
Submitted:
14 July 2023
Posted:
18 July 2023
You are already at the latest version
Abstract
This comprehensive review paper provides a detailed analysis of the extraction methods employed in the dimension stone industry. Natural rock materials used in construction, have been historically extracted using primitive techniques such as thermal shock, hammer and chisel, and plug and feather. However, significant technological advancements have revolutionized the industry, leading to the widespread adoption of mechanized methods. One highly efficient technique is diamond wire cutting, which involves the utilization of diamond-engraved bits affixed to a tensioned steel wire. This method has demonstrated remarkable capabilities in minimizing waste generation and ensuring exceptional machining quality. Nonetheless, challenges such as high operating costs and wire breakage persist and require further investigation. In addition to diamond wire cutting, this review explores the utilization of circular diamond saws and frame sawing as alternative extraction methods. The geotechnical characteristics of the stone play a critical role in the selection of appropriate machinery, and researchers worldwide have conducted numerous studies to investigate the impact of each parameter on the extraction efficiency of these mechanized techniques. Moreover, controlled blasting with explosives emerges as a promising alternative for dimension stone extraction, warranting further exploration and optimization.
Keywords:
Diamond saw cutters
; Diamond wire cutting
; Dimension stones
; Expansive mortar
; Mining Engineering
; Natural stone extraction
1. Introduction
Dimension stones are natural rock materials that are extracted, shaped, or chosen for their suitability in various construction units, including blocks, plates, sheets, and other defined shapes or sizes, with or without refined surfaces. These versatile materials find applications both externally and internally in a wide range of architectural and technical contexts, such as buildings, foundations, curbs, roads, flags, bridges, and repairs. The extensive historical usage of dimension stones as construction materials underscores their enduring significance throughout mankind’s existence. From the monumental pyramids of Egypt to the awe-inspiring sculptures meticulously crafted by Michelangelo, diverse types of natural stones have been harnessed by human ingenuity for architectural endeavors.
In contemporary times, the predominant utilization of dimension stones can be classified as illustrated in Figure 1. Among the vast array of dimension stones available, marble, granite, limestone, and sandstone emerge as the primary contributors (Thrush, 1968). These stones are categorized into seven major groups according to the ASTM standards, encompassing granite, marble, limestone, sandstone, slate, serpentine, and travertine. However, researchers (Ghaysari et al., 2012; Hosseini et al., 2014; Kahraman Ulker, U.** & Delibalta, MS***, 2007; Tutmez et al., 2007; Wei et al., 2003) have proposed alternative classifications based on diverse production efficiencies, including sawability, drillability, power consumption, and cutting rates using diamond tools. These classifications aim to provide a more nuanced understanding of dimension stones’ properties and performance characteristics, aiding in their optimal utilization within the construction industry.
Due to continuous technological development and rapid dissemination of innovative design ideas demand for natural stones are dramatically increased in recent years (Çevim, n.d.; Tumac & Shaterpour-Mamaghani, 2018). Granite and other natural stones are high in demand as structural engineering materials and continues to grow due to their hardness, resistance to abrasion and aesthetic features (Polini & Turchetta, 2004). The demand for dimension stones in the global construction industry is predominantly motivated by the requirement for visually appealing and superior-quality materials. These naturally sourced stones, obtained from quarries, possess commendable attributes such as durability and distinct patterns, significantly enhancing the aesthetic appeal of buildings and structures. In response to this demand, an extensive variety of dimension stones, including granite, marble, limestone, sandstone, and slate, are provided by both large-scale quarrying operations and specialized firms.
The supply of dimension stones is efficiently executed by various countries and regions, each recognized for their distinct stone types and extraction capabilities. Notable contributors to the dimension stone industry comprise countries such as Italy, China, India, Brazil, Turkey, and the United States (refer to Figure 2) (Ashmole & Motloung, 2008). These nations possess abundant natural resources, advanced quarrying technologies, and well-established stone processing industries. The dimension stone supply chain entails the extraction of raw materials from quarries, followed by comprehensive processing and fabrication processes to meet the precise requirements of construction projects. Subsequently, these stones are distributed to diverse markets, encompassing both domestic and international domains, where they are utilized for architectural and decorative purposes.
Factors such as gross profit, desirability, safety, time, environmental conditions, and waste affect the choice of the mining method. These factors can be divided into quantitative and qualitative groups. Some of these factors have a negative impact on the choice of methods, while others are positive (Esmailzadeh et al., 2018). The production method must be determined by taking into account the physical, mechanical and textural properties of the rock, the geological structure of the rock, the extraction capacity of blocks, and the quantity of production (Ozcelik et al., 2004).
The profitability of dimension stone production hinges primarily on the extractable block size, which is heavily influenced by the three-dimensional pattern of the discontinuity system. Achieving optimal block size becomes imperative during natural stone quarrying, necessitating a thorough understanding of joint and fracture quantification, encompassing their spacing and orientation. A numerical algorithm has proven effective in solving the challenge of identifying unfractured blocks within arbitrarily oriented and distributed planes (Mosch et al., 2011).
The extraction of dimension stones has been an integral part of human civilizations since ancient times. Initially, primitive techniques were employed, harnessing the natural discontinuity systems inherent in rock formations. Methods such as thermal shock, hammer and chisel, and plug and feather were utilized by our ancestors to quarry dimension stones. These methods allowed for the extraction of stone blocks with limited precision and efficiency. However, with the rapid advancement of technology in recent decades, the dimension stone industry has undergone a remarkable transformation. As a result, extensive research has been conducted on the cutting performance of stone processing (H. Zhang et al., 2016). This paper provides a comprehensive review of the existing extraction methods practiced globally for natural stone extraction, such as mechanized methods which utilizes diamond tools and specialized chemical agents, and hybrid methods which utilizes combination of these techniques. It aims to reveal the strengths and weaknesses of each technique, assess resource requirements, evaluate suitability with rock deposits, address safety considerations, and highlight limitations. Safety in dimension stone trade is crucial to prevent serious incidents during rock removal, transportation, and processing in mines. The weight and intensity of high-dimensional stones, combined with the necessity to extract them in blocks, contribute to the high frequency of such incidents (Yarahmadi et al., 2014).
2. Dimension stone extraction methods
2.1. Primitive Techniques
The extraction of dimension stones using primitive techniques entails the process of obtaining large blocks or slabs of natural stone from quarries through methods predating modern machinery and technology. These methods have been historically employed by ancient civilizations and traditional stone workers across different regions.
During ancient times, some techniques involved the use of fire or hot water to heat the stone, followed by rapid cooling using cold water or air. This thermal shock induced cracks and fractures along the stone’s natural weak points. Manual excavation using hand tools such as chisels, picks, and hammers was a labor-intensive process that involved removing overburden and cutting through rock layers. Skilled craftsmen were essential for executing these tasks. Over time, advancements in stone extraction techniques led to the development of more refined methods.
One such method is the hammer and wedge technique, where a series of wedges is inserted into natural seams or fractures within the stone using a hammer. Gradual insertion of the wedges creates cracks and separates the stone from the quarry wall. In contemporary practices, hydraulic cylinders have replaced traditional wedges in marble and granite quarries. Subsequently, two or more cylinders containing pistons are lowered into the fissure, causing the block to tilt forward and facilitating its release. This modern approach significantly enhances efficiency and precision in the stone extraction process (Saliu & Shehu, 2013).
The Plug and Feather method is an effective technique derived from the hammer and wedge approach, designed to facilitate the controlled splitting of stones. This method involves the systematic drilling of a series of holes along a predetermined line, tailored to the stone’s specific characteristics. Optimal outcomes are achieved by reducing the spacing between holes while increasing their depth. Subsequently, metal plugs and feathers are carefully inserted into the holes, and the feathers are struck with a hammer. This action generates tension and promotes the expansion of fractures, ultimately resulting in the desired separation of stone blocks (Esmailzadeh et al., 2018). Figure 3 visually demonstrates the fundamental mechanism underlying this method, highlighting its effectiveness in stone splitting operations.
Primitive methods of dimension stone extraction have played a pivotal role in shaping architectural and construction practices throughout history, despite their reliance on extensive physical labor, specialized skills, and time-consuming processes. However, these traditional methods lack the efficiency and precision offered by contemporary techniques. Presently, dimension stone extraction predominantly relies on advanced machinery and cutting-edge technologies, enabling improved productivity and accuracy. Nonetheless, traditional methods continue to hold cultural significance, preserving ancient techniques and catering to specialized projects that prioritize the artisanal aspects of stone craftsmanship. It is essential to acknowledge that these primitive techniques are rarely employed in modern quarrying operations. Instead, the industry heavily relies on state-of-the-art machinery and tools such as diamond wire saws, channeling machines, hydraulic splitters and chemically induced fracturing methods ensuring efficient and precise extraction of dimension stones.
2.2. Diamond Wire Cutting
Diamond wire cutting is a highly mechanized method employed for the extraction of natural stones. This technique utilizes a steel wire embedded with diamond-engraved bits, which is tensioned and continuously moved by a specialized machine. These indispensable machines play a crucial role in various stages of dimension stone extraction, ranging from block production to the creation of final products. The diamond wire cutting method has evolved in response to evolving consumer demands(Esmailzadeh et al., 2018; Ozcelik & Yilmazkaya, 2011; Yarahmadi et al., 2014; Yılmazkaya, 2007).
The concept of diamond wires originated in England in the late 1950s, initially utilizing electroplated diamond beads fixed onto a multistranded steel rope. Initially, diamond wires were primarily employed for cutting igneous rocks, gradually expanding their use to dimension stones like granite (J. S. Konstanty, 2021). The cutting process involves pulling a properly pretensioned wire across the stone block at a linear speed of 24-30 m/s while adjusting the down-feed rate to maximize the wire’s lifespan. In general, for rocks with high abrasion resistance, a lower down-feed rate is employed (Wright & Engels, 2003).
The diamond wire method is a suitable choice for extracting rocks of higher value due to its ability to generate significantly less waste compared to other extraction methods. Although the operating costs of diamond wire cutting are relatively high, they can be justified when extracting valuable and high-grade natural stones (Esmailzadeh et al., 2018). When considering the selection of the diamond wire cutting method, several crucial factors come into play, including the location of the stone deposit, available space in the vicinity of the deposit, and the desired cutting direction of the mineral (Korobiichuk et al., 2016).
The positioning of the cutting machine depends on the geometry of the deposit and the specific block that needs to be liberated. To initiate the wire method, two boreholes are drilled at right angles to each other, intersecting at the corner of the block within the rock mass. Subsequently, the diamond wire is threaded through the drilled holes, forming a continuous loop (Ozcelik, 1999; Ozcelik et al., 2004). Figure 4a illustrates a schematic view of the cutting process using the diamond wire method, while Figure 4b depicts the design of a typical diamond wire.
