D.; data curation, M.D. and S.K.; writing—original draft preparation, M.D.; writing—review and editing, M.D., S.K., A.S. and N.M.; visualization, M.D., S.K., A.S. and N.M.; supervision, M.D.; project administration, M.D., funding acquisition, N.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest
References
- Gasmalla, M.; Tessema, H.; Salaheldin, A.; Alahmad, K.; Hassanin, H.A.M.; Aboshora, W. Health benefits of milk and functional dairy products. MOJ Food Process. Technol. 2017, 4, 108–111. [Google Scholar] [CrossRef]
- Górska-Warsewicz, H.; Rejman, K.; Laskowski, W.; Czeczotko, M. Milk and dairy products and their nutritional contribution to the average polish diet. Nutrients 2019, 11, 1771. [Google Scholar] [CrossRef] [PubMed]
- Grosso, G. Are there any concerns about dairy food consumption and cardiovascular health. Int. J. Food Sci. Nutr. 2021, 72, 429–431. [Google Scholar] [CrossRef] [PubMed]
- Olson, D.W.; Aryana, K.A. Probiotic incorporation into yogurt and various novel yogurt-based products. Appl. Sci. 2022, 12, 12607. [Google Scholar] [CrossRef]
- Rozenberg, S.; Body, J.-J.; Bruyère, O.; Bergmann, P.; Brandi, M.L.; Cooper, C.; Devogelaer, J.-P.; Gielen, E.; Goemaere, S.; Kaufman, J.-M.; et al. Effects of dairy products consumption on health: Benefits and beliefs—A commentary from the Belgian bone club and the European Society for clinical and economic aspects of osteoporosis, osteoarthritis and musculoskeletal diseases. Calcif. Tissue Int. 2016, 98, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Zare, F.; Boye, J.I.; Orsat, V.; Champagne, C.; Simpson, B.K. Microbial, physical and sensory properties of yoghurt supplemented with lentil flour. Food Res. J. 2011, 44, 2482–2488. [Google Scholar] [CrossRef]
- Arioui, F.; Saada, D.A.; Cheriguene, A. Physicochemical and sensory quality of yogurt incorporated with pectin from peel of Citrus sinensis. Food Sci. Nutr. 2017, 5, 358–364. [Google Scholar] [CrossRef]
- Kang, S.S.; Kim, M.K.; Kim, Y.J. Comprehensive evaluation of microbiological and physicochemical properties of commercial drinking yogurts in Korea. Food Sci. Anim. Resour. 2019, 39, 820–830. [Google Scholar] [CrossRef]
- Senadeera, S.S.; Prasanna, P.H.P.; Jayawardana, N.W.I.A.; Gunasekara, D.C.S.; Senadeera, P.; Chandrasekara, A. Antioxidant, physicochemical, microbiological, and sensory properties of probiotic yoghurt incorporated with various Annona species pulp. Heliyon 2018, 4, e00955. [Google Scholar] [CrossRef]
- Temerbayeva, M.; Rebezov, M.; Okuskhanova, E.; Zinina, O.; Gorelik, O.; Vagapova, O.; Beginer, T.; Gritsenko, S.; Serikova, A.; Yessimbekov, Z. Development of yoghurt from combination of goat and cow milk. Annu. Res. Rev. Biol. 2018, 23, 1–7. [Google Scholar] [CrossRef]
- Santis, D.; Giacinti, G.; Chemello, G.; Frangipane, M.T. Improvement of the sensory characteristics of goat milk yogurt. J. Food Sci. 2019, 84, 2289–2296. [Google Scholar] [CrossRef]
- Damunupola, D.A.; Weerathilake, A.D.V.; Sumanasekara, G.S. Evaluation of quality characteristics of goat milk yogurt incorporated with beetroot juice. Int. J. Sci. Res. Publ. 2014, 4, 1–5. [Google Scholar]
- Tafes, A.G. Compositional and technological properties of goat milk and milk products A review. Concepts Dairy Vet. Sci. 2020, 3, 295–300. [Google Scholar]
- Wang, C.; Zhu, Y.; Wang, J. Comparative Study on the Heat Stability of Goat Milk and Cow Milk. Indian J. Anim. Res. 2016, 50, 610–613. https://www.arccjournals.com/journal/indian-journal-of-animal-research/B-320. [CrossRef]
- Stack, H.; Kearney, N.; Stanton, C.; Fitzgerald, G.; Ross, R. Association of beta-glucan endogenous production with increased stresstolerance of intestinal lactobacilli. Appl. Environ. Microbiol. 2010, 76, 500–507. [Google Scholar] [CrossRef]
- Tratnik, L.; Bozanic, R.; Herceg, Z.; Drgalic, I. The quality of plain andsupplemented kefir from goat’s and cow’s milk. Int. J. Dairy Technol. 2006, 59, 40–46. [Google Scholar] [CrossRef]
