
Submitted:
01 August 2023
Posted:
03 August 2023
You are already at the latest version
Abstract
Most of the literature on the optimization problem of transportation in supply chain networks (SCN) considered fixed costs (FC). However, in the practical applications of this problem it is important to study the effect of FC. This paper examines the impact of fixed cost increase as well as the variable cost on the optimization of a Two-Stage SCN. To do so, two mathematical models for mixed-integer nonlinear programming are developed. The first model optimizes fixed and variable costs in addition to the opening cost, whereas the second model only optimizes variable and opening costs. To evaluate the effect of considering FC on the optimization supply chain problem, four groups of instances are randomly generated, and solved using Lingo. The results of the two models are compared utilizing the average percentage deviation. In addition, sensitivity analysis is performed to determine the impact of changes in opening and variable costs on the considered optimization problem. The computational results and the sensitivity analysis show that the first model with minimized FC outperforms the second model, which does not consider the FC in minimization and FC affect the optimization.
Keywords:
Supply chain
; Network design
; Two-Stage
; Fixed cost
; Sensitivity analysis
1. Introduction
The supply chain network design (SCND) problem can be classified into three types namely: forward type of supply chain network, reverse type of supply chain network and closed loop type of supply chain network. In this study, we deal with forward type of SCND that is the material flows from supplier to plant and then reaches the customer. There are many stages in this model, (multi-stage), that may include warehouse and distributors. The supply chain is a network of suppliers, manufacturers, and distribution centers that transforms raw materials into usable products through several stages and distributes them to retailers in one or more stages. In the traditional transportation problem, the objective is to minimize total transportation costs by minimizing shipping costs proportional to the volume of items moved. Nevertheless, in practice, a fixed cost is incurred anytime a transportation route is established between a factory and a retailer. The Fixed Cost Transportation Problem (FCTP) occurs when both fixed and variable costs exist simultaneously. The variable cost varies linearly with the amount carried from supply to destination, and the fixed cost is incurred anytime a product is transferred between the supply and destination points. The preceding evidence demonstrates that problems involving fixed costs are more challenging to resolve than those involving variable costs.
Typically, the FCTP problem is formulated as a mixed-integer programming problem and is tackled utilizing methods comparable to those described in the literature. Several reports on the single-stage FCTP emphasize minimizing total transportation costs [1,2,3]. Molla-Alizadeh-Zavardehi et al. [4] extended the FCTP to a two-stage supply chain problem, which considers possible distribution centers with fixed capacity for each distribution center to be opened. The model optimizes overall costs by establishing the optimal number of distribution centers to meet customer demands. Panicker et al. [5] proposed a two-stage FCTP in which several plants serve products to a number of retailers via a set of unlimited-capacity distribution centers. However, the model only dealt with a single product and a single period. Similarly, Hong et al. [6] considered the FCTP problem in a two-stage supply chain with fixed costs for transportation routes.
In practice, it is more challenging to solve the FCTP problem than to solve a linear one. Numerous techniques have been proposed in the literature to solve the FCTP, such as the genetic algorithm [7,8], simulated annealing algorithm [9], artificial immune and genetic algorithm [10], Simplex-based simulated annealing [5,11], ant colony optimization for various optimization problems such as the traveling salesman problem [12]. Jawahar and Balaji [13] considered a two-stage supply chain distribution problem associated with a fixed cost. Stützle and Dorigo [14] applied ant colony optimization in solving complex cases of FCTP. Panicker et al. [5] conducted a comparative analysis of an ant colony optimization and a genetic algorithm heuristic technique, revealing the effectiveness in solving a two-stage FCTP problem. Sanei et al. [15] proposed a Lagrangian relaxation heuristic for solving the problem of transporting products from sources to destinations using different transportation modes with variable and fixed costs. Lotfi and Tavakkoli-Moghaddam [16] proposed a genetic algorithm to solve FCTP. Shen and Zhu [17] examined a two-stage FCTP under uncertainty, they proposed genetic algorithm and particle swarm optimization to solve the problem. Kowalski et al. [18] developed a simple algorithm for getting the global solution to a small-scale FCTP by decomposing the problem into a series of smaller subproblems. In the real world, FCTP is a complicated problem, particularly in supply chain management and distribution systems. Sadeghi-Moghaddam et al. [19] presented variable and fixed costs as fuzzy numbers. Panicker and Sarin [20] and Wang et al. [21] formulated a multi-stage multi-period FCTP for multi-product which is solved using ant colony optimization. In our previous paper, Mostafa and Elshaer [22] solved the two-stage FCTP problem utilizing three ant colony optimization algorithms compared by Lingo optimum solution.
The structure of this paper is as follows: section 2 presents a literature review. In section 3, the problem formulation is presented. In section 4, the results and computational study are illustrated. Sensitivity analysis is described in section 5. Section 6 provides conclusions and suggestions for future work.
2. Literature Review
The design of a supply chain network is one of the most complex topics in supply chain management, including decisions at the operational, tactical, and strategic levels. This problem entails identifying the number, location, and capacity of facilities, as well as establishing distribution channels and flows of materials and products that will be manufactured and transported to suppliers at each consumption layer. Molla-Alizadeh-Zavardehi et al. [4] considered two stages of the supply chain network: distribution centers (DCs) and customers. Customers with specific needs exist, as do prospective locations for warehouses. Each of the possible DCs can ship to any of the clients. Two different types of costs are considered: the opening cost, which is expected for opening a possible DC, and the shipping cost per unit from the DC to the clients. The proposed model picks several viable locations as distribution centers in order to meet the needs of all clients. Two algorithms, genetic algorithm and artificial immune algorithm, are created to address the given problem. The Taguchi experimental design approach is used to identify the best parameters with the fewest number of experiments. Different problem sizes are used, and the computational output of the algorithms is compared to one another for the aim of performance evaluation of the suggested algorithms.
Hong et al. [6] focused on a problem of distribution allocation in a supply chain with two stages and fixed costs. His challenge was to identify a distribution network's manufacturing facilities, wholesalers, and retailers' supply chain arrangement. The issue is modeled using an integer-programming approach. The mathematical model includes fixed costs for facilities opening and fixed costs for transportation routes as well as unit transportation costs between entities. The model's goal is to reduce the overall expenses of supply chain management associated with assigning retailers to distribution centers and distribution centers to production facilities. For the purpose of solving the model, an Ant Colony Optimization (ACO)-based heuristic is created. On a range of produced problem sizes, the heuristic is tested.
Panicker et al. [5] focused on an issue of distribution allocation in a supply chain with two stages and fixed costs. To handle the problem with a fixed transportation cost for a route, an algorithm based on ant colony optimization is suggested. A numerical analysis of examples of benchmark problems has been done. The proposed algorithm's outcomes have been contrasted with those of the genetic algorithm-based heuristic. The design and management of supply chains is the key concern for managers of industrial and service organizations in today's fiercely competitive business environment. Allocating customers to a manufacturing company's various supply chain partners is a crucial choice that influences value addition, degree of customer service, and prices.
Sanei et al. [15] introduced the step fixed-charge solid transportation problem, in which products are transported using a combination of unit and step fixed-charges from sources to destinations. Offer a dual decomposition method that can handle larger cases and relies on a Lagrangian relaxation. Lotfi and Tavakkoli-Moghaddam [16] proposed a priority-based genetic algorithm to solve both linear and nonlinear FCTP that includes novel crossover and mutation operators. Shen and Zhu [17] examined the two-stage fixed cost transportation problem in an unpredictable environment. Demands, supply, availability, fixed costs, and transported amounts are all regarded as uncertain factors because there are so many unknowns. The goal is to maximize overall profit in unpredictable circumstances. Based on the structure of the problem, the genetic algorithm and particle swarm optimization were suggested to solve the equivalent forms of the models.
Kowalski et al. [18] presented a simple method to find the overall solution to a fixed charge transportation problem (FCTP) of small scale. By breaking the problem down into a number of smaller sub-problems, the suggested approach solves FCTP. To solve the small-scale fixed-charge transportation problem, suggest a straightforward and quick branching approach. Up until a perfect solution is found, the sub problems can be divided into even smaller sub problems. This approach offers a substitute for quickly using computer tools to solve small-scale problems. As a result, it can be utilized as a pedagogical tool in a classroom setting for educational objectives. Sadeghi-Moghaddam et al. [19] presented variable and fixed costs as fuzzy numbers. They used both priority-based representation and Prüfer numbers based on spanning trees to propose novel techniques in solution algorithms. Additionally, the Taguchi method is employed to ensure the accurate calibration of parameters and the proper operation of algorithms. Additionally, a number of instances of various sizes are produced to evaluate the effectiveness of the algorithms and available software in the context of real-world cases.
In addition to the variable cost, the majority of practical applications of a transportation network have a fixed cost. For a scenario involving multiple products, the problem is described as a Multi-Stage Multi-Period Fixed Charge Transportation Problem. Panicker and Sarin [20] modeled the problem with the use of an optimization modeling tool named "A Mathematical Programming Language," and the BONMIN solver provides the answer. Finding the best solution for a huge problem size that is seen in practice typically requires more precise algorithms and longer computation times. A heuristic based on Ant Colony Optimization is suggested for these operational problems where process speed is just as crucial as solution quality. Using data sets created at random, the solution produced by the suggested heuristic is contrasted with that of accurate approaches. For a scenario involving many products, a simple MPFCTP model is created. The computational analysis shows that even though the solution reached using exact methods is best, the computational time required to solve a mathematical model is substantial. The Ant Colony Optimization approach is suggested to solve the model since the exact methods become less effective as the problem size increases. Both approaches are the subject of a computational investigation, and the outcomes of the precise method and ACO are compared. It is known that ACO provides a solution that is close to optimal in a lot less time than exact approaches.
