Submitted:
28 July 2023
Posted:
01 August 2023
You are already at the latest version
Abstract
In the era of Industry 4.0, the focus on optimizing manufacturing processes is crucial. This study provides a comprehensive analysis of the EnPAS system, a proprietary automated control and monitoring tool developed by KAD3, implemented in the production process of Corten steel furnishings - the "Lila" chair and "Line" planter. Designed to enhance operational efficiency, EnPAS facilitates improved workflow by streamlining production stages and reducing downtime. The research design involves a comparative analysis of the workshop's production process, both before and after the implementation of the EnPAS system. Elements such as de-greasing, oxidation, and finishing stages, among others, were examined. The implementation of the EnPAS system led to a significant reduction in the total production time for both products. Further, there was a substantial decrease in waiting time and setup time. These findings unequivocally indicate the transformative impact of the EnPAS system on the manufacturing process, showcasing its potential in driving efficiency improvements, reducing production times, and increasing output. The study underscores the importance of leveraging such advanced control and monitoring tools to optimize modern manufacturing processes and does not exaggerate conclusions not backed by the research.
Keywords:
Manufacturing Optimization
; Process Automation
; Industrial Efficiency
; Furniture Production
1. Introduction
In the current era of rapid digitization and interconnection, the manufacturing industry faces an unprecedented transformation. This revolution has been fueled by the emergence of concepts such as Industry 4.0 and the Internet of Things (IoT), which are radically changing the way companies manufacture goods and manage their operations. At the heart of this transformation are advanced monitoring and control systems, essential tools for improving efficiency, productivity, and sustainability. Among these, the EnPAS (Energy Performance Analysis System) represents a cutting-edge solution, developed to address the specific challenges of the manufacturing sector in terms of energy management and optimization. The aim of this article is to explore in detail the EnPAS system, with a particular focus on its use in a specific case study at the KAD3 company. Through this analysis, we intend to highlight the potential and benefits of advanced monitoring and control systems in the context of Industry 4.0, while at the same time providing a clearer picture of their real impact on industrial practice.
2. The Context of Industry 4.0 and IoT
The fourth industrial revolution, commonly known as Industry 4.0, represents a radical transformation in the way companies operate and produce goods. This revolution is characterized by the integration of digital, physical, and biological technologies, which allow a greater interconnection between machines, data, and people [1]. The holistic vision of Industry 4.0 represents a paradigm shift where the interconnection of systems becomes a cornerstone more than ever [2]. This perspective embraces a cohesive and interconnected industrial ecosystem, where machines, IoT devices, personnel, and processes form a synergistic network that allows a continuous and real-time data flow [3]. The fundamental principle of this vision is the so-called 'distributed intelligence' [4]. Production plants are no longer seen as sets of individual machines, but as a network of interconnected actors collaborating to optimize the production process [5]. This network can include everything from field data collection devices, such as sensors and actuators, to production control systems and advanced data analysis software [6].
In the context of Industry 4.0, the Internet of Things (IoT) plays a key role, allowing continuous communication between physical devices and information systems [6]. IoT allows the acquisition, processing, and sharing of huge amounts of real-time data, bringing significant benefits in terms of efficiency and production flexibility [2].
In the context of the manufacturing industry, Industry 4.0 and IoT are accelerating the transition towards more efficient and energy-sustainable production models [7]. In particular, advanced monitoring and control systems, like EnPAS, are becoming essential tools to optimize energy use, reduce operating costs and minimize environmental impact [8]. In this context, the article will analyze how EnPAS, as a key component of Industry 4.0 and IoT, can contribute to solving these challenges and promoting sustainability in the manufacturing industry [2]. However, the adoption of these technologies also presents significant challenges. In particular, managing and analyzing data generated by IoT devices can be complex and require considerable resources [9]. Data management becomes complex and requires advanced and robust solutions for data storage, processing, and protection [9]. Cybersecurity is another crucial aspect, as interconnection potentially increases the attack surface for malicious actors [10]. Additionally, the implementation of these technologies requires a change in organizational culture and staff competencies [11].
Despite these challenges, Industry 4.0 and IoT are gaining ground in numerous industries, thanks to the tangible benefits they offer in terms of productivity, quality, and sustainability [12]. Addressing these challenges is fundamental to achieving the benefits promised by Industry 4.0, including increased operational efficiency, superior product quality, and improved sustainability [12]. In fact, the ability to efficiently and securely communicate all these elements is essential for the implementation of advanced solutions, such as adaptive production, predictive maintenance, and energy efficiency [2]. For example, the interconnection between IoT devices, production control systems, and energy monitoring tools, like the EnPAS by Kad3, allows for detailed and real-time analysis of energy consumption [8]. This analysis enables the identification of potential points of inefficiency and the implementation of corrective measures, resulting in a reduction of operational costs and environmental impact .
3. Monitoring and Control Systems in Manufacturing Industry and the Innovative EnPAS System
Within the manufacturing industry, monitoring and control systems play an essential role in ensuring the efficiency, quality, and safety of production processes [5]. These systems go beyond simple data collection, incorporating advanced analytics algorithms and automatic control functionalities to optimize real-time operations [13].
Monitoring systems, starting from data collection through sensors and IoT devices, provide a continuous and real-time stream of information on machine operations and processes [2]. This includes parameters such as machine performance, product quality, energy consumption, and many other operational variables [6]. Once aggregated and analyzed, this data provides a clear and detailed view of the plant's overall performance, identifying potential anomalies, inefficiencies, or areas for improvement [4].
Control systems, on the other hand, rely on this information to make operational decisions autonomously [14]. Using advanced control algorithms, these systems can automatically adjust operational parameters in response to changes in process conditions or detected issues [15]. This can include adapting production speeds, adjusting machine settings, or activating preventive maintenance procedures [13].
Furthermore, in an Industry 4.0 perspective, these systems are often interconnected and integrated within a holistic architecture, creating a highly dynamic and reactive production environment [3]. In recent years, thanks to the Internet of Things (IoT), objects have become active participants in business processes and enable a more robust implementation of the automation foreseen in the Industry 4.0 model while also reducing the need to adopt numerous PLCs within the production process. This new generation of products creates new business opportunities and new technological challenges. Even small manufacturing companies need to collect data from products and/or production lines and transform that data into knowledge; the main problem is that they usually have limited resources and skills compared to a large company: the best practices for large companies could be too expensive or time-consuming for SMEs due to their limited resources and/or their business model. Therefore, the primary requirement for SMEs is to have a "turnkey" solution, minimally invasive and easily configurable. These are the innovative features of the EnPAS system developed by the company Kad3 srl from Monopoli.
The EnPAS System: An Innovative Solution
EnPAS is an acronym for "plug and play Energy and Production Assessment System". It is an integrated and adaptive hardware/software system for exergetic measurement of plug-and-play type production processes. Specifically, the EnPAS system allows companies to have a software platform for monitoring, analyzing and controlling production processes and a hardware middleware to be inserted into the production line, which is responsible for aggregating data from various sensors/nodes placed on machines and sending the same to the software platform. The framework consists of two layers (see Figure 1):
- Application Layer: this is the software layer that allows data processing, storage, visualization, and decision-making.
