
Submitted:
29 July 2023
Posted:
01 August 2023
You are already at the latest version
Abstract
In this paper the application of the solid-state cooling based on barocaloric effect in the cold food supply chain is investigated. Barocaloric solid-state technology is applied to the final chain links of the cold food supply chain, regarding the steps of retail and domestic conservation. In this context a barocaloric cooler with regard to food needing to be kept at 5°C (273 K), in order to operate with a promising cooling technology that result energy efficient and environmentally friendly. The categories of food interested in the investigation are meets and fresh food products like soft cheese, yogurt, milk. The energy performances of the barocaloric system have been carried out and compared with a commercial vapor compression refrigerator of a similar size, both operating with R600a under the same working conditions. Basing on the following consideration one can conclude that barocaloric cooling is a favourable technology to be employed in the last link chains of the cold food supply chain if the system operates in ABR cycle at frequencies between 1.25 and 1.50 Hz with a regenerator made of acetoxy silicone rubber as solid-state refrigerant and 50%EG-50%water mixture as heat transfer fluid flowing at the optimal velocity of 0.15 m s-1 that guarantees an appropriate trade-off between the temperature span, the cooling power and the coefficient of performances. Under these conditions the barocaloric system overperforms the domestic vapor compression cooler operating with R600a.
Keywords:
barocaloric
; food supply chain
; carbon footprint reduction
; solid-state cooling
; energy saving
1. Introduction
In the last decade, the global community has fully grasped the risks and has started implementing countermeasures to slow these tragic climate changes. Environmental sustainability has become essential for any new technological innovation; the goal is to achieve fully sustainable development as soon as possible. One of the most significant contributors to environmental pollution is constituted by the greenhouse gas emissions from air conditioning systems [1,2] in buildings and industrial warehouses as well as by the coupled systems for refrigeration [3,4]; therefore, the design and management of these systems must increasingly consider strict emission guidelines [5].
Over the years, and considering the increasing health consciousness among consumers, the food industry has evolved significantly to meet the market's high demands and maintain high-quality standards.
The point of connection between the refrigeration and air condition sector with food industry is constituted by the food cold chain [6]. The expression "cold chain" indicates the maintenance of fresh and frozen products at a constant temperature throughout their life cycle, from the production plant to the point of sale, through all stages of transport and storage. Maintaining the food storage temperature helps ensure that the product arrives intact on the final consumer's table, avoiding thermal shocks that could alter the organoleptic properties of the food. The goal is to prevent the cold chain from being interrupted in one of the stages of the supply chain, compromising the nutritional properties of the product and putting its integrity, hygiene standards and food safety at risk [7].
Each food product has a specific optimal storage temperature since a too high or too low temperature can adversely affect the quality and/or safety of the food.
Refrigeration is used at every stage of the food supply chain, from food processing to distribution, retail sales, and final consumption. The various cooling methods and strict temperature control during different processes are crucial to ensuring production levels and the product's organoleptic qualities at every production stage. Reliable, efficient, sustainable, and high-quality production processes are needed to satisfy the high energy demand and manage it best. Based on what stated by the High-Level Panel of Experts on Food Security and Nutrition, the framework of food systems encompasses food production, food supply chains, food environments, dietary habits, and food choices made by consumers, also including the related nutritional, environmental, and socio-economic outcomes [8]. Food supply chains, often called food production and distribution networks, are increasingly complex and include all the stages and actors playing a role from food production to processing, distribution, retail marketing, consumption, and waste disposal. If food and agriculture are responsible for over a quarter (26%) of global GreenHouse Gas emissions (GHGs), the share of GHG emitted by the global food system, that includes post-retail activities, such as consumer cooking and waste, is estimated to be even higher (34% of total GHGs) [9,10]. Even if the primary production stage is clearly the main contributor, the subsequent activities along the supply chain account for 18% of the food related GHGs (processing, 4%; transport, 5%; packaging, 6%; and retail, 4%). Finally, food waste emissions are huge, with around one-quarter of emissions (3.3 billion tonnes of CO2eq) from food production which becomes wastage either from supply chain (15% of food related GHGs) or consumers losses [11].
To ensure competitiveness in the global market while simultaneously reducing environmental impacts, the food sector must minimize its energy consumption and increase the use of eco-friendly facilities [12]. To achieve all these goals, optimizing refrigeration/freezing systems represents a significant challenge [13]. European Food Hygiene and Safety regulations provide detailed guidelines concerning the temperatures required for food preservation. Regulation EC No. 852/04 [14] states that food businesses handling perishable products must have all the necessary facilities maintain the "cold chain" for these products. For the storage and display of perishable goods, suitable structures such as refrigerated rooms and (or) freezers and refrigerated display counters must be available. However, all there measures alone are insufficient, as different food products must be kept at specific temperatures that must be continuously monitored. Therefore, the equipment must be "designed to allow temperature control and recording.
In general, however, the legal provisions in this matter are quite elaborate and also refer to different storage periods: transportation, warehousing, and display [15,16]. Traditional food preservation devices exhibit evident limitations in terms of environmental sustainability. Specifically, most refrigeration systems currently rely on the vapor compression cycle [17,18]. Over the years, the development of this technology has faced significant environmental impact issues associated with the refrigerants it uses, many of which have proven to be highly detrimental to the environment, both in terms of damaging the planet's stratospheric ozone layer and contributing to global warming.
In this context, research increasingly considers alternatives to traditional vapor compression systems: from one side there are renewable energy-based technologies such as solar [19] or geothermal-based [20,21,22,23]; from another side there are solid-state technologies based on the caloric effect [24,25]. These alternatives do not use refrigerant gases, ensuring a negligible contribution to the greenhouse effect [26]. They also have potentially higher performance coefficients compared to vapor compression systems, leading to energy savings of 50-60% no noise during operation, and easy maintenance [27,28,29,30]. These technologies fully align with the global political context aimed at reducing greenhouse gas emissions and transitioning towards a low-carbon economy.
The operating principle of solid-state systems is the caloric effect: it occurs when a caloric material is subjected to an external field that induces a temperature change by varying its intensity under adiabatic conditions (ΔTad). If the field varies under isothermal conditions, an entropy change (ΔSiso) can be observed in the material [31,32,33]. Depending on the nature of the applied external field and the thermophysical properties of the caloric material, specific caloric effects can be achieved: magnetocaloric (magnetic field) [34], electrocaloric (electric field) [35,36], mechano-caloric (mechanical stress) [37,38,39,40,41]. The magneto-caloric effect is further divided into two different types depending on the applied external field. If the external field is generated by mechanical stress such as compression [42], tension [43], or torsion [44], it is called the elastocaloric effect [45,46]. This effect occurs in specific materials known as shape memory alloys [47]. On the other hand, if the applied field is in terms of hydrostatic pressure, it is referred to as the barocaloric effect [48,49].
Recently, there has been a growing interest in the solid-state cooling effect known as barocaloric [48,49,50]. As a result, there are relatively fewer scientific publications than the caloric effects-based techniques [51]. The interest in barocaloric effects arose when studies suggested that magnetocaloric materials undergoing first-order phase transitions might experience a temperature change under adiabatic pressure variation [52].
Various investigations were conducted, and some years later, it was experimentally confirmed that many materials exhibiting magnetocaloric properties also show the possibility of detecting the barocaloric effect. Moreover, it was discovered that the barocaloric effect could be coupled with other caloric effects, leading to multicaloric effects in the same material. Another promising class of barocaloric materials includes those in the elastomer natural rubbers category.
Researchers like Moya et al. provided reviews on barocaloric materials in their papers [51,52]. However, the number of developed and investigated barocaloric materials for cooling applications continuously increases. Besides materials, the research on realizing devices for cooling applications also lacks experimental results from operating barocaloric prototypes. To the best of our knowledge, in 2014, Czernuszewicz et al. proposed the concept of a magneto-barocaloric test stand for cooling applications [53], which, similar to their previously developed magnetocaloric test stand [54], allows for assessing the application potential of materials that exhibit temperature changes under the influence of magnetization and applied pressure.
In 2018, Aprea et al. conducted a comprehensive study on caloric materials used in an active caloric cooler, including some of the most promising barocaloric refrigerants [55]. This investigation provided an up-to-date overview of their energy performance, establishing a general framework for these materials.
One significant outcome of the study above was the confirmation that the barocaloric effect showed great promise and could be compared with Vapor Compression (VC) cooling. Selecting promising barocaloric materials for cooling applications is crucial to developing efficient active barocaloric coolers. Additionally, using more efficient auxiliary fluids is necessary to ensure this technique is environmentally friendly. Typically, water or a water-glycol mixture is used as the auxiliary fluid, depending on whether the caloric system operates above or below zero degrees Celsius.
