
Submitted:
08 August 2023
Posted:
10 August 2023
You are already at the latest version
Abstract
The production of photovoltaic modules is increasing to reduce greenhouse gas emissions. However, this results in a significant amount of waste at the end of their lifespan. Therefore, recycling these solar panels is important for environmental and economic reasons. However, collecting and separating Crystalline silicon, Cadmium Telluride, and Copper indium gallium selenide panels can be challenging, especially in underdeveloped countries. The innovation of this work is to develop a process to recycle all solar panel waste. The dissolution of all metals is studied through the leaching process as the main step of the flowchart. In the first step of leaching, silver can be recovered 98% by 0.5 nitric acid. Then, the second and third step involves the use of glycine for base metals dissolution, followed by the leaching of valuable metals with hydrochloric acid. The effect of parameters such as initial pH, acid concentration, solid/liquid ratio, and Hydrogen peroxide concentration are studied. The results show that Cu, Pb, Sn, Zn, Cd, In, Ga, and Se can be recovered until about 100% under optimal conditions. The optimal conditions for the dissolution of Cu, Zn, and Cd were the glycine concentration of 0.5 M, Temperature of 25 ˚C, the solid/liquid ratio of 10 gr/l, and 1% of Hydrogen peroxide. The optimized glycine concentration for the leaching of lead and tin was 1.5M. Indium and gallium were recovered to 100% by the use of 5M Hydrochloric acid, S/L=10gr/l, and T=45 ˚C. Separation of selenium and tellurium occurred by 0.5 M HCl at a temperature of 60 ˚C. Additionally, for the first time, a general outlook for the recycling of various end-of-life solar panels is suggested.
Keywords:
Solar panel recycling
; Leaching
; Base metals: Precious metals
; Waste management
; Environmental impact
; Sustainable technology
Keywords solar panel recycling; leaching; base metals: precious metals; waste management; environmental impact; sustainable technology
1. Introduction
In recent years, solar panels have played a significant role in reducing global warming by generating clean and emission-free electricity from the sun, thus reducing reliance on greenhouse-gas-producing fossil fuels [1]. Solar energy is considered the fuel of the future due to its potential for meeting increasing electricity demand and reducing greenhouse gas emissions. As a result, the mass production of solar panels using different technologies has increased in recent decades, and the production of new generations of solar panels is expected to continue [1,2]. However, despite the positive impact of solar panels, their production also has negative consequences, including the generation of large amounts of waste. The average lifetime of a PV panel is 25 years, and given their worldwide production, it is anticipated that there will be a significant amount of waste generated annually. According to the International Renewable Energy Agency (IRENA) report, apart from considering the generation of a large amount of waste during the manufacturing process of solar cells [3,4], an estimated 80 million tons of PV waste will be generated by 2050 [5].
The issue of solar panel waste is significant from two perspectives. Firstly, these wastes contain lead, cadmium, and other harmful chemicals that can cause significant health and environmental hazards [6,7]. Secondly, these wastes are considered valuable due to their high content of valuable metals [7,8,9,10]. Therefore, the life cycle assessment (LCA) should be applied to evaluate all aspects of the environmental impacts, energy consumption and production, and emissions during the entire life cycle of solar panel technology. LCA is a feasible method that can be used as an environmental management tool to consider the positive ecological effects of solar panels due to the decrease in carbon emissions and energy consumption. This should also evaluate the potential cradle-to-grave life cycle impacts of solar panels after their service life, as it is uncertain what will happen to this massive amount of solar panel waste.
Moreover, in addition to the issue of waste management, the recovery of metals from these wastes and their reuse should also be considered. Although few LCA studies have explored the recycling of PV technologies, some have investigated the production and use of PV technologies [11,12], and energy consumption due to PV recycling [13]. The main factors affecting end-of-life panels' waste management are self-take-back collection, recycling facilities, and material recovery [14].
The most commonly used PV panels are crystalline silicon and thin-film PV cells. The former accounts for around 80% of the market share, but this is decreasing due to the increased capacity and the shortage of production costs [15]. Conversely, the lower production costs and optimum efficiency of thin-film panels are driving their growth in the overall photovoltaic market [15,16,17]. However, the handling and waste management of these extensive ranges of used solar panels that contain Cd, Se, Pb, and other environmentally hazardous metals pose an environmental concern. Additionally, there is another concern about the fate of these sources of valuable metals. These two perspectives will force industries and governments to plan for PV waste safe disposal or recycling shortly.
Although many researchers have studied the recycling processes of used solar panels [18,19,20,21,22]., only two processes have been established on an industrial scale. The recycling of C-Si and CdTe thin-film modules is operated by Deutsche Solar and First Solar, respectively [23,24,25]. The first step in the recycling process is the separation of the modules, followed by the separation of the non-metal and metal parts. Many separation methods have been developed for C-Si [26,27,28,29], CdTe [30-32], and Copper-indium-gallium-selenide (CIGS) [18,33,34], most of which include physical, mechanical, and chemical processes. This step involves the elimination of glass, Al, and plastic, as well as the separation of metal and non-metal parts from solar panels. The second recycling processes are different for different types of solar panels. The recycling processes for silicone solar modules typically involve delamination and metal extraction. The solar cell electrodes and interconnected ribbons, made of silver, aluminum, and copper, are dissolved into aqueous media for recycling [35,36]. Two of the most advanced processes developed worldwide are the Full Recovery End-of-Life Photovoltaic (FRELP) and Baseline processes [37].
Recovery of cadmium and tellurium from cadmium telluride PVs is difficult due to the low content of the semiconductor [38]. There are many hydrometallurgical recycling processes for CdTe as well as acid dissolution and subsequent precipitation [39], cementation [40]electroplating [41], and ion exchange [42,43]. A recycling process for CdTe PVs based on a sequence of mechanical steps rather than wet-chemical techniques has also been proposed [44].
In recent years, researchers have shown significant interest in end-of-life CIGS panels due to the presence of gallium and indium [45,46]. Several recycling processes such as mechanical techniques [47], wet chemical process [48], electrochemical method [49], and leaching and electrolyzing of metals have been developed [50]. Xiang Li and colleagues have reported an effective separation process by an alkaline agent [51]. They found selective alkali leaching is feasible to separate indium and gallium effectively as pure In2O3 and Ga2O3 separately. The recycling of copper, indium, and gallium from thin-film solar panels has also been reported [52], where the H2SO4 is used as a leaching agent. In many researchers, the separation of indium and gallium was studied by solvent extraction and ion exchange following the leaching step [53].
On the topic of recycling, there is an important point that using a single treatment or recycling process is not usually practical for recycling all waste of a particular type [54]. Given the variety of solar panels on the market and the need for economically feasible recycling processes, an investigation of a general procedure for the extraction of metals from the metallic parts of various solar panels is suggested in this work. The recovery of metals through the co-processing of all types of solar panels was examined. To do this, the metallic and non-metallic parts from Si, CdTe, and CIGS solar panels were separated and subjected to hydrometallurgical processes. This section is the initial step of the suggested flowsheet and includes the separation of metallic and non-metallic parts and comprehensive leaching studies of copper and other base metals. Copper is the main component of solar PV systems due to its thermal and electrical conductivity, and other base metals are also used in solar PV systems. Many hydrometallurgical methods have been studied for the dissolution of copper and other base metals; most of these studies used two or more leaching agents in two or more stages [55,56,57,58,59]. The simultaneous leaching of copper and solder alloy was studied by a new method from PCB waste with HBF4 as a leaching agent [60]. After the leaching step, there were different methods for the separation of copper from other metals including solvent extraction [60,61,62,63,64], precipitation [65,66], and cementation [67]. In the second step, the recovery of gallium and indium by chemical leaching has been proposed. The optimum conditions for the selective extraction of copper, the further leaching step of other base metals, and the extraction of indium and gallium have been investigated.
The study presented in this paper proposes a comprehensive and innovative approach for the extraction of valuable metals through the co-processing of all types of solar panels, which is a significant contribution to the field of solar panel recycling. By utilizing glycine, an eco-friendly leaching agent, in the initial step of the process, this recycling method is not only environmentally friendly but also economically feasible. In many studies, it was proven that the leaching of base metals has been successfully conducted by glycine as a dissolution agent [68,69,70,71]. The study also provides insights into the leaching behavior of various metals under different conditions, allowing for the selective extraction of different metals from solar panels. Furthermore, the paper presents a general flowsheet for the recycling of all types of solar panels, which has the potential to be implemented globally in the future, considering its economic and environmental benefits. The study highlights the importance of developing comprehensive recycling methods for spent solar panels to ensure the effectiveness of solar PV technology and reduce its environmental impact. This approach appears to be a significant contribution to the field of solar panel recycling, and it could potentially pave the way for future research and development in this area.
2. Materials and Methods
2.1. Material and Reagents
To conduct the research, a variety of C-Si, CIGS, and CdTe solar panels, including alloy layers such as CdTe and CIGS, were collected. While thin-film solar panel technology has not yet been established in Iran, the collection of these materials allowed for the development of a new route for recycling all kinds of solar panels in a single plant. The metallic parts were separated from other parts through physical processing and thermal treatment [32], making it economically and environmentally feasible to recycle all metals from different types of photovoltaic panels through the same continuous process route. Analytical-grade nitric acid (65%) for the leaching of silver, glycine (50%) for the leaching of base metals, hydrochloric acid (37%) for the valuable metals leaching, hydrogen peroxide (30 wt.%) as oxidant and ammonia (25%) for the increasing of pH were purchased from Merck Chemicals Company. All aqueous solutions were prepared using distilled water.
2.2. Initials Preparation of Samples from Different Types of Solar Panels
Although, the compound of solar panels can be different due to the different manufacturers and rapid changes in the innovations of technology. The main goal of this study is to find a novel route for recycling all types of PV panels. Since the recycling of these PV panels from the point of view of LCA has been studied, considering that all metals and non-metals parts should be recovered as much as possible. to achieve this goal, the common multi-layered structure of all PV panels in the preparation step, including glass and polymeric matrix (EVA, PVF, or Tedlar) have been considered. The preparation step for different kinds of PV panels begins with the shredding process after the manual dismantling of the Al frame. This step is followed by gravitational separation, magnetic separation, and thermal treatment according to previous research [22,27,30,33]. The PV panels were cut into small pieces of 10 *10 cm via a cutting machine. These pieces were shredded by an SM-2000 cutting mill (Retsch, Germany) and sieved into different fractions using standard sieves. The majority of glass was recovered in a fraction of >1mm. Also, the EVA was completely removed after thermal treatment at 700 ˚C [72,73]. The solid feed material in the leaching process is ≤1 mm. As it is shown in Table 1, this sample includes many components including BMs, PMs, and other valuable metals.
2.3. Methods
All leaching experiments were carried out in a 1L autoclave equipped with a mechanical stirrer, a reaction temperature-control unit (298-313K (25–80°C)), and a condenser to avoid loss of solution (Figure 1). The initial pH value was adjusted to a preset value by carefully adding ammonia solution, and the acidity of the solution was measured using a Mettler Toledo SevenExcellence S400 pH Meter. The agitation was fixed at 300 rpm. At the end of the leaching time, the slurry was filtrated and the obtained filtrate was delivered to the analyzing step.