The diamond wire cutting machine, fixed on rails, provides both the rotation of the diamond wire and the necessary tension for cutting, located away from the rock mass. As the cutting process begins, the machine moves away from the rock face while maintaining consistent wire tension until the entire cut face is successfully liberated. Water is employed during the process, serving as both a coolant and a medium to eliminate waste particles generated through abrasion. The diamond wire itself is essentially a steel wire with diamond bits evenly distributed at regular intervals (Ataei et al., 2012; Ozcelik, 1999). Figure 5 illustrates the process of liberating stone blocks from a deposit using a diamond wire machine equipped with a single wire.
Diamond wire cutting can be used in various stages of ornamental stone processing. Even if the initial blocks are mined out by other extraction methods, later these blocks can be processed by diamond wire cutting in processing plants. The schematic view of the process is shown below in Figure 6.
It is crucial for the ornamental stone extraction industry to evaluate the performance of diamond wire sawing since it is the major influence on the sawing cost of stone blocks. Studies have been carried out to investigate the influence of sawing parameters on diamond wire cutting efficiency, and they are shown in Table 1.
The utilization of the diamond wire method for extracting ornamental stones offers several advantages over alternative techniques. These include superior machining quality, minimal waste generation, and the elimination of unnecessary pre-processing in the final production stage. However, there are inherent disadvantages associated with diamond wire sawing. These include high operating costs, the complex nature of operations, the frequent occurrence of wire breakage, the limited lifespan of machinery and cutting capability, and the potential for unevenly finished cut faces due to eccentric diamond bead wearing (J. S. Konstanty, 2021; Turchetta et al., 2017).
Wire breakage and partial bead wear are significant drawbacks due to the expensive nature of the wire and the resulting uneven finishes on the cut faces. To optimize the diamond wire cutting process, scholars, as demonstrated by the study conducted by (Turchetta et al., 2017), have explored the technique of pre-twisting the diamond wire prior to installation. This pre-twisting imparts axial rotation to the wire during circulation, leading to uniform wear and smooth finished cut surfaces in the extracted blocks. The axial movement and kinematics of the diamond bead during the cutting process are depicted in Figure 7.
The major risks associated with the diamond wire extraction method can be categorized as cutting wire rupture, traffic accidents, rockfalls, and personnel falling from the crest of quarry blocks (Yarahmadi et al., 2014). These risks necessitate careful attention to safety protocols and comprehensive risk assessment measures during diamond wire cutting operations.
2.3. Diamond Saw Cutting/Circular Saw Cutting
A diamond saw cutter can be described as a steel blade, either in a straight or circular shape, with diamond-impregnated segments randomly distributed along the periphery. These diamond abrasive grains are embedded within a metal matrix, designed to have a wear rate that matches the diamonds, ensuring efficient cutting and high wear resistance. As the cutting process commences, the segments gradually wear down, allowing new diamonds to emerge from the metal matrix (Xu et al., 2001).
Circular diamond saws are extensively utilized in various industrial applications, including sawing, cutting, grinding, and tile and concrete cutting. These saws offer convenience due to their speed, flexibility, cost-effectiveness, and ease of operation, while maintaining a high level of accuracy in the cut surfaces (Ersoy & Atıcı, 2004).
When it comes to the production of stone slabs in natural stone processing plants, large diameter circular saws (LDCSs) play a prominent role. LDCSs offer excellent production performance with minimum costs compared to other commonly used machinery in natural stone production. They are operated by a single operator and result in smooth-surfaced plates without the need for additional shaping processes(J. Konstanty, 2002).
Diamond impregnated segments utilized for stone cutting undergo wear as the rigid cracks on the manufactured surface pass through their mineral components. The diamond crystals, which function as cutting edges, are securely fixed within the matrix. Over time, they gradually erode while executing the cutting process, experiencing mechanical degradation until they are ultimately decomposed. The matrix material used for producing these segments is typically a copper-cobalt alloy or a composite metal comprising both materials (Ucun et al., 2011).
However, there are limitations that arise from the geotechnical characteristics of the stone itself. The selection of suitable machines is typically based on factors such as the physical and mechanical properties of the stone, characteristics of the machine, properties of the saw, penetration rate, and tool consumption. The performance of the machines directly influences plant planning and cost estimation for manufacturers (Tumac, 2015, 2016). Figure 8a,b showcases a typical circular saw cutter and the associated parameters involved (Di Ilio & Togna, 2003).
Within a circular saw, the blade undergoes continuous rotation at a high peripheral speed, typically exceeding 25 m/s. This rotational motion results in the formation of a matrix tail behind each diamond particle, serving as a support during the cutting process (J. Konstanty, 2002).
The mechanical interaction during the cutting process involves friction between the stone particles and the diamonds, as well as abrasion between the stone and the metal matrix (Tönshoff et al., 2002). Figure 9 provides a schematic representation of the cutting process and illustrates the mechanical processes involving a single diamond crystal.
The fracture mechanism of a single diamond can be described through the following steps: 1. The indentation of diamonds increases pressure on the stone, 2, Diamonds generate pressure until a fracture is initiated. The penetration of grains into the fractures eliminates the chip (Di Ilio & Togna, 2003).
The stone grain experiences tangential forces, resulting in both tensile and compressive stresses. This process, known as primary chip formation, occurs when the elastic deformation of the grain reaches its maximum and fails under compressive stress. Subsequently, upon load removal, the stone grains undergo elastic reversion, leading to critical tensile stress. Under the ultimate tensile stress, rock particles experience brittle failure, which is referred to as secondary chip formation. The overall material removal rate is limited by the maximum thermal and mechanical loading capacity of diamond bits (Ertingshausen, 1984).
To ensure sufficient space for chip removal, the cutting parameters need to be considered along with the composition of the cutting edge. This consideration prevents excessive sludge buildup, avoiding adverse conditions of mechanical wear. The cutting direction, whether upward or downward (as shown in Figure 10), can also impact tool behavior and justify modifications to saw blade specifications (J. Konstanty, 2002).
Frame sawing is a variant of diamond sawing cutting, wherein a straight blade equipped with diamond bits undergoes a reciprocal movement at a slow sinusoidal speed, typically reaching a maximum of 2 m/s. Currently, frame wire saws are widely employed for cutting natural stones, offering advantages such as high processing efficiency, excellent cutting quality, and the potential to reduce operational costs. Frame saw machines are capable of accommodating multiple blades, enabling the simultaneous production of multiple slabs. In typical marble processing frame saws, up to 25 blades, each with a length of 3-4m, thickness of 3-3.5 mm, and height of 18cm, can be utilized. The kinematic diagram of a wire frame machine is depicted in Figure 11 (J. Konstanty, 2002; H. Zhang et al., 2016).
The wear mechanism of diamond grains during sawing can be categorized into four primary forms: 1. Adhesion wear: Diamond grains adhere to the stone grains, and particles are sheared off. 2.Friction wear: Cutting very hard rocks can cause the diamond to scratch the surface, 3.Wear by diffusion: Chemical reactions between the metal matrix and the diamond surfaces lead to a reduction in strength and hardness, 4.Grain fracture: Grains may fracture due to mechanical or thermal overloading, or (Tönshoff et al., 2002).
The wear morphologies of diamond grits can be classified as emerging diamond, whole diamond, blunt diamond, crack diamond, microfracture diamond, macro-fractured diamond, wear flat diamond, and pull-out diamond. Mechanical wear or fatigue-induced wear is the most dominant form during cutting of hard stones (Wang et al., 2023).
Predicting and monitoring the performance of saw tools is crucial for the comprehensive design of a quarry or processing plant that utilizes diamond saw cutting. Cost estimation and production rates measurements are also vital for the overall project’s economy. Several researchers have conducted studies predicting the performance of diamond saw blades, considering various influencing parameters, which are summarized in Table 2 below.
From the studies, factors illustrated in Table 3 were found to be the dominant in controlling the performance of saw cutting efficiency.
The accurate selection and estimation of the performance of Large Diameter Circular Saws (LDCS) are two crucial parameters that significantly impact plant cost estimates and planning. These parameters depend on the physical and mechanical properties of the stone, machine specifications and design, and operational conditions (Tumac & Shaterpour-Mamaghani, 2018).
The sawability of natural rock materials serves as the basis for the design and rational use of diamond saw blades. Simulated sawing experiments replicate practical processing processes of natural rocks and can assess the sawing ability of these materials. To reduce reliance on the working state of the Diamond Saw Blade when calculating sawability, a standard control material and the X value are introduced. The X value represents the ratio of the removal volume of the standard material to that of the natural rock material under the same sawing conditions. Comparisons between X values and actual cutting areas demonstrate that this new method efficiently classifies the cutting ability of natural rock materials. It assists tool makers in selecting the most suitable matrix and diamond type for specific rock types, providing valuable guidance based on prior experience (S. H. Zhang & Lu, 2003).
One major drawback of LDCS is their considerable thickness (8mm), which leads to increased material waste (Turchetta et al., 2014). Another significant concern in cutting hard rocks like granite using the diamond saw method is saw cutter wear. Research by (Di Ilio & Togna, 2003) reveals that both the metal matrix and grain characteristics influence the rate of wear on the diamond particles. The study concludes that a suitable matrix material should provide adequate grain support and have a consistent wear rate to achieve an efficient cutting process.
The high speed of machines used in diamond circular saw cutting generates noise, large amounts of dust, and other pollutants that can negatively impact the health and safety of workers. One limitation of diamond circular saws is that the effective cutting depth is limited to 30-35% of the blade diameter (Tönshoff et al., 2002). The diamond frame saw, currently employed for processing marble slabs, is not suitable for processing granite. Additionally, in frame sawing, the reciprocating movement hinders the removal of debris, resulting in severe matrix wear when material becomes built up in the cut (H. Zhang et al., 2016)
2.4. Expansive Mortar
Expansive mortar, also known as non-explosive or silent cracking agent, is a chemical compound specifically formulated to induce controlled cracking and fragmentation of rocks. It has gained prominence as a more controlled alternative to traditional methods like blasting, offering several advantages in terms of efficiency, reduced risks to personnel and surrounding structures, and environmental sustainability. Expansive mortar minimizes noise, vibration, and air pollution, making it an environmentally friendly option.
Typically, expansive mortar is composed of a blend of cementitious materials, non-toxic additives, and water. When mixed with water and poured into pre-drilled holes, it undergoes a controlled expansion process. Over time, through hydration and watering, the slurry expands, generating sufficient pressure within the rock mass. This pressure ultimately causes controlled cracking and fragmentation, allowing for precise extraction of desired rock sizes (Esmailzadeh et al., 2018).
Numerous studies have demonstrated the effectiveness of expansive mortar in achieving controlled rock fragmentation. This controlled process enables selective extraction of specific rock sizes, making it highly valuable in mining and quarrying operations. Furthermore, the controlled nature of expansive mortar ensures efficient excavation without causing damage to adjacent structures, which is particularly important in urban construction and tunneling projects (R. V. De Silva et al., 2016; V. R. S. De Silva et al., 2018). This particularlily helps miners to liberate dimension stone blocks from the deposit without causing damage to the extracted block and the parent rock. A line of boreholes will be drilled along the intended block surfaces and the expansive mortar slurry will be poured in. With the expansion of the chemical due to hydration, pressure will be exerted on the inner walls of the boreholes leading to fractures connecting each hole. Once each fracture plane is connected a block of stone can be removed.