A market area receives a variety of products from the supply chain over time. The model takes into account where manufacturers and retailers are located and makes the assumption that customer behavior is probabilistic and based on an attraction function that is affected by both the location and the quality of the retailers. In order to maximize supply chain profit in a competitive economy, Wang et al. [21] studied a model of a supply chain network with pricing competition. They build the supply chain with capacity constraints. A model of mixed integer nonlinear programming is used to formulate the issue. Simulated Annealing Search (SA) and Particle Swarm Optimization (PSO) are the two heuristic techniques they suggested. The results based of solving designed data sets demonstrate that simulated annealing is more effective than particle swarm optimization in terms of both solution quality and CPU times.
In our previous work to develop two-stage supply chain networks, FCTP, Mostafa and Elshaer [22] proposed three ant colony-based algorithms, ACO1, ACO2, and ACO3. ACO2 and ACO3 are based on the development of two new pheromone trails and one heuristic trail. The proposed algorithms are tested on produced problems instances, with the results compared to those achieved using LINGO.
The literature demonstrates that the researchers consider FC when developing supply chains without study of its impact on the optimization. The main objective of this paper is twofold, first, we investigate the impact of fixed costs on the optimal design of two-stage FCTP. Second, sensitivity analysis is employed to determine the effect of changes in variable cost and opening cost on optimization models.
3. Problem Formulation
Our two-stage SC problem can be described as a node-connected graph (plants to distributors, 1st stage and distributors to retailers, 2nd stage) and edges (routes) to connecting these nodes as shown in Figure 1. As shown in the figure, there are a set of m plants, , a set of d distributors, , and a set of r retailers, . In each route, both variable and fixed transportation costs are included. And a fixed opening cost for each distributor is also incurred. The manufacturing plant is where the products are produced. The distribution centers are the warehouses of different capacities that store the products before they are delivered to retailers through use of vehicles. Depending on the capacity permitted, final produced are produced in any one of the manufacturing facilities, and distribution centers then ship the finished goods to the retailers. Distribution centers are defined as facilities maintaining inventory. The problem contains information on potential locations for intermediate distribution centers. There is an initial cost for establishing the distribution center at each location. In addition, the shipping costs are known throughout. Retailer demands have deterministic values and are predetermined for the subsequent planning horizon. It is assumed that the final products have to be delivered through one of the distribution centers to the retailers. The manufacturing capacity of the plant and the distribution center capacity are designed in a reasonable size to absorb the total demand. The objective of the problem is to allocate the retailers to the distribution center and distribution centers to the manufacturing plant, minimizing the total costs of supply chain operation.
As mentioned above, the main goal of this article is to investigate the impact of FC increase on the optimization. Therefore, the problem is formulated as mixed-integer nonlinear programming [22] by two models. The two models considers the minimization of two different objective functions to determine the optimum solution. The first model objective function is the sum of three types of cost; namely, fixed, opening and flow costs. The second model objective function, on the other hand, is the sum of the fixed cost to the minimum of the sum of the flow and opening cost. The first model’s objective, , is the minimization of three types of costs (fixed, opening, and flow), defined mathematically in Eq. (1). While the second model objective, , is the summation of fixed cost to the minimized sum of opening and flow costs, defined mathematically in Eq.(2). The objective of the two models is to minimize the total cost involved in running supply chain. It is clear that the fixed cost is considered on the minimization in Eq. (1), but in Eq. (2) is not considered.
The parameters, decision variables, models’ objectives, and the models’ constraints considered in the present work are defined and explained as follows:
Indices
- Plants set,
- Distributors set,
- Retailers set,
Parameters of capacity and demand
- Plant capacity
- DistributorStorage capacity
- Retailer demand
Decision variables
- Transported units in 1st stage
- Transported units in 2nd stage
- Binary (specifies whether the units are transported in 1st stage)
- Binary (specifies whether the units are transported in 2nd stage)
- Binary (specifies whether a new distributor is open)
Cost parameters
- Unit transportation cost in 1st stage
- Unit transportation cost in 2nd stage
- Fixed cost of transportation in 1st stage
- Fixed cost of transportation in 2nd stage
- Fixed opening cost for a new distributor
The fixed, flow, and opening cost of Eq. (1) and (2) are defined as follows:
Subject to
The constraints (7) denote that the quantity transported in the first stage is less than the plant capacity. The constraints (8) represent the balance of material in the two stages. The constraints (9) sets the quantity transferred to the retailer from the distributor equals to the retailer's demand. The constraints (10) keep the capacity of the distributor. The constraints (11) set that the quantity transported from distributor less than or equal to its storage capacity. The constraints (12) enforces that the decision variables and must be positive. The binary variables, and are presented in the constraints (13), (14), and (15).
4. Computational Study
In this study, the optimal solution is obtained by minimizing , and and compared, subject to the same constraints in [22]. The numerical instances are generated and simulated in section 3.1. In section 3.2, the computational results of solving the test instances using Lingo software are graphed and discussed.
4.1. Numerical Simulation
In order to investigate the effect of FC increase on the proposed model, 1040 problems are generated randomly and classified into four groups (260 instances × 4 groups), as shown in Table 1. Each group has the same number of plants, distributors, and retailers. The generated demand of the retailers follows the uniform distribution U [50, 500], and U [10000, 20000] is used for generating the distributors’ opening cost. Table 2 illustrates the fixed and variable cost ranges in the testing problems Mostafa and Elshaer [22]. In each instance of the generated problems, β routs are selected for changing their FC with δ= 0%, 10%,…, 50%. The number of routs, β, are randomly selected by 10%, 20%, 30%, 40%, and 50% from the total number of routes.
4.2. Results and Discussion
The two models are solved using Lingo software, with the first model considering the FC in the optimization (See Appendix A), and the second model does not considers FC in the optimization (See Appendix B). The results are compared using the average percentage deviation in Eq. (16), as demonstrated in Figure 2, Figure 3, Figure 4, Figure 5. According to the figures, the optimal solutions are improved when considering FC in the optimization and the following is observed: (1) the average percentage of the total cost is enhanced by increasing the number of routes β whose FC increased. (2) For any specific change in the number of routes (x-axis) whose fixed costs will change, the percentage of improvement is directly proportional to the percentage change in FC. Therefore, computational results shown in Figure 2, Figure 3, Figure 4, Figure 5 reveal that the optimal solutions of the first model outperforms the other optimal solutions of the second model , and FC increase affect the optimality.
5. Sensitivity Analysis
The sensitivity analysis technique is used to investigate the impact of variable changes. This is the process by which it is determined how changes in variables (output) are caused by parameter changes. A significant result of sensitivity analysis refers to the factors that have the most significant impact on the design. In this paper, we investigate the impact of changes in opening and variable costs on the optimization of a two-stage supply chain network design problem. Therefore, two experiments are designed, as shown in the following two subsections.
5.1. Opening Costs
In order to investigate the impact of opening cost change on the two optimization models, problem instances with size (6 plants, 10 distributors, 15 retailers) are generated uniformly from the ranges shown in Table 3. In the table, the opening cost is generated from the range [10000(1+ α), 20000(1+ α)]. Where α takes the values from -40% to 40%, with 10% steps. Thirty problem instances are generated for each α and solved optimally using the two models ( and ) by lingo. The average results of opening, fixed, flow, and total costs for the instances are depicted in Figure 6. The figure shows that model which disregards FC in minimization, performs better on flow costs alone. However, model outperforms model in the opening, fixed and total costs.
5.2. Variable Costs
In order to investigate the impact of variable costs on the two optimization models, another thirty problem instances with the same size are generated uniformly for each α by changing the variable cost from the ranges shown in Table 4. In the table, the variable cost is generated from the range [10*(1+α) to 30*(1+α)] for the first stage and [10*(1+α) to 50*(1+α)] for the second stage. Where α takes the same values (from -40% to 40%). The fixed cost generation is affected by changing the variable cost, where the fixed cost value is multiplied by the average of variable cost, and the generated problems are solved optimally using the two models.,
5.3. Discussion
Figure 6 shows that model which disregards FC in minimization, performs better on flow costs alone. However, model outperforms model in the opening, fixed and total costs. Figure 7 shows the average results of opening, fixed, flow, and total costs when changing variable costs; from the figure, gives better performance on the opening and fixed costs, but it has no effect on flow and total cost output. The percentage improvement of over is shown in Figure 8. We can notice from the figure that as α increases, the relative percentage deviation of the two models will increase by increasing variable cost, which affects FC, and decreased by increasing opening cost. Consequently, it can be concluded that fixed costs significantly impact supply chain network design.
6. Conclusions and Future Work
This paper examines the impact of fixed cost increase as well as the variable cost on the optimization of the Two-Stage Supply Chain Network Design. A numerical study on two models, and , has been designed and used to solve the considered group of instances. The first model, , considers both fixed and variable costs besides the opening cost in minimization, whereas the second one, , considers only variable costs and opening costs in minimization. The problem is formulated as a mixed-integer nonlinear programming model and coded using Lingo19 to achieve the global optimum. In order to demonstrate the impact of the fixed cost increase on the proposed models, four groups of network characteristics with different sizes are designed, and 260 instances are randomly generated for each network. Lingo is used to solve the 1040 instances dataset for the first and second model. The results of the two models are compared utilizing average percentage relative deviation. In addition, a sensitivity analysis is conducted to determine the effect of varying opening and variable costs on the optimization. Computational results reveal that the optimal solutions of the first model (when considering FC in optimization) outperforms the other optimal solution of the second model (when not considering FC in optimization).