In this context is going to collocate the aim of the investigation of the paper: the application of barocaloric solid-state technology to the final chain links of the cold food supply chain, with regard to the steps of retail and domestic conservation. In this context we test a barocaloric cooler with regard to food needing to be kept at 5°C (273 K), in order to operate with a promising cooling technology that result energy efficient and environmentally friendly. The categories of food interested in the investigation are: meets and fresh food products (soft cheese, yogurt, milk)
Summarizing, the main objectives of this research, as described in this paper, are as follows:
- To examine the energy efficiency of a solid-state barocaloric cooling system designed to function as a refrigeration machine for retail of cold products needed to be kept at 278 K. The scenario is supposing to be in a hot indoor environment to examine the potentialities of the technology at extreme summer conditions (313 K). The purpose is to compare its performance with an existing vapor compression refrigerator commonly used in industrial settings. The solid-state system employs active barocaloric regeneration, using a heat-transfer fluid consisting of a 50% Ethylene-Glycol (EG) and 50% water mixture, while the solid-state refrigerant used is Acetoxy Silicone Rubber (ASR) [56]
- To assess and compare the energy efficiency of the active barocaloric cycle with that of a commercial vapor compression refrigerator of a similar size, both operating under the same working conditions.
2. The project "PNRR On Foods" and the cold chain
The research investigation introduced in this paper is part of the research activities of the maxi-project PNRR "ONFOODS". The concept of sustainability has only recently entered everyday use. Sustainability refers to patterns of production and consumption that respect natural resources and their usual rhythms, focusing on long-term resilience and avoiding depletion of resources and environmental degradation.
The 2030 Agenda for Sustainable Development, adopted by all United Nations Member States in 2015, describes 17 Sustainable Development Goals (SDGs), ranging from ending poverty to improving health and education, reducing inequality, spurring economic growth, tackling climate change, and working to preserve our oceans and forests.
The project ONFOODS (Research and innovation network on food and nutrition Sustainability, Safety and Security – Working ON Foods) it financed by the European Community among the activities of the Italian PNRR, i.e. the National Recovery and Resilience Plan (PNRR) is part of the Next Generation EU program (NGEU), the 750 billion euro package, made up of about half of grants, agreed by the European Union in response to the pandemic crisis of 2020. Within this framework, ONFOODS has planned to act with a comprehensive approach, joining together and synergizing the strengths and competences of several different disciplines, ranging from social and juridical sciences to agricultural economics, food chemistry, food technology and engineering, logistics, microbiology, marketing, human nutrition, and many disciplines of medicine. Only through a holistic approach we could become able to preserve the environment, acting on the virtuous implementation of our food systems and, at the same time, improving the wellbeing of the population and extending the life lived in good health, by reducing avoidable and premature mortality and inequity, and putting the person at the center of a more effective, safe, sustainable, and fair social security system.
ONFOODS faces this challenge acting through the coordinated activity of seven spokes, each one focusing on a very specific, although wide, matter related to food production, transformation, and effect. All the spokes will be deeply intertwined in a complex and wise network of connections and complementation, where ideas that originate in one spoke will become innovation only after the passage through the competence of researchers working and collaborating in other relevant spokes within the program.
The clearly identified objectives of ONFOODS are:
- -
- to promote the sustainability of food production;
- -
- o increase the adherence to more sustainable dietary patterns;
- -
- to promote the sustainability of food distribution;
- -
- to increase the quality of foods and diets;
- -
- to develop smart innovative technologies for a sustainable food production and consumption;
- -
- to guarantee food safety and food security at whole population level and in specific vulnerable targets of the population.
The research group of the University of Naples Federico II, to which the authors belong, is focused on the ONFOODS activities of "promote the sustainability of food distribution", i.e. with the purpose of potentiating the sustainability of the cold chain in all its steps.
The cold chain begins with the producer, continues through the storage phase in refrigerated platforms, then in the transport phase up to the sales warehouses and refrigerated counters of the points of sale and ends with the final consumers' refrigerators: every step is essential for the success of the cold chain. More in details a below are illustrated the phases of the food cold supply chain, that are also shown in Figure 1.
- I.
- Production and Products Processing: measuring the temperature at the core of the product, upon leaving the packaging lines, is necessary to determine the time required to reach the temperature indicated on the packages. After physical-chemical and bacteriological checks, the thermosensitive food products - fresh or frozen - are managed in a refrigerated environment and then stored in temperature-controlled warehouses.
- II.
- Cold Warehouse Storage: the conservation of the product in the cold room guarantees the total reduction of the temperature at the core of the food product and the picking and order preparation activities can also be carried out in the same environment. On the basis of the type of product, it must also be guaranteed that the ideal temperatures and hygienic conditions of containers and packaging are maintained; the loading areas must also be at a controlled temperature and possibly adjacent to the logistics cell.
- III.
- Transport: this phase is of crucial importance for the cold chain. In fact, the vehicles must present themselves with the refrigerators already in temperature and guarantee their respect and maintenance during transport up to another point for cold warehouse storage or to the points of sale of large-scale retail trade: this occurs through the use of tools that allow operators to keep the temperature of the air in the compartment under control.
- IV.
- Retail: the products are displayed in retail outlets on special refrigerated shelves and are available for purchase by the consumer.
- V.
- Conservation and consumption: after purchasing the products, the consumer keeps them in their domestic refrigerators until they are used for consumption.
During all the steps of the cold chain, in order to avoid any contamination, the operators involved are required to meticulously respect:
- the cleanliness and hygiene of the warehouses, equipment and transport;
- the observation of the pre-established critical limits in the various stages of the cold chain;
- the temperatures of the different actors of the cold chain.
In this context the Spoke 3 ONFOODS (Research and innovation network on food and nutrition Sustainability, Safety and Security – Working ON Foods) is going to collocate. Specifically, the spoke 3 has the following objectives:
- report on best storage and operational solutions for food waste control and reduction of the energy consumptions
- focus on the use of Phase Change materials (PCMs) for the steps of the cold chain related to: II) cold Warehouse storage; III) Transport
- the application of ecofriendly technologies alternative to vapor compression for the refrigeration systems serving the steps of the cold chain related to: IV) Retail; V) Conservation and consumption.
Temperature-sensitive products must therefore follow precise hygiene measures and respect the temperatures required by law. Frozen foods, as suggested by Italian Legislative Decree 27 January 1992, n.110 [57] must maintain a constant temperature of -18° Celsius but, during transport, brief upward swings not exceeding 3°C are allowed. As far as fresh food is concerned, however, each one has its own reference temperature, for example:
- Meats +5 °C +7° C
- Fish +2°C
- Fresh products +5°C
- Ice creams: -22°C
- Chocolate +18°/+20° C
Following the scopes of the Spoke 3 PNRR ON FOOD the investigation aims to introduce barocaloric solid-state technology as alternative to vapor compression for the chain links of the cold food supply chain related to retail and domestic conservation. The categories of food interested in the investigation are: meets and fresh food products (soft cheese, yogurt, milk) to be kept at 5°C (273 K) through a barocaloric cooler that can result energy efficient and environmentally friendly. The system is tested while operating in a hot indoor environment to examine the potentialities of the technology at extreme summer conditions (313 K). A comparison with the vapor compression technology is also perpetuated.
3. The thermodynamic cycle based on the Barocaloric effect
Active barocaloric refrigeration utilizes an active barocaloric regenerative cycle in which a barocaloric material serves as the refrigerant. The system consists of a barocaloric regenerator housed in a pressure cell to enable the variation of working pressure. This regenerator interacts with a cold and a hot heat exchanger, and a heat transfer fluid is used to facilitate the heat exchange while passing through the barocaloric material. The regenerator can be designed in various ways, such as using porous media, parallel plates, or wires of the barocaloric material, creating channels through which the auxiliary fluid flows, among other possibilities.
In Figure 2, we have provided an exemplary representation of the active barocaloric regenerative refrigeration cycle using a parallel-plate design. It is essential to clarify that the purpose of Fig. 2 is to conceptually depict the four processes of the active barocaloric regenerative refrigeration cycle from a thermodynamic standpoint rather than presenting a detailed engineering design. The ABR cycle comprises two isobaric and two adiabatic processes, as evident in Figure 2a.
Figure 2b, during the first process (I), the barocaloric regenerator undergoes adiabatic loading, increasing hydrostatic pressure from p0 to p1. This results in a temperature rise in the barocaloric material due to the BCE (1-2 transformation of Figure 2a). Once the pressure reaches p1, the loading process ends, and the system exchanges heat with the hot heat exchanger through the blowing of the Heat Transfer Fluid (HTF) (step II of Figure 2b). Consequently, as depicted in the 2-3 transformation of Figure 1a, the ABR starts to decrease in temperature. Subsequently, Step III (Figure 2b) involves adiabatic unloading, with the pressure decreasing from p1 to p0, causing further cooling of the ABR, as shown in the 3-4 transformation in Figure 2a.
Lastly, as seen in IV (Figure 2b), the HTF blowing in the ABR results in heat being subtracted from the cold heat exchanger, thus achieving the desired cooling effect. Consequently, the regenerator experiences an increase in temperature (transformation 4-1 of Figure 2a).
