
Submitted:
07 August 2023
Posted:
07 August 2023
You are already at the latest version
Abstract
Natural Fibre Reinforced Composites (NFRCs) represent a significant category of materials that has the capacity to contribute to the worldwide objectives of sustainability and environmental preservation. To maximise the potential of composite materials, it is essential to establish their high quality and cost-effective manufacture. While the basic production procedures for producing items based on NFRCs have reached a high level of development, more research efforts are needed to advance their secondary manufacturing processes, namely in the areas of machining and joining. The primary factor leading to the rejection of composite goods with holes is the damage generated during the drilling process. The present experimental study aims to examine the effectiveness of hole production during the moulding phase. A comparative analysis has been conducted to assess the mechanical characteristics of moulded and drilled holes in jute fibre reinforced epoxy composite. It was observed that the moulded holes exhibit superior performance compared to the drilled holes for jute/epoxy materials. Additionally, the load extension curves indicate that the moulded holes experience greater extension in comparison to the drilled holes.
Keywords:
Molded hole
; drilled hole
; lap joint strength
; epoxy composites
1. Introduction
The composite materials are being used in product development. Based on existing method, no such method is available for complete product development. If these materials are going to be used in any product development need secondary operations like hole making or drilling [1,2,3]. Mechanical joining is a one of the best methods of joining two similar or dissimilar types of materials. It provides assembly, disassembly, and easy maintenance of the joints [4,5,6]. The basic requirement of mechanical joining is producing a hole in the joining material for fixing the fastener. Generation of hole needs machining operations like drilling, punching, and slotting. Drilling process is commonly used for hole generation in different types of materials, but hole drilling operation in laminated composite materials is difficult task. Composites are not homogenous and isotropic materials [7,8,9]. Its property is varying throughout the thickness of materials. Therefore, it is very difficult to select an optimum process parameter for drilling of composites. The process of drilling in composite materials has been shown to result in several flaws, including delamination of the peel-up and push-down types, fractures, fibre pull-out, and fibre burning [10,11,12]. Delamination in composites was observed by Venkateshwaran et al. [13], with the extent of delamination being influenced by process factors such as cutting speed, feed rate, and drill shape. When the feed rate and cutting speed rise, there is a corresponding increase in the delamination behaviour. In addition to this, the issue of tool wear is a significant concern that arises throughout the process of drilling composite materials. The use of this technique enhances the magnitude of the thrust force exerted during the drilling process of composite materials. In their study, Singh et al. [14] found that the thrust force is influenced by both the feed rate and drill tip shape. The augmentation of both the feed rate and the drill tip angle results in an elevation of the thrust force magnitude. To reduce the thrust force during the drilling of composites, different tool geometries was used. Debnath et al. [15] found that parabolic drill tool provides low thrust force and torque comparing to step and four facet drill tools. Drilling parameters also depend on types of reinforcing materials and matrix materials. In that case, it is very difficult to optimize the process parameters for drilling of each combination of reinforcing and matrix materials [16,17,18]. Therefore, researchers have been used hole molding operation during the composite fabrication process to produce the hole in composite materials. Numerous tests and analyses have been conducted to evaluate and compare the performance characteristics of moulded and drilled holes in synthetic fibre reinforced polymer composites. According to the findings of Chang et al. [19], the failure strength of moulded hole composites exhibited superior performance compared to that of drilled hole composites. The absence of fibre cutting in the hole moulding process may be attributed to the use of continuous fibres. In a study conducted by Yau et al. [20], an experimental investigation was carried out to examine the performance of open hole tests on carbon fibre reinforced polymer composites with both moulded and drilled holes. The findings of the study revealed that the moulded hole composites exhibited superior strength in comparison to the drilled hole composites. In a study conducted by Nejhad et al. [21], an investigation was carried out to assess the compressive strength of carbon fibre reinforced polymer composites with moulded and drilled hole configurations. The findings of the study revealed that the compressive strength of specimens with moulded holes was seen to be greater when compared to specimens with drilled holes. The strength of the composite specimens under loading was attributed to the presence of continuous fibre surrounding the hole. In their study, Langella et al. [22] observed that specimens with holes created by the shifting of fibres had a better tensile strength compared to specimens with holes created by punching and drilling procedures.
In the present context, scholars are directing their attention on the use of natural fibres as a substitute for synthetic fibres in various structural and non-structural contexts. Hence, both the scientific community and governmental policies are advocating for the use of natural fibres. India has the leading position in jute production. Hence, the use of jute fibre is extensive in the production of composites that include the reinforcement of natural fibres with polymers. The process of joining plays a significant role in the production of composite materials. Consequently, specimens with moulded and drilled holes were fabricated with diameters of 4 mm and 8 mm, respectively, in order to investigate the impact of hole diameter on the tensile strength of composite laminates.
2. Material and methods
2.1. Raw materials
Jute fibers were washed and dried in sunlight before the fabrication. These fibers were used as reinforcement in composite materials. For matrix material, epoxy was selected. Epoxy was also procured from Go Green, Chennai, India. It was supplied in two containers. One container was consisting of liquid resin (Make: Araldite (ly556)), and another container was consisting of hardener (Araldite (hy953)). It was prescribed by manufacturer to mix resin and hardener in 100:10 (volume ratio) for proper curing of epoxy.