- Field Layer: this is the layer responsible for data acquisition and exchange within the manufacturing plant; it consists of a modular hardware system called EnPAS Box.
The integration potential of the EnPAS system in different industrial realities is due to the ability of the middleware (called EnPAS Box) to acquire information through various communication protocols and thus allow an easy transition to the Industry 4.0 paradigm by aggregating heterogeneous sensors. Through different protocols, the data are acquired at the field level (e.g., from sensors installed on individual machines or on an entire production line of a manufacturing process) and sent to the software platform that acts as the "brain" of the entire system. The control and management platform, therefore, receives the data aggregated from information sources generated by different objects and, based on the system of indicators and developed decision-making algorithms, provides decision support. Through the analysis of data derived from objects, it is possible to derive actuation logics aimed at improving services both from a qualitative point of view (for example, user satisfaction) and a quantitative one (for example, stability and safety of services, cost optimization, environmental sustainability optimization, reduction of waste and energy consumption, etc.).
The integration of an energy monitoring system, like Kad3's EnPAS, within a production control system, can allow the active management of energy efficiency, improving the sustainability of the operation and reducing costs. The motherboard developed as part of the EnPAS project consists of a series of components that define a variable complexity depending on the functions and therefore the modules that are added to the main EnPAS_box base (Figure 2).
The main board, EnPAS_box (visible in Figure 3), can host several peripheral modules.
- The EnPAS_ADC_GPIO module (Figure 4a) allows you to acquire 7 digital signals or 8 analog signals, control 8 digital signals with currents up to 500mA, and control two relays with normally open or normally closed option.
- The EnPAS_RS485_RS232 module (Figure 4b) allows you to acquire 8 digital inputs, communicate via two RS232 type serial buses and one RS485 type serial bus; The two RS232 ports are obtained by converting the I2C bus through the SC16IS752 circuit.
- The main module Min Board EnPAS_Field_Bus (Figure 4c) allows, based on the module hooked above, various field buses such as ProfibusDP, CANopen, DeviceNET, Interbus, Profinet-IO, Powerlink, EtherCAT, BACnet/IP, and Modbus/TCP.
As described earlier, to meet the characteristic of expandability, the hardware arrangement of the blocks that make up the device has been reorganized, foreseeing the possibility of connecting multiple modules in parallel; from a main EnPAS_box module on which other modules can be grafted. The digital communication between the central processing unit and the expansion cards are isolated in such a way as to avoid possible repercussions of a disturbance on other parts. Any disturbance present on the general power line, or on the different field buses will not have any repercussion in any direction.
All EnPAS_Adc_Gpio modules communicate through a single I2C bus. Therefore, by connecting more modules in parallel, more digital inputs/outputs are available. In this way, not only the maximum number of digital inputs/outputs is increased, but also the number of analog inputs.
The central processing unit can also be exchanged, depending on needs, allowing the use of microcontroller modules, or the use of SBC (Single Board Computer) modules. These modules are miniature computers. Thanks to the use of the operating system, these modules can also be used with compatible applications. Some modules also have the ability to be connected to an external monitor.
4. Case Study: Application of the EnPAS system in KAD3
Inside the KAD3 workshop, there are various machines including: a waterjet cutting machine, a press-brake machine, band and circular saw cutting machines, welding stations, compressors. Among the particularly interesting and equally complex operations carried out by KAD3 in the factory is that of making objects (furniture) in Corten. The realization of these artifacts requires specific processing stages:
1. PHASE 01 - PICKLING: Corten normally appears with a dark patina on the surface due to the presence of scale. To obtain the best uniform oxidation result, a good pickling is necessary, it is in fact important to completely remove the scale from the artifact, in order to obtain an excellent final result. The application time is about 20 minutes at room temperature. At the end, rinse thoroughly with water. If the oxidations are particularly tenacious, a mechanical abrasive treatment may be necessary to remove the scale layer present on the surface. After pickling, the dark color of the sheet disappears, leaving the surface to a light gray color.
2. PHASE 02 - OXIDATION: Before proceeding with the oxidation treatment, it is checked that the surface is perfectly pickled and dry. To this end, the following procedure is followed:
a. The product is sprayed or dabbed uniformly on the surface.
b. Wait about 24 hours.
c. If necessary, apply the oxide activator again, not in excessive quantity as it could dissolve the previously formed oxide.
d. Wait for another 24 hours and evaluate the result.
e. If the result is as desired, proceed with careful washing (not under pressure); if the result is not as desired, repeat the operation described so far. It is important to rinse only when oxidation is complete. It is clarified that the more oxide forms on the surface, the darker the color of the artifact becomes, and vice versa.
3. PHASE 03 - PASSIVATION: Passivation is used to stabilize the oxide layer formed on the surface after the oxidation treatment. The passivating solution is applied to the artifacts after the oxidation treatment. Thanks to this type of passivation, it is possible to protect the artifact, effectively blocking the surface oxide layer.
4. PHASE 04 and 05 - FINISHING: The first coat of the "finishing" product is important as it concludes the treatment process, it is a nitro-cellulosic solvent which protects the surface oxide from any contact, it is mostly indicated for artifacts positioned inside, not exposed to the weather. - If the artifact is to be exposed outside, it is necessary to add to the base coat, a final pass of polyurethane polymer which will give the artifact total protection from the weather.
For the production of Corten artifacts, the following phases have been defined within the KAD3 production process (also see Figure 5: Corten processing flow):
1. cutting of the individual parts of the components;
2. bending of the individual parts;
3. spot welding and welding of the assemblies;
4. pickling
5. oxidation
6. rinsing
7. drying and painting.
Analyzing the production flows of the Corten artifacts, a possibility was highlighted to automate them through the introduction of a system for monitoring and controlling the operations through automatic work cells (D1: pickling cell; P1/S1: spot welding and welding cell; R1: oxidation cell; R2: painting cell; U1: washing cell), 1 automatic warehouse with controlled air conditioning for waiting semi-finished products (oxidation requires particular environmental conditions) and 2 AGVs (Automated Guided Vehicles).
The KAD3 company, a manufacturing business specializing in high-precision mechanical components, decided to develop and integrate the EnPAS system into their production lines. This decision was driven by their aim to improve energy efficiency, reduce costs, and align their operations with Industry 4.0 standards.
Initially, KAD3 deployed the EnPAS_Box module, the core of the EnPAS system, into their existing production line. The EnPAS_Box was then connected to various peripheral modules depending on the specific requirements of different sections of the production line. For example, the EnPAS_ADC_GPIO module was used for sections that required precise control and monitoring of digital and analog signals, while the EnPAS_RS485_RS232 module was used for sections that required robust digital communication capabilities.
In parallel, KAD3 leveraged the capabilities of the EnPAS software platform to monitor, analyze, and control production processes in real-time. The platform aggregated data from various sensors placed on the machines, helping the management make data-driven decisions to optimize the efficiency and sustainability of their operations.
KAD3 noticed a significant improvement in their energy efficiency and a reduction in their operational costs within a few months of implementing the EnPAS system. The company continues to utilize the EnPAS system to further optimize their production processes and achieve their sustainability goals.