For future studies, the single-product model in the current study has two stages, which can be developed into a multi-product and/or multi-stage network. In contrast, the uncertainty included in capacity, demand, and cost could be considered for practical applications.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org, Generated data sets, Results and graphs, and Sensitivity results and graphs.
Author Contributions
Conceptualization, K.M. and R.E.; methodology, R.E.; software, A.M and R.E.; validation, K.M. and R.E.; formal analysis, R.E..; investigation, R.E..; data curation, R.E..; writing—original draft preparation, A.M.; writing—review and editing, K.M. and R.E..; visualization, K.M. and R.E..; supervision, R.E.; funding acquisition, R.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Deanship of Scientific Research, King Khalid University, Kingdom of Saudi Arabia, and the grant number is GRP/202/44.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article/Supplementary Materials. Further inquiries can be directed to the corresponding author.
Acknowledgments
We would like to express our gratitude to the Deanship of Scientific Research, King Khalid University, Kingdom of Saudi Arabia, for funding this work, as well as to family, friends, and colleagues for their constant inspiration and encouragement.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
The Lingo code of the first Model, Z1. This code is applied to the generated data instances of group G_1 (2-5-10). The code of the other groups and all results are provided in the article/Supplementary Materials.
MODEL:
SETS:
PLANT:PLANTCAPACITY;
DISTRIBUTOR:DISTRIBUTORCAPACITY,OPINNINGCOST,U;
RETAILER:DEMAND;
LINK1(PLANT,DISTRIBUTOR):FIJ,YIJ,CIJ,XIJ;
LINK2(DISTRIBUTOR,RETAILER):FJK,YJK,CJK,XJK;
ENDSETS
DATA:
PLANT = P1, P2;
DISTRIBUTOR = D1, D2, D3, D4 D5;
RETAILER = R1, R2, R3, R4, R5, R6 R7 R8 R9 R10;
PLANTCAPACITY = @file('PDR_2-5-10_1.txt');
DEMAND = @file('PDR_2-5-10_1.TXT');
OPINNINGCOST = @file('PDR_2-5-10_1.TXT');
FIJ = @file('PDR_2-5-10_1.TXT');
CIJ = @file('PDR_2-5-10_1.TXT');
FJK = @file('PDR_2-5-10_1.TXT');
CJK = @file('PDR_2-5-10_1.TXT');
@TEXT('OUT1.TXT') = @WRITE( ' PLANT DISTRIBUTOR QUANTITY', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITEFOR( LINK1( I, J) | XIJ( I, J) #GT# 0:8*' ', PLANT( I), 8*' ',DISTRIBUTOR( J), 8*' ', @FORMAT( XIJ( I, J), '8.0f'), @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' -----------------------------------', @NEWLINE( 2));
@TEXT('OUT1.TXT') = @WRITE( ' DISTRIBUTOR RETAILER QUANTITY', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITEFOR( LINK2( J,K) | XJK( J,K) #GT# 0:8*' ', DISTRIBUTOR( J), 8*' ', RETAILER( K), 8*' ', @FORMAT( XJK( J,K), '8.0f'), @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
ENDDATA
[TCOST] MIN = FixedCost + FlowCost + OpeningCost ;
FixedCost = @SUM(LINK1(I,J):FIJ(I,J)*YIJ(I,J)) + @SUM(LINK2(J,K):FJK(J,K)*YJK(J,K)) ;
FlowCost = @SUM(LINK1(I,J):CIJ(I,J)*XIJ(I,J)) + @SUM(LINK2(J,K):CJK(J,K)*XJK(J,K)) ;
OpeningCost = @SUM(DISTRIBUTOR(J):OPINNINGCOST(J)*U(J));
@FOR(PLANT(I): @SUM(DISTRIBUTOR(J):XIJ(I,J))< PLANTCAPACITY(I));
@FOR(DISTRIBUTOR(J):@SUM(RETAILER(K):XJK(J,K))< = DISTRIBUTORCAPACITY(J)*U(J));
@FOR(RETAILER(K):@SUM(DISTRIBUTOR(J):XJK(J,K))= DEMAND(K));
@FOR(DISTRIBUTOR(J):@SUM(RETAILER(K):DEMAND(K))= DISTRIBUTORCAPACITY(J));
! DC balance constraints;
@FOR(DISTRIBUTOR(J):@SUM(PLANT(I):XIJ(I,J)) = @SUM(RETAILER(K):XJK(J,K)));
@FOR(LINK1:XIJ> 0);
@FOR(LINK2:XJK> 0);
@FOR(LINK1:YIJ = @IF(XIJ#GT#0,1,0));
@FOR(LINK2:YJK = @IF(XJK#GT#0,1,0));
@FOR(DISTRIBUTOR:@BIN(U));
!TOTAL COST OUTPUT;
CALC:
@SOLVE();
@TEXT('CostandTime_2-5-10-Z1-Obj.TXT', 'a') = @WRITE( 'PDR_2-5-10_1.TXT',6*' ', OpeningCost,6*' ', FixedCost ,6*' ', FlowCost ,6*' ,TCOST, 6*' ','CPU = ',6*' ', @Time(), @NEWLINE( 1));
ENDCALC
END
ALTER ALL '1.txt'3_%10-%-50.txt'
GO
ALTER ALL '3_%10-%-50.txt'3_%10-%-40.txt'
GO
ALTER ALL '3_%10-%-40.txt'3_%10-%-30.txt'
GO
ALTER ALL '3_%10-%-30.txt'3_%10-%-20.txt'
GO
…
Appendix B
The Lingo code of the second Model, Z2. This code is applied to the generated data instances of group G_1 (2-5-10). The code of the other groups and all results are provided in the article/Supplementary Materials.
MODEL:
SETS:
PLANT:PLANTCAPACITY;
DISTRIBUTOR:DISTRIBUTORCAPACITY,OPINNINGCOST,U;
RETAILER:DEMAND;
LINK1(PLANT,DISTRIBUTOR):FIJ,YIJ,CIJ,XIJ;
LINK2(DISTRIBUTOR,RETAILER):FJK,YJK,CJK,XJK;
ENDSETS
DATA:
PLANT = P1, P2;
DISTRIBUTOR = D1, D2, D3, D4 D5;
RETAILER = R1, R2, R3, R4, R5, R6 R7 R8 R9 R10;
PLANTCAPACITY = @file('PDR_2-5-10_1.txt');
DEMAND = @file('PDR_2-5-10_1.TXT');
OPINNINGCOST = @file('PDR_2-5-10_1.TXT');
FIJ = @file('PDR_2-5-10_1.TXT');
CIJ = @file('PDR_2-5-10_1.TXT');
FJK = @file('PDR_2-5-10_1.TXT');
CJK = @file('PDR_2-5-10_1.TXT');
@TEXT('OUT1.TXT') = @WRITE( ' PLANT DISTRIBUTOR QUANTITY', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITEFOR( LINK1( I, J) | XIJ( I, J) #GT# 0:8*' ', PLANT( I), 8*' ',DISTRIBUTOR( J), 8*' ', @FORMAT( XIJ( I, J), '8.0f'), @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' -----------------------------------', @NEWLINE( 2));
@TEXT('OUT1.TXT') = @WRITE( ' DISTRIBUTOR RETAILER QUANTITY', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITEFOR( LINK2( J,K) | XJK( J,K) #GT# 0:8*' ', DISTRIBUTOR( J), 8*' ', RETAILER( K), 8*' ', @FORMAT( XJK( J,K), '8.0f'), @NEWLINE( 1));
@TEXT('OUT1.TXT') = @WRITE( ' ----------------------------------', @NEWLINE( 1));
ENDDATA
[TCOST] MIN = FlowCost + OpeningCost ;
FixedCost = @SUM(LINK1(I,J):FIJ(I,J)*YIJ(I,J)) + @SUM(LINK2(J,K):FJK(J,K)*YJK(J,K)) ;
FlowCost = @SUM(LINK1(I,J):CIJ(I,J)*XIJ(I,J)) + @SUM(LINK2(J,K):CJK(J,K)*XJK(J,K)) ;;
OpeningCost = @SUM(DISTRIBUTOR(J):OPINNINGCOST(J)*U(J));
@FOR(PLANT(I): @SUM(DISTRIBUTOR(J):XIJ(I,J))< PLANTCAPACITY(I));
@FOR(DISTRIBUTOR(J):@SUM(RETAILER(K):XJK(J,K))< = DISTRIBUTORCAPACITY(J)*U(J));
