
Submitted:
07 July 2023
Posted:
07 July 2023
You are already at the latest version
Abstract
Digitalization technologies have been identified as enablers for the adoption of Circular Economy practices. The machinery value chain, addressed in this study, is affected by the introduction of digital technologies that enable real-time monitoring data on product condition and control optimization deploying predictive analytics techniques, as well as the offerings of circular-based services. Machinery lifetime extension can be digitally enabled on both old and new machines. The research objectives were to investigate how digital technologies enable the adoption of circular economy-based business models in manufacturing companies and provide an answer about i) what Life Cycle Extension Strategy is suitable for digital circular business model adoption and ii) how digitalization of machines enables manufacturing companies to innovate their business model. The correlation matrix is the tool developed from the proposed approach; it aims at supporting manufacturers in the very first contact with circular business models. In the context of the European RECLAIM project, two manufacturers apply the approach, proving its validity and wide applicability. The next steps are expected to introduce quantitative indicators to define thresholds for the steps toward circularity, without replacing the qualitative approach, as it guarantees the wide applicability of the approach in context that never considered circularity yet.
Keywords:
Circular Business Model
; Digitalization
; Circular transition
; Digital transformation
; equipment lifecycle extension.
1. Introduction
At the present time, the concept of circular economy (CE) is receiving increasing attention worldwide as a way to overcome the issues of current production and consumption model [1]; it requires companies to rethink their supply chains and business model (BM) [2]. The traditional machinery supply chain approach does not feel any responsibility for End of Life (EoL) products. The reverse supply chain is slowly making its way and trying to account for EoL products in the most environmentally friendly manner possible [3]. Sustainable EoL management can be enabled by long-lasting design and optimization of maintenance, repair, reuse, re-manufacturing, refurbishing, and recycling strategies. Indeed, improving the EoL management of machinery can help to reduce waste, minimize environmental impact, and potentially save costs.
Digitalization technologies, especially those related to the implementation of I4.0 and IoT concepts, have been identified as enablers for the adoption of CE practices. Recent studies have shown the potentialities of digital technologies to support companies’ digital transformation, lifecycle management, supply chain management, the adoption of the Circular Business Model (CBM), and product-service systems (PSS) [4].
The use of digital technologies embedded in machinery can improve EoL management: starting from the possibility to enable predictive maintenance, to monitoring of machinery conditions, to facilitating more effective recycling or disposal strategies [5,6]. Digitalization can enable machine monitoring to predict when a machine is likely to fail or require maintenance, thus preventing failures and extending the life cycle of the machine, likewise can help improve EoL management of components, by tracking their status and making it easier to identify materials to be recycled or disposed and make a decommissioning plan, or sharing data within the related supply chain on production processes and machines. Knowing the status of machines and their components also supports the adoption of refurbishment, reuse, or remanufacturing practices. Nevertheless, the application of digital technologies to machines already in use is still scarcely documented in the literature, and experiences from the field show limited applications of sensors to get data on single machine components, difficulties in data transmission and elaboration, and the necessity of training of operators to properly manage the EoL of components safely and in compliance with any regulations [7].
Indeed, the machinery value chain is affected by the introduction of digital technologies that enable real-time monitoring data on product condition and control optimization deploying predictive analytics techniques, as well as the offerings of circular-based services. Machinery lifetime extension can be digitally enabled on both old and new machines, depending on the different relationships established by original equipment manufacturers (OEMs) with the other actors of the value chain. Despite the customer, three primary actors take the stage of the machinery value chain. OEMs are all the original producers and in traditional selling models, they own the products until they are sold (to a retailer or the customer). Sometimes they are re- manufacturers themselves: since they master the process for the initial product to commercialization, they have the expertise and know the valuable information for re- manufacturing; moreover, they gain benefits out of re-manufacturing, such as material, labor and energy savings, while creating new market opportunities and positive social image [8]. Outsourced re-manufacturers are one kind of third-party re-manufacturer; they carry out operations under contract from either the customer or the OEM (who continue to own the product). There might be close cooperation between outsourced re- manufacturer and OEM (for example, delivering information and training workers). The second type of third-party re-manufacturer is the independent re-manufacturer , who buys the used products from users and re-manufacture and re-sells them. However, unlike the previous one, there is no cooperation with OEM. Therefore, there may be conflicts of interest indeed [9].
To this, the research objectives of the study were to investigate how digital technologies enable the adoption of circular economy-based BM in manufacturing companies (OEMs). Especially the present paper aims to answer twofold research questions:
- What Life Cycle Extension Strategy (LCES) is suitable for digital CBM adoption?
- How does the digitalization of machines enable OEMs to innovate their BM?
The study has been conducted in the context of the RECLAIM project1, which aims to develop solutions to both extend machinery lifetime while also improving productivity and performance. In the project several tools for the digitalization of machines have been developed to support predictive maintenance by detecting components failures, assessing the health of the machine in use (prognostic and health management toolkit), evaluating the cost for components maintenance, refurbishing, or remanufacturing of a machine (cost modeling tool), guiding component maintenance (Augmented and Virtual Reality -V/VR- for maintenance) supporting in the decision of the best LCES strategy to be adopted (Decision support framework, Life Cycle Assessment -LCA- tool and Simulation and digital twin pack), and enabling data transmission and monitoring (data repository and knowledge discovery). The developed tools have been considered in the study for selecting the LCES to be considered in the circular transition by OEMs, analyzing how their value propositions change and testing the methodology in two different manufacturing companies.
2. Background
2.1. Digital CBMs for machine life cycle extension
Traditional BM can ease or obstacle products circularity; over the last decades a multitude of innovative, sustainable BM has arisen, and launching a product now requires also to identify which BM most appropriately creates, delivers, and captures economic value while simultaneously contributing to environmental and/or social sustainability [10]; there are several methods to assess the circular performance of a system [11] or several frameworks and new practices have been developed to assist organizations in the implementation of circular products and processes [12]; ReSOLVE is one of the most frequently used [13].
In their review Fontana et al. [14] pack up the field of CE and LCES through a revised taxonomy, matching with relevant papers so that new strategies and methods can be placed in their deserved place; in fact, several are the obstacles related to the EoL management, such as the product return via the reverse logistic, its inspection and disassembly, continuing with activities concerning cleaning, re-manufacturing, re-assembly and reintroduction to the market. There are multiple aspects to be considered, such as product and volume uncertainties, design constraints, brand reputation, intellectual property [15]. Several technologies were born to specifically treat goods at their EoL [16] - especially when it comes to recycling and material treatments and breakdown [17], while other products use the same technologies of manufacturing processes, also combining subtractive and additive ones [9].
Scholars widely agree that digital technologies (DTs) are crucial in facilitating the transition from the existing linear economy to a CE, as evidenced by numerous studies [18]. A digital CBM is a type of economic model that incorporates digital technology and data to support the principles of a CE. In a digital CBM, companies use digital tools and platforms to manage their resources and supply chains more efficiently and sustainably. This can include using sensors and tracking technology to monitor the use and movement of resources, as well as using data analytics to optimize production and distribution processes. By leveraging digital technology, companies can gain a better understanding of their operations and make more informed decisions about how to use their resources in a way that reduces waste and promotes sustainability. On the other hand, digital technologies can support companies in waste minimization through the adoption of LCES such as recycling, reusing, remanufacturing, or even predictive maintenance.
Nowadays shopfloors are pervaded with multiple tools intended for digitalizing products and processes. Industry 4.0, with Key Enabling Technologies (KETs) such as Internet of Things (IoT), Big Data, Cloud technology, Artificial Intelligence (AI) and Machine Learning (ML), enhanced robotics, Data Analytics, 3D Printing, and Blockchain is disrupting industrial businesses on a vast scale [19] and is boosting the development of systems that monitor industrial processes and prevent machines downtimes. IoT can transform products into intelligent and interconnected ones, highlighting the ability to monitor the status and condition of products. As a result, companies can benefit from real-time remote monitoring of products usage and status [20]. Data collected through IoT, combined with Data Analytics tools and data mining processes are necessary to unlock valuable insights, identify patterns, make predictions, and delivery advanced services like preventive and predictive maintenance. Consequently, in literature, the combination of Big Data and appropriate Analytics is widely acknowledged as an effective approach for facilitating better sustainability-oriented decision-making [21].
In this context, the present work proposes and applies a method to design new BMs focusing on the companies operating in the machinery value chain to promote resource lifetime extension-driven behaviors while adopting digital technologies.
2.2. Success stories
Industrial scouting has been carried out and allowed to examine how CBMs are implemented in industrial contexts.
In the machinery sector CBMs are spreading widely: together with selling new machinery, Liebherr is now providing their customers’ fleets for hire too, together with the fleet management system – LiDAT. The benefits are multiples: Liebherr machinery may require high initial investments; the OEM does not encounter the risk of cannibalization, since companies that often make use of specific machinery would buy them anyway, but by letting the machinery be rent, Liebherr can reach all the construction companies that would not stand the investment. This allows the company to extend its market shares and at the same time it ensures a greater management of resources: the OEM owns the machinery for the whole time and is responsible for maintenance; the product life cycle is elongated, and resources are saved. Liebherr has been extending the re-manufacturing program over the last decades and is now able to different options for certain ranges of components, such as exchange, general overhaul and repair [22]. Likewise Liebherr is exploiting the potentialities of digitalization and Product Service System (PSS), also Hilti is similarly managing its portfolio, optimizing the repairing process and providing equipment at monthly, fixed fees and guaranteeing a full-time tools availability, also in case of damages or less effectiveness [23] . The threat for OEMs is that possible independent organizations provide a similar service on their own. The construction sector is putting a lot of effort into combining economic and environmental sustainability. Many companies realized firms' environmental responsibility is not inconsistent with the creation of economic value and that re-manufacturing generates higher environmental gain than recycling. Caterpillar perceives re-manufacturing as a new era of profitability; CAT REMan is an independent re-manufacturing division that generates up to 8% of the total revenue and also established a proper program - Cat Certified Rebuild- that guarantees the quality of remanufactured products [24].