In the first step, diluted nitric acid was used to leach the samples and recover silver. The goal of this step is the selective extraction of silver over other metals. Many researchers found that HNO3 has a good performance in the selective dissolution of silver over tin and lead [27,74,75,76]. After leaching, the samples were dried, and subsequently, leaching experiments were conducted with glycine. To determine their impact on the leaching efficiency of base metals, the effects of glycine concentration, initial pH value, H2O2 volume concentration, time, and liquid-to-solid ratio were evaluated. The experimental conditions were based on the potential-pH diagrams of the copper-glycine system at 25°C and 1 atm, as described in a study by Serdar Aksu and Fiona M. Doyle [77]. After glycine leaching, the raffinate was subjected to the next experiments. The residue solid was prepared for the next leaching step by roasting as the feed material. In the final leaching step, HCl was used as the leaching agent, and the raffinate from the leaching step was analyzed for the measuring of the extraction rate. The effect of liquid-to-solid ratio, the acid concentration, temperature, and pH Was studied as the affecting parameters on the second leaching step.
2.4. Multivariate Design of Experiment
The aim of this study is the development of a complete and innovative flowsheet for the co-processing of all types of solar panels. to achieve that, the procedure of leaching optimization of the operating parameters via the response surface methodology (RSM) is employed. A Box-Behnken Design was utilized to investigate the influence of four factors on the response of Recovery of Copper, Zinc, Cadmium, Lead and Tin respectively. The study comprised of 28 experimental runs using the Response Surface Methodology (RSM) and Design Expert 13. The design includes one block and four central points for each block. The numerical factors considered in the study were Glycine acid concentration, solid/liquid ratio, initial pH and H2O2 dosage, between -1 and +1, as shown in Table 2.
The quadratic polynomial regression model (Equation (1)) was used to predict the response behavior while varying the four independent variables:
where R represents the response, including copper recovery percentage and Cu concentration. The intercept, linear, quadratic, and interaction coefficients are denoted by a0, ai, aii, and aij, respectively. The four independent variables, namely Glycine acid concentration, solid/liquid ratio, initial pH and H2O2 dosage, are represented by Yi and Yj. After achieving the quadratic polynomial model, analysis of variance (ANOVA) was applied to validate the provided model. Due to the complicated relationship of parameters, their fluctuating behavior was studied and explained individually.
2.5. Analytical Procedure
Inductively coupled plasma (ICP PlasmaQuant 9100 Series) was used for the analysis of the leached metals present in the leach liquor. The metals leaching rate was expressed as the dissolved percentage of metals which was measured by the difference between the value of dissolved metals and the initial amounts. The mineralogical phase analysis was carried out using an X-ray diffractometer (XRD, EQUINOX3000). An X-ray fluorescence spectrometry (XRF, PW2400) was used for multi-element analysis.
3. Results and Discussion
3.1. The Leaching Behavior of Base Metals
Generally, the essential role of the leaching step as the basis of most hydrometallurgical extraction processes is getting the maximum amount of the metals. But also, the aim is to find a selective, low temperature, and low chemical consumption process for metals. If there are many metallic components in a solid matrix, the selectivity of a leaching system can be obtained by the chemical affinity of the component between the reagent and the kinetic consideration. Even though the first strategy is based on the differences in affinity of a given reagent for reacting with the various components, the second strategy is based on the different component's dissolution rates.
In this step, the samples were leached in diluted nitric acid to recover silver [27], and a 98% percentage of silver was leached. Silver is used on the surface of panels, the 0.5 M diluted acid dissolved 98% silver and less than 5% of lead, copper, zinc, and tin. However, these metals were more active than silver, but because of the 15 min of leaching time and the 0.5 M acid concentration, only very small amounts of these metals dissolved.
Following the elimination of silver, Figure 2 shows the dissolution rate of metallic components from end-of-life solar panels by glycine acid. The condition of the experiments was considered at T=25°C, [GLY]= 0.5 mol/l, and S/L ratio= 20gr/l. As shown in Figure 2, the dissolution of In, Ga, Te, and Se was negligible in comparison with other metals. It can be predicted that the glycine can dissolve copper easily, but the glycine dissolved zinc and cadmium up to the ranges of 87 % and 64% under given conditions. As it is clear, glycine forms the soluble complex with copper, cadmium, lead, and zinc. But the stability constant of log K is different for these metals. As reported in the research, the log K of glycine complexes with Cu is 8.56 (at I=0) and this value is higher than the log K for Cd, Zn, and Pb, 4.7, 5.38, and, 5.47, respectively [78,79]As it is shown in Fig 2, the dissolution of zinc is sharper and higher than cadmium. The standard reduction potentials of zinc, cadmium, and copper are −0.76 V,−0.4 V, and 0.34 V respectively[80].
regarding the different dissolution percentages of Zn and Cd, the probable reaction which can occur is cementation:
Cd2++Zn=Zn2++Cd.
It is probable for the dissolved Cd to be cemented by undissolved Zn, leading to a higher percentage of Zn dissolution compared to Cd, especially at the initial stages of the leaching process. Due to the standard reduction potentials of metals, the cementation of cadmium happened through the presence of few amounts of solid zinc [81,82].
When 50% of zinc was dissolved, the dissolution of cadmium suddenly increased. whereas, the dissolution of zinc and copper occurred simultaneously at the beginning of leaching, and after that, the dissolution of copper was very faster than zinc. As shown in Figure 2, Glycine could not dissolve In, Ga, Se, and Te under these conditions, and the dissolution of tin was very low compared to other base metals.
3.1.1:. Effect of Initial pH
According to reports [77,83,84], glycine formed soluble complexes with both cupric and cuprous ions and equilibrium between copper oxides and copper glycinate as shown in the below equations:
Cu2++(NH2CH2COO)- ↔ Cu(NH2CH2COO)+
Cu2++2((NH2CH2COO)- ↔ Cu(NH2CH2COO)2
Cu++2((NH2CH2COO)- ↔ Cu(NH2CH2COO)-
Cu(NH2CH2COO)2+H2O ↔ CuO+2H++2(NH2CH2COO)-
2Cu(NH2CH2COO)2+2H2O+2e-↔ Cu2O+2H++4(NH2CH2COO)-
There are different species of glycine in solution at different pH values, as shown in Table 3 [77,85]. The region of stability for the species in the Cu-glycine-water system is shown in Figure 3a. Increasing the initial pH to a certain level is expected to enhance the extraction efficiency of copper.
Figure 3b illustrates copper recovery at various initial pH values, at a temperature of 25°C, and a solid/liquid ratio of 20 gr/l. The experiments were conducted with an acid concentration of 0.5 M. Glycine has been found to be an effective leaching agent for copper extraction from other sources, such as ore [86,87,88] and PCB waste [89,90,91], as reported in previous studies.
In this step, experiments were conducted with pH values ranging from 8 to 13. As shown in Figure 3b, at a time of 60 hours, increasing the pH from 8 to 10 led to a significant increase in copper extraction yield, from 38% to 90%. However, this trend stopped at pH values above 10 due to the formation of insoluble Cu2O or CuO according to the Eh-pH diagram [91]. The leaching reaction for copper was controlled by stabilizing the formation of complexes with Cu ions and glycinate anions [91]. The optimized condition for the highest Cu extraction (96.9%) was found to be at pH 10 after 75 hours, as shown in the (Eh-pH) diagram in Figure 3a.
The leaching behavior of other metals was investigated at the optimized conditions for copper extraction. Figure 4a shows that at an initial pH of 10 and a glycine concentration of 0.5 M, zinc extraction achieved about 88% recovery after 72 hours, whereas lead extraction did not exceed 15%. It is expected that Zn2+ and Pb2+ form different complexes with glycinate anions, which may explain the differences in their extraction rates [92,93]. Although stable lead-glycinate complexes formed at initial pH values above 10, the dissolution rate of lead did not increase significantly. The main point of this step is the selective leaching of copper, zinc, and cadmium over other metals at a pH of 10. As shown in Figure 4b, lead and tin can be dissolved completely by increasing the pH to 13. Based on the leaching behavior of the metals, it is recommended that the dissolution of copper and zinc be carried out at pH 10 in a countercurrent process. In contrast to the other metals, the leaching of cadmium decreased by increasing the initial pH, and its dissolution reached a maximum of 73% at pH levels below 10 by glycine 0.5 M. In the second step, the leaching of lead and tin can be conducted in a countercurrent process at pH 13, achieving extraction rates of 62% and 81.8%, respectively.
3.1.2. Effect of Glycine Acid Concentration
Figure 5 illustrates copper and lead recovery at various acid concentrations, at a temperature of 25°C and a solid/liquid ratio of 20 gr/l. Experiments were conducted over a range of acid concentrations from 0.1 M to 1.5 M to evaluate the effect of glycine concentration while keeping the initial pH, solid-to-liquid ratio, and temperature constant at pH 10, 20 gr/l, and 25°C, respectively. Based on the glycine-to-copper molar ratio, an increase in acid concentration is expected to increase the extraction yield of copper. As shown in Figure 5, copper recovery was enhanced by increasing the acid concentration from 0.1 M to 1.5 M. However, above acid concentrations of 0.5 M, there was no significant increase in copper extraction. Moreover, after the acid concentration of 0.5 M, the extraction of copper and zinc was decreased. The effect of increasing glycine acid concentration on zinc dissolution behavior is similar to that of copper leaching, and the optimized leaching of zinc is achieved at a 0.5 M glycine solution. The leaching of other metals was investigated at different acid concentrations. Figure 5 shows that increasing the glycine concentration from 0.1 M to 1.5 M had a positive effect on the extraction of lead and cadmium.
3.1.3. Effect of the Solid/Liquid Ratio
The influence of solid/liquid ratio on copper and other base metals recovery was investigated from 5 to 200 gr/l, and the optimized ratio controls the consumption of the leaching agent. The conditions of experiments were kept at the initial pH of 10, the acid concentration of 0.5 M, and 25 ˚C. As shown in Figure 6, the dissolution of copper will increase when the S/L ratio decreases from 5 gr/l to 200 gr/l. Although, there is no significant difference in the range of 5-20 gr/l. Similar to copper extraction, this decreasing trend is seen in the extraction of other metals if the S/L ratio increases.
3.1.4. Effect of Temperature
To investigate the influence of temperature on the extraction of metals, experiments were conducted at an elevated 45 ˚C temperature at 0.5 M glycine, S/L:20 gr/l and 10 initial pH. As shown in Figure 7, the extraction of copper and cadmium increased very little with the increase in temperature. But, the results showed that the increasing of temperature reduced the extraction of lead, zinc, and tin. Due to the decomposition of glycine through deamination and decarboxylation, the pH of the solution can be reduced during the leaching process [84,94]. The decrease in zinc, lead, and tin extraction was due to the decrease in the solution pH. Also, the increase in cadmium extraction could be caused by this phenomenon.