While expansive mortar offers numerous advantages, further research is needed to explore its full potential and address specific challenges. The development of optimized formulations, improved crack control techniques, and the application of expansive mortar in complex rock formations require additional investigation. Furthermore, evaluating the cost-effectiveness of expansive mortar compared to traditional methods is crucial for promoting its widespread adoption.
Workers handling expansive mortar may experience health issues such as lung diseases and eye irritation. Although there is no concrete evidence linking these health problems to the use of expansive mortar, the utilization of low-quality and harmful ingredients in some formulations could contribute to cost reduction. Moreover, the potential generation of harmful gases using non-standard powders cannot be overlooked. In certain cases, the low quality of these materials can result in immediate expansion after use, particularly in hot weather, resembling an explosive reaction (Esmailzadeh et al., 2018).
3. Discussion
The extraction of dimension stones has undergone a remarkable transformation from primitive techniques to modern mechanized methods, driven by rapid technological advancements in recent decades. This comprehensive review paper explores the existing extraction methods employed globally for natural stone extraction, including both traditional and mechanized approaches. The industry’s shift towards state-of-the-art machinery and tools is evident, as it ensures efficient and precise extraction of dimension stones.
Historically, ancient techniques such as thermal shock, hammer and chisel, and plug and feather were employed, requiring labor-intensive manual excavation with hand tools. Skilled craftsmen played a vital role in executing these tasks. However, with advancements in stone extraction techniques, more refined methods were developed. The hammer and wedge technique and the Plug and Feather method emerged as effective approaches for controlled splitting of stones, involving systematic drilling and tailored procedures based on the stone’s specific characteristics.
In modern quarrying operations, the industry heavily relies on advanced machinery and tools. Diamond wire cutting, in particular, has gained prominence as a highly mechanized method for extracting natural stones. This technique utilizes a steel wire embedded with diamond-engraved bits, tensioned and continuously moved by specialized machines. The diamond wire method offers several advantages, including superior machining quality, minimal waste generation, and reduced need for unnecessary pre-processing in the final production stage. However, it is important to acknowledge the inherent disadvantages associated with diamond wire sawing, such as high operating costs, complex operations, wire breakage, limited machinery lifespan, and potential for unevenly finished cut faces.
Another significant aspect of stone extraction involves the use of diamond saw cutters, which are steel blades with diamond-impregnated segments. Circular diamond saws, extensively utilized in various industrial applications, offer excellent production performance with minimum costs compared to other machinery used in natural stone production. However, the selection of suitable machines depends on factors such as the physical and mechanical properties of the stone, characteristics of the machine, properties of the saw, penetration rate, and tool consumption.
Frame sawing, a variant of diamond sawing cutting, has gained traction in cutting natural stones. This technique employs a straight blade equipped with diamond bits and undergoes a reciprocal movement at a slow sinusoidal speed. Frame saw machines, capable of accommodating multiple blades, enable the simultaneous production of multiple slabs, thus offering advantages such as high processing efficiency, excellent cutting quality, and potential reduction in operational costs.
Expansive mortar, currently utilized in dimension stone extraction, exhibits drawbacks including substantial waste generation, low operational efficiency, and unsatisfactory finishing quality. The method involves the strategic placement of closely spaced boreholes along a designated line, which are subsequently filled with chemical agents to induce a controlled fracture plane.
In contrast, pre-split blasting, a technique classified under controlled blasting, emerges as a viable alternative for optimizing dimension stone extraction processes. Through careful consideration of the rock mass properties, controlled blasting with explosives offers the potential to overcome the limitations associated with expansive mortar, as well as the high costs linked to diamond tools. This optimization endeavor ultimately yields heightened operational efficiency and a reduction in both operational and capital expenses, and also can be utilized as hybrid method of extraction for coupled with currently available techniques.
The findings of this review paper highlight the need for continued research and development efforts in the dimension stone industry. Addressing the challenges associated with extraction methods is crucial for ensuring sustainable and efficient practices. Furthermore, considering the geotechnical characteristics of the stone, along with advancements in machinery and tools, will contribute to the development of improved extraction techniques and enhance the overall performance and cost-effectiveness of the industry.
Funding
The authors declare that they have no financial or non-financial competing interests.
Acknowledgments
Author wishes to acknowledge the assistance given by the Department of Earth Resources Engineering and the financial assistance given by the Senate Research Grant, University of Moratuwa under the no: SRC/LT/2021/10.
References
- Ashmole, I., & Motloung, M. (2008). Dimension stone: the latest trends in exploration and production technology. Proceedings of the International Conference on Surface Mining, 5(8).
- Ataei, M.; Mikaiel, R.; Sereshki, F.; Ghaysari, N. Predicting the production rate of diamond wire saw using statistical analysis. Arab. J. Geosci. 2011, 5, 1289–1295. [Google Scholar] [CrossRef]
- Cardu, M., Patrucco, M., Lovera, E., & Michelotti, E. (2005). Quarrying by explosive and diamond wire in hard dimension stones. Proceedings of the European Federation of Explosives Engineers.
- Çevim, K. C. (n.d.). Doğal Taş Fabrikalarında Kullanılan Dairesel Testereli Blok Kesme (s/t) Makineleri İçin Performans Tahmin Modelinin Geliştirilmesi. Fen Bilimleri Enstitüsü.
- De Silva, R.V.; Gamage, R.P.; Perera, M.S.A. An Alternative to Conventional Rock Fragmentation Methods Using SCDA: A Review. Energies 2016, 9, 958. [Google Scholar] [CrossRef]
- De Silva, V.; Ranjith, P.; Perera, M.; Wu, B.; Rathnaweera, T. A modified, hydrophobic soundless cracking demolition agent for non-explosive demolition and fracturing applications. Process. Saf. Environ. Prot. 2018, 119, 1–13. [Google Scholar] [CrossRef]
- Di Ilio, A.; Togna, A. A theoretical wear model for diamond tools in stone cutting. Int. J. Mach. Tools Manuf. 2003, 43, 1171–1177. [Google Scholar] [CrossRef]
- Ersoy, A.; Atıcı, U. Performance characteristics of circular diamond saws in cutting different types of rocks. Diamond and Related Materials 2004, 13, 22–37. [Google Scholar] [CrossRef]
- Ertingshausen, W. (1984). Zerspanung von Granit mit Diamanttrennscheiben (Dr. Dissertation, University of Hannover.
- Esmailzadeh, A.; Mikaeil, R.; Sadegheslam, G.; Aryafar, A.; Gharehgheshlagh, H.H. Selection of an Appropriate Method to Extract the Dimensional Stones Using FDAHP & TOPSIS Techniques. Journal of Soft Computing in Civil Engineering 2018, 2, 101–116. [Google Scholar] [CrossRef]
- Ghaysari, N.; Ataei, M.; Sereshki, F.; Mikaiel, R. Prediction of Performance of Diamond Wire Saw with Respect to Texture Characteristics of Rock / Prognozowanie Wydajności Pracy Strunowej Piły Diamentowej W Odniesieniu Do Charakterystyki Tekstury Skał. Arch. Min. Sci. 2012, 57, 887–900. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Ataie, M.; Aghababaie, H. A laboratory study of rock properties affecting the penetration rate of pneumatic top hammer drills. Journal of Mining and Environment 2014, 5, 25–34. [Google Scholar] [CrossRef]
- Kahraman Ulker, U.; Delibalta, M.S. A quality classification of building stones from P-wave velocity and its application to stone cutting with gang saws. Journal of the Southern African Institute of Mining and Metallurgy 2007, 107, 427–430. [Google Scholar]
- Konstanty, J. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol. 2002, 123, 146–154. [Google Scholar] [CrossRef]
- Konstanty, J. S. The mechanics of sawing granite with diamond wire. The International Journal of Advanced Manufacturing Technology 2021, 116, 2591–2597. [Google Scholar] [CrossRef]
- Korobiichuk, I.; Korobiichuk, V.; Iskov, S.; Nowicki, M.; Szewczyk, R. PECULIARITES OF NATURAL STONE EXTRACTION TECHNOLOGY WITH THE HELP OF DIAMOND WIRE MACHINES. International Multidisciplinary Scientific GeoConference: SGEM 2016, 2, 649–656. [Google Scholar]
- Mosch, S.; Nikolayew, D.; Ewiak, O.; Siegesmund, S. Optimized extraction of dimension stone blocks. Environ. Earth Sci. 2010, 63, 1911–1924. [Google Scholar] [CrossRef]
- Ozcelik, Y. (1999). Investigation of the working conditions of diamond wire cutting machines in marble industry. PhD Thesis, Hacettepe University, Ankara (in Turkish).
- Ozcelik, Y.; Polat, E.; Bayram, F.; Ay, A. Investigation of the effects of textural properties on marble cutting with diamond wire. Int. J. Rock Mech. Min. Sci. 2004, 41, 228–234. [Google Scholar] [CrossRef]
- Ozcelik, Y.; Yilmazkaya, E. The effect of the rock anisotropy on the efficiency of diamond wire cutting machines. Int. J. Rock Mech. Min. Sci. 2011, 48, 626–636. [Google Scholar] [CrossRef]
- Polini, W.; Turchetta, S. Force and specific energy in stone cutting by diamond mill. Int. J. Mach. Tools Manuf. 2004, 44, 1189–1196. [Google Scholar] [CrossRef]
- Saliu, M.; Shehu, S. Bench Blasting Design for Optimum Recovery of Blocks in Dimension Stone Quarries: A Case Study of Crushed Rock Industry, Supare-Nigeria. Glob. J. Eng. Res. 2013, 12, 85–92. [Google Scholar] [CrossRef]
- Thrush, P. W. (1968). A dictionary of mining, mineral, and related terms. US Bureau of Mines.
