
Submitted:
01 August 2023
Posted:
03 August 2023
You are already at the latest version
Abstract
The present study aimed to evaluate the technical feasibility of using a calcined aggregate with mining residue in different pavement layers, including base, sub-base, and wearing course. For this purpose, the physical characterization of the residue and clay was performed, as well as the production of calcined aggregates at temperatures ranging from 800ºC to 1100ºC. Additionally, the suitability of these aggregates in pavement layers was assessed, considering the current standards. The physical results characterization indicated that the studied clay is suitable for manufacturing calcined clay aggregates since the particle size distribution showed ceramic potential - according to the Winkler diagram - and presented a plasticity index (PI) higher than 15%. In the tests of boiling-induced mass loss and unit mass, the values obtained were within the limits established by the standards, being lower than 10% and 0.88 g/cm3, respectively. Regarding the abrasion loss test, the M1100 aggregate showed "Los Angeles" abrasion values lower than the limit established by the standard, demonstrating its potential as an artificial aggregate in pavement applications.
Keywords:
Pavement
; Aggregate
; Calcined Clay
1. Introduction
Brazil has witnessed two major catastrophes in the last decade due to the rupture of iron ore tailings containment dams. On November 5th, 2015, the Fundão dam collapsed, resulting in the spillage of over 50 million cubic meters of mining waste into the Rio Doce [1]. Four years later, in 2019, the tailings dam of Córrego do Feijão, located in Brumadinho, Minas Gerais, collapsed. This tragedy led to the loss of over 250 human lives and the spilling of approximately 12 million cubic meters of ore tailings into the Paraopeba River and nearby areas [2].
These events caused significant loss of human lives, extensive environmental degradation, as well as social and economic losses. According to the National Mining Agency [3], there are 928 registered mining waste containment dams in Brazil, of which 252 have a high Potential Associated Damage (DPA) - an indicator related to the potential damages caused by the eventual dam rupture, determined by their construction and conservation characteristics - and 51 dams are classified as having a high-Risk Category (CRI).
Mining waste obtained at different stages in the mining process comprises materials with favorable granulometry (sandy tailings) from a geotechnical perspective, and materials with unfavorable or deficient characteristics, such as fine-grained tailings, referred to as "fine tailings" or "slimes” [4]. In this context, various alternatives have been developed for the reuse of mining waste.
Apaza et al. [5] evaluated the incorporation of sandy tailings from the iron ore refining process; composed of quartz minerals (88%) and hematite (9%), as an aggregate in cold asphalt microsurfacing. The results were satisfactory; as the iron ore waste did not present any chemical; environmental; mineralogical; or physical restrictions to be used as an aggregate in microsurfacing mixtures
On the other hand, the fine-grained tailings, consisting of silt and clay fractions, are typically plastic and highly compressible materials, as described by Lima [6]. These characteristics limit their possibility of direct reuse. However, their use in the production of calcined aggregates for pavement is a promising alternative. Therefore, the present study aims to evaluate the use of calcined aggregate, produced from the fine-grained mining tailings (sludge), as an alternative material for pavement construction.
More studies evaluate the use of waste materials in engineering as a sustainable approach to aggregate production. An example is the work of Fan et al. [7], which investigates the use of ashes from municipal solid waste incineration (MSWIBA) and calcined clay as an ecologically friendly artificial aggregate (EFAAs). With a compressive strength exceeding 30 MPa at 28 days, concrete produced with this artificial aggregate shows low toxicity, low energy consumption, and low CO2 emissions, making it suitable to use in constructions. However, the use of coal ash waste as a substitute for fine aggregate in lightweight concrete, when subjected to acidic environments, shows a reduction in strength as observed in the work of Ghazali et al. [8]. Nevertheless, when properly thermally treated, or in other words, with an appropriate "burning plan," the fluxing elements present in the waste confer satisfactory strength to the aggregates, as concluded by Cabral et al. [9], who obtained lower-cost aggregates through the calcination of clayey soils, making them suitable to use as pavement materials.
Regarding calcined aggregate, the Brazilian Army (EB) was a pioneer in the production of artificial calcined clay aggregate in Brazil. The use of this material in pavement construction became significantly important due to the challenges faced by the EB's Engineering Corps regarding the scarcity of rock deposits in the northern region of the country [10].
The topic is also addressed in Batista's [11] study, which evaluated the use of calcined clay aggregates in asphalt mixtures for pavement in the Amazon region. It concluded that the results of resilience modulus using calcined clay produced at a temperature of 900ºC for 30 minutes, compared with values obtained with the region's soil, shows the technical feasibility of using the aggregate in asphalt mixtures for pavement.
The results are corroborated by Silva et al. [12], who indicated the application of sintered calcined clay aggregates (SACC) in asphalt concrete mixtures for road pavement as a good alternative to natural granular aggregates in regions where they are scarce. The tests performed under cyclic loading indicated that the performance of SACC in AC50/70 asphalt concrete mixtures is comparable to traditional aggregates. Additionally, the study showed that the use of SACC can reduce the carbon footprint of asphalt concrete production.
Santos [13] investigated the use of calcined clay aggregates as coarse aggregates in asphalt coatings, considering a firing temperature of 900ºC and firing time of 15 minutes. The comparison of results for asphalt mixtures using rolled pebbles (commonly used in the Amazon region) and calcined clay aggregates showed that in some aspects, such as permanent deformation, the mixture with calcined clay presented better results, improved adhesion among its components, and consequently, higher mechanical resistance compared to the asphalt mixture containing pebbles. Moreover, increasing the firing temperature of the synthetic aggregates resulted in a reduction of asphalt cement consumption due to transformations from the crystalline to the amorphous phase [14], indicating a strong possibility of using this aggregate as an alternative material for pavement in the region.
In addition to the surface layers, studies have been developed to assess the suitability of using calcined clay aggregates in other pavement layers. A noteworthy study conducted by Barbosa et al. [15] verified the viability of two soils in Acre: one to produce calcined clay aggregates and another for soil-aggregate mixtures as the pavement base. The calcined aggregates were subjected to firing temperatures of 900ºC, 1000ºC, and 1100ºC, and all met the established limits of the current regulation for use as base materials for pavement. Regarding the addition of calcined aggregates to the soil-aggregate mixture, it was found that a proportion of 30% (by dry weight) was sufficient to promote the granulometric stabilization of the lateritic soil deposit used.
Cabral [16], on the other hand, proposed his own methodology for the production of calcined clay, establishing parameters for the acceptance of the clay used, aiming for the final quality of the calcined aggregate. In summary, his methodology recommends the use of clays with a plasticity index higher than 15% and granulometry preferably falling within regions "B," "C," or "D" of the Winkler diagram.
Other studies have investigated the thermal behavior of pavements composed of artificial aggregates. Yinfei et al. [17] studied the use of materials with phase change properties in asphalt pavements and how the granulation of lightweight aggregates can affect cooling performance. The results indicate that granulation of lightweight aggregates has a significant impact on the latent heat storage capacity of asphalt mixtures. Khan et al. [18] investigated the use of lightweight aggregates (LWA) in asphalt mixtures and base and sub-base layers as a strategy to reduce frost damage in flexible pavements. The data indicate that the use of LWA in asphalt mixtures and base and sub-base layers can significantly reduce frost penetration in the subgrade, in addition to exhibiting lower conductivity and diffusivity and higher specific thermal capacity compared to conventional asphalt mixtures.
In other branches of the construction industry, studies indicate that the use of structural concrete with lightweight artificial aggregates can offer significant advantages in terms of weight reduction, improved thermal and acoustic insulation, as well as lower energy consumption and CO2 emissions during production [19]. However, there are also some limitations and challenges associated with the use of these aggregates, such as the need for pre-treatment of aggregates, a reduction in mechanical strength and durability in certain cases, and the lack of standardization and regulations for the use of alternative materials.
Given the above, while there are numerous studies on the use of artificial aggregates produced from calcination of clay, there is a lack of research on the use of mining tailings to produce artificial aggregates for pavement. Therefore, the present study aims to evaluate the use of calcined aggregate, produced from fine mining tailings, as an alternative material for pavement and proposes the following hypothesis: the manufacture of calcined aggregate from fine mining tailings and its use as a constituent material for pavement layers is a viable alternative from a technical perspective.
2. Materials and Methods
The fine tailings used in this research were obtained from the Samarco Mining Company located in Mariana, Minas Gerais, Brazil. For the physical and chemical characterization of the material, tests were conducted, including particle size analysis, real density, liquid limit, plastic limits, and Energy Dispersive Spectrometry (EDS).
In the Energy Dispersive Spectrometry (EDS) test, a high concentration of iron was found in the tailings, accounting for approximately 65% of the total, as shown in Figure 1. Regarding the particle size analysis, it was observed that the tailings had a high content of fines (96% passing through sieve No. 200). According to the Winkler diagram (Figure 2), proposed by Pracidelli and Melchiades [20], the material falls into region "D." However, it is possible to achieve a satisfactory quality calcined aggregate falling into region "B" if a higher firing temperature is reached during the calcination process.