Nederman with its Insight solution addresses the major pains with air filtration from its customers with sensors that monitor key performance parameters and functionalities and delivery of real-time data. Digitalization allows the new company division to sustain the customer and let him focus on his business activities [25]. In fact, digitalization offers the opportunity to introduce, aside from the traditional selling-buying BM, additional services that improve the customer experience by giving alerts about product performances or monitoring its status; for example, EMTrack provides real-time reports that show tire performance; tires can thus be tracked when they are currently on service or in inventory when they are removed from service. EMTrack also can help predict tire longevity in terms of hours, cost, and wear, which helps enable more accurate forecasting and budgeting [26]. Those services come as additional maintenance services or stand-alone services, namely, they are package(s) of services to address the customer needs and willingness to pay, as in the case of Alstom transport [25].
Each company, when approaching the new paradigm of CE, evaluates which solution best joins environmental benefits with overall revenues. Some focus only on cores or parts with high added value, while others put into practice the Extended Producer Responsibility (EPR) by (re)working the whole product. Bosch, with the program Bosch eXchange, is making repair shops of common rail components more and more competitive, both in time and cost terms [27]. Volvo trucks in its re-manufacturing plan give new lease of life to worn-out engines for heavy-duty trucks bringing them to like new condition passing through a less impacting process [28]. French-based Schneider Electric employs 142,000 people, it uses recycled content and recyclable materials in its products, prolongs product lifespan through leasing and pay-per-use, and has introduced take-back schemes into its supply chain. Circular activities account for 12% of its revenues [29]. Valtra is one example of agricultural machinery that provides customers with spare parts, new and/or re-manufactured, and they also rely on outsourced re-manufacturers like SR Harvesting OY [30].
There are sectors in which customers or product functionality are not willing to give up on traditional design, or products have so long use phases that when they were designed sustainable issues did not take part in the design process at all, and now OEMs are willing to get as much value as possible out of them with proactive approaches. The last is the case of aircraft: from PAMELA and AFRA projects, responsible for studying the potential benefits of recyclable materials in aircraft, a de-manufacturing hangar came out: Tarmac Aerosave is now the company in charge to disassemble aircraft, sorting and tracing the parts intended to be recovered [31]. Smartphones, tablets and laptops are instead part of the first case: here design is still too focused on functionality and aesthetics and there are almost no traces of design for de-manufacturing. There are isolated exceptions, but they are not the standards yet; see this regard the Fairphone case: in order to minimize resources exploitation the phone is not provided with a charger or headphones, and the smartphone is made out of modules, that make the product easily repairable even for not experts [32]. Hyla Mobile re-manufactures common mobile phones, giving them new life (lives) [33]; similarly, Taitonetti finds new applications for old business computers, selling them to privates [33]. When re-introducing IT products into the market, is important to guarantee that all sensitive data from previous owners are destroyed; there are companies specialized in these activities like CCL North [35]. To withstand regulations organizations in this sector mainly address disassembly and recycling: Apple built two robotic cells, called Liam and Daisy [36] to disassemble specific models of smartphones and get as many components out of them: the disassembly process is extremely efficient since a robot is designed for only certain products; surely, it is not an outstanding example, of life cycle thinking [37], but the first step toward a more sustainable resources exploitation. Philips shortened the distance between OEM and recyclers by suggesting designers disassemble the products they design [38]. Over the last years targets have been set [39], but the distance to circular systems in these sectors is still very high, despite the results achieved [40,41,42]
The office-printing sector has been a leader for ages in re-manufacturing and PSS practice; starting from the single-use, almost fully re-manufacturable and recyclable cameras of Kodak [43]: it was a starting point for the company that still today is engaged in findings new means to be more responsible, without letting down quality [44]; examples of Xerox [45], Canon [46], etc. describing the success of their take-back programs (with related re-manufacturing of multifunction, recycling of consumables) are strewn all over the literature [47,48].
More examples of implementation of CE are biofuel made out of waste [49], cases that involve in making batteries [50] and their lifecycles [51] good for the environment, responsible packaging [52] that becomes returnable instead of being disposed [53]; among them, materials of tires and asphalt [54], widely revisited and replaced with greener ones, coming from products of extremely different supply chains or the opposite direction as is the case of Eldan Recycling [55], Lehigh Technologies [56] or Timberland shoes soles [57].
An example of the inclusion of multiple stakeholders in the circular system is Kalundborg: the world’s first industrial symbiosis run by the main principle of a residue from one company becoming a resource at another, benefiting both the environment and the economy. With a local partnership, attendees can share and reuse resources, save money as well as minimize waste [58]. Clusters and networks ease the establishment of communities and ideas circulation and a validated process for a company may become a hint for another.
The consistent study of literature and the successful business case is the basis of the approach proposed in the present work. Starting from clustering them, the correlation matrix aims at supporting companies that are approaching CBMs in exploiting functionalities of digitalization tools.
3. Materials and Methods
The proposed method, whose main steps are shown in Figure 1, aims at identifying suitable CBMs that may be implemented in the context of machinery lifecycle extension. Therefore, it is eligible for all running companies that wish to approach more sustainable ways to do business. Most importantly, the implementation of CBMs allows the useful lifetime of the product lifecycle to be extended and the resources required to make, use and dispose it, to be optimized. Therefore, this often paves the way to enter into new markets and acquire additional market segments. Given the multiple solutions, commercial or on-site developed [59] that are flourishing into enterprises by the advent of digitalization and Industry 4.0 framework, the method rationalizes their potentialities and supports project managers in identifying how the tool may be at the basis of CBMs. BM innovation capabilities can trigger a dynamic sustainable competitive advantage for companies, which further increases their importance for organizational strategy [60].
The approach counts three main steps: first, the correlation: the LCES and CBMs are classified and described through the correlation matrix. Subsequently, the tools are attributed to the LCES; ultimately, prioritization is given and a roadmap toward CE is obtained.
3.1. CBMs characterization
Figure 2 shows a characterization of CBMs models. A BM can be circular because: i) it manages at best all those resources already employed in products that reach their EoL or break and are not usable anymore, or ii) it makes flows of resources (including whole products) circular. Alternatively, there are enterprises whose business is based on re-entering the resources into lifecycles loops.
The three main proposals of CBM may offer to customers are exploded into the LCESes that are fulfilled. For each, an example and a short explanation are given. Most of the cases see either the yellow or the green dot; however, when smart maintenance is offered both dots step in. This happens because the good is sold as in the conventional selling-buying BM, but additional, optional services may come together with it. Those have the function to monitor the performance of the product, alert the user or the OEM whenever critical parameters exceed maximum levels and thus activate the planning of maintenance in advance. Besides the benefits deriving from avoiding long downtimes, advantages hide also behind the avoided collapse of components (that makes remanufacture feasible) and prevention of falling into high consumptions (when resources are employed in the use phase). Green bullets are often associated with servitisation and unvaried ownership, except for the reuse and resell case, where the numerosity of users is done by the loops of the lifecycle (how many times the good is sold).
3.2. Correlation
In the first step the literature has been reviewed, so that the approaches that have been validated can be associated with LCES. The literature examined both academic results and success stories from enterprises that already approached and introduced CBMs in their realities. As multiple BMs are appearing with the advent of CE, the Scouting aims at identifying possible examples to follow and strategies to exploit. The connection between sustainability, manufacturing process and digital innovation is strictly linked to disruptive business reconfiguration [61]. Therefore, circularity often couples with servitization, and attention must be paid to strategies that appeal to servitization and digitalization to pursue the goal of making a profit in a sustainably.
The Correlation phase is partially based on the framework proposed by Geissdoerfer et al. [60]. It has been expanded and the LCESes introduced, as a lower level of the BM previously proposed (cycling, extended, intensifying, materializing). For example, predictive maintenance is a strategy that extends the product’s useful time; by doing so, it is encompassed as a sub-group of the extension strategy. The additional information about the types of innovation has been located next to the information regarding the value proposition, the value creation and delivery, and the value capture. According to the literature research results, potential CBMs are described within the table; multiple BMs may refer to a single strategy.
At the end of this phase, the correlation matrix is structured. To get all the cells filled, the guidelines are provided. As the Value proposition is concerned, it may be as a physical product or a service (P/S); the customers and the market segment they belong to should be defined (S/M) and similarly the problem the value proposition addresses, namely customer pains. This is the core point of the value proposition, because firstly the customer detects the benefit that would perceive from what is proposed, and only subsequently further evaluations are made.
The further hints are related to Value creation and delivery, which sums up the steps, for example, value and supply chain (VC), human resources (CC), and capabilities employed in building the P/S (RC). Being the correlation referred to the LCESes, and general BMs, the data entered may have wide validity; however, multiple differences may arise from the correlation of the BM available.
Ultimately, the Value capture section investigates the potential cash flows (both expenditures – CD - and incomes – RS-) associated with the current BM. What often distinguishes CBM from traditional BM is the revenue model (RM) as it may introduce additional strategies for the P/S provider to be paid.
It is important to define whether the proposed value, for which the customer would pay through an (innovative) RM, transforms the business as usual, or rather, opens new paths to acquire customers.
The main outcome is the correlation matrix, whose headings are contained in Figure 1.
3.3. Assignment
In this second phase, the potentialities of available digitalization tools are exploited. The considered tool may be one or multiple, both commercial and developed in a specific industrial context. Therefore, the methodology may be integrated into the decision process, when the development of certain tools must be prioritized, against others. In this case, it is important to have in mind the main functionalities and features of each tool. Those may not be strictly related to the LCES, rather the tools can be initially thought for different purposes (i.e., process monitoring, quality control, defect detection, human error avoidance). However, they can turn useful in extending the product lifecycle. Each analyzed tool has to be allocated to the correct LCES, according to its features and functionalities. A single tool may be allocated to more than a single strategy. The tools are part of the core resources and capabilities of the CBM.
The OEM may play different roles when it comes to the use of tools. An enterprise may be the one developing a digitalizing tool but can also be the one who makes use of it; for this reason, the Assignment phase may be supported by the organizations who develop the tool, and to verify or suggest the OEM expectations.
Workshops, interviews, and questionnaires are useful to support the tools' investigation and allocation.
3.4. Prioritization
The last point is about selecting which strategy best fits the company. There might be multiple chances to employ a single or a bundle of tools and make it the core of an innovative, eco-friendly way to commercialize goods or offer services. Nevertheless, it is necessary to schedule and prioritize the introduction of innovative aspects. Thus, a sorting of strategies is needed. This first consists in selecting the best that fits the OEM case, then evaluating the urgency and feasibility of the implementation. In doing so a comparison between the initial BM with the upcoming CBM is needed. Most importantly, the full BM canvas, that assess also the environmental and social benefits/impacts should be used; this enables a wider overview of the starting state [62]. The introduction of a CBM has consequences not only on the revenue streams and customer relationship aspect; it rather may influence multiple factors, such as key partners, key resources, channels, etc. Not ultimately, the actors of the supply chain and/or their role. For example, when a pay per use system is introduced, all players responsible for the RL acquire a proper, official role, confirmed and/or managed by the OEM; without the pay per use this was a nonexistent role because in the trade model a product is discarded by the user and then treated as waste.
