
Submitted:
26 July 2023
Posted:
27 July 2023
You are already at the latest version
Abstract
This experimental study examined the application effect of polycaprolactone (PCL), an organic resin material with excellent elasticity and ductility, on improving the mechanical performance of cellulose nanocrystal (CNC) cement composites. To analyze the effect, a test specimen containing CNC and PCL mixed, containing only CNC, and a control (plain) specimen containing nothing were compared. PCL was compared according to its shape, and in the case of Granules, which is the basic shape, interfacial adhesion with cement was not achieved, so a DCM solution was used to dissolve and use the Granules form. As a method for bonding PCL to the CNC surface, the CNC surface was modified using 3-aminopropyltriethoxysilane (APTES), and surface silylation was confirmed through Fourier transform infrared spectroscopy(FT-IR) analysis. To evaluate the dispersibility according to the application of PCL to the modified CNC, particle size analysis (PSA) and zeta potential analysis were performed according to the PCL mixing amount (0.1, 0.3, 0.5, and 1 vol.% compared with those of CNC) and size distribution. Through the zeta potential value, the highest dispersion stability was shown at 1 vol.%. The cohesive force of CNC was low and the dispersion stability was high according to the application of PCL. According to the results of the dispersion stability evaluation, the degree of hydration of the dissolved PCL 1 vol.%, CNC-only specimens, and plain specimens were analyzed. Hydration products increased by increasing the degree of hydration in the unhydrated area. However, the incorporation of PCL showed a low degree of hydration, and the analysis of strength characteristics also showed a decrease of approximately 27% compared with that of plain specimens. This was because the bonding with SiO2 was not smooth owing to the solvent, thus affecting internal hydration. To investigate the effect of the PCL shape, the compressive and flexural strength characteristics were compared using PCL powder as an additional parameter. The compressive and flexural strength values were improved by approximately 54% and 26%, respectively, compared with those of the plain specimen. Scanning electron microscopy (SEM) analysis determined that the filler effect that made the micropore structure denser, affected the mechanical performance improvement.
Keywords:
Polycaprolactone
; Cellulose Nanocrystal
; Optimum Mixing Ratio
; High-Performance Cement Composite
; Filler effect
; Hydration product
1. Introduction
High-performance fiber-reinforced cementitious composites (HPFRCCs), as next-generation construction materials following the development of high-performance construction materials, are characterized by redistribution of the tensile stress to the matrix adjacent to the crack via the cross-linking phenomenon of fibers after the initial tensile crack occurs. They are evaluated as construction materials with pseudo strain-hardening properties through the dispersion of many microcracks, and research is being conducted to satisfy the toughness and deformation capacity for application to repair/reinforcement and seismic members [1,2,3].
They can reinforce concrete more effectively than conventional fibers, and research is being conducted to utilize nanomaterials as reinforcing materials for cement composites. Nanomaterials exhibit higher electrical conductivity than conventional micro and larger materials to achieve equivalent performance in terms of electrical conductivity by forming thermal and electrical networks through the capillary pores in the cement matrix [4]. Typically, to improve the performance and characteristics of an ordinary Portland cement (OPC)-based binder, carbon nanotubes (CNTs) are used to make it lighter than steel (less than 1500 kg/m3), with a low mass density and high aspect ratio. They can share more load in the OPC matrix and effectively reinforce the cement composite by providing a significantly larger interfacial contact area [5].
Polycaprolactone (PCL) has excellent affinity with other polymers; therefore, research has been conducted on blends. It has excellent elasticity and ductility and is a biocompatible polymer that is widely used in biomedical applications, such as medical devices and drug delivery [6,7,8].
Nanocellulose is used as a reinforcing material in various composite materials because of its high specific strength and stiffness, and is used as an eco-friendly and sustainable material because it can be obtained from other biological elements, such as various plants, algae, and tunicates [9,10,11,12].
Cellulose contains both crystalline and amorphous regions. Among them, the structure obtained by isolating only the crystalline region is called cellulose nanocrystal (CNC) [13]. CNC has a low density (1.6 g/cm3), high tensile strength (7.5–7.7 GPa), longitudinal elastic modulus of 110–220 GPa, and fracture direction elastic modulus of 10–50 GPa, showing similar or equivalent strength to carbon and steel fibers. CNC can be classified as nanocellulose-like CNF and can be applied to industrial fields such as bio, cosmetics, paper, and filtration devices [14,15]. In addition, CNC has a large number of hydroxyl groups distributed on its surface, which has a very good reactivity with other molecules; therefore, the desired materials can be attached to the CNC surface [16]. As a method of replacing small molecules, toluene, in which phenyl isocyanate, alkenyl succinic anhydride, coupling agent, and catalyst are dissolved, can be added to replace hydroxyl groups on the surface with these molecules [17]. There are two methods: attaching the polymer to the surface using the polymer itself as a grafting agent and synthesizing the polymer chain directly from the surface by causing a polymer polymerization reaction at the hydroxyl group [18]. Research is being conducted on the development of nanocomposites through surface modification to obtain better physical properties by increasing interfacial adhesion using high CNC reactivity. Cellulose, silk, and nanoparticles were used as fillers to improve the thermal stability and mechanical properties of polylactic acid (PLA), an eco-friendly biodegradable plastic that has been developed as a material to replace existing petroleum-based plastics [19,20]. PCL, which has excellent mechanical properties such as tensile strength, elongation, and biodegradability, and CNC showed high tensile modulus, complex viscosity, and storage modulus of the nanocomposite through twin-screw extrusion, demonstrating the effectiveness of improving physical performance [21,22,23].
As such, most research on CNC/polymer synthesis showing excellent physical performance has been conducted in the fields of bio, medicine, and packaging, and various studies are being conducted to improve the physical performance of polymers using the high mechanical properties of nanocellulose [24].
Research in the field of construction was conducted by Cao et al., Montes el al., who evaluated rheology and mechanical performance according to the cement type (Type I/II and Type V), CNC type, and mixing amount (vol.% compared to that of cement), [25,26] and Lee et al., who investigated the effect of improving the mechanical performance of cement composites using CNC alone, such as the evaluation of long-term durability such as freeze-thawing, salt damage resistance, and carbonation test of CNC cement composites [27]. In addition, manufacturing cement composites using PCL was studied. A study on the PCL incorporation showed that it directly affected the toughness, integrity, and continuity of cement mortar and showed the effect of improving strength and ductility as the PCL content increased [28].
Certain studies on the application of CNC and PCL, with excellent physical performance, to the construction field have been conducted individually for each material, and research on the application of nanocellulose/PCL to improve the physical performance of cement composites is lacking. In addition, most studies on the reinforcement of nanomaterials in the field of cement concrete are based on carbon.
Therefore, in this study, the following method was conducted to develop an original technology for manufacturing high-performance cement composites using CNC/PCL nanocomposites, and the effectiveness of PCL for manufacturing high-performance CNC cement composites was evaluated.
- CNC surface modification for PCL grafting
- Evaluation of dispersion stability of CNC suspension mixed with PCL
- Hydration product analysis through thermal analysis evaluation
- Evaluation of strength characteristics according to the PCL shape and mixing ratio
- Microstructure analysis of specimen
2. Materials & Methods
2.1. Material Preparation
2.1.1. Preparation of PCL
The CNCs used in this study were purchased from CelluForce, Canada, and PCL was purchased from Daejeong Chemical and Frontier Chemics Co., Ltd., South Korea. Granules (CAPA 6500, MW: 50,000) and powder (CAPA 6506, MW: 50,000) shapes were used to investigate the degree of CNC attachment according to the shape and strength effect of cement composite manufacturing (Figure 1a,b). Table 1. shows the physical properties according to the PCL shape.