According to the results of the physical characterization presented in Table 1, it can be observed that, although the fine waste is usually plastic, the studied waste is weakly plastic, which means, it has a Plasticity Index (PI) < 7. Studies conducted by the Military Institute of Engineering indicate that to obtain a well-quality calcined clay, it is necessary for its particle size to fall within an acceptable range and, furthermore, it should have high plasticity, or rather, a Plasticity Index (PI) greater than 15%.
After the characterization of the reject, an attempt was made to model the aggregate by extruding it using an electric pug mill. However, this attempt was unsuccessful as the equipment got clogged - possibly due to the low plasticity of the reject. Therefore, in order to increase the Plasticity Index (PI) and enable the molding of the aggregates, a mixture of clay and reject was used.
The clay was supplied by Cerâmica Marajó, located in the region of Tanguá-RJ, and its physical characteristics are presented in Table 2.
The EDS test on the clay (Figure 3) showed the predominant presence of silica, followed by aluminum, indicating that the clay used in the research is a mineral clay from the Kaolinite group (Al2Si2O5(OH)4).
Loss on ignition tests were also conducted to evaluate the potential of the materials to produce calcined aggregate. The test involved molding a cylindrical specimen measuring 4 cm in length and 1.5 cm in diameter, then calcining it at a temperature of 760°C for 15 minutes. After calcination, the specimen underwent boiling for 15 minutes in a pressure cooker.
For the clay-waste mixture, the chosen percentage of waste for the study was 15% by weight, the highest percentage that allowed the successful extrusion of the mixture. This mixture exhibited a liquid limit of 32.6%, a plastic limit of 20.5%, a plasticity index of 12.1%, and a real density of 2.80. The representation of the mixture's particle size distribution on the Winkler diagram, as shown in Figure 4, indicated that the mixture falls into the "C" region of the diagram, demonstrating suitable ceramic potential.
The extrusion of the clay-waste mixture was carried out using an electric extruder with a hexagonal cross-section of 1 cm per side, and the moisture content for extrusion of both the pure clay and the mixture was 22%, close to the plasticity limit. The hexagonal-shaped nozzle was made of acrylic to ensure precision in the section dimensions through laser cutting and to provide a finished aggregate. After extrusion, the bar was cut into aggregates ranging from 5 mm to 15 mm in length, as shown in Figure 5.
Two groups of samples were created, the "M" samples, referring to the clay-reject mixture, and the "A" samples, consisting only of pure clay, as shown in Figure 6. Subsequently, the aggregates were dried outdoors on metal trays for a period of seven days.
The calcination was carried out in a muffle furnace with four temperature stages: 800°C, 900°C, 1000°C, and 1100°C, with a heating rate of 30°C/min, a dwell time of 30 minutes, and furnace shutdown for cooling.
X-ray diffraction (XRD) tests were performed at CETEM (Mineral Technology Center) using a Bruker-D4 Endeavor equipment under the following operating conditions: Co Kα radiation (40 kV/40 mA); goniometer speed of 0.02° 2θ per step with a counting time of 0.5 seconds per step, and data collected from 4 to 80° 2θ using a LynxEye position-sensitive detector. Qualitative spectrum interpretations were made by comparison with patterns in the PDF02 database ICDD [21] using Bruker DiffracPlus software.
In order to assess the technical capability of using calcined clay-reject aggregate, the acceptance criteria recommended by the DNER-EM 230 [22] standard were adopted. This standard defines the characteristics of coarse synthetic aggregates made from calcined clay for use in road construction. The following tests were conducted: unit weight (DNER-ME 152 [23]), loss of mass after boiling (DNER-ME 225 [24]), abrasion resistance (DNER-ME 222 [25]), shock loss of mass in the Treton apparatus (DNER-ME 399 [26]), real density (DNER-ME 093 [27]), water absorption, and apparent density (DNER-ME 081 [28]).
3. Results and Discussion
As seen in the graph illustrated in Figure 7, there is a reduction in water absorption with increasing temperature, indicating an increase in the amount of liquid phase resulting from the reaction of fluxing elements.
According to the methodology to produce calcined clay proposed by Cabral [16], the water absorption of the aggregate cannot exceed 18%, which makes the use of calcined aggregate from both Group A and Group M unfeasible at the burning temperature of 800°C. Therefore, the tests for bulk density, abrasion resistance, real and apparent density were not conducted at the burning temperature of 800°C.
Regarding the testing results of the tests for loss of mass in the Treton apparatus (Figure 8), they were satisfactory for all burning temperatures in both groups, as the loss of mass did not exceed the limit of 60% established by Cabral [16].
Regarding the loss of mass after boiling, at the end of the tests, it was observed that both the clay (Group A) and the reject (Group M) did not show any visible change in volume or consistency, as can be seen in Figure 9.
As the test results (Figure 10) showed, they were adequate for all temperature levels in both groups, being lower than 10%, as established by the DNER-ME 225 standard [24].
Furthermore, according to the graph illustrated in Figure 10, there is an apparent plateau of mass loss after boiling between temperatures of 900ºC and 1000ºC, indicating a similar behavior trend to the curves found by Cabral [16].
The results of bulk density for Group M showed higher values than Group A, as illustrated in Figure 11. All samples obtained values within the limit established by the DNER-ME 230 [22] standard (bulk density > 0.88 g/cm3). However, Ledbetter et al. [29] observed in the field, during the execution of surface treatment with synthetic aggregate, that lightweight aggregates degrade faster in the wearing course layers. In this regard, the use of a denser aggregate, such as the synthetic aggregates obtained from the clay-reject mixture, may mitigate this reported issue.
Regarding the abrasion test, the "Los Angeles" abrasion values exceeded the maximum limit of 45%, established by the DNER ME 230 [22] standard, in all samples, except for the sample of calcined clay-reject aggregate with a burning temperature of 1100ºC (M1100), as shown in the graph illustrated in Figure 12.
The X-ray diffraction test, in qualitative form, showed that the clay used in the clay-reject mixture belongs to the group of kaolinite, confirming the results obtained by EDS. The X-ray diffraction test also allowed us to verify that the increase in temperature led to changes in the chemical composition of the clay, while the reject maintained its initial chemical composition. Detailed results for both analyzed groups are presented in Table 3.
The feldspar present in the clay, in the forms of Orthoclase and Albite, plays a crucial role by acting as flux during the calcination process, reducing the material's porosity [30].
According to Santos [31], the kaolinite, also present in the clay, undergoes transformations in its chemical composition when exposed to temperatures between 500ºC and 900ºC, converting into metakaolinite, and between 900ºC and 1550ºC, transforming into mullite.
Halloysite has an identical chemical composition to kaolinite, but it contains an additional layer of easily dehydratable water molecules. This mineral, when heated, loses the additional layer of water molecules, and returns to the original form of kaolinite [32].
As for the Pargasitic hornblende, present in the calcined aggregates of Group M, it is one of the main minerals of the amphibole group. According to Peroni [33], amphibole is one of the main rock-forming minerals.
In summary, Table 4 presents the results of the absorption tests, mass loss by Treton impact, mass loss after boiling, bulk density, and Los Angeles abrasion.
The water absorption results and shock loss tests using the Treton apparatus, when compared with the limit values expressed in the methodology proposed by Cabral [16], obtained satisfactory results for firing temperatures starting at 900ºC. It is evident that the increase in temperature contributes to the reduction of water absorption in the aggregates, due to the sintering of the fluxing materials present in the clay.
According to the standard DNER-EM 230 [22] - Coarse synthetic aggregates of calcined clay -, all the results fit within the established limits, except for the abrasion loss. Only sample M1100 showed a result below the maximum limit set in the standard (41.6% < 45%). Furthermore, according to DNER-ES 227 [34], the calcined clay-reject aggregate at a firing temperature of 1100ºC can be used in pavement construction both as material for asphalt concrete bases and as material for flexible pavement bases.
4. Conclusions
This article studied the feasibility of using synthetic coarse aggregates obtained from a waste-clay mixture in pavement layers. From the results, the following conclusions can be drawn:
The production of aggregates solely from the waste material in an electric pug mill is not possible, probably due to the low plasticity of the waste, which hinders its conformation during extrusion.
The mining waste has the potential for use in a mixture with clays to produce synthetic calcined aggregates, showing improvement in Los Angeles abrasion values compared to pure clay. It transforms a clay that was initially unsuitable as raw material for calcined clay aggregates into a suitable material for such use. Thus, the objective of the study was achieved, and the initial hypothesis was validated.
Suggestions for future work, it is recommended to:
Evaluate the environmental aspects of using these aggregates in pavement layers.
Assess potential environmental impacts due to the eventual release of toxic components resulting from material degradation over time.
Study the expansion of the aggregate before conducting any experimental section.