3.1.5. Effect of Hydrogen Peroxide
Hydrogen peroxide (H2O2) is used as an oxidizing agent in the leaching procedure, as the dissolution of metals with high reduction potentials is increased by applying a strong oxidant [95]. H2O2 is a strong oxidant with a standard electrode potential of 1.83 V, making it useful in the copper leaching system [96,97]. To evaluate the effect of oxidants on the extraction of base metals, experiments with H2O2 additions were conducted in comparison with ambient O2. The experiments were carried out at a glycine concentration of 0.5 M, an initial pH of 10, a solid-to-liquid ratio of 5 gr/l, room temperature, and solid samples with a particle size of less than 1 mm. Figure 8 shows the extraction of copper over 84 hours of leaching.
As expected, the application of H2O2 increased the dissolution of copper, particularly in the initial hours of leaching. At the 48-hour mark, the addition of 0.5%-1% H2O2 increased the copper extraction from 71% in the O2 ambient to 90% in the presence of 1% H2O2.
Figure 9 shows that the effects of an increasing H2O2 concentration on the extraction of other metals were different. Although the dissolution of zinc, tin, lead and cadmium was slightly improved by the addition of 1% H2O2.
Based on the reports, at high pHs, the generation of hydroxide ions and oxygen happened due to the decomposition of H2O2 as shown below equations:
H2O2+OH-→ H2O+HOO-
HOO-+H2O2 →H2O+OH-+O2
H2O2 → 2OH*
The generated hydrogen radical(OH*) improved the leaching of cadmium and tin due to the high standard reduction potential. Also, the decomposition of H2O2 into O2 generated an additional oxidant[98].
The insignificant change in lead dissolution with the increase of H2O2 dosage was due to a decrease in pH caused by the oxidation of glycine with H2O2[84].
3.1.6. The Optimization of the Leaching Condition
The interaction of parameters indicates that the effect generated by changing one variable depends on the level of other variables. The optimized conditions were calculated by analyzing data for the leaching of copper, zinc, cadmium, lead, and tin. Based on the responses and analysis of the variance presented in Table 4, a statistical model using the Box-Behnken model was computed to determine the extraction of all metals. The coefficient of determination (R2), adjusted R-square (adj. R2), and analysis of variance (ANOVA) tests were employed to assess the adequacy of the proposed model and its goodness of fit. The goodness-of-fit statistics for all of the response model are provided in Table 5 and Table 6. As reported, the high value in the models was representative of the significant models. Also, as can be observed the p-Values of models are negligible that indicated the proposed models were unity and significant. The determination coefficients were above 0.90 for all metals indicating the appropriate efficiency of the proposed models.
The semi-empirical relation for metals extraction containing interactions between the existing parameters is defined as follows:
Recovery of Copper (%) = 98.16791 + 92.94 * [GLY] -0.94839 * S/L - 4.83706 * pH - 40.3195 * H2O2 -46.3501 * [GLY] * H2O2 + 8.15275 * pH* H2O2 - 40.27973 * [GLY]² + 0.00307692 * S/L²
Recovery of Zinc (%) =40.76864 + 92.97376 * [GLY] -1.08869 * S/L + 95.033* H2O2 - 46.4488 * [GLY] * H2O2 - 42.0622 * [GLY]² + 0.003645 * S/L² - 45.95 * H2O2 ²
Recovery of Cadmium (%) = 60.17453 + 85.1278*[GLY] - 0.975375 * S/L - 5.04142 * pH + 39.085 * H2O2 - 0.174766 * [GLY]* S/L - 28.1142 * [GLY]* H2O2 + 0.046859 * S/L* pH -0.1904 * S/L * H2O2 - 19.275 * [GLY]² + 0.002308* S/L²
Recovery of Lead (%) = 243.24 - 39.386 * [GLY] - 0.943714 * S/L - 43.89817 * pH + 7.33 * [GLY] * pH + 0.066310 * S/L* pH + 0.001021 * S/L² + 2.06491 * pH²
Recovery of Tin (%) = 104.91353 - 19.30147 * [GLY] + 1.39876 * S/L - 39.65141 * pH + 54.54306 * H2O2 + 3.86568 * [GLY] * pH - 0.143727 * S/L* pH - 4.67082 * pH * H2O2 -8.71794 * [GLY]² + 2.88745 * S/L²
The positive terms indicate a synergistic effect on the extraction, whereas the negative terms express antagonism. As discussed in the prior section, the effect of parameters was consistent with actual results.
As shown in Figure 10, the leaching condition for copper was plotted by the Minitab software: [GLY]=0.5 M, S/L: 10 gr/l, pH=10, and H2O2 1%. Similar to copper, based on the results of experiments, the optimal leaching conditions for other metals were reported in Table 7.
3.2. The Leaching Behavior of Valuable Metals
The residue from the base metals leaching process was washed with double distilled water, filtered, and then utilized as raw material for the leaching of other metals. The residue from the base metals leaching was roasted at a constant temperature of 400˚C for a specified time to achieve phase transformation. Previous studies have identified the first exothermic peak in the DTA curve at 370˚C for the oxidation of CIGS at the surface [99,100]. Additionally, the temperature range of 200-400˚C has been determined to produce In2O3 and Ga2O3 [101]. Therefore, a temperature of 400°C was selected for roasting for a duration of 1 hour. Figure 11 illustrates the XRD pattern of the dried and roasted leaching residue after glycine leaching. As predicted, the formation of SeO2, Ga2O3, and In2O3 was achieved due to thermal oxidation. The presence of Culn0.5Ga0.5Se2 and SnO2 in the pattern indicates the existence of a few amounts of copper and tin in the sample. The reason is that the glycine leaching experiments before roasting was conducted at the S/L:20 gr/l. Table 8 shows the content of the dried material analyzed after the glycine leaching step. Due to the nature of the existing phases, it appears that indium and gallium form soluble species in the lower pH range. According to the Hard-Soft Acid Base (HSAB) concept, strong acids such as In3+ and Ga3+ prefer to bind to strong bases such as Cl- to form ionic complexes. Therefore, it is expected that HCl is a suitable leaching agent for the dissolution of indium and gallium [102,103,104].

Table 4.
Response surface design of experiments.
| Std. Run No. | Run | Factor 1 | Factor 2 | Factor 3 | Factor 4 | Response 1 | Response 2 | Response 3 | Response 4 | Response 5 |
| A:[GLY] | B: S/L | C: pH | D: H2O2 | Recovery of Copper | Recovery of Zinc | Recovery of Cadmium | Recovery of Lead | Recovery of Tin | ||
| M | gr/l | % | % | % | % | % | % | |||
| 9 | 1 | 0.1 | 100 | 10 | 1 | 25 | 20 | 4.8 | 1.5 | 2 |
| 16 | 2 | 1 | 20 | 10 | 0 | 92 | 88 | 62 | 44 | 5.5 |
| 20 | 3 | 1.5 | 100 | 10 | 0.5 | 36 | 22.8 | 31 | 51 | 2.4 |
| 2 | 4 | 1.5 | 20 | 10 | 0 | 90 | 72.5 | 81 | 67 | 5.6 |
| 14 | 5 | 1 | 10 | 10 | 0 | 92 | 88.5 | 75 | 57 | 5 |
| 7 | 6 | 0.8 | 100 | 10 | 0 | 28 | 17 | 25 | 15 | 4.1 |
| 15 | 7 | 0.8 | 50 | 10 | 0.5 | 54.6 | 49.1 | 37.5 | 21.5 | 9.1 |
| 4 | 8 | 1.5 | 10 | 13 | 0 | 62 | 55 | 72 | 97.8 | 98 |
| 26 | 9 | 1.5 | 5 | 9 | 1 | 43 | 55 | 99 | 60 | 5 |
| 10 | 10 | 1.5 | 5 | 10 | 1 | 93 | 75 | 84 | 62 | 6 |
| 1 | 11 | 0.1 | 5 | 10 | 0 | 40 | 30 | 10 | 5 | 5 |
| 3 | 12 | 0.1 | 200 | 10 | 0.5 | 12 | 11 | 0 | 0 | 0 |
| 22 | 13 | 1.5 | 5 | 13 | 1 | 65 | 56 | 73 | 99.8 | 99.7 |
| 8 | 14 | 0.8 | 100 | 13 | 0 | 14 | 11 | 20 | 77 | 54 |
| 19 | 15 | 0.1 | 100 | 13 | 0.5 | 21 | 18 | 0 | 16 | 24 |
| 18 | 16 | 1.5 | 100 | 8 | 0.5 | 18 | 11.5 | 27 | 14 | 7.4 |
| 25 | 17 | 0.5 | 100 | 10 | 0.5 | 43 | 34 | 17 | 7 | 3 |
| 27 | 18 | 0.8 | 100 | 10 | 0.5 | 33 | 25 | 29.5 | 15 | 2 |
| 12 | 19 | 0.5 | 20 | 10 | 1 | 98.5 | 98.1 | 62 | 16 | 5.8 |
| 28 | 20 | 0.8 | 100 | 10 | 0 | 28 | 17 | 31.7 | 22 | 4.1 |
| 17 | 21 | 0.1 | 100 | 8 | 0.5 | 16 | 15 | 3.2 | 1 | 2 |
| 23 | 22 | 0.8 | 20 | 10 | 1 | 72 | 69 | 29.9 | 24 | 10.3 |
| 6 | 23 | 0.5 | 20 | 13 | 0 | 67 | 62 | 19.5 | 81.9 | 64.9 |
| 5 | 24 | 0.8 | 50 | 10 | 0.5 | 54.6 | 49.1 | 19.5 | 21.5 | 9.1 |
| 24 | 25 | 0.8 | 200 | 10 | 1 | 36 | 28 | 13 | 21 | 8 |
| 11 | 26 | 0.1 | 100 | 10 | 1 | 22.5 | 18.1 | 7.8 | 7 | 7 |
| 13 | 27 | 0.5 | 10 | 10 | 0.5 | 99 | 99 | 60 | 22 | 10 |
| 21 | 28 | 0.5 | 10 | 10 | 1 | 99.9 | 99.5 | 63 | 22.1 | 11 |
Figure 10.
The RSM plot of Cu recovery.