- Dec, B.; Kiełczewska, K.; Smoczynski, M.; Baranowska, M.; Kowalik, J. Properties and fractal analysis of high-protein milk powders. Appl. Sci. 2023, 13, 3573. [Google Scholar] [CrossRef]
- Zhang, Y.; Munir, M.; Udugama, I.; Yu, W.; Young, B. Modelling of a milk powder falling film evaporator for predicting process trends and comparison of energy consumption. J. Food Eng. 2018, 225, 26–33. [Google Scholar] [CrossRef]
- Park, C.W.; Drake, M.A. Condensed milk storage and evaporation affect the flavor of nonfat dry milk. J. Dairy Sci. 2016, 99, 9586–9597. [Google Scholar] [CrossRef]
- Bergillos-Meca, T.; Cabrera-Viquea, C.; Artachoa, R.; Moreno-Montoro, M.; Navarro-Alarcóna, M.; Olalla, M.; Giméneza, R.; Ruiz-López, D. Influence of milk ultrafiltration on Ca, Mg, Zn and P levels in fermented goat’s milk. Small Rumin. Res. 2015, 124, 95–100. [Google Scholar] [CrossRef]
- Chen, G.Q.; Leong, T.S.H.; Kentish, S.E.; Ashokkumar, M.; Martin, G.J.O. Separation of Functional Molecules in Food by Membrane Technology; Academic Press Ltd.; Elsevier Science Ltd.: New York, NY, USA, 2019. [Google Scholar]
- Corredig, M.; Nair, P.K.; Li, Y.; Eshpari, H.; Zhao, Z. Invited review: Understanding the behavior of caseins in milk concentrates. J. Dairy Sci. 2019, 102, 4772–4782. [Google Scholar] [CrossRef] [PubMed]
- Dhineshkumar, V.; Ramasamy, D. Review on membrane technology applications in food and dairy processing. J. Appl. Biotechnol. Bioeng. 2017, 3, 399–407. [Google Scholar] [CrossRef]
- Jahadi, M.; Ehsani, M.; Paidari, S. Characterization of milk proteins in ultrafiltration permeate and their rejection coefficients. J. Food Biosci. Technol. 2018, 8, 49–54. [Google Scholar]
- Valencia, A.P.; Doyen, A.; Benoit, S.; Margni, M.; Pouliot, Y. Effect of ultrafiltration of milk prior to fermentation on mass balance and process efficiency in greek-style yogurt manufacture. Foods 2018, 7, 144. [Google Scholar] [CrossRef]
- Ali, A.; Drioli, E.; Macedonio, F. Membrane engineering for sustainable development: a perspective. Appl. Sci. 2017, 7(10), 1026. [Google Scholar] [CrossRef]
- Macedonio, F.; Drioli, E. Membrane engineering for green process engineering. Engineering. [CrossRef]
- KoŁakowski, P.; Malinowska, M.; Gerlich, J. The use of transoligosaccharide (TOS) propionate agar medium with mupirocin for selective enumeration of bifidobacteria in dairy cultures and in fermented dairy products. Milchwissenschaft 2010, 65, 380–384. [Google Scholar]
- Kodinova, S.; Dushkova, M.; Miteva-Petrova, M.; Yanakieva, V.; Petrov, S.; Denkova, Z. Production of probiotic Bulgarian yoghurts obtained from an ultrafiltered cow’s milk. Irish J. Agric. Food Res. 2021, 59, 1–11. [Google Scholar] [CrossRef]
- Batawy, O.; Khalil, O. Manufacture and properties of low-fat bio yoghurt containing probiotic strains and maltodextrin as prebiotic. J. Probiotics Health 2018, 6, 1–9. [Google Scholar] [CrossRef]
- Bulgarian Standard. (2010). Bulgarian yoghurt; BS 12:2010.
- ISO 6731:2010; Milk, cream and evaporated milk – Determination of total solids content (Reference method). 2010.
- ISO 8968-1:2014; Milk and milk products – Determination of nitrogen content – Part 1: Kjeldahl principle and crude protein calculation. 2014.
- ISO 2446:2008; Milk Determination of fat content. 2008.
- Bulgarian Standard BS 6154:1974; Methods for determination of ash content. 1974.
- ISO/TS 222113:2012; Milk and milk products – Determination of titratable acidity of milk fat. 2012.
- ISO 4833-1:2013; Microbiology of the food chain - Horizontal method for the enumeration of microorganisms - Part 1: Colony count at 30 ºC by the pour plate technique. 2013.
- ISO 16649-2:2014; Microbiology of food and animal feeding stuffs – Horizontal method for the enumeration of beta-glucoronidase-positive Escherichia coli – Part 2: Colony count technique at 44 ºС using 5-bromo – 4 – chloro – 3 -indolul beta-D – glucuronide (BS EN). 2014.