Author Contributions
Conceptualization, M. F. and A. G.; methodology, M. F. and A. G.; formal analysis, M. F. and A. G.; investigation, M. F and A. G.; writing—review and editing, M. F., C.M and J. S.; supervision, A. G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
To the Coordination for the Improvement of Higher Education Personnel - Brazil (CAPES) for the support provided for the accomplishment of this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Queiroz, H. M.; Nóbrega, G. N.; Ferreira, T. O.; Almeida, L.S.; Romero, T. B.; Santaella, S. T.; Bernardino, A. F.; Otero, X. L. The Samarco mine tailing disaster: A possible time-bomb for heavy metals contamination? Science of the Total Environment 2018, 637, 498–506. [Google Scholar] [CrossRef] [PubMed]
- Thompson, F.; de Oliveira, B. C.; Cordeiro, M. C.; Masi, B. P.; Rangel, T. P.; Paz, P.; Freitas, T.; Lopes, G.; Silva, B. S.; Cabral, A. S. Severe impacts of the Brumadinho dam failure (Minas Gerais, Brazil) on the water quality of the Paraopeba River. Science of the Total Environment 2020, 705, 135914. [Google Scholar] [CrossRef] [PubMed]
- National Mining Agency – ANM. National dam safety information system. Available on-line: https://www.gov.br/anm/pt-br. (Accessed on May 2023). (In Portuguese). 20 May.
- Porto, T. B.; Torres, A. C. A.; Gomes, R. C. Behavior of reinjectable and prestressed anchors in soil masses: construction case study in Congonhas - Brazil (Case Study). Soil & Rocks 2017 v. 40, p. 177-186. [CrossRef]
- Apaza, F. R.; Guimarães, A. C. R.; Vivoni, A. M.; Schroder, R. Evaluation of the performance of iron ore waste as potential recycled aggregate for micro-surfacing type cold asphalt mixtures. Construction and Building Materials 2021, 266-B, 121020. [CrossRef]
- Lima, L. M. K. 2006. Retroanálise da formação de um depósito de rejeitos finos de mineração construído pelo método subaéreo Master’s dissertation, Federal University of Ouro Preto, Ouro Preto, MG, Brazil (In Portuguese). Retrieved on May 15, 2023, from http://www.repositorio.ufop.br/handle/123456789/2246. 15 May.
- Fan, X.; Li, Z.; Zhang, W.; Jin, H.; Liu, J.; Xing, F.; Tang, L. New applications of municipal solid waste incineration bottom ash (MSWIBA) and calcined clay in construction: Preparation and use of an eco-friendly artificial aggregate. Construction and Building Materials 2023, 387, 131629. [Google Scholar] [CrossRef]
- Ghazali, N.; Muthusamy, K.; Abdullah, N. A.; Asri, M. I. M.; Jamaludin, N. F. A. Effect of coal bottom ash as partial sand replacement for lightweight aggregate concrete. Key Engineering Materials 2022, 912, 119–125. [Google Scholar] [CrossRef]
- Cabral, E. M.; Sá, R. J.; Vieira, R. K.; Vasconcelos, R. P. Utilization of ceramic masses in the production of synthetic calcined clay aggregate for use in concrete. Ceramics 2008, 54, 404–410. (In Portuguese) [Google Scholar] [CrossRef]
- Cabral, G. L. L. 2011. Utilização do Agregado Artificial de Argila Calcinada em Obras de Pavimentação e Aperfeiçoamento da Tecnologia. Ph.D. thesis, Federal University of Rio de Janeiro, Rio de Janeiro, Rio de Janeiro, Brazil (In Portuguese). Received in june 13, 2023, from http://www.coc.ufrj.br/pt/teses-de-doutorado/155-2011/1251-gustavo-da-luz-lima-cabral.
- Batista, F. G. S. 2004. Caracterização física e mecanística dos agregados de argila calcinada produzidos com solos finos da BR-163/PA. Master’s dissertation, Military Institute of Engineering, Rio de Janeiro, Rio de Janeiro, Brazil (In Portuguese).
- Silva, C. L.; Frota, H. O.; Frota; C. A. Sintered calcined clay as an alternative coarse aggregate for asphalt pavement construction. Open Journal of Civil Engineering 2015, 05, 281–288. [Google Scholar] [CrossRef]
- Santos, M. G. R. 2007. Study of synthetic calcinated clay aggregates behavior for use in pavement asphalt for Manaus. Master’s dissertation, University of Brasília, Brasília/DF, Brazil (In Portuguese). Received in , 2023, from https://repositorio.unb.br/handle/10482/2919. 25 June.
- Campelo, N. S.; Campos, A. M. L. S.; Aragão, A. F. Comparative analysis of asphalt concrete mixtures employing pebbles and synthetic coarse aggregate of calcined clay in the Amazon region. International Journal of Pavement Engineering 2019, 20:5, 507-518. [CrossRef]
- Barbosa, V. H. R.; Marques, M. E. S.; Guimarães, A. C. R.; Silveira, V. L. Study of two soils from Acre to produce calcined clay aggregates and mixtures for pavement bases. In 32nd Congress of Research and Teaching in Transportation of ANPET, Gramado, Brazil, 10--14 November 2018. (In Portuguese). 14 November.
- Cabral, G. L. L. 2005. Metodologia de produção e emprego de agregados de argila calcinada para pavimentação. Master’s dissertation, Military Institute of Engineering, Rio de Janeiro, Rio de Janeiro, Brazil (In Portuguese).
- Yinfei, D.; Pusheng, L.; Jiacheng, W.; Hancheng, D.; Hao, W.; Yingtao, L. Effect of lightweight aggregate gradation on latent heat storage capacity of asphalt mixture for cooling asphalt pavement. Construction and Building Materials 2020, 250, 118849. [Google Scholar] [CrossRef]
- Khan, A.; Mrawira, D.; Hildebrand, E. E. Use of lightweight aggregate to mitigate frost damage in flexible pavements. International Journal of Pavement Engineering 2009, 10:5,329-339. [CrossRef]
- Agrawal, Y.; Gupta, T.; Sharma, R.; Panwar, N. L.; Siddique, S. A comprehensive review on the performance of structural lightweight aggregate concrete for sustainable construction. Construction Materials 2021, 1:1, 39-62. :1. [CrossRef]
- Pracidelli, S.; Melchiades, F.G. Importance of the granulometric composition of clay masses for red ceramics. Industrial Ceramics 1997, 2, 31-35. (In Portuguese).
- Department of National Roads and Highways – DNIT. Coarse synthetic aggregates of calcined clay: EM 230/94, Rio de Janeiro, 1994. (In Portuguese).
- Department of National Roads and Highways – DNIT. Aggregates in loose state - determination of bulk density: ME 152/95, Rio de Janeiro, 1995. (In Portuguese).
- Department of National Roads and Highways – DNIT. Synthetic aggregate of calcined clay - determination of mass loss after boiling: ME 225/94, Rio de Janeiro, 1994. (In Portuguese).
- Department of National Roads and Highways – DNIT. Synthetic aggregate manufactured with clay - abrasion test: ME 222/94, Rio de Janeiro, 1994. (In Portuguese).
- Department of National Roads and Highways – DNIT. Aggregates - determination of shock loss using the Treton apparatus: ME 399/99, Rio de Janeiro, 1999. (In Portuguese).
- Department of National Roads and Highways – DNIT. Soils - determination of real density: ME 093/94, Rio de Janeiro, 1994. (In Portuguese).
- Department of National Roads and Highways – DNIT. Aggregates - Determination of absorption and bulk density of coarse aggregate: ME 081/98, Rio de Janeiro, 1998. (In Portuguese).
- Ledbetter, W. B.; Moore, W. M.; Gallaway, B. M. A synthetic coarse aggregate classification system-final report. Texas Highway Department – THD. Research Report No 81-15. Synthetic Aggregate Research. Study 2-8-65-81. Coley Station: Texas Transportation Institute, 1971.
- Baucia Jr., J. A.; Koshimizu, L.; Gibertoni, C; Morelli, M. R. Study of alternative fluxes for use in porcelain formulations. Ceramics 2010, 56, 262–272. [Google Scholar] [CrossRef]
- Santos, H. S.; Kiyohara, P.; Coelho, A. C. V.; Santos, P. S. Study by electron microscopy of transformations during firing of highly alumina Brazilian clays. Ceramics 2006, 52, 125–137. [Google Scholar] [CrossRef]
- Silva, F. A. N. G. 2007. Estudos de caracterização tecnológica e beneficiamento do caulim da região Borborema-Sericó (RN). Master’s dissertation, COPPE/University of Rio de Janeiro, Rio de Janeiro, Rio de Janeiro, Brazil (In Portuguese).
- Peroni, R. Mineralogy - Study of Minerals. Department of Mining Engineering, Federal University of Rio Grande do Sul, Porto Alegre, 2003.
- National Department of Highways and Roads – DNER. Coarse Synthetic Aggregates of Calcined Clay - Use in Road Works: ES 227/89, Rio de Janeiro, 1989.
Figure 1.
Result of the mining waste EDS test.