In the study by Lu et al. (2022), when PCL in the form of a Granules was used, it was heated and melted using a water bath heater because it did not form an interfacial bond with the cement composite. However, the particles were large and the melting time was long (approximately 24 h) [28]. Therefore, in this study, a dichloromethane (DCM) solution was used as the solvent after dissolution and mixed with CNC using an agitator (Figure 1c). In addition, the powder form was used without additional treatment.
2.1.2. Preparation of CNC Powder
The raw material of CNC used in this study was powder that had a size of 1–50 μm in the form of a round membrane (Figure 2a). The physical properties of CNC are shown in Table 2, and the amount of CNC used was 0.8 vol.% (compared to cement), which applied the optimal mixing conditions for CNC cement composites derived by Lee et al. [27]. These micro-sized CNC particles were placed in distilled water that was first purified for nano-sized use, and the agglomerated CNCs were first dispersed for 20 min using a magnetic stirrer. The distributed CNC showed a rod shape of 40–100 nm or less (Figure 2b). Subsequently, to prevent damage to the CNC owing to the heat generated during long-term ultrasonic dispersion, the beaker was placed in an acrylic water bath filled with ice, and ultrasonic dispersion was performed with an energy of 5000 J/g for 10 min.
2.2. CNC Surface Modification
Nanocellulose can be dispersed in strongly polar solvents owing to the strong interactions between surface hydroxyl groups and solvent molecules. However, hydrogen bonding between the nanofibers leads to aggregation at the micro level. In addition, because of its hydrophilic nature, nanocellulose is difficult to disperse in hydrophobic media and most polymer matrices when preparing composites [29]. Surface modification, such as changing the surface hydrophilicity, is an effective way to improve the dispersibility of nanocellulose [30,31].
The chemical functionalization of CNCs has been performed primarily to introduce stable negative or positive charges on the surface to obtain better dispersion and to tune the surface energy properties to improve compatibility, particularly when used with non-polar or hydrophobic materials [32,33].
Surface modification is required for good dispersibility of CNC and synthesis with other polymers. As a modification method, a method of modifying the surface of CNC through silylation, that is, silane grafting, has been demonstrated [34,35,36]. The silane used for CNC modification has different functional groups at both ends, such that one end can interact with an OH group and the other end can interact with a functional group in the matrix to form a bridge between them [37]. As a typical silylating agent used for silylation, 3-aminopropyltriethoxysilane (APTES), which has a simple structure and is inexpensive, has been used [38], and a dimethylformamide (DMF) solution has been used to increase compatibility with polymers. This can improve the mechanical performance of nanocomposites [39,40].
2.3. Fourier Transform Infrared Spectroscopy (FT-IR)
In this study, the CNC surface was modified using APTES, and the modified CNC were extracted through centrifugation after adding APTES to the dispersed CNC suspension and stirring for approximately 3 h. To determine whether the extracted CNC were modified, FT-IR analysis was performed using the INVENIO X and Hyperion 2000 models, and the spectral changes before and after modification were compared with the wave number in the analysis range of 600–4500 cm−1.
2.4. Particle Size Analysis (PSA) and Zeta Potential
PCL dissolved in the modified CNC suspension was prepared by stirring for approximately 3 h. PSA and zeta potential measurements were conducted to determine the effect of PCL on the particle size distribution and dispersion stability over time and analyzed according to ASTM D4187-82 [41]. The PSA measured the particle size distribution for approximately 1 min and confirmed the size distribution according to the variable. To evaluate the dispersion stability and retention of CNC according to the contents (0.1, 0.3, 0.5, and 1 vol.% compared with those of CNC) after dissolving Granules-form PCL, measurements were taken after 7 days and 30 days.
2.5. Thermogravimetric Analysis (TGA)
To measure the degree of hydration of the CNC/PCL-incorporated cured specimens, TG-DTG analysis was performed using an Auto-TGA Q500 model in accordance with ASTM E 1131 [42]. A test specimen mixed with PCL (1 vol.%)/CNC (0.8 vol.%) suspension, specimen mixed with only CNC without PCL, and plain specimen without any additives were compared. The change owing to the heat of the sample was measured using a temperature–weight change curve with a temperature increase of 20 °C/min from 0 to 1000 °C
2.6. Mechanical Properties
To determine the physical properties of the CNC/PCL-applied cement composite, a strength test was conducted using a universal testing machine (UTM). The compressive and flexural strengths were compared based on the mixing ratio of the dissolved granules and powders, including the control specimens.
2.7. Scanning Electron Microscopy (SEM) and Energy Dispersive X-Ray Spectrometry (EDS)
SEM and EDS were conducted using the MAIA 3 LM model to analyze the internal shape and chemical components of the microstructure of the CNC/PCL cement composites. For an accurate observation, the inside of the equipment was created in a vacuum state for approximately 1 min before the start of the experiment.
3. Test Results
3.1. CNC Surface Silylation
As for the FT-IR peak position, some peaks in the spectrum of the CNC that underwent the surface modification process using APTES showed a change (Figure 3). The peak assignments for the peak positions are listed in Table 3 [43]. In the wavenumber region of 1580–1590 cm−1, a peak that was not present in the CNC before modification was generated; this corresponded to N–H bending of the amine group by the introduction of APTES [44]. The absorption peak located at 3400 cm-1 showed –OH vibration [45]. The CH2 bending peak of the propyl group of APTES and Si-O stretching peak of the silanol group appeared around 1460 cm-1 and 1140 cm-1, respectively. This confirmed that APTES was modified on the CNC surface. These new peaks indicated that the CNCs were successfully silylated.
3.2. Dispersibility
The size distribution of each variable in the PSA experiments is presented in Table 4. After 7 days of sample production, the overall distribution was approximately 80–100 nm, and after 30 days, it was approximately 60–80 nm, showing similar or reduced distribution. The average particle size decreased by approximately 10% at 0.5 vol.% after 7 days, and by approximately 8% at 1 vol.% after 30 days (Figure 4a).
In the case of zeta potential, the results were derived according to Table 5 [41], and notably, samples improved to moderate stability after 7 days and higher good stability after 30 days.
The dispersion stability of the sample containing PCL was higher than that of the sample not containing it. Even after the passage of time, no cohesive force was observed owing to the incorporation of PCL, confirming the dispersion stability of the CNC/PCL suspension (Figure 4b) The particle size distribution over time showed the highest stability at 1 vol.% with a distribution of 63–72 nm after 30 days.
3.3. Hydration Product Analysis
The internal microstructural mechanisms of the CNC-incorporated cement composites are illustrated in Figure 5. As shown in Figure 5, the incorporation of CNC promoted the hydration of the unhydrated area inside the cement, thereby increasing the amount of hydration products and improving the microstructure [24,46]. Based on these results, the effect of dissolved PCL (1 vol.%) incorporation with the highest dispersion stability on the hydration product was reviewed through the aforementioned dispersibility evaluation. To accurately confirm the result of reduced hydration products owing to the thermal change of the PCL cement composite grafted in the modified CNC, a DTG curve that differentiated the TGA test result is shown (Figure 6).
The TGA results were calculated using the Bhatty’s cement hydration formula (Table 6). The formula consists of the amount of mass loss according to Eq. (1) [47], where Wdh (105–400 °C), Wdx (400–500 °C), and Wdc (500–900 °C) denote mass losses owing to dehydration, dehydrogenation, and decarbonization, respectively. A factor of 0.41 is used to convert the mass loss owing to decarbonization to the equivalent molecular weight of water [48]. Hydration degree α can be calculated using Equation (2), and a factor of 0.24 corresponds to the theoretical maximum number required for the complete hydration of cement [49].