- ISO 6888-1:2005+A1; Microbiology of food and animal feeding stuffs - Horizontal method for the enumeration of coagulase-positive staphylococci (Staphylococcus aureus and other species) - Part 1: Technique using Baird-Parker agar medium - Amendment 1: Inclusion of precision data. 2005.
- ISO 6579:2003; Microbiology of food and animal feeding stuffs - Horizontal method for the detection of Salmonella spp. 2003.
- ISO 6611:2004; Milk and milk products — Enumeration of colony-forming units of yeasts and/or moulds — Colony-count technique at 25 degrees C. 2004.
- Dushkova, M.; Kodinova, S.; Denkova, Z.; Yanakieva, V.; Menkov, N.D. Physicochemical, microbiological, and sensory characteristics of probiotic Bulgarian yoghurts obtained by ultrafiltration of goat’s milk. Z. Naturforsch., C, J. Biosci. 2021; 76, pp. 481–489. [Google Scholar] [CrossRef]
- Cancino-Padilla, N.; Fellenberg, M.A.; Franco, W.; Ibáñez, R.A.; Vargas-Bello-Pérez, E. Foodborne bacteria in dairy products: Detection by molecular techniques. Cienc. Investig. Agrar. 2017, 44, 215–229. [Google Scholar] [CrossRef]
- Meena, P.K.; Gupta, V.K.; Meena, G.S.; Raju, P.N.; Parmar, P.T. Application of ultrafiltration technique for the quality improvement of dahi. J. Food Sci. Technol. 2015, 52, 7974–7983. [Google Scholar] [CrossRef]
- Tamime, A.Y.; Kalab, M.; Davies, G.; Mahdi, H.A. Microstructure and firmness of labneh (high solids yogurt) made from cow’s, goat’s and sheep’s milks by a traditional method or by ultrafiltration. Food Struct. 1991, 10, 37–44. [Google Scholar]
- Shekin, J.J. Applications of ultrafiltration, reverse osmosis, nanofiltration, and microfiltration in dairy and food industry. Extensive Rev. 2021, 1, 39–48. [Google Scholar] [CrossRef]
- Gavazzi-April, C.; Benoit, S.; Doyen, A.; Britten, M.; Pouliot, Y. Preparation of milk protein concentrates by ultrafiltration andcontinuous diafiltration: Effect of process design on overall efficiency. J. Dairy Sci. 2018, 101, 9670–9679. [Google Scholar] [CrossRef]
