
Submitted:
19 July 2023
Posted:
21 July 2023
You are already at the latest version
Abstract
Finishing coatings used in the wood-based composites industry play a key role in the final appearance of the finished product. However, the use of such coatings is not only for aesthetic purposes but also to protect the product against surface damage and moisture or minimize the emission of harmful substances. The latter is an extremely important factor in terms of safety for both the manufacturer and the user, which is why the emissivity test is one of the most important tests in the case of finishing coatings. Such a role can be played by carbon-rich materials, such as those remaining from the extraction of birch bark. In this article, an attempt was made to create coatings in the form of a film by combining a biopolymer with suberinic acid residues (SAR). There were two types of biopolymers used – polylactide (PLA) and polycaprolactone (PCL), in various polymer-SAR ratios. SAR as a residue, is a material that bounds CO2 from the atmosphere and creates a possibility of further use. As part of this study, the obtained coatings were tested in terms of resistance to scratch, relative hardness, cold liquids, total volatile organic compounds (TVOC) and formaldehyde emission, surface absorption etc. Differences in the polymers used and the effect of the SAR additive on selected surface properties were demonstrated. The addition of carbon-rich SAR significantly improves the gas barrier properties of the surface finishing materials based on PLA and PCL. The relative hardness and scratch resistance has also increased with raising SAR content. However, the increasing content of SAR filler act as a limiter in the depth of penetration of deposited surface finishing materials onto the wood surface.
Keywords:
surface
; emission
; finishing
; biopolymer
; filler
; bark
; suberinic acid
; residue
; upcycling
1. Introduction
Wood finishes give the desired appearance, protect wooden surfaces and provide an easy-to-clean surface [1]. Regarding traditional finishing the biggest increase in wood gloss happens when covered with acrylic lacquer or shellac [2], drying oils provide exquisite bio-based finishes for wood [3] and wax has a role of protective coating for wood surfaces, though it is transparent to UV light [4]. According to EN 14342:2013, for wooden elements for indoor use, reaction to fire, formaldehyde content, tensile strength, thermal conductivity and biological sustainability are some important features [5].Synthetic finishes still dominate the industry, because they are the easiest to obtain, provide desirable properties and aesthetics and are economically profitable. Phenolic resins and saturating kraft papers are raw materials used in the manufacture of decorative laminates [6]. The quality of decorative laminate boards depends on the impregnation process of Kraft papers with a phenolic resin [7,8]. Resins are applied to act as plasticizers and soften the wood cell wall [9].. Well known are also modifications of resins to improve their properties. For example, with the addition of nano-silica content, the mechanical properties of composites finished with PF resin increase continuously, with the maximum modulus of rupture (MOR) by the mass fraction of nano-silica of 4% [10]. The use of phenol-formaldehyde (PF)-impregnated paper overlays significantly reduce discoloration reaching the lowest color change in the case of using maple top veneers and the application of melamine-formaldehyde (MF). When applied to boards with top veneers from maple, they significantly reduce surface structuring and gloss reduction. However, the most promising effects were obtained by combining both MF and PF [11]
Except of synthetic resins, another commonly used finishings can be lacquer coating. Samples treated with a combination of tannin and polyurethane coating change the color less than samples treated with water-based coating and tannin [12]. The susceptibility of lacquer coatings on spotting in chemoresistance tests depends mainly on the kind of wood species [13]. Two-component coatings (acrylate-polyurethane) have a greater hardness than one-component coatings (polyurethane-based) [14]. To increase the service life of wood flooring, a property is suggested by [15]: self-healing, which turned out to increase crosslinking density while keeping self-healing behaviour [16].
Other methods can be used when desired are better surface properties, and so mechanically induced vibration fusion welding techniques can also be used to obtain a wood surface finish resulting in increased hardness and surface properties [17]. Less roughness is observed for plane milling than for sanded surfaces [18].
The finishing coatings mentioned above perform numerous benefits, providing desired properties. However, rising health concerns have increasingly focused on the use of wood finishing substances in the furniture industry based on vegetable oils instead of paints, pigments and lacquers [19], which is why the current trend is developing sustainable coating formulations that provide equivalent functionality while mitigating associated environmental impacts [20]. The use of formaldehyde-based adhesives and finishing in the wood-based composite industry represents a healthcare concern due to its toxic volatile compounds [21]. Results showed that the addition of cellulose nanofibers (CNC) layers significantly reduced the emission of formaldehyde (26% less) [22]. The barrier performance of compatibilized CNC with regards to neat CNC is higher, however, although the gains in oxygen barrier properties of nanocomposites are lower than that of CNC multilayer materials, their properties are more stable in service conditions [23]. The dispersions of xylan and alkyl ketene dimer were proven by obtaining coated paper with improved barrier properties [24]. A significant, linear reduction of formaldehyde emission has been observed [25] via the addition of charcoal. Bagasse-activated charcoal can be used for the removal of chromium [26] and reduction of formaldehyde emission from particleboard. The emission value met the SNI 5008.2: 2016 standard [27]. Also, the alkali-soluble resin has been investigated by [28,29] regarding barrier properties. Applying a second coating layer covers the surface defects of the first coating layer, thereby improving the barrier performance. It turned out that water-borne coating is dependent on relative humidity since absorbed water acts as a plasticizer and leads to decreased barrier performance.
When making an attempt to reduce the VOC emission from wood composites, also another approach has been made, by usage of tree bark. Single-layer [28] and three-layer [29] particleboards were produced by replacing virgin wood particles with partially liquefied bark (PLB) in the core or surface layers. PLB was prepared by the acid-catalyzed liquefaction of industrial bark residues in polyhydric alcohol. Formaldehyde emissions from the particleboards were below the E1 class limit required by European Standard EN 13986:2004.
The valorization of tree bark through chemical treatment into valuable products, such as bark acid, leads to the formation of process residues with a high solids content [30]. Depolymerized suberinic acids (SA) can be considered as an alternative resource to different feedstocks for value-added product obtaining [31,32,33], for example, to develop bio-polyols that can be further used in polymeric material production [34]. This approach contributes well to the minimization approach of the CO2 emission from industry and to waste re-use [35]. The birch (Betula spp.) outer bark is a valuable product rich in betulin. After the removal of betulin extractives, suberin-containing tissues are left [36,37].
