
Submitted:
29 June 2023
Posted:
30 June 2023
You are already at the latest version
Abstract
Polymer-based composites represent a separate class of materials in demand by the industry. In comparison with other polymers, UHMWPE is characterized by exceptionally high wear and impact resistance. In this work, compacts were produced from UHMWPE GUR 4120 powder with the addition of Nanoscale Detonation Carbon (NDC) and Single-Walled Carbon Nanotubes (SWCNTs) on a hydro-pneumatic impact device by the Cyclic Impact Compaction (CIC) technique. The obtained samples were subjected to wear resistance test, their hardness and tensile strength were measured. Studies have shown that the addition of NDС and SWCNTs in UHMWPE leads to an increase in hardness by 6.4 and 19.6%, to a decrease in wear by 11.5 and 38.5% and a decrease in the coefficient of friction by 10 and 20%, respectively. However, the tensile strength of UHMWPE decreases by 11.7 and 40.4% and elongation decreases by 11.9 and 30.1% with the addition of NDС and SWCNTs, respectively.
Keywords:
UHMWPE based composite
; Nanoscale Detonation Carbon
; SWCNTs
; Cyclic Impact Compaction
; hardness
; wear resistance
; strength
1. Introduction
The Ultra High Molecular Weight Polyethylene (UHMWPE) has a number of remarkable properties that make it suitable for wide range of applications in industry and medicine. It is a proper material for manufacturing various parts of machines, mechanisms and devices, shoulder and hip implants and for defective bone replacement along with PTFE [1,2,3,4,5,6]. UHMWPE is highly resistant to impact, so it is also used for protection against penetration by metallic projectiles, especially when it is reinforced with various additives and inserts [7,8,9,10].
Since the 1960s large-scale industrial production of bulk material from UHMWPE powder is based on methods of compression molding, ram extrusion, gel extrusion and spinning, etc. [1]. These technologies are complex and expensive, but they enable producing products of sufficiently large sizes. Not so long ago, in 2007, a new method for producing bulk material from UHMWPE powder was proposed, based on cyclic impact on the powder [11]. Later, the authors of this work used this method in the manufacture of compacts both from pure UHMWPE and with various additives and reinforcing metal inserts [10,12,13,14].
Researchers and technologists use various additives in order to improve certain operational properties of UHMWPE, as well as other polymers. One of the types of promising additives are various forms of carbon, such as graphene particles, carbon fibers, carbon nanotubes, etc. The literature provides various, sometimes opposite, data on the effect of carbonaceous additives in UHMWPE. For example, in [15], due to the addition of graphene nanoparticles, it was possible to achieve a reduction in the coefficient of friction by 10% and an increase in hardness by 30% compared to pure UHMWPE. In [16], due to the addition of 10% carbon fibers to UHMWPE, the coefficient of friction was reduced by about 20%, but the wear resistance herewith fell by about 36%. Meanwhile, in [17], due to the addition of 0.5% carbon nanofibers, the friction coefficient of UHMWPE was reduced by half (from 0.1 to 0.05), and the wear resistance was increased by 2.7 times. Obviously, the tribological characteristics of the composite significantly depend on both the content and size of carbon fibers. In [16], fibers with a diameter of 7 microns and a length of 28 microns, and in [17] with a diameter of 60 nm and a length of 2 microns were used. The studies described in [18] have shown that the reinforcement of UHMWPE with carbon nanotubes (CNTs) leads to a decrease in its wear resistance. Both single-wall and multi-wall CNTs were used. In pin-on-disk tests, a layer of perfluoropolyether was applied to the surface of the UHMWPE as a lubricant. Based on the test results, the authors of [18] suggested that CNTs act as third abrasive body to increase wear once CNT is released from bulk polymer during friction. As well as tribological properties, the mechanical characteristics of UHMWPE are also sensitive to carbon additives. According to [19], due to the addition of 1% multi-walled carbon nanotubes (MWCNTs) to UHMWPE, the Young modulus of the material increases by 1.4 times, and the yield stress by 1.5 times. Note that in [19], the tested material was prepared in a special way in the form of a thin (several microns thick) film. Again, in [20] it was shown, that the addition of 0.5% carbon nanofibers to the polymer composite UHMWPE/HDPE leads to an increase in tensile strength by 32%. Let's add that in work [21], due to the addition of 1% MWCNTs to UHMWPE, its abrasive resistance was increased by 37%, the elongation increased by 2.4 times (from 290 to 700%), and the tensile strength decreased by 27% (from 30 to 22 MPa).
In the present work, the modification of the properties of UHMWPE was carried out by adding nanoscale detonation carbon (NDC) [22,23], and single-walled carbon nanotubes (SWCNTs) to it. The production of samples was carried out by the method of Cyclic Impact Compaction (CIC) on a hydro-pneumatic device developed in the Lavrentyev Institute of Hydrodynamics of the Siberian Branch of the Russian Academy of Sciences (LIH SB RAS) [12,13,14].
2. Materials and Methods
Сomposite samples in the form of disks with a diameter of about 40 mm and a thickness in the range from 18 to 20 mm were made from mixtures of UHMWPE powder and carbonaceous additives by Cyclic Impact Compaction (CIC) described in detail in [12,13,14,24]. The method consists in applying a series of blows with a steel striker to the compacted material. The hydro-pneumatic device developed in LIH SB RAS enables striking the processed material with a frequency of 9 s-1 and an impact energy of up to 1 kJ. The number of strokes is several thousand and the total production time of the compact is several minutes. The device also enables applying a static force of 4 tons for prepressing the processed powder.