- Tönshoff, H.; Hillmann-Apmann, H.; Asche, J. Diamond tools in stone and civil engineering industry: cutting principles, wear and applications. Diam. Relat. Mater. 2002, 11, 736–741. [Google Scholar] [CrossRef]
- Tumac, D. Predicting the performance of large diameter circular saws based on Schmidt hammer and other properties for some Turkish carbonate rocks. Int. J. Rock Mech. Min. Sci. 2015, 75, 159–168. [Google Scholar] [CrossRef]
- Tumac, D. Artificial neural network application to predict the sawability performance of large diameter circular saws. Measurement 2016, 80, 12–20. [Google Scholar] [CrossRef]
- Tumac, D.; Shaterpour-Mamaghani, A. Estimating the sawability of large diameter circular saws based on classification of natural stone types according to the geological origin. Int. J. Rock Mech. Min. Sci. 2018, 101, 18–32. [Google Scholar] [CrossRef]
- Turchetta, S.; Polini, W.; Gelfusa, G.; Venafro, E. A new sawing machine by diamond wire. The International Journal of Advanced Manufacturing Technology 2014, 70, 73–78. [Google Scholar] [CrossRef]
- Turchetta, S.; Sorrentino, L.; Bellini, C. A method to optimize the diamond wire cutting process. Diam. Relat. Mater. 2017, 71, 90–97. [Google Scholar] [CrossRef]
- Tutmez, B.; Kahraman, S.; Gunaydin, O. Multifactorial fuzzy approach to the sawability classification of building stones. Constr. Build. Mater. 2007, 21, 1672–1679. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Büyüksagis, I.S.; Tasgetiren, S. An investigation on the effect of diamond concentration and matrix material composition in the circular sawing process of granites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2010, 225, 17–27. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, J.; Kang, J.; Zhang, H. Analysis of diamond wear morphology and segment wear evolution during the process of hard granite sawing. Int. J. Refract. Met. Hard Mater. 2023, 110, 106040. [Google Scholar] [CrossRef]
- Wei, X.; Wang, C.; Zhou, Z. Study on the fuzzy ranking of granite sawability. J. Mater. Process. Technol. 2003, 139, 277–280. [Google Scholar] [CrossRef]
- Wright, D. N.; Engels, J. A. The environmental and cost benefits of using diamond wire for quarrying and processing of natural stone. Industrial Diamond Review 2003, 4, 16–17. [Google Scholar]
- Xu, X.; Li, Y.; Malkin, S. Forces and Energy in Circular Sawing and Grinding of Granite. J. Manuf. Sci. Eng. 2000, 123, 13–22. [Google Scholar] [CrossRef]
- Yarahmadi, R.; Bagherpour, R.; Khademian, A. Safety risk assessment of Iran’s dimension stone quarries (Exploited by diamond wire cutting method). Saf. Sci. 2014, 63, 146–150. [Google Scholar] [CrossRef]
- Yılmazkaya, E. (2007). Investigation of some factors affecting block production with diamond wire cutting method. MSc Thesis, Hacettepe University, Turkey (in Turkish).
- Zhang, H.; Zhang, J.; Wang, Z.; Sun, Q.; Fang, J. A new frame saw machine by diamond segmented blade for cutting granite. Diam. Relat. Mater. 2016, 69, 40–48. [Google Scholar] [CrossRef]
- Zhang, S.; Lu, F. A New Method of Grading the Sawability of Natural Rock Materials. Key Eng. Mater. 2003, 250, 293–296. [Google Scholar] [CrossRef]
Figure 1.
Main Uses of Dimensions Stones. Reproduced after (Ashmole & Motloung, 2008).
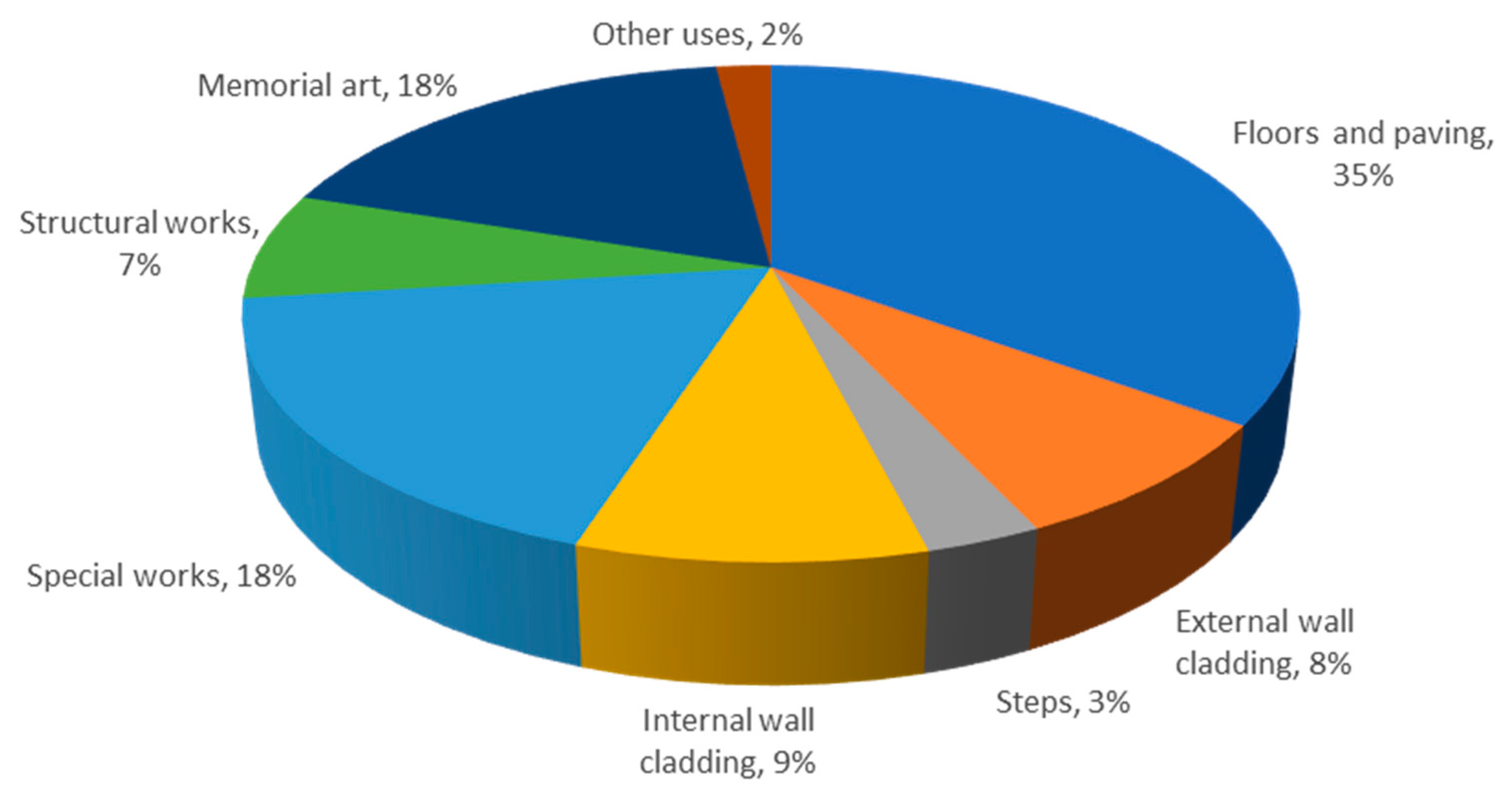
Figure 2.
Dimension stone production percentage by country. Reproduced after (Jalalian et al., 2021).
Figure 2.
Dimension stone production percentage by country. Reproduced after (Jalalian et al., 2021).
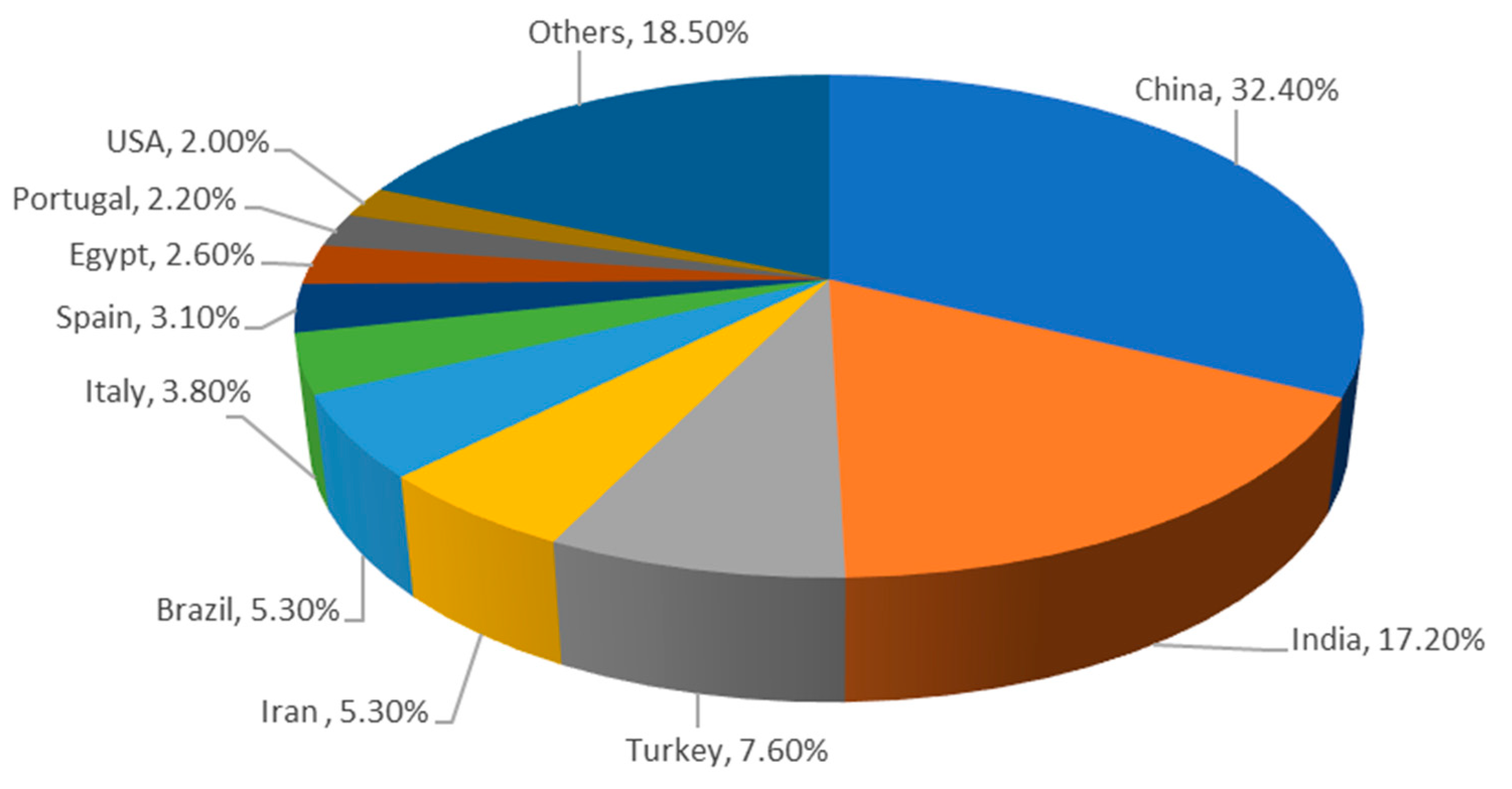
Figure 3.
Plug and feather—schematic view of rock penetration.