As a case study, the combined production treatment of "Lila" chairs and "Line" planters was chosen. Specifically, the production process of these two items involves the following steps and processing times:
- For the "Lila" chair (Figure 6a):
1. DEGREASING: 15 minutes
2. OXIDATION: 30 minutes
3. STORAGE IN A CONTROLLED ENVIRONMENT
4. RINSING: 5 minutes
5. FIRST FINISHING: 10 minutes
6. STORAGE IN A CONTROLLED ENVIRONMENT
7. SECOND FINISHING: 10 minutes
8. STORAGE IN A CONTROLLED ENVIRONMENT
- For the "Line" planter (Figure 6b):
1. DEGREASING: 10 minutes
2. OXIDATION: 20 minutes
3. STORAGE IN A CONTROLLED ENVIRONMENT
4. RINSING: 5 minutes
5. STORAGE IN A CONTROLLED ENVIRONMENT
5. Results and Discussion
In the case studies 10 chairs and 10 planters were produced, first using work cells manned by an operator (who monitored and set up the individual cells according to the process to be carried out), and then automating everything with the introduction of the EnPAS system and 1 AGV (Automated Guided Vehicle). The processing times, waiting times (time during which the operator or AGV intervened to move the semi-finished product to be worked on), and setup times on the individual cells were recorded.
The test data presented highlights the significant efficiency gains realized through the introduction of the EnPAS system in the production process of both chairs and planters.
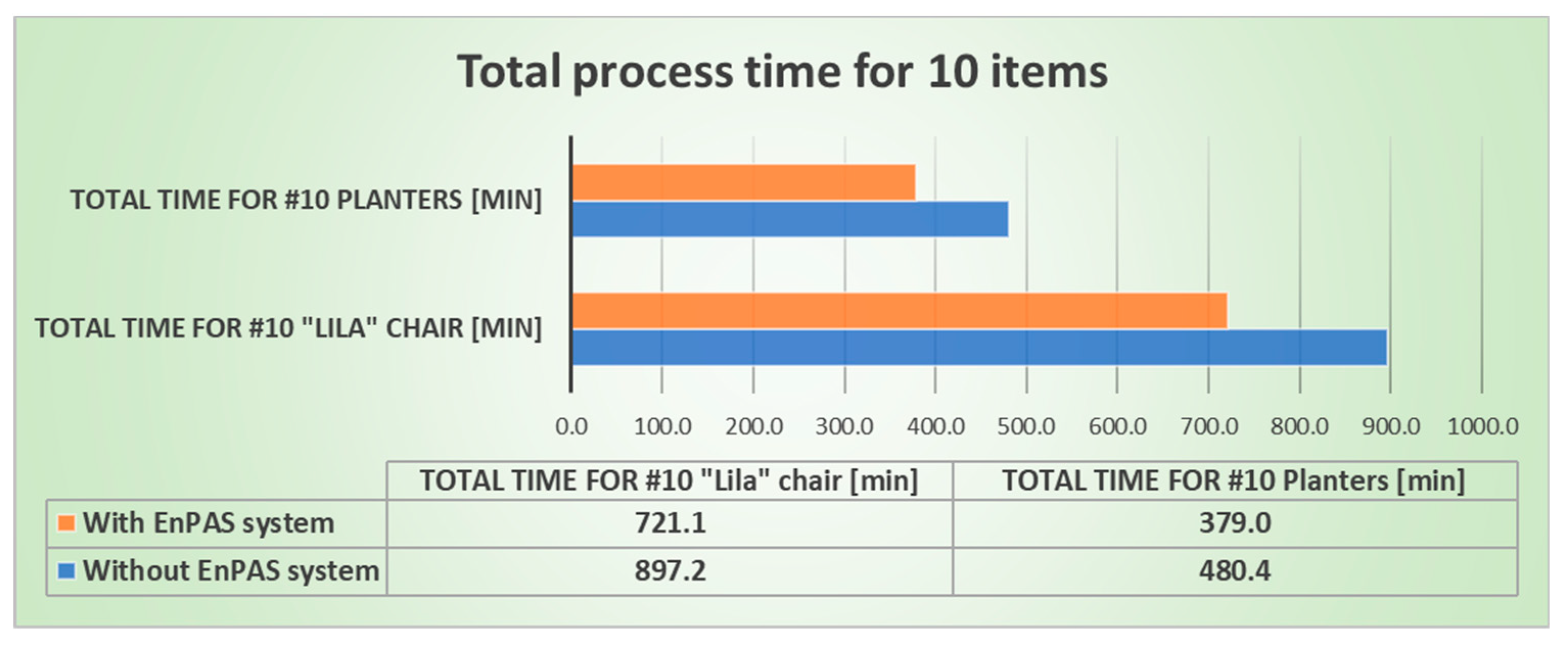
In terms of chair production, the total processing time for 10 units was originally clocked at 897.2 minutes in the absence of any monitoring or control mechanism. Following the integration of the EnPAS system, however, this time was markedly reduced to 721.1 minutes. This translates to a reduction of 20%, underscoring the substantial savings in production time achieved with the help of the EnPAS system.
A similar pattern was observed in the production of planters. Without monitoring and control, the total processing time for 10 planters stood at 480.41 minutes. With the introduction of the EnPAS system, this time dropped to 379 minutes, a notable reduction of 21%.
Let us now turn our attention to a detailed examination of the data as delineated in Figure 7 through 10. Figure 7 contrasts the average total processing time per individual product, with and without the EnPAS system. The stark reduction in processing times for both the chair and planter production, as evidenced by the figures mentioned above, demonstrate the efficiency of the EnPAS system. Figure 8 illustrates the average total time spent working in the cells for individual products, with and without the EnPAS system. In this case no difference are highlighted because that part of process is not affected by EnPAS system. Figure 9 showcases the average total wait times, both with and without the EnPAS system. Given the considerable reduction in total processing times with the EnPAS system, it's reasonable to assume that wait times also decreased significantly by using the monitor and control system.
Finally, Figure 10 provides a comparative analysis of the total times for product change and production of 10 chairs and 10 planters, with and without the EnPAS system. The overall results, showing a reduction of 20% and 21% for chairs and planters respectively, make it clear that the EnPAS system not only enhances production efficiency but also speeds up the product changeover process.
6. Conclusions
The analysis and results presented in this study shed light on the potential of automation and control systems in the context of industrial production processes. The case study of the "Lila" chair and "Line" planter, specifically designed to test the capabilities of the EnPAS system developed by KAD3, clearly showcases how the employment of such advanced technologies can lead to significant improvements in terms of time efficiency and operational productivity. The reduction in total production time for both the chair (20% reduction) and the planter (21% reduction) is a testament to the advantages provided by the EnPAS system. Moreover, the substantial reduction in waiting and setup times further emphasizes the role that the EnPAS system can play in streamlining processes, minimizing downtime, and thus increasing overall output. Nevertheless, it is important to note that the implementation of such systems requires careful planning and a thorough understanding of the specific production context. Automation tools, such as the EnPAS system, need to be customized and adapted to the unique needs and constraints of the manufacturing process.