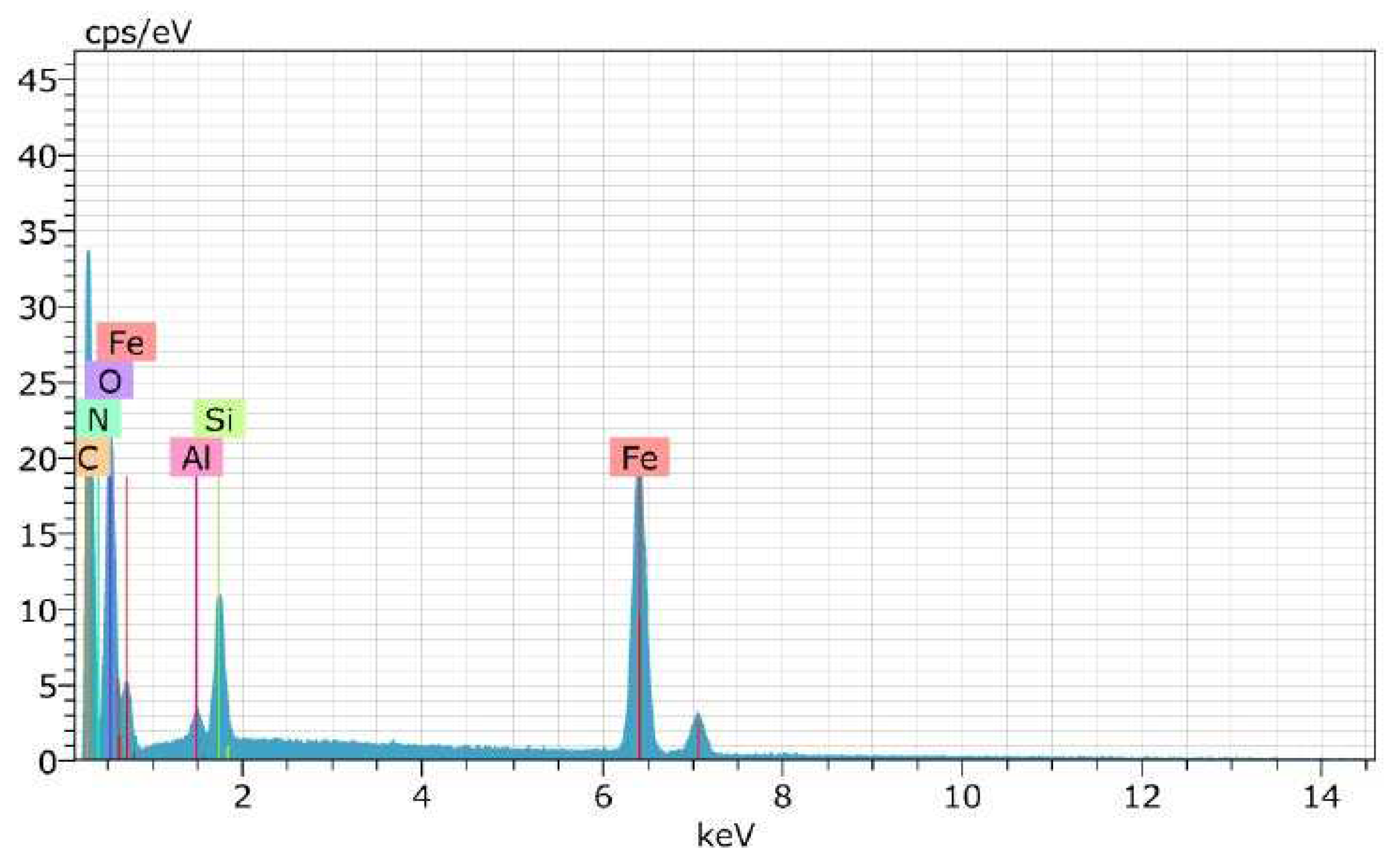
Figure 2.
Particle size distribution of the ore waste represented in the Winkler diagram.
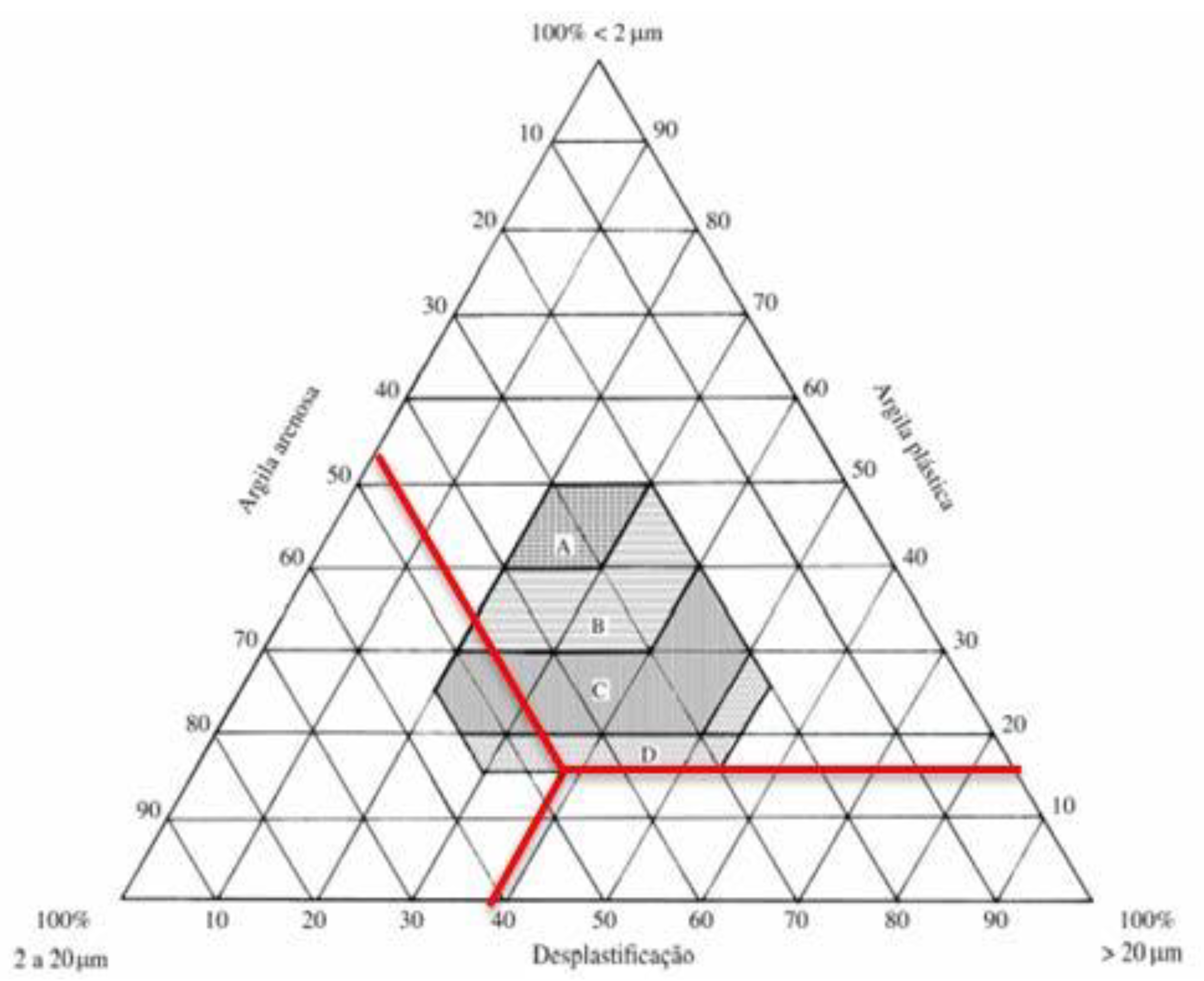
Figure 3.
Result of the EDS test on pure clay.
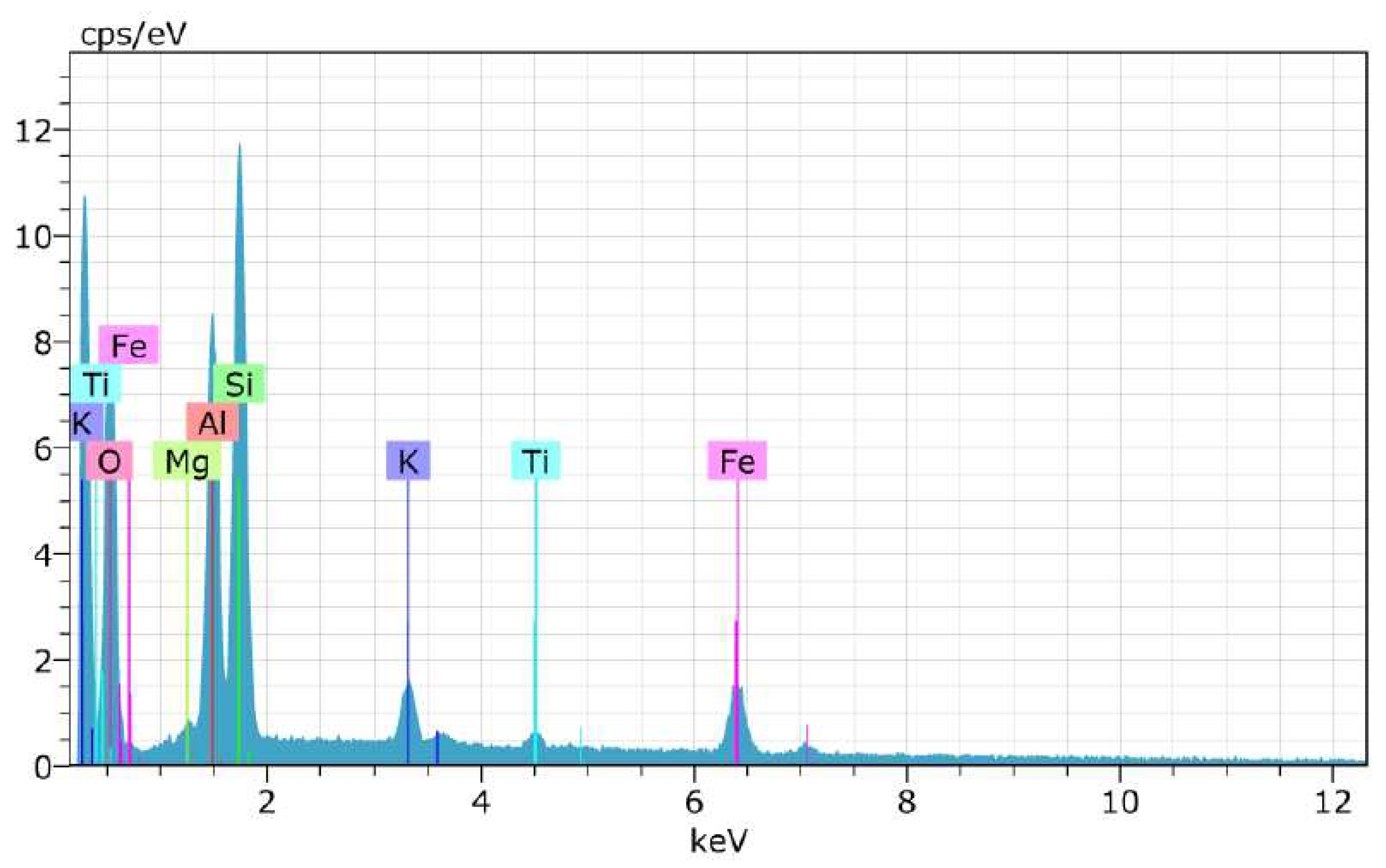
Figure 4.