The mass change of the hydration product decreased in a similar pattern because of the inherent hydrate decomposition at a constant temperature upon the application of heat. In the range of 105–400 °C, the dehydration reaction of C-S-H, which is an amorphous hydrate, occurred, and at 400–500 °C, chemical bond water was released. Ca(OH)2 lost its alkalinity through thermal decomposition. In the case of CaCO3, the weight was reduced by decomposing into CaO and CO2 at 500–900 °C. The main hydration products were C-S-H, Ca(OH)2, and CaCO3. The degree of hydration was 20.67% when only CNC were incorporated that increased by approximately 29% compared with that of the PCL/CNC specimens. Consequently, it was judged that there is no effect on the hydration product inside the CNC cement composite according to the PCL content.
3.4. Mechanical Properties
3.4.1. Mixture Design
Table 7 lists the mixture design of the cement composite according to the shape and mixing of PCL. Because the moisture adsorption of CNCs with hydrophilic characteristics affects their surface behavior [50], a high-performance water-reducing agent was used in consideration of fluidity. In addition, 1 vol.% of PCL (Granules) dissolved through dispersion stability evaluation and TGA analysis was used. In the case of powder, an experiment was conducted using 5, 10, and 15 wt.% of cement without solvent treatment to examine the effect on the strength of the cement composite.
3.4.2. Strength Test
The 28-day strengths of the CNC cement composites and plain cement were compared according to the presence of PCL, and the compressive strength tended to increase as the content of PCL in the form of powder increased (Figure 7a).
The CNC test specimen showed an average strength value of 45 MPa, showing an improvement of approximately 22% compared with 31 MPa of the plain specimen. The C-P-15 specimen showed a strength value of 51 MPa, with an improvement of approximately 54%, showing the highest improvement effect. This was judged to have an effect on the strength owing to the increase in hydration products because of the inclusion of CNC and the densification of the internal voids through the PCL. When the Granules was mixed, the strength value decreased by approximately 27% compared with that of the plain specimen, and a brittle fracture tendency was observed in all specimens.
In the case of flexural strength, the C-P-10 and C-P-15 specimens improved by up to approximately 26% compared to that of the plain specimen, but no ductility effect was observed owing to the incorporation of PCL (Figure 7b). This is believed to be because of brittleness. In addition, the decrease in strength of the Granules specimen (C-P-1) dissolved using DCM solution showed polarity as the ring structure of PCL was broken by catalyst or heat, and SiO2, one of the cement components, was a polar material. Therefore, PCL exhibited polarity, and the strength was evaluated to be improved through bonding (Figure 8). However, the bonding with SiO2 was not smooth owing to the influence of the solvent and had no effect on the micropore structure, unlike the powder form.
3.5. Shape and Chemical Composition of Microstructure
The internal microstructural shapes of the PCL/CNC cement composite and plain specimens are shown in Figure 9. The composition ratios including Ca, Si, Al, O.. of the PCL/CNC specimens obtained through EDS analysis are shown in Table 8. In the case of the plain specimen, some internal voids occurred because of unhydrated particles (Figure 9a). In the CNC and C-P-15 test specimens, the hydrated phases were covered by the C-S-H phase (red point), and the microstructure appeared to be more precise. This was because Ca(OH)2 reacted with soluble components such as SiO2 and Al2O3 inside the cement to form C-S-H or C-A-H. C-S-H and plate-shaped Ca(OH)2 (blue point) were observed, and needle-shaped CNC and ettringite were formed. Although the shapes of ettringite and CNC were similar, CNC exhibited a short and compact crystal form (Figure 9b). As shown in Figure 9c), the PCL particles were grafted in the CNC. According to the aforementioned TGA and strength test results, the hydration products slightly increased, and the filler effect filling the internal voids had an effect on the improvement in mechanical performance.
4. Conclusion and Discussion
The experimental study examined the effects of PCL through physical and chemical analysis for the development of high-performance CNC cement composites using PCL, which has excellent affinity with other polymers, and the conclusions are as follows.
1) The surface-modified CNC suspension was observed to have a low cohesive force and increased dispersion stability through the incorporation of PCL, and this was determined to affect the inside of the CNC cement composite. However, PCL in the Granules form does not form an interfacial bond with cement; therefore, it must be used after melting by applying heat for a long time. Even if a solvent is used, using it as a cement composite is difficult because its bonding strength with cement is low.
2) TGA and SEM analysis revealed that PCL in the form of powder was an organic resin material and had no effect on the hydration reaction of cement by itself. The effectiveness of PCL was confirmed by demonstrating that it played a role in improving the strength characteristics as a filler effect. In addition, as the mixing ratio increased, the strength value improved. The compressive strength improved by approximately 54% and the flexural strength by approximately 25% in the C-P-15 specimen, showing the highest value. However, when CNC and PCL/CNC were used, the flexural strength value increased, but the irregular distribution inside the cement and the ductility effect did not show a clear behavior; therefore, this was judged to be less useful as a structural material.
3) This study contributes to securing a database for research on construction materials that graft PCL to CNC. In the future, we plan to use the Kelly–Tyson and Halpin–Tsai models to predict the bending, tensile strength, modulus of elasticity, and interfacial shear strength between the CNC and PCL matrices to determine ways to derive the optimal conditions for the use of materials. Further experiments on the ductile behavior of the cement composite mixed by manufacturing PCL–CNC nanofibers through electrospinning were determined to be necessary for use as structural materials.
Acknowledgments
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (NRF-2021R1I1A1A01056032 & NRF-2021R1I1A3061118).
References
- Naaman, A. E. (2002). Toughness, ductility, surface energy and deflection-hardening FRC composites. In Proc. JCI Int. Workshop on Ductile Fiber Reinforced Cementitious Composites (DFRCC), pp.33~37, 2002.
- Naaman, A. E. , & Homrich, J. R. (1989). Tensile stress-strain properties of SIFCON. Materials Journal, 86(3), 244-251. [CrossRef]
- Yun, H., D. , Yangm I., S., Han, B., C., Jeon., E., Kim., S., W., “Experimental Study on Tension Stiffening Behavior in High-Performance Fiber-Reinforced Cementitious Composites (HPFRCCs)”, Journal of the Architectural Institute of Korea, 21(10), pp. 27-36, 2005.
- Lee, N. K. , Tafesse, M., Lee, H. K., Alemu, A. S., Kim, S. W., & Kim, H. K. (2022). Electrical resistivity stability of CNT/cement composites after further hydration: A simple evaluation with an accelerated method. Construction and Building Materials, 317, 125830. [CrossRef]
- Chen, S. J. , Collins, F. G., MacLeod, A. J. N., Pan, Z., Duan, W. H., & Wang, C. M. (2011). Carbon nanotube–cement composites: A retrospect. The IES journal part a: Civil & structural engineering, 4(4), 254-265. [CrossRef]
- Prajapati, S., Gogoi, R., Tyagi, V. K., Talwar, M., Kumar, M., & Chaudhari, C. V. (2023). Effect of gamma irradiation on shape memory, thermal and mechanical properties of polycaprolactone. Radiation Physics and Chemistry, 204, 110671. [CrossRef]
- Salvekar, A. V. , Zhou, Y., Huang, W. M., Wong, Y. S., Venkatraman, S. S., Shen, Z.,... & Cui, H. P. (2015). Shape/temperature memory phenomena in un-crosslinked poly-ɛ-caprolactone (PCL). European Polymer Journal, 72, 282-295. [CrossRef]
- Woodruff, M. A. , & Hutmacher, D. W. (2010). The return of a forgotten polymer—Polycaprolactone in the 21st century. Progress in polymer science, 35(10), 1217-1256. [CrossRef]
- Islam, M. S., Chen, L., Sisler, J., & Tam, K. C., “Cellulose nanocrystal (CNC)–inorganic hybrid systems: synthesis, properties and applications” Journal of Materials Chemistry B, 6(6), 864-883, 2018.