The main component of the initial powder mixtures was UHMWPE powder of the GUR 4120 brand (Ticona GmbH, Frankfurt, Germany) with a particle size of 120–140 μm and molar mass of 5·106 g/mol. One of the additives was a Nanoscale Detonation Carbon (NDC) produced in LIH SB RAS, the other additive was single-walled carbon nanotubes (SWCNTs) of the TUBALLTM brand kindly supplied by OCSiAl Company (Novosibirsk, Russia). NDС is a product of the decomposition of acetylene during its detonation in mixtures with oxygen at a low content of the latter. The method of NDC manufacture, its properties and peculiarities of detonation of fuel-rich acetylene-oxygen mixtures are described in detail in [22,23,25]. One of the features of the technology is that the morphology of NDС particles and their size depends on the oxygen content in the detonating mixture. The particles can be either rounded with a size of tens of nanometers, or, with an increase in oxygen content, graphene-like with a size of 100-200 nm. In this work, the NDC obtained as a result of detonation of an acetylene-oxygen mixture with an oxygen content of 42 vol.% was used. In this case, the NDC particles are multilayer graphene nanosheets with a thickness of about 20 nm and a length of 100-200 nm [22,23]. According to the OCSiAl certificate, carbon nanotubes of TUBALLTM brand have a diameter of 1.46±0.02 nm and a length of at least 5 microns. The product contains ≥ 75% nanotubes, 10% graphitized carbon and ≤ 15% iron in mass fractions.
For the manufacture of composite compacts by the CIC method, mixtures of UHMWPE + 0.5 wt.% NDC and UHMWPE + 0.5 wt.% SWCNTs were prepared. Since the properties of UHMWPE powder and applied nano-additives are very different, their mixing requires special approaches in order to get more or less homogeneous mixtures. Preparation of a mixture of UHMWPE with 0.5 wt.% NDС was carried out as follows. The required amount of UHMWPE powder was placed in a glass cup and ethyl alcohol was poured into the cup so that the alcohol level was 5-10 mm higher than the powder level. Then the NDC powder was added to the cup and the composition was mixed manually with a wooden stick until a mass in the form of a thick liquid with a uniform color was obtained. After that, the cup is placed in the drying oven and the mixture is kept at a temperature of 70 °C until the alcohol completely evaporates. In the case of SWCNTs, it turned out to be more difficult to obtain a homogeneous mixture. It was not possible to stir the composition manually to a homogeneous state, as in the case with NDC. Therefore, mixing was carried out using a blade rotated by a drilling machine with a rotation speed of 1220 rpm. The blade of a special design with curved tips was fixed on a steel pin, which was inserted into the drill chuck, as shown in Figure 1.
Further, the blade was immersed in a glass jar with a liquid mass containing UHMWPE, SWCNTs and alcohol, and mixing was carried out for two hours. After that, the resulting liquid mass was placed in a thin layer in a flat dish and was dried for 7 hours at a temperature of 70 °C until the alcohol completely evaporates. The powder mixtures made in this way were compacted by the CIC method. For comparative tests, compacts were also manufactured from pure UHMWPE. Figure 2 as an example shows the view of the samples immediately after compaction. Samples from pure UHMWPE are white, and from UHMWPE with carbon nano-additives are black.
To determine the mechanical and tribological properties, compacts were made from UHMWPE with the mentioned carbon nanoadditives and from pure UHMWPE. The procedure for making samples was as follows. The assembled mold with processed powder placed inside was kept at a temperature of 120 °C for 2.5 hours. This time is due to the need to warm up the mold with thick walls. Then CIC procedure was performed at an air pressure in the impact device of 10 bar, which corresponded to the energy of one blow of 655 J [14], the compaction time was 200 seconds. The parameters of produced samples are given in the Table 1. Measurements of linear dimensions were made with a caliper, and mass measurements were made on the LV 210-A laboratory scales with an accuracy of 0.0005 g. Therefore, the accuracy of determining the volume and density of samples was no worse than 1%.
Hardness of the produced samples was measured on the TU 2137 hardness tester (Tochpribor LLC, Ivanovo, Russia). Tensile testing of samples was carried out on a testing machine Zwick/Roell Z100 (Zwick GmbH & Co. KG, Ulm, Germany). Figure 3 shows a drawing of a tensile test specimen, and a specimen cut out of a compact and placed in the clamps of a testing machine. Tribological tests were carried out on the UMT-2 device (Bruker, Karlsruhe, Germany) in the dry friction mode (ball-on-flat) with reciprocating motion. The counterbody was a ball with a diameter of 6.35 mm made of structural ball bearing steel. Images of the microstructure were obtained using an OLYMPUS GX-51 optical microscope (Olympus Corp., Tokyo, Japan) microscope and a Carl Zeiss Merlin VP Compact scanning electron microscope (Carl Zeiss AG, Oberkochen, Germany).
3. Results
Figure 4 shows as an example the microstructure of a compact with the addition of NDC. As in previous studies [10,12,13,14], these experiments confirm that the CIC method enables producing dense compacts without cracks and delaminations. The black lines on the electron microscopic image represent layers of a carbonaceous additive.
In Brinell hardness measurements, the diameter of the ball was 5 mm, the load was 245,3 N and the holding time under load was 30 s. The measurements showed hardness values of 59.8 ± 1.8, 63.6 ± 3.4 and 71.5 ± 1.7 for compacts made of pure UHMWPE, UHMWPE with the addition of NDC and UHMWPE with the addition of SWCNTs, respectively. Thus, reinforcement of UHMWPE with a small amount of NDC gives an increase in hardness by 6.3%, and the addition of carbon nanotubes increases the hardness by 19.6%. Table 2 shows the results of tensile testing of specimens. In these tests, on the contrary, maximal tensile strength and elongation are shown by pure UHMWPE, and minimal values correspond to the compacts with the addition of SWCNTs.