As a single tool may pave the way to very different CBMs, their comparison can lead to an implementation roadmap, where little by little the BM evolves or the innovative CBM is introduced. The introduction of Key Performances Indicators may help evaluate when a certain step of the roadmap is successfully exploited, and the organization is ready to step forward the next one.
4. Results
4.1. Correlation matrix
When multiple tools are available and a rationale is needed to understand how they can be exploited for establishing CBMs, the first step is to correlate the results of the State of the art that enlightened the multiple CBMs and the LCES strategies.
It is important to note that a single, high-level strategy can be explicated in more than one LCES, likewise, each of the latter can stand under multiple value propositions. Table 1 shows a summary of the outcoming correlation matrix, where only the value proposition for each BM is outlined. The column CBM introduction integrates information regarding how the innovative BM may be introduced in the corporation. The cases in Table 1 relate to Acquisition and Diversification. The first refers to innovative channels and ways to sell (additional) products or provide services that enter into the running business. Diversification instead consists in selling/offering a value different from the traditional selling/buying model with the traditional business remaining in place. For example, the case of selling the maintenance kit falls in the case of Diversification because the traditional trading system is maintained, although additional products are added to the portfolio and are provided as a service. On the contrary, when a machine is remanufactured and provided for renting to new customers, this is the case of Acquisition because the CBM is acquired and placed next to the existing one, not in its support. Transformation does not appear in the table because potentially the identified CBM may be placed next to the traditional one.
The cycling strategy includes all those CBMs whose value proposition enable the establishment of (close) loops of use of resources, both as they are (resell/ reuse) and in a different state (i.e., reconditioned). The core of the value propositions accounted by the strategy extends the use of resources in a longer timeframe, through maintenance optimization, monitoring and control of the machinery.
4.1.1. Reuse- Resell
The Resell-Reuse strategy has multiple elements in common with Cannibalization, as both require a product to be disassembled, parts to be inspected and their selection to be re-employed, either for being re-sold or re-introduced in other products internally managed. The following tables are shown to describe in detail the content of the correlation matrix. The cells were filled considering the existing literature and the outcome of the literature research regarding the success stories of existing companies. Table 2 shows the part of the customization matrix, related to the Resell-Reuse strategy. This is a strategy that can be either carried out by industries or private; however, in the current study only the first case is considered.
When attributing a piece to reuse or resell defect has to necessarily be classified, since the entities of the defects determine if a piece can be re-used, re-manufactured or must be discarded or employed in different sectors. Kin et al. [63] propose to criticality rank an assessment of the defects. At the moment the decision is mostly up to worker experience: an extensive human intervention is required for feature recognition and knowledge interpretation [64]; this makes the classification costly and vulnerable to human error. In this field AI can be very powerful to detect and cluster the status of components and make the process much more flexible [65].
Similar considerations about product inspection and defect classification are valid also for other strategies, such as Pay per use, Remanufacture, and Refurbishment, as they all expect the product to return after the user discards it and inspected it to evaluate which strategy better fits the component/ product case.
4.1.2. Pay per use
In the Pay per use (Table 3) strategy Machine as a service and Remanufactured machine as a service were included; the two value propositions are similar, except for the state of the machine that is provided. For more clarity, aspects that differ between the two CBMs are highlighted in different colors (cells filled in grey refer to remanufactured machine as a service).
In Pay per use strategy the product is designed, materials are acquired and processed to obtain the finished product. Then, multiple customers use it.
The service may be provided under multiple revenue models, as a rent of the good, or under a subscription (time-based or cycle-based fee). Both are PSS; however, PSS was not born to specifically support CBM: many organizations shift to PSS to dampen maintenance, re-manufacturing, up-grading issues, either from an economic or legal point of view [66]. The customers interested in renting a machine, or endorsing a subscription for it, may either be users who already know the product or new customers. What they have in common is the need to pay for the machine only when needed and face a lower total cost of ownership and/or lower up-front investments; they are not interested in owning the good, but rather to have it functioning when needed, even just temporarily. As the product must be returned at the end of the subscription period, service and RL activities are crucial for the success of the Pay per use strategy, where modules and components must be analyzed once returned: the inspection site may be the same or different from the OEM site. To make RL economically feasible many factors must be optimized: i) the distance the product covers from the user to the facility to be reached; ii) the means of transport it will travel by (road, rail, air transport or ship), iii) frequency of batch shipping, iv) who in charged to pay (is the customer charged since the purchase of the shipment costs or these should be allocated to the downstream products?), v) stock management, taking into account the quantities of products aimed to be re-manufactured and re-used: will they be enough or additional new spare parts will be required? How to handle the floating availability of re-worked modules/components? – missing, late, defective, and non-available spare parts are a big challenge [67] vi) cost of core acquisition [68,69].
By service operations all activities related to maintenance, repairing are included. In fact, when a customer gets a machine as a service instead of buying it, implicitly expects the machine to be always well functioning or whenever a failure occurs the user isn’t responsible for fixing it. When setting the fee, this is proportional to the guarantee ensured by the OEM and the limitations of roles and musts.
With running PSS the concept of delivery and Just in Time is partially modified. the service provider must be careful when balancing the number of machines offered and the demand. In addition to that, the capacity demand does not only regard the availability of machines for upcoming customers but also spare machines must be ready to be delivered in substitution of running machines that face stops.
Differently from the sale model, when a good is acquired by pay per use systems the user and the service provider may have multiple contacts; as a consequence, their relationship may last longer.
On a general base, the EoL is a crucial phase, also because it requires high volumes to be optimized. An impressive advantage in this sense is given by the Pay per use strategy. The organization that offers the machines for rent has three main strengths: it may reach the high quantities that a single use may not fulfil, even with big machinery; secondly, it can gain much experience in treating goods at the EoL; ultimately the big volumes may raise its role towards suppliers and all who may cooperate to close the loop, as gap exploiter, collectors, retailers).
4.1.3. Repair or corrective maintenance
Table 4 shows the part of the correlation matrix concerning the Repair or corrective maintenance strategy. This is a well-known practice, widely applied also in linear economy contexts since corrective maintenance is performed after a failure occurs, or detection of a fault; however, the boost of the Industrial Internet of Things (IIoT) and innovative practices can make this strategy more sustainable. First of all, organizations can be supported by companies that provide service of troubleshooting, to release them from the burden of failure and faults. Remote troubleshooting may have multiple advantages because not only time is saved, but also transportation and consequent impacts are lowered. AR and other KETs may be useful in easing maintenance activities. The corrective maintenance can be either adopted as an implicit service that comes together with a sold good or can also be apart from it and be offered as an additional service, whose extensions vary following the customer preferences (customized/ differentiated service packages). In the latter case, the customers who benefit from the packages may be both old and new customers. The size, the approach to maintenance, the location and multiple factors can influence the choice of adhering or not to the maintenance service; nevertheless, a key point is the availability of data, connection and sensors between who take care of the maintenance and the machinery. The supply of maintenance is widely accepted by the organizations, as they feel it is a non-core activity and do not wish to employ and increase expertise in secondary activities.
When dealing with machines, downtimes are a sore pain. Temporary unavailability of a machine can cause big losses. To avoid this inconvenience, enterprises recur to the stratagem to buy in advance (supposed) critical components, to store in their warehouses as spare parts. Beside the costs due to this attitude, problems can rise as spare parts need to be at the optimum state (i.e., electric motor). Being stored and not used can cause disorder (i.e., dirt, humidity) and missed functionality once the spare part is needed. The spare parts/module rent is a strategy that tackles exactly these circumstances: instead of being bought and stored in the customer’s warehouse, the OEM can offer the service of storing the spare parts, guaranteeing both their maintenance (also during the time they are not used) and rapid delivery when the module is needed. This practice has positive impacts both on economy and environment: the OEM managed a higher number of parts, thus may have convenient agreement for spare parts supply; secondly, the OEM arranges the needed number of spare parts and customers avoid buying spare parts that may never be used and get damaged without being used (resources saving).
4.1.4. Predictive maintenance
If machines are provided with sensors, data are analyzed and information about machine and process status is obtained, corrective maintenance may be anticipated, even in moments preceding failures. This is the case of Predictive maintenance, whose matrix is shown in Table 5.
The BMs behind the different kinds of maintenance are very similar, however different are their value proposition and their objectives. While in Corrective maintenance failure may occur and any effort isn’t put to avoid it, in Predictive maintenance pre-planned tasks are performed. The acquisition of data directly from the shopfloor enables a huge range of activities, the tracking of usage lifetime among them. The phase of machine monitoring enables understand when and if a failure is about to occur; sometimes the monitoring may also avoid the failure, by anticipating the maintenance.
4.1.5. Time-based maintenance
Time-based maintenance is an additional recognized type of Preventive maintenance (Table 6). It consists in restoring or replacing a component regardless of the condition of the product. The scheduling and management of maintenance may result in annoying and mode onto secondary activities, even though is crucial for the machine's safety. The supply of a maintenance kit may support enterprises. Through a subscription, the user can receive a maintenance kit based upon a set timeframe/number of cycles, so that it is known when to do ordinary maintenance and what is necessary to substitute/repair.
Both the waste hierarchy and CE have evolved to emphasize the design and use of a product before it turns into waste. Therefore, they share a joint philosophy, aiming to manage waste by rethinking, redesigning, remanufacturing and repurposing in order to improve the resource effectiveness of a product and to reduce the generation and adverse impact of waste [70]. Depending on the status of the parts employed and the operated modules, the activities of taking old machines and restoring their conditions and functionalities or making new machines out of them refer to different LCESes and depend on the type and functionality of the products; for example, mechanical and electromechanical systems have to be separated from mechatronic systems [71].