- Habibi, Y. , Lucia, L. A., & Rojas, O. J., “Cellulose nanocrystals: chemistry, self-assembly, and applications”, Chemical reviews, 110(6), 3479-3500, 2010. [CrossRef]
- Kaushik, M. , & Moores, A., “Nanocelluloses as versatile supports for metal nanoparticles and their applications in catalysis” Green Chemistry, 18(3), 622-637, 2016. [CrossRef]
- Peng, B. L. , Dhar, N., Liu, H. L., & Tam, K. C., “Chemistry and applications of nanocrystalline cellulose and its derivatives: a nanotechnology perspective” The Canadian journal of chemical engineering, 89(5), 1191-1206, 2011. [CrossRef]
- Lahiji, R. R. , Xu, X., Reifenberger, R., Raman, A., Rudie, A., & Moon, R. J., “Atomic force microscopy characterization of cellulose nanocrystals. Langmuir”, 26(6), pp.4480-4488, 2010. [CrossRef]
- Serizawa, T., “Front-Line Polymer Science : Novel Development of Cellulose Nanocrystals”, High polymers, Japan : polymers, 63(2), pp.118~121, 2014.
- Kim, Y. , & Shin, J., “The present and future of nanocellulose” NICE (News & Information for Chemical Engineers), 34(5), 500-512, 2016 (in Korean).
- Lin, N. , Huang, J., Dufresne, A., “Preparation, properties and applications of polysaccharide nanocrystals in advanced functional nanomaterials: a review” Nanoscale, 4(11), pp.3274~3294, 2012. [CrossRef]
- Angellier, H. , Molina-Boisseau, S., Belgacem, M. N., & Dufresne, A. (2005). Surface chemical modification of waxy maize starch nanocrystals. Langmuir, 21(6), 2425-2433. [CrossRef]
- Habibi, Y., & Dufresne, A. (2008). Highly filled bionanocomposites from functionalized polysaccharide nanocrystals. Biomacromolecules, 9(7), 1974-1980. [CrossRef] [PubMed]
- Ambrosio-Martín, J. , Fabra, M. J., Lopez-Rubio, A., & Lagaron, J. M. (2015). Melt polycondensation to improve the dispersion of bacterial cellulose into polylactide via melt compounding: enhanced barrier and mechanical properties. Cellulose, 22(2), 1201-1226. [CrossRef]
- Kang, H., M. , Shin, Y.,H., Kim, D.,S., “Physical Properties of Poly(lactic acid)/Cellulose Nanocrystal Nanocomposites”, Polymer(Korea), Vol. 42, No. 4, pp. 649-653 (2018).
- Sharifi, F. , Atyabi, S. M., Norouzian, D., Zandi, M., Irani, S., & Bakhshi, H. (2018). Polycaprolactone/carboxymethyl chitosan nanofibrous scaffolds for bone tissue engineering application. International journal of biological macromolecules, 115, 243-248. [CrossRef]
- Shirehjini, L. M. , Sharifi, F., Shojaei, S., & Irani, S. (2022). “Poly-caprolactone nanofibrous coated with sol-gel alginate/mesenchymal stem cells for cartilage tissue engineering” Journal of Drug Delivery Science and Technology, 74, 103488.
- Mi, H. Y. , Jing, X., Peng, J., Salick, M. R., Peng, X. F., & Turng, L. S. (2014). Poly (ε-caprolactone)(PCL)/cellulose nano-crystal (CNC) nanocomposites and foams. Cellulose, 21(4), 2727-2741.
- Yu, H. Y. , & Yan, C. F., “Mechanical properties of cellulose nanofibril (CNF)-and cellulose nanocrystal (CNC)-based nanocomposites. Handbook of Nanocellulose and Cellulose Nanocomposites”, Kargarzadeh, H., Ahmad, I., Thomas, S., Dufresne, A., Eds, pp.393-443, 2017. [CrossRef]
- Cao, Y., Zavattieri, P., Youngblood, J., Moon, R., & Weiss, J. (2016). The relationship between cellulose nanocrystal dispersion and strength. Construction and Building Materials, 119, 71-79. [CrossRef]
- Montes, F. , Fu, T., Youngblood, J. P., & Weiss, J. (2020). Rheological impact of using cellulose nanocrystals (CNC) in cement pastes. Construction and Building Materials, 235, 117497. [CrossRef]
- Lee, H. J. , & Kim, W. (2020). Long-term durability evaluation of fiber-reinforced ECC using wood-based cellulose nanocrystals. Construction and Building Materials, 238, 117754. [CrossRef]
- Lu, H. F. , Zhang, K., Yi, J. L., & Wei, A. C. (2022). Study on Mechanical Properties of Polycaprolactone Modified Cement-Based Material. International Journal of Concrete Structures and Materials, 16(1), 1-18. [CrossRef]
- Foster, E. J. , Moon, R. J., Agarwal, U. P., Bortner, M. J., Bras, J., Camarero-Espinosa, S.,... & Youngblood, J. (2018). Current characterization methods for cellulose nanomaterials. Chemical Society Reviews, 47(8), 2609-2679. [CrossRef]
- Thomas, B. , Raj, M. C., Joy, J., Moores, A., Drisko, G. L., & Sanchez, C. (2018). Nanocellulose, a versatile green platform: from biosources to materials and their applications. Chemical reviews, 118(24), 11575-11625. [CrossRef]
- Chu, Y. , Sun, Y., Wu, W., & Xiao, H. (2020). Dispersion properties of nanocellulose: a review. Carbohydrate polymers, 250, 116892. [CrossRef]
- Eichhorn, S. J. (2011). Cellulose nanowhiskers: promising materials for advanced applications. Soft Matter, 7(2), 303-315. [CrossRef]
- Kaboorani, A., & Riedl, B. (2015). Surface modification of cellulose nanocrystals (CNC) by a cationic surfactant. Industrial Crops and Products, 65, 45-55. [CrossRef]
- C. Goussé, H. Chanzy, G. Excoffier, L. Soubeyrand, E. Fleury, Stable suspensions of partially silylated cellulose whiskers dispersed in organic solvents, Polymer 43 (2002) 2645–2651. [CrossRef]
- A. Pei, Q. Zhou, L. Berglund, Functionalized cellulose nanocrystals as biobased nucleation agents in poly(L-lactide) (PLLA) crystallization and mechanical property effects, Compos. Sci. Technol. 70 (2010) 815–821. [CrossRef]
- M.D.O. Taipina, M.M.F. Ferrarezi, I.V.P. Yoshida, M.D.C. Goncalves, Surface modification of cotton nanocrystals with a silane agent, Cellulose 20 (1) (2013) 217–226. [CrossRef]
- Khanjanzadeh, H. , Behrooz, R., Bahramifar, N., Gindl-Altmutter, W., Bacher, M., Edler, M., & Griesser, T. (2018). Surface chemical functionalization of cellulose nanocrystals by 3-aminopropyltriethoxysilane. International journal of biological macromolecules, 106, 1288-1296. [CrossRef]
- Liang, Y. , Huang, J., Zang, P., Kim, J., & Hu, W. (2014). Molecular layer deposition of APTES on silicon nanowire biosensors: Surface characterization, stability and pH response. Applied surface science, 322, 202-208. [CrossRef]
- Ljungberg, N. , Bonini, C., Bortolussi, F., Boisson, C., Heux, L., & Cavaillé, J. Y. (2005). New nanocomposite materials reinforced with cellulose whiskers in atactic polypropylene: effect of surface and dispersion characteristics. Biomacromolecules, 6(5), 2732-2739. [CrossRef]
- Frone, A. N. , Berlioz, S., Chailan, J. F., Panaitescu, D. M., & Donescu, D. (2011). Cellulose fiber-reinforced polylactic acid. Polymer Composites, 32(6), 976-985. [CrossRef]
- ASTM D4187-82 “Methods of test for zeta potential of colloids in water and waste water” ASTM Standards, 1990.