Figure 5 shows typical stress-strain diagrams of specimens made from compacts. It can be seen that the diagrams of pure UHMWPE and UHMWPE with the addition of NDС have a similar appearance. At the same time, the diagram of UHMWPE with SWCNTs differs in the absence of hardening during deformation.
In dry friction wear tests, a steel ball with a diameter of 6.35 mm performed a reciprocating slide on the surface of the test sample with an amplitude of 5 mm and a frequency of 5 Hz. The load on the ball was 25 N, the test duration was 2000 s, the friction path was 100 m. Three tests were carried out on each material. Table 3 shows the test results.
4. Discussion
The conducted studies show that nanoadditives improve some properties of UHMWPE, but not all. Adding 0.5 wt.% NDС leads to an increase in polymer hardness by 6.4%, a decrease in wear by 11,5% and a decrease in the coefficient of friction by 10%. The addition of SWCNTs to the polymer leads to an even higher improvement in hardness and tribological parameters. Hardness increases by 19.6%, wear decreases by 38.5%, and the coefficient of friction drops by 20%. As for the mechanical properties under tension, we have different results here. With the addition of NDС, the Young's modulus of the polymer increases by 13.8%, and with the addition of SWCNTs, it practically does not change. The elastic limit σ0.2 also practically does not change with the introduction of both NDC and SWCNTs. However, these nano-additives lead to a significant decrease in the tensile strength σm and elongation δ of the polymer. Besides, the addition of NDС leads to a smaller drop in these characteristics than the addition of SWCNTs. As Table 2 shows, a polymer with NDС in comparison with pure UHMWPE has a strength lower by 11.7% and elongation by 11.9%. And the polymer with SWCNTs has the same parameters reduced, respectively, by 40.4% and 30.1%. Interestingly, the stress-strain curves of pure UHMWPE and a composite with NDС have a hardening section, and a composite with SWCNTs does not have such a section.
The results obtained in this work to some extent coincide with the data from [15,21] in terms of increasing hardness and wear resistance, and reducing the coefficient of friction and tensile strength due to the addition of graphene nanoparticles and multilayer carbon nanotubes to UHMWPE. Evidently, the increase in the hardness and wear resistance of UHMWPE due to nanoadditives is associated with the high rigidity and strength of graphene-like nanoparticles and carbon nanotubes. For example, as shown in [26,27], the Young modulus of graphene reaches 920 GPa, and carbon nanotubes 950 GPa with a tensile strength of 63 GPa. The decrease in the tensile strength, in our opinion, can be explained by a lower adhesion strength of the polymer matrix with carbon particles at their interface compared with the strength of the polymer itself. However, in order to understand the mechanism of failure of the considered composites under mechanical load, additional research is required.
It is advisable to use the addition of carbon nanoadditives in UHMWPE not only to increase wear resistance, but also to increase its electrical conductivity, which is very important for some parts of machines and devices. As shown in [14], the addition of 0.5 wt.% NDC to the polymer reduces its electrical resistance from 1012 to 104 Ω·m. The conducted studies show that the CIC method is quite effective in the production of small products from UHMWPE reinforced with nanoadditives.
5. Conclusions
Composites based on UHMWPE with reinforcing additives in the form of Nanoscale Detonation Carbon (NDC) and Single-Walled Carbon Nanotubes (SWCNTs) were manufactured by the Cyclic Impact Compaction (CIC) technique using a laboratory hydro-pneumatic impact device. When compacting, the energy of a single impact was 655 J, the impact frequency was 9 Hz and the process time was 200 s. Compacts with a diameter of about 40 mm, and a thickness of 18-20 mm had a density of 0.94-0.95 g/cm3. Studies have shown that the reinforcement of UHMWPE with an additive of 0.5 wt.% NDC and SWCNTs leads to an increase in hardness, respectively, by 6.4 and 19.6%, a decrease in wear by 11.5 and 38.5% and a decrease in the coefficient of friction by 10 and 20%. Nevertheless, the tensile strength under the influence of additives decreases by 11.7 and 40.4%, and plasticity by 11.9 and 30.1%, respectively. Thus, SWCNTs have an advantage over NDC in increasing the hardness of the polymer and improving its tribological parameters. But at the same time, SWCNTs worsen strength and ductility of UHMWPE to a greater extent than NDC.
Author Contributions
Conceptualization, A.S. and B.Z.; methodology, A.S. and B.Z.; investigation, V.K., S.S., V.S., E.K. and K.I.; resources, B.Z.; writing—original draft preparation, V.K.; writing—review and editing, A.S.; supervision, B.Z.; project administration, A.S.; funding acquisition, A.S. and B.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Science and Higher Education of the Russian Federation, project 121121700104-0.
Data Availability Statement
Not applicable.