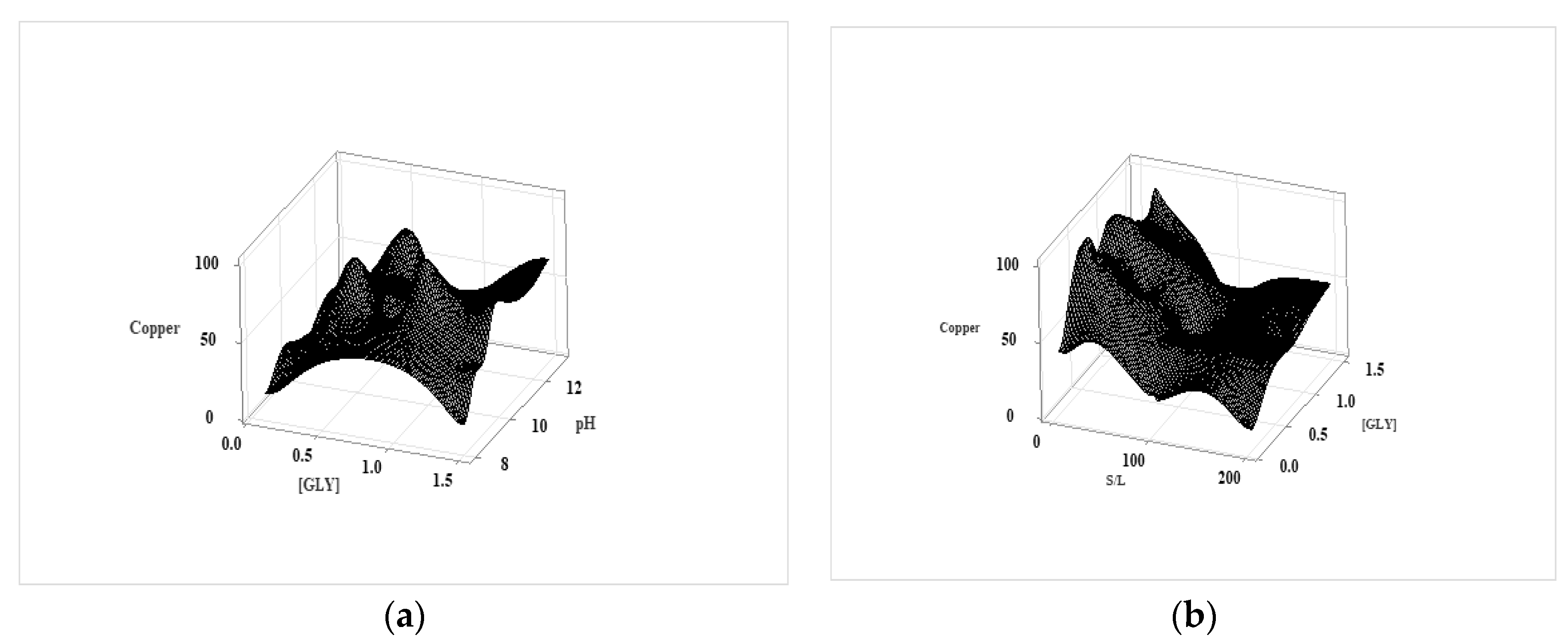
Table 5.
ANOVA Table for Recovery of copper recovery for Quadratic and Reduced Quadratic model.
| Recovery of Copper | ||||||||
|---|---|---|---|---|---|---|---|---|
| Analyzed Model | Quadratic model | Reduced Quadratic model | ||||||
| Coefficient | Sum of Squares | F-value | p-value | Coefficient | Sum of Squares | F-value | p-value | |
| Intercept | 38.64 | 98.09 | ||||||
| [GLY] | 3.99 | 78.68 | 0.40 | 0.5404 | 96.49 | 109.83 | 0.64 | 0.4346 |
| S/L | -31.18 | 3,101.11 | 15.58 | 0.0017 | -0.96 | 6,072.01 | 35.23 | < 0.0001 |
| pH | -0.45 | 0.51 | 0.00 | 0.9606 | -4.93 | 36.40 | 0.21 | 0.6510 |
| H2O2 | 1.27 | 7.70 | 0.04 | 0.8471 | -36.97 | 210.62 | 1.22 | 0.2828 |
| [GLY] * S/L | 3.85 | 29.53 | 0.15 | 0.7064 | ||||
| [GLY] * pH | -7.75 | 178.75 | 0.90 | 0.3606 | ||||
| [GLY] * H2O2 | -20.29 | 1,826.81 | 9.18 | 0.0097 | -49.71 | 2,240.58 | 13.00 | 0.0019 |
| S/L * pH | -7.61 | 42.40 | 0.21 | 0.6521 | ||||
| S/L * H2O2 | -4.01 | 40.75 | 0.20 | 0.6584 | ||||
| pH * H2O2 | 8.70 | 235.23 | 1.18 | 0.2968 | 8.01 | 407.07 | 2.36 | 0.1408 |
| [GLY] 2 | -17.66 | 1,056.01 | 5.31 | 0.0384 | -42.05 | 2,432.72 | 14.12 | 0.0013 |
| S/L2 | 35.90 | 2,183.67 | 10.97 | 0.0056 | 0.00 | 3,282.95 | 19.05 | 0.0003 |
| pH2 | -7.81 | 104.79 | 0.53 | 0.4810 | ||||
| H2O22 | -8.74 | 322.93 | 1.62 | 0.2251 | ||||
| Model summary | 21,697.64 | 7.79 | 0.0003 | 21,010.85 | 15.24 | < 0.0001 | ||
| Significant | Significant | |||||||
| Residual Lack of Fit | 2,587.76 | - | - | 3,274.55 | - | - | ||
| Not Significant* | Not Significant* | |||||||
| *Based on analysis of the Externally Studentized Residuals vs Normal % Probability graphs. | ||||||||
Table 6.
Fit statistics for the suggested models.
| Model | R2 | Adjusted R2 | Predicted R2 | ANOVA p-value | |
|---|---|---|---|---|---|
| Recovery of Copper | Quadratic model | 0.893 | 0.779 | -0.674 | 0.0003 |
| Reduced Quadratic model | 0.865 | 0.808 | 0.576 | <0.0001 | |
| Recovery of Zinc | Quadratic model | 0.928 | 0.851 | -0.040 | <0.0001 |
| Reduced Quadratic model | 0.909 | 0.878 | 0.811 | <0.0001 | |
| Recovery of Cadmium | Quadratic model | 0.920 | 0.834 | 0.316 | <0.0001 |
| Reduced Quadratic model | 0.902 | 0.860 | 0.800 | <0.0001 | |
| Recovery of Lead | 2FI model | 0.926 | 0.883 | 0.313 | <0.0001 |
| Reduced 2FI model | 0.906 | 0.879 | 0.670 | <0.0001 | |
| Recovery of Tin | Quadratic model | 0.980 | 0.958 | 0.632 | <0.0001 |
| Reduced Quadratic model | 0.967 | 0.958 | 0.831 | <0.0001 | |
| Note: R2 represents the coefficient of determination, adjusted R2 represents the adjusted coefficient of determination, Predicted R2 represents the predicted coefficient of determination, and ANOVA p-value indicates the statistical significance of the model fit. | |||||
Table 7.
The optimal Conditions for the leaching of metals.
| [GLY](M) | S/L (gr/l) | pH | H2O2(%) | Recovery (%) | |
|---|---|---|---|---|---|
| Copper | 0.5 | 10 | 10 | 1 | 99.9 |
| Zinc | 0.5 | 10 | 10 | 1 | 99.5 |
| Cadmium | 1.5 | 5 | 9 | 1 | 99 |
| Lead | 1.5 | 5 | 13 | 1 | 99.8 |
| Tin | 1.5 | 5 | 13 | 1 | 99.7 |
Table 8.
The XRF results of major metal contents of glycine leaching residue (feed material of HCl leaching).
Table 8.
The XRF results of major metal contents of glycine leaching residue (feed material of HCl leaching).
| Cu | Pb | Sn | Se | In | Ga | Te | |
|---|---|---|---|---|---|---|---|
| Metal content (Wt%) | 5 | 1.1 | 3.9 | 23.2 | 10.4 | 9.8 | 25 |
Figure 12 illustrates the recovery of In, Ga, Se, and Te under the following leaching conditions: [HCl]: 4 M, T=25°C, S/L:10 gr/l. As shown in Figure 13, the leaching efficiencies for gallium and indium increased as a function of time. As predicted, the recovery of indium and gallium was 93% and 71%, respectively, and became saturated at 100 min. Selenium and tellurium were recovered at 21.8% and 11.5%, respectively, as shown in Figure 13. However, a significant amount of tellurium and selenium was not dissolved, which could be due to the lack of soluble species of selenium and tellurium in this range of concentration.
3.2.1. Effect of HCl Concentration
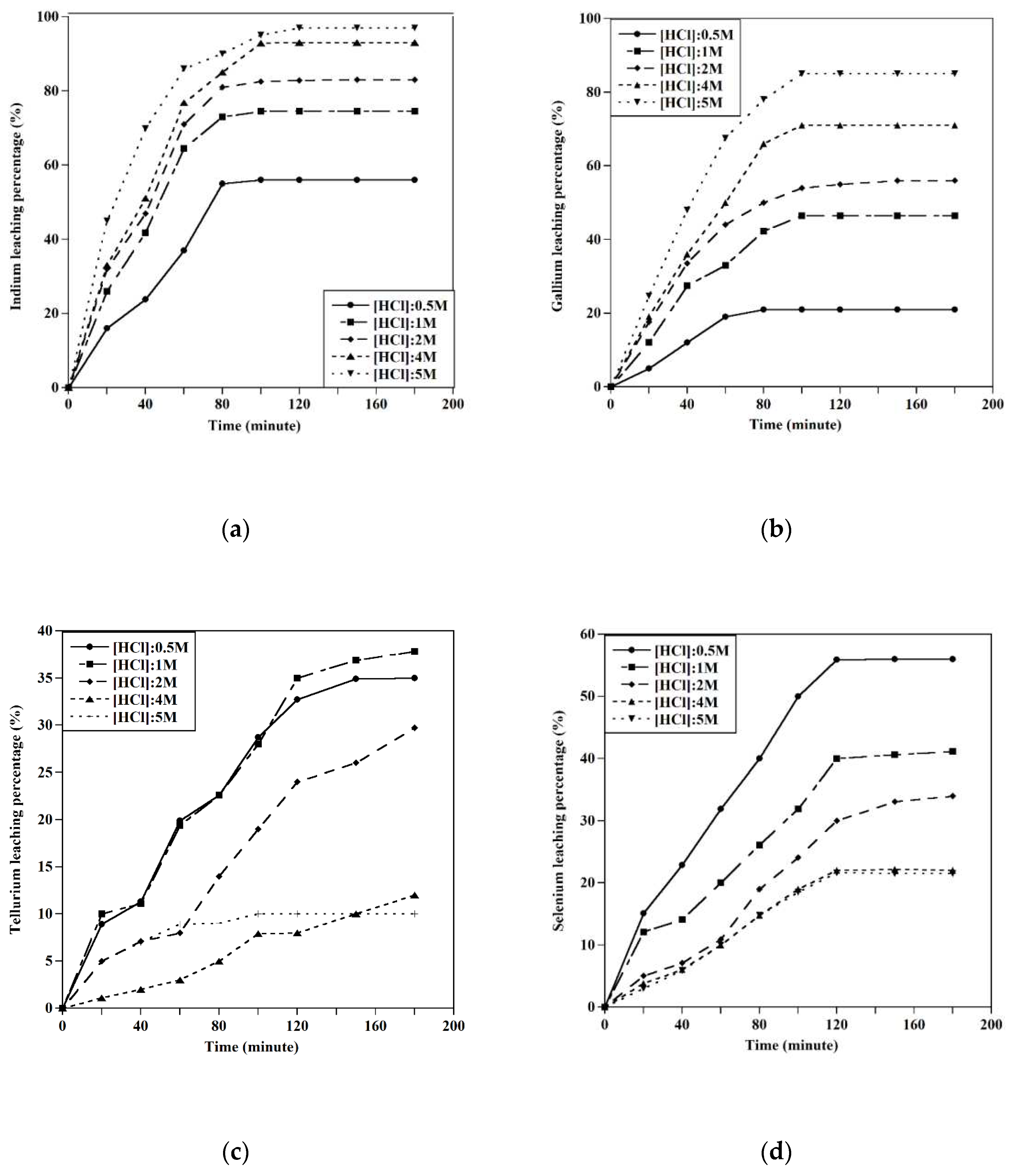
The effect of HCl concentration on the leaching efficiencies of the sample was investigated, with acid concentrations ranging from 0.5 M to 4 M. As shown in Figure 13a,b, the recovery of indium and gallium increased with increasing acid concentration. When the acid concentration increased from 0.5 M to 5 M, the leaching efficiency of indium and gallium increased from 56% to 97% and from 21% to 85%, respectively. However, as shown in Figure 13d, the leaching of selenium decreased with an increase in acid concentration. This issue could be related to the range of stability of Se species. Soluble species, including H2SeO3 and HSe, exist at acidic pH values [105]. However, by decreasing pH values, selenium precipitates as elemental Se. Thus, increasing the acid concentration promotes the precipitation of selenium and decreases its leaching efficiency.