@FOR(RETAILER(K):@SUM(DISTRIBUTOR(J):XJK(J,K))= DEMAND(K));
@FOR(DISTRIBUTOR(J):@SUM(RETAILER(K):DEMAND(K))= DISTRIBUTORCAPACITY(J));
! DC balance constraints;
@FOR(DISTRIBUTOR(J):@SUM(PLANT(I):XIJ(I,J)) = @SUM(RETAILER(K):XJK(J,K)));
@FOR(LINK1:XIJ> 0);
@FOR(LINK2:XJK> 0);
@FOR(LINK1:YIJ = @IF(XIJ#GT#0,1,0));
@FOR(LINK2:YJK = @IF(XJK#GT#0,1,0));
@FOR(DISTRIBUTOR:@BIN(U));
!TOTAL COST OUTPUT;
CALC:
@SOLVE();
@TEXT('CostandTime_2-5-10-Z2-Obj.TXT', 'a') = @WRITE('PDR_2-5-10_1.TXT' ,6*' ', OpeningCost,6*' ', FixedCost ,6*' ', FlowCost ,6*' ',FixedCost + TCOST, 6*' ','CPU = ',6*' ',@Time(), @NEWLINE( 1));
ENDCALC
END
ALTER ALL '1.txt'3_%10-%-50.txt'
GO
ALTER ALL '3_%10-%-50.txt'3_%10-%-40.txt'
GO
ALTER ALL '3_%10-%-40.txt'3_%10-%-30.txt'
GO
ALTER ALL '3_%10-%-30.txt'3_%10-%-20.txt'
GO
…
References
- M. M. Lotfi and R. Tavakkoli-Moghaddam, “A genetic algorithm using priority-based encoding with new operators for fixed charge transportation problems,” Applied Soft Computing Journal, vol. 13, no. 5, pp. 2711–2726, 2013. [CrossRef]
- V. Adlakha, K. Kowalski, R. R. Vemuganti, and B. Lev, “More-for-less algorithm for fixed-charge transportation problems,” Omega, vol. 35, no. 1, pp. 116–127, 2007. [CrossRef]
- K. Kowalski, B. Lev, W. Shen, and Y. Tu, “A fast and simple branching algorithm for solving small scale fixed-charge transportation problem,” Operations Research Perspectives, vol. 1, no. 1, pp. 1–5, 2014. [CrossRef]
- S. Molla-Alizadeh-Zavardehi, M. Hajiaghaei-Keshteli, and R. Tavakkoli-Moghaddam, “Solving a capacitated fixed-charge transportation problem by artificial immune and genetic algorithms with a Prufer number representation,” Expert Syst. Appl., vol. 38, pp. 10462–10474, Aug. 2011. [CrossRef]
- V. V. Panicker, R. Vanga, and R. Sridharan, “Ant colony optimisation algorithm for distribution-allocation problem in a two-stage supply chain with a fixed transportation charge,” International Journal of Production Research, vol. 51, no. 3, pp. 698–717, Feb. 2013. [CrossRef]
- J. Hong, A. Diabat, V. V. Panicker, and S. Rajagopalan, “A two-stage supply chain problem with fixed costs: An ant colony optimization approach,” International Journal of Production Economics, vol. 204, no. January, pp. 214–226, 2018. [CrossRef]
- K. A. A. D. Raj and C. Rajendran, “Fast heuristic algorithms to solve a single-stage Fixed-Charge Transportation Problem,” International Journal of Operational Research, vol. 6, no. 3, pp. 304–329, 2009. [CrossRef]
- K. Antony Arokia Durai Raj and C. Rajendran, “A genetic algorithm for solving the fixed-charge transportation model: Two-stage problem,” Computers and Operations Research, vol. 39, no. 9, pp. 2016–2032, 2012. [CrossRef]
- N. Jawahar, A. Gunasekaran, and N. Balaji, “A simulated annealing algorithm to the multi-period fixed charge distribution problem associated with backorder and inventory,” International Journal of Production Research, vol. 50, no. 9, pp. 2533–2554, 2012. [CrossRef]
- S. Molla-Alizadeh-Zavardehi, M. Hajiaghaei-Keshteli, and R. Tavakkoli-Moghaddam, “Solving a capacitated fixed-charge transportation problem by artificial immune and genetic algorithms with a Prufer number representation,” Expert Syst. Appl., vol. 38, pp. 10462–10474, Aug. 2011. [CrossRef]
- M. Yaghini, M. Momeni, and M. Sarmadi, “A Simplex-based simulated annealing algorithm for node-arc capacitated multicommodity network design,” Applied Soft Computing Journal, vol. 12, no. 9, pp. 2997–3003, Sep. 2012. [CrossRef]
- M. Dorigo, S. Member, and L. M. Gambardella, “Ant Colony System : A Cooperative Learning Approach to the Traveling Salesman Problem,” vol. 1, no. 1, pp. 53–66, 1997.
- N. Jawahar and A. N. Balaji, “A genetic algorithm for the two-stage supply chain distribution problem associated with a fixed charge,” European Journal of Operational Research, vol. 194, no. 2, pp. 496–537, Apr. 2009. [CrossRef]
- G. Editorial Marco Dorigo, G. Di Caro, and T. Stützle, “Special Issue on Ant Algorithms,” 1999.
- M. Sanei, A. Mahmoodirad, S. Niroomand, A. Jamalian, and S. Gelareh, “Step fixed-charge solid transportation problem: a Lagrangian relaxation heuristic approach,” Computational and Applied Mathematics, vol. 36, no. 3, pp. 1217–1237, 2017. [CrossRef]
- M. M. Lotfi and R. Tavakkoli-Moghaddam, “A genetic algorithm using priority-based encoding with new operators for fixed charge transportation problems,” Applied Soft Computing Journal, vol. 13, no. 5, pp. 2711–2726, 2013. [CrossRef]
- J. Shen and K. Zhu, “An uncertain two-echelon fixed charge transportation problem,” Soft Computing, vol. 24, no. 5, pp. 3529–3541, 2020. [CrossRef]
- K. Kowalski, B. Lev, W. Shen, and Y. Tu, “A fast and simple branching algorithm for solving small scale fixed-charge transportation problem,” Operations Research Perspectives, vol. 1, no. 1, pp. 1–5, 2014. [CrossRef]
- S. Sadeghi-Moghaddam, M. Hajiaghaei-Keshteli, and M. Mahmoodjanloo, “New approaches in metaheuristics to solve the fixed charge transportation problem in a fuzzy environment,” Neural Computing and Applications, vol. 31, pp. 477–497, 2019. [CrossRef]
- V. V. Panicker and I. V. Sarin, “Multi-product multi-period fixed charge transportation problem: An ant colony optimization approach,” IFAC-PapersOnLine, vol. 52, no. 13, pp. 1937–1942, 2019. [CrossRef]
- J. Wang, X. Wang, and M. Yu, “Multi-Period Multi-Product Supply Chain Network Design in the Competitive Environment,” Mathematical Problems in Engineering, vol. 2020, 2020. [CrossRef]
- Mostafa and R. Elshaer, “New Ant Colony Optimization Algorithms for Designing Two-Stage Supply Chain with Fixed Costs,” Journal of Advanced Manufacturing Systems, 2022. [CrossRef]
Figure 1.
Graphical representation of the proposed network diagram (Hong et al., 2018).
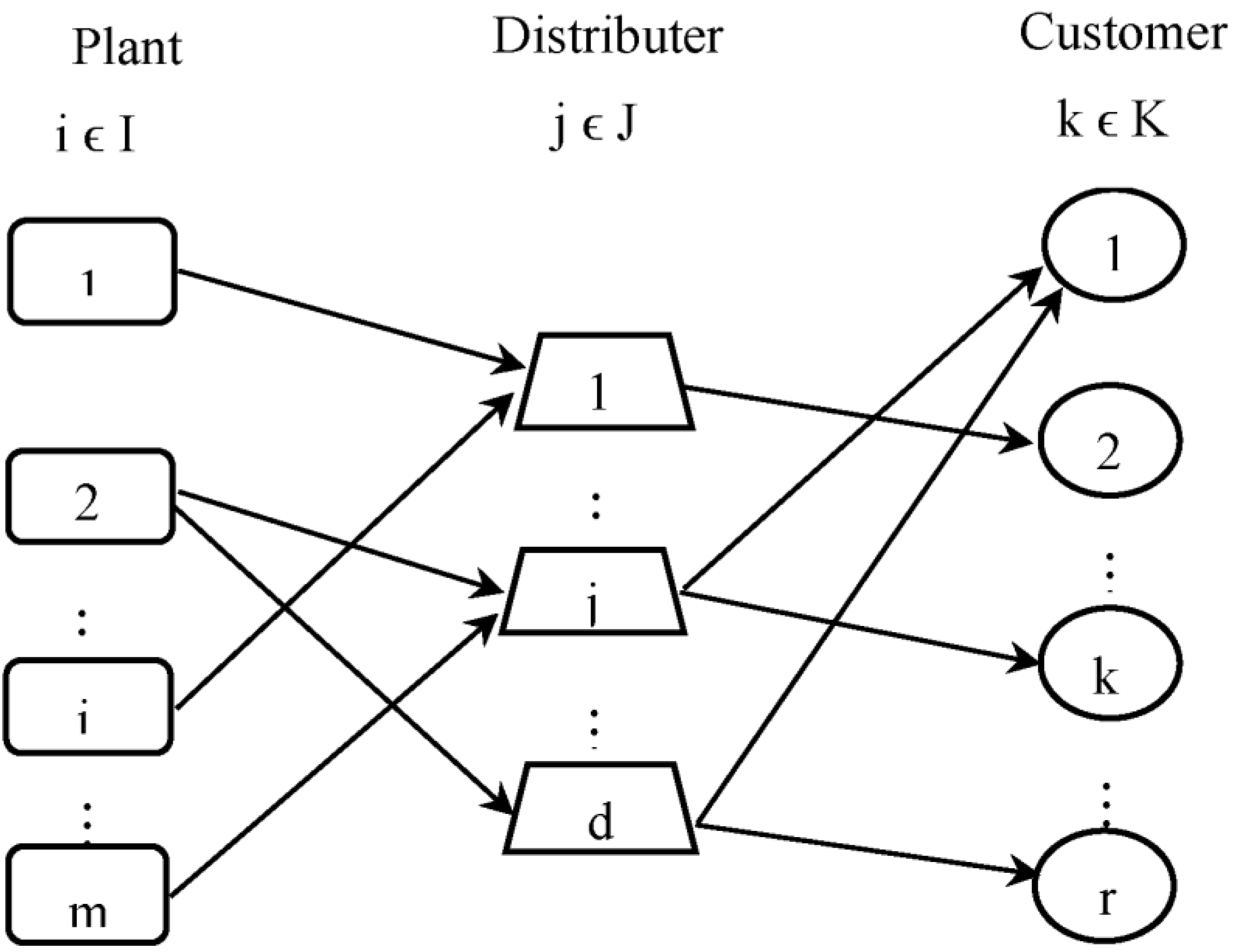
Figure 2.