Acknowledgments
The authors express their gratitude to OCSiAl Company (Novosibirsk, Russia) for kindly providing SWCNTs for experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kelly, J.M. Ultra-High Molecular Weight Polyethylene, J. Macromol. Sci., Polym. Rev. 2002, 42, 355–371. [Google Scholar] [CrossRef]
- Sobieraj, M.C.; Rimnac, C.M. Ultra high molecular weight polyethylene: Mechanics, morphology, and clinical behavior. J. Mech. Behav. Biomed. 2009, 2, 433–443. [Google Scholar] [CrossRef] [PubMed]
- Hussain, M.; Naqvi, R.A.; Abbas, N.; Khan, S.M.; Nawaz, S.; Hussain, A.; Zahra, N.; Khalid, M.W. Ultra-High-Molecular-Weight-Polyethylene (UHMWPE) as a Promising Polymer Material for Biomedical Applications: A Concise Review. Polymers 2020, 12, 323. [Google Scholar] [CrossRef] [PubMed]
- Ammarullah, M.I.; Afif, I.Y.; Maula, M.I.; Winarni, T.I.; Tauviqirrahman, M.; Jamari, J. Tresca stress evaluation of Metal-on-UHMWPE total hip arthroplasty during peak loading from normal walking activity. Mater. Today Proc. 2022, 63, 143–146. [Google Scholar] [CrossRef]
- Sentra, M.R.; Marques, M.F.V. Synthetic Polymeric Materials for Bone Replacement. J. Compos. Sci. 2020, 4, 191. [Google Scholar] [CrossRef]
- Shah, Q.Md.Z.; Kowser, Md.A.; Chowdhurry, M.A.; Chani, M.T.S.; Alamry, K.A.; Hossain, N.; Rahman, M. Modeling Fracture Formation, Behavior and Mechanics of Polymeric Materials: A Biomedical Implant Perspective. J. Compos. Sci. 2022, 6, 31. [Google Scholar] [CrossRef]
- Chricker, R.; Mustacchi, S.; Massarwa, E.; Eliasi, R.; Aboudi, J.; Haj-Ali, R. Ballistic Penetration Analysis of Soft Laminated Composites Using Sublaminate Mesoscale Modeling. J. Compos. Sci. 2021, 5, 21. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, Y.; Yan, Z.; Cheng, X.; Fan, Q.; Wang, F.; Miao, C. Experimental and Numerical Investigation of the Effect of Projectile Nose Shape on the Deformation and Energy Dissipation Mechanisms of the Ultra-High Molecular Weight Polyethylene (UHMWPE) Composite. Materials 2021, 14, 4208. [Google Scholar] [CrossRef]
- Dasgupta, K. Role of carbon nanotubes in the ballistic properties of boron carbide/carbon nanotube/ultrahigh molecular weight polyethylene composite armor. Ceram. Int. 2020, 46, 4137–4141. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Zlobin, B.S.; Kiselev, V.V.; Shemelin, S.D.; Bukatnikov, P.A. Characteristics of Reinforced Ultra-High Molecular Weight Polyethylene during Its Ballistic Penetration. J. Appl. Mech. Tech. Phys. 2020, 61, 471–478. [Google Scholar] [CrossRef]
- Jauffres, D.; Lame, O.; Vigier, G.; Dore, F. Microstructural origin of physical and mechanical properties of ultra high molecular weight polyethylene processed by high velocity compaction. Polymer 2007, 48, 6374–6383. [Google Scholar] [CrossRef]
- Zlobin, B.S.; Shtertser, A.A.; Kiselev, V.V.; Shemelin, S.D.; Poluboyarov, V.A.; Zhdanok, A.A. Cyclic Impact Compaction of Ultra High Molecular Weight Polyethylene Powder. J. Appl. Mech. Tech. Phys. 2017, 58, 435–442. [Google Scholar] [CrossRef]
- Zlobin, B.S.; Shtertser, A.A.; Kiselev, V.V.; Shemelin, S.D. Impact Compaction of Ultra High Molecular Weight Polyethylene. J. Phys. Conf. Ser. 2017, 894, 012091. [Google Scholar] [CrossRef]
- Shtertser, A.; Zlobin, B.; Kiselev, V.; Shemelin, S.; Ukhina, A.; Dudina, D. Cyclic Impact Compaction of an Ultra High Molecular Weight Polyethylene (UHMWPE) Powder and Properties of the Compacts. Materials 2022, 15(19), 6706. [Google Scholar] [CrossRef] [PubMed]
- Chih, A.; Anson-Casaos, A.; Puertolas, J.A. Frictional and mechanical behaviour of graphene/UHMWPE composite coatings. Tribol. Int. 2017, 116, 295–302. [Google Scholar] [CrossRef]
- Wang, Y.; Yin, Z.; Li, H.; Gao, G.; Zhang, X. Friction and wear characteristics of ultrahigh molecular weight polyethylene (UHMWPE) composites containing glass fibers and carbon fibers under dry and water-lubricated conditions. Wear 2017, 380–381, 42–51. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Alexenko, V.O.; Buslovich, D.G.; Bochkareva, S.A.; Lyukshin, B.A. Increasing Wear Resistance of UHMWPE by Loading Enforcing Carbon Fibers: Effect of Irreversible and Elastic Deformation, Friction Heating, and Filler Size. Materials 2020, 13, 338. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Sinha, S.K. Wear performances and wear mechanism study of bulk UHMWPE composites with nacre and CNT fillers and PFPE overcoat. Wear 2013, 300, 44–54. [Google Scholar] [CrossRef]
- Ruan, S.L.; Gao, P.; Yang, X.G.; Yu, T.X. Toughening high performance ultrahigh molecular weight polyethylene using multiwalled carbon nanotubes. Polymer 2003, 44, 5643–5654. [Google Scholar] [CrossRef]
- Sui, G.; Zhong, W.H.; Ren, X.; Wang, X.Q.; Yang, X.P. Structure, mechanical properties and friction behavior of UHMWPE/HDPE/carbon nanofibers. Mater. Chem. Phys. 2009, 115, 404–412. [Google Scholar] [CrossRef]
- Markevich, I.A.; Selyutin, G.E.; Drokin, N.A.; Selyutin, A.G. Electrical and Mechanical Properties of the High-Permittivity Ultra-High-Molecular-Weight Polyethylene-Based Composite Modified by Carbon Nanotubes. Tech. Phys. 2020, 65, 1106–1113. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Ulianitsky, V.Y.; Batraev, I.S.; Rybin, I.S. Production of Nanoscale Detonation Carbon using a Pulse Gas-Detonation Device. Tech. Phys. Lett. 2018, 44, 395–397. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Rybin, D.K.; Ulianitsky, V.Y.; Park, W.; Datekyu, M.; Wada, T.; Kato, H. Characterization of Nanoscale Detonation Carbon Produced in a Pulse Gas-Detonation Device. Diam. Relat. Mater. 2020, 101, 107553. [Google Scholar] [CrossRef]
- Zlobin, B.S.; Kiselev, V.V.; Shtertser, A.A.; Shemelin, S.D. Method of producing metal-polymer sample based on UHMWPE and sample obtained using said method. RU Patent 2691789, 18 June 2019.