The leaching percentage of selenium increased from 21.8% to 56.7% by reducing the acid concentration from 5 M to 0.5 M. However, acid concentration's effect on tellurium's recovery was more complicated. Te4+ exists in the form of ions such as or TeO(OH)+ in very low pH ranges. As seen in Figure 13c, the highest recovery percentage of tellurium (37.5%) was obtained at an acid concentration of 1 M. This could be due to the narrow region of soluble Te(OH species at low pH values [106], which results in a low leaching rate of tellurium under these conditions.
Figure 13.
The effect of [HCl] concentration on the leaching behavior of metals (T=25 ˚C, S/L:10 gr/l)a) Leaching of indium, b) Leaching of gallium, c) Leaching of tellurium, and d) Leaching of selenium.
Figure 13.
The effect of [HCl] concentration on the leaching behavior of metals (T=25 ˚C, S/L:10 gr/l)a) Leaching of indium, b) Leaching of gallium, c) Leaching of tellurium, and d) Leaching of selenium.
3.2.2. Effect of S/L Ratio
The effect of solid/liquid ratio on indium, gallium, selenium, and tellurium recovery was investigated from 5 to 200 gr/l. The conditions of experiments were kept at the acid concentration of 5 M, and 25 ˚C. As shown in Figure 14, the dissolution of copper will increase when the S/L ratio decreases from 5 gr/l to 200 gr/l. As was predictable, the decreasing trend is seen in the extraction of other metals if the S/L ratio increases.
3.2.3. Effect of Temperature
The effect of temperature on the extraction of metals was studied at the range of 25-60 ˚C. According to the optimal condition for the In, Ga, Se, and Te recovery, two different conditions were considered. As shown in Figure 15a, the HCl concentration was 5M for the high extraction of indium and gallium at the range of temperature 25-45 ˚C. The results indicated the increasing temperature improved the extraction of indium and gallium to about 100%. Considering the second condition at the [HCl] of 0.5 M, the extraction of selenium increased by the increasing of temperature until 60 ˚C. On the contrary, the increasing temperature reduced the extraction of tellurium. This can be caused due to the narrow region of tellurium species at elevated temperatures. This decreasing trend of tellurium extraction by the increase of temperature was seen in the sulfuric acid solution [107]. As shown in Figure 15b, the increasing temperature has a positive influence on the indium and gallium extraction at different acid concentrations. The selenium was recovered to about 100% at a temperature of 60 ˚C, whereas the tellurium extraction at this temperature was achieved at less than 10%.
4. Suggested Flowsheet for Recycling All Types of Solar Panels
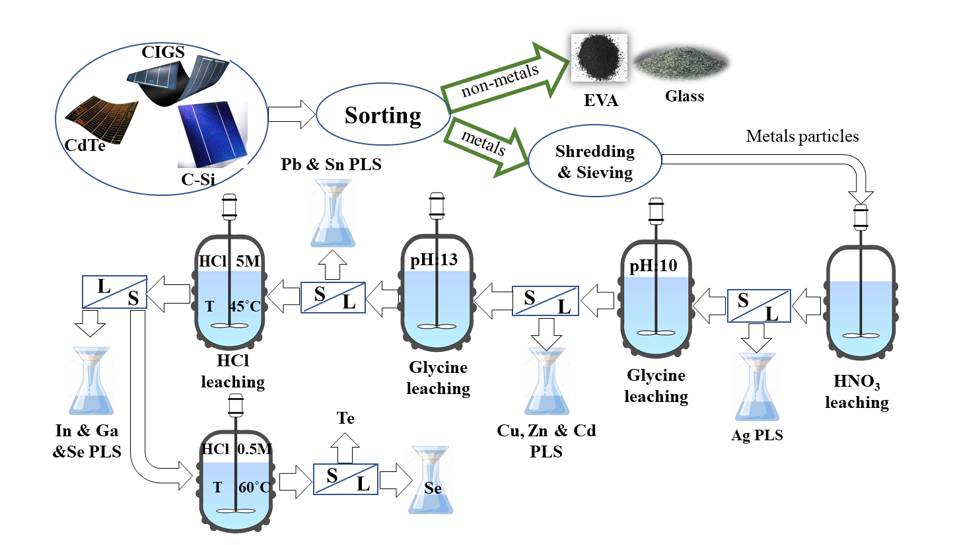
Figure 16 represents an innovative and general flowsheet for the recycling of metals from all types of solar panels. The separation of the metallic and non-metallic parts was confirmed by the physical separation, shredding, and thermal treatment. As discussed, the silver extraction was conducted by diluted nitric acid in the first leaching step. Based on this figure, the glycinate solution was used for the leaching of copper, zinc, and cadmium in one step, and other metals such as lead, tin, and the residue of cadmium were dissolved by a 1.5 M glycine solution in the second step. The raffinate which includes zinc, cadmium, and copper, will be processed in our research by solvent extraction method. Additionally, the extraction of other metals such as lead, tin, and cadmium reached their optimized condition by changing the factors. The recovery of indium, gallium, tellurium, and selenium was examined under different conditions, and HCl was used as a leaching agent for the dissolution of indium and gallium. The interesting point was that the separation of tellurium and selenium was conducted by 0.5 HCl at a temperature of 60 ˚C and a time of 120 min. Also, the indium and gallium were recovered about 100% by 5 HCl at a temperature of 45 ˚C.
5. Conclusions
Life cycle assessment is used to evaluate the environmental effects of solar panel technology. To ensure the effectiveness of solar PV technology, it is necessary to consider all environmental consequences of the significant growth of solar PV production. Comprehensive methods should be developed to recycle spent solar panels after their end of life to protect the environment and achieve economic added value. Advanced research has been initiated to recover metals from various types of solar panels, and this paper focuses on the leaching of base metals, which is the initial step of future research in this field.
This study presents an innovative approach for extracting metals (Cu, Ag, Cd, Te, Se, In, Ga, Sn, Pb, Zn) from all kinds of solar panels. The base metals extraction was a prerequisite for recovering precious metals from end-of-life solar panels. The initial step after preparation was the dissolution of silver using a 0.5 M HNO3 solution. The leaching behavior of copper and other metals in an alkaline glycine solution was then studied under various conditions. The optimal conditions for the selective extraction of copper and zinc were found to be a glycine concentration of 0.5M, an S/L ratio of 10 gr/l, and an initial pH value of 10. To achieve the highest extraction of other metals (Cd, Sn, Pb), the leaching procedure was performed at different initial pHs, and the optimized conditions for the extraction of Cu, Pb, Cd, Zn, and Sn were studied.
In the final step, the dissolution of indium, gallium, selenium, and tellurium was studied using HCl acid under different conditions. The indium and gallium were recovered at experimental conditions of [HCl]: 5M, T=45°C, and S/L: 10gr/l, achieving recoveries of about 100. By decreasing the acid concentration to 0.5M, the extraction of selenium was conducted at about 100% at a temperature of 60 ˚C, and completely, the separation of tellurium and selenium happened.
This study demonstrates an innovative approach for extracting metals from all types of solar panels. A comprehensive method for recycling spent solar panels must be developed to ensure the effectiveness of solar PV technology and reduce its environmental impact. The research on recovering metals from different types of solar panels is ongoing, and this paper presents the leaching step of metals, paving the way for future research in this field. Our hope is by conducting kinetic studies, the time of experiments can be optimized. Also, by controlling pH and temperature during the glycine leaching process, we can improve the efficiency of the leaching process. The solvent extraction method can separate copper, Zinc, and cadmium from the glycine solution and indium and gallium from the final solution.
Author Contributions
M.K., investigation, methodology, chemical, formal analysis and data curation, funding acquisition, writing the original draft, E.K.A., supervision, conceptualization, methodology, data curation, review and editing;.
Funding
This research received no external funding.
Data Availability Statement
Restrictions apply to the availability of these data. Data were obtained from Amirkabir University of Technology and are available from Eskandar Keshavarz Alamdari with the permission of Amirkabir University of technology.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chowdhury, M.S., et al., An overview of solar photovoltaic panels’ end-of-life material recycling. Energy Strategy Reviews, 2020. 27: p. 100431.
- Briese, E., et al., Ecological network analysis of solar photovoltaic power generation systems. Journal of cleaner production, 2019. 223: p. 368-378. [CrossRef]
- Hosseinpour, A. and L. Tafaghodi Khajavi, Slag refining of silicon and silicon alloys: a review. Mineral Processing and Extractive Metallurgy Review, 2018. 39(5): p. 308-318. [CrossRef]
- Nguyen, T.H. and M.S. Lee, A review on germanium resources and its extraction by hydrometallurgical method. Mineral Processing and Extractive Metallurgy Review, 2021. 42(6): p. 406-426. [CrossRef]
- Irena, I.-p., End-of-life management: Solar photovoltaic panels. International Renewable Energy Agency and International Energy Agency Photovoltaic Power Systems, 2016.
- Fiandra, V., et al., End-of-life of silicon PV panels: A sustainable materials recovery process. Waste management, 2019. 84: p. 91-101. [CrossRef]
- Yi, Y.K., et al., Recovering valuable metals from recycled photovoltaic modules. Journal of the Air & Waste Management Association, 2014. 64(7): p. 797-807. [CrossRef]
- Xu, Y., et al., Global status of recycling waste solar panels: A review. Waste management, 2018. 75: p. 450-458. [CrossRef]
- Cucchiella, F. and P. Rosa, End-of-Life of used photovoltaic modules: A financial analysis. Renewable and Sustainable Energy Reviews, 2015. 47: p. 552-561. [CrossRef]
- Monier, V. and M. Hestin, Study on photovoltaic panels supplementing the impact assessment for a recast of the WEEE directive. Final report, 2011. 6.