2.2. Specimen preparation
Two wooden plies having dimension 2*2 sq. feet were selected as mold materials. Figure 1a shows the mold used for fabrication of composite laminates. Metallic inserts were used to manufacture molded hole in composite laminates. To fix the inserts in the mold, blind holes were drilled in the lower half of mold. Before the placement of inserts in holes, inserts and wooden molds were covered with plastic to avoid the sticking of matrix material. After that, inserts were fixed in the lower half of the mold. For proper alignment of holes, through holes were drilled in upper half of mold at same location where the hole was drilled in lower half of the mold. Fiber mat were cut as per the mold size and then epoxy was applied on fiber mat. Four layers of fiber mat were used for fabrication of composite. To create the molded hole, fibers were displaced near the inserts during the placement of fiber. After curing, composite laminates were extracted from mold, as shown in Figure 1b. Composite laminates were fabricated with 4 mm, and 8 mm hole diameter (molded hole). Molded hole specimens were achieved by cutting the fabricated composite laminates and drilled hole specimens were achieved by drilling of laminates. Drilling operation was performed by radial drilling machine (Make: Batliboi Pvt. Ltd. Surat, India) at 3000 rpm and 0.05 mm/rev feed rate to avoid the delamination behavior. The nomenclature of specimens is shown in Table 1.
Figure 1.
(a) Lower half of mold (b) Composite laminate with molded hole.
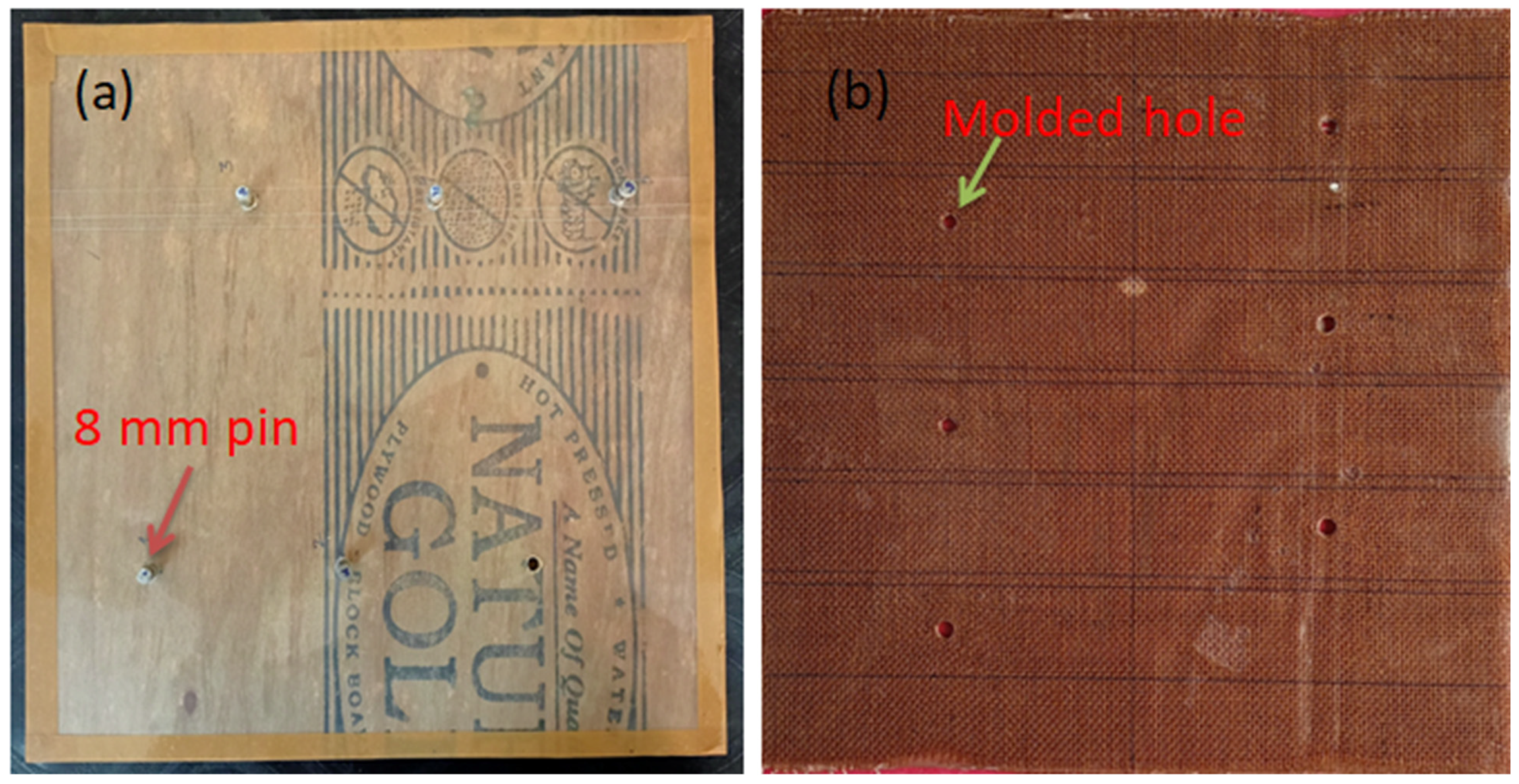

Table 1.
Nomenclature of specimens.
| S. No. | Specimen Name | Nomenclature |
| 1. | 4 mm drilled hole jute composite | 4DHJC |
| 2. | 4 mm molded hole jute composite | 4MHJC |
| 3. | 8 mm drilled hole jute composite | 8DHJC |
| 4. | 8 mm molded hole jute composite | 8MHJC |
| 5. | No hole jute composite | NHJC |
| 6. | 4 mm drilled hole jute composite joint | 4 DHJCJ |
| 7. | 4 mm molded hole jute composite joint | 4 MHJCJ |
Open hole test was performed for each type of specimen to determine the maximum tensile load carried by the individual specimen during the test. For this experiment, the length, width, and thickness were selected 150 mm, 25 mm and 4 mm (as per ASTM D 5766). To determine the effect of hole size in molded and drilled hole specimens, the hole diameter was varied. Tests were performed on Universal testing machine. The loading rate was selected as 2 mm/min.