% improvement for the 1st group G_1 (2-5-10).
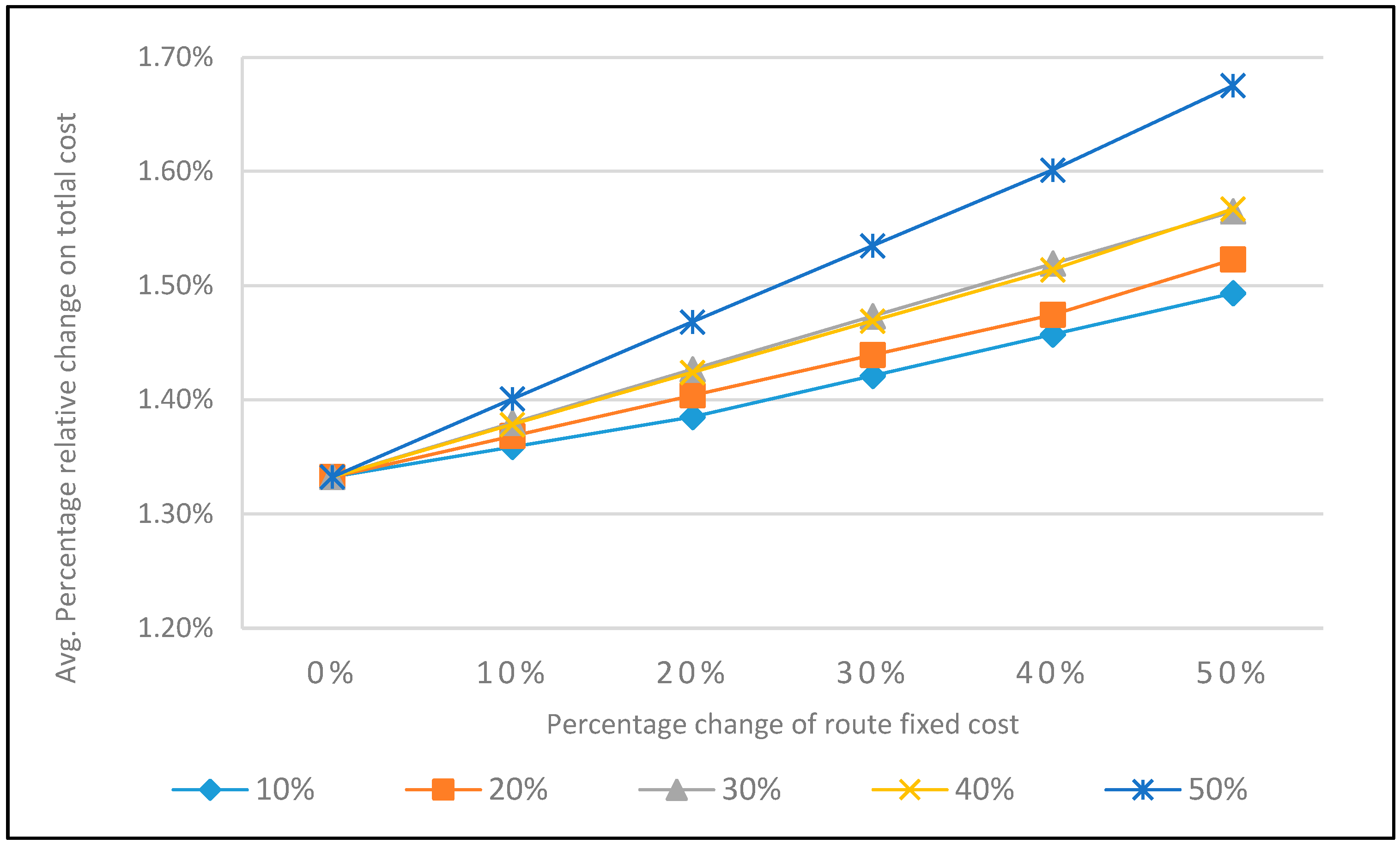
Figure 3.
% improvement for the 2nd group G_2 (4-8-15).
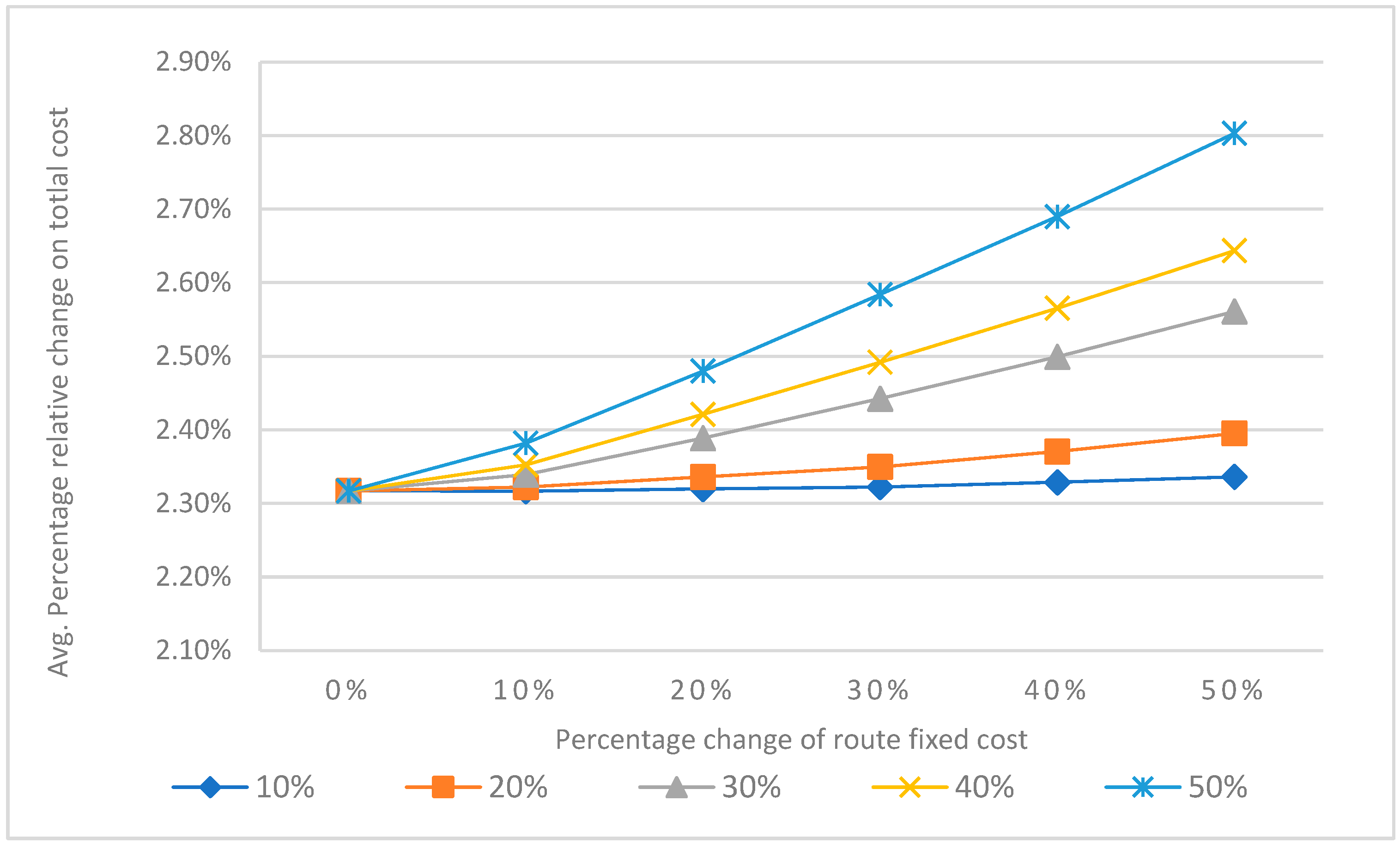
Figure 4.
% improvement for the 3rd group G_3 (6-10-20).