The aim of this research was to create and investigate the selected properties of coatings in the form of a film, made by combining a biopolymer with SAR, as a carbon-rich, alternative upcycled raw material. There were two types of biopolymers used – PLA and PCL, in various polymer-SAR ratios. SAR as a residue, is a material that bounds CO2 from the atmosphere and creates a possibility of further use. The innovative approach of the following research can be stated, regarding not only utilization of biopolymers as a matrix, instead of conventional, crude oil-based resins, but also the incorporation of post-processed carbon-rich waste lignocellulosic materials to produce the surface finishing and/or protective films.
2. Materials and Methods
2.1. Materials
Surface finishing layers were produced with three different matrices: reference, phenol-formaldehyde (PF) resin (Silekol Sp. z o.o., Kędzierzyn-Koźle, Poland), 66% dry matter content according to [38]; pure, laboratory-purpose PLA (Sigma-Aldrich, Saint Louis, MO, USA, product no. 38534), PCL (Sigma-Aldrich, product no. 704105) in drops with a diameter of 3 mm. Suberinic acid residues used in the research that have been used to prepare the blends have been in detail described in [30]. The basic chemical properties of SAR: acid number 95.8 mg/KOH, epoxy groups 0.61 mmol/g, cellulose 9.0 wt%, aromatic suberin, lignin 21.4 wt%, ω-hydroxy acids 17.5%, and α, ω-diacids 11.9%.
The following finishing layers have been produced:
- 1)
- reference (hereafter called REF), PF layer that has been prepared by the manual spreading of the PF resin in the amount of 185 g m−2 on the surface of industrial birch (Betula spp.) 3-layer, 5 mm thick, urea-formaldehyde (UF) plywood, then drying of the spread PF resin under 70 °C through 2 h and after this, curing the finishing resin layer in the hot press (AKE, Mariannelund, Sweden) under following parameters: pressing time 420 s, temperature 180 °C, pressure 0.8 MPa. The assumed resin surface spread (185 g m−2), with known dry matter content, has been chosen to be able to achieve a similar final 1 mm thickness of all tested finishing layers;
- 2)
- PLA finishing layer, made by methylene chloride (CH2Cl2) solution for PLA, 21% dry matter content, mixed with SAR powder, 20% and 50% w/w, respectively, hereafter called “PLA20” and “PLA50”; a pure PLA surface finishing layer has also been tested (hereafter called “PLA”). All the prepared blends have been spread on PTFE sheets under a fume hood to evaporate the solvent, and then were milled to achieve a powder smaller than 0.1 mm. Such a powder has been formed in a hot press (as above) to achieve a 1 mm thick film as was done by [39]. The prepared film has been pressed in a hot press (pressing time 75 s, temperature 185 °C, pressure 0.8 MPa) on the surface of the plywood described above;
- 3)
- PCL finishing layer, made by toluene (C7H8) solution for PCL, 25% dry matter content; the remaining steps of surface finishing preparation – as in the case of PLA. By such method the following samples have been achieved: PCL (hereafter called “PCL”; no SAR addition) “PCL20” and “PCL50”.
Following the research plan, the produced surface finishing layers on plywood base (Table 1) were conditioned in ambient conditions (20 °C; 65% R.H.) to a constant weight for seven days before tests.
2.2. Density profile
Density profiles of the tested samples were measured in 3 repetitions on a GreCon DAX 5000 device (Fagus-GreCon Greten GmbH and Co. KG, Alfeld/Hannover, Germany) with a sampling step of 0.02 mm. The density profile measurement results were the representative plots selected after analyses of 3 individual plots for every tested finished surface. A surface layer and a half of the thickness of the face veneer density have been presented on plots.
2.3. Resistance to scratch and a relative hardness
Scratch resistance has been measured according to the “A” procedure described in [40]. As many as 5 repetitions per every tested material type have been used.
The hardness has been measured according to the procedure described in [41]. As many as 2 repetitions per every tested sample type have been used.
2.4. Cold liquids resistance
Cold liquids resistance has been measured according to the procedure described in [42]. As many as 5 repetitions per every tested sample type have been used. The following cold liquids have been used: acetic acid 10%, acetone, citric acid, ethanol, and distilled water. The exposition time was 24 h. As many as 3 samples have been used per every finishing surface type.
2.5. Surface water absorption
Surface water absorption has been measured according to [43] on 5 samples per every finishing surface.
2.6. Contact angle
Contact angle measurements were made using the contact angle analyzer PHOENIX 300 (SEO—Surface & Electro Optics Co., Gyeonggi-do, Ltd., Suwon City, Korea) equipment, using the method of distilled water sessile drop in 3 repetitions per every finishing surface. The contact angle has been measured directly after drop deposition, as well as 60 s after drop deposition for the same drop.
2.7. Total VOC and formaldehyde emission
The Total VOC and formaldehyde emission tests have been completed in the emission test chamber, at temperature of 23 °C +/− 0.5 °C and relative air humidity of 44% +/− 1%. Other parameters of sample conditioning - as in [44]. The TVOC and formaldehyde emission tests were carried out after 24 hours of conditioning the samples by analyzing the chamber air over three repetitions after 20 minutes each, with use of JD-3002 Air Quality Tester (Dongguan Jinlide Electronic Technology Co., Ltd., Dongguan City, Guangdong Province, China). We adhered to the standards when it comes to air conditioning conditions for samples during the emission test.
2.8. Statistical analysis
Analysis of variance (ANOVA) and t-test calculations were used to verify significant differences (α = 0.05) between factors and levels where appropriate, using the IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA). A comparison of the means was performed when the ANOVA indicated a significant difference.
3. Results and Discussion
3.1. Density profile
The density profiles of the tested samples have been presented in Figure 1. Since the differences between the density profiles of pure biopolymers (PLA and PCL) were insignificant, the profiles of the main materials have been presented. However, it was found that the depth of penetration of the tested surface finishing materials was decreasing with the amount of SAR added. The data presented in Figure 1, except the density distribution, represents also the estimated border (adhesion line) between the surface finishing material (left side from Y axis) and veneer material (right side from Y axis). This estimated border has been indicated by the location of the Y axis. As it is shown, the highest depth of penetration, about 0.62 mm, has been achieved in the case of the reference, PF resin. This is due to the fact that the resin has been spread on the surface of plywood in a liquid state, and then cured. The PLA surface finishing material has penetrated wood only at a depth of about 0.36 mm. Results provided by [45] show that the penetration of semi-crystalline PLA is generally greater in outer bondlines of a plywood, with average penetration values of 40 to 70 µm compared to <50 µm for inner bondlines. The difference between these results and ours may be due to the fact that the authors tested PLA films with a thickness of 0.3 mm, while our coatings were about three times thicker. Also, the pressing parameters varied. For PCL the penetration depth was only 0.2 mm. Such a low penetration of PCL can be connected to the high hydrophobicity of PCL, which was mentioned below. As it was mentioned above, the contribution of SAR filler has slightly limited the depth of penetration of the tested surface finishing materials. The depth of penetration can influence the final properties of the wood surface covered, because, when the penetration depth is low, the anchoring force of the protective layer is weak and in the worst case can lead to delamination. The highest achieved density, about 1200 kg m−3 is comparable with the findings of [46] for 0.55 mm thick continuous press laminates (CPL).