- Domagala, J. Instrumental texture, syneresis, and microstructure of yoghurts prepared from ultrafiltered goat milk: Effect of degree of concentration. Int. J. Food Prop. 2012, 5, 558–568. [Google Scholar] [CrossRef]
- Li, Y.; Corredig, M. Calcium release from milk concentrated by ultrafiltration and diafiltration. J. Dairy Sci. 2014, 97, 5294–5302. [Google Scholar] [CrossRef]
- Jørgensen, C.E.; Abrahamsen, R.K.; Rukke, E.O.; Hoffmann, T.K.; Johansen, A.G.; Skeie, S.B. Processing of high-protein yoghurt—A review. Int. Dairy J. 2019, 88, 42–59. [Google Scholar] [CrossRef]
- Ordonez, A.; Jeon, I.J.; Roberts, H.A. Manufacture of frozen yogurt with ultrafiltered milk. J. Food Process. Preserv. 2007, 24, 163–176. [Google Scholar] [CrossRef]
- Moineau-Jean, A.; Champagne, C.P.; Roy, D.; Raymond, Y.; La Pointe, G. Effect of Greek-style yoghurt manufacturing processes on starter and probiotic bacteria populations during storage. Int. Dairy J. 2019, 93, 35–44. [Google Scholar] [CrossRef]
- Özer, B.H.; Robinson, R.K. The behaviour of starter cultures in concentrated yoghurt (Labneh) produced by different techniques. LWT 1999, 32, 391–395. [Google Scholar] [CrossRef]
- Alirezalu, K.; Rita, S.I.; Hesari, J.; Remize, F.; Nemati, Z.; Saraiva, J.A.; Barba, F.J.; Sant’Ana, A.; Lorenzo, J.M. Nutritional, chemical, syneresis, sensory properties, and shelf life of Iranian traditional yoghurts during storage. LWT 2018, 114, 108417. [Google Scholar] [CrossRef]
- Qingli, Z.; Bao, Y.; Brashears, M.M.; Zhimin, Y.; Mouming, Z.; Ning, L.; Li, Y. Influence of casein hydrolysates on exopolysaccharide synthesis by Streptococcus thermophilus and Lactobacillus delbrueckii ssp. bulgaricus. J. Sci.Food Agric. 2014, 94, 1366–1372. [Google Scholar] [CrossRef]
- Özcelik, S.; Kuley, E.; Özogul, F. Formation of lactic, acetic, succinic, propionic, formic and butyric acid by lactic acid bacteria. LWT 2016, 73, 536–542. [Google Scholar] [CrossRef]