Particle size distribution of the clay-waste mixture represented on the Winkler Diagram.].
Figure 4.
Particle size distribution of the clay-waste mixture represented on the Winkler Diagram.].
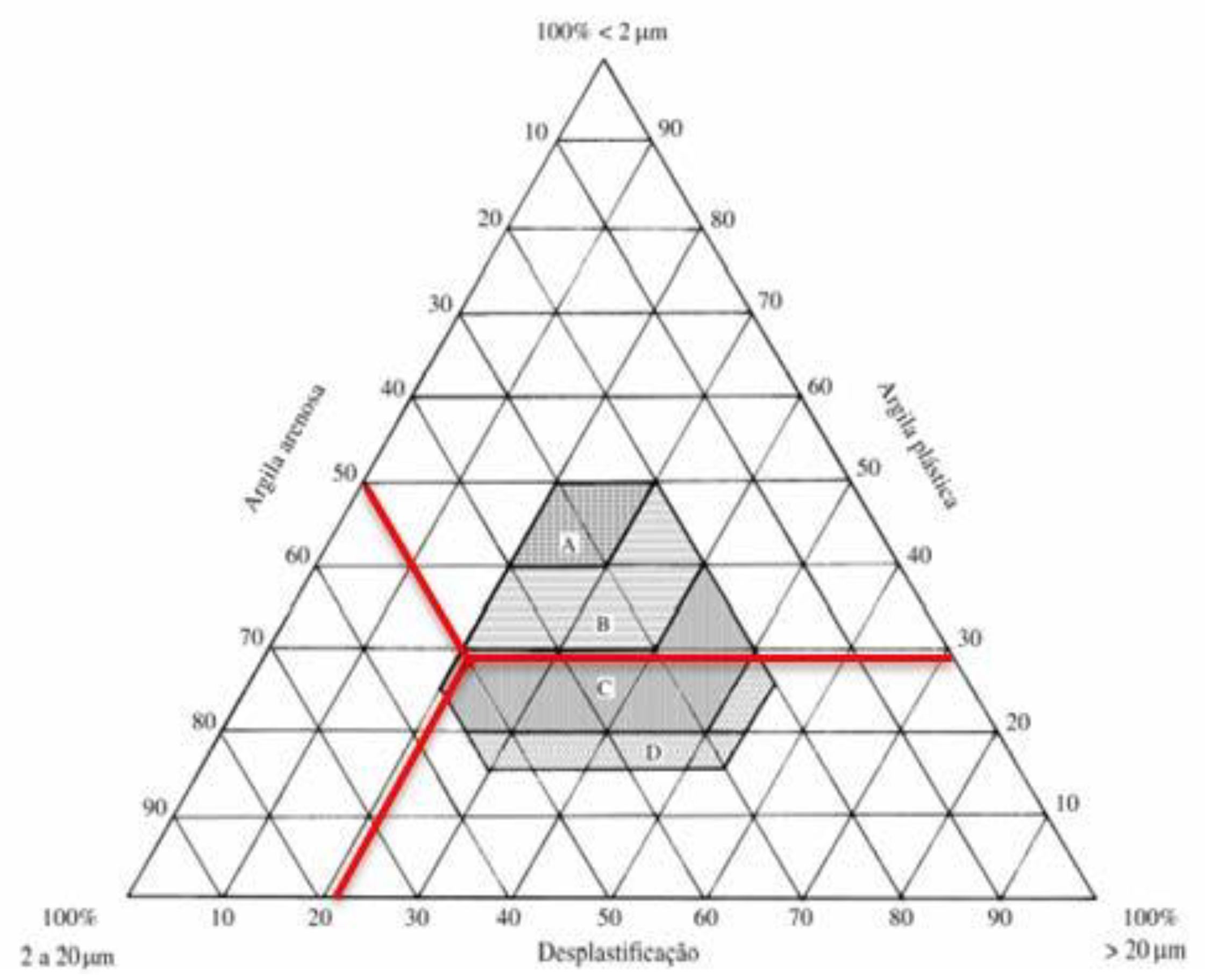
Figure 5.
Extrusion through an acrylic nozzle and cutting of the aggregates.
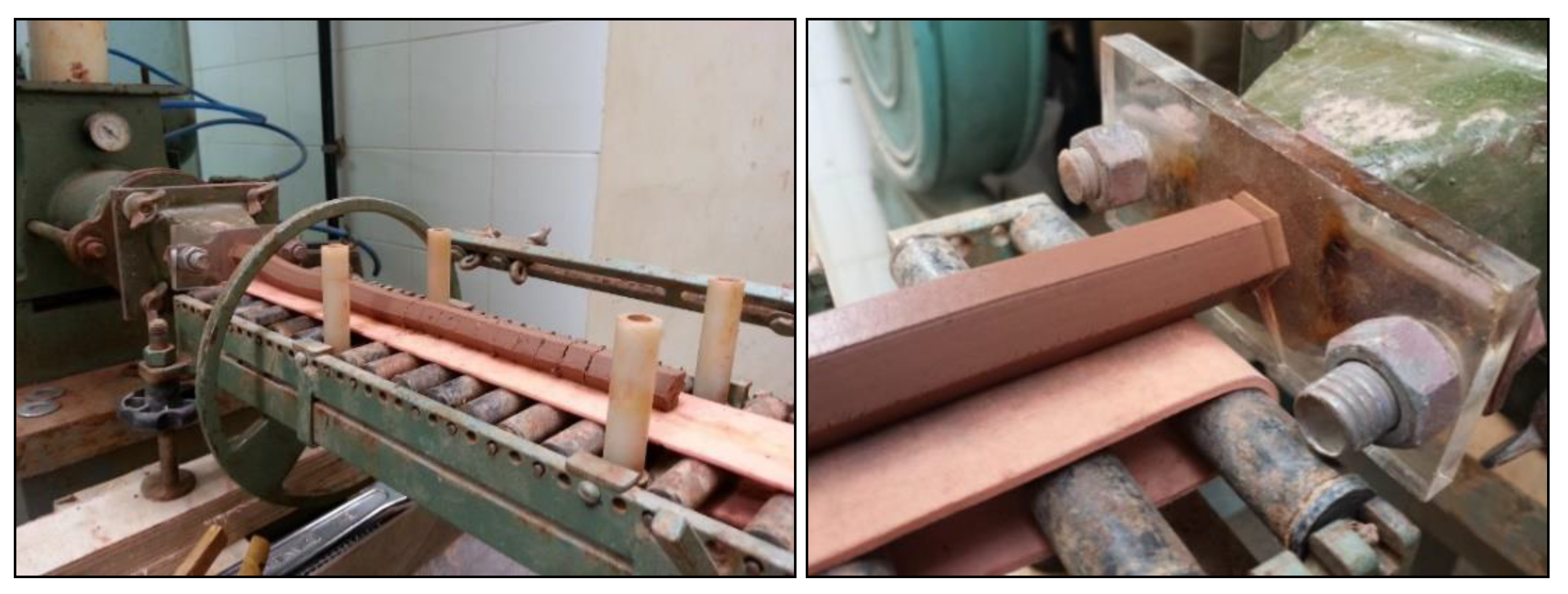
Figure 6.
Samples produced in this study: (a) Samples from group A; (b) Samples from group M.