- ASTM E 1131, “Standard Test Method for Compositional Analysis by Thermogravimetry”, ASTM Standards, 2008.
- Kunst, S. R. , Beltrami, L. V. R., Cardoso, H. R. P., Santana, J. A., Sarmento, V. H. V., Müller, I. L., & Malfatti, C. D. F. (2015). Characterization of siloxane-poly (methyl methacrylate) hybrid films obtained on a tinplate substrate modified by the addition of organic and inorganic acids. Materials Research, 18, 151-163. [CrossRef]
- Lee, S., W. , Lee, H., Y, Jho, Y., J, “Polypropylene Composite with Aminated Cellulose Nanocrystal”, Polym.Korea, 44(5), pp.734.740, 2020.
- Li, X., Wu, Q., Zheng, M., Li, Q., Wang, S., & Zhang, C. (2018). Mechanical, thermal properties and curing kinetics of liquid silicone rubber filled with cellulose nanocrystal. Cellulose, 25(1), 473-483. [CrossRef] [PubMed]
- Nasir, M., Aziz, M. A., Zubair, M., Manzar, M. S., Ashraf, N., Mu’azu, N. D., & Al-Harthi, M. A. (2022). Recent review on synthesis, evaluation, and SWOT analysis of nanostructured cellulose in construction applications. Journal of Building Engineering, 46, 103747. [CrossRef]
- Bhatty, J. I. (1986). Hydration versus strength in a portland cement developed from domestic mineral wastes—A comparative study. Thermochimica acta, 106, 93-103. [CrossRef]
- Dixit, A. , Gupta, S., Dai Pang, S., & Kua, H. W. (2019). Waste Valorisation using biochar for cement replacement and internal curing in ultra-high performance concrete. Journal of Cleaner Production, 238, 117876. [CrossRef]
- Monteagudo, S. M., Moragues, A., Gálvez, J. C., Casati, M. J., & Reyes, E. (2014). The degree of hydration assessment of blended cement pastes by differential thermal and thermogravimetric analysis. Morphological evolution of the solid phases. Thermochimica Acta, 592, 37-51. [CrossRef]
- Guo, X., Wu, Y., & Xie, X. (2017). Water vapor sorption properties of cellulose nanocrystals and nanofibers using dynamic vapor sorption apparatus. Scientific reports, 7(1), 1-12. [CrossRef] [PubMed]
Figure 1.
Shape according to PCL form.
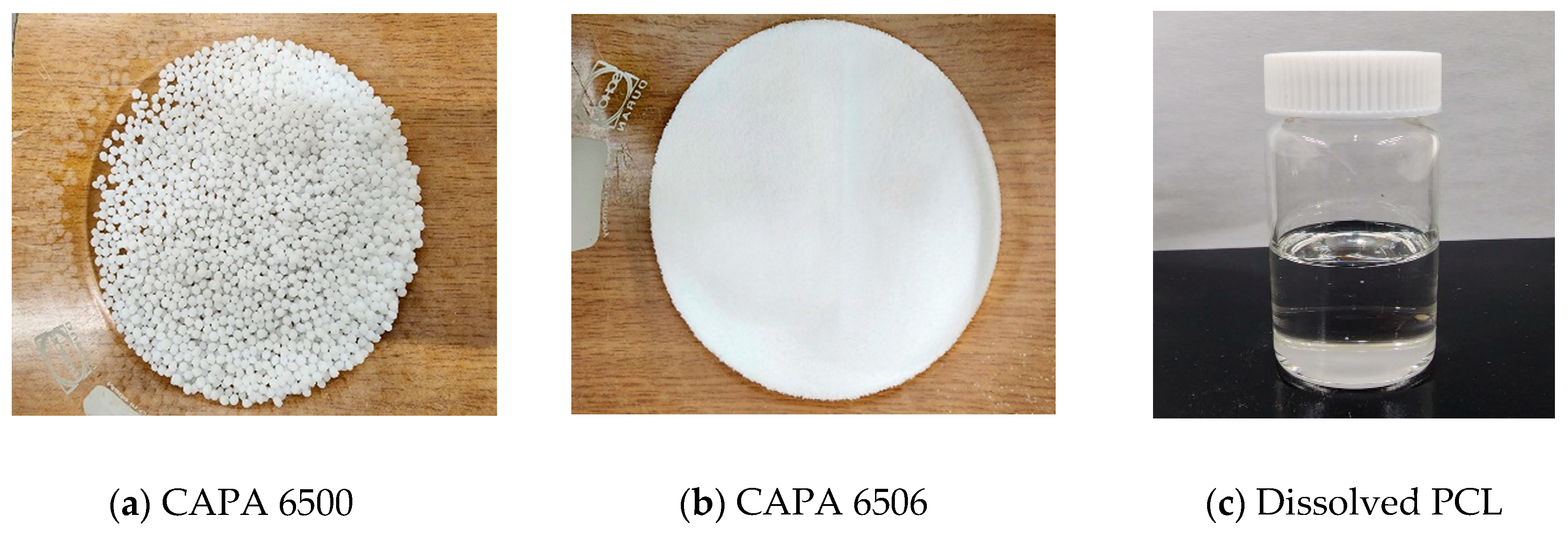
Figure 2.
CNC shape before and after dispersion.
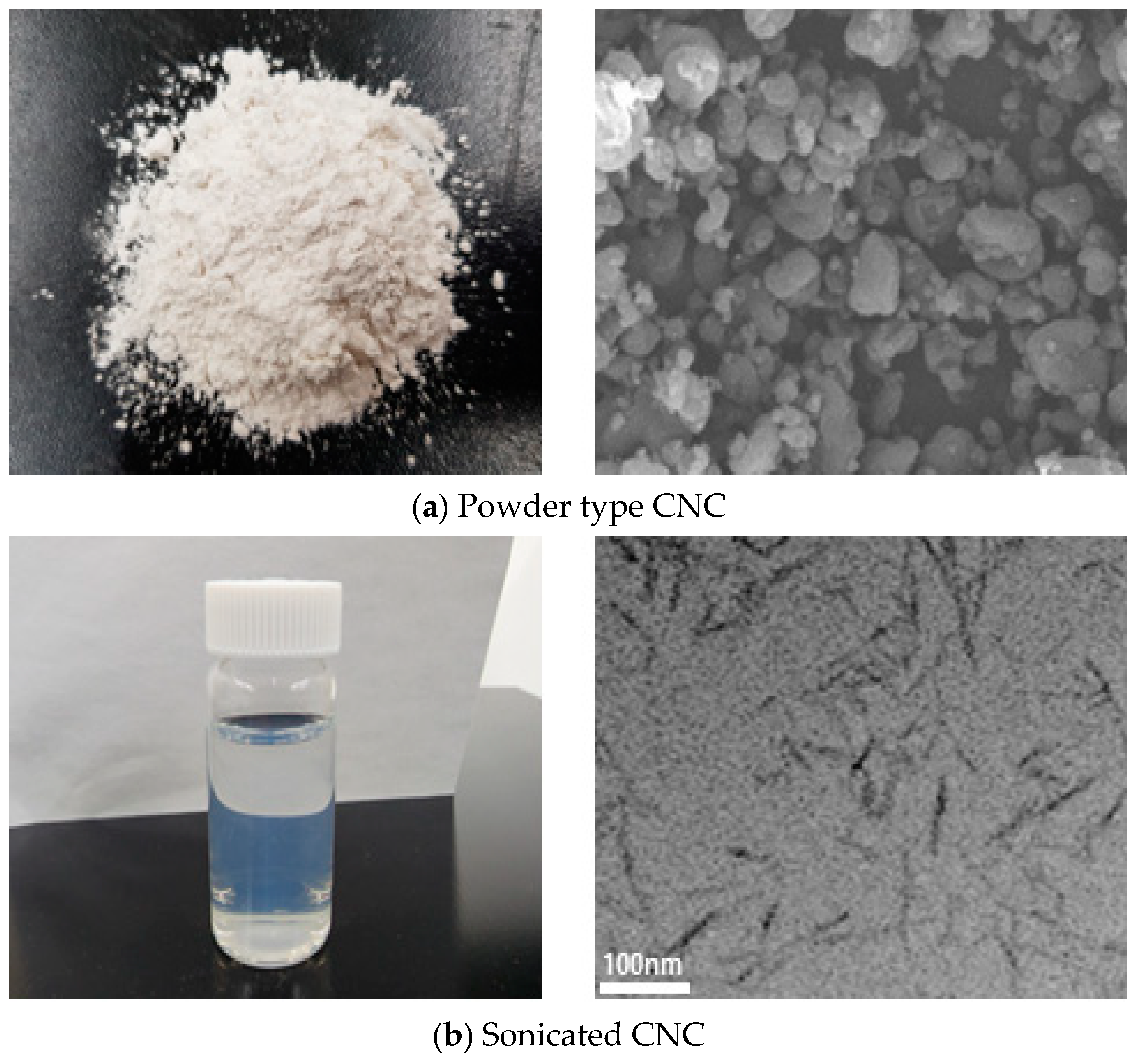
Figure 3.