- Shtertser, A.A.; Ul’yanitskii, V.Yu.; Rybin, D.K.; Batraev, I.S. Detonation Decomposition of Acetylene at Atmospheric Pressure in the Presence of Small Additives of Oxygen. Combus. Explos. Shock Waves 2022, 58, 709–718. [Google Scholar] [CrossRef]
- Yu, M-F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Multiwalled Carbon Nanotubes Under Tensile Load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef]
- Poot, M.; van der Zant, H.S.J. Nanomechanical properties of few-layer graphene membranes. Appl. Phys. Lett. 2008, 92, 063111. [Google Scholar] [CrossRef]
Figure 1.
The blade on the pin (left) inserted into the drill chuck (right).
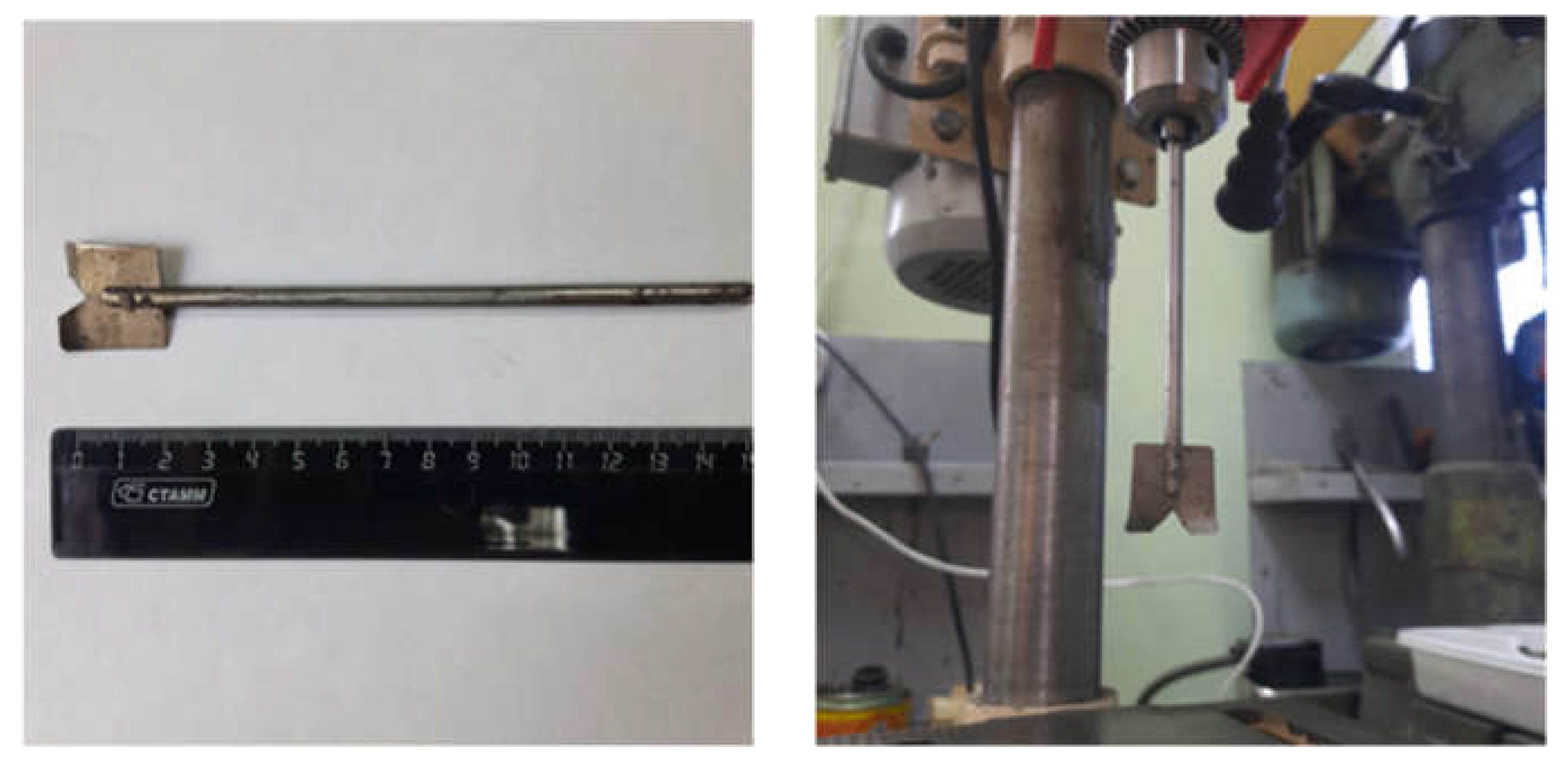
Figure 2.
Disk-shaped compacts manufactured by the SIS method: white samples from pure UHMWPE, black samples from UHMWPE with carbon nanoadditives.
Figure 2.