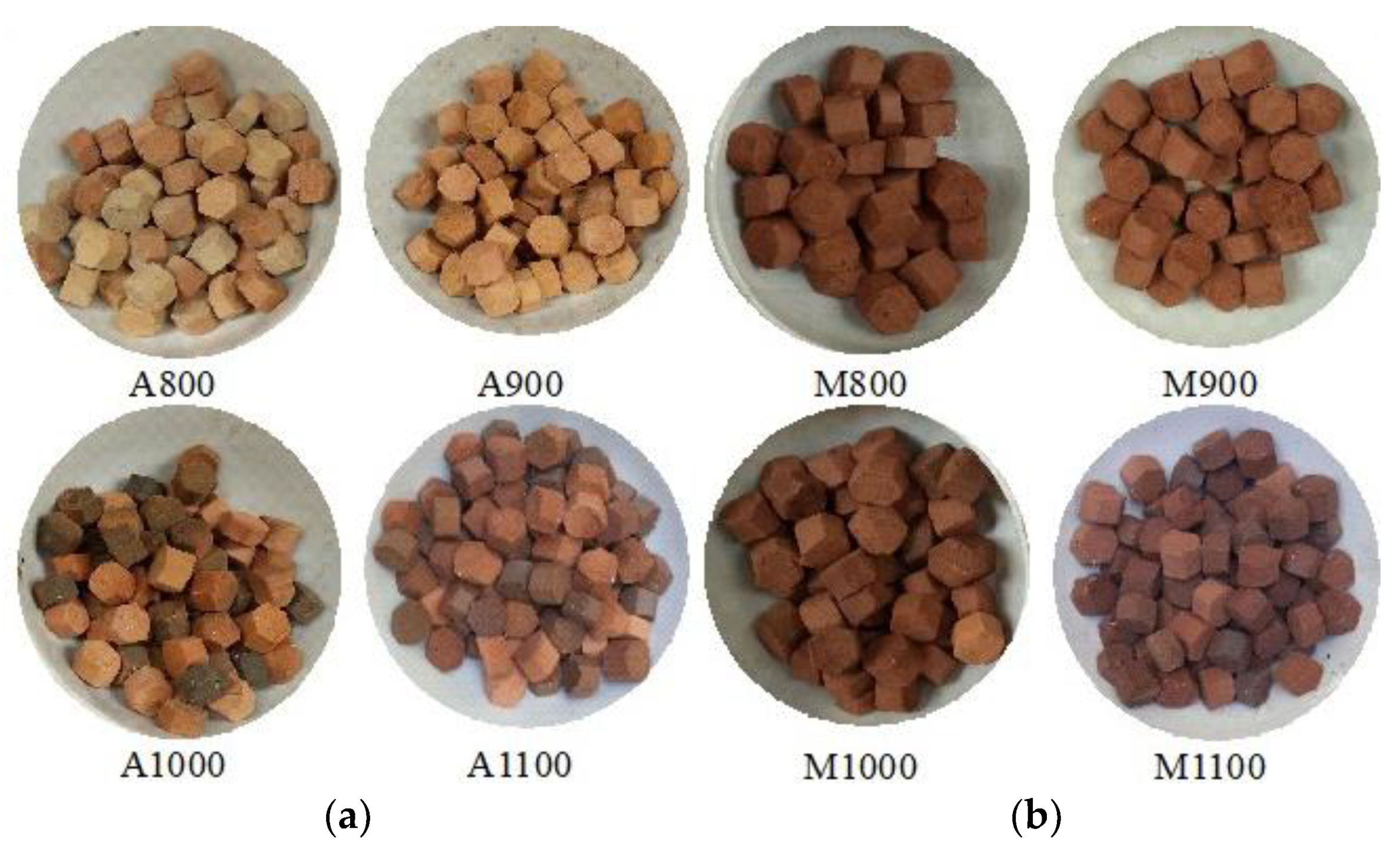
Figure 7.
Water absorption of the aggregates.
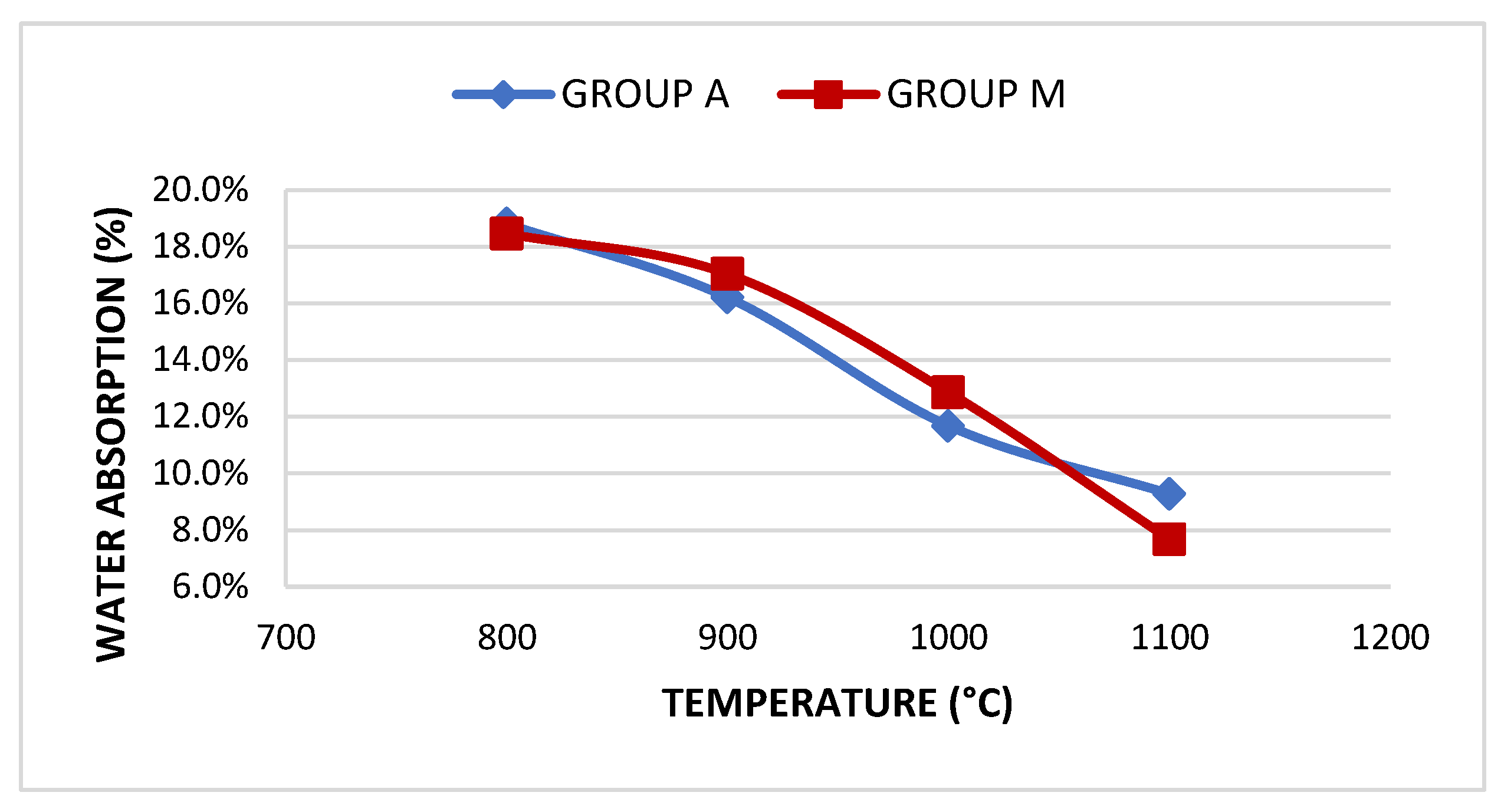
Figure 8.
Loss of mass due to shock in the Treton apparatus.