FTIR spectra of CNC surface modified.
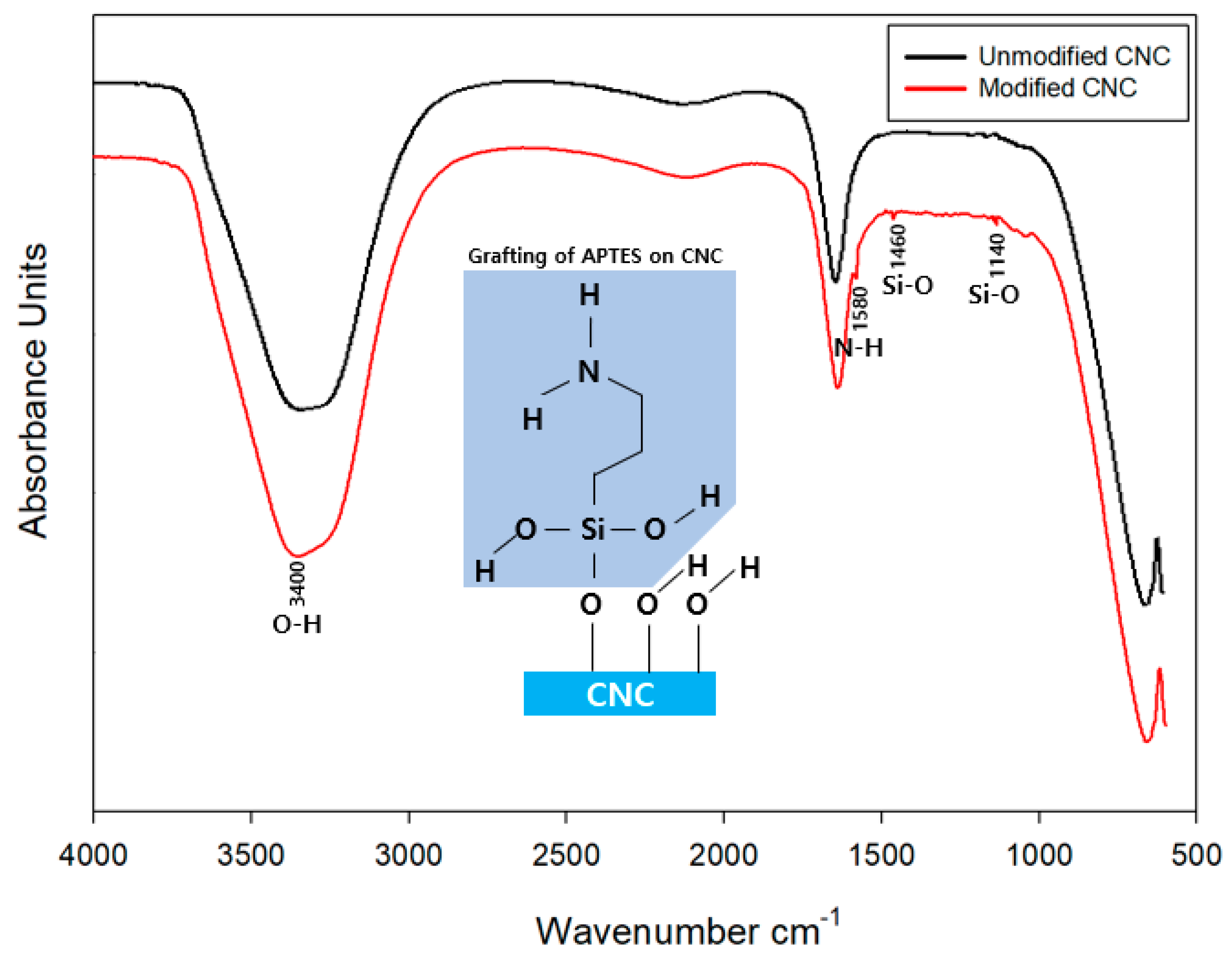
Figure 4.
CNC/PCL dispersibility test results.

Figure 5.
Schematic of the microstructure of CNC cement composites (from studies by Lee et al. and Muhammad et al.).
Figure 5.
Schematic of the microstructure of CNC cement composites (from studies by Lee et al. and Muhammad et al.).
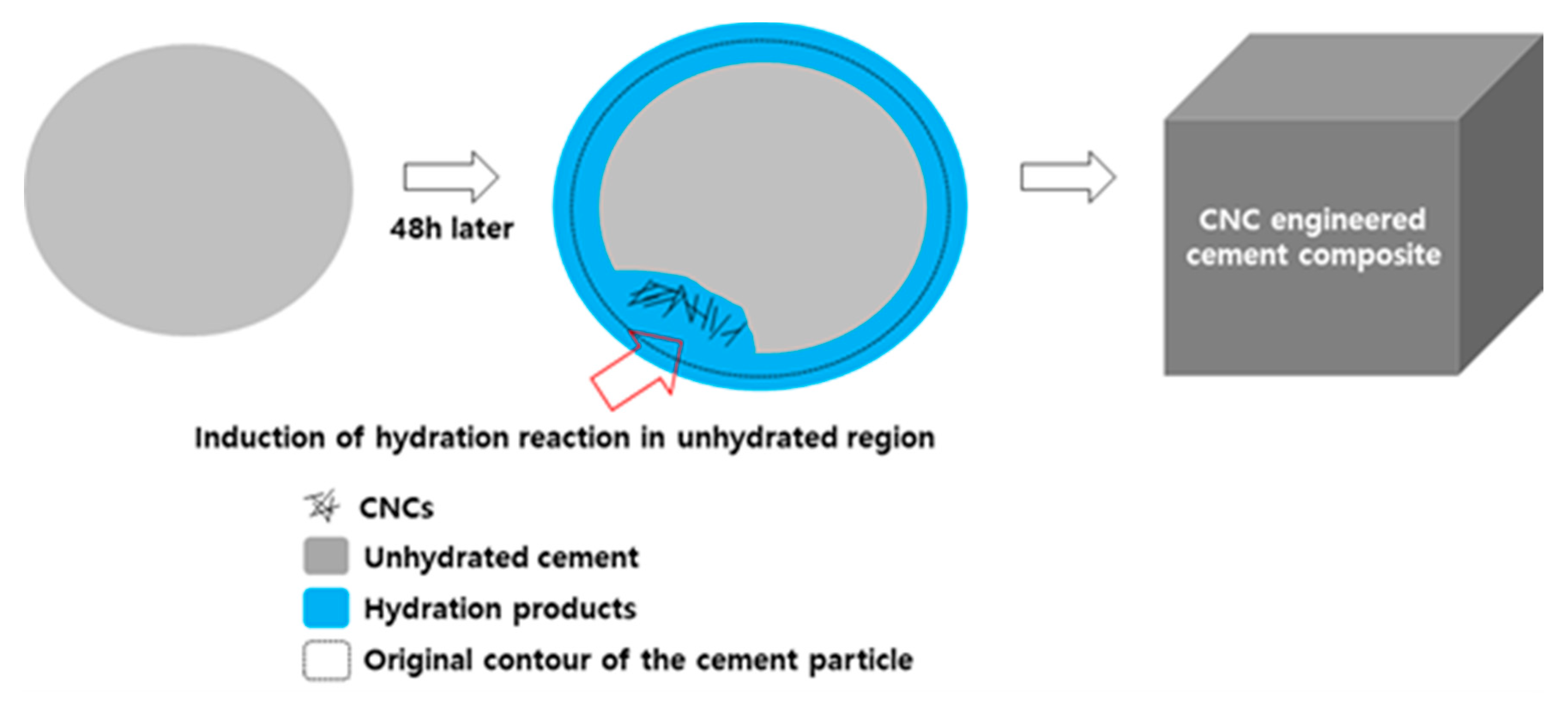
Figure 6.