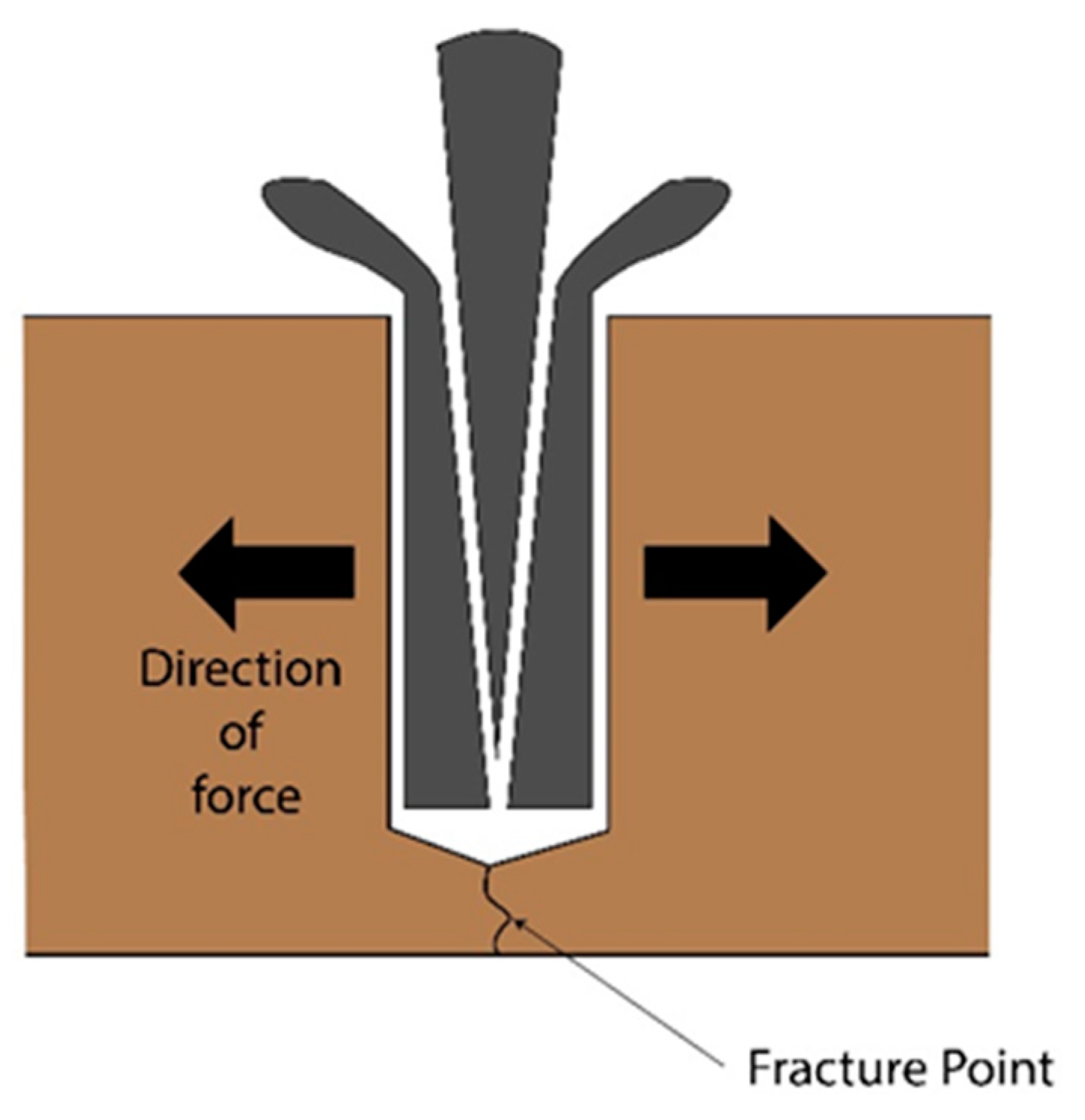
Figure 4.
Schematic presentation of a diamond wire cutting layout and cross-section of diamond bead. Reproduced after (Ataei et al., 2012).
Figure 4.
Schematic presentation of a diamond wire cutting layout and cross-section of diamond bead. Reproduced after (Ataei et al., 2012).
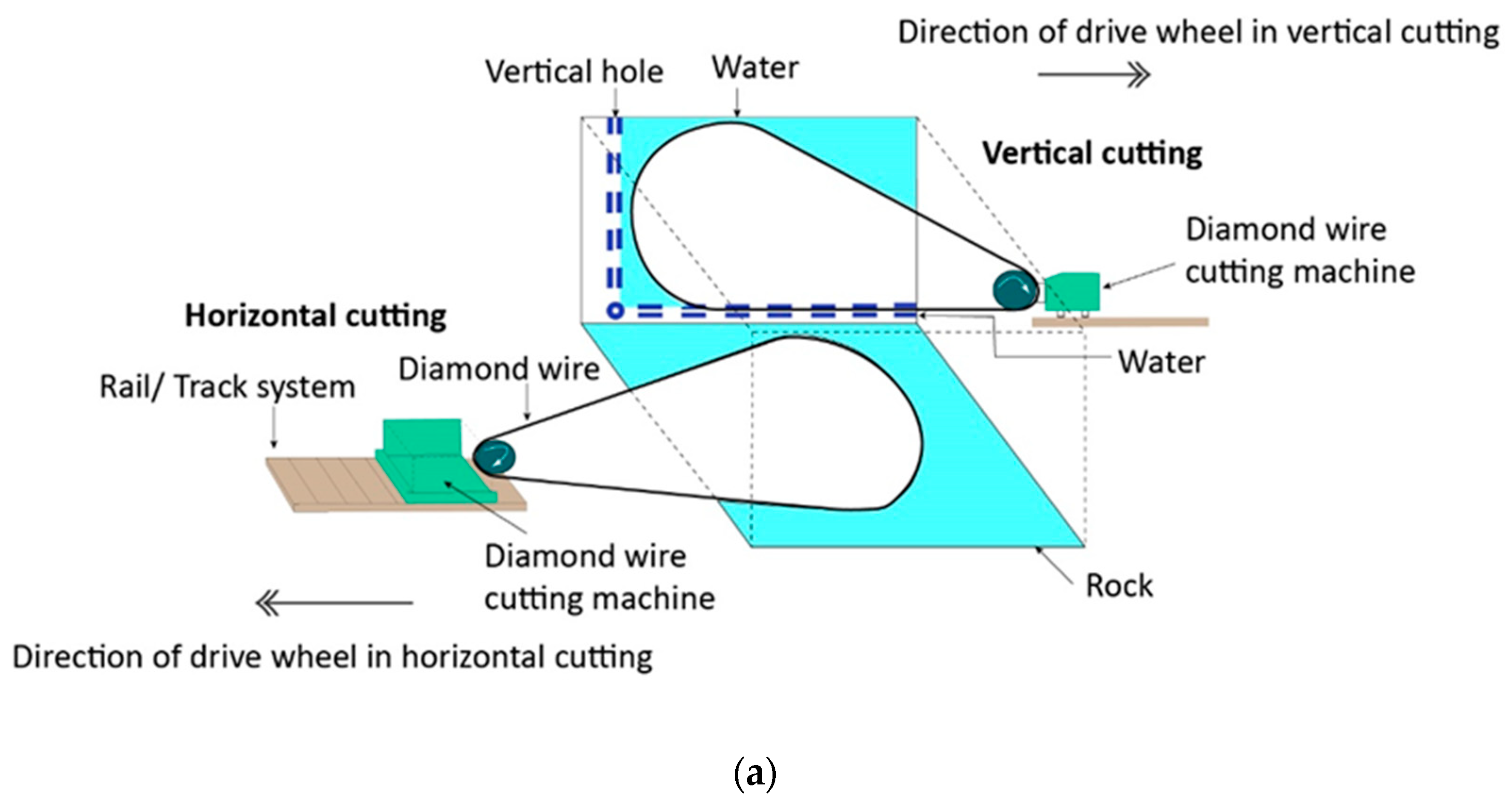
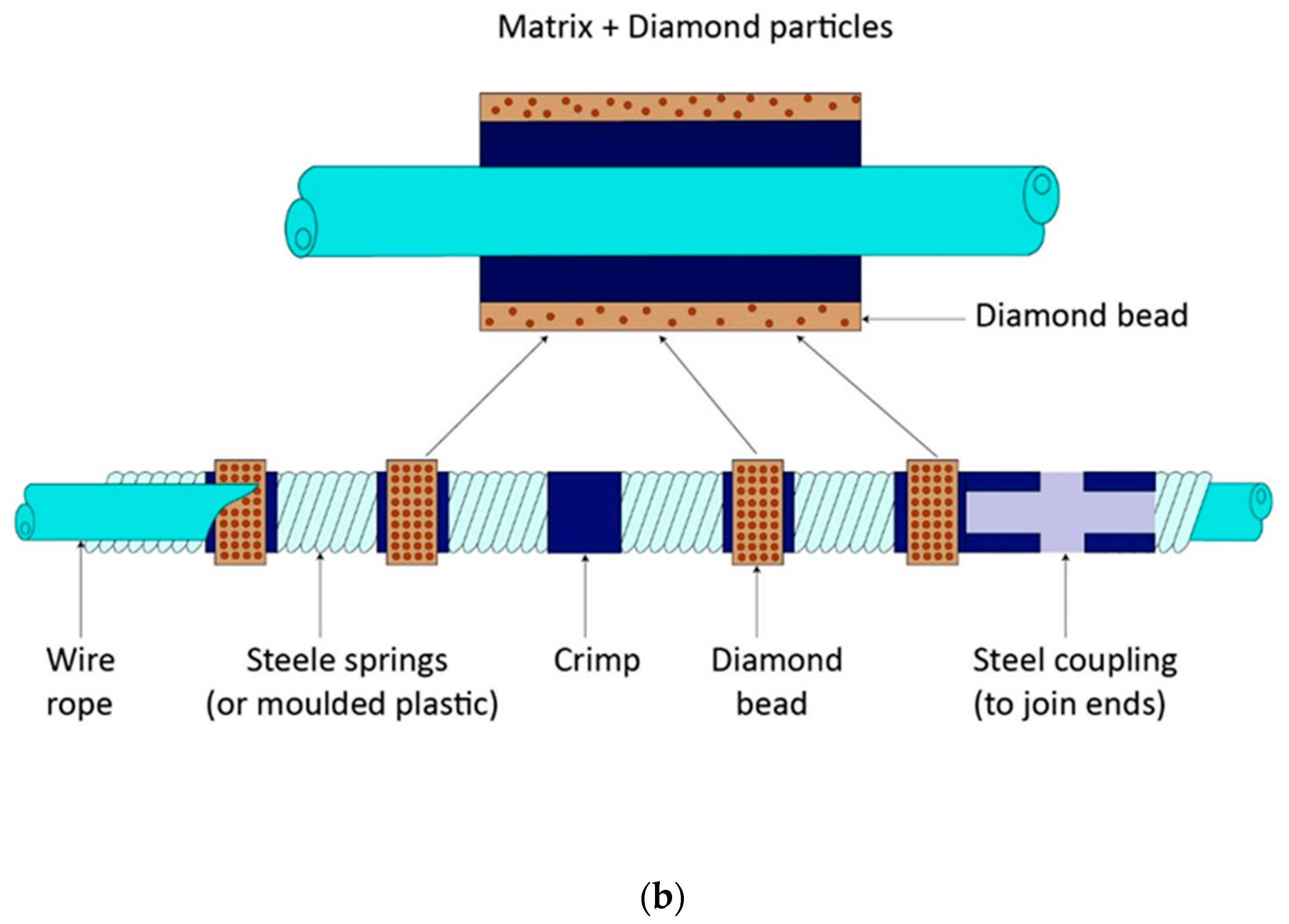
Figure 5.