The EnPAS system, as demonstrated by the results of this study, is a potent tool for optimizing industrial processes. The benefits it confers—decreased production times, reduced downtime, and improved operational efficiency—strongly advocate for the adoption of such systems within the manufacturing sector. Future research could extend these findings by exploring how the EnPAS system could be adapted and implemented in other industrial sectors, and what benefits it might bring to those fields. This study reinforces the view that technological innovation and automation are essential for enhancing competitiveness in the modern manufacturing industry.
Author Contributions
Conceptualization, M.P. and G.S.; methodology, C.A.B. and E.Z.; software, C.A.B. and G.S.; validation, C.A.B. and M.P.; formal analysis, M.P. and E.Z..; investigation, M.P. and G.S., writing—original draft preparation, G.S.; writing—review and editing, M.P., G.S. and E.Z.; supervision, C.A.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by “Fondo Europeo di Sviluppo Regionale Puglia POR Puglia 2014 – 2020 “Investiamo nel vostro futuro” – Asse III – Obiettivo specifico 3° – Azione 3.1, 3d – Azione 3.5 e 3r – Azione 3.7, Asse I – Obiettivo specifico 1° – Azione 1.1 – Azione 1.3 - Con codice: Q328YA2”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Schwab, K. The fourth industrial revolution; Crown Business, 2017. [Google Scholar]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; de Amicis, R.; Pinto, E.B.; Eisert, P.; Dollner, J.; Vallarino, I. Visual Computing as a Key Enabling Technology for Industrie 4.0 and Industrial Internet. IEEE Comput. Graph. Appl. 2015, 35, 26–40. [Google Scholar] [CrossRef] [PubMed]
- Leitao, P.; Karnouskos, S.; Ribeiro, L.; Lee, J.; Strasser, T.; Colombo, A.W. Smart Agents in Industrial Cyber–Physical Systems. Proc. IEEE 2016, 104, 1086–1101. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Gilchrist, A. Industry 4.0: The Industrial Internet of Things; Apress: Berkeley, CA, 2016. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Robles, T.; Alcarria, R.; Martín, D.; Navarro, M.; Calero, R.; Iglesias, S.; López, M. An iot based reference architecture for smart water management processes. J Wirel Mob Netw. Ubiquitous Comput Dependable Appl 2015, 6, 4–23. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Humayed, A.; Lin, J.; Li, F.; Luo, B. Cyber-Physical Systems Security—A Survey. IEEE Internet Things J. 2017, 4, 1802–1831. [Google Scholar] [CrossRef]
- Moeuf, A.; Pellerin, R.; Lamouri, S.; Tamayo-Giraldo, S.; Barbaray, R. The industrial management of SMEs in the era of Industry 4.0. Int. J. Prod. Res. 2018, 56, 1118–1136. [Google Scholar] [CrossRef]
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Lee, E.A. Cyber Physical Systems: Design Challenges. In Proceedings of the 11th IEEE International Symposium on Object and Component-Oriented Real-Time Distributed Computing (ISORC), Orlando, FL, USA, 5–7 May 2008; pp. 363–369. [Google Scholar]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.-A.; Yang, S. Service Innovation and Smart Analytics for Industry 4.0 and Big Data Environment. Procedia CIRP 2014, 16, 3–8. [Google Scholar] [CrossRef]
Figure 1.
Architecture of EnPAS framework.
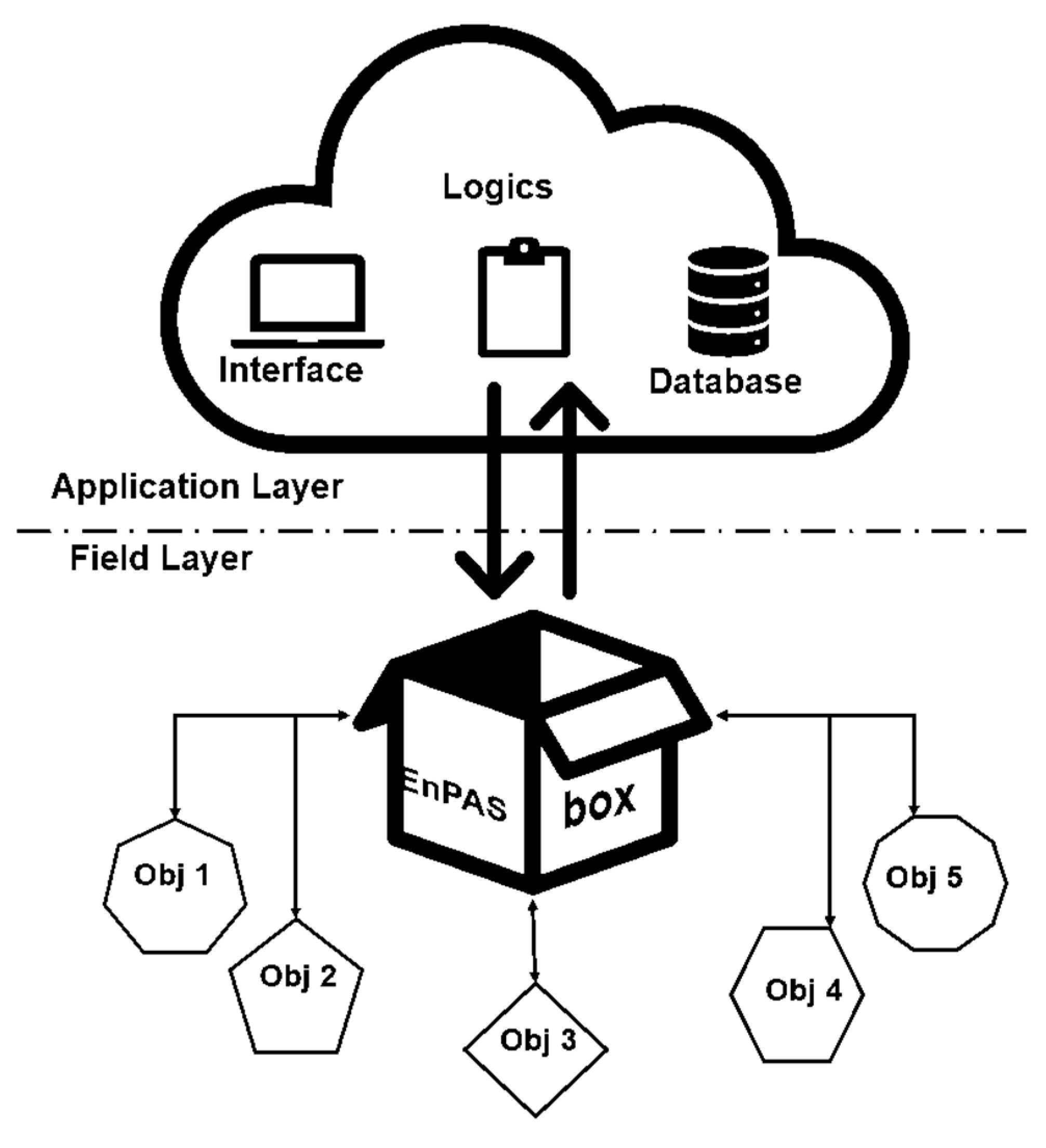
Figure 2.