TG-DTG curve.
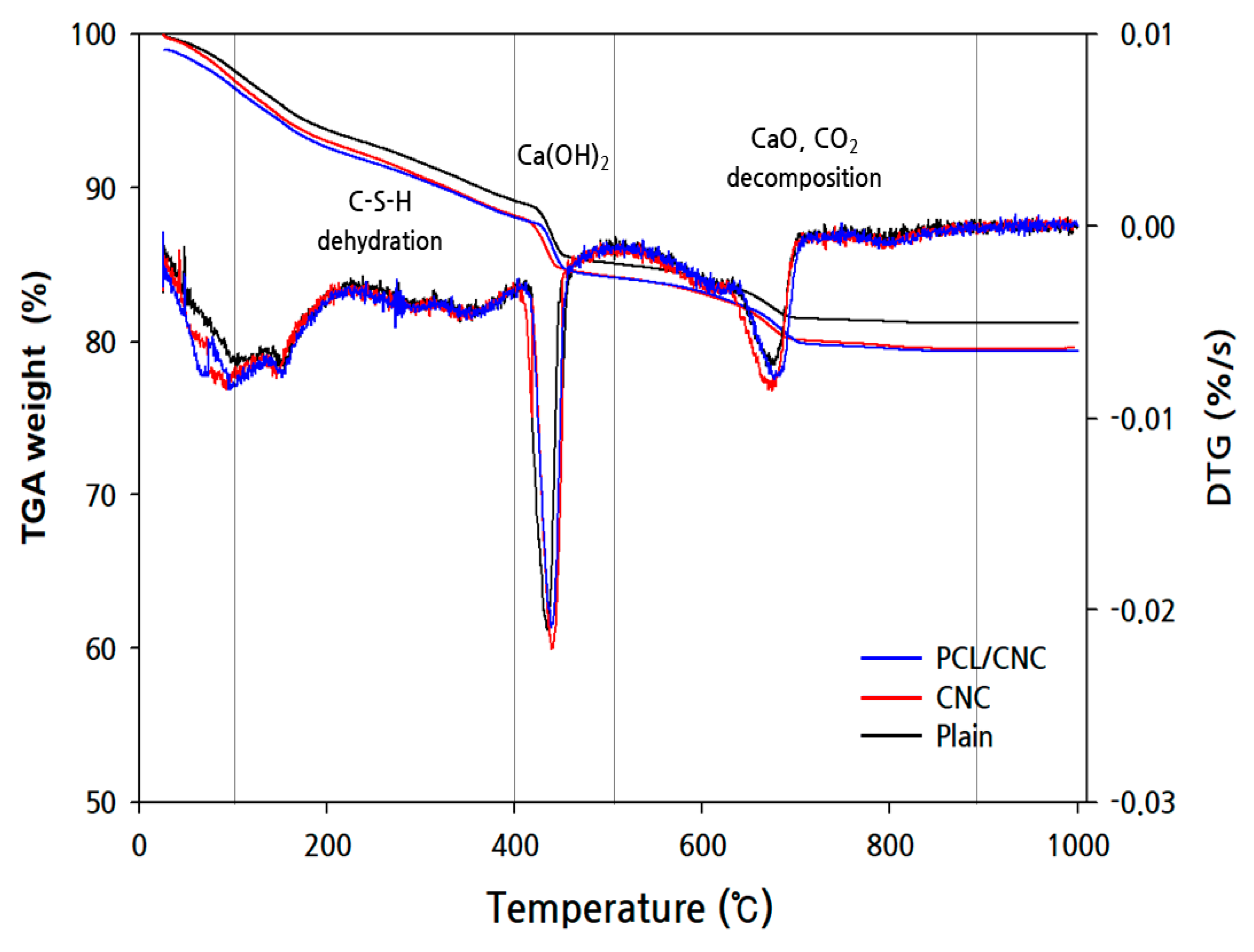
Figure 7.
Strength test results according to parameters.

Figure 8.
Changes in the PCL structure owing to heat.
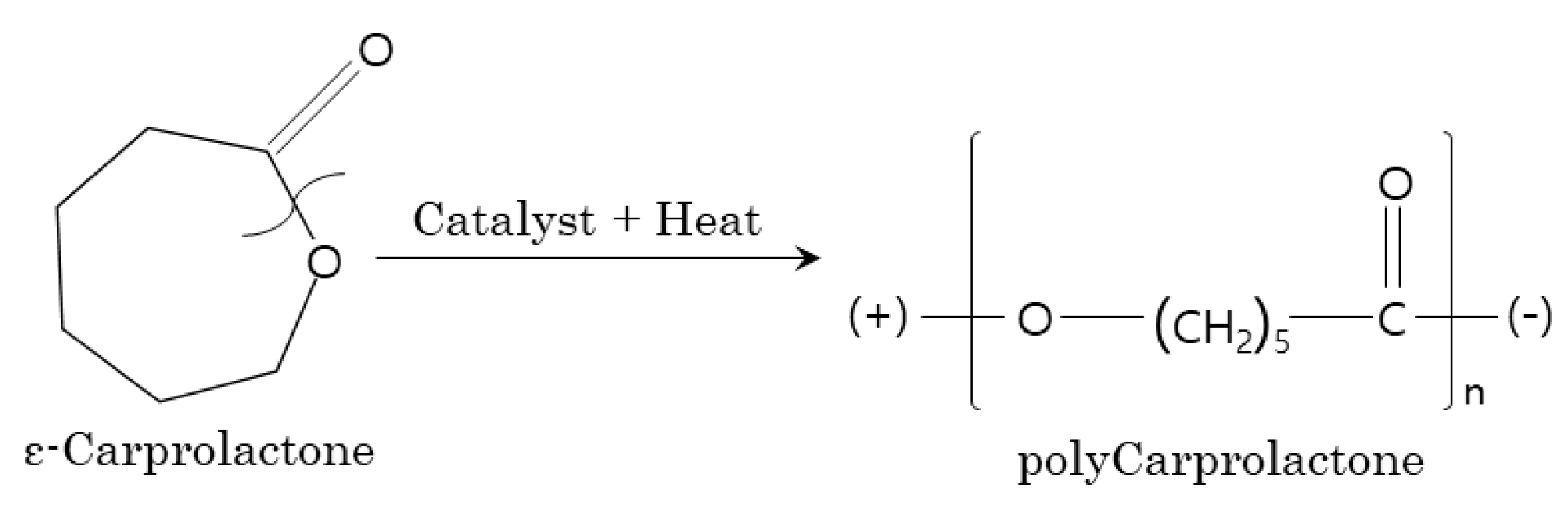
Figure 9.