3.1. The barocaloric material
The selection of the appropriate barocaloric substance for cooling applications is influenced by the desired operating temperature range and the specific intended use. To be considered a promising refrigerant for caloric cooling, a material must meet several essential criteria, such as affordability, ease of synthesis, and non-toxicity [58]. Moreover, the material must exhibit significant adiabatic temperature change (∆Tad) values within the designated temperature range. With these objectives in mind, we opted to utilize acetoxy silicone rubber [56] in our investigation, as it is a widely available, cost-effective, and environmentally friendly elastomer. ASR represents a type of elastomer within the vulcanizing rubbers category with a value of density and thermal conductivity equal to 960 kg m-3 and 1.48 W m-1K-1, respectively. One of the key characteristics of this group is its remarkable elasticity: these vulcanizing rubbers can be repeatedly stretched to their original length when subjected to relatively low pressures. This ability makes them noteworthy as potential mechanocaloric materials, as they combine their elastomeric properties with promising structural transitions. Acetoxy silicone rubber, composed of polydimethylsiloxane, additives, preservatives, and fillers, demonstrates an extraordinary barocaloric effect, displaying a significant ∆Tad peak during crystalline (41.1 K), amorphous transitions, which leads to rearrangements of the polymer chains. In Figure 3, Imamura et al. [56] present the adiabatic temperature change of acetoxy silicone rubber during the decompression process at a pressure of ∆p = 0.390 GPa, plotted against the working temperature of the material at the beginning of the transformation. The complete details of the measurements and the methodology utilized can be found [56]. The peak barocaloric effect occurs at approximately 41.1 K, near 298 K. Considering a suitable working temperature range for domestic refrigeration purposes (278 ÷ 313 K), the observed values of ∆Tad remain above 30 K, affirming the applicability of ASR for this cooling application. ASR, being classified under vulcanizing rubbers, faces a significant concern regarding fatigue behavior. Researchers such as Sebald et al. [58] investigated fatigue's impact on the degradation of barocaloric properties, while Woo et al. [59] have developed a tool for predicting fatigue life. The findings by Sebald et al. [58] indicate that the barocaloric effect (BCE) temperature degradation is much lower than the degree of stress degradation. On the other hand, Woo et al. [59] observed that the fatigue failure of such materials typically occurs after approximately 6 × 105 cycles (in the order of magnitude). In Table 1, a summary of the thermodynamic properties of Acetoxy Silicon Rubber is presented.
3.2. Mathematical modelling
The examination was continued utilizing a 2D representation of an ABR refrigerator. The regenerator (measuring 20mm x 45mm) is constructed with parallel plates made of barocaloric substances, enabling the flow of HTF (Heat Transfer Fluid) for exchanging heat with the hot and cold heat exchangers. The mathematical framework governing the four processes of the ABR cycle is outlined as follows:
where u and v are the components of the fluid velocity vector along x and y axes, p is the fluid pressure; Tf and Ts are the fluid and solid temperatures, respectively. k, and C are the thermal conductivity, density, and heat capacity of the fluid (if they are coupled with the f subscript) or of the solid (if they are followed by the s subscript).
In the I and III steps of the ABR cycle, the fluid is not moving, and the elastocaloric effect occurs through +Q and – Q, respectively, and the eq. (1) becomes:
with:
The Q functions were derived using specialized software identifying the closest mathematical representation to the input table function. These functions were generated based on experimental data previously published in the literature, and Table 2 contains the mathematical expressions corresponding to the various investigated pressure load. To solve the equations of the model, the Finite Element Method was employed, and the regenerator underwent meshing using the free triangular meshing approach (depicted in Figure 3).
Figure 3.
An image of the regenerator's triangular mesh is utilized to solve the model.
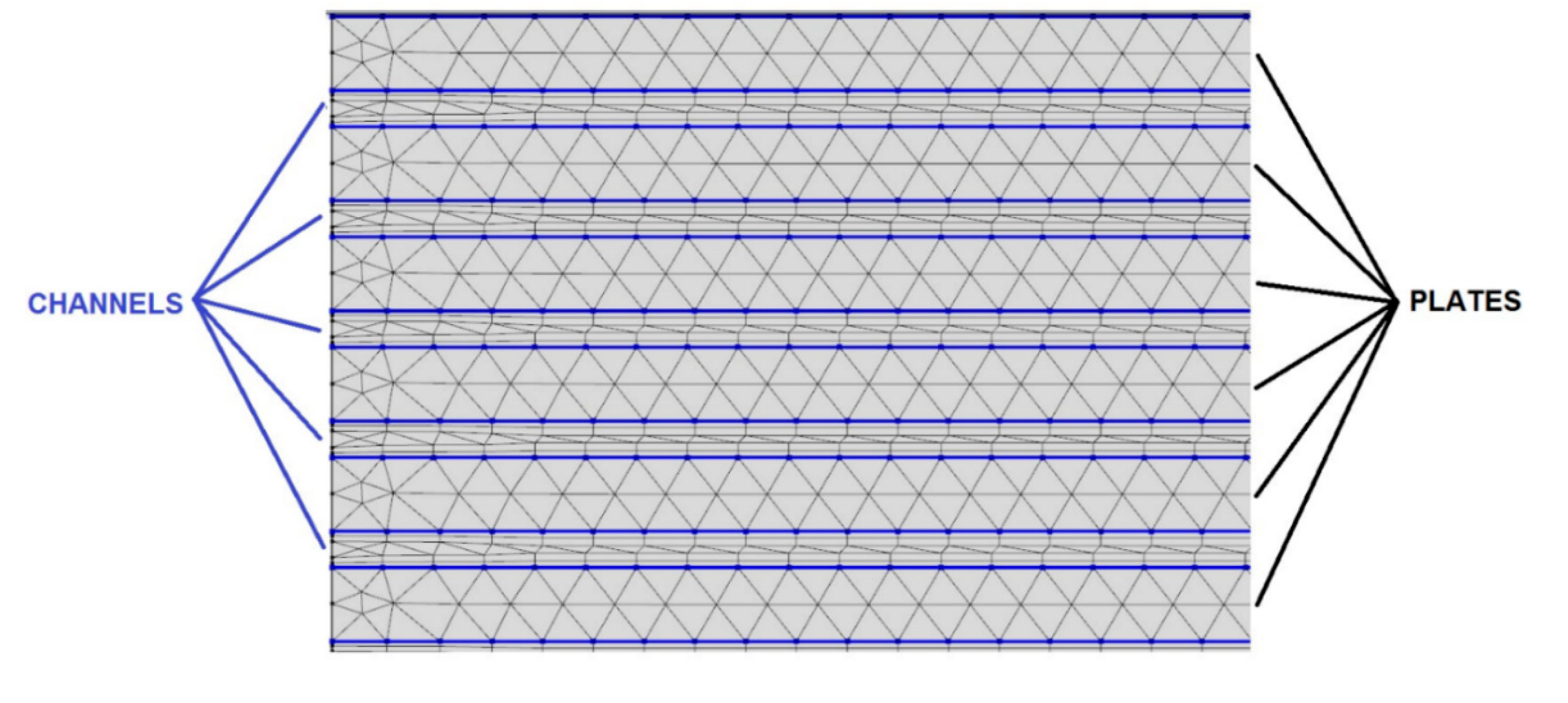
The Finite Element Method (FEM) is employed to solve the model, while the ABR cycle cyclically iterates multiple times until it reaches a steady-state condition that fulfills the cutoff criterion at every point of the ABR regenerator:
4. Thermal performance analysis
The ABR regenerator utilizes acetoxy silicone rubber as the barocaloric refrigerant, experiencing ∆p = 0.390 GPa during the adiabatic compression-decompression processes. The study was conducted with specific parameters: a temperature range of 278 ÷ 313 K, where the lower and upper limits represent the cold and hot heat exchanger temperatures, respectively. Each ABR cycle has a total duration of 0.8 s, with each step lasting 0.2 s. The heat transfer fluid (HTF) employed in the system is a mixture of 50% ethylene glycol (EG) and 50% water, with a freezing point of 236 K.
Table 3 summarizes the investigation's parameters and ranges for better clarity.
The most significative parameters characterizing the energy performances are:
∆Tspan is the temperature span measured across the regenerator during the last process of the ABR cycle in steady-state conditions.
is the refrigerating power proper of the ABR refrigerator.
The COP (Coefficient of Performance) measures the cooling power of the refrigerator to the combined expenses involved in its operation. WTOT represents the contribution of changes in the external field (Wfield) and the mechanical power needed to move the heat transfer fluid (Wpump).
To evaluate the energy efficiency of the barocaloric refrigerator, its performance was compared to experimental results obtained from a standard food cooler operating under identical conditions. This allowed for a reference point to gauge the level of achievement attained by the solid-state system.
5. Results
This part analyses the energy output the elastocaloric device generates when it is functioning in cooling mode. It includes data visualizations and supporting arguments. The graph in Figure 4 illustrates the variation of the temperature span, represented as ∆Tspan, consistently exceeds 35 K. The "temperature span" refers to the temperature range between the upper and lower limits of a thermal device or system. In other words, it represents the temperature difference between the point at which the device reaches its maximum temperature and the point at which it reaches its minimum temperature during its operation. It is an essential parameter for evaluating the performance of a thermal device, such as the elastocaloric device mentioned in the previous text. A wide temperature span indicates a higher capacity to transfer heat and provide cooling or heating effects. At a speed of 0.10 m s-1 and a frequency of 1.5 Hz, the maximum ∆Tspan value reaches 39.2 K "
In Figure 5 is introduced the specific cooling power of the barocaloric system as a function of the fluid flow velocity. In this paper also, a comparison with a vapor compression cooler is carried out. The VC system is a Samsung RB38T705CB1 working with 62.5 g of R600a.