3.2. Resistance to scratch and a relative hardness
The scratch resistance and the relative hardness of the tested surface finishing layers have been presented in Figure 2. The highest hardness (0.67) and scratch resistance (6 N) have been found for the reference, PF surface layer. These results were statistically significantly different from those achieved for PLA and PCL. The highest scratch resistance and relative hardness for tested biopolymers have been found for pure PLA. The addition of SAR caused a statistically insignificant increase in relative hardness and scratch resistance for both blends, PLA and PCL. However, the achieved results of scratch resistance of the tested materials are lower than for high-pressure laminates (HPL) where almost 9 N has been recorded [47]. The improvement of the stiffness and mechanical properties of PLA has been confirmed by [48], where various addition of wood flour has been applied. Also, according to [49], the incorporation of 1% lignin HPL leads to significant hardness improvement. The lower hardness of PCL has been noted by [50], where the blends of PLA and PCL have been modified by thermoplastic starch. A promising potential of biopolymers modification by SAR addition has been found here, to improve scratch resistance and hardness of surface finishing materials based on renewable and upcycled raw materials.
3.3. Cold liquids resistance
The cold liquids resistance evaluation results of the tested surface finishing layers have been presented in Table 2. As it has been shown, the reference finishing layer seems to have one of the highest resistances to the applied cold liquids. The results show that in the case of PF resin, a slight turbidity after acetone and citric acid activity has been found. When it comes to pure PLA, only in the case of acetone there was slight cloudiness found. There was no significant influence of the addition of SAR to PLA regarding the resistance to cold liquids. The pure PCL layer has been less resistant when referred to PF and PLA. The changes in the surface have been found when acetone and ethanol have been applied. The addition of SAR to PCL led to lowering of the resistance of the tested blends to acetone and ethanol (C-grade for both liquids).
Comparing the results obtained to conclusions drawn from studies on different finishing coatings, it is worth to mention the results provided by [51] on addition of organoclay to pure PLA. It has been found that modification with organoclay led to improvement of water vapor permeability of the films examined. Regarding commercial waterborne coatings (acrylate-based and polyurethane-based), [14] found out that the best resistance to cold liquids was performed in case of exposure to water and citric acid, while the fastest changes were observed after acetone application. The coatings that were acrylic-based performed better resistance compared to the polyurethane-based ones. It was also stated by [52] that most of the agents had caused no changes on waterborne UV acrylic coatings even after 24 h. Only the ethyl alcohol showed negative impact on evaluated surfaces, causing slight changes.
3.4. Surface water absorption
Though the surface water absorption of the wood-based materials provides important information about further features of the surface when subjected to finishing or when in use, the results of the measurement of surface water absorption of the reference layer and those made of PLA and PCL show no water uptake by the tested samples. The achieved results were on the level of the method error. That means the tested surfaces, when exposed to 2 h water influence, remain tight and impermeable. That remark provides promising information regarding the potential of the application of biopolymer/SAR blends as surface finishing layers.
Comparing the SAR addition to other possible modifications, one can mention the results revealed by [53]. It has been stated that the effect of the addition of 0.1 wt% nano TiO2 to glass fiber (GF) reinforced polymer reduces moisture diffusion coefficient about 9%. According to [54], water absorption of the polyolefin- wood/rice flour blends slightly increased as the filler loading increased, but to a negligible extent, while the study conducted by [55] showed that jute and sisal reinforced epoxy resins show satisfying water absorption properties when compared to non-reinforced polymer and it is possible to further improve them by alkali treatment.
3.5. Contact angle
The results of the measurements of the contact angle on the tested surface finishing layers made of different biopolymers with various content of SAR have been presented in Figure 3. As it was shown, the lowest contact angle, 62º, has been found for the reference layer. After 60 s this angle decreased to 58º. The contact angle for pure PLA was 76º and 72º, respectively, directly after deposition and 60 s after deposition. This contact angle found for PLA reaches the results provided by [56]. Values of water contact angle reported by [57] for poly(D,L-lactide) without surface modification ranges from 87º to 69º. The subsequent addition of SAR, 20% and 50% to PLA, led to a statistically insignificant increase in contact angle. A much higher contact angle, 136º and 121º, respectively, directly after deposition and 60 s after deposition, has been found for pure PCL. According to [58], contact angle of 17wt% PCL dissolved in acetone equals 101º and of 11wt% PCL dissolved in acetic acid with triethylamine 84º. This shows the influence of the type and concentration of dissolvent on the contact angle values. The results obtained in this study confirm a strongly hydrophobic nature of PCL, which should be an advantage when applied as a protective layer. The subsequent addition of SAR, 20% and 50% to PCL led to a statistically significant decrease in the contact angle. As it was confirmed by [59], the changes in the contact angle of biopolymers influence the properties of wood-based materials containing these as a binder, especially when exposed to humidity or water.
3.6. Total VOC and formaldehyde emission
The results of Total VOC and formaldehyde (HCHO) emissions from the tested surface finishing materials applied on plywood have been displayed in Table 3. When the achieved results of TVOC will be compared to those for laminated particleboards [60], it is clearly visible that the emission for reference panel (REF) is lower than for particleboard. The reason can be a barrier layer of PF resin, as well as a lower content of VOC of deciduous species, such as Betula spp. is, which was a raw material for plywood production [61]. There also has been a significant reduction of TVOC and HCHO emission when the investigated surface finishing layers have been applied. The increasing content of SAR significantly reduces the revealed emissions. The mentioned reduction of TVOC and formaldehyde emission from plywood covered with different surface finishing layers can be an effect of the scavenger nature of lignin, which is the main component (over 21 wt%) of SAR. The SAR-containing surface finishing layers act as a bi-functional barrier layer, which can avoid the gas transfer from the core of the composite to the environment, as well as can fix the formaldehyde and other emitted compounds in the finishing layer structure [62]. According to [63] and [64], the blends of PLA, as well as PCL can be recognized as extremely promising for the development of bio-based and biodegradable polymeric materials with low oxygen permeation, that is, for the development of suitable alternatives to conventional and highly pollutant oil-based plastics. It can be concluded that the tested surface finishing materials, based on biopolymers with SAR incorporation, have promising features regarding gas barrier layer on wood-based material surfaces.