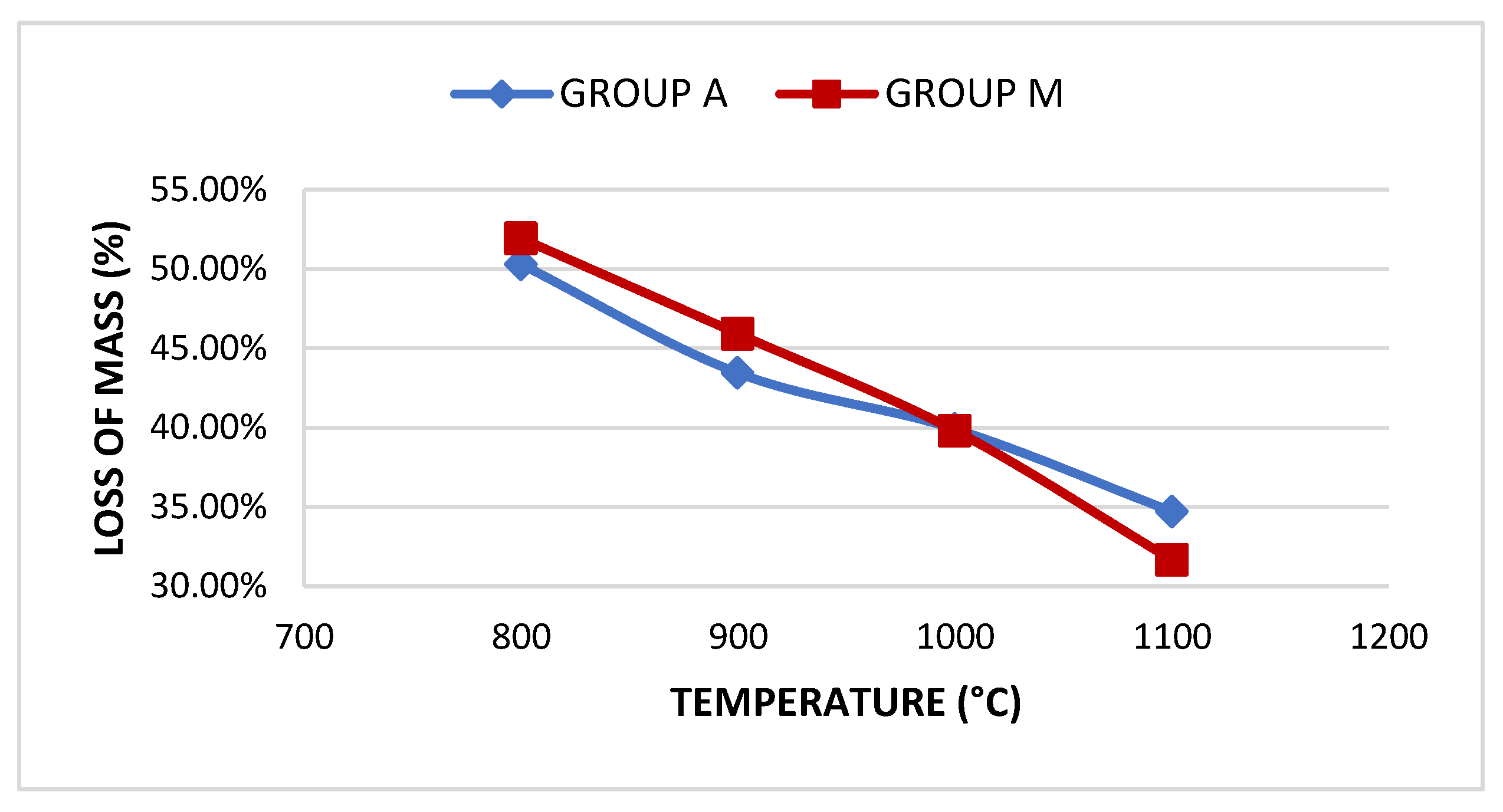
Figure 9.
(a) Samples before the boiling test; (b) After the boiling test.

Figure 10.
Mass loss due to boiling.
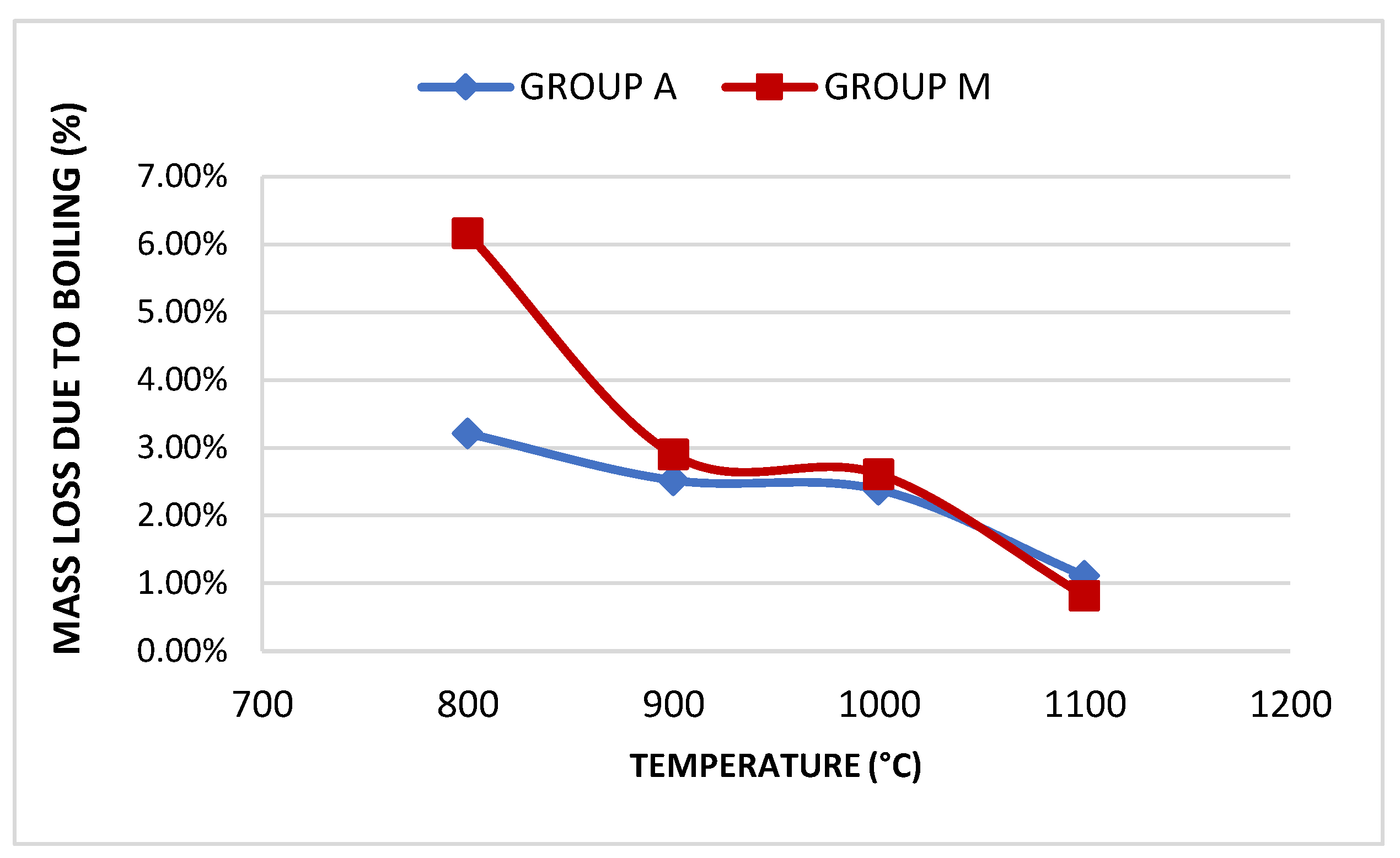
Figure 11.
Mass units.
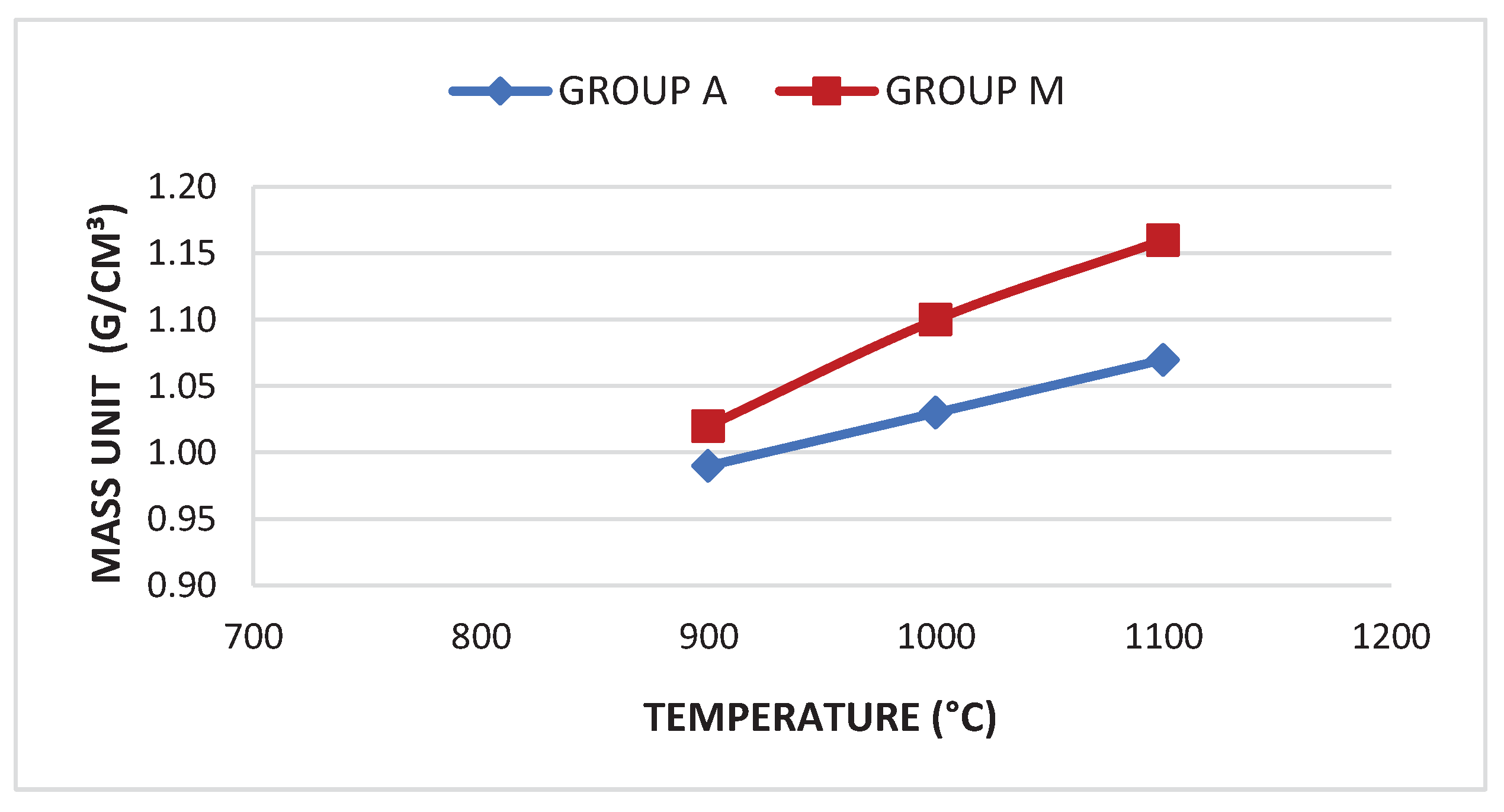
Figure 12.