Functional diagram of the hardware section of the EnPAS box.
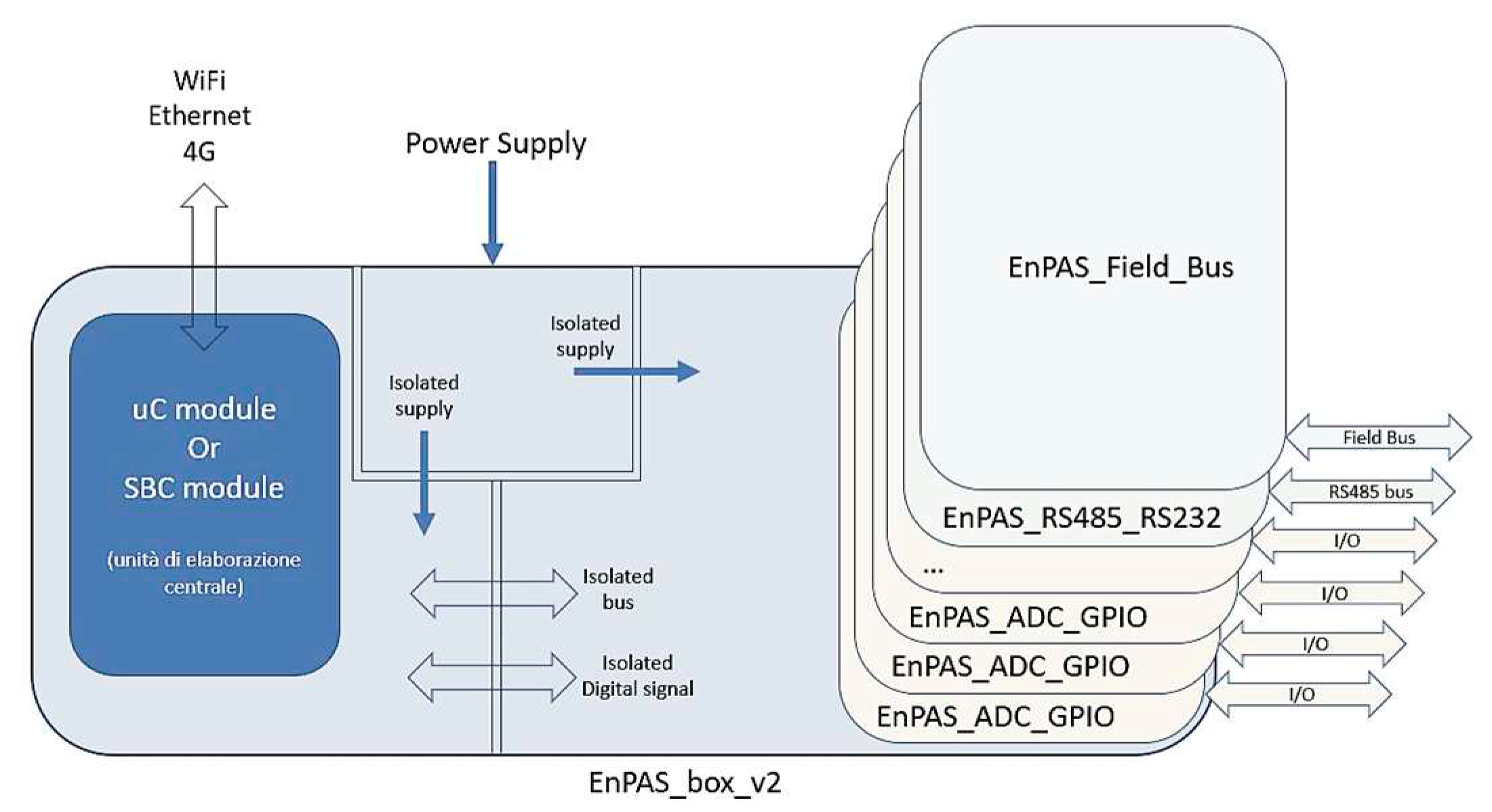
Figure 3.
Top view of the EnPAS_box board, which acts as a support to house the other modules (in the yellow dotted area).
Figure 3.
Top view of the EnPAS_box board, which acts as a support to house the other modules (in the yellow dotted area).
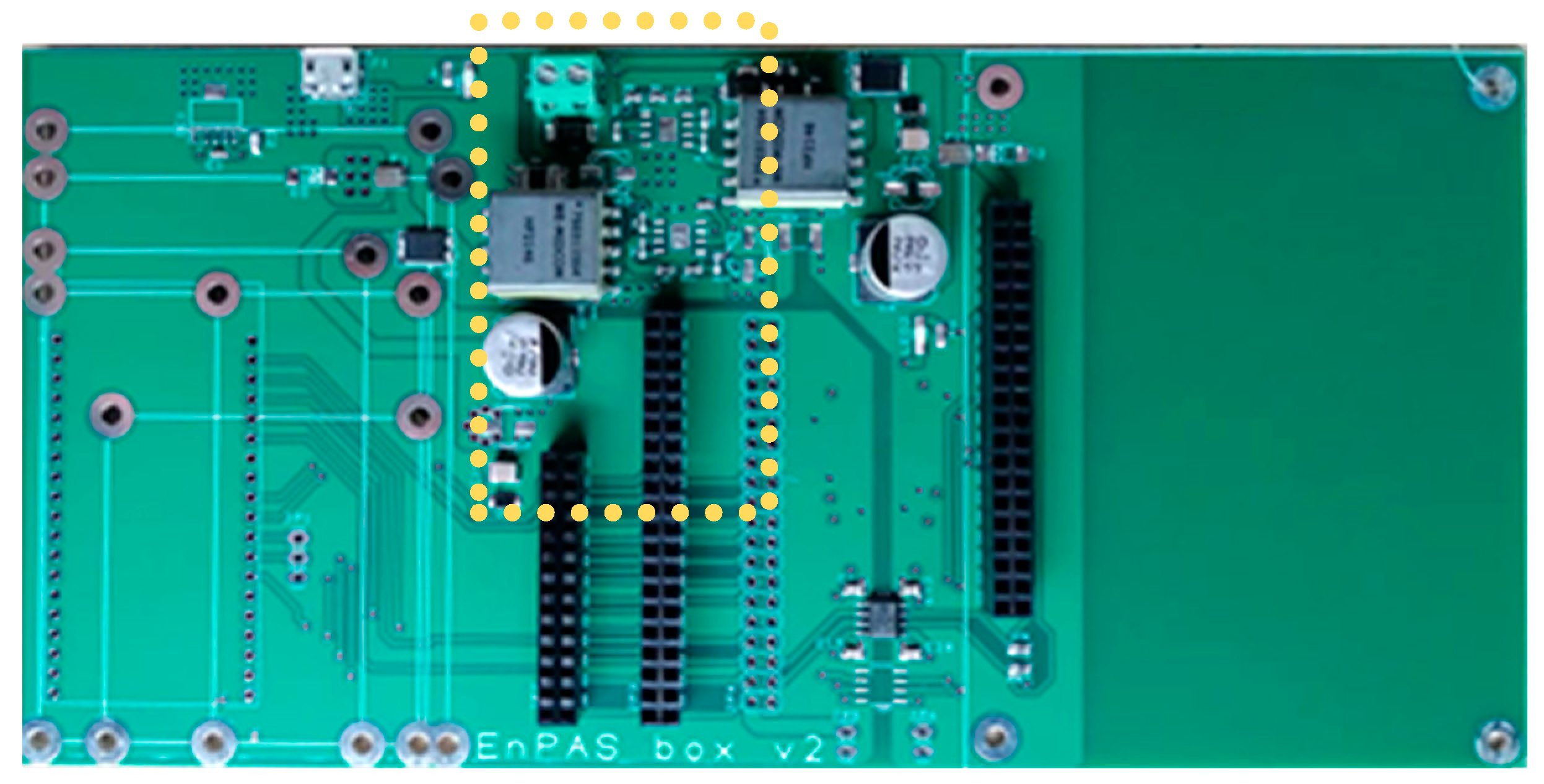
Figure 4.