4. Conclusions
The aim of this research was to create and investigate the selected properties of coatings in a form of a film, made by combining a biopolymer with SAR, as a carbon-rich, alternative upcycled raw material. There were two types of biopolymers used – PLA and PCL, in various polymer-SAR ratios. SAR as a residue, is a material that bounds CO2 from the atmosphere and creates a possibility of further use.
The results show that there is a positive influence of 20% and 50% addition of SAR to PLA and PCL blends, regarding Total VOC and formaldehyde emission from plywood. This can be caused by high lignin content in SAR particles. Also, SAR addition improves the relative hardness and scratch resistance of PLA and PCL-based surface finishing materials.
No significant differences between surface water absorption have been found when testing the mentioned surface finishing materials.
The reduced features of resistance to selected cold liquids, such as acetone and ethanol, have been noticed in the case of PCL with raising SAR content.
Based on the achieved results and conclusions mentioned above, it is possible to state that the innovative approach, regarding 1) utilization of biopolymers as a matrix, instead of conventional, crude oil-based resins, and, 2) incorporation of post-processed carbon-rich waste lignocellulosic materials to produce the surface finishing and/or protective films can be successfully developed and advantageous. The main disadvantage of the proposed approach is the need to enlarge the range of biopolymers applied as a matrix, to be able to improve the mechanical properties of the tested films.
Author Contributions
Conceptualization, A.J. and G.K.; methodology, G.K.; validation, G.K.; formal analysis, A.J.; investigation, A.J.; resources, G.K.; data curation, G.K.; writing—original draft preparation, A.J.; writing—review and editing, A.J. and G.K.; visualization, A.J.; supervision, G.K.; project administration, G.K.; funding acquisition, G.K. All authors have read and agreed to the published version of the manuscript.
Funding
The research presented is a part of Project BarkBuild that is funded under the ERA-NET Cofund ForestValue program through Vinnova (Sweden), Valsts izglītības attīstības aģentūra (Latvia), Ministry of Education, Science and Sport (JIA) (Slovenia), Academy of Finland, The Research Council of Norway, and the National Science Centre, Poland (agreement no. 2021/03/Y/NZ9/00038). The ForestValue program received funding from the Horizon 2020 Research and Innovation program of the European Union under grant agreement No. 773324.
Data Availability Statement
Not applicable.
Acknowledgments
The mentioned research has been completed with the support of the Student Furniture Scientific Group (Koło Naukowe Meblarstwa), Faculty of Wood Technology, Warsaw University of Life Sciences—SGGW. The authors would acknowledge Janis Rizhikovs, Latvian State Institute of Wood Chemistry, Riga, Latvia, for kindly providing the bark post-extraction residues (SAR).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Williams, R.S.; Railings, D.; Cleaners, W. Chapter 16 - Finishing of Wood. Wood Handb. - Wood as an Eng. Mater. 2010, 1–39.
- Szczuka, M.; Różańska, A.; Koryciński, W. Selected Aesthetic Properties of Traditional Finish Coatings Used in Furniture Making. Ann. Warsaw Univ. Life Sci. - SGGW For. Wood Technol. 2016, 168–175.
- Janesch, J.; Arminger, B.; Gindl-altmutter, W.; Hansmann, C. Progress in Organic Coatings Superhydrophobic Coatings on Wood Made of Plant Oil and Natural Wax. Prog. Org. Coatings 2020, 148, 105891. [Google Scholar] [CrossRef]
- Liu, X.Y.; Timar, M.C.; Varodi, A.M. A Comparative Study on the Artificial UV and Natural Ageing of Beeswax and Chinese Wax and Influence of Wax Finishing on the Ageing of Chinese Ash (Fraxinus Mandshurica) Wood Surfaces. J. Photochem. Photobiol. B Biol. 2019, 201. [Google Scholar] [CrossRef]
- Calatan, G.; Hegyi, A.; Dico, C.; Cazan, O. Comparative Study on the Physico-Mechanical Characteristics for Five Types of Wood Flooring. Constructii 2014, 15, 60–67. [Google Scholar]
- Ghorbani, M.; Mahendran, A.R.; van Herwijnen, H.W.G.; Liebner, F.; Konnerth, J. Paper-Based Laminates Produced with Kraft Lignin-Rich Phenol–Formaldehyde Resoles Meet Requirements for Outdoor Usage. Eur. J. Wood Wood Prod. 2018, 76, 481–487. [Google Scholar] [CrossRef]
- Thébault, M.; Kandelbauer, A.; Eicher, I.; Geyer, B.; Zikulnig-Rusch, E. Properties Data of Phenolic Resins Synthetized for the Impregnation of Saturating Kraft Paper. Data Br. 2018, 20, 345–352. [Google Scholar] [CrossRef]
- Thébault, M.; Li, Y.; Beuc, C.; Frömel-Frybort, S.; Zikulnig-Rusch, E.M.; Kutuzova, L.; Kandelbauer, A. Impregnated Paper-Based Decorative Laminates Prepared from Lignin-Substituted Phenolic Resins. J. Renew. Mater. 2020, 8, 1181–1198. [Google Scholar] [CrossRef]
- Shams, I.; Yano, H. Compressive Deformation of Wood Impregnated with Low Molecular Weight Phenol Formaldehyde (PF) Resin II: Effects of Processing Parameters. J. Wood Sci. 2004, 343–350. [Google Scholar] [CrossRef]
- Ding, J.; Qin, Z.; Luo, H.; Yang, W.; Wang, Y.; Huang, Z. Nano-Silica Modified Phenolic Resin Film: Manufacturing and Properties. Nanotechnol. Rev. 2020, 9, 209–218. [Google Scholar] [CrossRef]
- Passauer, L.; Schubert, J.; Schulz, T.; Flade, P.; Weiß, B.; Burkhardt, H. Artificial Weathering of Surfaces from Laminated Phenol-Formaldehyde Resin Impregnated Compressed Wood: Impact of Top Veneer Type and Overlay Application. Eur. J. Wood Wood Prod. 2021, 79, 567–578. [Google Scholar] [CrossRef]
- Smardzewski, J.; Silvana, P. Modelling of Thin Paper Honeycomb Panels for Furniture; 2016; ISBN 9789532920260. [Google Scholar]
- Krystofiak, T.K.; Lis, B.L.; Muszyńska, M.M. The Effect of Aging Tests on Gloss and Adhesion of Lacquer Coatings on Window Elements from Pine Wood. Drew. - WOOD 2016, 59, 127–137. [Google Scholar] [CrossRef]
- Pavlič, M.; Petrič, M.; Žigon, J. Interactions of Coating and Wood Flooring Surface System Properties. Coatings 2021, 11, 1–13. [Google Scholar] [CrossRef]
- Landry, V. Self-Healing UV Curable Acrylate Coatings for Wood on Self-Healing E Ffi Ciency. 2020, 1–19.