4.1.6. Remanufacturing
The market of remanufactured (Table 7) (as for the reconditioned, Table 8) can be tricky for an enterprise. From the technical point of view, there are multiple barriers, firstly because the status products come back after the use phase is unknown and unpredictable; this has direct consequences on inspection and disassembly times and costs. Disassembly automation can bring many advantages to disassembly tasks by applying the latest developments in I4.0 and cooperative and collaborative robots [65]. Some studies induced a physical phenomenon under controlled conditions to ease product de-manufacturing [72] or investigated eco-friendly approaches such as chemical ultrasonic treatment to separate all layers and components of electronic components [73]. The Remanufacturing process may employ multiple technologies; very often a winning strategy is the combination of additive (such as electroplating [74], welding [2,75], cold spray [76], laser cladding [77,78]) and subtractive ones, i.e. Computer Numeric Control (CNC) operations as boring, turning, gross grinding, etc. [79].
All those strategies that expect a partial action on the machine (i.e., Remanufacture, Refurbishment, Recondition) also require an inspection that enables the go-not-go decision. In the specific case of Remanufacturing, the parts or modules introduced come (if possible) from previously discarded machines (additional parts that enter the lifecycle).
4.1.7. Recondition
Besides difficulties, multiple are the benefits; among them: the customer faces lower initial investment, and resources are used more sustainably and efficiently. The lower price paves the way to the acquisition of new market shares, especially in the Recondition strategy, because the requirements of the customer may be different from the traditional one (a reconditioned machine may not fulfill the overall functions of the new machine).
4.1.8. Refurbishment
Different is the case of Refurbishment (Table 9); in this case, especially in full machine refurbishment, the customer of the “old” and “refurbished” machine is the same. Besides the benefits deriving from the machine update, the user has also the chance to obtain a smarter machine from the refurbishment. In fact, refurbishing a machine can provide it with a technological upgrade; therefore, by facing little expenditure, the user gets an old machine that can be remotely monitored and switched on/off, connected to the industrial system.
Refurbish presents similar contributions to the Remanufacturing case, however the customer along the whole supply chain remains the same.
The machine refurbishment may require the product to be moved to the specific facility of refurbishment. However, the strategy of getting back in the box the spare parts, employs refurbished components, without moving the product. It consists in substituting certain damaged parts with refurbished ones; those that are damaged are sent back to the manufacturer, instead of being thrown away, so that the OEM decides whether refurbish or recycle them.
4.1.9. Recycle & cannibalization
CBMs can also support and push Recycle and recovering parts from returned products (Table 10). What endangers recycling is the bad design of products (focused on functionality and manufacturing, not on EoL) and the lack of knowledge of the product.
The machine user may not be able to properly recycle the product because optimized recycling would require a partial disassembly: time, cost and inexperience make it ineffective and economically unsustainable. To gain many conveniences, the disassembly of a high number of machines is necessary. Dealing with high quantities of materials ensures higher refunds from recyclers, which may bring consistent incomes. Thus, the value reported in the table expects the machines to be collected after the use phase, properly disassembled (by selective disassembly) and materials sorted in flows to optimize recycling.
The potential revenues from conferring the properly differentiated materials should exceed the costs of disassembly and refund of the customers. Similarly, the cannibalization strategy aims at recover parts of the products before they are recycled.
Therefore, this CBM may be coupled with others, such as those involved in Reuse-resell, Refurbishment, and Remanufacturing strategies, because they also require the machine to be re-collected after the use phase. So, first, the parts of the machines are allocated to other machines or reworked, and the remaining resources are sent to recycle.
4.2. Business cases
The methodology presented, supported by the correlation matrix that has been developed, found application in two industrial cases. One organization is a small-medium German enterprise active in the machining sector and designs, produces and commercializes welding machines. The second is a large Italian enterprise and designs, produces and commercializes machines for wood- and metal-working.
Both the German and the Italian companies belong to the machinery construction sector, namely they are OEMs. For the sake of discretion, in the following they will be referred to as Company A and Company B respectively.
Company A’s clients are mostly large companies (B2B market) and belong to a niche market (mostly limited to automotive/industrial plants); however, they are located worldwide. Though the company currently takes care of the machine whenever damage occurs, there is no EoL treatment, neither it is known what happens to the machine when this is discarded. Company A provides both machines and after-sales services; its value proposition may be summarized as follows: To provide a high quality, durable friction welding machine that meets the customer’s needs in terms of welding application and has the right dimensions. Compared to its competitors, the small size of the company allows for a different cost structure and therefore a cheaper offer. Revenues are generated either from the sale of the welding machines, but also from the sale of spare parts for critical components (e.g. welding head), the machine maintenance (head, motor, spindle) and small series production of welded components. Each machine requires a large number of laboratory tests before production and is characterised by a high degree of customisation.
As far as Company B is concerned, the value proposition can be stated as follows: To providing reliable woodworking machines, and support in the maintenance phase through after-sales service and the supply of spare parts. The customers of company B are located worldwide and can either be amateurs (B2C) or industries (B2B), ranging from small carpentry shops to large enterprises. They are offered the opportunity to configure their machines based on the proposals contained in the product portfolio, but they can also choose to upgrade or add customised options. The larger the machine, the more likely it is customised. Company B is part of a group and several enterprises in the group are close partners. The highly customised solutions lead to the acquisition of several patents every year; this is a way of protecting the acquired know-how and the technology. Differently from Company A, which develops direct relationships with the customers, Company B relies on dealers or a separate commercial entity (belonging to the group) to reach customers. Consequently,established relationships are mostly indirect, with a few exceptions. Nevertheless, long-term relationships are established.
In both cases, the companies did not manage the EoL of the machines, nor did they obtain environmental or social certification.
The two companies present different characteristics (size, machine damage management, relationship with customers); the implementation of the proposed approach interestingly proves its wide applicability. Both organizations rely on external and in-house resources to develop digital solutions. Several tools have been developed and exploited aiming at getting information about the status of a product and its components during its life cycle, the remaining useful lifetime, in order to extend it while keeping any action economically sustainable. For each tool, the main functionalities have been firstly investigated. This paved the way to the assignment phase: every CE-driven LCES was retrieved, and the tools were identified as core resources and capabilities of the strategies. One tool might be useful for more than a single strategy; it may also occur that a strategy is not enabled by any tool. Figure 3 graphically summarizes the main outcome of the assignment phase. Four LCESes were considered (Pay per use, Re-manufacturing, Refurbishment and Predictive Maintenance). The blue and green circles mark the strategies that refer to BM acquisition and BM diversification respectively. Predictive maintenance is the strategy all the tools can support. The Pay per use is enabled by the prognostic and health management toolkit and the data repository and knowledge discovery tool.
Both organizations were provided with multiple tools; the analysis of the current BM revealed that the business is closer to the traditional BM than the circular ones. Besides some activities focused on digitalization, such as the machine connectivity of company B, where digital services are provided through standard platforms and add-ons, maintenance, EoL management, and value offers are still bounded to traditional schemas, when available. Therefore, not a single CBM has been exploited, rather roadmaps were defined for each company, presented in Figure 4.
The roadmap is customised, according to the current status of the company. The very last strategy is the Pay per use; however, several intermediate BMs were identified. The main potentialities of the roadmap stand in:
- Segmenting the complex metamorphosis process from linear to CBMs
- Simplifying the transformation by tackling difficulties and changes little by little.
By defining and respecting the roadmap, innovative and new approaches and activities can be introduced progressively, without hampering either the already running, or the new markets. In addition to that, a gradual change allows for a smoother and more seamless introduction of new roles and partners.
The roadmap supports the enterprises introducing digitalization tools and practicing the management of the used products they sell. First, the focus is on the optimization of the maintenance of the running machines. This can happen in situ, where the machine was produced, or where the machine is installed and the failure occurs. The main goal is to detect in advance potential failures and monitor the status of the machine so that the wealth of the components and modules is known. This first step requires the support of roles previously unnecessary, such as services providers, hardware suppliers, and data analysts.
After well managing traditional maintenance, which can be supported by innovative tools that decouple the physic machine and the maintenance operator's actions, predictive maintenance can be investigated. In doing so, it is necessary to be provided with a classification of machine status and failures mode and causes, so that off-standards events can be detected, and unexpected failures avoided. Knowing the status of the machine and being able to handle and interpret unexpected behaviors pave the way to the modeling of a digital twin of the product, to monitor its performance; consequently, whenever the customer wants to discard it, the resources contained in the machine can be exploited at best (i.e., the best lifetime extension strategy exploited). This mastery leads to alternative models to provide goods: as a service, rather than as a product.
5. Discussion and conclusion
The transition from linear to CE is interesting for more and more enterprises; however, their management and direction departments that have a leading role in guiding the company’s transition toward the effective implementation of circular strategies, still need support, especially in the first steps of the transition [80]. Several are the CBMs available to multiple genres of organizations, able to merge economic sustainability and its remaining pillars, the environmental one first.
However, each enterprise is characterized on its own. The present work proposes an approach to follow when an organization is figuring out which CBM better fits its practices. The main strengths of the proposed approach lay on:
- It supports the exploitation of digitalization tools; with the advent of the fourth and fifth industrial revolutions [81] companies equip their products and processes with innovative tools. Their potentialities can be exploited more deeply and enlarged to a wider perspective with the support of the proposed approach. The correlation matrix as it has been developed in its general form, stands as a base to be specified for the single organization and thus digitalizing tools can be inserted between the core resources.
- It is based on qualitative evaluations, as it is purposed to support the very first decision-making steps.
- It is widely applicable in enterprises of different sectors, as the correlation matrix can be customized according to the peculiar needs and features of the involved organization.
The transformation from linear to CE may require big changes in a company organization, in its relationship with the customers, the roles and activities of key resources, the revenue streams and modes. Consequently, existing realities need to little by little move toward the circular equilibrium. A precautionary strategy, that prevents the running business to bump into hazardous modes of business is to carry out a progressive change. Therefore, the importance of roadmaps that gradually open to new BMs.
Each step of the roadmap introduces new tools; likely, they are used for their main purpose in advance; however, the step in which they appear is the one when the LCE and the CBM specifically require them. Once the digitalization tools’ functionalities are exploited in a step, they likely will be still used in the subsequent step, even if they are not reported in Figure 4.
Future works should investigate and quantitatively set the boundaries of the ladders of the proposed roadmaps: for each step, Key Performance Indicators (KPI) should be defined, to guide enterprises in running throughout the roadmap and reach the final goal (Pay per use CBM in the case of two analysed companies). KPIs should either look at:
- Economic sphere: only when a new practice expected by the exploited step is well-established and economically advantageous, the company may move to the following one; economical KPIs should not only observe the total revenues or incomes, derived from a certain LCE, rather might also evaluate the quantities of goods handles within that LCE.