EnPAS Box expansion boards images: (a) EnPAS_ADC_GPIO board; (b) En-PAS_RS485; (c) EnPAS_Field_Bus.
Figure 4.
EnPAS Box expansion boards images: (a) EnPAS_ADC_GPIO board; (b) En-PAS_RS485; (c) EnPAS_Field_Bus.
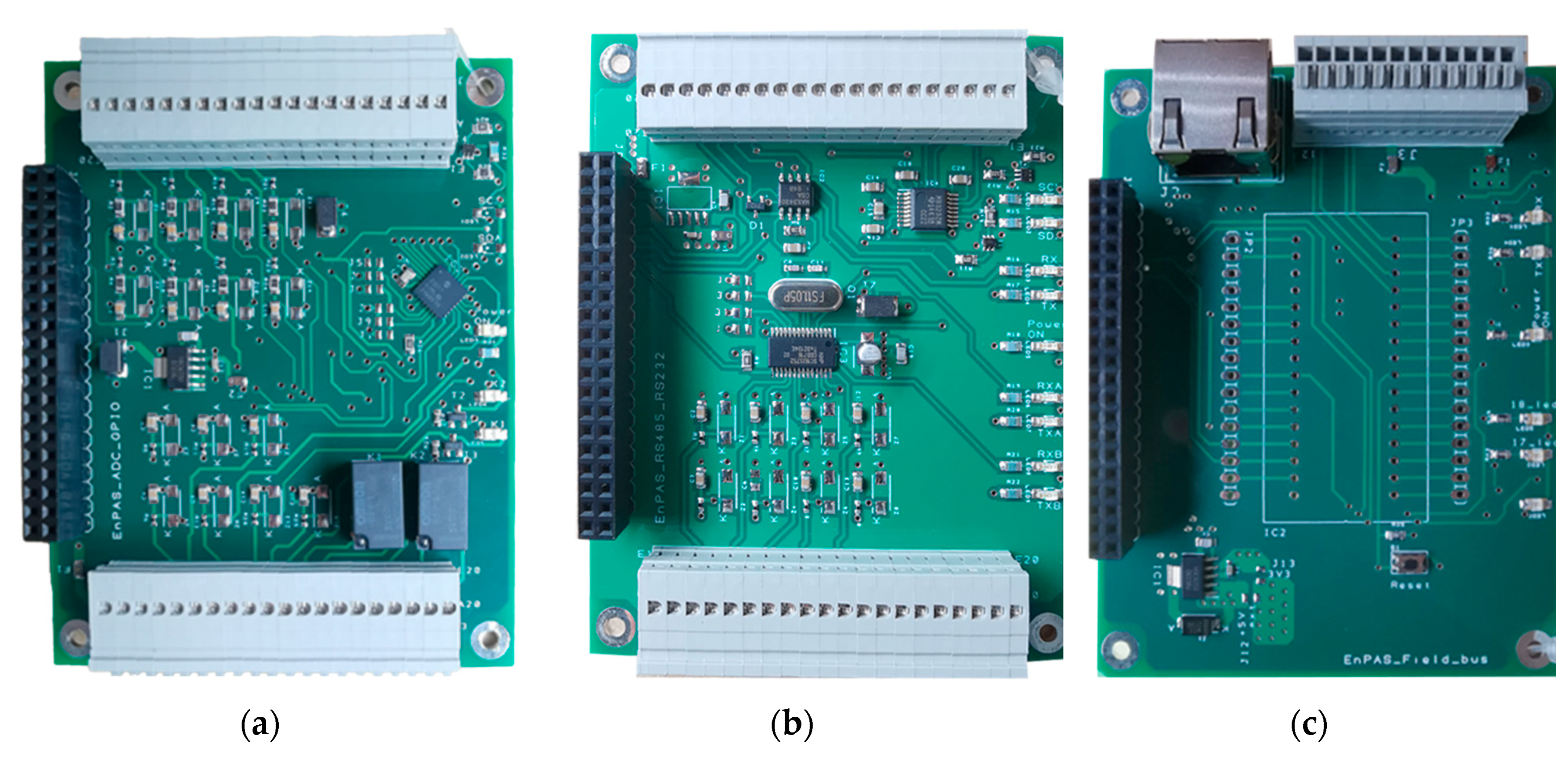
Figure 5.
Layout of Kad3 plant.