3. Results and discussions
Hole making process in composite material is always a challenging task. Anisotropic and inhomogeneous nature causes several drilling induced defects in composite material [23,24,25]. Researchers throughout the world have been reported the challenges occurs during the drilling of composite materials. Fiber pull-out, push-down type delamination, cracks and sharp edges around the hole were common drilling induced defects. Therefore, it becomes necessary to investigate a method to produce a defect free hole in a composite material. Hence, hole molding process was compared with hole drilling method to determine a better result. The quality of molded hole specimens was found better than the drilled hole specimens. Figure 2a–h show the molded and drilled hole samples. Uncut fibers, sharp edges and cracks were absent in case of hole produced by molding operation. Also, holes were round and circular for molding operation. But, in case of drilled hole specimens, fiber pull out, push down type delamination and cracks were found near the hole. The cut section of molded hole specimen also revealed the smooth and clean surface. Moreover, uneven surface, fiber pull out and cracks were found in case of cut section of drilled hole specimens. It was also found that the fiber concentration near the molded hole specimens were higher due to shifting action of metallic inserts. High concentration of fibers has both positive as well as negative effects on the strength of the composite. If fibers are impregnated properly by matrix material during the fabrication process it has positive effect. The fibers will be participating in load bearing when load was applied. If fibers are not impregnated properly then it acts as stress concentration zone and may cause earlier failure of composite material during the loading.
It is a trade-off between both hole making process. In one case drilling induce damages results poor hole quality and, in another case, high concentration of fiber causes poor impregnation of fiber. Therefore, specimens manufactured by both the process were further analyzed for their mechanical strength. Two different diameters of specimens were prepared to obtain the effect of hole diameter.
3.1. Open hole test
The specimen was securely clamped inside the jaws of a universal testing machine, and a tensile stress was then exerted. Figure 3 illustrates the highest tensile load that the moulded and drilled hole specimens were able to withstand prior to breakage. The study found that the moulded hole specimens had a greater capacity to withstand tensile loads compared to the drilled hole specimens, regardless of hole diameter. When comparing the specimens of NHJC with those of 4MHJC and 8MHJC, it was observed that the latter two exhibited a reduction of 4.04% and 21.6% respectively in the amount of tensile load sustained prior to failure. The specimens labelled as 4MHJC and 8MHJC exhibited failure loads that were 48.8% and 101.5% greater, respectively, compared to the failure loads seen in the 4DHJC and 8DHJC specimens. The increased failure stress seen in moulded hole specimens may be attributed to the elevated fibre concentration around the hole, resulting from the displacement of metallic inserts used in the fabrication process of the composite laminate. Therefore, in the examples with moulded holes, the fibres were not severed but rather displaced in the vicinity of the hole. Consequently, the number of fibres actively engaged in carrying the load was enhanced. The outcome is an increased magnitude of failure load seen in the tensile testing procedure. The fractured specimens, after the open hole test, are seen in Figure 2d,h.
The maximum tensile stress prior to specimen fracture reduced for both types of composites (drilled and moulded) as the diameter of the hole increased. An elevated diameter value results in an augmentation of the stress concentration region and a diminishment of the load-bearing area’s effectiveness. Consequently, the specimens experienced failure at an early stage of loading. An increase of 101.5% in the maximum failure load was observed in 8MHJC specimens as compared to 8DHJC specimens. A comparative analysis revealed a 48.8% increase in increment for 4MHJC specimens as compared to 4DHJC specimens. The reason for the disparity between 8MHJC and 4MHJC lies in the larger concentration of fibres in the vicinity of the hole in the former. Cracks were initiated near the midpoint of the hole throughout the test as a result of elevated stress concentration, subsequently propagating and ultimately resulting in the fracture of the specimen. Furthermore, a distinct fracture mechanism was detected in the specimens subjected to joint configurations. In the case of MHJC, the specimens did not experience failure in the midpoint of the hole. In this particular instance, the hole remained intact and secure subsequent to the occurrence of a fracture during the testing process. In the context of MHJC, it can be seen that the concentration of fibres is much greater in the vicinity of the aperture. Hence, the formation of fractures may be attributed to the presence of stress concentration in the vicinity of the hole, whereas the progression of these cracks was impeded by the fibres. The inclusion of fibre had a suppressive effect on fracture energy. Cracks were seen to have occurred in a distinct site where a resin-rich region had developed as a consequence of fibre displacement.
Figure 4 displays the load extension curve for three types of joints, namely NHJC, DHJC, and MHJC, considering hole diameters of 4 mm and 8 mm. The extension measurements before to fracture were recorded as follows: 2.02 mm, 1.52 mm, 1.04 mm, 1.77 mm, and 1.52 mm for the specimens labelled NHJC, 4DHJC, 8DHJC, 4MHJC, and 8MHJC, respectively. These findings provide justification for the superiority of MHJC specimens over DHJC specimens in both qualitative and quantitative aspects.
3.2. Lap joint Test
Figure 5a shows the maximum load taken by lap joint of molded and drilled hole specimen, and their load extension curve is shown in Figure 5b. It also revealed that MHJC specimens has higher extension before fracture comparing to DHJC specimens. A 14.67% of increment was recorded in extension for MHJC.
To compare the lap joint strength of MHJC and DHJC specimens, MHJC and DHJC specimens were joined in lap joint configuration and tested on UTM machine. For this investigation, 4 mm hole diameter specimens for both type of composites were selected. The maximum tensile load before the failure for MHJC and DHJC specimens were recorded 1440 N and 1120 N respectively. The MHJC specimens were taking 28.6% higher load comparing to DHJC specimens. The fracture mechanism was also different for DHJC and MHJC specimens, as shown in Figure 6a,b. In case of MHJC, the hole was not damaged after the tensile test. Fracture of specimens took place near the hole but in DHJC, hole was damaged during testing. A comparative statement of molded and drilled hole is mentioned in Table 2.
4. Conclusions
An experimental study was conducted to analyse the tensile properties of drilled and moulded NFRPCs with two distinct diameters: 4 mm and 8 mm. Moreover, the lap joint strength of specimens with 4 mm diameter molded/drilled holes was determined. The aforementioned study has yielded the following conclusions: -
The moulding technique yielded hole specimens of superior quality compared to those obtained by drilling. No instances of fractures, sharp edges, matrix breakage, or fibre pull out were found in the moulded hole specimens.