- S. R. White; N. R. Sottos; P. H. Geubelle; J. S. Moore; M. R. Kessler; S. R. Sriram; E. N. Brown; S. Viswanathan Autonomic Healing of Polymer Composites. Nature 2001, 409, 794. [Google Scholar]
- Pizzi, A.; Leban, J.M.; Zanetti, M.; Pichelin, F.; Wieland, S.; Properzi, M. Surface Finishes by Mechanically Induced Wood Surface Fusion. Holz als Roh - und Werkst. 2005, 63, 251–255. [Google Scholar] [CrossRef]
- Karsznia, K.; Mankowski, P. Warsaw of Life Sciences. 2018.
- Adegeye, A. . O.; Ogunsanwo, O.. Y.; Olajuyigbe, S.. O.; Ogunsanwo, O.. Y.; Adegeye, A.. O.; Deniz, I.; Chavenetidou, M.; Birbilis, D.; Kakavas, K. V.; Sumthong, P.; et al. The Use of Some Vegetable Oils as Wood Finishing Substances in Furniture Industry The Use of Some Vegetable Oils as Wood Finishing Substances in Furniture Industry. IOP Conf. Ser. Mater. Sci. Eng. 2016, 18, 62–69. [Google Scholar]
- Montazeri, M.; Eckelman, M.J. Life Cycle Assessment of UV-Curable Bio-Based Wood Flooring Coatings. J. Clean. Prod. 2018, 192, 932–939. [Google Scholar] [CrossRef]
- Gonçalves, D.; Bordado, J.M.; Marques, A.C.; Dos Santos, R.G. Non-Formaldehyde, Bio-Based Adhesives for Use in Wood-Based Panel Manufacturing Industry—a Review. Polymers (Basel). 2021, 13. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G.; Labidi, J.; Robles, E. Barrier Properties of Cellulose Nanofiber Film as an External Layer of Particleboard. Clean Technol. Environ. Policy 2019. [Google Scholar] [CrossRef]
- Faraj, H.; Follain, N.; Sollogoub, C.; Almeida, G.; Marais, S.; Tencé-girault, S.; Gouanvé, F.; Domenek, S. Gas Barrier Properties of Polylactide / Cellulose Nanocrystals Nanocomposites HAL Id : Hal-03794868. Polym. Test. 2022, 113, 107683. [Google Scholar] [CrossRef]
- Dimer, A.K.; Nechita, P.; Roman, M.; Ceoromila, A.C. Improving Barrier Properties of Xylan-Coated Food Packaging Papers with Sustainability Improving Barrier Properties of Xylan-Coated Food Packaging Papers with Alkyl Ketene Dimer. 2022. [CrossRef]
- Kowaluk, G.; Zając, M.; Czubak, E.; Auriga, R. Physical and Mechanical Properties of Particleboards Manufactured Using Charcoal as Additives. iForest - Biogeosciences For. 2016, 10, 70–74. [Google Scholar] [CrossRef]
- Samadi, M.T.; Rahman, A.R.; Zarrabi, M.; Shahabi, E.; Sameei, F. Adsorption of Chromium (VI) from Aqueous Solution by Sugar Beet Bagasse-Based Activated Charcoal. Environ. Technol. 2009, 30, 1023–1029. [Google Scholar] [CrossRef]
- Indrayani, Y.; Septiani, E.; Setyawati, D.; Mariani, Y. Jurnal Sylva Lestari. 2022, 10, 294–309.
- Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R.; Žigon, J.; Petrič, M.; Šernek, M.; Medved, S. Utilization of Partially Liquefied Bark for Production of Particleboards. Appl. Sci. 2020, 10. [Google Scholar] [CrossRef]
- Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R. Properties and Emissions of Three-Layer Particleboards Liquefied Bark. 2023. [CrossRef]
- Jeżo, A.; Wronka, A.; Dębiński, A.; Kristak, L.; Reh, R.; Rizhikovs, J.; Kowaluk, G. Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties. Forests 2023, 14(1), 1–14. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Paze, A. Study of Catalysts for Suberinic Acid-Based Adhesive Polymerization. Mater. Sci. Forum 2022, 1071, 182–188. [Google Scholar] [CrossRef]
- Paze, A.; Rizhikovs, J.; Brazdausks, P.; Puke, M.; Grinins, J.; Tupciauskas, R.; Plavniece, A. Processing Possibilities of Birch Outer Bark into Green Bio-Composites. Vide. Tehnol. Resur. - Environ. Technol. Resour. 2017, 3, 249–253. [Google Scholar] [CrossRef]
- Makars, R.; Godina, D.; Rizhikovs, J.; Paze, A.; Tupciauskas, R.; Berzins, R. Investigation of Furfural Formation and Mechanical Properties of Suberinic Acids-Bonded Particleboards Depending on Their Preparation Parameters. Key Eng. Mater. 2021, 903 KEM, 235–240. [Google Scholar] [CrossRef]
- Godina, D.; Makars, R.; Abolins, A.; Paze, A.; Kirpluks, M.; Rizikovs, J. Suberinic Acid Isolation From Birch Outer Bark and Their Characterization. Mater. Sci. Forum 2022, 1071, 166–173. [Google Scholar] [CrossRef]
- Bahman, N.; Alalaiwat, D.; Abdulmohsen, Z.; Al Khalifa, M.; Al Baharna, S.; Al-Mannai, M.A.; Younis, A. A Critical Review on Global CO2 Emission: Where Do Industries Stand? Rev. Environ. Health 2022. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Godina, D.; Paze, A. Utilization of Suberinic Acids Containing Residue as an Adhesive for Particle Boards. 2022. [CrossRef]
- Jeżo, A.; Wronka, A. Post-Extraction Birch Bark Residues as a Potential Binder in Particleboards. 2022, 47, 35–47. [CrossRef]
- EN 827 Adhesives - Determination of Conventional Solids Content and Constant Mass Solids Content; European Committee for Standardization, Brussels, Belgium, 2005.