SEM and EDS analysis according to variables.
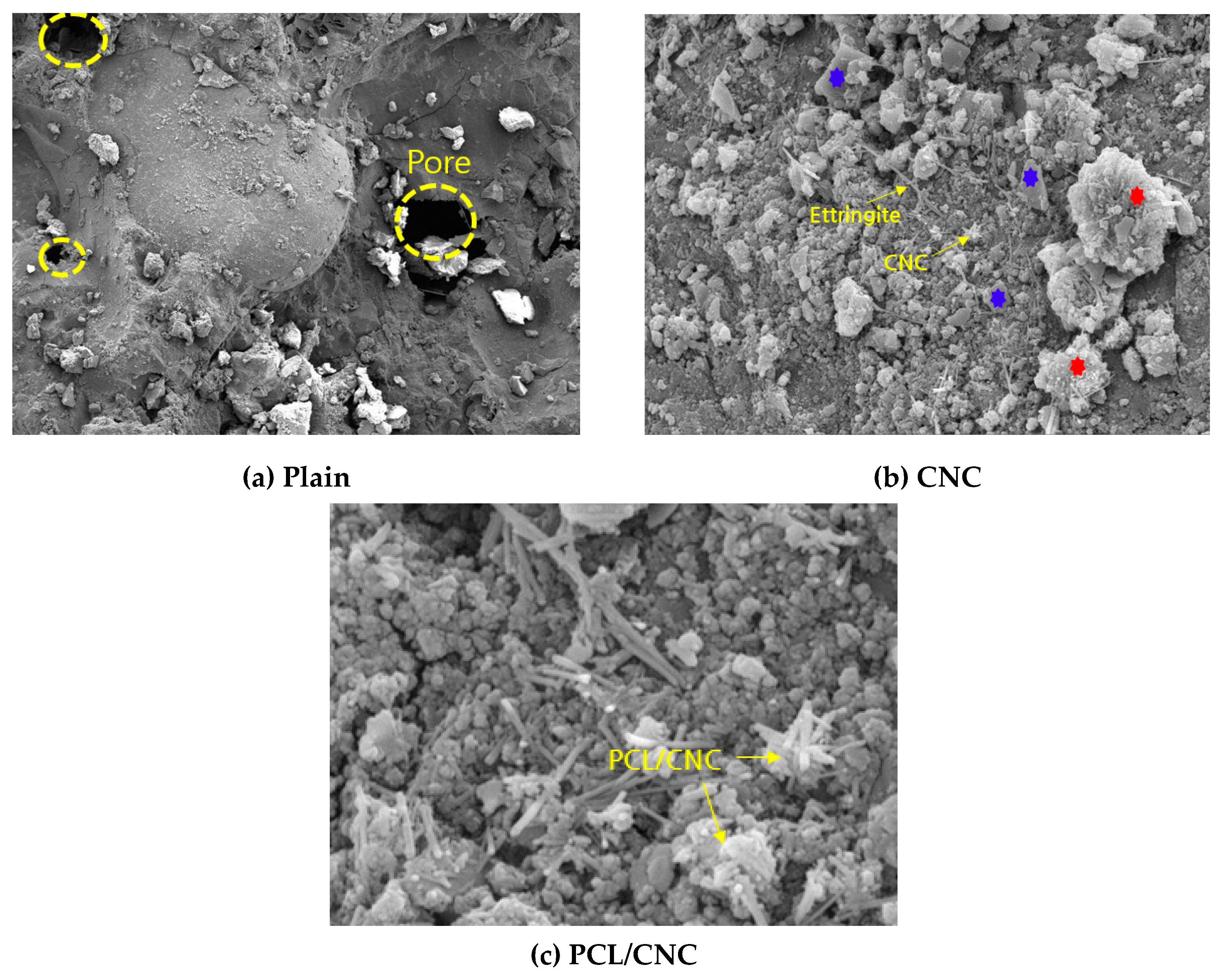

Table 1.
Physical properties according to PCL shape.
| Classification | Form | Molecular Weight | Color | Melting Point (℃) | Density (g/cm3) |
|---|---|---|---|---|---|
| CAPA 6500 | Granules | 50,000 | White | 58-60 | 1.1 |
| CAPA 6506 | Powder | 50,000 | White | 58-60 | 1.1 |
Table 2.
Physical properties of CNCs used.
| Form | Color | Crystallite density | Particle diameter | Particle length | pH |
|---|---|---|---|---|---|
| Powder | White | 1.5 g/cm3 | 2.3-4.5 nm(by AFM) | 44-108 nm(by AFM) | 6-7 |
AFM: Atomic Force Microscope.
Table 3.
FT-IR spectrum table [43].
Table 3.
FT-IR spectrum table [43].
| Peak Position (cm-1) | Peak Assignment |
|---|---|
| 1000–1250 | Si-O stretching of Si-O-Si crosslinked |
| 1300–1400 | CH2 and CH3 scissoring |
| 1600–1670 | C=C-H axial deformation |
| 3200–3700 | Axial deformation of Si-OH group OH |
Table 4.
Size range according to variable (unit: nm).
| Classification | Without PCL |
PCL Concentration (vol.%) | |||
|---|---|---|---|---|---|
| 0.1 | 0.3 | 0.5 | 1 | ||
| 7 days | 89–103 | 86–95 | 83–95 | 80–90 | 83–95 |
| 30 days | 68–97 | 68–88 | 68–88 | 69–90 | 63–72 |
Table 5.
Index of evaluation of dispersion stability according to the zeta potential value [41].
Table 5.
Index of evaluation of dispersion stability according to the zeta potential value [41].
| Zeta Potential, ζ (mV) | Stability Behavior of the Colloid |
|---|---|
| From 0 to ± 5 | Rapid coagulation or flocculation |
| From 10 to ± 30 | Incipient instability |
| From 30 to ± 40 | Moderate stability |
| From 40 to ± 60 | Good stability |
| More than ± 61 | Excellent stability |
Table 6.
Comparison of the degree of hydration using the Bhatty’s method.
| Tempering (°C) | Mass Loss (%) | ||
|---|---|---|---|
| Plain | CNC | PCL/CNC | |
| 105–400 () | 2.36 | 2.96 | 2.28 |
| 400–500 () | 0.81 | 1.24 | 0.72 |
| 500–900 () | 1.12 | 2.89 | 1.08 |
| 3.62 | 5.38 | 3.44 | |
| 17.01 | 20.67 | 16.01 | |
Table 7.
CNC/PCL cement composite mixing design.
| Classification | W/C | C/S | CNC (vol.%) |
PCL | APTES (wt.%) |
S.P (vol.%) |
|
|---|---|---|---|---|---|---|---|
|
Granules (vol.%) |
Powder (wt.%) |
||||||
| Plain | 1:2 | 1:3 | - | - | - | - | - |
| CNC | 0.8 | - | - | - | 1 | ||
| C-P 1 | 1 | - | 3 | ||||
| C-P 5 | - | 5 | |||||
| C-P-10 | - | 10 | |||||
| C-P-15 | - | 15 | |||||
Table 8.
PCL/CNC specimen EDS results.
| Chemical Compositions (wt%) | |||||
|---|---|---|---|---|---|
| C | O | Al | Si | Ca | others |
| 26 | 52 | 1.9 | 2.2 | 14.6 | 3.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