Schematic representation of block cutting with a diamond wire saw. Reproduced after (J. S. Konstanty, 2021) ;Vf = Down-feed rate and Vs = Linear speed.
Figure 5.
Schematic representation of block cutting with a diamond wire saw. Reproduced after (J. S. Konstanty, 2021) ;Vf = Down-feed rate and Vs = Linear speed.
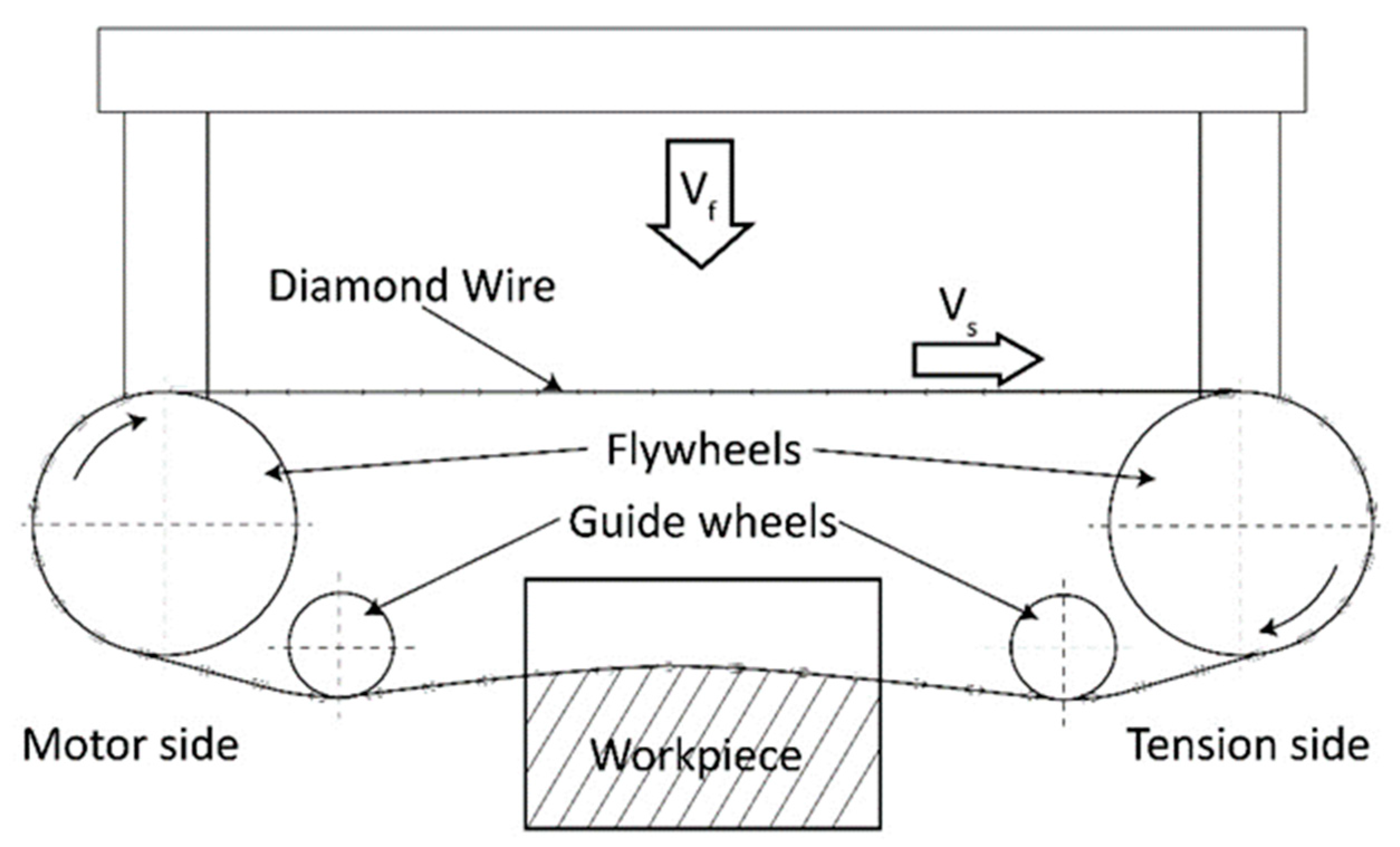
Figure 6.
Schematic representation of block cutting with a diamond wire. Reproduced after (Cardu et al., 2005).
Figure 6.
Schematic representation of block cutting with a diamond wire. Reproduced after (Cardu et al., 2005).
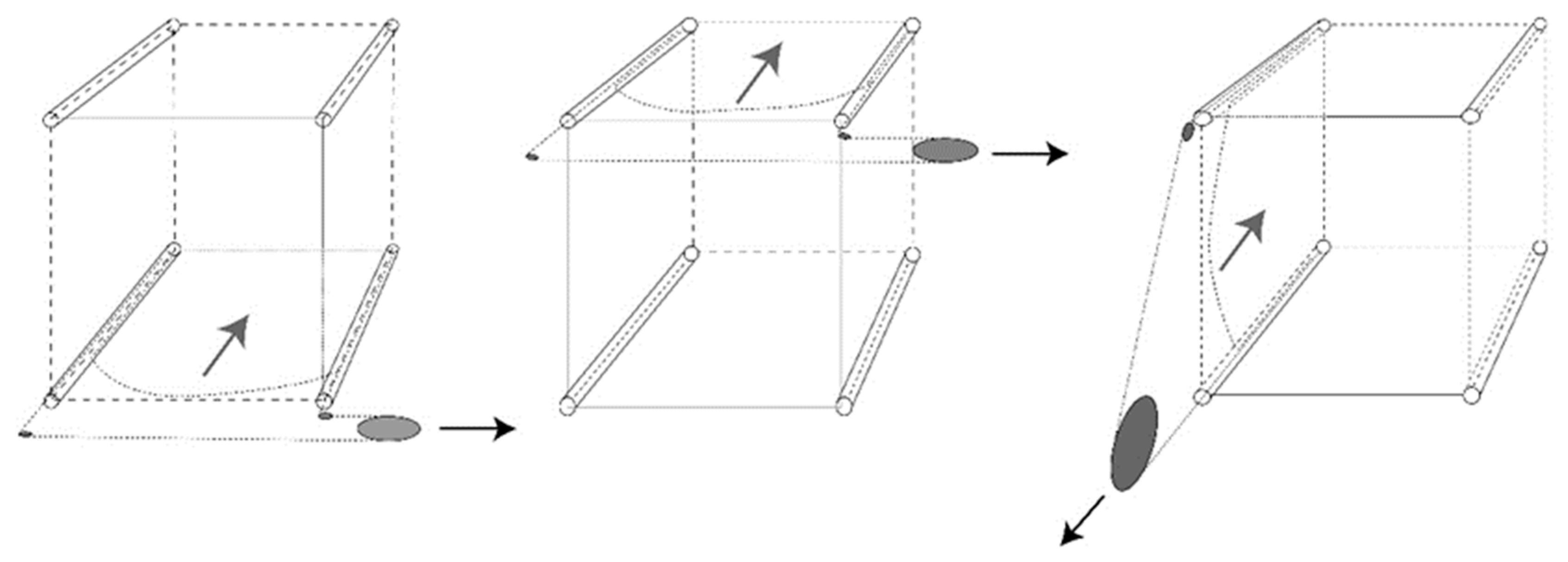
Figure 7.
Kinematic diagram of a diamond bead cutting the stone block. Reproduced after (J. S. Konstanty, 2021).
Figure 7.
Kinematic diagram of a diamond bead cutting the stone block. Reproduced after (J. S. Konstanty, 2021).
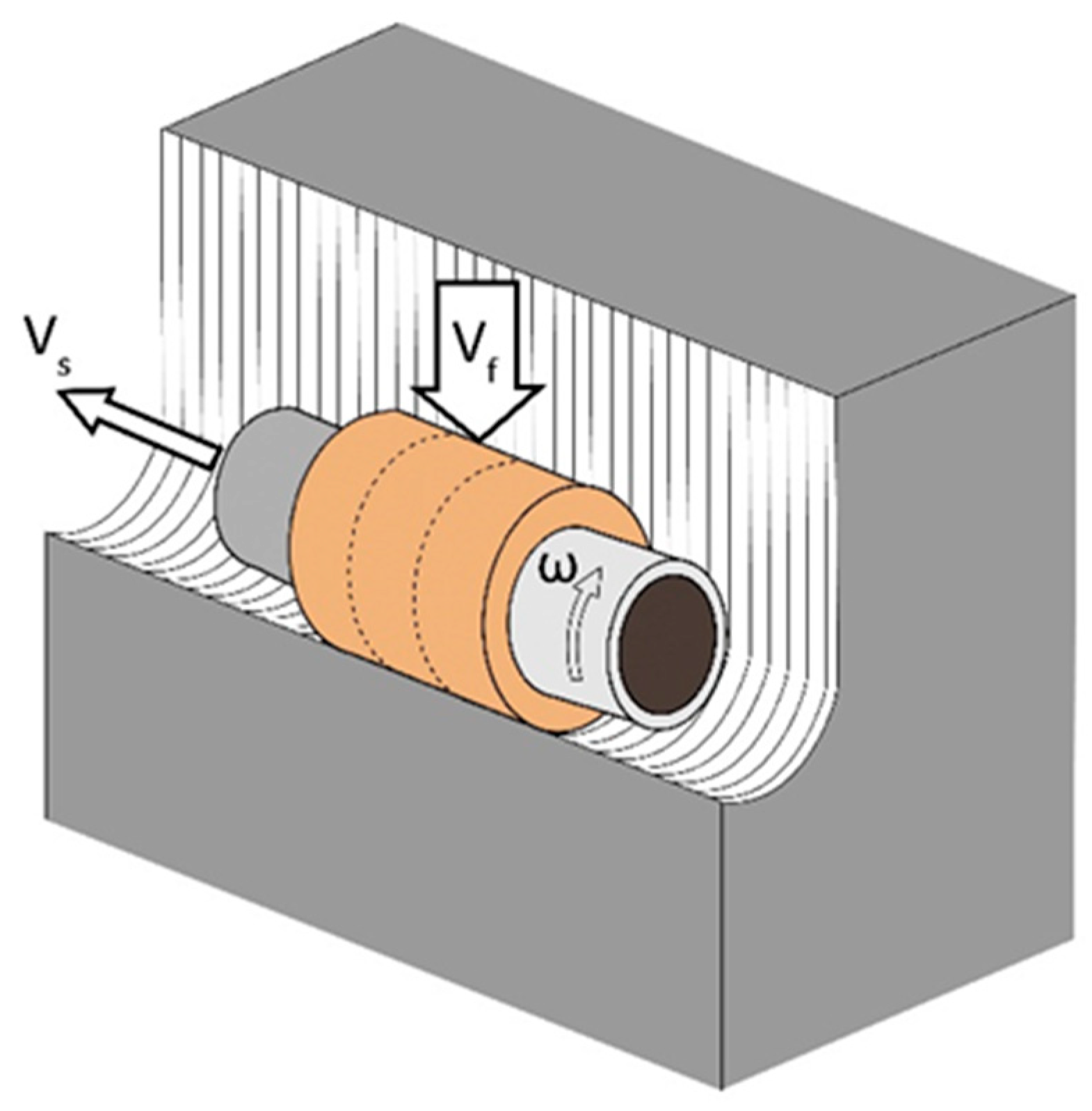
Figure 8.