- Gumowska, A.; Robles, E.; Bikoro, A.; Wronka, A.; Kowaluk, G. Selected Properties of Bio-Based Layered Hybrid Composites with Biopolymer Blends for Structural Applications. Polymers (Basel). 2022, 14. [Google Scholar] [CrossRef]
- EN 15186 Furniture - Assessment of the Surface Resistance to Scratching; European Committee for Standardization, Brussels, Belgium, 2012.
- ISO 1522 Paints and Varnishes — Pendulum Damping Test; European Committee for Standardization, Brussels, Belgium, 2022.
- EN 12720+A1 Furniture - Assessment of Surface Resistance to Cold Liquids; European Committee for Standardization, Brussels, Belgium, 2013.
- EN 382-2 Fibreboards - Determination of Surface Absorption - Part 2: Test Method for Hardboards; European Committee for Standardization, Brussels, Belgium, 1993. T: 382-2 Fibreboards - Determination of Surface Absorption - Part 2.
- EN 717-1 Wood-Based Panels - Determination of Formaldehyde Release - Part 1: Formaldehyde Emission by the Chamber Method; European Committee for Standardization, Brussels, Belgium, 2004. F: 717-1 Wood-Based Panels - Determination of Formaldehyde Release - Part 1.
- Grigsby, W.J.; Gaugler, M.; Torayno, D. Understanding the PLA–Wood Adhesion Interface for the Development of PLA-Bonded Softwood Laminates. Fibers 2022, 10. [Google Scholar] [CrossRef]
- Nemli, G.; Örs, Y.; Kalaycioǧlu, H. The Choosing of Suitable Decorative Surface Coating Material Types for Interior End Use Applications of Particleboard. Constr. Build. Mater. 2005, 19, 307–312. [Google Scholar] [CrossRef]
- Nemli, G. Factors Affecting Some Quality Properties of the Decorative Surface Overlays. J. Mater. Process. Technol. 2008, 195, 218–223. [Google Scholar] [CrossRef]
- Teymoorzadeh, Hedieh Rodrigue, D. Biocomposites of Wood Flour and Polylactic Acid: Processing and Properties. J. Biobased Mater. Bioenergy 2015, 9, 252–257. [Google Scholar] [CrossRef]
- Němec, M.; Hájková, K.; Hýsek, Š. Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin. Materials (Basel). 2023, 16, 1–14. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Pineiro, F.; Jorda-Vilaplana, A.; Torres-Giner, S. Ductility and Toughness Improvement of Injection-Molded Compostable Pieces of Polylactide by Melt Blending with Poly(ε-Caprolactone) and Thermoplastic Starch. Materials (Basel). 2018, 11. [Google Scholar] [CrossRef] [PubMed]
- Prapruddivongs, C.; Sombatsompop, N.; Jayaraman, K. Effect of Organoclay Incorporation on Mechanical, Barrier and Thermal Properties and Anti-Bacterial Performance of PLA and PLA Composites with Triclosan and Wood Flour. Polym. Polym. Compos. 2014, 22, 643–652. [Google Scholar] [CrossRef]
- Jelonek, T.; Tomczak, A. Annals of Warsaw of Life Sciences – SGGW. Ann. WULS, For. Wood Technol. 2010, 71, 328–335. [Google Scholar]
- Nayak, R.K.; Mahato, K.K.; Ray, B.C. Water Absorption Behavior, Mechanical and Thermal Properties of Nano TiO2 Enhanced Glass Fiber Reinforced Polymer Composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 736–747. [Google Scholar] [CrossRef]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Water Absorption Behavior and Mechanical Properties of Lignocellulosic Filler-Polyolefin Bio-Composites. Compos. Struct. 2006, 72, 429–437. [Google Scholar] [CrossRef]
- Gupta, M.K.; Srivastava, R.K. Mechanical, Thermal and Water Absorption Properties of Hybrid Sisal/Jute Fiber Reinforced Polymer Composite. Indian J. Eng. Mater. Sci. 2016, 23, 231–238. [Google Scholar]
- Tümer, E.H.; Erbil, H.Y.; Akdoǧan, N. Wetting of Superhydrophobic Polylactic Acid Micropillared Patterns. Langmuir 2022, 38, 10052–10064. [Google Scholar] [CrossRef]
- Paragkumar N, T.; Edith, D.; Six, J.L. Surface Characteristics of PLA and PLGA Films. Appl. Surf. Sci. 2006, 253, 2758–2764. [Google Scholar] [CrossRef]
- Dias, J.; Bártolo, P. Morphological Characteristics of Electrospun PCL Meshes - The Influence of Solvent Type and Concentration. Procedia CIRP 2013, 5, 216–221. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G. Physical and Mechanical Properties of High-Density Fiberboard Bonded with Bio-Based Adhesives. Forests 2023, 14. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef] [PubMed]
- Walker, H.; Jena, A.; McEwan, K.; Evans, G.; Campbell, S. Natural Volatile Organic Compounds (NVOCs) Are Greater and More Diverse in UK Forests Compared with a Public Garden. Forests 2023, 14. [Google Scholar] [CrossRef]
- Eom, Y.-G.; Kim, J.-S.; Kim, S.; Kim, J.-A.; Kim, H.J. Reduction of Formaldehyde Emission from Particleboards by Bio Scavengers. Mokchae Konghak 2006, 34, 29–41. [Google Scholar]
- Aversa, C.; Barletta, M.; Puopolo, M.; Vesco, S. Cast Extrusion of Low Gas Permeability Bioplastic Sheets in PLA/PBS and PLA/PHB Binary Blends. Polym. Technol. Mater. 2020, 59, 231–240. [Google Scholar] [CrossRef]
- Sousa, F.M.; Cavalcanti, F.B.; Marinho, V.A.D.; Morais, D.D.S.; Almeida, T.G.; Carvalho, L.H. Effect of Composition on Permeability, Mechanical Properties and Biodegradation of PBAT/PCL Blends Films. Polym. Bull. 2022, 79, 5327–5338. [Google Scholar] [CrossRef]
Figure 1.