In the case of non-fiber reinforced polymer composites with moulded holes, the presence of continuous fibres around the perimeter of the hole contributes to its structural integrity. Consequently, the hole remained undamaged throughout the testing process. Cracks were seen in regions of the specimens where a resin-rich area had developed as a result of fibre displacement.
The measured maximum failure load for 4MHJC and 8MHJC specimens exhibited an increase of 48.8% and 101.5% respectively, in comparison to the 4DHJC and 8DHJC specimens. In the case of DHJC specimens, it was observed that the fibres were discontinuous. The fibre had a reduction in its effective load-bearing capacity due to being severed during the drilling process. Moreover, the process of drilling in composites gives rise to various faults that subsequently result in the formation of stress concentration zones.
The extension before to failure was seen to be 16.44% and 46.15% greater for the 4MHJC and 8MHJC specimens, respectively, in comparison to the 4DHJC and 8DHJC specimens.
The lap joint test resulted in a maximum failure load of 1440N for the 4MHJC specimens and 1120N for the 4DHJC specimens. The occurrence of net tension failure was seen in both types of specimens.
6. Patents
Not Applicable
Supplementary Materials
Not Applicable.
Author Contributions
Conceptualization: Jayant Kumar, and Yashpal Singh; methodology: Jayant Kumar; validation: Yashpal Singh; formal analysis: Pawan Kumar Rakesh, writing—original draft preparation: Jayant Kumar; writing—review and editing: Pawan Kumar Rakesh; supervision: Inderdeep Singh, and J P Davim; All authors have read and agreed to the published version of the manuscript.
Funding
Indian Council of Medical Research (Grant no. 2021-14663)
Data Availability Statement
No Data Available.
Acknowledgments
Authors greatly recognize the Design Innovation Center, IIT Roorkee, for providing the testing facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ehsan Sabah M. Al-Ameen, Mustafa Muhanad Nazar, Failure strength of fabric composites with drilled and moulded-in holes, Al-Qadisiya Journal for engineering sciences, Vol 4(2), 2011, 1-8.
- Gurunathan T., Mohanty S., Nayak S. K., “A review of the recent developments in biocomposites based on natural fibres and their application perspectives,” Compos. Part A Appl. Sci. Manuf., vol. 77, pp. 1–25, 2015. [CrossRef]
- Rakesh P.K, Singh I, Kumar D. “Compressive Behavior of Glass Fiber Reinforced Plastic Laminates With Drilled Hole”, Advanced Materials Research, 2012, Vol. 410, pp. 349-352. [CrossRef]
- Davim, J.P., Rubio, J.C., Abrao, A.M., A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates, Composites Science and Technology, 2007, 67(9), pp. 1939–1945. [CrossRef]
- Rakesh P.K, Singh I, Kumar D. “Drilling of Composite Laminates with Solid and Hollow Drill Point Geometries” Journal of Composite Materials, 2012, Vol. 46, pp. 3173-3180. [CrossRef]
- Jayabal S., Veluman S. I, Navaneethakrishnan P., Palanikumar K., “Mechanical and machinability behaviors of woven coir fiber-reinforced polyester composite,” Fibers Polym., vol. 14, no. 9, pp. 1505–1514, 2013. [CrossRef]
- Yallew T. B., Kumar P., Singh I., “A study about hole making in woven jute fabric-reinforced polymer composites,” Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl., pp. 1–11, 2015. [CrossRef]
- Nassar M. M. A., Arunachalam R., Alzebdeh K. I., “Machinability of natural fiber reinforced composites: A review,” Int. J. Adv. Manuf. Technol., 2016. [CrossRef]
- Durão L. M. P. et al., “Drilling delamination outcomes on glass and sisal reinforced plastics,” Mater. Sci. Forum, vol. 730–732, pp. 301–306, 2013. [CrossRef]
- Aravindh S. and Umanath K., “Delamination in Drilling of Natural Fibre Reinforced Polymer Composites Produced by Compression Moulding,” Appl. Mech. Mater., vol. 766–767, 2015. [CrossRef]
- Balaji N. S., Jayabal S., Sundaram S. K, Rajamuneeswaran S., Suresh P., “Delamination analysis in drilling of Coir-polyester composites using design of experiments,” Adv. Mater. Res., vol. 984–985, pp. 185–193, 2014. [CrossRef]
- Babu, J., Sunny, T., Paul, N.A., Philip, J., Davim, J.P., Assessment of delamination in composite materials: A review, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2016, 230(11), 1990–2003. [CrossRef]
- Venkateshwaran N., Perumal A. Elaya, “Hole quality evaluation of natural fiber composite using image analysis technique,” J. Reinf. Plast. Compos., vol. 32, no. 16, pp. 1188–1197, 2012. [CrossRef]
- Singh I., Bhatnagar N., Viswanath P., “Drilling of uni-directional glass fiber reinforced plastics: Experimental and finite element study,” Mater. Des., vol. 29, no. 2, pp. 546–553, 2008. [CrossRef]
- Debnath K., Singh I., Dvivedi A., “Drilling characteristics of sisal fiber-reinforced epoxy and polypropylene composites,” Mater. Manuf. Process., vol. 29, no. 11–12, pp. 1401–1409, 2014. [CrossRef]
- Ashik K. P. and Sharma R. S., “A Review on Mechanical Properties of Natural Fiber Reinforced Hybrid Polymer Composites,” J. Miner. Mater. Charact. Eng., vol. 03, no. 05, pp. 420–426, 2015. [CrossRef]
- Jauhari N., Mishra R., Thakur H., “Natural Fibre Reinforced Composite Laminates - A Review,” Mater. Today Proc., vol. 2, no. 4–5, pp. 2868–2877, 2015. [CrossRef]
- Lin H.J., Tsai C.C., Shie J.S., Failure analysis of woven-fabric composites with moulded-in holes, Composites Science and Technology, Vol. 55(3), 1995, 231-239. [CrossRef]
- Chang L. W., Yau S. S., Chou T. W., “Notched strength of woven fabric composites with moulded-in holes,” Composites, vol. 18, no. 3, pp. 233–241, 1987. [CrossRef]
- Yau S. S., Chou T. W., “Strength of woven-fabric composites with drilled and molded holes,” ASTM Spec. Tech. Publ., vol. STP, no. 972, pp. 423–437, 1988. [CrossRef]
- Nejhad M.N., Chou Ghasemi, T-W., Compression behaviour of woven carbon fibre-reinforced epoxy composites with moulded-in and drilled holes, Composites, Volume 21, Issue 1, 1990, 33-40.