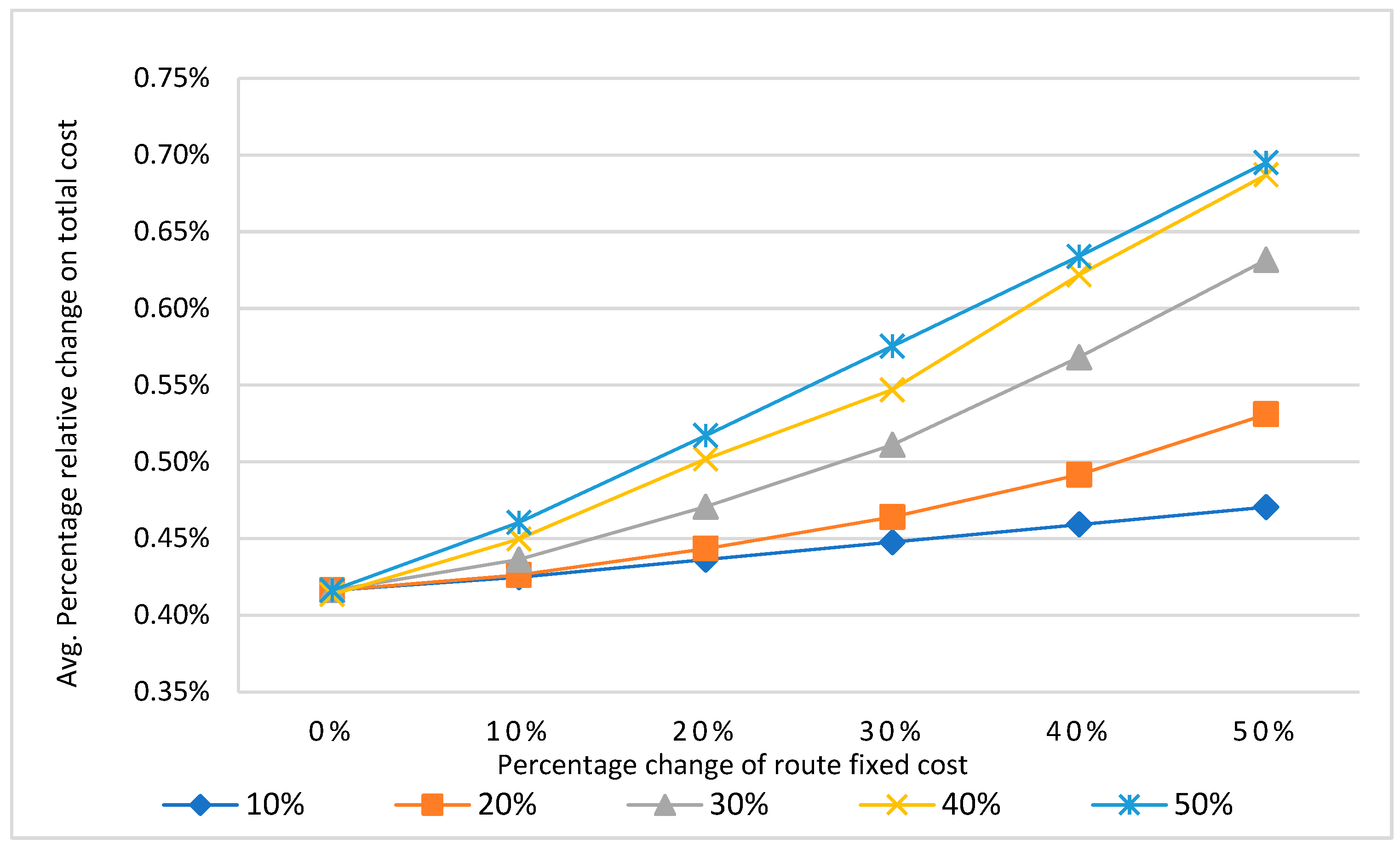
Figure 5.
% improvement for the 4th group G_4 (10-20-30).
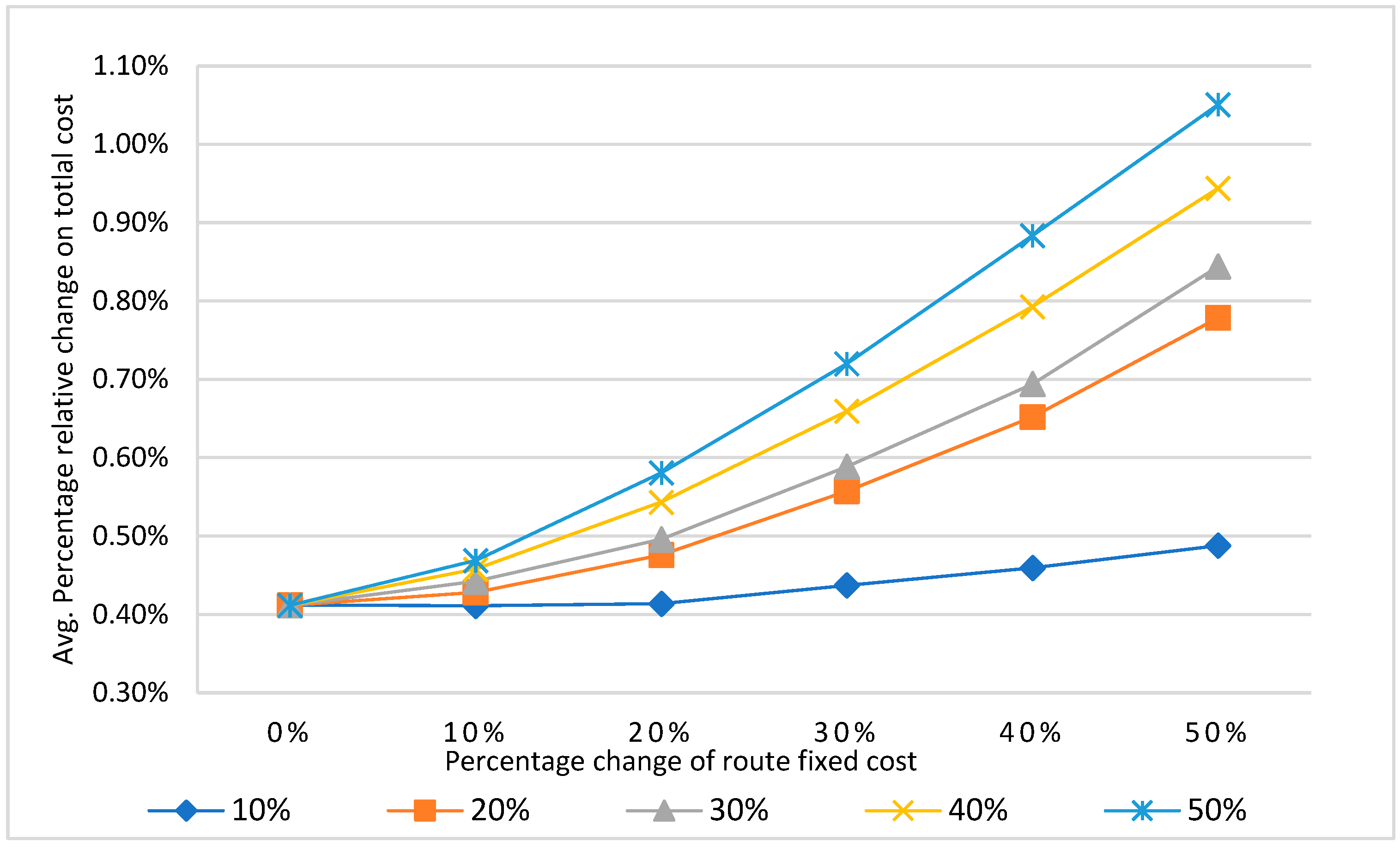
Figure 6.
Impact of opening cost change on the output of the two models.