Density profiles of the main tested surface finishing materials: reference (PF) (a), PLA (b), PCL (c) (x-axis units: mm).
Figure 1.
Density profiles of the main tested surface finishing materials: reference (PF) (a), PLA (b), PCL (c) (x-axis units: mm).
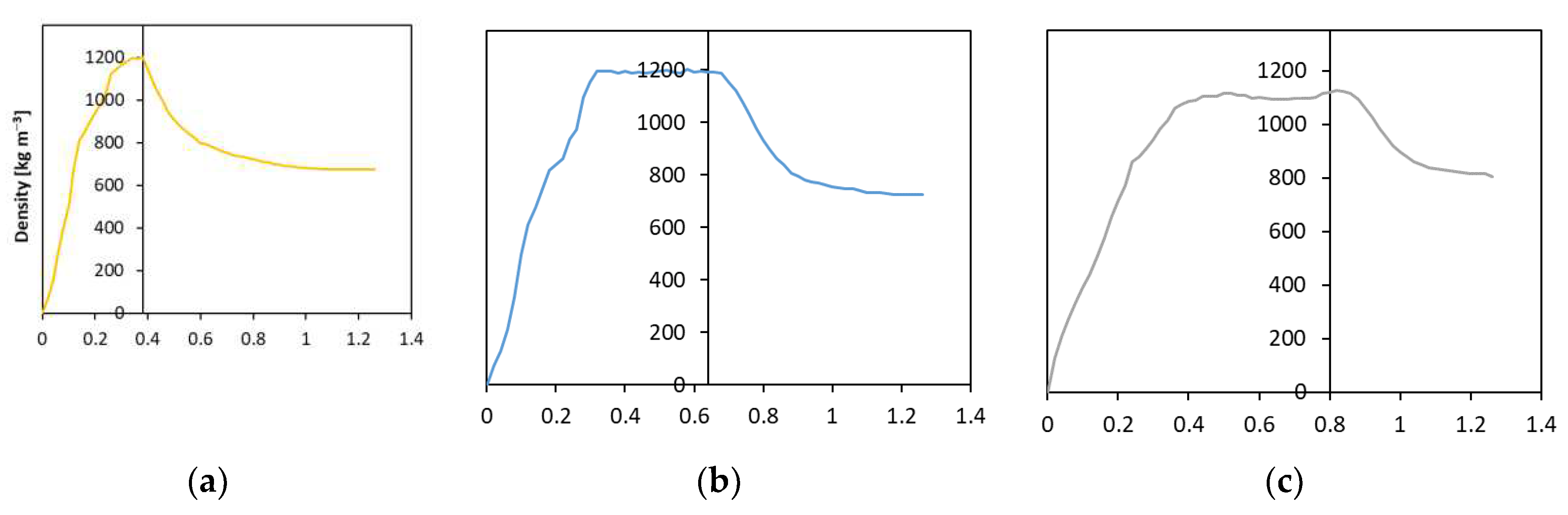
Figure 2.
The relative hardness and scratch resistance of the tested surface finishing layers.
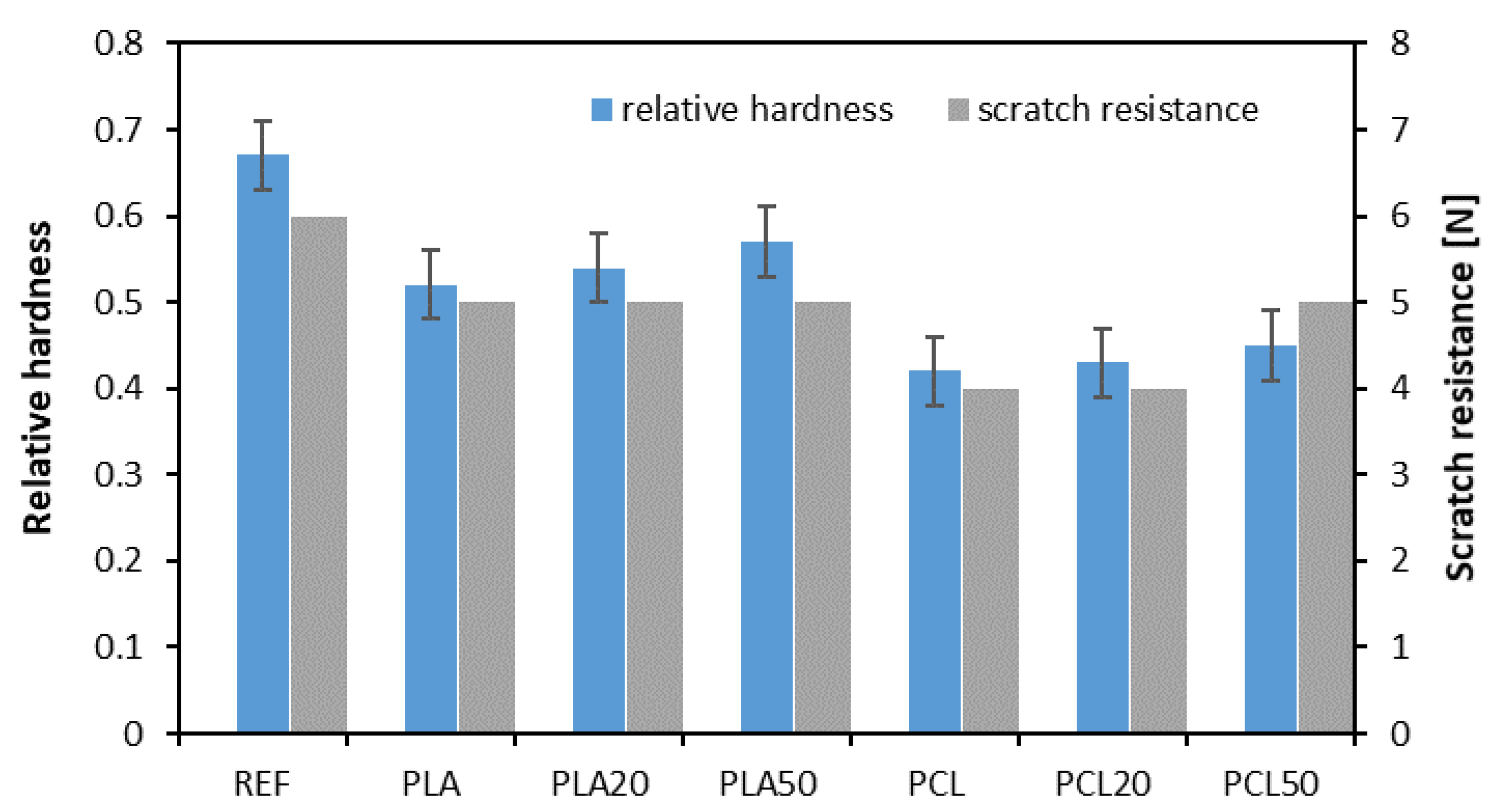
Figure 3.