- Langella, A., Durante, M. Comparison of Tensile Strength of Composite Material Elements with Drilled and Molded-in Holes. Appl Compos Mater 15, 227–239 (2008). [CrossRef]
- Parre A., Karthikeyan B., Balaji A., and Udhayasankar R., “Investigation of chemical, thermal and morphological properties of untreated and NaOH treated banana fiber,” Mater. Today Proc., vol. 22, 347–352, 2020. [CrossRef]
- Rakesh P.K, Singh I, Kumar D. “Flexural Behavior of Glass Fiber Reinforced Plastic Laminates with Drilled Hole”, Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials Design and Applications, 2012, Vol. 226 (2), 149-158. [CrossRef]
- Pickering K. L., Efendy M. G. A., Le T. M., “A review of recent developments in natural fibre composites and their mechanical performance,” Compos. Part A Appl. Sci. Manuf., vol. 83, pp. 98–112, 2015. [CrossRef]
- Kumar Jayant, Singh Inderdeep (2021): Comparative Analysis of Molded and Drilled Holes in Jute Fiber Reinforced Plastic Laminates, Journal of Natural Fibers. [CrossRef]
- Rana Ram Singh, Kumar Jayant, Singh Inderdeep, Sharma Apurbba Kumar, Comparative analysis of drilled and molded holes in short natural fiber reinforced composites, Proc I MechE part L: J Materials: Design and applications, 2023, 1-11. [CrossRef]
- Zitoune R., Crouzeix L., Collombet F., T. Tamine, Y.-H. Grunevald, Behaviour of composite plates with drilled and moulded hole under tensile load, Composite Structures, Vol. 93(9), 2011, 2384-2391. [CrossRef]
Figure 2.
a) and (b) 4MHJC, (c) 8MHJC, (d) fractured MHJC (e) and (f) 4DHJC, (g) 8DHJC and (h) fractured DHJC.
Figure 2.
a) and (b) 4MHJC, (c) 8MHJC, (d) fractured MHJC (e) and (f) 4DHJC, (g) 8DHJC and (h) fractured DHJC.
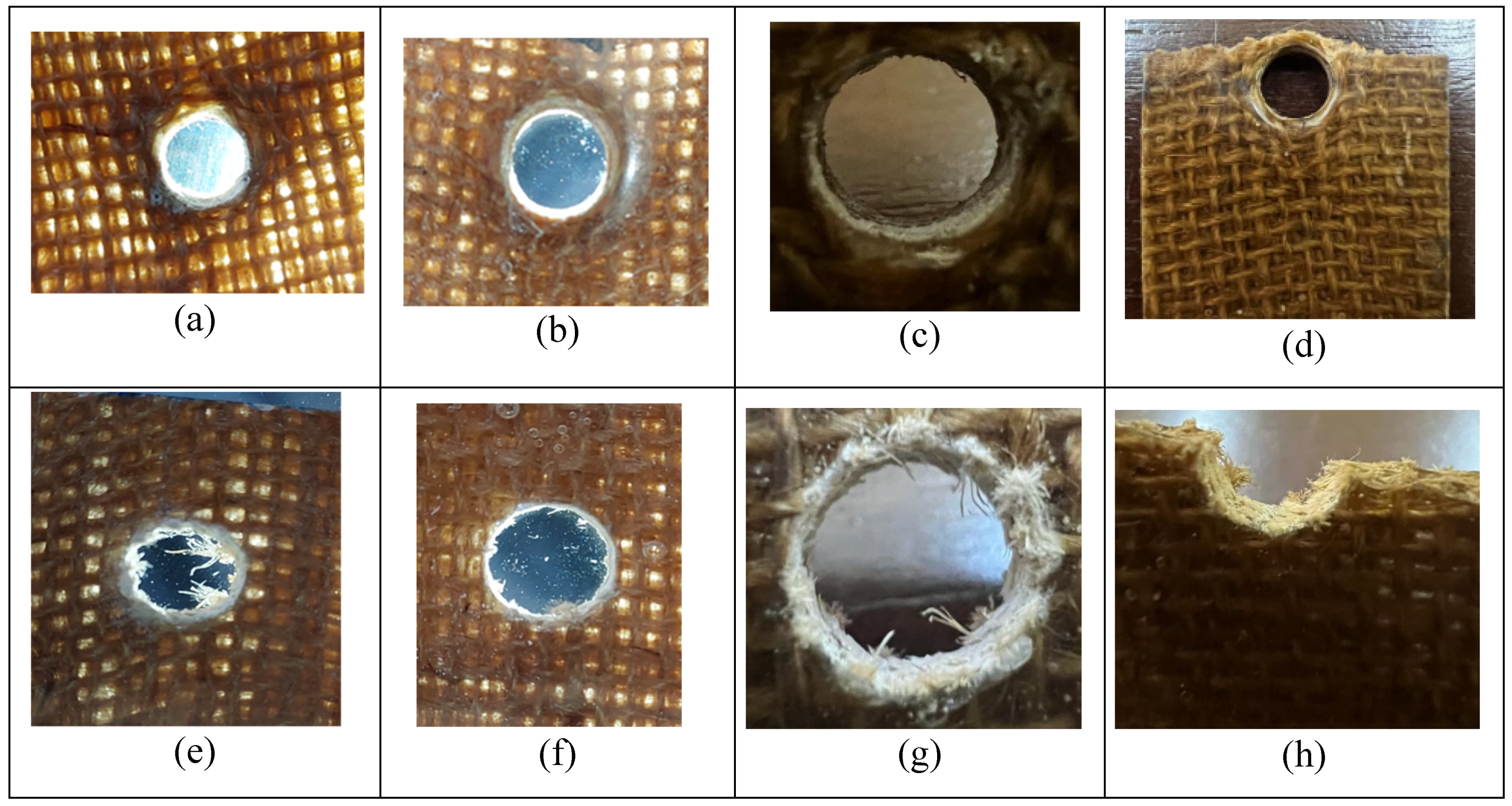
Figure 3.