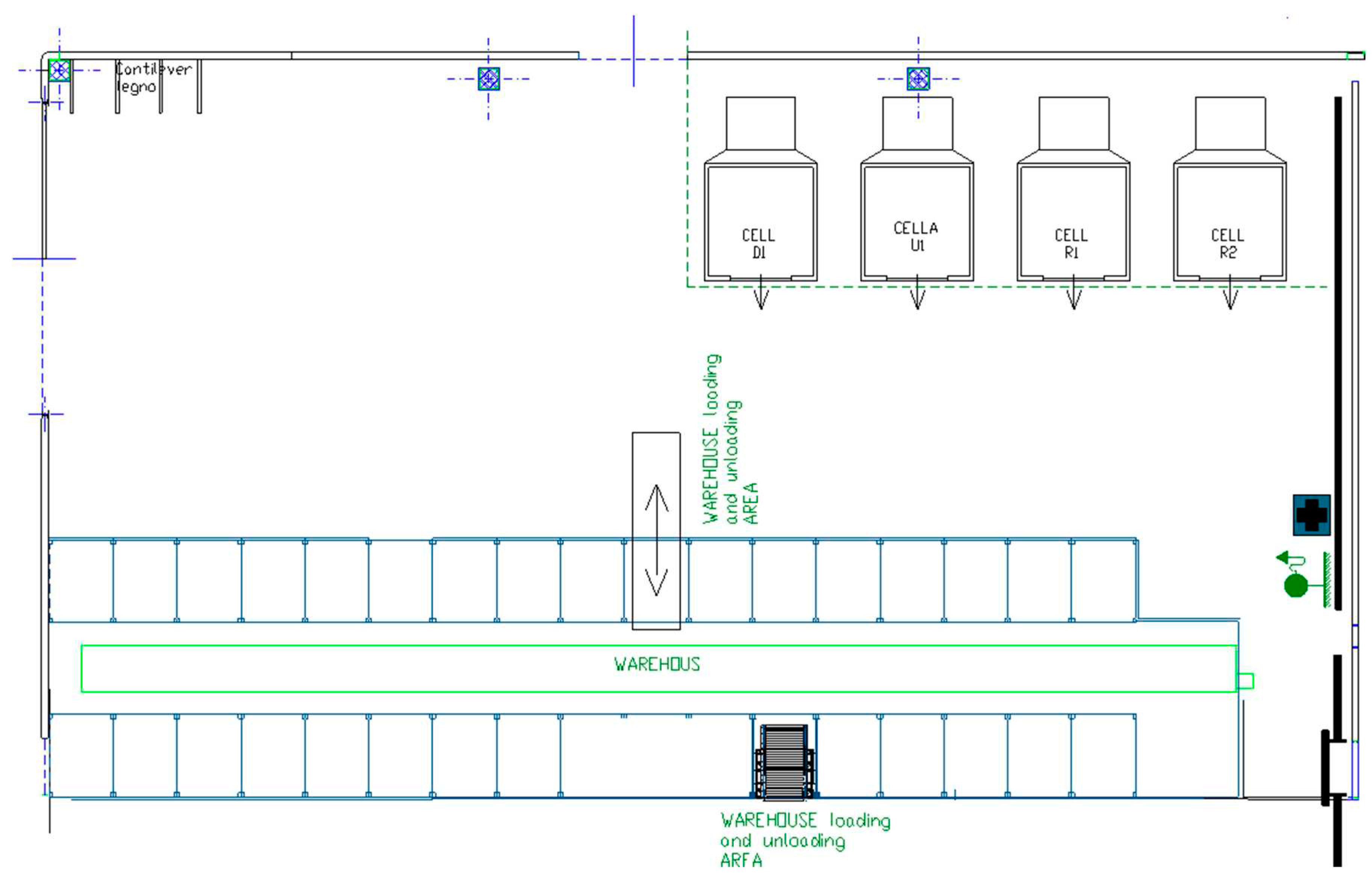
Figure 6.
TrackDesign items producted by Kad3: (a) "Lila" chair; (b) "Line" planter.

Figure 7.
Average total time for processes setup.
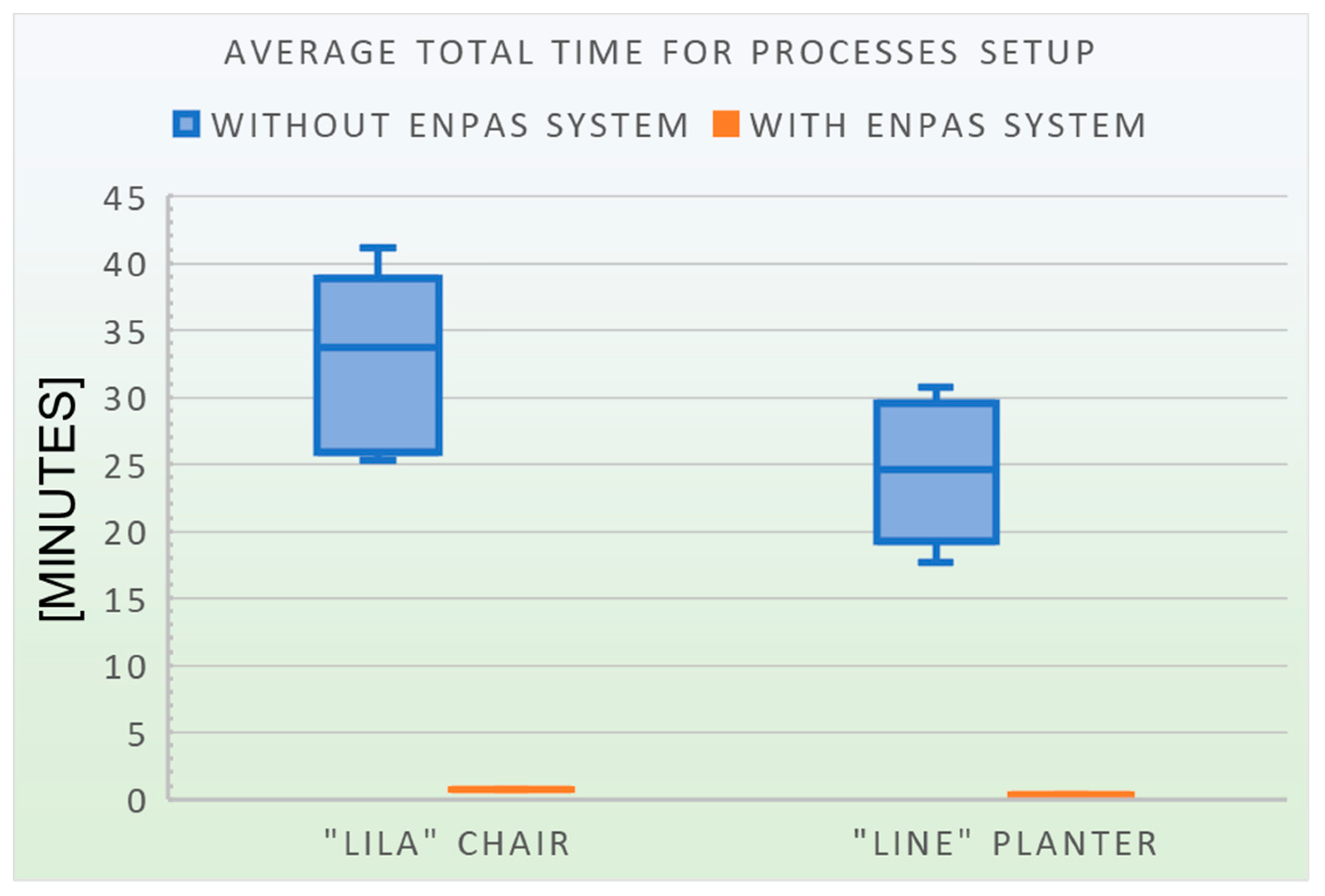
Figure 8.
Average time of cells work.