- Qingli, Z.; Brashears, M.M.; Zhimin, Y.; Jiaoyan, R.; Yinjuan, L.; Mouming, Z. Effect of ultrafiltered fractions from casein on lactic acid biosynthesis and enzyme activity in yoghurt starter cultures. Int. J. Food Sci. Technol. 2013, 48, 1474–1482. [Google Scholar] [CrossRef]
- Özer, B.H. Production of concentrated products. In Fermented Milks; Tamime, A., Ed.; W Blackwell Publishing Ltd.: Oxford, UK, 2006; pp. 128–155. [Google Scholar] [CrossRef]
- Skriver, A.; Roemer, H.; Qvist, K.B. Rheological characterization of stirred yoghurt: Viscometry. J. Texture Stud. 1993, 24, 185–198. [Google Scholar] [CrossRef]
- Prasanna, P.H.P.; Grandison, A.S.; Charalampopoulos, D. Microbiological, chemical and rheological properties of low fat set yoghurt produced with exopolysaccharide (EPS) producing Bifidobacterium strains. Food Res. Int. 2013, 51, 15–22. [Google Scholar] [CrossRef]
- Girard, M.; Schaffer-Lequart, C. Gelation of skim milk containing anionic exopolysaccharides and recovery of texture after shearing. Food Hydrocoll. 2007, 21, 1031–1040. [Google Scholar] [CrossRef]
- Krzeminski, A.; Großhable, K.; Hinrichs, J. Structural properties of stirred yoghurt as influenced by whey proteins. LWT 2011, 44, 2134–2140. [Google Scholar] [CrossRef]
- Miocinovic, J.; Miloradovic, Z.; Josipovic, M.; Nedeljkovic, A.; Radovanovic, M.; Pudja, P. Rheological and textural properties of goat and cow milk set type yoghurts. Int. Dairy J. 2016, 58, 43–45. [Google Scholar] [CrossRef]
- Damin, M.; Alcantara, M.; Nunes, A.; Oliveira, M. Effect of milk supplementation with skim milk powder, whey protein concentrate and sodium caseinate on acidification kinetics, rheological properties and structure of nonfat stirred yoghurt. LWT 2008, 42, 1744–1750. [Google Scholar] [CrossRef]
- Shaker, R.R.; Jumah, R.Y.; Abu-Jdayil, B. Rheological properties of plain yogurt during coagulation process: Impact of fat content and preheat treatment of milk. J. Food Eng. 2000, 44, 175–180. [Google Scholar] [CrossRef]