Maximum tensile load taken by specimens.
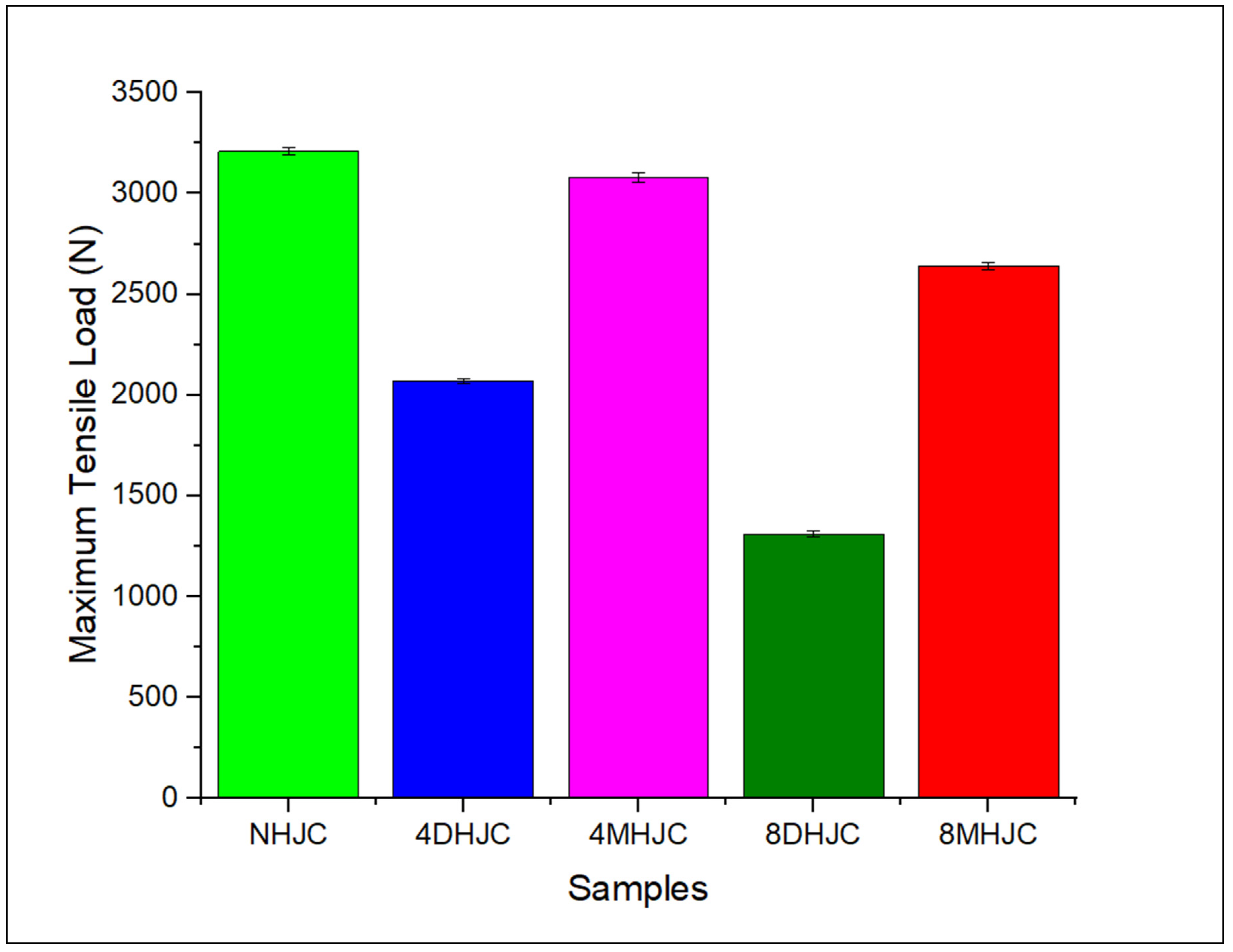
Figure 4.
Load extension curve of specimens.