Typical circular tool for stone cutting (a) and parameters involved in stone cutting process (b). Reproduced after (Di Ilio & Togna, 2003). ω -blade angular velocity (r.p.m.), Vw -horizontal feed, d.o.c.—depth of cut, φ -contact angle, T -tangential force, ꞇ -torque of the saw blade.
Figure 8.
Typical circular tool for stone cutting (a) and parameters involved in stone cutting process (b). Reproduced after (Di Ilio & Togna, 2003). ω -blade angular velocity (r.p.m.), Vw -horizontal feed, d.o.c.—depth of cut, φ -contact angle, T -tangential force, ꞇ -torque of the saw blade.
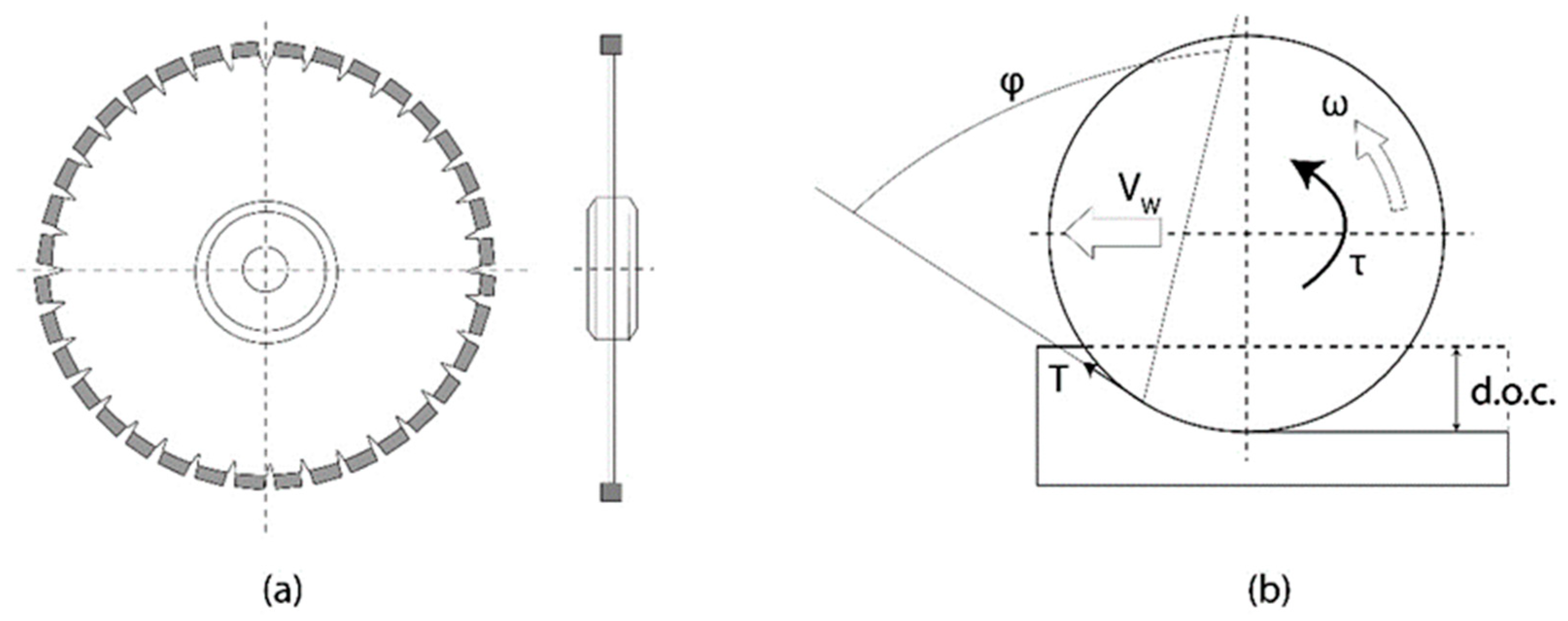
Figure 9.
Mechanical interaction between tool and workpiece when cutting stone. Reproduced after (Tönshoff et al., 2002).
Figure 9.
Mechanical interaction between tool and workpiece when cutting stone. Reproduced after (Tönshoff et al., 2002).
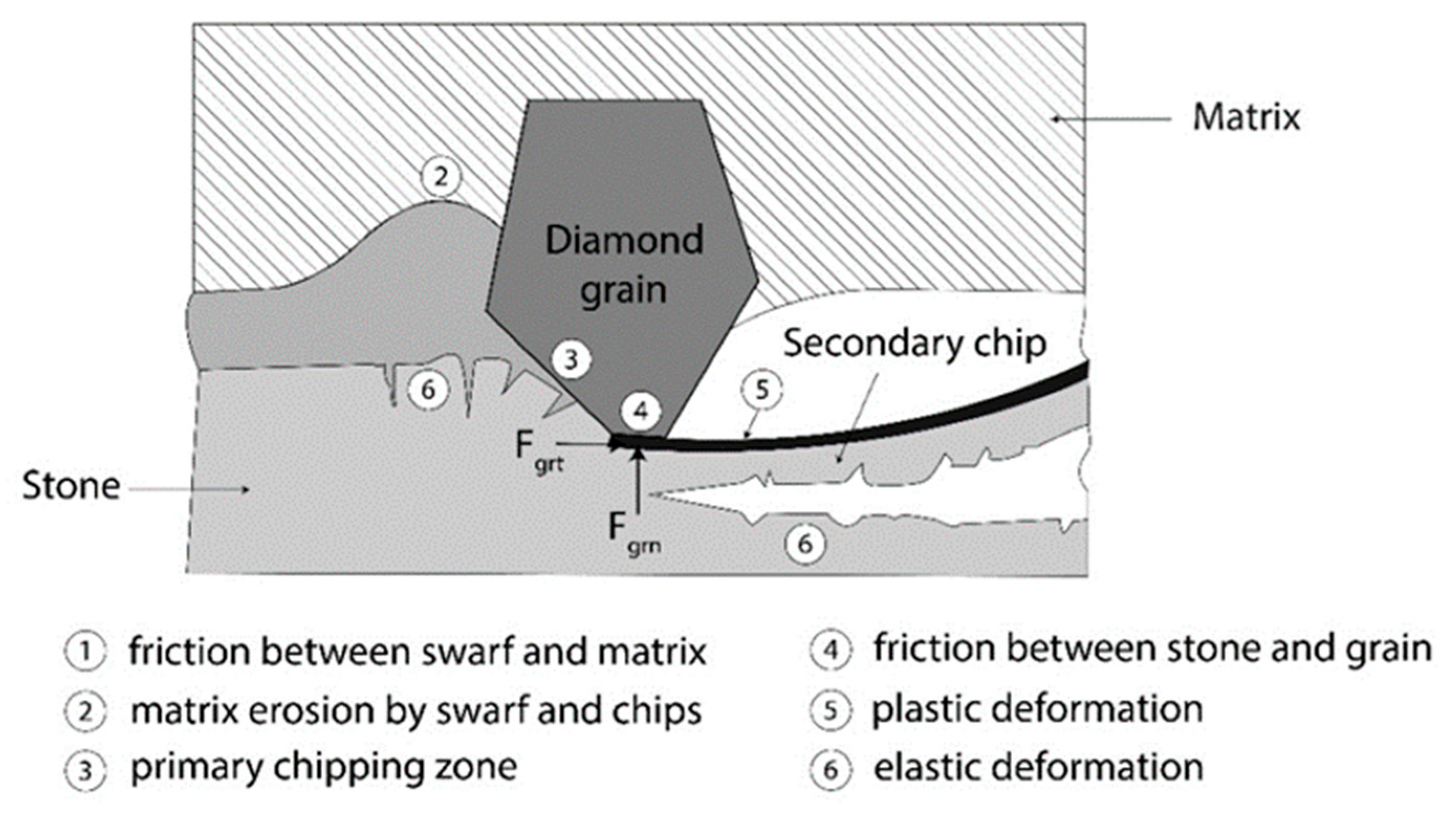
Figure 10.
Schematic representation of slab cutting with a diamond circular saw blade. Reproduced after (J. S. Konstanty, 2021). Fn—Normal force, Ft—Wire tension force, Vs—Linear speed, Vf—Down feed rate, a—Depth of cut and D—Blade diameter.
Figure 10.
Schematic representation of slab cutting with a diamond circular saw blade. Reproduced after (J. S. Konstanty, 2021). Fn—Normal force, Ft—Wire tension force, Vs—Linear speed, Vf—Down feed rate, a—Depth of cut and D—Blade diameter.
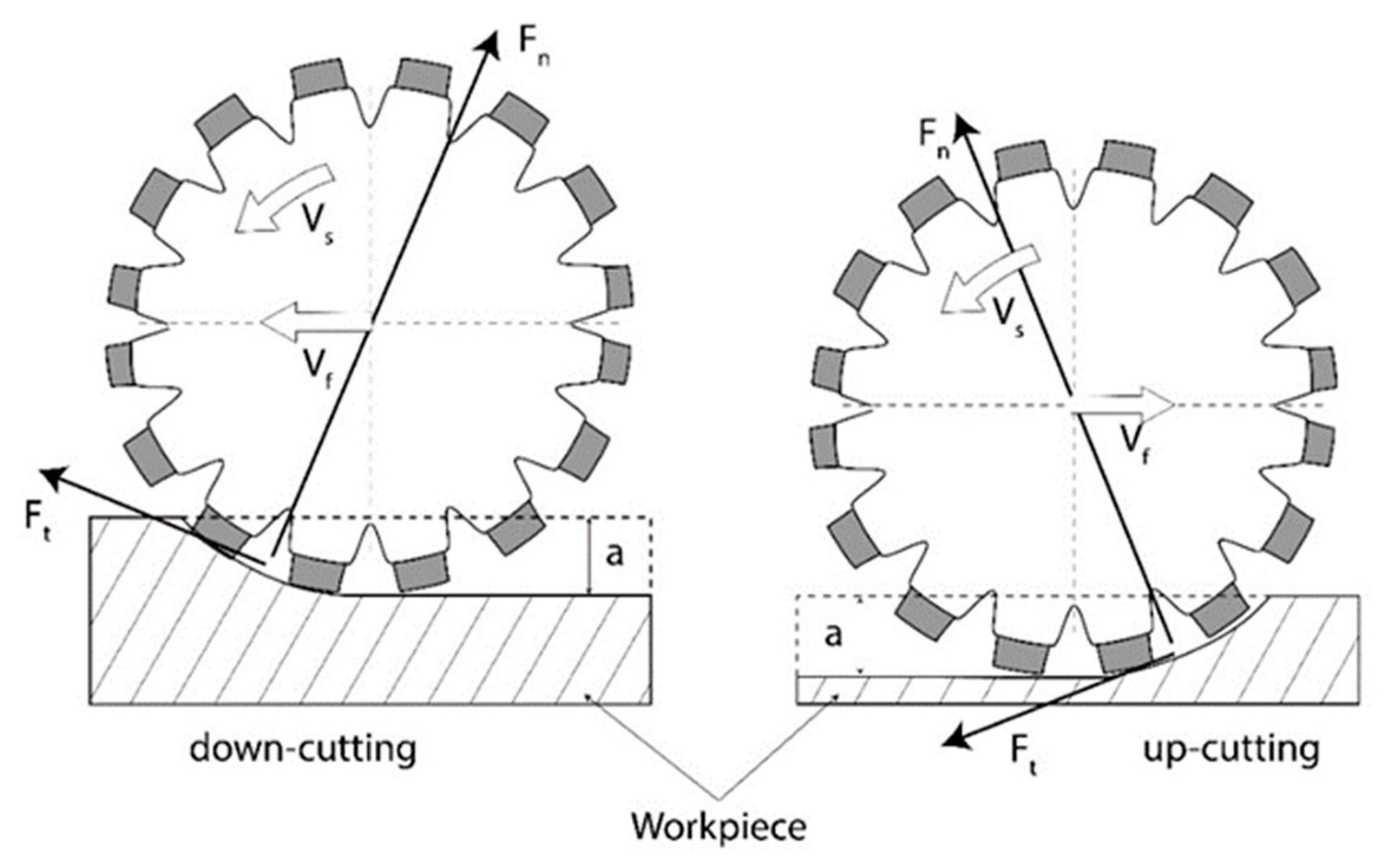
Figure 11.