- Evans, A., V. Strezov, and T.J. Evans, Assessment of sustainability indicators for renewable energy technologies. Renewable and sustainable energy reviews, 2009. 13(5): p. 1082-1088. [CrossRef]
- Bhat, I. and R. Prakash, LCA of renewable energy for electricity generation systems—a review. Renewable and sustainable energy reviews, 2009. 13(5): p. 1067-1073. [CrossRef]
- de Wild-Scholten, M. Energierücklaufzeiten für PV-module und systeme energy payback times of PV modules and systems. in Workshop Photovoltaik-Modultechnik. 2009.
- Nain, P. and A. Kumar, Understanding manufacturers’ and consumers’ perspectives towards end-of-life solar photovoltaic waste management and recycling. Environment, Development and Sustainability, 2023. 25(3): p. 2264-2284. [CrossRef]
- Bakhiyi, B., F. Labrèche, and J. Zayed, The photovoltaic industry on the path to a sustainable future—Environmental and occupational health issues. Environment International, 2014. 73: p. 224-234.
- Płaczek-Popko, E., Top PV market solar cells 2016. Opto-Electronics Review, 2017. 25(2): p. 55-64. [CrossRef]
- Duda, J., et al., Development of roadmap for photovoltaic solar technologies and market in Poland. Energies, 2022. 15(1): p. 174. [CrossRef]
- Li, X., et al., Back EVA recycling from c-Si photovoltaic module without damaging solar cell via laser irradiation followed by mechanical peeling. Waste Management, 2022. 137: p. 312-318. [CrossRef]
- Vargas, C. and M. Chesney, End of life decommissioning and recycling of solar panels in the United States. A real options analysis. Journal of Sustainable Finance & Investment, 2021. 11(1): p. 82-102. [CrossRef]
- Khawaja, M.K., M. Ghaith, and A. Alkhalidi, Public-private partnership versus extended producer responsibility for end-of-life of photovoltaic modules management policy. Solar Energy, 2021. 222: p. 193-201. [CrossRef]
- Palaniappan, S.K., et al., Recycling of Solar Panels. Materials for Solar Energy Conversion: Materials, Methods and Applications, 2021: p. 47-86.
- Pagnanelli, F., et al., Photovoltaic panel recycling: from type-selective processes to flexible apparatus for simultaneous treatment of different types. Mineral Processing and Extractive Metallurgy, 2016. 125(4): p. 221-227. [CrossRef]
- Ganesan, K. and C. Valderrama, Anticipatory life cycle analysis framework for sustainable management of end-of-life crystalline silicon photovoltaic panels. Energy, 2022. 245: p. 123207.
- Latunussa, C.E., et al., Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Solar energy materials and solar cells, 2016. 156: p. 101-111. [CrossRef]
- Klugmann-Radziemska, E., Current trends in recycling of photovoltaic solar cells and modules waste/Recykling zużytych ogniw i modułów fotowoltaicznych-stan obecny. Chemistry-Didactics-Ecology-Metrology, 2012. 17(1-2): p. 89-95.
- Dias, P., et al., Recycling WEEE: Polymer characterization and pyrolysis study for waste of crystalline silicon photovoltaic modules. Waste Management, 2017. 60: p. 716-722. [CrossRef]
- Dias, P., et al., Recycling WEEE: Extraction and concentration of silver from waste crystalline silicon photovoltaic modules. Waste Management, 2016. 57: p. 220-225. [CrossRef]
- Savvilotidou, V., A. Antoniou, and E. Gidarakos, Toxicity assessment and feasible recycling process for amorphous silicon and CIS waste photovoltaic panels. Waste management, 2017. 59: p. 394-402. [CrossRef]
- Dias, P., et al., Recycling waste crystalline silicon photovoltaic modules by electrostatic separation. Journal of Sustainable Metallurgy, 2018. 4: p. 176-186. [CrossRef]
- Fthenakis, V.M. and W. Wang, Extraction and separation of Cd and Te from cadmium telluride photovoltaic manufacturing scrap. Progress in Photovoltaics: Research and Applications, 2006. 14(4): p. 363-371. [CrossRef]
- Nekouaslazadeh, A., Recycling Waste Solar Panels (c-Si & CdTe) in Sweden. 2021.
- Kuczyńska-Łażewska, A., E. Klugmann-Radziemska, and A. Witkowska, Recovery of Valuable Materials and Methods for Their Management When Recycling Thin-Film CdTe Photovoltaic Modules. Materials, 2021. 14(24): p. 7836. [CrossRef]
- Theocharis, M., et al., Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Materials Proceedings, 2021. 5(1): p. 51. [CrossRef]
- Gu, S., et al., Promising approach for recycling of spent CIGS targets by combining electrochemical techniques with dehydration and distillation. ACS Sustainable Chemistry & Engineering, 2018. 6(5): p. 6950-6956. [CrossRef]
- Tao, M., et al., Major challenges and opportunities in silicon solar module recycling. Progress in Photovoltaics: Research and Applications, 2020. 28(10): p. 1077-1088. [CrossRef]
- Lee, C.-H., et al., RECOVERY OF SILICON, COPPER AND ALUMINUM FROM SCRAP SILICON WAFERS BY LEACHING AND PRECIPITATION. Environmental Engineering & Management Journal (EEMJ), 2018. 17(3). [CrossRef]
- Ardente, F., C.E. Latunussa, and G.A. Blengini, Resource efficient recovery of critical and precious metals from waste silicon PV panel recycling. Waste Management, 2019. 91: p. 156-167. [CrossRef]
- Berger, W., et al., A novel approach for the recycling of thin film photovoltaic modules. Resources, Conservation and Recycling, 2010. 54(10): p. 711-718. [CrossRef]
- Mezei, A., et al., Hydrometallurgical recycling of the semiconductor material from photovoltaic materials-Part one: Leaching. Hydrometallurgy, 2008: p. 209.
- Hosseinipour, S., E.K. Alamdari, and N. Sadeghi, Avrami Model for the Description of Nucleation and Growth of Tellurium During Cementation by Copper in the Sulfate Media. Metallurgical and Materials Transactions B, 2023: p. 1-10. [CrossRef]
- Sasala, R.A., J. Bohland, and K. Smigielski. Physical and chemical pathways for economic recycling of cadmium telluride thin-film photovoltaic modules. in Conference Record of the Twenty Fifth IEEE Photovoltaic Specialists Conference-1996. 1996. IEEE. [CrossRef]
- Wang, W. and V. Fthenakis, Kinetics study on separation of cadmium from tellurium in acidic solution media using ion-exchange resins. Journal of hazardous materials, 2005. 125(1-3): p. 80-88. [CrossRef]
- Zhang, T., et al., Removal of CdTe in acidic media by magnetic ion-exchange resin: A potential recycling methodology for cadmium telluride photovoltaic waste. Journal of hazardous materials, 2014. 279: p. 597-604. [CrossRef]
- Simon, F.-G., O. Holm, and W. Berger, Resource recovery from urban stock, the example of cadmium and tellurium from thin film module recycling. Waste management, 2013. 33(4): p. 942-947. [CrossRef]
- Amato, A. and F. Beolchini, End-of-life CIGS photovoltaic panel: A source of secondary indium and gallium. Progress in Photovoltaics: Research and Applications, 2019. 27(3): p. 229-236. [CrossRef]
- Zimmermann, Y.-S., et al., Recycling of indium from CIGS photovoltaic cells: Potential of combining acid-resistant nanofiltration with liquid–liquid extraction. Environmental science & technology, 2014. 48(22): p. 13412-13418. [CrossRef]
- Kushiya, K., M. Ohshita, and M. Tanaka. Development of recycling and reuse technologies for large-area Cu (InGa) Se/sub 2/-based thin-film modules. in 3rd World Conference onPhotovoltaic Energy Conversion, 2003. Proceedings of. 2003. IEEE.
- Palitzsch, W. and U. Loser, Systematic photovoltaic waste recycling. Green, 2013. 3(1): p. 79-82. [CrossRef]
- Menezes, S., Electrochemical solutions to some thin-film PV manufacturing issues. Thin Solid Films, 2000. 361: p. 278-282. [CrossRef]
- Drinkard Jr, W.F., M.O. Long, and R.E. Goozner, Recycling of CIS photovoltaic waste. 1998, Google Patents.
- Li, X., et al., Efficient separation and purification of indium and gallium in spent Copper indium gallium diselenide (CIGS). Journal of Cleaner Production, 2022. 339: p. 130658. [CrossRef]
- Hu, D., et al., Innovative and sustainable separation and recovery of valuable metals in spent CIGS materials. Journal of Cleaner Production, 2022. 350: p. 131426. [CrossRef]
- Nguyen, T.H. and M.S. Lee, A review on separation of gallium and indium from leach liquors by solvent extraction and ion exchange. Mineral Processing and Extractive Metallurgy Review, 2018. [CrossRef]
- Kawatra, S.K., Waste Characterization and Treatment. Mining, Metallurgy & Exploration, 1998. 15(4): p. 65-65. [CrossRef]
- Yang, H., J. Liu, and J. Yang, Leaching copper from shredded particles of waste printed circuit boards. Journal of hazardous materials, 2011. 187(1-3): p. 393-400. [CrossRef]
- Silvas, F.P., et al., Printed circuit board recycling: physical processing and copper extraction by selective leaching. Waste management, 2015. 46: p. 503-510. [CrossRef]
- Jha, M.K., et al., Pressure leaching of metals from waste printed circuit boards using sulfuric acid. Jom, 2011. 63: p. 29-32. [CrossRef]
- Ríos, G., et al., Leaching of copper from a flash furnace dust using sulfuric acid. Mineral Processing and Extractive Metallurgy Review, 2022. 43(4): p. 411-421. [CrossRef]
- Lawson, F., C.-Y. Cheng, and L.S.Y. Lee, Leaching of copper sulphides and copper mattes in oxygenated chloride/sulphate leachants. Mineral Procesing and Extractive Metallurgy Review, 1992. 8(1-4): p. 183-203. [CrossRef]
- Kavousi, M., et al., Selective separation of copper over solder alloy from waste printed circuit boards leach solution. Waste Management, 2017. 60: p. 636-642. [CrossRef]
- Agrawal, A., et al., Exploitation of copper bleed stream for the extraction and recovery of copper and nickel by bis (2, 4, 4-trimethylpentyl) phosphinic acid. Mineral Processing and Extractive Metallurgy Review, 2012. 33(5): p. 339-351.
- Kumari, S., et al., Synthesis of copper metal/salts from copper bleed solution of a copper plant. Mineral Processing and Extractive Metallurgy Review, 2006. 27(2): p. 159-175. [CrossRef]
- Sahu, S., et al., Recovery of copper, nickel and cobalt from the leach liquor of a sulphide concentrate by solvent extraction. Minerals engineering, 2004. 17(7-8): p. 949-951. [CrossRef]
- Agrawal, A., et al. Seperation & Recovery of Copper & Nickel from Copper Bleed Stream by Solvent Extraction Route. in International Symposium on Solvent Extraction. 2002. RRL Bhubaneswar.