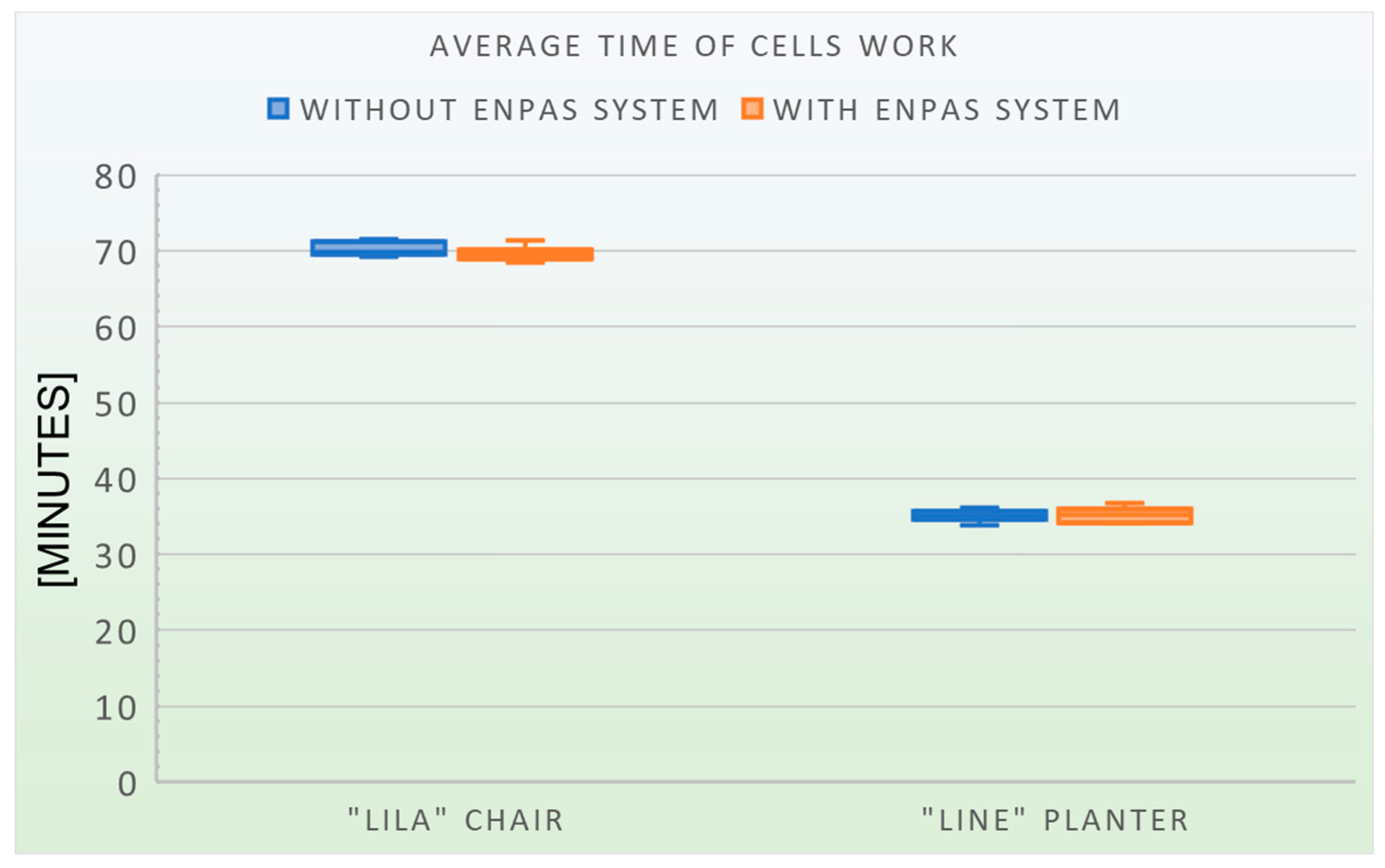
Figure 9.
Average waiting times
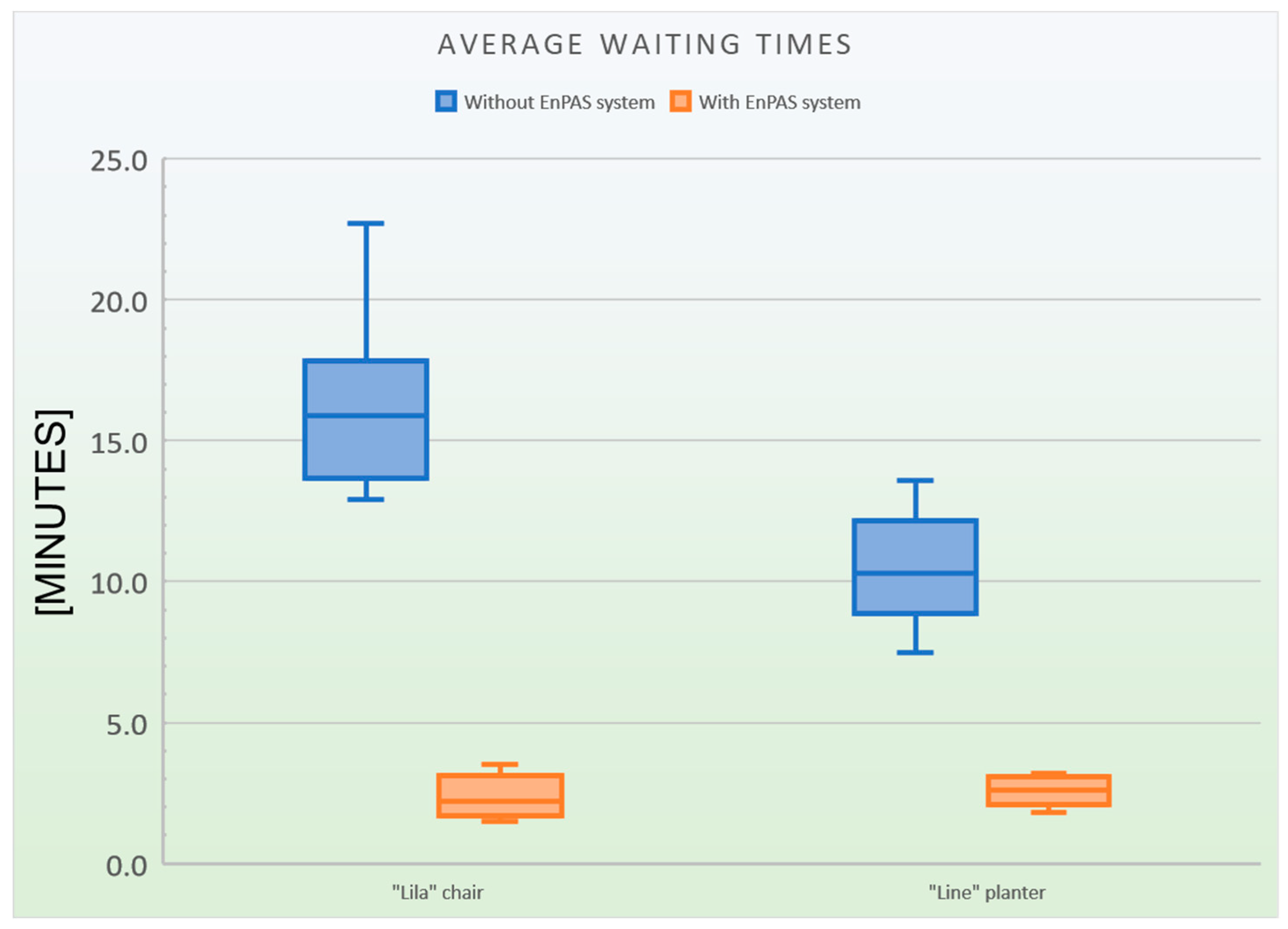
Figure 10.
Total process time for 10 items
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