- Delgado, K.F.; Frasao, B.S.; Costa, M.P.; Junior, C.A.C. Different alternatives to improve rheological and textural characteristics of fermented goat products—A review. Rheol. Open Access 2017, 1, 106. [Google Scholar]
Figure 1.
Viscometer "Brookfield" RV-DV II + Pro.

Figure 2.
Spindle SC4-27.
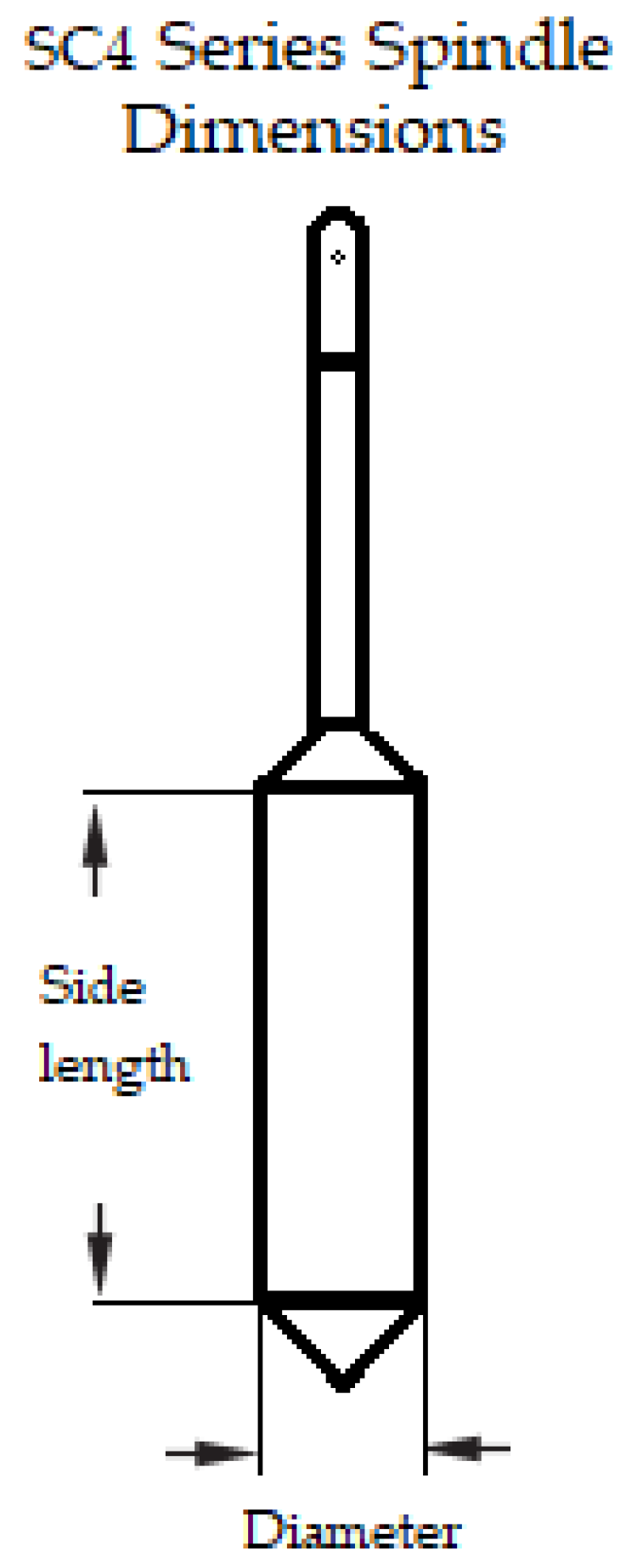
Figure 3.
Microbiological growth in yoghurts during storage: (a) sample A1, (b) sample B1; (c) sample C1; (d) sample A2; (e) sample B2; (f) sample C2; (g) sample A3; (h) sample B3; (i) sample C3. Note: a,b,c Means for samples A, B and C with different letters were significantly different (p < 0.05).
Figure 3.
Microbiological growth in yoghurts during storage: (a) sample A1, (b) sample B1; (c) sample C1; (d) sample A2; (e) sample B2; (f) sample C2; (g) sample A3; (h) sample B3; (i) sample C3. Note: a,b,c Means for samples A, B and C with different letters were significantly different (p < 0.05).

Figure 4.
Titratable acidity and active acidity (pH) during storage of yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB - 87. Note: a,b,cMeans for samples A, B and C with different letters were significantly different (p < 0.05).
Figure 4.
Titratable acidity and active acidity (pH) during storage of yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB - 87. Note: a,b,cMeans for samples A, B and C with different letters were significantly different (p < 0.05).
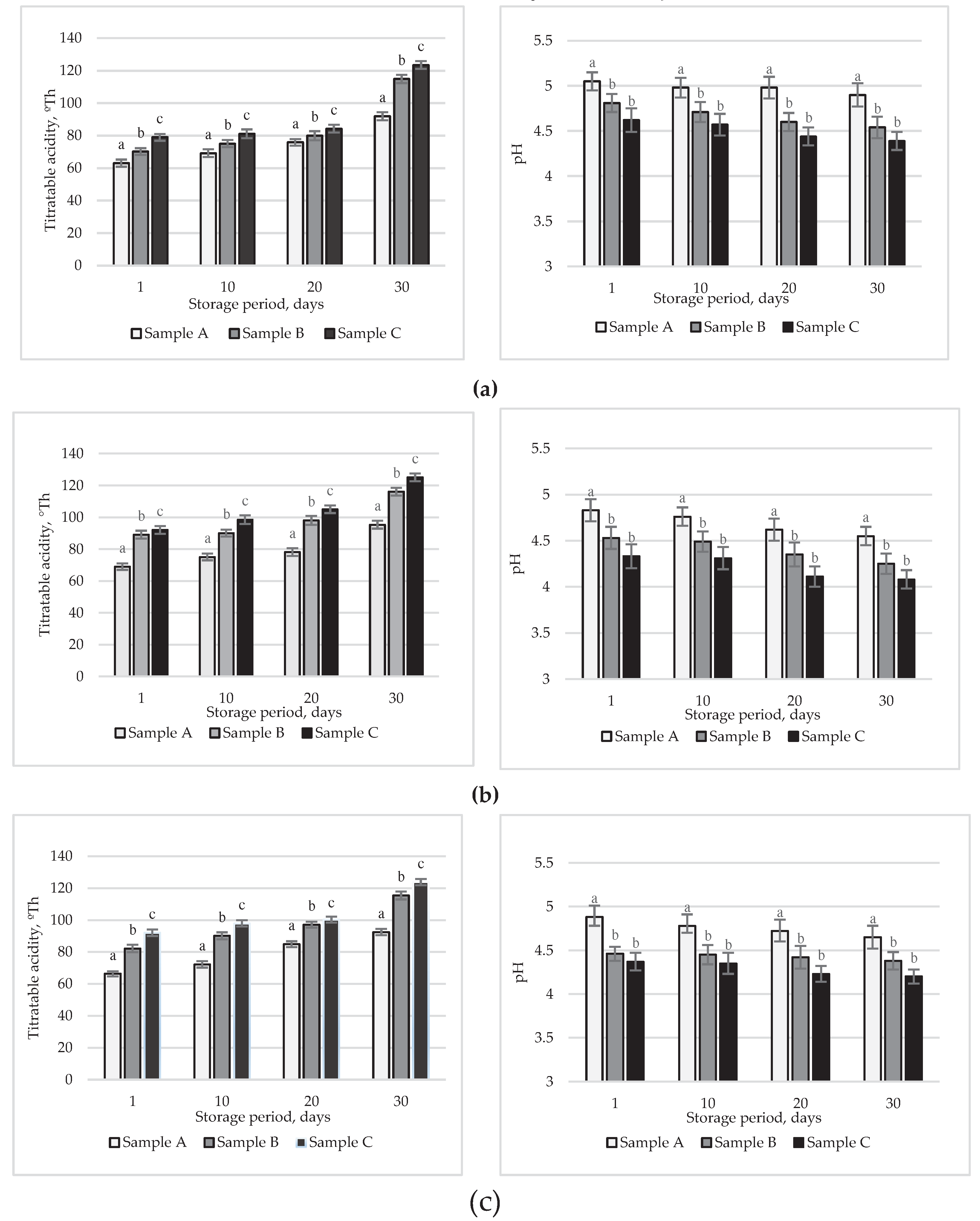
Figure 5.
Organoleptic characteristics of probiotic Bulgarian yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.
Figure 5.
Organoleptic characteristics of probiotic Bulgarian yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.

Figure 6.
Rheograms of probiotic Bulgarian probiotic yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.
Figure 6.
Rheograms of probiotic Bulgarian probiotic yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.
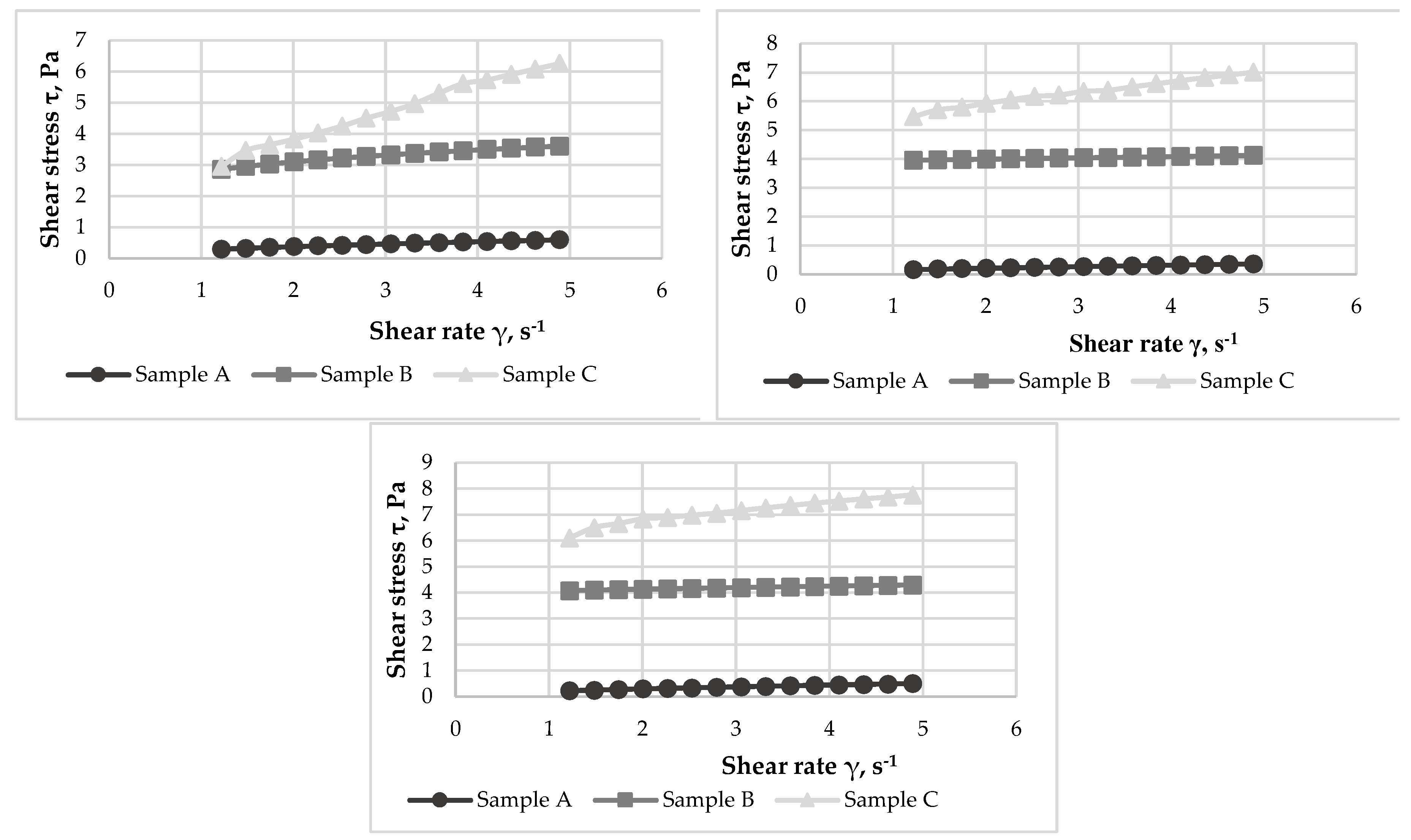
Figure 7.