- Environmental and social sphere: each step of the roadmap should be sustainable within all the pillars of sustainability, and benefits involving proper management of the resources (i.e., materials, EoL processes, waste reduction) and the impact of the organization on its employees and the surrounding citizenship should be quantified and reached, prior facing new challenges.
Funding
This work is part of a project that has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No 869884.
Conflicts of Interest
The authors declare no conflict of interest.
| 1 | H2020 project, grant agreement no. 869884. |
References
- Ertz, M.; Leblanc-Proulx, S.; Sarigöllü, E.; Morin, V. Made to break? A taxonomy of business models on product lifetime extension. Journal of Cleaner Production, 2019, 234, 867–880. [Google Scholar] [CrossRef]
- Yang, S., Raghavendra, M. R. A., Kaminski, J., Pepin, H. Opportunities for industry 4.0 to support remanufacturing. Applied Sciences 2018, 8. [CrossRef]
- Lüdeke-Freund, F.; Gold, S.; Bocken, N.M.P. A Review and Typology of Circular Economy Business Model Patterns. J Ind Ecol 2019, 23, 36–61. [Google Scholar] [CrossRef]
- Rosa, P., Sassanelli, C., Urbinati, A., Chiaroni, D., & Terzi, S. Assessing relations between Circular Economy and Industry 4.0: a systematic literature review. International Journal of Production Research 2020, 58. [CrossRef]
- Fordal, J.M. , Schjølberg, P., Helgetun, H. et al. Application of sensor data based predictive maintenance and artificial neural networks to enable Industry 4.0. Adv. Manuf. 2023. [Google Scholar] [CrossRef]
- Schöggl, J.P.; Rusch, M.; Stumpf, L.; Baumgartner, R.J. Implementation of digital technologies for a circular economy and sustainability management in the manufacturing sector. Sustainable Production and Consumption 2023, 35, 401–420. [Google Scholar] [CrossRef]
- Cappelletti, F.; Rossi, M.; Germani, M. How de-manufacturing supports circular economy linking design and EoL - a literature review. J Manuf Syst 2022, 63, 118–133. [Google Scholar] [CrossRef]
- Hatcher, G. D.; Ijomah, W. L.; Windmill, J. F. C. Design for remanufacture: a literature review and future research needs. J Clean Prod 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Lahrour, Y; Brissaud, D. ; Zwolinski, P. The strategy for implementing remanufacturing process in a commercial enterprise, the case study of a French company. Procedia CIRP 2019, 80, 554–559. [Google Scholar] [CrossRef]
- Henry, M.; Bauwens, T.; Hekkert, M.; Kirchherr, J. A Typology of Circular Start-Ups: Analysis of 128 Circular Business Models. J Clean Prod 2020, 245. [Google Scholar] [CrossRef]
- Sassanelli, C.; Rosa, P.; Rocca, R.; Terzi, S. Circular Economy Performance Assessment Methods: A Systematic Literature Review. J Clean Prod 2019, 229, 440–53. [Google Scholar] [CrossRef]
- Bocken, N.M.P.; de Pauw, I.; Bakker, C.; van der Grinten, B. Product Design and Business Model Strategies for a Circular Economy. J Ind Prod Eng 2016, 33, 308–20. [Google Scholar] [CrossRef]
- Lopes de Sousa Jabbour, A.B.; Luiz, J.V.R.; Luiz, O.R.; Jabbour, C.J.C.; Ndubisi, N.O.; de Oliveira, J.H.C.; Horneaux, F.J. ; Circular Economy Business Models and Operations Management. J Clean Prod 2019, 235, 1525–39. [Google Scholar] [CrossRef]
- Fontana, A.; Barni, A.; Leone, D.; Spirito, M.; Tringale, A.; Ferraris, M.; Reis, J.; Goncalves, G. Circular Economy Strategies for Equipment Lifetime Extension: A Systematic Review, Sustainability 2021, 13, 1117. [CrossRef]
- Martin, P.; Guide, V.D.R.; Craighead, C.W. Supply Chain Sourcing in Remanufacturing Operations: An Empirical Investigation of Remake versus Buy. Decision Sci 2010, 41, 301–24. [Google Scholar] [CrossRef]
- Steinhilper, R.; Weiland, F. Exploring New Horizons for Remanufacturing an Up-to-Date Overview of Industries, Products and Technologies. Proc Cirp 2015, 29, 769–73. [Google Scholar] [CrossRef]
- Dassisti, M.; Florio, G.; Maddalena, F. Cryogenic Delamination and Sustainability: Analysis of an Innovative Recycling Process for Photovoltaic Crystalline Modules. In Sustainable Design and Manufacturing, Smart Innovation, Systems and Technologies; Campana, G., Howlett, R.J., Rossi, S., Cimatti, B., Eds.; 2017; Volume 68. [Google Scholar] [CrossRef]
- Schöggl, J.P.; Rusch, M.; Stumpf, L.; Baumgartner, R.J. Implementation of difital technologies for a circular economy and sustainability management in the manufacturing sector. Sustainable Production and Consumption 2023, 35, 401–420. [Google Scholar] [CrossRef]
- Ghosh, S.; Hughes, M.; Hodgkinson, I.; Hughes, P. Digital transformation of industrial businesses: A dynamic capability approach. Technovation 2022, 113. [Google Scholar] [CrossRef]
- Baines T, W. Lightfoot H. Servitization of the manufacturing firm. Exploring the operations practices and technologies that deliver advanced services. Int J Oper Prod Manag 2013, 34, 2–35. [Google Scholar] [CrossRef]
- Pagoropoulos A, Pigosso DCA, McAloone TC. The Emergent Role of Digital Technologies in the Circular Economy: A Review. Procedia CIRP 2017, 64, 19–24. [CrossRef]
- Liebherr, Rental services for construction machines. Available online: https://www.liebherr.com/en/usa/about-liebherr/service-services/service-services.html (accessed on 16 December 2022).
- Hilti. Our fleet management service. Available online: https://www.hilti.group/content/hilti/CP/XX/en/services/tool-services/fleet-management.html#nav/close (accessed on 15 December 2022).
- Cat Reman. Available online: https://www.caterpillar.com/en/brands/cat-reman.html (accessed on 16 December 2022).
- Aston business School, case studies. Available online: https://www.advancedservicesgroup.co.uk/research/publications/case-studies (accessed on 16 December 2022).
- Goodyear. Available online: https://news.goodyear.eu/goodyear-launches-digital-innovations-to-reduce-otr-costs/ (accessed on 16 December 2022).
- Bosch eXchange. Available online: https://www.boschaftermarket.com/xrm/media/images/country_specific/it/xx_pdfs_28/parts_5/gamma_bosch_exchange.pdf (accessed on 16 December 2022).
- Volvo. Available online: https://www.volvotrucks.com/en-en/news-stories/magazine-online/2018/may/remanufacturing-engines.html (accessed on 16 December 2022).
- Schneider Electric. Available online: https://www.se.com/uk/en/ (accessed on 16 December 2022).
- Valtra. (s.d.). Parts and services. Available online: https://www.valtra.co.uk/service/services-and-repair/spare-parts.html (accessed on 16 December 2022).
- Tarmac. (s.d.). Available online: https://www.tarmacaerosave.aero/about-us (accessed on 16 December 2022).
- Fairphone. (s.d.). Available online: Tratto da https://www.fairphone.com/it/impact/ (accessed on 16 December 2022).
- Hyla Mobile. (s.d.). Available online: https://www.hylamobile.com/#content3 (accessed on 16 December 2022).
- Taitonetti. Available online: https://taitonetti.fi/index.php?route=blog/article&path=2&article_id=15 (accessed on 16 December 2022).
- CCL North. (s.d.), Company publication. Available online: https://www.cclnorth.com/ (accessed on 16 December 2022).
- Apple. Liam, an Innovation Story. Available online: https://www.apple.com/environment/pdf/Liam_white_paper_Sept2016.pdf (accessed on 16 December 2022).
- Vonk, L. Paying attention to waste: Apple’s circular economy. Continuum 2018, 32, 745–757. [Google Scholar] [CrossRef]
- Cheung, W.M.; Marsh, R.; Griffin, P.W.; Newnes, L.B.; Mileham, A.R.; Lanham, J.D. Towards cleaner production: A roadmap for predicting product end-of-life costs at early design concept. Journal of Cleaner Production 2015, 87, 431–441. [Google Scholar] [CrossRef]
- Philips. (s.d.). Decoupling growth from resource consumption. Available online: https://www.philips.com/a-w/about/sustainability/circular-economy (accessed on 16 December 2022).
- Hp. Sustainable Impact Report. Available online: https://www8.hp.com/h20195/v2/GetPDF.aspx/c05179523.pdf#page=1 (accessed on 16 December 2022).
- Dell. (2018). Design for Environment. Available online: https://i.dell.com/sites/content/corporate/corp-comm/en/Documents/design-for-environment.pdf (accessed on 16 December 2022).
- Motorola. (s.d.). Corporate Responsibility. Available online: https://www.motorola.com/us/about/corporate-responsibility-recycling (accessed on 16 December 2022).
- Lowe, G.; Bogue, R. Design for disassembly: A critical twenty-first century discipline. Assembly Automation 2007, 27, 285–289. [Google Scholar] [CrossRef]
- Kodak. Corporate Responsibility Report. Available online: https://www.kodak.com/content/products-brochures/Company/Kodak-2017-Corporate-Responsibility-Report.pdf (accessed on 16 December 2022).
- Xerox. (s.d.). Prevent and manage waste. Available online: https://www.xerox.com/en-us/about/ehs/reduce-waste (accessed on 16 December 2022).
- Canon. Environmental circulation. Available online: https://global.canon/en/environment/circulation.html (accessed on 16 December 2022 ).
- Opresnik, D.; Taisch, M. The manufacturer’s value chain as a service - the case of remanufacturing. Journal of Remanufacturing 2015, 5, 1–23. [Google Scholar] [CrossRef]
- Matsumoto, M. Development of a simulation model for reuse businesses and case studies in Japan. Journal of Cleaner Production 2010, 18, 1284–1299. [Google Scholar] [CrossRef]
- Enerkem. (s.d.). Carbon Recycling. Available online: https://enerkem.com/process-technology/carbon-recycling/ (accessed on 16 December 2022).