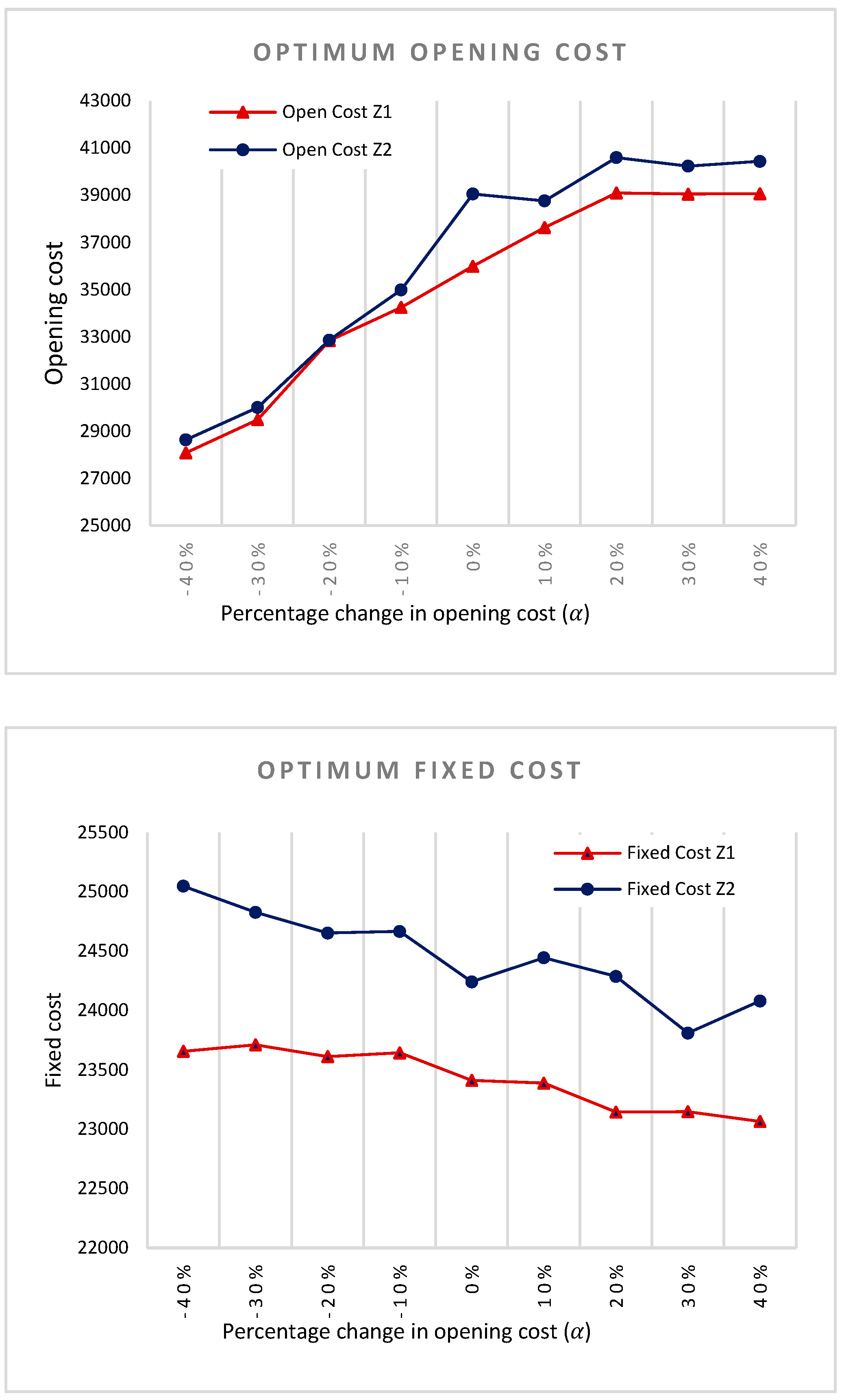
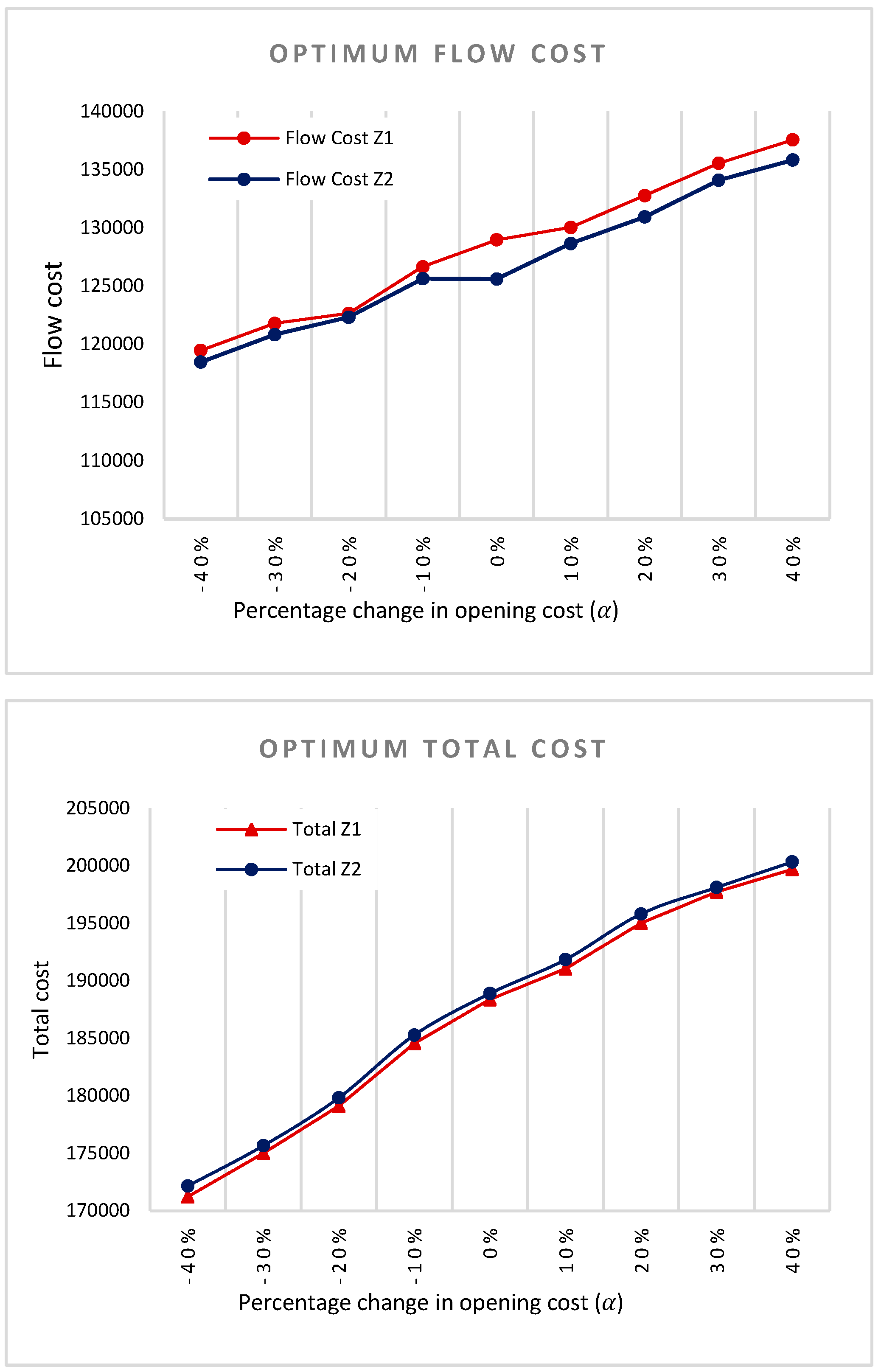
Figure 7.
Impact of variable cost change on the output of the two models.
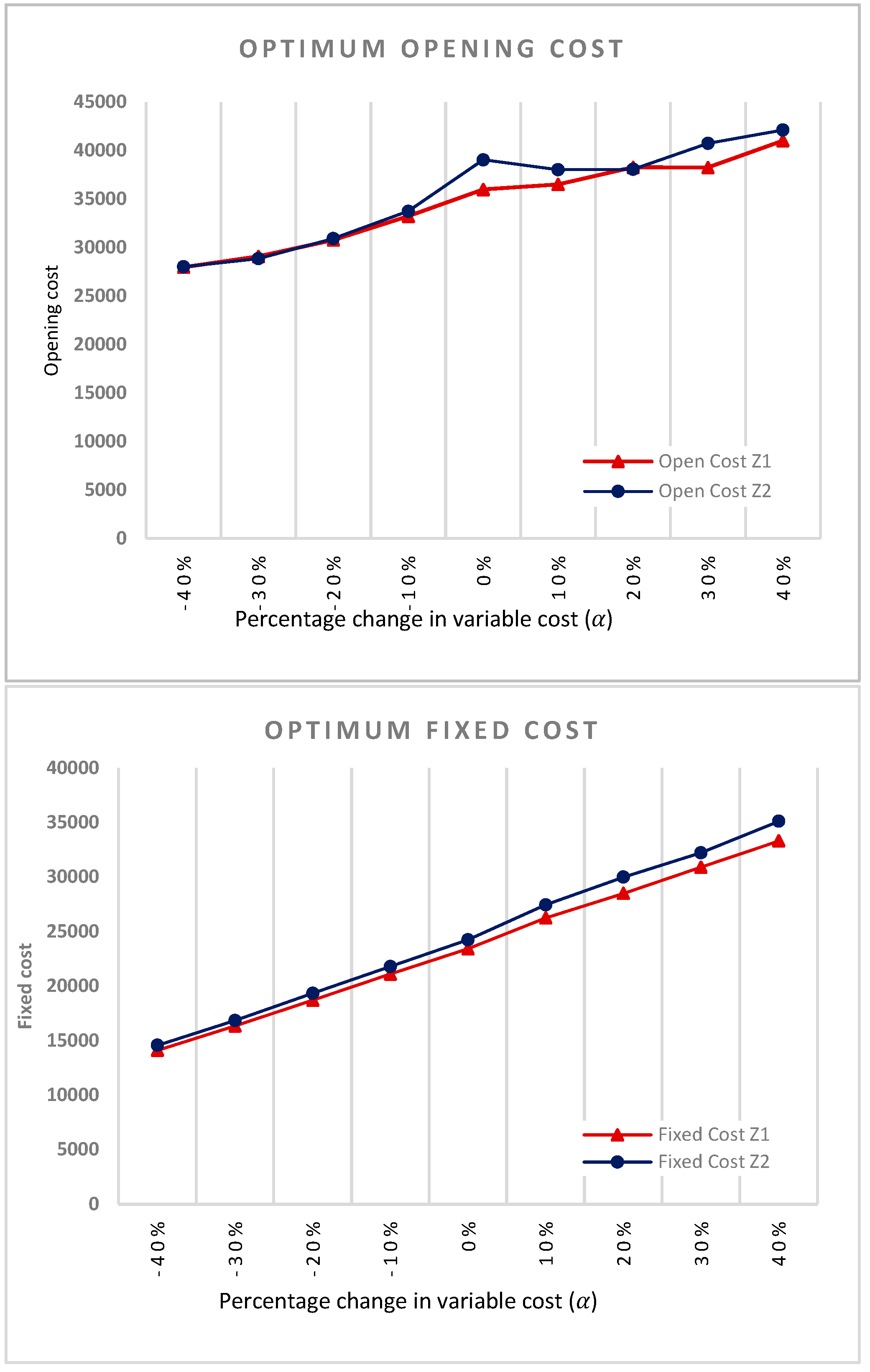
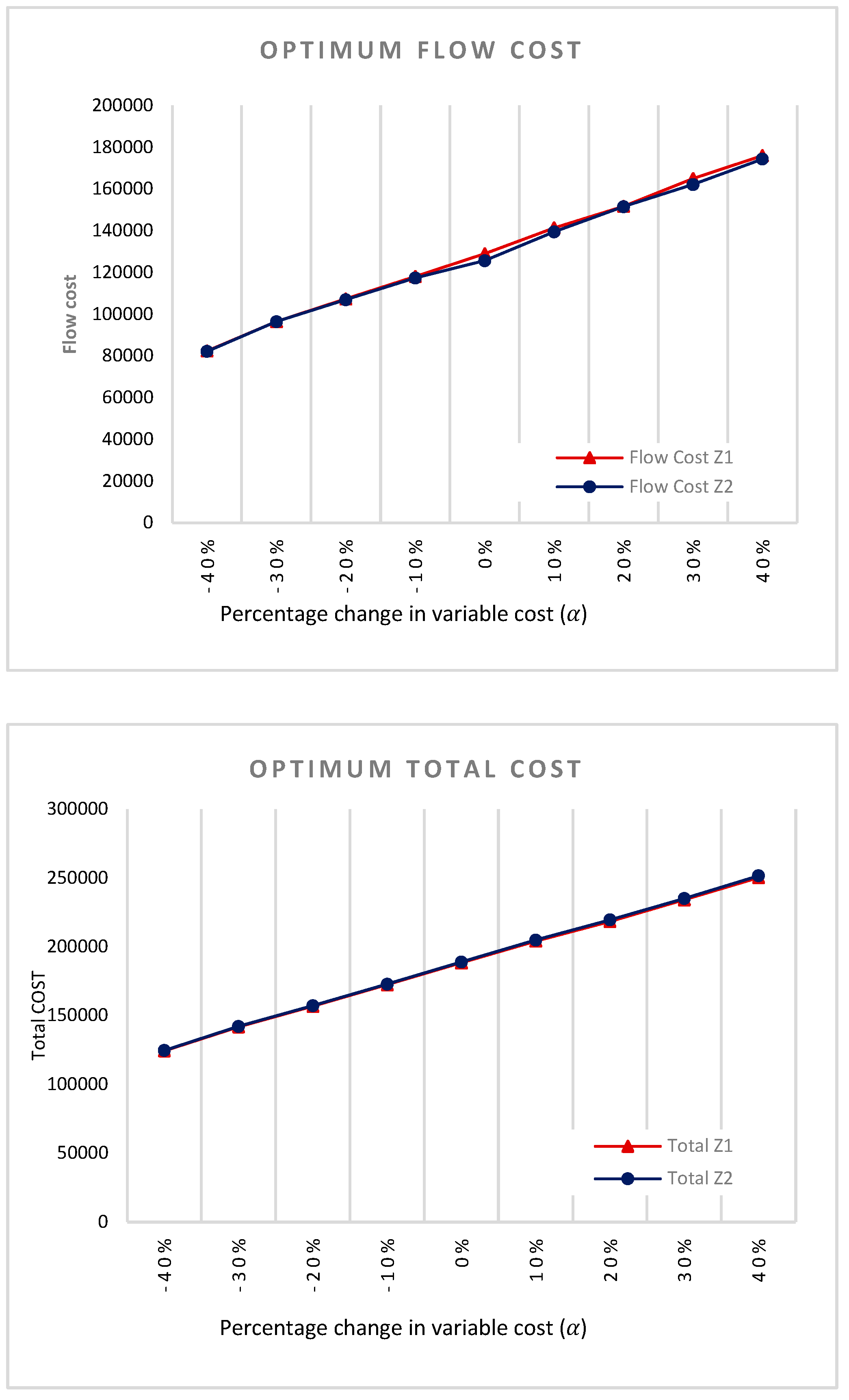
Figure 8.
Impact of opening and variable costs on the output of the two models.
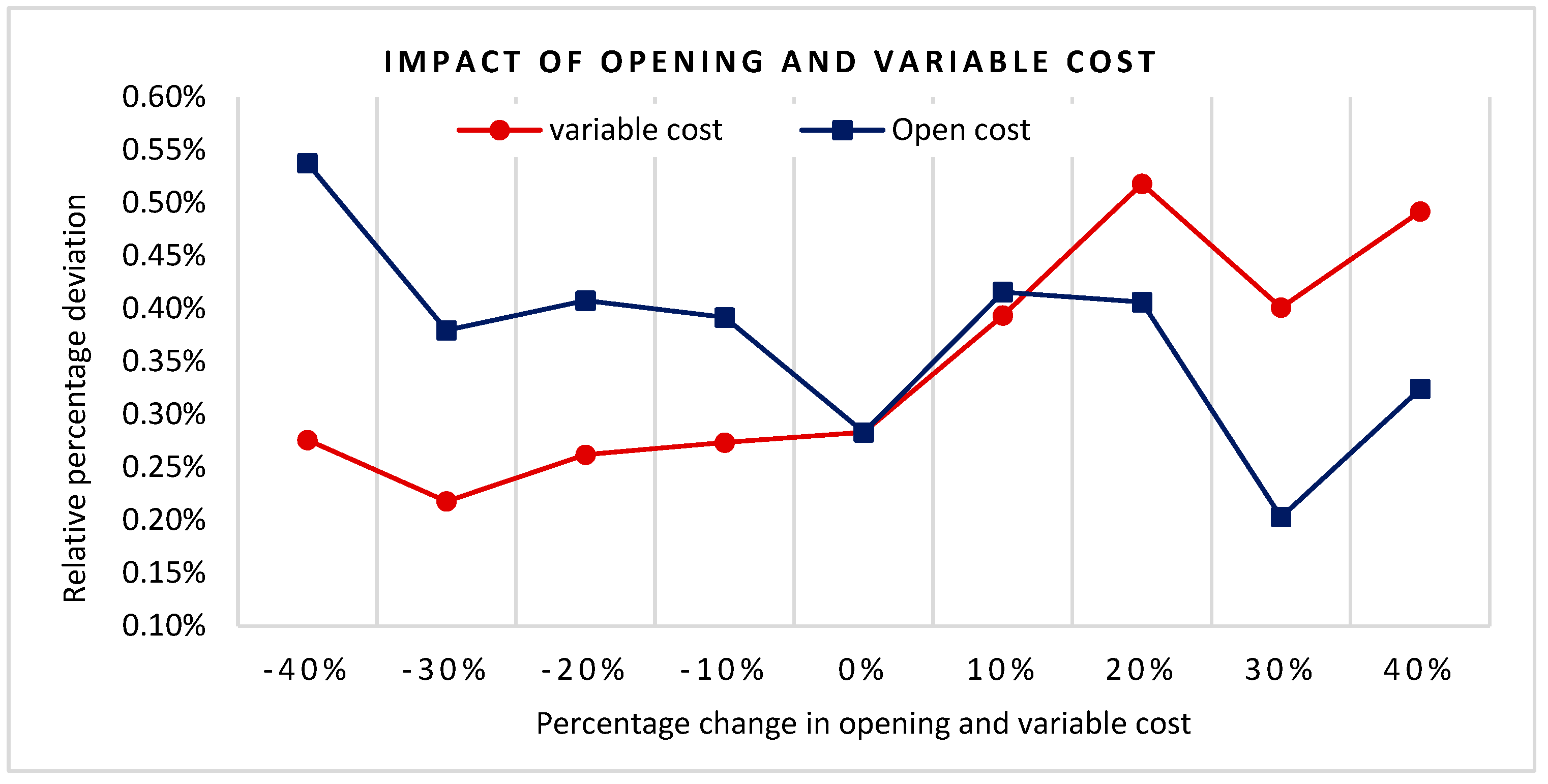

Table 1.
Problem instance size.
| Problem Groups | Number of Instances | Number of Plants |
Number of Distributors |
Number of Retailers |
|---|---|---|---|---|
| G_1 | 260 | 2 | 5 | 10 |
| G_2 | 260 | 4 | 8 | 15 |
| G_3 G_4 |
260 260 |
6 10 |
10 20 |
20 30 |
Table 2.
Fixed and variable cost Ranges Mostafa and Elshaer [22].
Table 2.
Fixed and variable cost Ranges Mostafa and Elshaer [22].
| Fixed cost range | Variable cost range in 1st stage | Variable cost range in 2nd stage |
|---|---|---|
| (30 - 50) x Avg. variable cost | 10 - 30 | 10 - 50 |
Table 3.
Opening cost sensitivity analysis.
| Parameter | Range | |
|---|---|---|
| Retailer demand | 50 | 500 |
| Opening cost of the distribution center. | ||
| Fixed cost = 30 -50 * average variable cost | 30 | 50 |
| Variable cost = 10 -30 in stage 1 | 10 | 30 |
| Variable cost = 10 -50 in stage 2 | 10 | 50 |
Table 4.
Variable cost sensitivity analysis.
| Parameter | Range | |
|---|---|---|
| Retailer demand | 50 | 500 |
| Opening cost of the distribution center. | ||
| Fixed cost = 30 -50 * average variable cost | 30 | 50 |
| Variable cost = 10 -30 in stage 1 | ||
| Variable cost = 10 -50 in stage 2 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