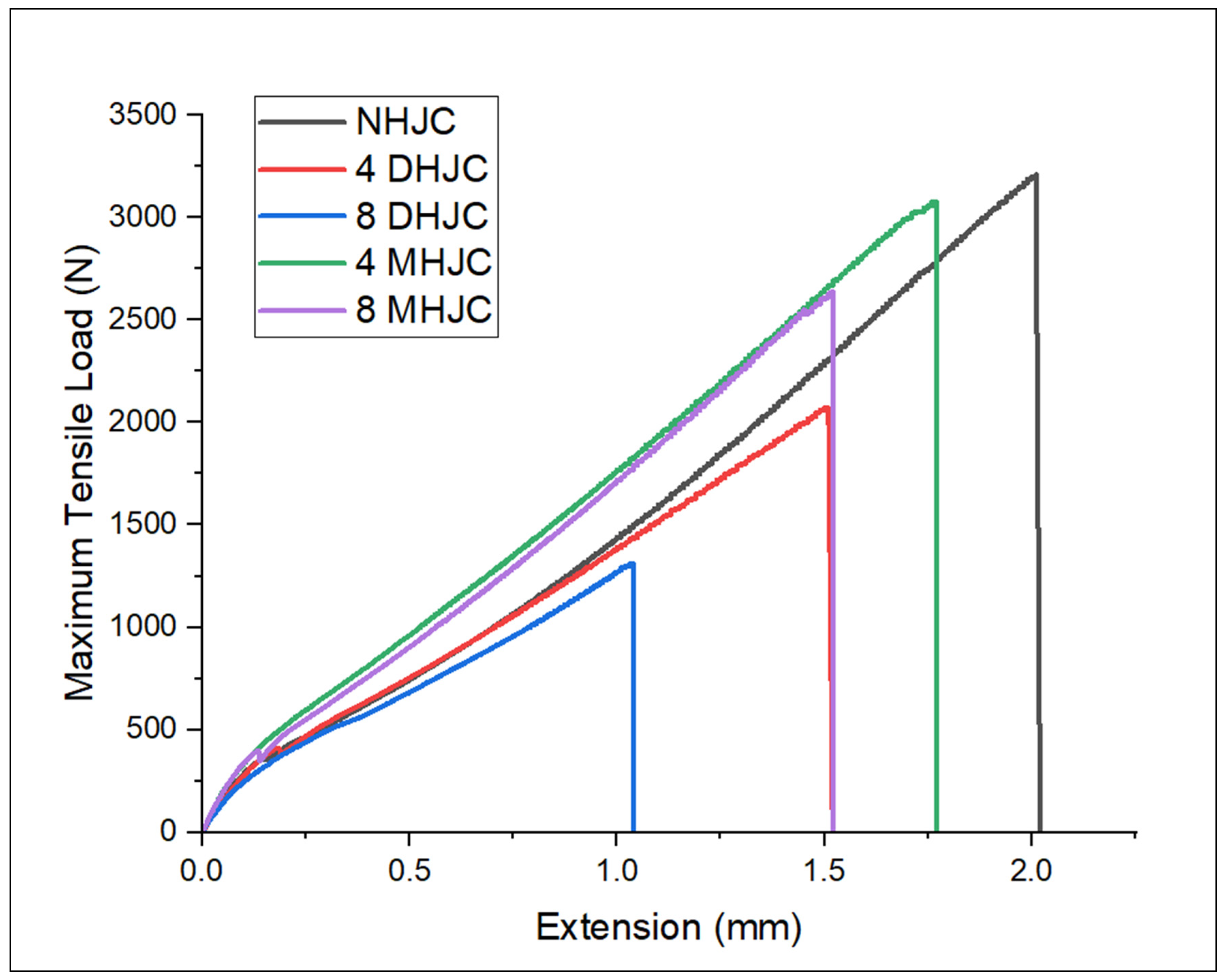
Figure 5.
(a) Maximum tensile load taken by lap joint of molded and drilled hole specimen, (b) Load extension curve of lap joint of molded and drilled hole specimen.
Figure 5.
(a) Maximum tensile load taken by lap joint of molded and drilled hole specimen, (b) Load extension curve of lap joint of molded and drilled hole specimen.
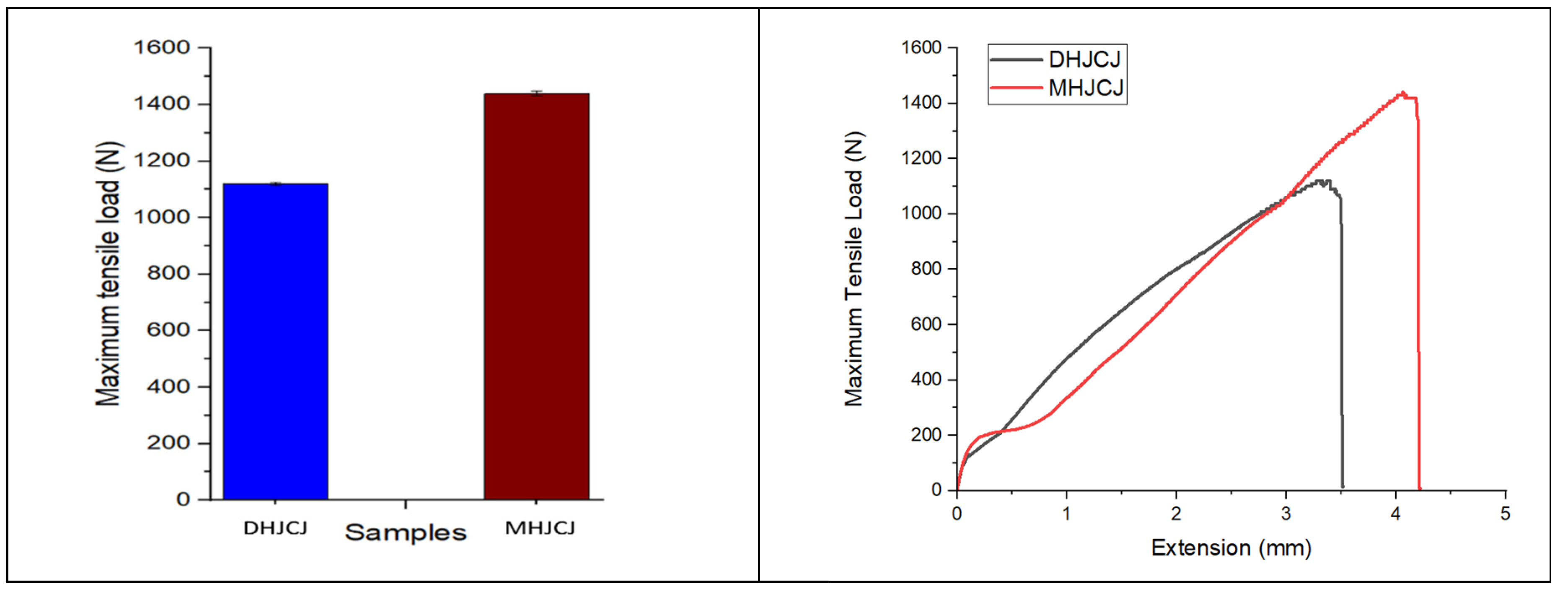
Figure 6.