- Clarios. (s.d.). The Clarios difference. Available online: https://www.clarios.com/products (accessed on 16 December 2022).
- Renault. Renault optimizes the lifecycle of its electric vehicle batteries. Available online: https://group.renault.com/en/news-on-air/news/renault-optimizes-the-lifecycle-of-its-electric-vehicle-batteries/ (accessed on 16 December 2022).
- AB InBev. (s.d.). Driving Sustainable Packaging. Available online: https://www.ab-inbev.com/sustainability/circular-packaging/ (accessed on 16 December 2022).
- Re Pack. (s.d.). Upgrade your unpacking. Available online: https://www.originalrepack.com/ (accessed on 16 December 2022).
- Toner Plast. (s.d.). Cloose the loop. Available online: https://www.closetheloop.com.au/tonerplas/ (accessed on 16 December 2022).
- Eldan Recycling. The best of tyre recycling. Available online: https://eldan-recycling.com/tyre-recycling/ (accessed on 16 December 2022).
- Lehigh technologies. (s.d.). Micronized rubber powders. Available online: https://lehightechnologies.com/what_we_do/the_business_we_are_in/#gallery (accessed on 16 December 2022).
- Timberland. (s.d.). Drive. Recycle. Wear. Available online: https://www.timberland.com/blog/archive/timberland-tires.html (accessed on 16 December 2022).
- Gulipac, S. Industrial Symbiosis: Building on Kalundborg's waste management experience. Renewable Energy Focus 2017, 17, 25–27. [Google Scholar] [CrossRef]
- Ciccarelli, M.; Papetti, A.; Cappelletti, F.; Brunzini, A.; Germani, M. Combining World Class Manufacturing system and Industry 4.0 technologies to design ergonomic manufacturing equipment. Int J Inter Design Manuf 2022, 16, 263–279. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Pieroni, M.P.P.; Pigosso, D.C.A.; Soufani, K. Circular business models: A review. J Clean Prod 2020, 277. [Google Scholar] [CrossRef]
- Schiavone, F.; Leone, D.; Caporuscio, A.; Lan, S. Digital servitization and new sustainable configurations of manufacturing systems. Technol Forecast Soci 2022, 176. [Google Scholar] [CrossRef]
- Sparviero, S. The Case for a Socially Oriented Business Model Canvas: The Social Enterprise Model Canvas. J Soc Entrepren 2019, 10, 232–251. [Google Scholar] [CrossRef]
- Kin, S.T.M., Ong, S.K., Nee, A.Y.C. Remanufacturing process planning. Procedia CIRP 2014, 15, 189–194. [CrossRef]
- Zheng, Y., Liu, J., & Ahmad, R. A cost-driven process planning method for hybrid additive–subtractive remanufacturing. Journal of Manufacturing Systems 2020, 55, 248–263. [CrossRef]
- Poschmann, H., Brüggemann, H., & Goldmann, D. Disassembly 4.0: A Review on Using Robotics in Disassembly Tasks as a Way of Automation. Chemie-Ingenieur-Technik 2020, 92, 341–359. [CrossRef]
- Chierici, E., Copani, G. Remanufacturing with Upgrade PSS for New Sustainable Business Models. Procedia CIRP 2016. [CrossRef]
- Kurilova-Palisaitiene, J., Sundin, E. Toward pull remanufacturing: A case study on material and information flow uncertainties at a German engine remanufacturer. Procedia CIRP 2015, 26, 270–275. [CrossRef]
- Harivardhini, S., Murali Krishna, K., Chakrabarti, A. An Integrated Framework for supporting decision making during early design stages on end-of-life disassembly. Journal of Cleaner Production 2017, 168, 558–574. [CrossRef]
- Sitcharangsie, S., Ijomah, W., Wong, T. C. Decision makings in key remanufacturing activities to optimise remanufacturing outcomes: A review. Journal of Cleaner Production 2019, 232, 1465–1481. [CrossRef]
- Zhang, C., Hu, M., Di Maio, F., Sprecher, B., Yang, X., Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Science of The Total Environment 2022, 803, 149892. [CrossRef]
- Butzer, S., Schötz, S., Steinhilper, R. Remanufacturing Process Assessment – A Holistic Approach. Procedia CIRP 2016, 52, 234–238. [CrossRef]
- Dassisti, M., Florio, G., Maddalena, F. Cryogenic Delamination and Sustainability: Analysis of an Innovative Recycling Process for Photovoltaic Crystalline Modules. Sustainable Design and Manufacturing 2017. Smart Innovation, Systems and Technologies 2017, 68, 11. [CrossRef]
- Yousef, S., Tatariants, M., Makarevičius, V., Lukošiūtė, S. I., Bendikiene, R., Denafas, G. A strategy for synthesis of copper nanoparticles from recovered metal of waste printed circuit boards. Journal of Cleaner Production 2018, 185, 653–664. [CrossRef]
- Peng, S., Li, T., Li, M., Guo, Y., Shi, J., Tan, G. Z., Zhang, H. An integrated decision model of restoring technologies selection for engine remanufacturing practice. Journal of Cleaner Production 2019, 206, 598–610. [CrossRef]
- Hu, Z., Qin, X., Shao, T. Welding Thermal Simulation and Metallurgical Characteristics Analysis in WAAM for 5CrNiMo Hot Forging Die Remanufacturing. Procedia Engineering 2017, 207, 2203–2208. [CrossRef]
- Zhang, X., Ao, X., Cai, W., Jiang, Z., Zhang, H. A sustainability evaluation method integrating the energy, economic and environment in remanufacturing systems. Journal of Cleaner Production 2019, 239, 118100. [CrossRef]
- Huang, W., Jiang, Z., Wang, T., Wang, Y., Hu, X. Remanufacturing Scheme Design for Used Parts Based on Incomplete Information Reconstruction. Chinese Journal of Mechanical Engineering (English Edition) 2020, 33. [CrossRef]
- Wu, Z., Li, T., Li, Q., Shi, B., Li, X., Wang, X., Lu, H., Zhang, H. C. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Optics and Laser Technology 2019, 120. [CrossRef]
- Peng, H., Wang, H., Chen, D. Optimization of remanufacturing process routes oriented toward eco-efficiency. Frontiers of Mechanical Engineering 2019, 14, 422–433. [CrossRef]
- Cappelletti, F., Rossi, M., Marasca M., Germani, M. De-manufacturing: identification of the best strategies through the environmental and economic evaluation. International Journal on Interactive Design and Manufacturing 2023. [CrossRef]
- Papetti, A., Ciccarelli, Scoccia, C., Palmieri, G., Germani, M. A human-oriented design process for collaborative robotics. International Journal of Computer Integrated Manufacturing 2022. [CrossRef]
Figure 1.
Method proposed to exploit digitalization tools’ functionalities in the context of CBMs.
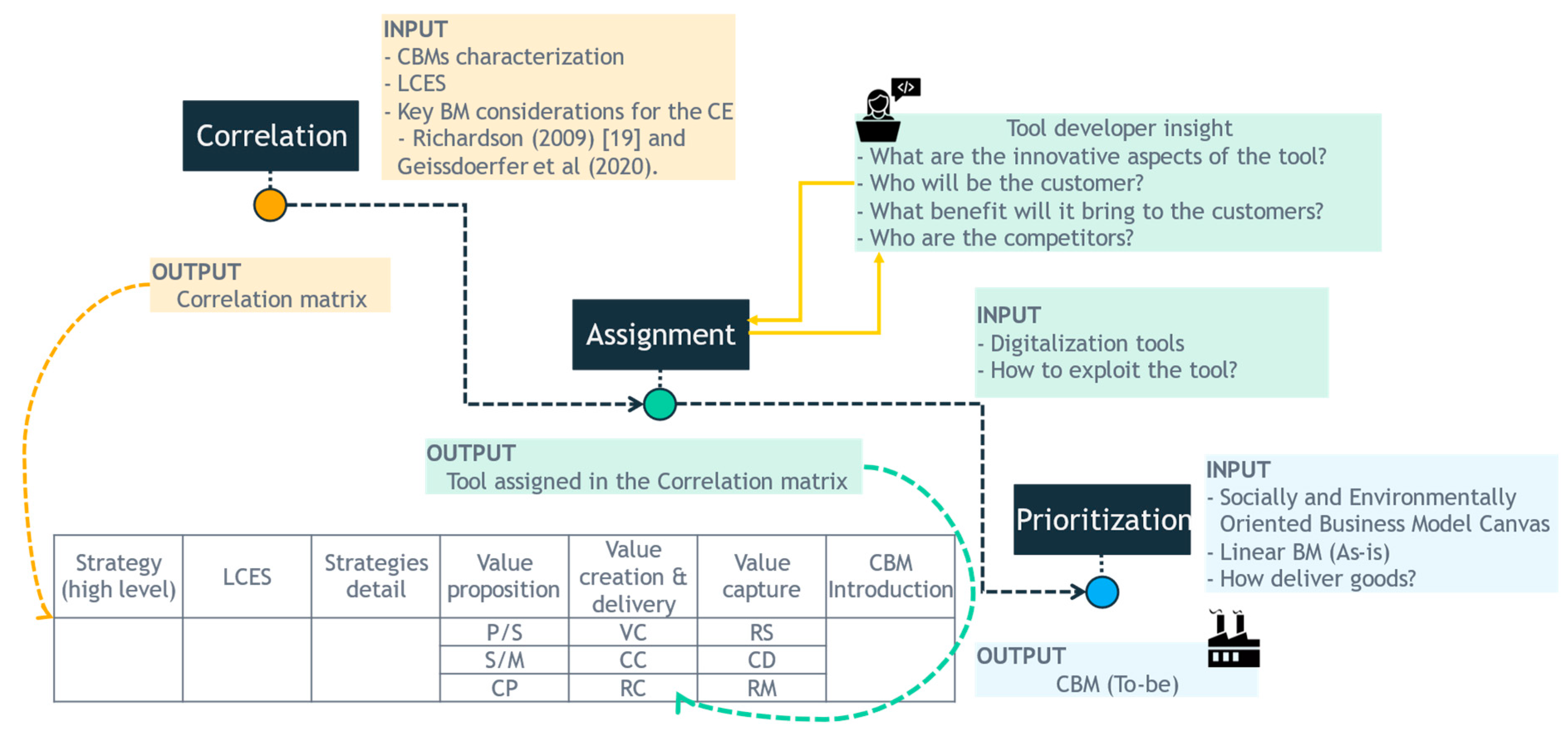
Figure 2.