- Kokes, H., M. Morcali, and E. Acma, Dissolution of copper and iron from malachite ore and precipitation of copper sulfate pentahydrate by chemical process. Engineering Science and Technology, an International Journal, 2014. 17(1): p. 39-44. [CrossRef]
- Deng, Z., E. Oraby, and J. Eksteen, Sulfide precipitation of copper from alkaline glycine-cyanide solutions: Precipitate characterisation. Minerals Engineering, 2020. 145: p. 106102. [CrossRef]
- Nassef, E. and Y.A. El-Taweel, Removal of copper from wastewater by cementation from simulated leach liquors. Journal of Chemical Engineering & Process Technology, 2015. 6(1): p. 1.
- Oghabi, H., D.F. Haghshenas, and S. Firoozi, Selective separation of Cd from spent Ni-Cd battery using glycine as an eco-friendly leachant and its recovery as CdS nanoparticles. Separation and Purification Technology, 2020. 242: p. 116832. [CrossRef]
- Khodaei, H., D.F. Haghshenas, and S. Firoozi, Selective leaching of zinc from carbonate source using glycine as an ecofriendly lixiviant. Minerals Engineering, 2022. 185: p. 107680. [CrossRef]
- Shin, D., J. Ahn, and J. Lee, Kinetic study of copper leaching from chalcopyrite concentrate in alkaline glycine solution. Hydrometallurgy, 2019. 183: p. 71-78. [CrossRef]
- Eksteen, J., E. Oraby, and B. Tanda, A conceptual process for copper extraction from chalcopyrite in alkaline glycinate solutions. Minerals Engineering, 2017. 108: p. 53-66. [CrossRef]
- Fiandra, V., et al., Silicon photovoltaic modules at end-of-life: Removal of polymeric layers and separation of materials. Waste Management, 2019. 87: p. 97-107. [CrossRef]
- Gasnot, L., V. Decottignies, and J. Pauwels, Kinetics modelling of ethyl acetate oxidation in flame conditions. Fuel, 2005. 84(5): p. 505-518. [CrossRef]
- de Oliveira, L.S.S., et al., Silver recovery from end-of-life photovoltaic panels. Detritus, 2020. 10: p. 62-74.
- Rajahalme, J., S. Perämäki, and A. Väisänen, Separation of palladium and silver from E-waste leachate: effect of nitric acid concentration on adsorption to Thiol scavenger. Chemical Engineering Journal Advances, 2022. 10: p. 100280. [CrossRef]
- Bas, A.D., H. Deveci, and E.Y. Yazici, Treatment of manufacturing scrap TV boards by nitric acid leaching. Separation and Purification Technology, 2014. 130: p. 151-159. [CrossRef]
- Aksu, S. and F.M. Doyle, Electrochemistry of copper in aqueous glycine solutions. Journal of the Electrochemical Society, 2001. 148(1): p. B51. [CrossRef]
- Smith, R.M. and A.E. Martell, Critical stability constants: second supplement. Vol. 6. 1989: Springer.
- Casale, A., et al., Thermodynamic parameters for the formation of glycine complexes with magnesium (II), calcium (II), lead (II), manganese (II), cobalt (II), nickel (II), zinc (II) and cadmium (II) at different temperatures and ionic strengths, with particular reference to natural fluid conditions. Thermochimica acta, 1995. 255: p. 109-141.
- Horsch, W.G., POTENTIALS OF THE ZINC AND CADMIUM ELECTRODES. Journal of the American Chemical Society, 1919. 41(11): p. 1787-1800. [CrossRef]
- Shen, Y.-S., Y. Ku, and M.-H. Wu, The cementation of cadmium ion in aqueous solution by a zinc column test. Separation science and technology, 2003. 38(14): p. 3513-3534. [CrossRef]
- Ku, Y., M.-H. Wu, and Y.-S. Shen, A study on the cadmium removal from aqueous solutions by zinc cementation. Separation Science and Technology, 2002. 37(3): p. 571-590. [CrossRef]
- Oraby, E. and J. Eksteen, Gold leaching in cyanide-starved copper solutions in the presence of glycine. Hydrometallurgy, 2015. 156: p. 81-88. [CrossRef]
- O'Connor, G., et al., Electrochemical behaviour of copper in alkaline glycine solutions. Hydrometallurgy, 2018. 181: p. 221-229. [CrossRef]
- Halpern, J., H. Milants, and D. Wiles, Kinetics of the Dissolution of Copper in Oxygen-Containing Solutions of Various Chelating Agents. Journal of the Electrochemical Society, 1959. 106(8): p. 647. [CrossRef]
- Oraby, E. and J. Eksteen, The selective leaching of copper from a gold–copper concentrate in glycine solutions. Hydrometallurgy, 2014. 150: p. 14-19. [CrossRef]
- Tanda, B., J. Eksteen, and E. Oraby, An investigation into the leaching behaviour of copper oxide minerals in aqueous alkaline glycine solutions. Hydrometallurgy, 2017. 167: p. 153-162. [CrossRef]
- Barton, I.F. and J.B. Hiskey, Chalcopyrite leaching in novel lixiviants. Hydrometallurgy, 2022. 207: p. 105775. [CrossRef]
- Hao, J., et al., Optimizing the leaching parameters and studying the kinetics of copper recovery from waste printed circuit boards. ACS omega, 2022. 7(4): p. 3689-3699. [CrossRef]
- Han, Y., et al., Copper extraction from waste printed circuit boards by glycine. Separation and Purification Technology, 2020. 253: p. 117463. [CrossRef]
- Li, H., E. Oraby, and J. Eksteen, Extraction of copper and the co-leaching behaviour of other metals from waste printed circuit boards using alkaline glycine solutions. Resources, Conservation and Recycling, 2020. 154: p. 104624. [CrossRef]
- Huang, Y., et al., A novel method for the separation of zinc and cobalt from hazardous zinc–cobalt slag via an alkaline glycine solution. Separation and Purification Technology, 2021. 273: p. 119009. [CrossRef]
- Prasetyo, E., et al., Monosodium glutamate as selective lixiviant for alkaline leaching of zinc and copper from electric arc furnace dust. Metals, 2020. 10(5): p. 644. [CrossRef]
- Sato, N., H. Daimon, and K. Fujie, Decomposition of glycine in high temperature and high pressure water. Kagaku Kogaku Ronbunshu, 2002. 28(1): p. 113-117. [CrossRef]
- Li, J., et al., “Control-Alt-Delete”: rebooting solutions for the e-waste problem. Environmental science & technology, 2015. 49(12): p. 7095-7108.
- Nogueira, R.F.P., M.C. Oliveira, and W.C. Paterlini, Simple and fast spectrophotometric determination of H2O2 in photo-Fenton reactions using metavanadate. Talanta, 2005. 66(1): p. 86-91. [CrossRef]
- Chernyaev, A., et al., The interference of copper, iron and aluminum with hydrogen peroxide and its effects on reductive leaching of LiNi1/3Mn1/3Co1/3O2. Separation and Purification Technology, 2022. 281: p. 119903.
- Oraby, E. and J. Eksteen, The leaching of gold, silver and their alloys in alkaline glycine–peroxide solutions and their adsorption on carbon. Hydrometallurgy, 2015. 152: p. 199-203.
- Paszkowicz, W., et al., Thermal expansion of CuInSe 2 in the 11–1,073 K range: an X-ray diffraction study. Applied Physics A, 2014. 116: p. 767-780.
- Hariskos, D., et al., Investigations on the mechanism of the oxidation of Cu (In, Ga) Se2, in Ternary and Multinary Compounds. 2020, CRC Press. p. 707-710.
- Balitskii, O., et al., Peculiarities of (InxGa1− x) 2Se3 single crystal oxidation. Materials Letters, 2001. 51(1): p. 27-31. [CrossRef]
- Ho, T.-L., Fiesers' Reagents for Organic Synthesis, Volume 28. 2016: John Wiley & Sons.
- Swain, B., et al., Recycling of metal-organic chemical vapor deposition waste of GaN based power device and LED industry by acidic leaching: Process optimization and kinetics study. Journal of Power Sources, 2015. 281: p. 265-271. [CrossRef]
- Chen, W.-S., Y.-F. Chung, and K.-W. Tien, Recovery of Gallium and Indium from Waste Light Emitting Diodes. Resources Recycling, 2020. 29(1): p. 81-88. [CrossRef]
- Rao, S., et al., Pressure leaching of selenium and tellurium from scrap copper anode slimes in sulfuric acid-oxygen media. Journal of Cleaner Production, 2021. 278: p. 123989. [CrossRef]
- McPhail, D., Thermodynamic properties of aqueous tellurium species between 25 and 350. Geochimica et Cosmochimica Acta, 1995. 59(5): p. 851-866.
- Hosseinipour, S., E. Keshavarz Alamdari, and N. Sadeghi, Selenium and Tellurium Separation: Copper Cementation Evaluation Using Response Surface Methodology. Metals, 2022. 12(11): p. 1851. [CrossRef]
Figure 1.
Schematic diagram of the lab-scale autoclave reactor 1-Electric heater, 2-Pressure sensor, 3- Stirrer, 4- Temperature sensor, 5- Condenser.
Figure 1.
Schematic diagram of the lab-scale autoclave reactor 1-Electric heater, 2-Pressure sensor, 3- Stirrer, 4- Temperature sensor, 5- Condenser.