Viscosity curves for probiotic Bulgarian yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.
Figure 7.
Viscosity curves for probiotic Bulgarian yoghurts with starters: (a) MZ2f; (b) MZ2f + Lactobacillus acidophilus LAB – 8; (c) MZ2f + Bifidobacterium bifidum BB – 87.
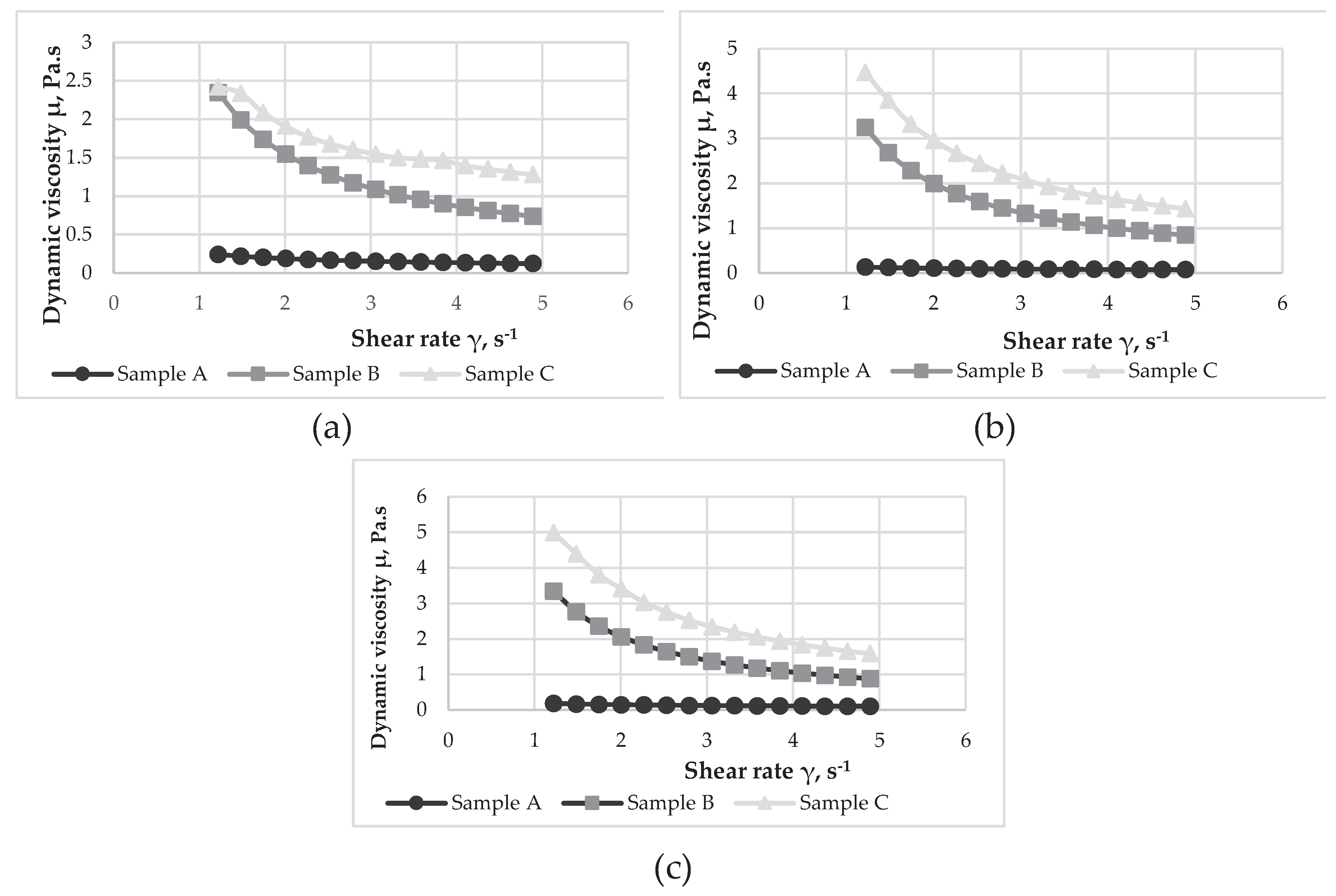

Table 1.