Abrasion wear Los Angeles.
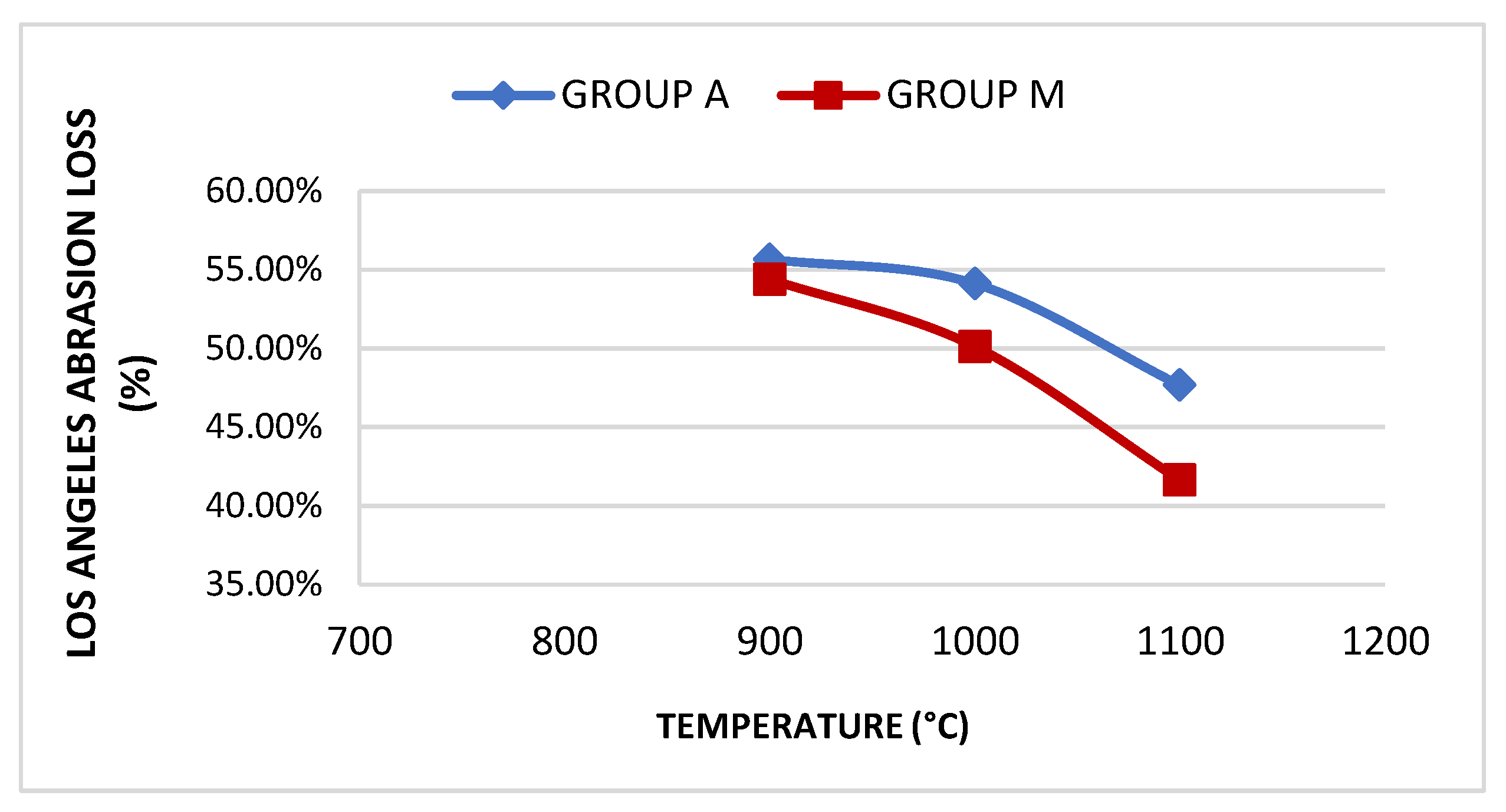

Table 1.
Physical characterization of the waste.
| Test | Result |
|---|---|
| Liquid Limit (%) | 20 |
| Plastic Limit (%) | 14 |
| Plasticity Index (%) | 6 |
| Real Density (g/cm3) | 3,93 |
Table 2.
Physical characterization of the clay.
| Test | Result |
|---|---|
| Liquid Limit (%) | 39 |
| Plastic Limit (%) | 22 |
| Plasticity Index (%) | 17 |
| Real Density (g/cm3) | 2,60 |
Table 3.
Physical characterization of the clay.
| Group | Sample | Present Elements | Crystal structure |
|---|---|---|---|
| A | A800 | * Quartz (Si O2) | * Hexagonal |
| * Hematite (Fe2 O3) | * Rhombohedral H. Axes | ||
| * Halloysite (OH8 Al2 Si2 O3) | * Monoclinic | ||
| * Goethite (Fe O OH) | * Orthorhombic | ||
| * Albite (Na Al Si3 O8) | * Triclinic | ||
| A900 | * Quartz (Si O2) | * Hexagonal | |
| * Hematite (Fe2 O3) | * Rhombohedral H. Axes | ||
| * Halloysite (OH4 Al2 Si2 O5) | * Hexagonal | ||
| * Orthoclase (K0,58 NaO0,42 Al Si3 O8) | * Triclinic | ||
| A1000 | * Quartz (Si O2) | * Hexagonal | |
| * Orthoclase (K Al Si3 O8) | * Monoclinic | ||
| A1100 | * Quartz (Si O2) | ||
| * Mullite (Al(Al69 Si1.220) | |||
| M | M800 | * Quartz (Si O2) | * Hexagonal |
| * Pargasitic hornblende ((Na,K)0,72 (Ca,Fe)2 (Mg,Fe,Al)5 (Si,Al)8 O22 OH2) | * Monoclinic | ||
| * Halloysite (OH8 Al2 Si2 O3) | * Hexagonal | ||
| * Microcline ((K0,95Na0,05) Al Si3 O8) | * Triclinic | ||
| M900 | * Quartz (Si O2) | * Hexagonal | |
| * Pargasitic hornblende ((Na,K)0,72 (Ca,Fe)2 (Mg,Fe,Al)5 (Si,Al)8 O22 OH2) | * Monoclinic | ||
| * Halloysite (OH8 Al2 Si2 O3) | * Monoclinic | ||
| * Orthoclase (K0,59 Ba 0,19 Na0,22 (Al1,18 Si2,82 O8) | * Monoclinic | ||
| M1000 | * Quartz (Si O2) | * Hexagonal | |
| * Pargasitic hornblende ((Na,K)0,72 (Ca,Fe)2 (Mg,Fe,Al)5 (Si,Al)8 O22 OH2) | * Monoclinic | ||
| * Hematite (Fe2 O3) | * Rhombohedral H. Axes | ||
| * Orthoclase (K0,59 Ba 0,19 Na0,22 (Al1,18 Si2,82 O8) | * Monoclinic | ||
| M1100 | * Quartz (Si O2) | ||
| * Mullite (Al (Al69 Si1.220) |
Table 4.
Results of the tests conducted on the calcined aggregates.
| Group | Sample | Absorption | Treton shock loss | Boiling Loss | Mass Unit. (g/cm³) | Los Angeles Abrasion (LA) Wear | |||
|---|---|---|---|---|---|---|---|---|---|
| Res. | Standard | Res. | Standard | Res. | Standard | ||||
| A | A800 | 18.81% | 50.3% | 3.21% | <10% | - | - | - | - |
| A900 | 16.21% | 43.44% | 2.52% | <10% | 0.99 | >0.88 | 55.66% | <45% | |
| A1000 | 11.68% | 39.91% | 2.38% | <10% | 1.03 | >0.88 | 54.11% | <45% | |
| A1100 | 9.28% | 34.71% | 1.1% | <10% | 1.07 | >0.88 | 47.66% | <45% | |
| M | M800 | 18.46% | 51.93% | 6.16% | <10% | - | - | - | |
| M900 | 17.04% | 45.91% | 2.9% | <10% | 1.02 | >0.88 | 54.4% | <45% | |
| M1000 | 12.86% | 39.81% | 2.61% | <10% | 1.1 | >0.88 | 50.12% | <45% | |
| M1100 | 7.68% | 31.67% | 0.82% | <10% | 1.16 | >0.88 | 41.63% | <45% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