The cooling capacity of the VC system is 1 kW and is addressed for domestic use. The specific cooling power of the system is 16 kW kg-1. From Figure 5 one can observe that for fluid velocity greater than 0,06 m s-1 the barocaloric system overperforms the vapor compression one. For HTF velocities greater than 0.05 m s-1, the specific cooling power of the barocaloric system is always higher than the traditional system. It reaches its peak value of 44 kW kg-1 at a speed of 0.20 m s-1 and a frequency of 1.5 Hz.
Figure 6 depict the variations of the coefficient of performance (COP) with HTF velocity at various frequencies. The most favorable COP readings are observed at a frequency of 1.25 Hz and an HTF velocity of 0.20 m s-1, reaching a peak value of approximately 4.5. Even the standard vapor compression-based system achieves highly satisfactory COP values.
In Figure 7a comparison between the barocaloric cooler and a domestic refrigerator based on vapor compression is introduced in terms of COP. The following equation defines the comparison:
From Figure 7 can notice that velocity values of the HTF equal to or greater than 0.15 m s-1 always ensure an energy saving if the domestic cooler is based on ABR cycle. If the velocity is 0.1 m s-1, the frequency of 1.25 and 1.50 ensure a positive gain in terms of COP. The results demonstrate that the ABR cycle consistently outperforms the traditional vapor compression refrigerator, with improvements ranging from up to 40%. For low values of velocity and for all frequencies, the barocaloric system does not achieve the same COP values as the traditional system. However, for velocities higher than 0.06 m/s, the barocaloric device manages to achieve improvements of over 40% for all frequencies.
6. Conclusion
This paper presents a study to assess the energy efficiency of an active barocaloric refrigerator designed to function as a freezer cooler for food applications. The investigation evaluates its performance using a 2-D tool based on the finite element method, considering parameters such as temperature span, cooling power, mechanical power, and coefficient of performance. The system is tested while operating in a hot indoor environment to examine the potentialities of the technology at extreme summer conditions (313 K). The categories of food interested in the investigation are: meets and fresh food products (soft cheese, yogurt, milk) to be kept at 5°C (278 K) through a barocaloric cooler that can result energy efficient and environmentally friendly. A comparison with the vapor compression technology is also perpetuated since the scopes of the Spoke 3 PNRR ON FOOD the investigation aims to introduce barocaloric solid-state technology as alternative to vapor compression for the chain links of the cold food supply chain related to retail and domestic conservation. The barocaloric system operates basing on Active barocaloric regenerative refrigeration cycle where the heat-transfer fluid is a mixture of 50% ethylene-glycol and 50% water, while the solid-state refrigerant is acetoxy silicone rubber. From the investigation the following conclusions can be drawn:
- the temperature span always exceeds 35 K and it reaches a peak of 39.2 at a speed of 0.10 m s-1 and a frequency of 1.5 Hz.
- For fluid velocity greater than 0,06 m s-1 the barocaloric system overperforms the vapor compression one in terms of cooling power. The peak of 44 kW kg-1 is reached at a speed of 0.20 m s-1 and a frequency of 1.5 Hz.
- The most favorable COP readings are observed at a frequency of 1.25 Hz and an HTF velocity of 0.2 m s-1, reaching a peak value of approximately 4.5.
- Velocity values of the HTF equal to or greater than 0.15 m s-1 always ensure an energy saving if the domestic cooler is based on ABR cycle.
Basing on the following consideration one can conclude that barocaloric cooling is a favourable technology to be employed in the last link chains of the cold food supply chain if the system operates in ABR cycle at frequencies between 1.25 and 1.50 Hz with a regenerator made of acetoxy silicone rubber as solid-state refrigerant and 50%EG-50%water mixture as heat transfer fluid flowing at the optimal velocity of 0.15 m s-1 that guarantees an appropriate trade-off between the temperature span, the cooling power and the coefficient of performances. Under these conditions the barocaloric system overperforms the domestic vapor compression cooler operating with R600a.
Acknowledgment
Authors want to acknowledge the University Ministry of Research of Italy for financing within the scope of the project “PNRR ON FOODS SPOKE 3” a Spoke of the maxi project ONFOODS (Research and innovation network on food and nutrition Sustainability, Safety and Security – Working ON Foods) financed by the European Community among the activities of the Italian PNRR, i.e. the National Recovery and Resilience Plan (PNRR) as part of the Next Generation EU program (NGEU), agreed by the European Union in response to the pandemic crisis of 2020.
References
- Benhadid-Dib, S., & Benzaoui, A. (2012). Refrigerants and their environmental impact Substitution of hydro chlorofluorocarbon HCFC and HFC hydro fluorocarbon. Search for an adequate refrigerant. Energy Procedia, 18, 807-816.
- Aprea, C., & Greco, A. (2002). An exergetic analysis of R22 substitution. Applied Thermal Engineering, 22(13), 1455-1469.
- Aprea, C., Greco, A., & Rosato, A. (2008). Comparison of R407C and R417A heat transfer coefficients and pressure drops during flow boiling in a horizontal smooth tube. Energy Conversion and Management, 49(6), 1629-1636.
- Llopis, R. , Torrella, E., Cabello, R., & Sánchez, D. (2012). HCFC-22 replacement with drop-in and retrofit HFC refrigerants in a two-stage refrigeration plant for low temperature. International journal of refrigeration, 35(4), 810-816.
- Montreal Protocol on substances that deplete the ozone layer. United Nation Environment Program (UN), New York (NY), USA, 1987.
- James, S. J. , & James, C. J. F. R. I. (2010). The food cold-chain and climate change. Food Research International, 43(7), 1944-1956.
- Mercier, S. , Villeneuve, S., Mondor, M., & Uysal, I. (2017). Time–temperature management along the food cold chain: A review of recent developments. Comprehensive reviews in food science and food safety, 16(4), 647-667.
- Audsley, E. , Brander, M., Chatterton, J. C., Murphy-Bokern, D., Webster, C., & Williams, A. G. (2010). How low can we go? An assessment of greenhouse gas emissions from the UK food system and the scope reduction by 2050. Report for the WWF and Food Climate Research Network.
- Garnett, T. (2011). Where are the best opportunities for reducing greenhouse gas emissions in the food system (including the food chain)?. Food policy, 36, S23-S32.
- Oenema, O., Velthof, G., & Kuikman, P. (2001). Technical and policy aspects of strategies to decrease greenhouse gas emissions from agriculture. Nutrient Cycling in Agroecosystems, 60, 301-315.
- Camanzi, L., Alikadic, A., Compagnoni, L., & Merloni, E. (2017). The impact of greenhouse gas emissions in the EU food chain: A quantitative and economic assessment using an environmentally extended input-output approach. Journal of Cleaner Production, 157, 168-176.
- F. Cascetta, R. F. Cascetta, R. Di Lorenzo, S. Nardini, and L. Cirillo, "A Trnsys Simulation of a Solar-Driven Air Refrigerating System for a Low-Temperature Room of an Agro-Industry site in the Southern part of Italy," in Energy Procedia, Elsevier Ltd, Sep. 2017, pp. 329–336. [CrossRef]
- C. Aprea, F. C. Aprea, F. de Rossi, A. Greco, and C. Renno, "Refrigeration plant exergetic analysis varying the compressor ca-pacity," Int J Energy Res, vol. 27, no. 7, pp. 653–669, Jun. 2003. [CrossRef]
- "REGULATION (EC) No 852/2004 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL," 2004.
- Y. Zhang, Y. Y. Zhang, Y. Xu, R. Lu, S. Zhang, A. M. Hai, and B. Tang, "Form-stable cold storage phase change materials with durable cold insulation for cold chain logistics of food," Postharvest Biol Technol, vol. 203, p. 112409, Sep. 2023. [CrossRef]
- M. Bozorgi, P. M. Bozorgi, P. Roy, A. R. M. Siddique, K. Venkateshwar, S. Tasnim, and S. Mahmud, "Experimental investigation and life cycle assessment of a phase change material (PCM) based thermoelectric (TE) refrigerator," International Journal of Thermofluids, vol. 19, p. 100394, Aug. 2023. [CrossRef]
- Aprea, C., Greco, A., & Vanoli, G. P. (2003). Condensation heat transfer coefficients for R22 and R407C in gravity driven flow regime within a smooth horizontal tube. International journal of refrigeration, 26(4), 393-401.
- Aprea, C., De Rossi, F., & Greco, A. (2000). Experimental evaluation of R22 and R407C evaporative heat transfer coefficients in a vapour compression plant. International Journal of Refrigeration, 23(5), 366-377.
- Greco, A., Gundabattini, E., Gnanaraj, D. S., & Masselli, C. (2020). A comparative study on the performances of flat plate and evacuated tube collectors deployable in domestic solar water heating systems in different climate areas. Climate, 8(6), 78.
- D’Agostino, D., Esposito, F., Greco, A., Masselli, C., & Minichiello, F. (2020). Parametric analysis on an earth-to-air heat exchanger employed in an air conditioning system. Energies, 13(11), 292.
- D’Agostino, D., Esposito, F., Greco, A., Masselli, C., & Minichiello, F. (2020). The energy performances of a ground-to-air heat exchanger: A comparison among köppen climatic areas. Energies, 13(11), 2895.