Fractured specimen after tensile test (a) Drilled hole, (b) Molded hole.
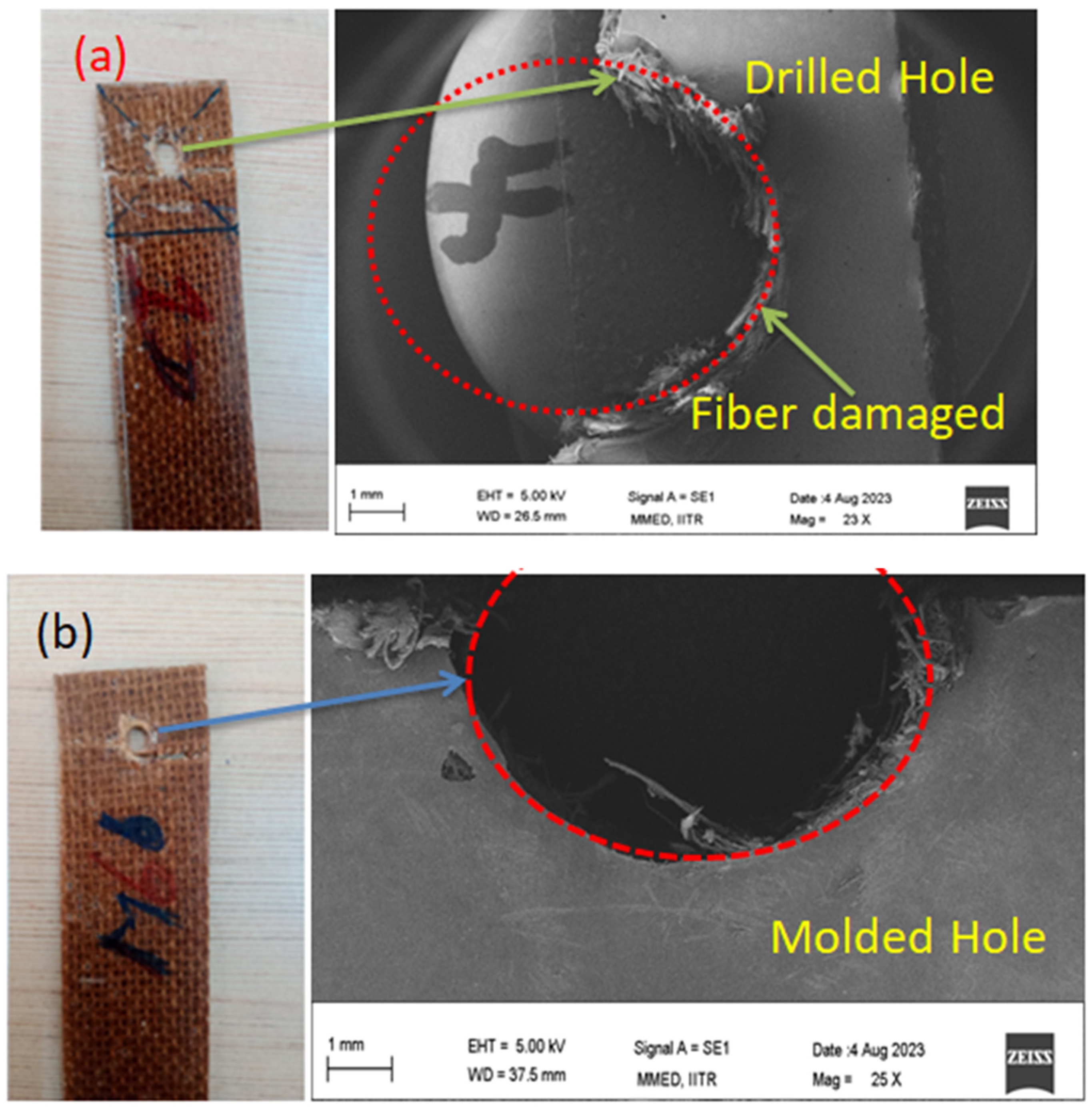
Table 2.
A comparative study on molded and drilled hole on fiber reinforced composites.
| No. | Materials | Properties | References |
|---|---|---|---|
| 1. | Jute fiber/Epoxy composites | Maximum tensile load (a) Drilled hole specimen = 2.1 kN (b) Molded hole specimen = 3.2 kN |
Present study |
| 2. | Jute fiber/ Polyester composites | Maximum tensile load (a) Drilled hole specimen = 1.9 kN (b) Molded hole specimen = 2.2 kN |
[26] |
| 3. | Aloe vera/banana fiber/Epoxy composites | Maximum tensile load (a) Drilled hole specimen = 3 kN (b) Molded hole specimen = 3.3 kN |
[27] |
| 4. | Carbon fiber/ Epoxy composites | Maximum tensile load (a) Drilled hole specimen = 45 kN (b) Molded hole specimen = 60kN |
[28] |
| 5. | Glass fiber/ Epoxy composites | Maximum tensile stress (a) Drilled hole specimen = 225 MPa (b) Molded hole specimen = 300 MPa |
[22] |
| 6. | Glass fiber/ Epoxy composites | Maximum tensile load (a) Drilled hole specimen = 19 kN (b) Molded hole specimen = 35 kN |
[18] |
| 7. | Glass fiber/ Polyester composites | Maximum tensile stress (a) Drilled hole specimen = 253.2 MPa (b) Molded hole specimen = 271 MPa |
[1] |
| 8. | Graphite/Epoxy composites [45˚/ 0˚] |
Maximum tensile stress (a) Drilled hole specimen = 395 MPa (b) Molded hole specimen = 463 MPa |
[19] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