Disk-shaped compacts manufactured by the SIS method: white samples from pure UHMWPE, black samples from UHMWPE with carbon nanoadditives.
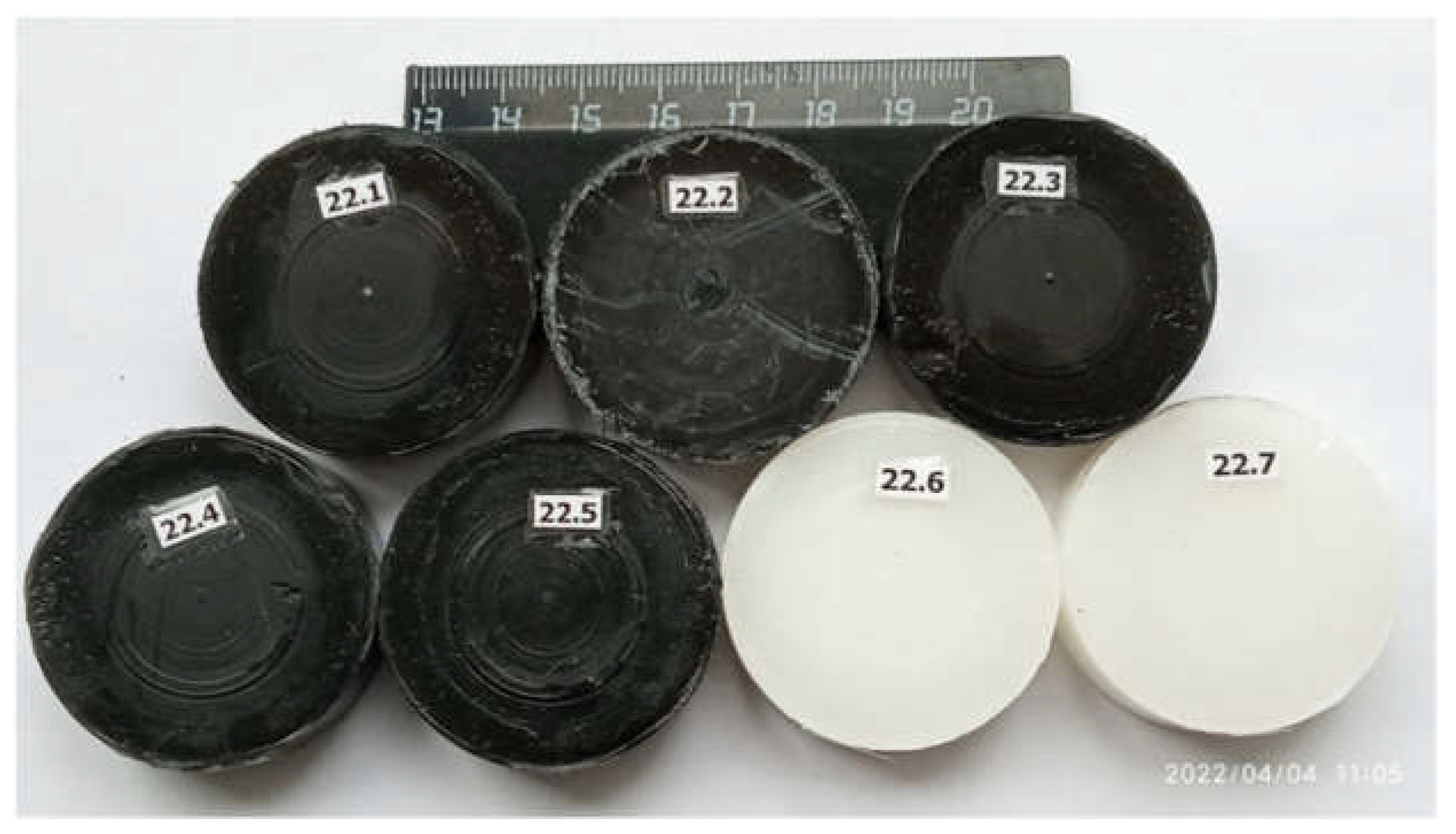
Figure 3.
Drawing of a tensile test specimen (left) and the specimen in the clamps of a testing machine (right).
Figure 3.
Drawing of a tensile test specimen (left) and the specimen in the clamps of a testing machine (right).