CMB characterization with a focus on the number of customers, novelty of products and offer type. Yellow bullet: a virtual/digital service that is offered to the client. Green bullets: a good is sold as in the traditional BM. Blue bullets: one stakeholder is involved in the product lifecycle. Green bullets: multiple players use the good.
Figure 2.
CMB characterization with a focus on the number of customers, novelty of products and offer type. Yellow bullet: a virtual/digital service that is offered to the client. Green bullets: a good is sold as in the traditional BM. Blue bullets: one stakeholder is involved in the product lifecycle. Green bullets: multiple players use the good.
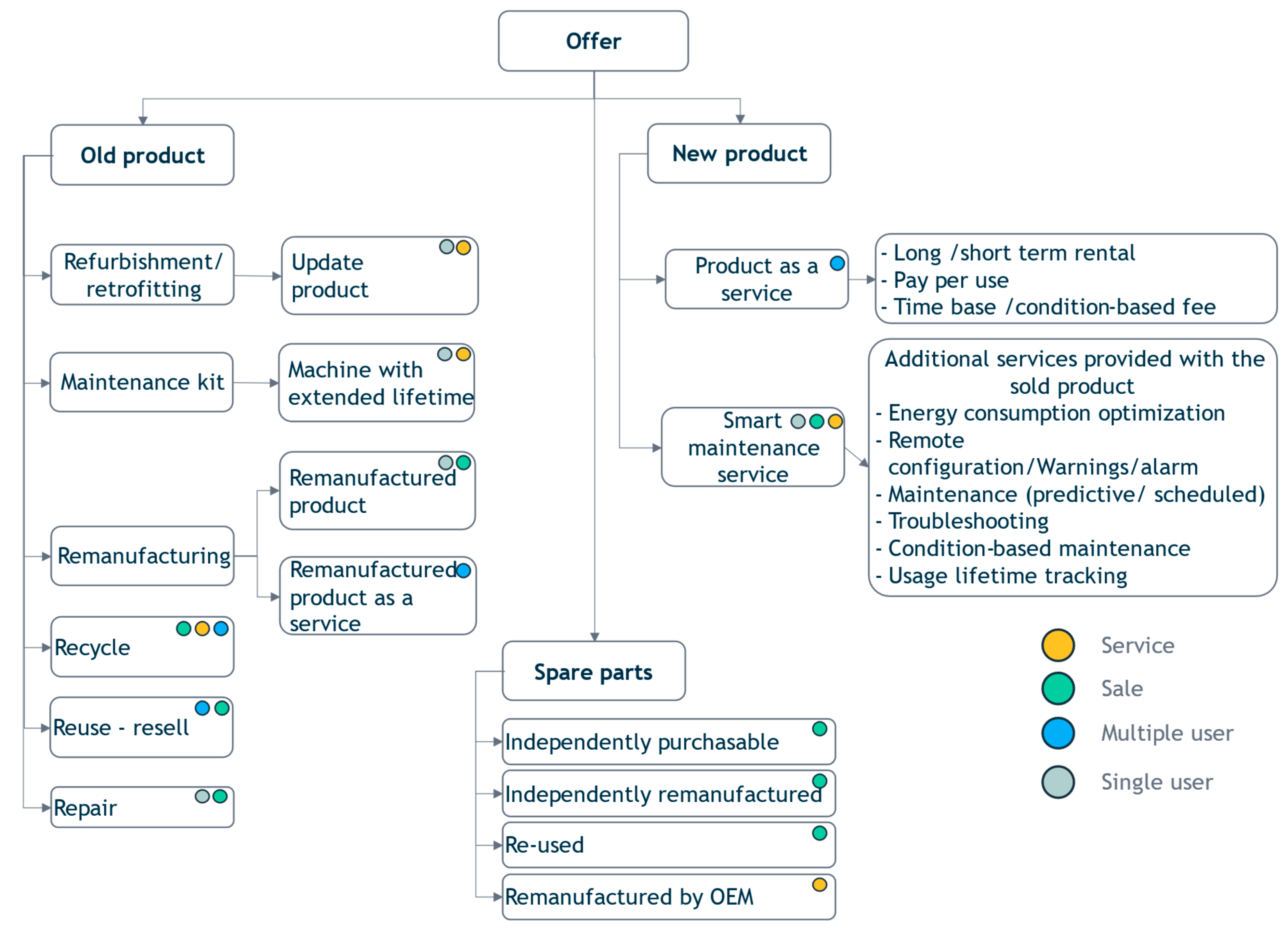
Figure 3.
RECLAIM Tool assignment to the correlation matrix.
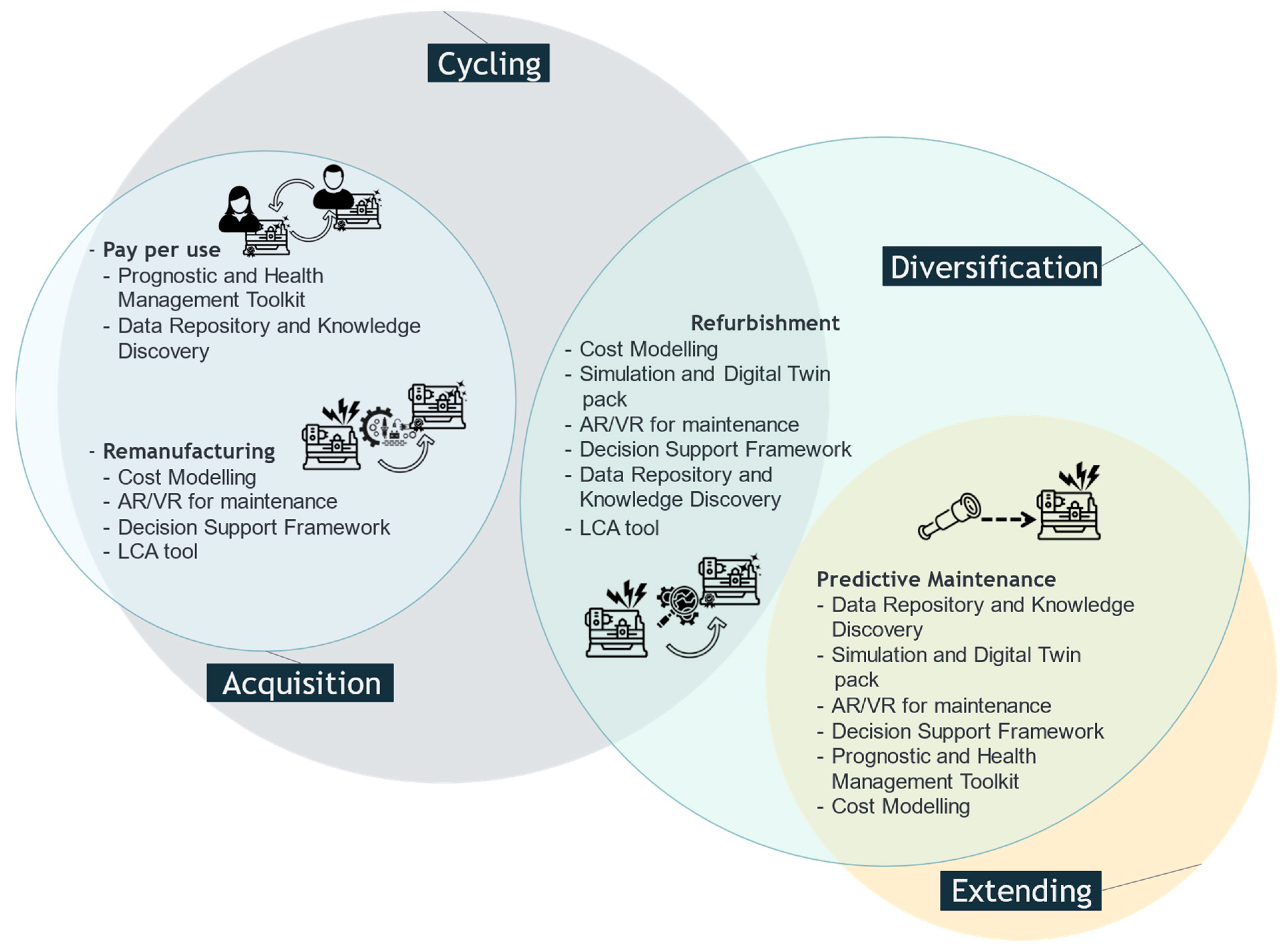
Figure 4.
CBMs roadmaps for Company A and Company B.