Physicochemical properties of goat’s milk, retentates and permeate.
| Indice | Goat’s milk | VRR 2 | VRR 3 | Permeate |
|---|---|---|---|---|
| Dry matter, % | 12.30 ± 0.26a | 16.48 ± 0.90b | 23.00 ± 0.15c | 5.19 ± 0.08d |
| Proteins, % | 3.53 ± 0.10a | 6.01 ± 0.12b | 9.60± 0.05c | 0.25 ± 0.09d |
| Fat, % | 3.50 ± 0.10a | 6.00 ± 0.10b | 9.50 ± 0.20c | - |
| Ash, % | 0.87 ± 0.02a | 0.98 ± 0.01b | 1.32 ± 0.03c | 0.61 ± 0.02d |
| Titratable acidity, °Тh | 17.40 ± 0.90a | 25.20 ± 1.50b | 33.00 ± 1.20c | 8.30 ± 1.00d |
| pH | 6.76 ± 0.07 a | 6.51 ± 0.07 b | 6.20 ± 0.04 c | 6.36 ± 0.11d |
Note: a,b,c,dMeans in a row for a specific sample with different letters were significantly different (p < 0.05).
Table 2.
Main chemical composition of yoghurts.
| Sample | Dry matter, % | Total protein, % | Fat, % |
|---|---|---|---|
| A1* | 12,27 ± 0,16a | 3,59 ± 0,10 a | 3,50 ± 0,10 a |
| A2* | 11,92 ± 0,24a | 3,64 ± 0,12 a | 3,40 ± 0,12 a |
| A3* | 12,08 ± 0,27a | 3,50 ± 0,08 a | 3,50 ± 0,14 a |
| B1 | 16,68 ± 1,49b | 5,95 ± 0,12 b | 5,20 ± 0,14 b |
| B2 | 16,53 ± 0,49b | 6,20 ± 0,10 b | 5,40 ± 0,12 b |
| B3 | 16,39 ± 0,32b | 5,90 ± 0,20 b | 5,50 ± 0,20 b |
| C1 | 23,12 ± 0,13c | 10,00 ± 0,14 c | 9,70 ± 0,16 c |
| C2 | 23,02 ± 0,14c | 10,00 ± 0,12 c | 9,80 ± 0,18 c |
Note: *The results for the control samples are from our previous investigation [42]; a,b,cMeans in a column for samples A, B and C with different letters were significantly different (p < 0.05).
Table 3.
Rheological models for probiotic Bulgarian yoghurts.
| Sample | Bingham | Casson | Ostwald-de-Waele | Herschel-Bulkley | |||||
|---|---|---|---|---|---|---|---|---|---|
| τ0, Pa | ηB, Pa.s | τ0, Pa | ηca, Pa.s | K, Pa.sn | n | τ0, Pa | K, Pa.sn | n | |
| А1 | 0.67 | 0.031 | 0.28 | 0.019 | 0.229 | 0.58 | 0.07 | 0.199 | 0.61 |
| В1 | 4.02 | 0.032 | 3.23 | 0.065 | 2.623 | 0.19 | 0.98 | 1.793 | 0.24 |
| С1 | 2.04 | 0.886 | 0.95 | 0.483 | 2.672 | 0.53 | 1.49 | 1.33 | 0.81 |
| А2 | 0.28 | 0.035 | 0.06 | 0.028 | 0.096 | 0.78 | 0.07 | 0.077 | 0.83 |
| В2 | 3.98 | 0.036 | 3.16 | 0.078 | 2.562 | 0.21 | 3.89 | 0.526 | 0.92 |
| С2 | 5.10 | 0.393 | 4.22 | 0.07 | 5.263 | 0.17 | 4.5 | 0.903 | 0.64 |
| А3 | 0.54 | 0.033 | 0.19 | 0.022 | 0.177 | 0.64 | 0.04 | 0.162 | 0.66 |
| В3 | 4.27 | 0.033 | 3.49 | 0.006 | 2.873 | 0.18 | 3.96 | 0.103 | 0.75 |
| С3 | 5.98 | 0.377 | 5.10 | 0.058 | 6.111 | 0.15 | 3.29 | 2.861 | 0.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