Kinematic diagram of traditional horizontal frame saw. Reproduced after (Dong et al., 2021). Vf—Down feed rate and Vc—Reciprocal movement speed.
Figure 11.
Kinematic diagram of traditional horizontal frame saw. Reproduced after (Dong et al., 2021). Vf—Down feed rate and Vc—Reciprocal movement speed.
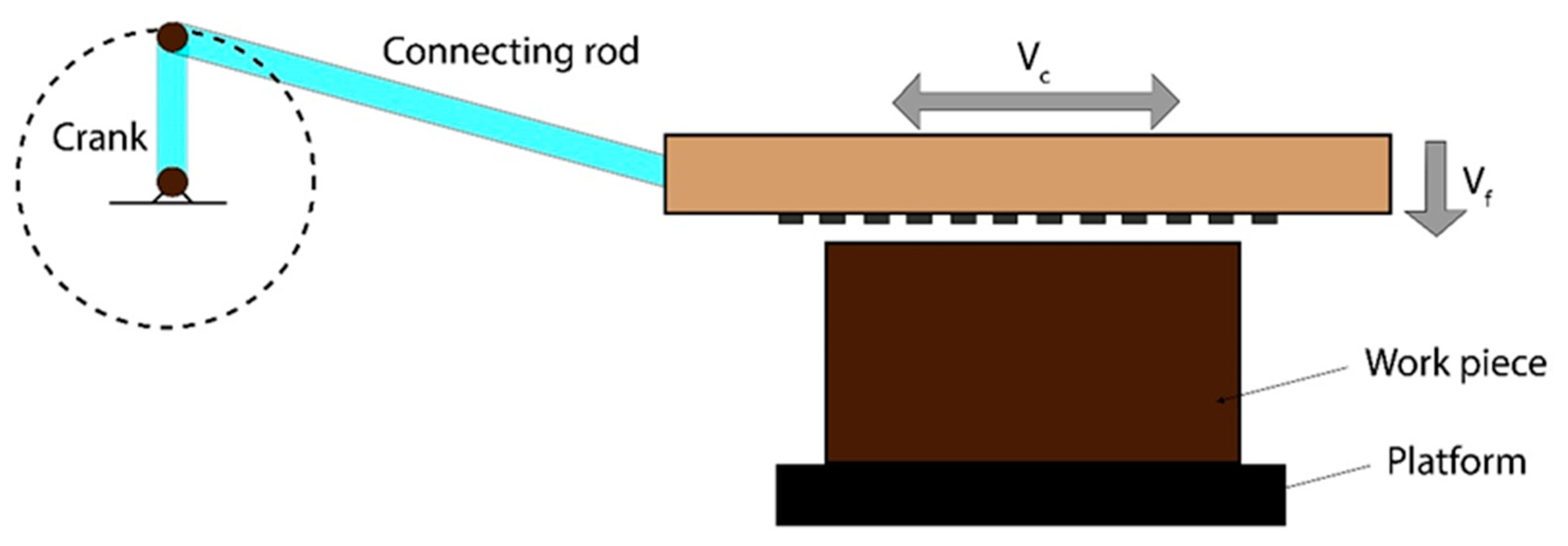

Table 1.
Investigation techniques for Dimension stone extraction efficiency utilizing Diamond wire. Reproduced after (Mikaeil et al., 2019).
Table 1.
Investigation techniques for Dimension stone extraction efficiency utilizing Diamond wire. Reproduced after (Mikaeil et al., 2019).
| Reference | Objective of the study | Results and Conclusions |
|---|---|---|
| (Norling, 1971) | Investigation of the correlation between sawability with petrographic properties of the rock | The efficiency of the sawing process was found to be more significantly influenced by the grain size of the rock rather than the quartz content |
| (Ozcelik, 1999) | Working conditions of diamond wire cutting machines in the industry | The cutting efficiency in rock is contingent upon a combination of non-controlled parameters, including hardness, strength, moisture content, discontinuities, and textural properties, as well as partially or fully controlled parameters such as machine power, machine positioning (vertical or horizontal cutting), and the number of beads per meter. |
| (Ataei et al., 2012) | Prediction of production rates of diamond wire operation using statistical analysis | There is a strong negative correlation observed between the production rates and the increasing values of parameters such as uniaxial compressive strength (UCS), Brazilian tensile strength, and Schmidt hammer values. Conversely, there is a weak positive relationship between the production rates and the increasing values of the Los Angeles abrasion test. |
| (Ozcelik & Yilmazkaya, 2011) | Investigation of rock anisotropy with the bedding planes of the rock against the efficiency of diamond wire cutting machines | The influence of the rock’s bedding plane anisotropy on the cutting efficiency of diamond wire has been unveiled. For optimal cutting efficiency, it is recommended to conduct operations parallel to the bedding planes or as closely aligned as feasible, considering other prevailing constraints. |
| (Yilmazkaya & Ozcelik, 2016) | Effects of operational parameters (peripheral speed and cutting speed) in Mono- diamond wire cutting systems in Marble processing | A cubic model was introduced as the most suitable fit for predicting the wear of beads and unit energy values. The results indicated that the optimum peripheral speed exhibited an increasing trend, while cutting speed and unit wear values demonstrated a decreasing trend with the progressive enlargement of the average crystal size. |
| (Najmedin Almasi et al., 2017) | Bead wear in diamond wire sawing considering rock properties and production rate | The wear rate of diamond beads exhibits an upward trend as the values of uniaxial compressive strength (UCS) and abrasive factors increase. |
| (Mikaeil et al., 2017, 2019) | Evaluation of performance in diamond wire saw using harmony search algorithm | A novel adaptive soft computing algorithm was developed to assess the cutting efficiency of diamond wire. This algorithm possesses the capability to be customized for various quarries that involve different rock types, utilizing their distinctive mechanical and physical properties such as uniaxial compressive strength (UCS), Young’s modulus, abrasive factor, and hardness. |
Table 2.
Investigation techniques for Dimension stone extraction efficiency utilizing Diamond Saw cutters. Reproduced after (Mikaeil et al., 2019).
Table 2.
Investigation techniques for Dimension stone extraction efficiency utilizing Diamond Saw cutters. Reproduced after (Mikaeil et al., 2019).
| Researcher/Reference | Objective of the study | Results and Conclusions |
|---|---|---|
| (Tumac, 2015) | Prediction of large diameter circular diamond saws (LCDS) in cutting carbonate rocks | A multiple regression model was introduced to predict the performance of Laser-induced Crack Desorption System (LCDS) using data obtained from the Schmidt hammer test conducted on the stones prepared for cutting. |
| (Tumac, 2016) | Prediction of sawability and the performance of LCDS using artificial neural network | A prediction model was presented to evaluate the performance of the LCDS, taking into account factors such as Brazilian tensile strength, Cerchar abrasivity index, UCS, porosity, and density. |
| (Sengun & Altindag, 2013) | Prediction of specific energy consumption in carbonate stones processing by circular diamond saws | The specific energy (SE) value in cutting was compared with various rock properties including bulk density, apparent porosity, UCS, Brazilian tensile strength, flexural strength, Schmidt rebound hardness, shore hardness, point load strength index, Los Angeles abrasion, and P-wave velocity for 12 different carbonate rocks. Through regression analysis, it was observed that rocks with higher density, compressive strength, flexural strength, Schmidt and shore hardness, point load index, and P-wave velocity exhibited higher SE values during cutting. |
| (Ersoy & Atıcı, 2004) | Performance characteristics of circular diamond saws with different rocks | The performance of diamond saw blades is influenced by a combination of intricate factors, with the most significant parameters being the depth of cut, SE, and feed rate. These parameters play a critical role in controlling the rate of material removal during cutting operations. |
| (Dong et al., 2021) | Investigation of performance of traditional diamond saw in granite cutting | The performance of wire frame saws demonstrates an improvement as the feed rate and cutting length increase, while it shows a decline with the speed of the main shaft and the chip thickness per diamond crystal. Additionally, a larger contact arc and the consistent formation of longer chips contribute to enhancing the overall performance of the saw. |
| (Fener et al., 2007) | Performance prediction of Circular diamond saw machines cutting carbonate rocks | The predictability of sawability and cutting performance can be achieved by utilizing the values of compressive strength, tensile strength, and Los Angeles (LA) abrasion. Simple and multiple regression analysis can be employed to establish relationships and make predictions based on these parameters. |
Table 3.
Factors affecting the performance of circular diamond saw blades. Reproduced after (Ozcelik & Yilmazkaya, 2011).
Table 3.
Factors affecting the performance of circular diamond saw blades. Reproduced after (Ozcelik & Yilmazkaya, 2011).
| Uncontrollable rock mass properties | Partially or fully controlled parameters | |
|---|---|---|
| Properties related to machines and tools | Operating conditions | |
| ● Hardness ● Strength ● Moisture content ● Degree of weathering or alteration ● Discontinuities ● Mineralogical properties and textural characteristics |
● Machine power ● Machine positioning on either vertical or horizontal cutting ● Number of beads per meter ● Wire speed ● Cutting angle between wire and horizontal level ● Amount of cutting area with respect to angle variation ● Diamond bead structure ● Dimensions of block ● Diameter of pulley ● Machine Vibrations |
● Technical personnel ● Technique used |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