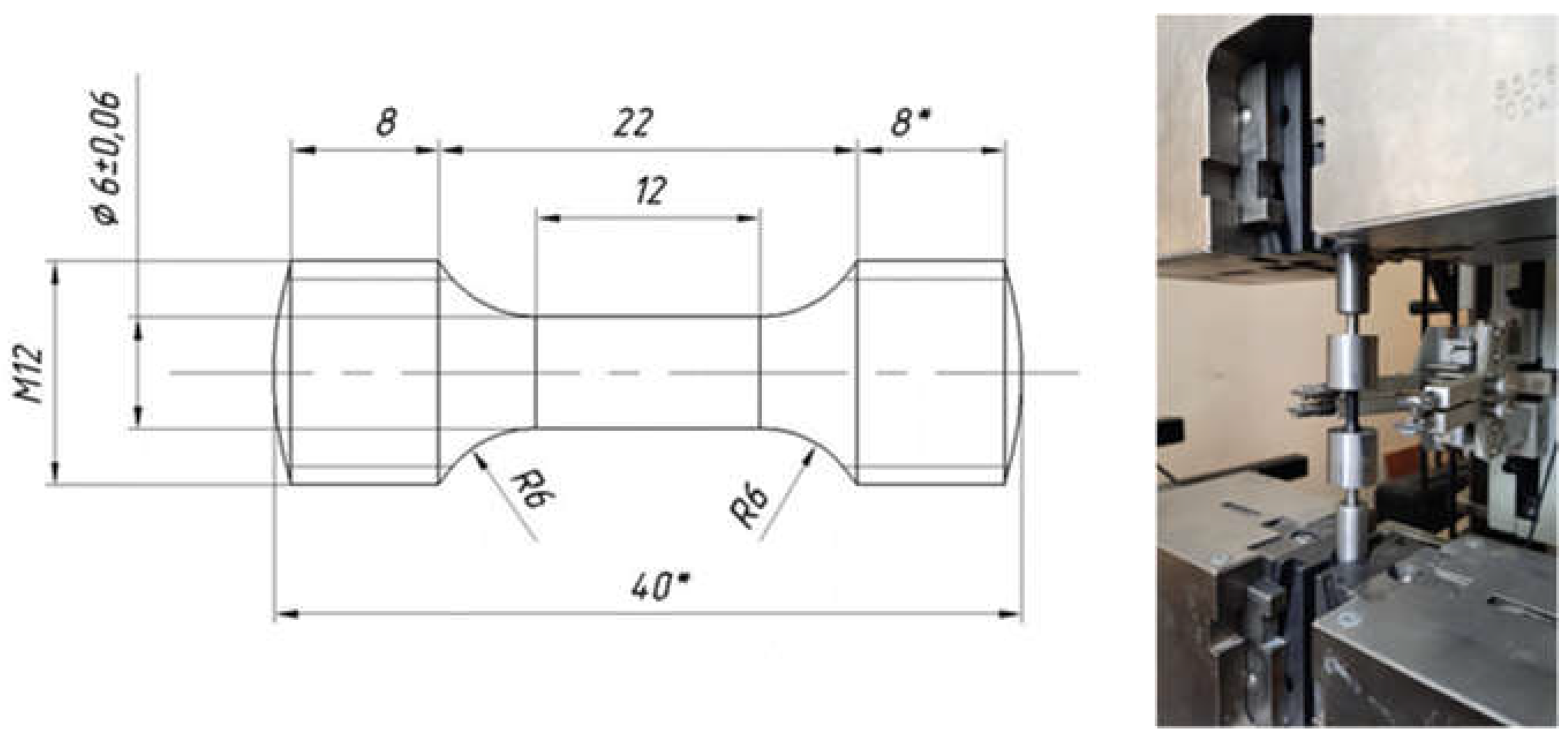
Figure 4.
Microstructure of UHMWPE + 0.5 wt.% NDC composite: optical (left) and electron microscopic (right) images.
Figure 4.
Microstructure of UHMWPE + 0.5 wt.% NDC composite: optical (left) and electron microscopic (right) images.
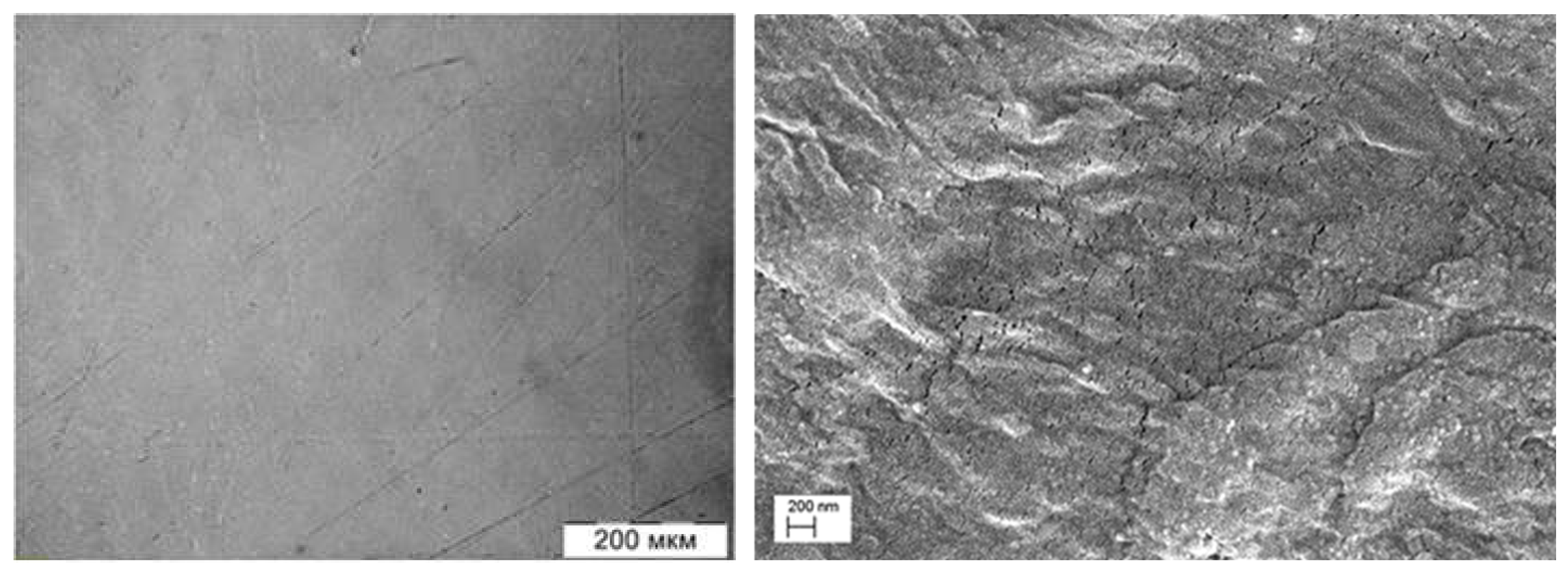
Figure 5.