- Greco, A. , & Masselli, C. (2020). The optimization of the thermal performances of an earth to air heat exchanger for an air conditioning system: A numerical study. Energies, 13(23), 6414.
- Cirillo, L., Greco, A., & Masselli, C. (2023). Computational investigation on daily, monthly and seasonal energy performances and economic impact through a detailed 2D FEM model of an earth to air heat exchanger coupled with an air conditioning system in a continental climate zone. Energy and Buildings, 113365.
- Fähler, S. , Rößler, U. K., Kastner, O., Eckert, J., Eggeler, G., Emmerich, H.,... & Albe, K. (2012). Caloric effects in ferroic materials: new concepts for cooling. Advanced Engineering Materials, 14(1-2), 10-19.
- P. Kabirifar, A. P. Kabirifar, A. Žerovnik, Ž. Ahčin, L. Porenta, M. Brojan, and J. Tušek, “Elastocaloric cooling: State-of-the-art and future challenges in designing regenerative elastocaloric devices,” Strojniski Vestnik/Journal of Mechanical Engineering, vol. 65, no. 11–12. Assoc. of Mechanical Eng. and Technicians of Slovenia, pp. 615–630, 2019. [CrossRef]
- Aprea, C., Greco, A., Maiorino, A., & Masselli, C. (2020). The employment of caloric-effect materials for solid-state heat pumping. International Journal of Refrigeration, 109, 1-11.
- Aprea, C., Greco, A., & Maiorino, A. (2012). Modelling an active magnetic refrigeration system: A comparison with different models of incompressible flow through a packed bed. Applied Thermal Engineering, 36, 296-306.
- D. J. Silva, J. Ventura, and J. P. Araújo, "Caloric devices: A review on numerical modeling and optimization strat-egies," International Journal of Energy Research, vol. 45, no. 13. John Wiley and Sons Ltd, pp. 18498–18539, Oct. 25, 2021. [CrossRef]
- Takeuchi, I., & Sandeman, K. (2015). Solid-state cooling with caloric materials. Physics today, 68(12), 48-54.
- L. Cirillo, A. Greco, C. Masselli, and S. Qian, “The Italian elastocaloric rotary air conditioner: Numerical modelling for optimal design and enhanced energy performances,” Thermal Science and Engineering Progress, vol. 37, Jan. 2023. [CrossRef]
- Fähler, S., & Pecharsky, V. K. (2018). Caloric effects in ferroic materials. MRS Bulletin, 43(4), 264-268.
- Kitanovski, U. Plaznik, U. Tomc, and A. Poredoš, "Present and future caloric refrigeration and heat-pump technologies," International Journal of Refrigeration, vol. 57. Elsevier Ltd, pp. 288–298, Oct. 01, 2015. [CrossRef]
- Moya, X., & Mathur, N. D. (2020). Caloric materials for cooling and heating. Science, 370(6518), 797-803.
- C. Aprea, A. C. Aprea, A. Greco, A. Maiorino, and C. Masselli, "Analyzing the energetic performances of AMR regenerator working with different magnetocaloric materials: Investigations and viewpoints," International Journal of Heat and Technology, vol. 35, no. Special Issue 1, pp. S383–S390, Sep. 2017. [CrossRef]
- Greco, A. , & Masselli, C. (2020). Electrocaloric cooling: A review of the thermodynamic cycles, materials, models, and devices. Magnetochemistry, 6(4), 67.
- Q. Li, J. Shi, D. Han, F. Du, J. Chen, and X. Qian, "Concept design and numerical evaluation of a highly efficient rotary electrocaloric refrigeration device," Appl Therm Eng, vol. 190, May 2021. 20 May. [CrossRef]
- K. Engelbrecht, "Future prospects for elastocaloric devices," JPhys Energy, vol. 1, no. 2. IOP Publishing Ltd, Jan. 01, 2019. [CrossRef]
- Cirillo, L., Farina, A. R., Greco, A., & Masselli, C. (2022). The optimization of the energy performances of a single bunch of elastocaloric elements to be employed in an experimental device. Thermal Science and Engineering Progress, 27, 101152.
- Chen, J., Lei, L., & Fang, G. (2021). Elastocaloric cooling of shape memory alloys: A review. Materials Today Communications, 28, 102706.
- Masselli, C. , Cirillo, L., & Greco, A. (2023). Cooling of electronic circuits through elastocaloric solid-state technology: A numerical analysis for the development of the CHECK TEMPERATURE prototype. Applied Thermal Engineering, 230, 120729.
- Lloveras, P. , & Tamarit, J. L. (2021). Advances and obstacles in pressure-driven solid-state cooling: A review of barocaloric materials. MRS Energy & Sustainability, 8, 3-15.
- J. Chen, K. J. Chen, K. Zhang, Q. Kan, H. Yin, and Q. Sun, “Ul-tra-high fatigue life of NiTi cylinders for compression-based elastocaloric cooling,” Appl Phys Lett, vol. 115, no. 9, Aug. 2019. [CrossRef]
- J. Tušek, K. J. Tušek, K. Engelbrecht, L. P. Mikkelsen, and N. Pryds, “Elastocaloric effect of Ni-Ti wire for application in a cooling device,” J Appl Phys, vol. 117, no. 12, Mar. 2015. [CrossRef]
- R. Wang et al., “Torsional refrigeration by twisted, coiled, and supercoiled fibers.” [Online]. Available online: http://science.sciencemag.
- L. Cirillo, A. L. Cirillo, A. Greco, and C. Masselli, “A numerical comparison among different solutions for the design of a ro-tary elastocaloric prototype,” Appl Therm Eng, vol. 228, p. 120487, Jun. 2023. [CrossRef]
- L. Cirillo, A. R. L. Cirillo, A. R. Farina, A. Greco, and C. Masselli, “Numerical optimization of a single bunch of niti wires to be placed in an elastocaloric experimental device: preliminary results,” Magnetochemistry, vol. 7, no. 5, 2021. [CrossRef]
- L. Cirillo, A. L. Cirillo, A. Greco, and C. Masselli, “Development of an electronic circuit cooling system using elastocaloric ef-fect: a FEM comparison among different configurations,” Appl Therm Eng, vol. 219, Jan. 2023. [CrossRef]
- L. Cirillo, A. L. Cirillo, A. Greco, and C. Masselli, "Cooling through barocaloric effect: A review of the state of the art up to 2022," Thermal Science and Engineering Progress, vol. 33. Elsevier Ltd, Aug. 01, 2022. [CrossRef]
- C. Aprea, A. C. Aprea, A. Greco, A. Maiorino, and C. Masselli, "The use of barocaloric effect for energy saving in a domestic refrigerator with ethylene-glycol based nanofluids: A numerical analysis and a comparison with a vapor com-pression cooler," Energy, vol. 190, Jan. 2020. [CrossRef]
- C. Aprea, A. C. Aprea, A. Greco, A. Maiorino, and C. Masselli, "A comparison between rare earth and transition metals work-ing as magnetic materials in an AMR refrigerator in the room temperature range," Appl Therm Eng, vol. 91, pp. 767–777, Dec. 2015. [CrossRef]
- X. Moya, E. X. Moya, E. Defay, V. Heine, and N. D. Mathur, "Too cool to work," Nature Physics, vol. 11, no. 3. Nature Publish-ing Group, pp. 202–205, Mar. 06, 2015. [CrossRef]
- X. Moya, S. X. Moya, S. Kar-Narayan, and N. D. Mathur, "Caloric materials near ferroic phase transitions," Nature Materials, vol. 13, no. 5. Nature Publishing Group, pp. 439–450, 2014. [CrossRef]
- Czernuszewicz, J. Kaleta, D. Lewandowski, and M. Przybylski, "An idea of the test stand for studies of mag-netobarocaloric materials properties and possibilities of their application," Physica Status Solidi (C) Current Topics in Solid State Physics, vol. 11, no. 5–6, pp. 995–999, 2014. [CrossRef]
- Czernuszewicz, J. Kaleta, M. Królewicz, D. Lewandowski, R. Mech, and P. Wiewiórski, "A test stand to study the possibility of using magnetocaloric materials for refrigerators," International Journal of Refrigeration, vol. 37, no. 1, pp. 72–77, Jan. 2014. [CrossRef]
- Aprea, A. Greco, A. Maiorino, and C. Masselli, "Solid-state refrigeration: A comparison of the energy perfor-mances of caloric materials operating in an active caloric regenerator," Energy, vol. 165, pp. 439–455, Dec. 2018. [CrossRef]
- W. Imamura, É. O. Usuda, L. S. Paixão, N. M. Bom, A. M. Gomes, and A. M. G. Carvalho, "Supergiant Barocaloric Effects in Acetoxy Silicone Rubber over a Wide Temperature Range: Great Potential for Solid-state Cooling," Chi-nese Journal of Polymer Science (English Edition), vol. 38, no. 9, pp. 999–1005, Sep. 2020. [CrossRef]
- DECRETO LEGISLATIVO 27 gennaio 1992, n. 110. Attuazione della direttiva n. 89/108/CEE in materia di alimenti surgelati destinati all'alimentazione umana. Decreto del Presidente della Repubblica.