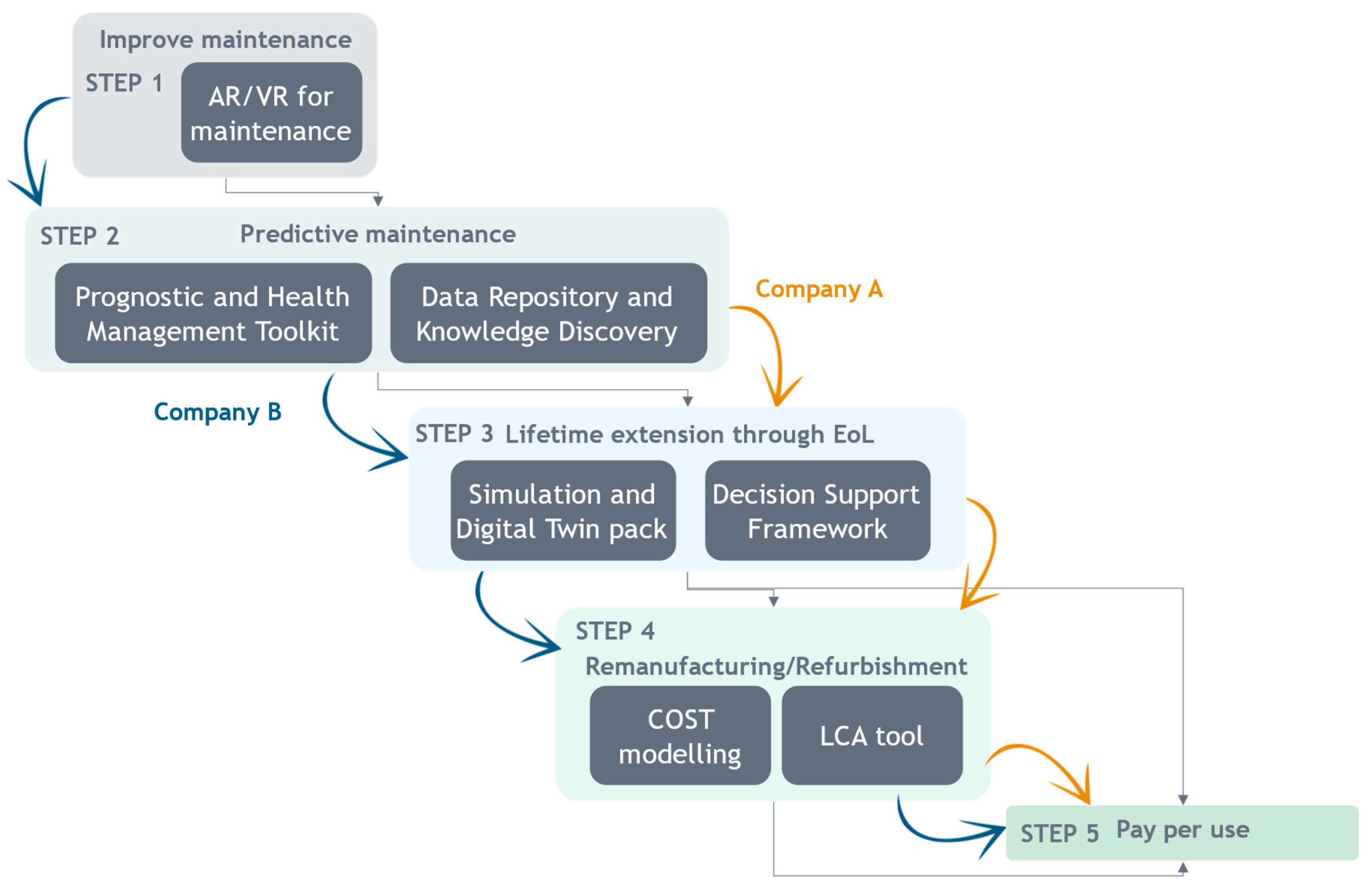

Table 1.
Circular value proposition and strategies correlation.
| Strategy (high level) | LCES | Value proposition | CBM introduction |
|---|---|---|---|
| Cycling | Resell–Reuse | Used machine take back | Acquisition |
| Pay per use | Machine as a service (rent- subscription/pay per use) | ||
| Remanufactured machine as a service | |||
| Recondition | Reconditioned machine | ||
| Refurbish | Machine refurbishment | ||
| Back in box spare parts | Diversification | ||
| Cannibalization | Used machine take back | Acquisition | |
| Recycle | Used machine take back | ||
| Remanufacture | Remanufactured machines | ||
| Extending | Repair or Corrective Maintenance | Remote/automatic troubleshootingAR maintenance | Diversification |
| Spare parts/modules rent | |||
| Preventive M. | - Remote configuration, statistics and alarms- AR for maintenance | Diversification | |
| Predictive M. | - Remote configuration, statistics and alarms - AR for maintenance- Usage lifetime tracking | Diversification | |
| Time-based M. | Maintenance kit | Diversification |
Table 2.
Correlation matrix, Reuse-Resell.
| Value proposition | Value creation & delivery | Value capture | |||
|---|---|---|---|---|---|
| P/S | Sell used full products or parts of it | VC | RSC management operations (take back) | RS | Revenues models based on used parts of product sale |
| S/M | Segment of existing or new customers | CC | Capacity management (demand and supply of products) | CD | - Machine disassembly/inspection/ri-assembly - Logistics costs |
| CP | Need machine but with lower initial investments | RC | Machine experts or specific tools able to understand the state of the part/product | RM | Sale |
Table 3.
Correlation matrix, Pay per use.
| Value proposition | Value creation & delivery | Value capture | |||
|---|---|---|---|---|---|
| P/S | Machine as a service | VC | - Services operations - SC/RSC management operations |
RS | - (Reman) machine is provided by time/activities - Lower cost of spare parts supply - Reimbursement from dismantlers |
| Remanufactured machine as a service | |||||
| S/M | Segment of existing or new customers | CC | - Machine maintenance - Capacity management |
CD | - Maintenance - Machine disassembly/inspection/ri-assembly - Logistics costs |
| - Machine maintenance - Capacity management - Machine remanufacturing | |||||
| CP | - pay only when the machine is needed - lower total cost of ownership and/or lower up-front investments - have functionality or temporary availability of products, no ownership |
RC | - Digital capabilities - Service network collaboration - Long-term customer relationship - Contract and customer relationship management |
RM | - Recurrent revenues from service temporary contracts - Pricing per unit of service (i.e., time, number of uses), rental or leasing rent |
| - Suppliers outsourcing and collaborations to close the loop - Disassembly, inspection, evaluation and assembly operations | |||||
Table 4.
Correlation matrix, Repair or corrective maintenance.
| Value proposition | Value creation & delivery | Value capture | |||
|---|---|---|---|---|---|
| P/S | TroubleshootingAR maintenance | VC | Support maintenance phase /service operations | RS | Revenues models based on service packages |
| Spare parts/modules rent | Revenues from storing services | ||||
| S/M | - Existing/new customers - Segments of customers in need of expertise in certain non-core activities, convenience |
CC | Knowledge of machine and failure cases | CD | Service maintenance costs |
| Cost for warehousing and maintaining spare modules in good condition | |||||
| CP | Willing to accelerate/ make maintenance simpler | RC | - Digital capabilities - Service network cooperation |
RM | - Recurrent revenues from customized service packages - Platform fees |
| Suppliers’ management | |||||
Table 5.
Correlation matrix, Predictive maintenance.
| Value proposition | Value creation & delivery | Value capture | |||
|---|---|---|---|---|---|
| P/S | - Remote configuration, statistics and alarms - AR for maintenance - Usage lifetime tracking |
VC | Avoid physical interventions | RS | Revenues models based on service packages and/or tailored contracts |
| S/M | - Existing/new customers - Segments of customers in need of expertise in certain non-core activities, convenience |
CC | Knowledge of machine and failure cases | CD | Service maintenance costs |
| CP | Need to avoid unexpected failures | RC | - Digital capabilities - Service network cooperation |
RM | - Recurrent revenues from customized service packages - Platform fees |
Table 6.
Correlation matrix, Time-based maintenance.
| Value proposition | Value creation & delivery | Value capture | |||
|---|---|---|---|---|---|
| P/S | Maintenance kit | VC | Periodical shipment of maintenance kits to the customers | RS | Revenue models based on maintenance kit fee |
| S/M | -Segment of existing customers who wish to carry out maintenance autonomously - Segment of existing customers that did not buy original spare parts before |
CC | - Machine/customer localization- Orchestration of suppliers - Capacity management (demand and supply of products) |
CD | Maintenance kit logistics |
| CP | Need to avoid unexpected failures | RC | - Service network cooperation - Long-term customer relationship |
RM | Revenue from providing maintenance kit (time-based) |
Table 7.
Correlation matrix, Remanufacturing
| Value proposition | Value creation & delivery | Value capture | |||
| P/S | Remanufactured machines | VC | - RSC management (take back) and remanufacture operations - acquire spare parts from discarded products |
RS | - Reman machine is sold - Lower cost of spare parts supply - Additional revenues from residual values of products/materials |
| S/M | Segment of existing or new customers | CC | - Machine remanufacturing - Capacity management (demand and supply of products) |
CD | - Maintenance during guarantee - Machine disassembly/inspection/ri-assembly |
| CP | - lower total cost of ownership and/or lower up-front investments - Need machine in good condition, but with lower initial investments |
RC | - Suppliers outsourcing and collaborations to close the loop - Disassembly, inspection, evaluation and assembly operations |
RM | Revenue from high-quality products at lower prices |
Table 8.
Correlation matrix, Recondition
| Value proposition | Value creation & delivery | Value capture | |||
| P/S | Reconditioned machines | VC | RSC management (take back) and remanufacture operations | RS | - Reconditioned machine is sold - Lower cost of spare parts supply - Additional revenues from residual values of products/materials |
| S/M | Segment of existing or new customers | CC | - Machines recondition - Capacity management (demand and supply of products) |
CD | - Maintenance during guarantee - Machine disassembly/inspection/re-assembly |
| CP | - Lower total cost of ownership and/or lower up-front investments, convenience - Need machine in good condition - also not as new-, but with lower initial investments |
RC | - Suppliers outsourcing and collaborations to close the loop - Disassembly, inspection, evaluation and assembly operations |
RM | Revenue from reconditioned products sold at lower prices |
Table 9.
Correlation matrix, Refurbishment
| Value proposition | Value creation & delivery | Value capture | |||
| P/S | Machine refurbishment | VC | Refurbish machines as done in pilot cases | RS | Additional revenue through upgrade service |
| Back in box spare parts | - Provided low-price spare parts - Reimburse the client for returning old part - spare parts RSC management |
Remanufactured spare part selling | |||
| S/M | Segment of existing customers that want their machines to be upgrade | CC | Supply chain management (if upgraded occur outside the shopfloor where the machine is installed) | CD | Refurbishment cost + machine analysis status costs (+ reverse supply chain cost) |
| Segment of existing customers that did not buy original spare parts before | Spare parts refurbishment | - RSC, inspection, refurbishment costs - cost for spare part residual value reimbursement |
|||
| CP | Wish to have a keeping-up to times machine without investing a lot | RC | - Service network cooperation - Knowledge of machines + upgrading technologies |
RM | Payment of refurbishment service |
| Wish to pay less for maintenance but want guaranteed well-functioning spare parts | - Service network cooperation - Spare parts residue value estimation |
Bosch Exchange - back in box | |||
Table 10.
Correlation matrix, Recycle & cannibalization
| Value proposition | Value creation & delivery | Value capture | |||
| P/S | Used machine take back | VC | - RSC operation - Suppliers outsourcing and collaborations (i.e., collectors) |
RS | - Additional revenues from residual values of products/materials - Savings with reduced costs for resource input |
| S/M | Segment of customers who bought machines years ago and are replacing/dismantling the machine | CC | - Machine/customer localization - Recycling flow management |
CD | Costs related to machine taking back (RSC) and preparing for recycle |
| CP | - Need to get rid of old machine in a sustainable way - Need a turnkey solution for machine dismantling |
RC | - Access to core/EoL products/ Selective disassembly - RSC |
RM | Revenue model based on direct sales or trade of resources |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