Stress-strain diagrams of (a) UHMWPE, (b) HMWPE + 0.5 wt.% NDC, (c) UHMWPE + 0.5 wt.% SWCNTs.
Figure 5.
Stress-strain diagrams of (a) UHMWPE, (b) HMWPE + 0.5 wt.% NDC, (c) UHMWPE + 0.5 wt.% SWCNTs.
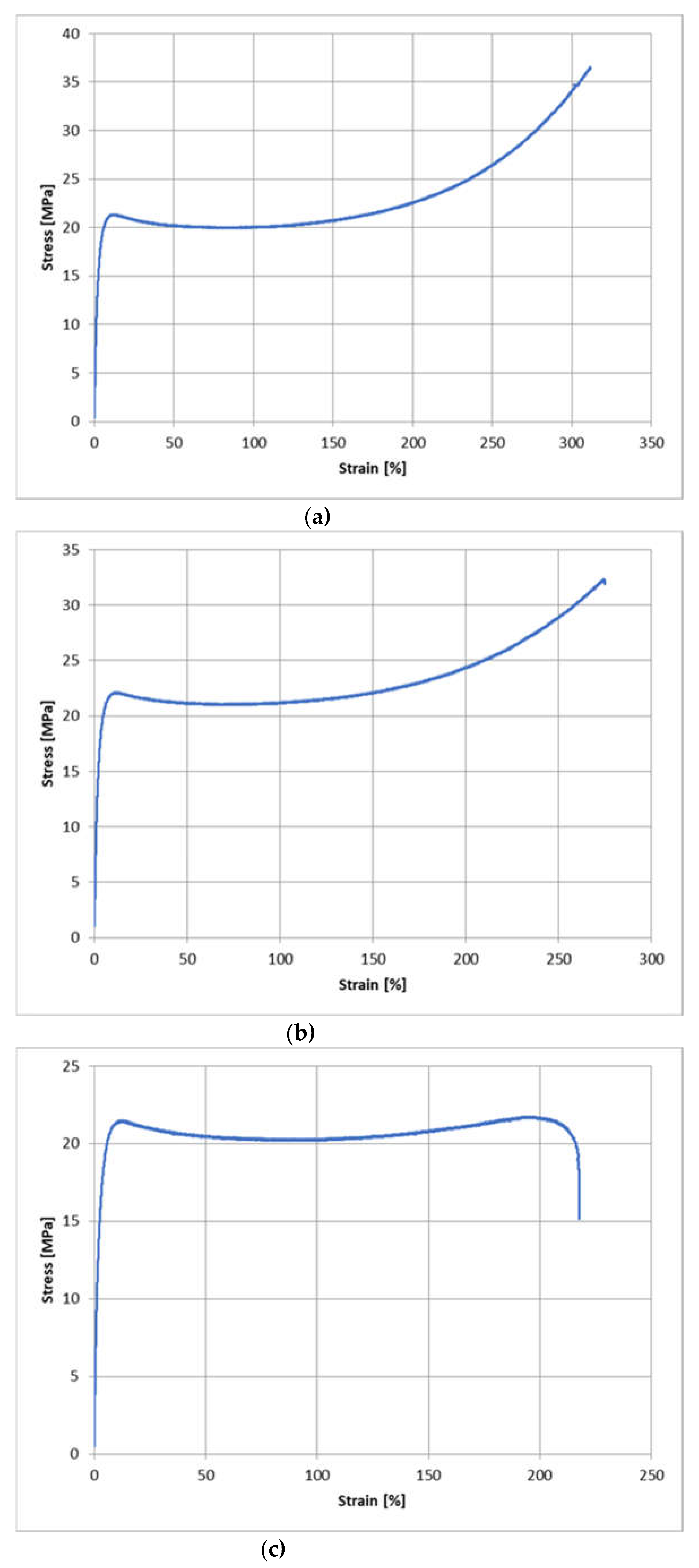

Table 1.
Parameters of produced compacts.
| Powder Composition | Sample Parameters | ||||
|---|---|---|---|---|---|
| Diameter, mm | Height, mm | Mass, g | Volume, cm3 | Density, g/cm3 |
|
| UHMWPE | 40.8 | 18.3 | 22.4 | 23.93 | 0.94 |
| UHMWPE+0.5 wt.% NDC | 40.6 | 17.9 | 21.9 | 23.17 | 0.95 |
| UHMWPE+0.5 wt.% SWCNTs | 40.7 | 19.6 | 24.3 | 25.50 | 0.95 |
Table 2.
Strength properties of the compacts: E - Young's module, σ0.2 - elastic limit, σm - tensile strength, δ – elongation.
Table 2.
Strength properties of the compacts: E - Young's module, σ0.2 - elastic limit, σm - tensile strength, δ – elongation.
| Material | E, MPa | σ0.2, MPa | σm, MPa | δ, % |
|---|---|---|---|---|
| UHMWPE | 776.2 | 12.2 | 36.6 | 312 |
| UHMWPE+0.5 wt.% NDC | 883.6 | 12.7 | 32.3 | 275 |
| UHMWPE+0.5 wt.% SWCNTs | 767.9 | 12.3 | 21.8 | 218 |
Table 3.
The results of testing the produced materials for wear.
| Material | Wear, mm3 | Сoefficient of friction |
|---|---|---|
| UHMWPE | 0,052 ± 0,006 | 0,10 ± 0,01 |
| UHMWPE+0.5 wt.% NDC | 0,046 ± 0,005 | 0,09 ± 0,01 |
| UHMWPE+0.5 wt.% SWCNTs | 0,032 ± 0,004 | 0,08 ± 0,01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