- G. Sebald, Z. G. Sebald, Z. Xie, and D. Guyomar, "Fatigue effect of elastocaloric properties in natural rubber," Philosophical Transactions of the Royal Society A: Mathematical, Physical and Engineering Sciences, vol. 374, no. 2074, Aug. 2016. [CrossRef]
- S. Woo, W. D. S. Woo, W. D. Kim, S. H. Lee, B. I. Choi, and H. S. Park, "Fatigue life prediction of vulcanized natural rubber subjected to heat-aging," Procedia Eng, vol. 1, no. 1, pp. 9–12, Jul. 2009. [CrossRef]
Figure 1.
The phases of the cold supply chain for food.
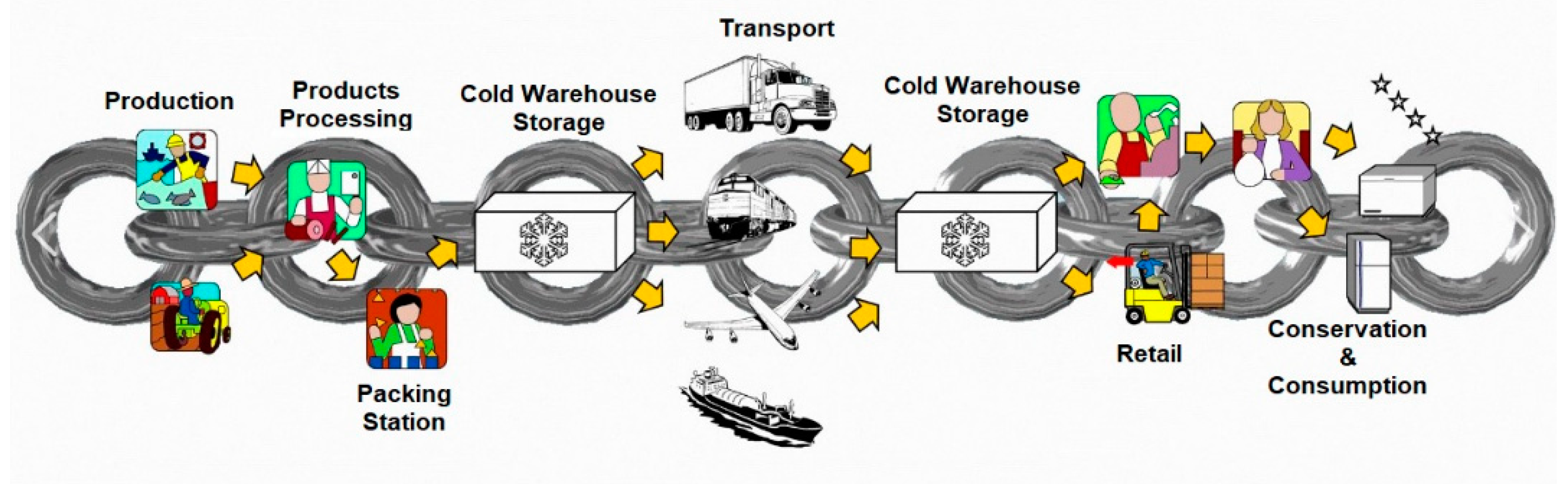
Figure 2.
The Brayton-based ABR cycle: a) on T-s diagram; b) applied to the cooling system.
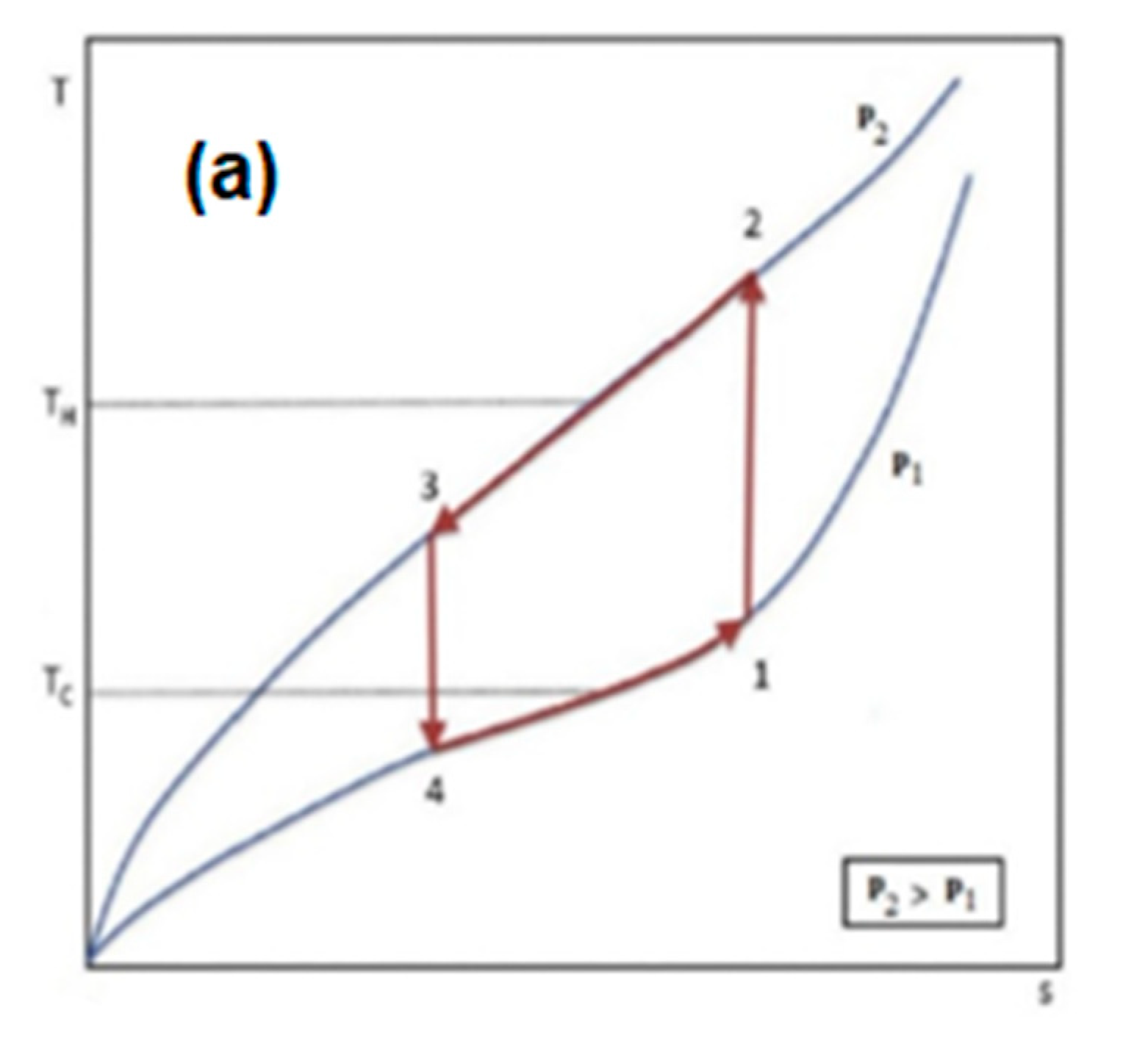
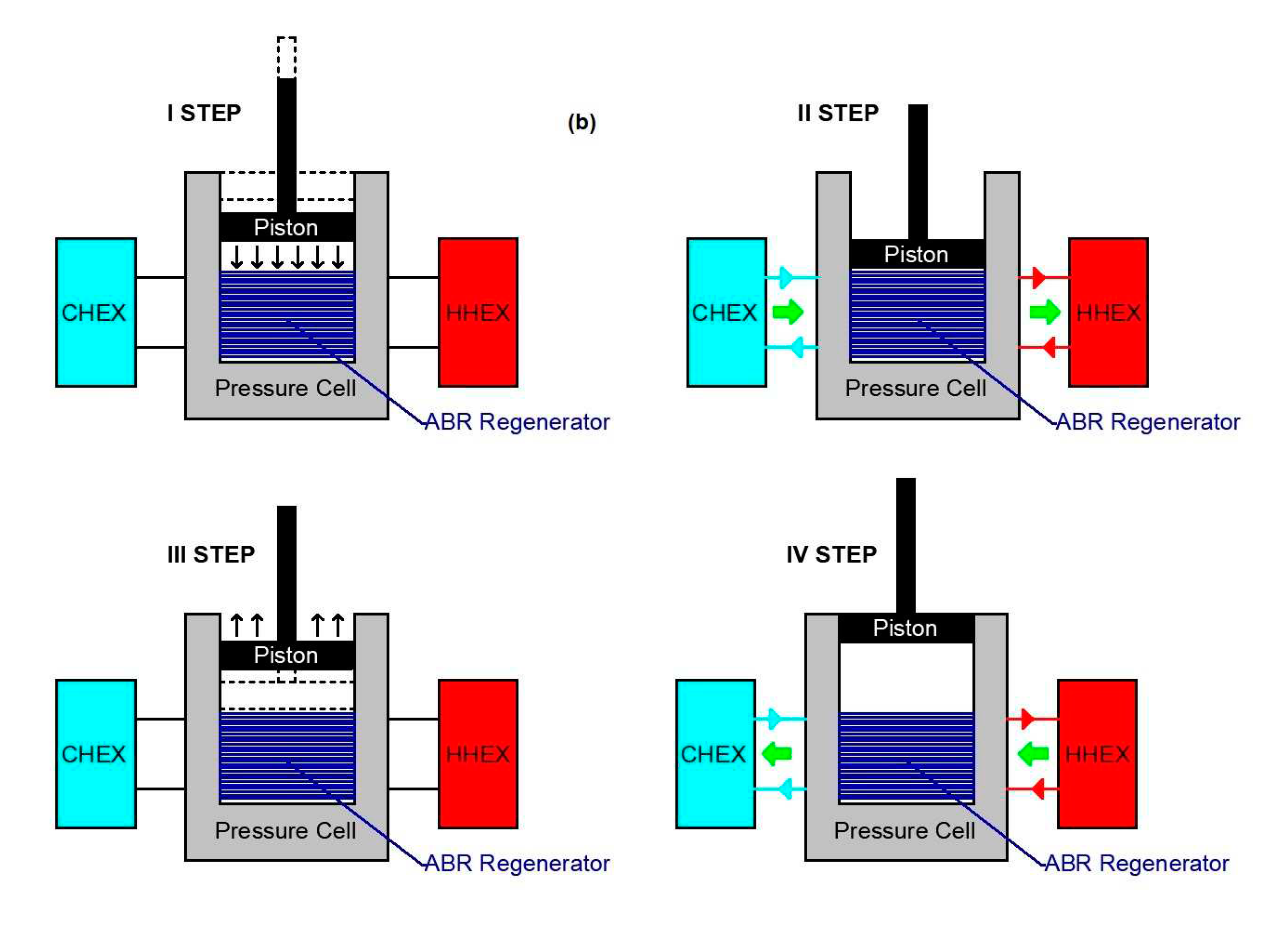
Figure 4.