The contact angle of the tested surface finishing layers.
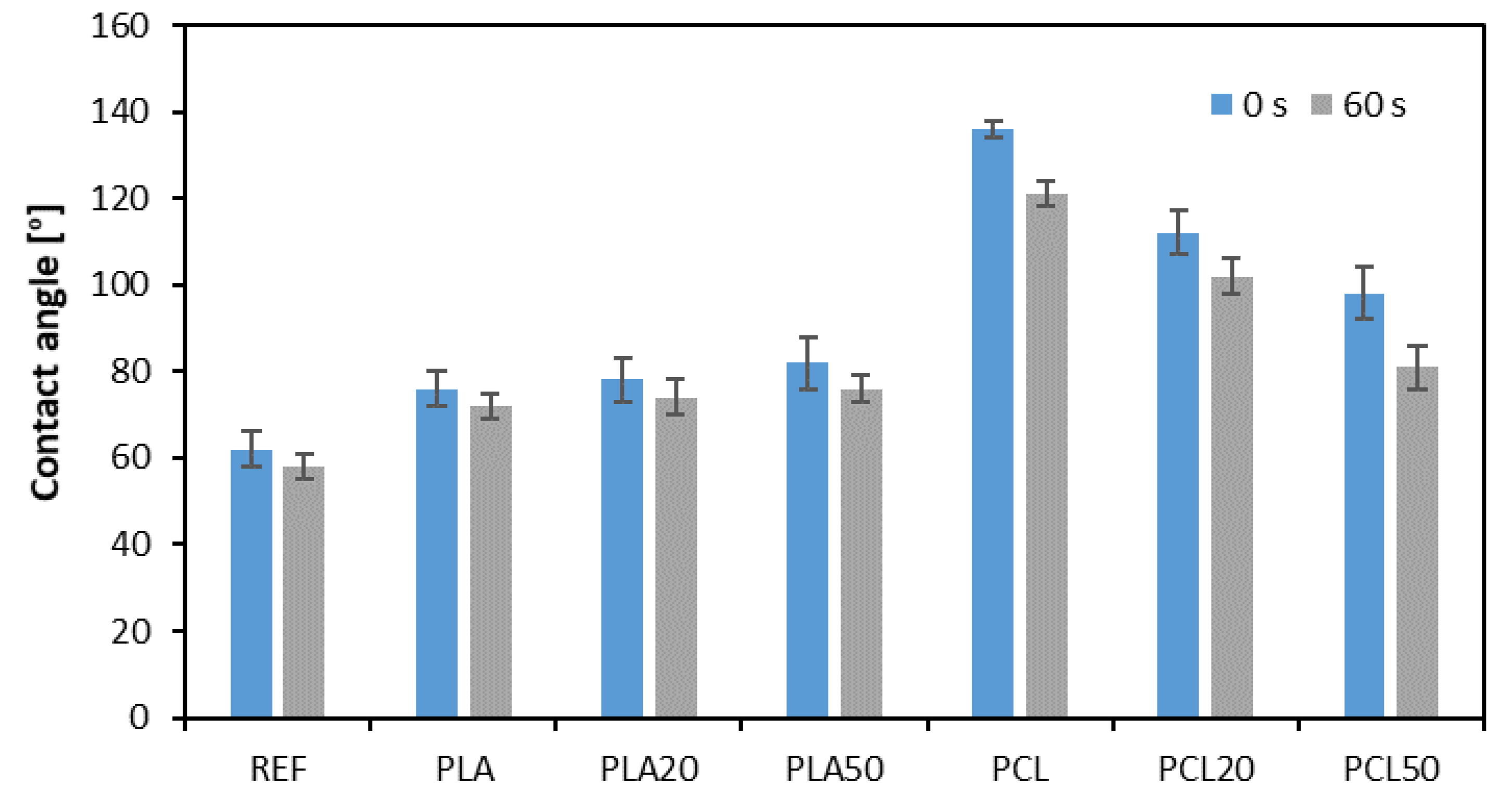

Table 1.
Compositions of tested surface finishing layers.
| Variant label | Matrix | SAR filler content (w/w of dry matter) |
|---|---|---|
| REF | PF | 0 |
| PLA | 0 | |
| PLA20 | PLA | 20 |
| PLA50 | 50 | |
| PCL | 0 | |
| PCL20 | PCL | 20 |
| PCL50 | 50 |
Table 2.
The grades of resistance of the tested surface finishing layers to cold liquids.
| Variant label | Acetic acid | Acetone | Citric acid | Ethanol | Water |
|---|---|---|---|---|---|
| REF | A* | B | B | A | A |
| PLA | A | B | A | A | A |
| PLA20 | A | B | A | A | A |
| PLA50 | A | B | A | A | A |
| PCL | A | B | A | B | A |
| PCL20 | A | B | A | B | A |
| PCL50 | A | C | A | C | A |
* The scores A – E meaning: A– no change, B- slight change, C- moderate changes, D- significant change, E- strong change.
Table 3.
The emission of TVOC and HCHO of the tested surface finishing layers.
| Variant label | TVOC | HCHO |
|---|---|---|
| mg m−3 | ||
| REF | 0.072 | 0.112 |
| PLA | 0.063 | 0.081 |
| PLA20 | 0.059 | 0.069 |
| PLA50 | 0.051 | 0.061 |
| PCL | 0.061 | 0.079 |
| PCL20 | 0.059 | 0.066 |
| PCL50 | 0.049 | 0.058 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