Temperature span as a function of the fluid velocity for different frequencies of the ABR cycle.
Figure 4.
Temperature span as a function of the fluid velocity for different frequencies of the ABR cycle.
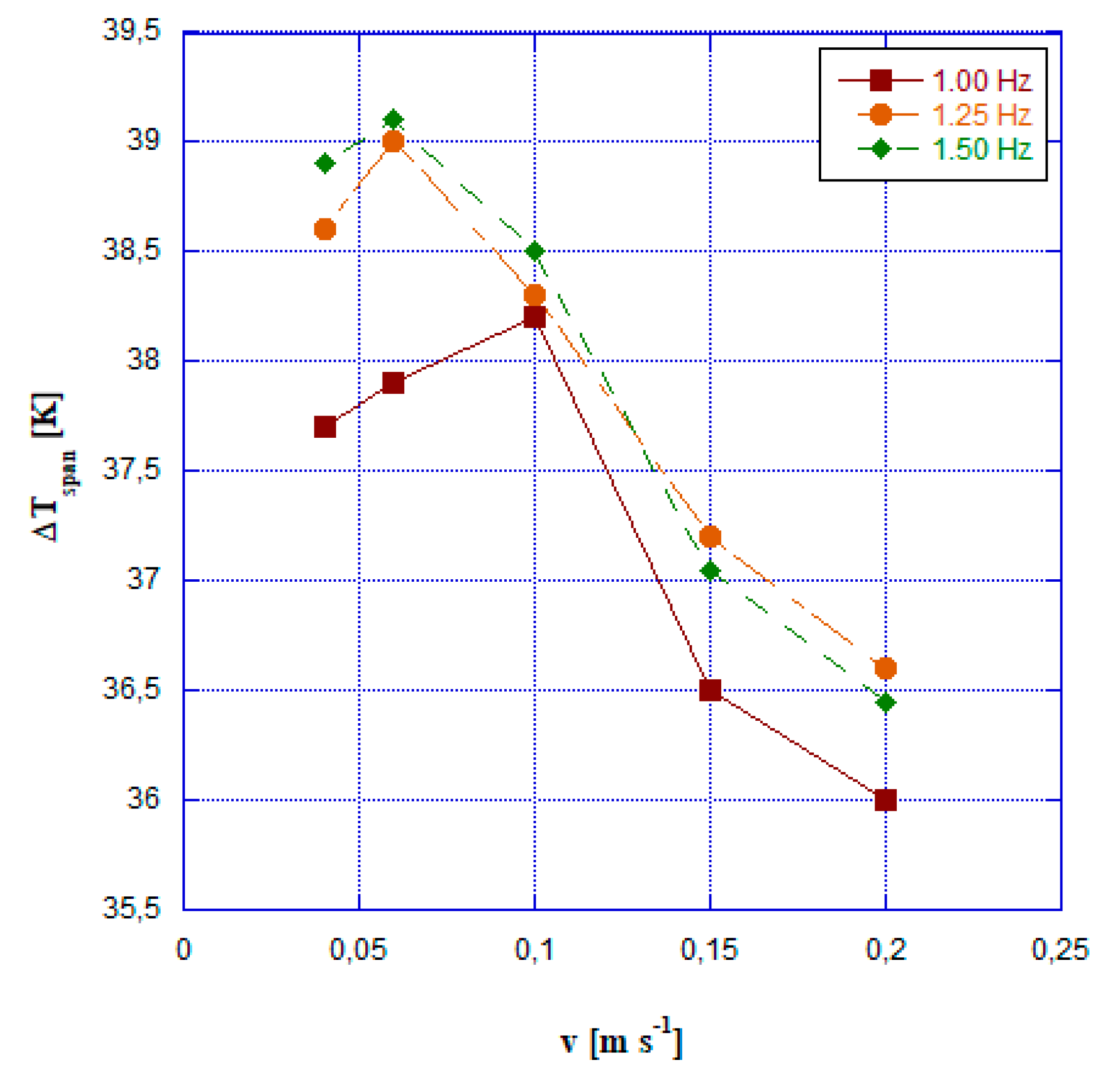
Figure 5.
Specific cooling power as a function of the fluid velocity for different frequencies of the ABR cycle.
Figure 5.
Specific cooling power as a function of the fluid velocity for different frequencies of the ABR cycle.
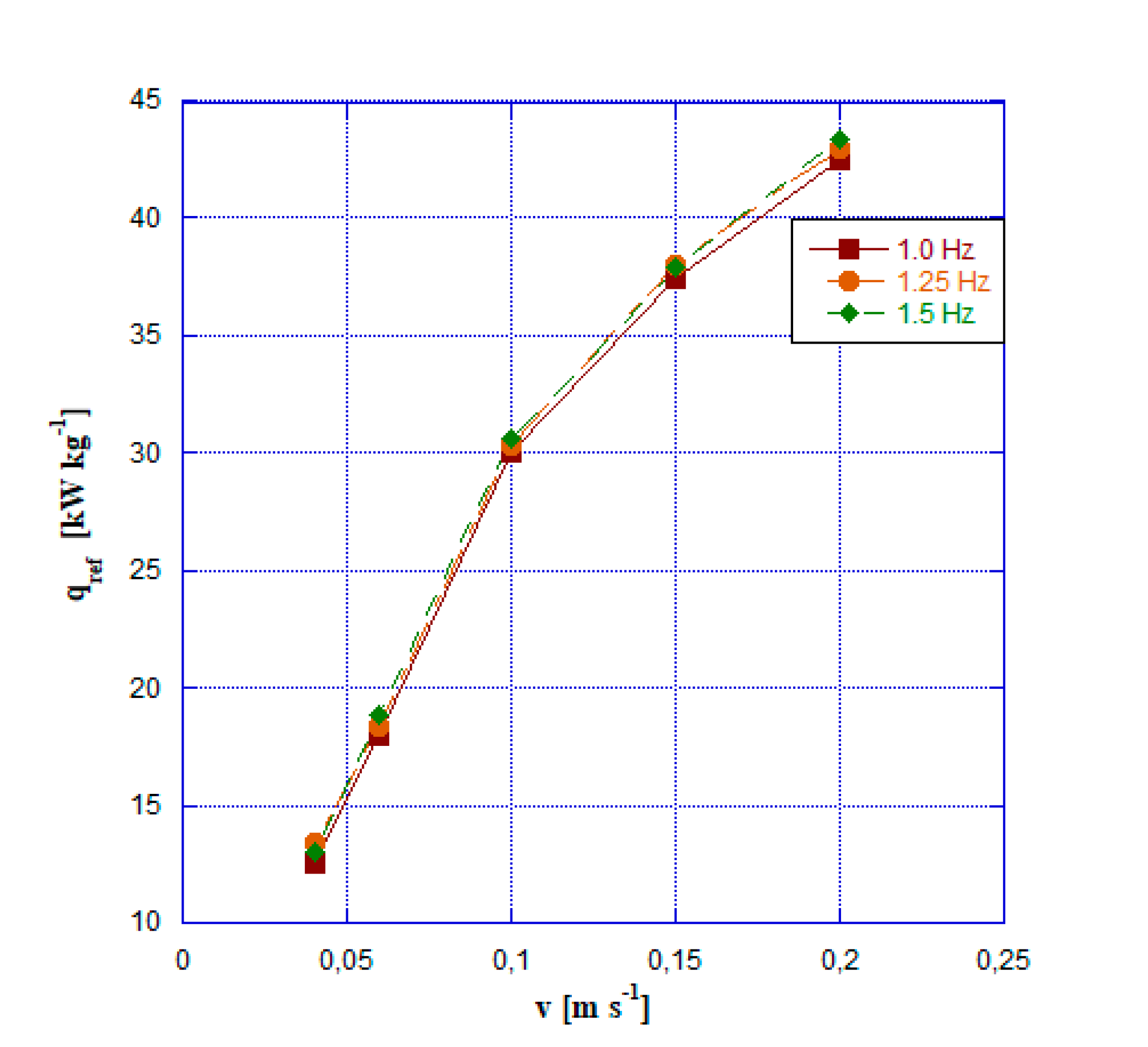
Figure 6.
Coefficient of performance as a function of the fluid velocity for different frequencies of the ABR cycle.
Figure 6.
Coefficient of performance as a function of the fluid velocity for different frequencies of the ABR cycle.
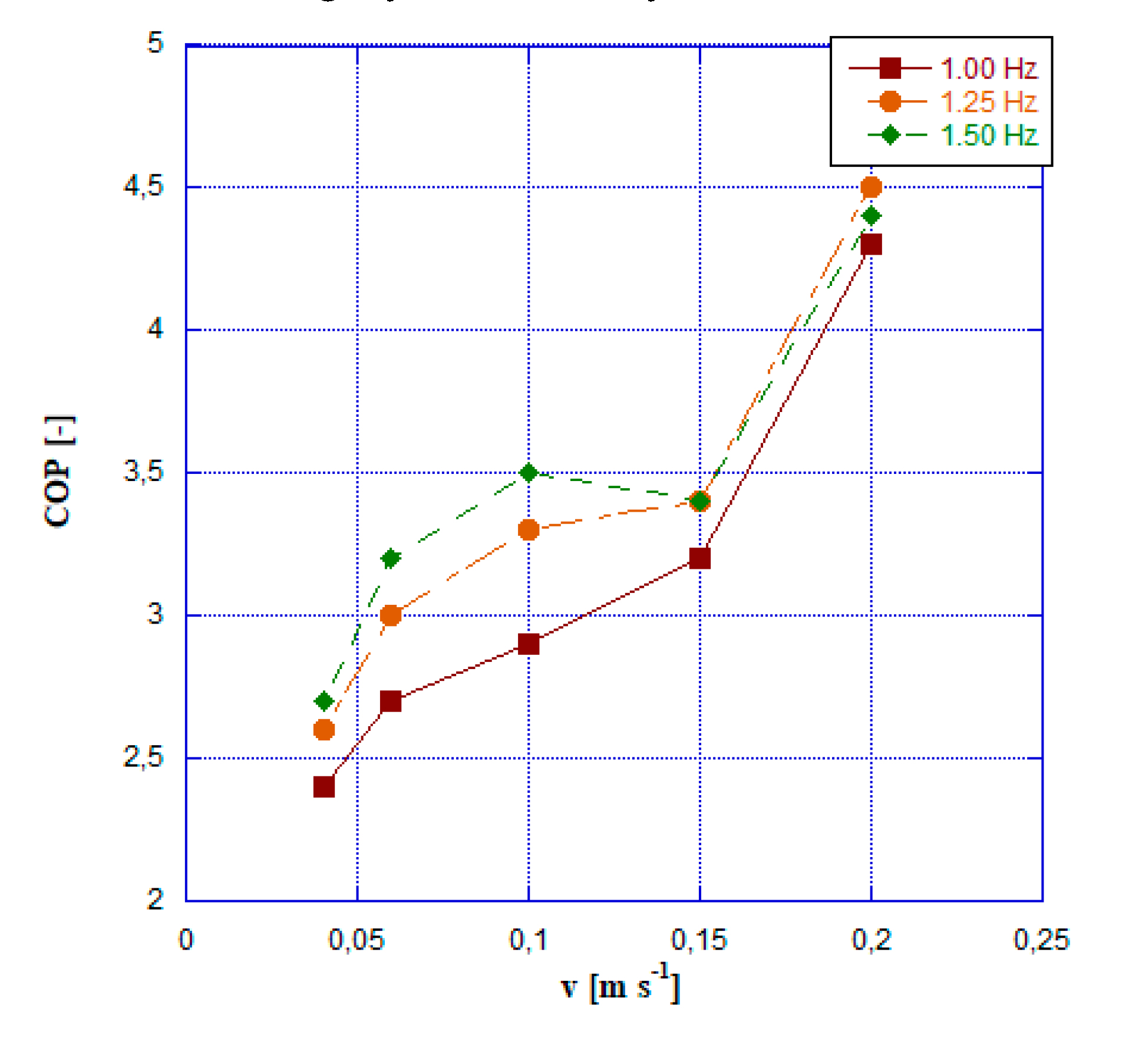
Figure 7.
Coefficient of performance of the barocaloric cooler compared to a domestic vapor compression cooler.
Figure 7.
Coefficient of performance of the barocaloric cooler compared to a domestic vapor compression cooler.
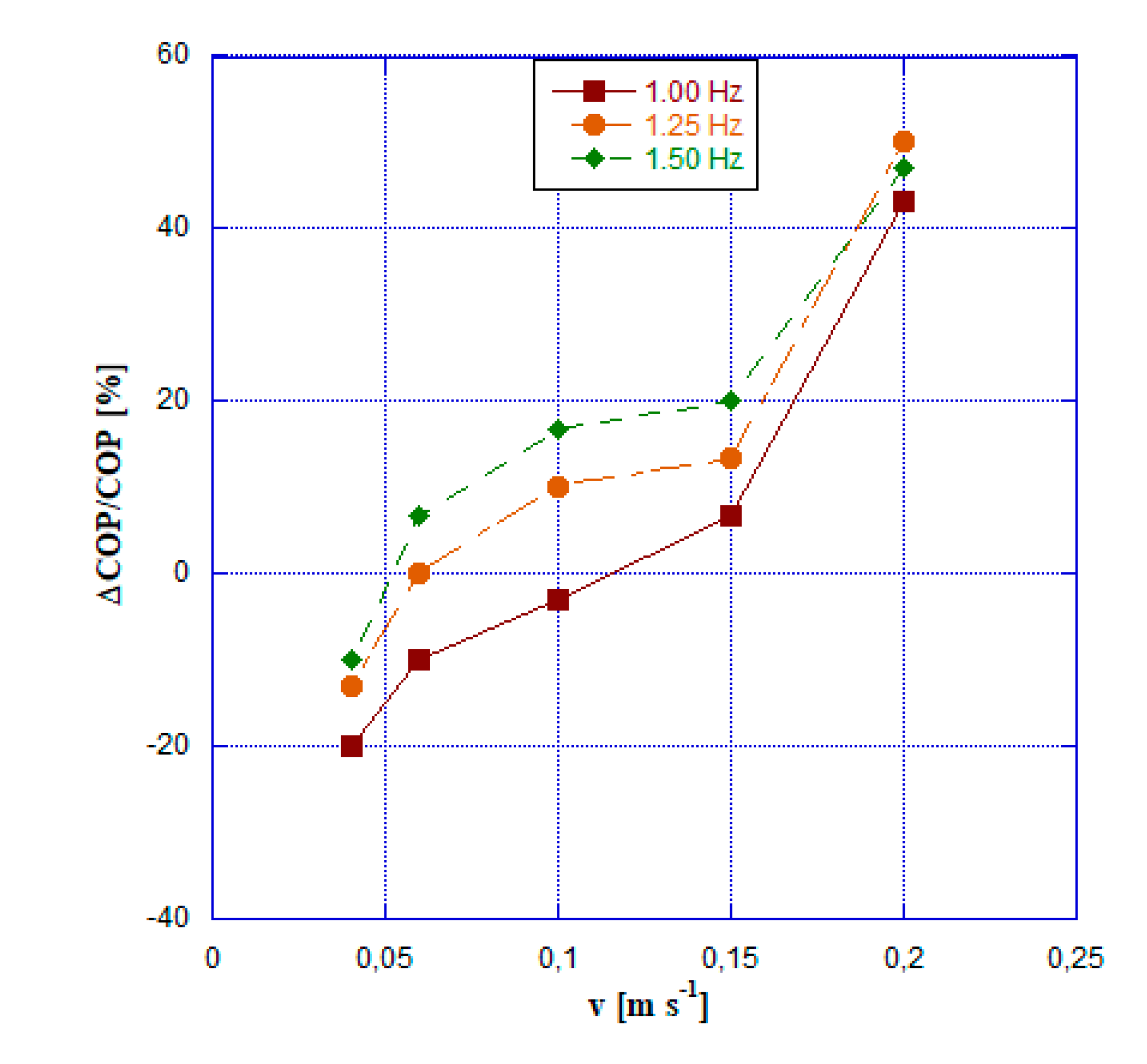

Table 2.
Q *τ functions, related to the field increasing process, obtained starting from the experimental data.
Table 2.
Q *τ functions, related to the field increasing process, obtained starting from the experimental data.
| Material | Δp [GPa] | Mathematical expression |
|---|---|---|
| ASR | 0.390 | |
Table 3.
Operating conditions of the numerical investigation.
| Parameter | Unit | Value |
|---|---|---|
| Tset point | K | 278 – 313 |
| f | Hz | 1.25 |
| ∆p | GPa | 0.390 |
| vHTF | m s-1 | 0.04 – 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