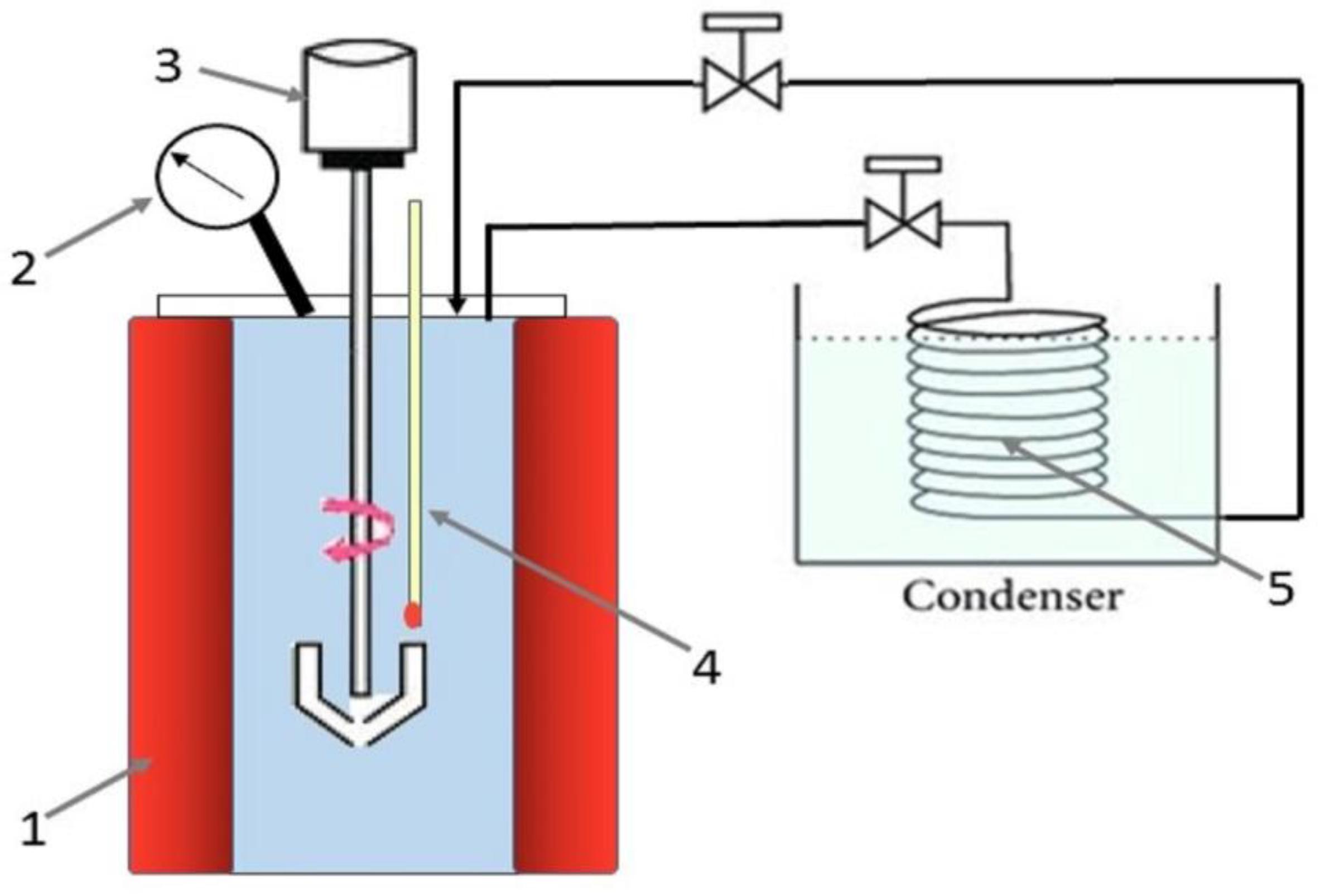
Figure 2.
The leaching behavior glycine concentration=0.5 M, particle size≤1 mm, T=25°C, S/L = 20gr/l.
Figure 2.
The leaching behavior glycine concentration=0.5 M, particle size≤1 mm, T=25°C, S/L = 20gr/l.
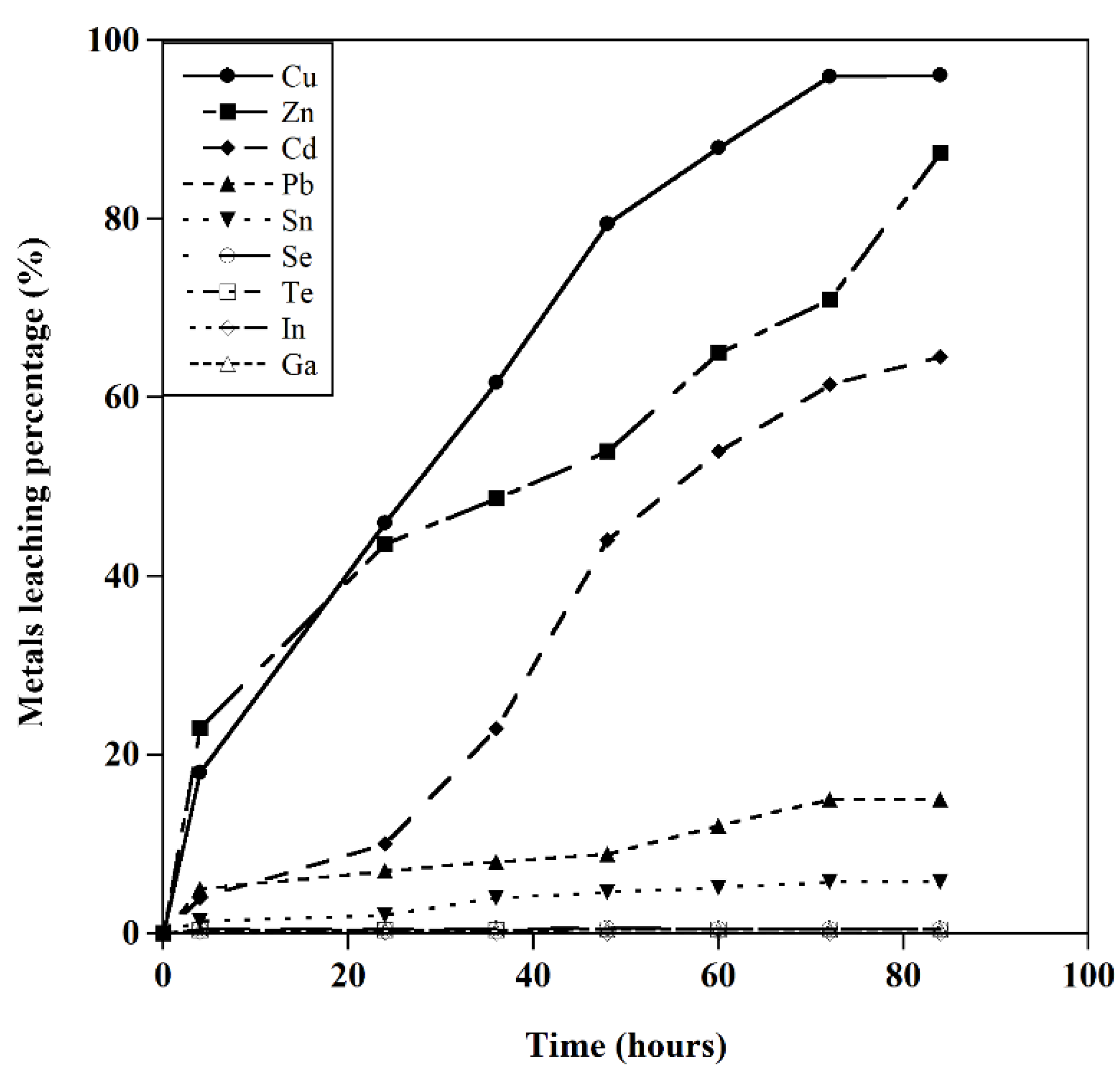
Figure 3.
a) Potential/pH diagram for the Cu-water-glycine system at 25 ˚C and 1 atm[77]. b) Effect of initial pH on the extraction of Cu glycine concentration=0.5 M, S/L: 20 gr/l, particle size=1mm, T=25 ˚C.
Figure 3.
a) Potential/pH diagram for the Cu-water-glycine system at 25 ˚C and 1 atm[77]. b) Effect of initial pH on the extraction of Cu glycine concentration=0.5 M, S/L: 20 gr/l, particle size=1mm, T=25 ˚C.
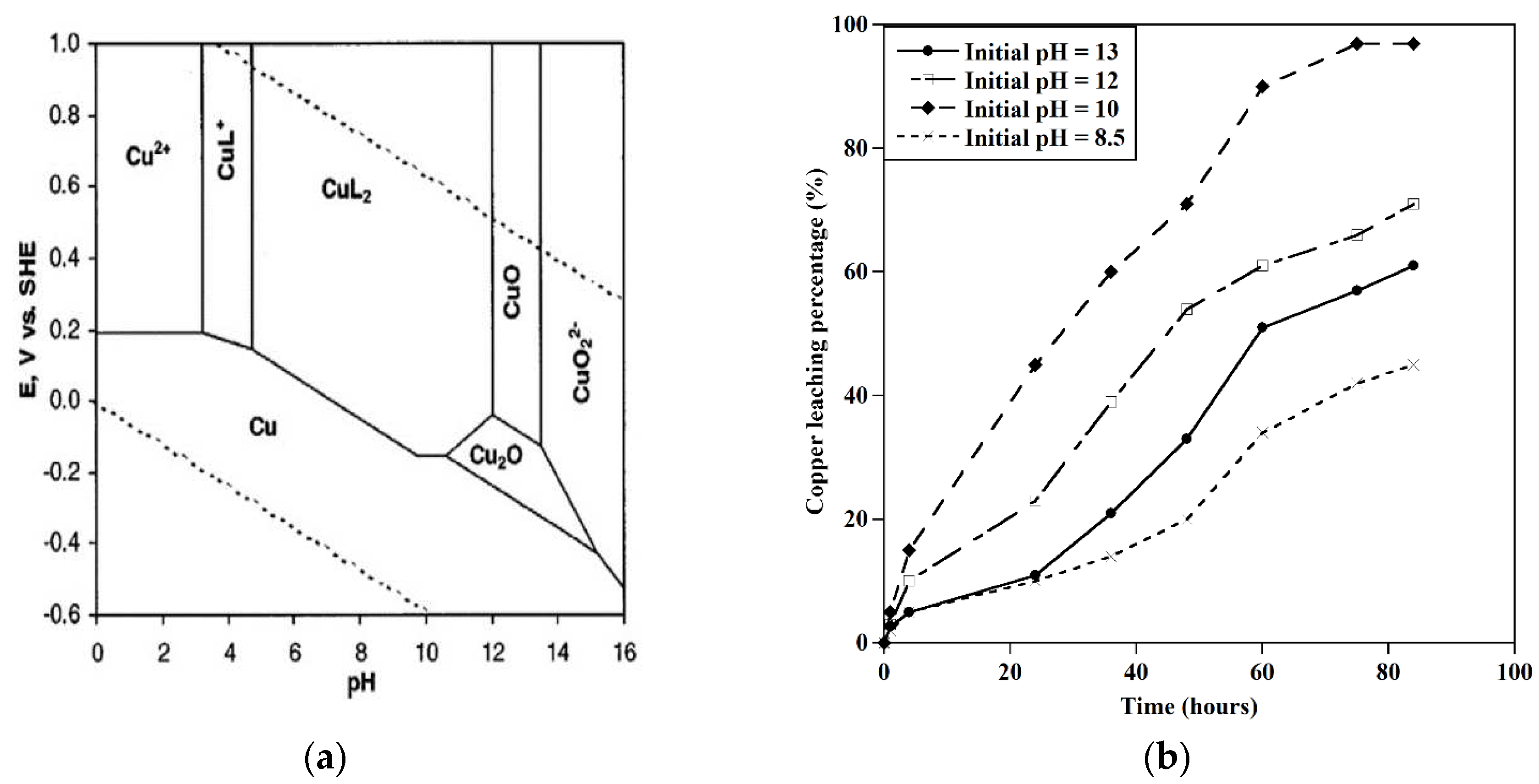
Figure 4.
-a) The leaching behavior of metals (Glycine concentration=0.5M, T=25 ˚C, S/L: 20 gr/l, initial pH= 10, particle size=1mm), b) Effect of pH on the leaching behavior of metals (Glycine concentration=0.5M, T=25 ˚C, S/L: 20 gr/l, particle size=1mm).
Figure 4.
-a) The leaching behavior of metals (Glycine concentration=0.5M, T=25 ˚C, S/L: 20 gr/l, initial pH= 10, particle size=1mm), b) Effect of pH on the leaching behavior of metals (Glycine concentration=0.5M, T=25 ˚C, S/L: 20 gr/l, particle size=1mm).
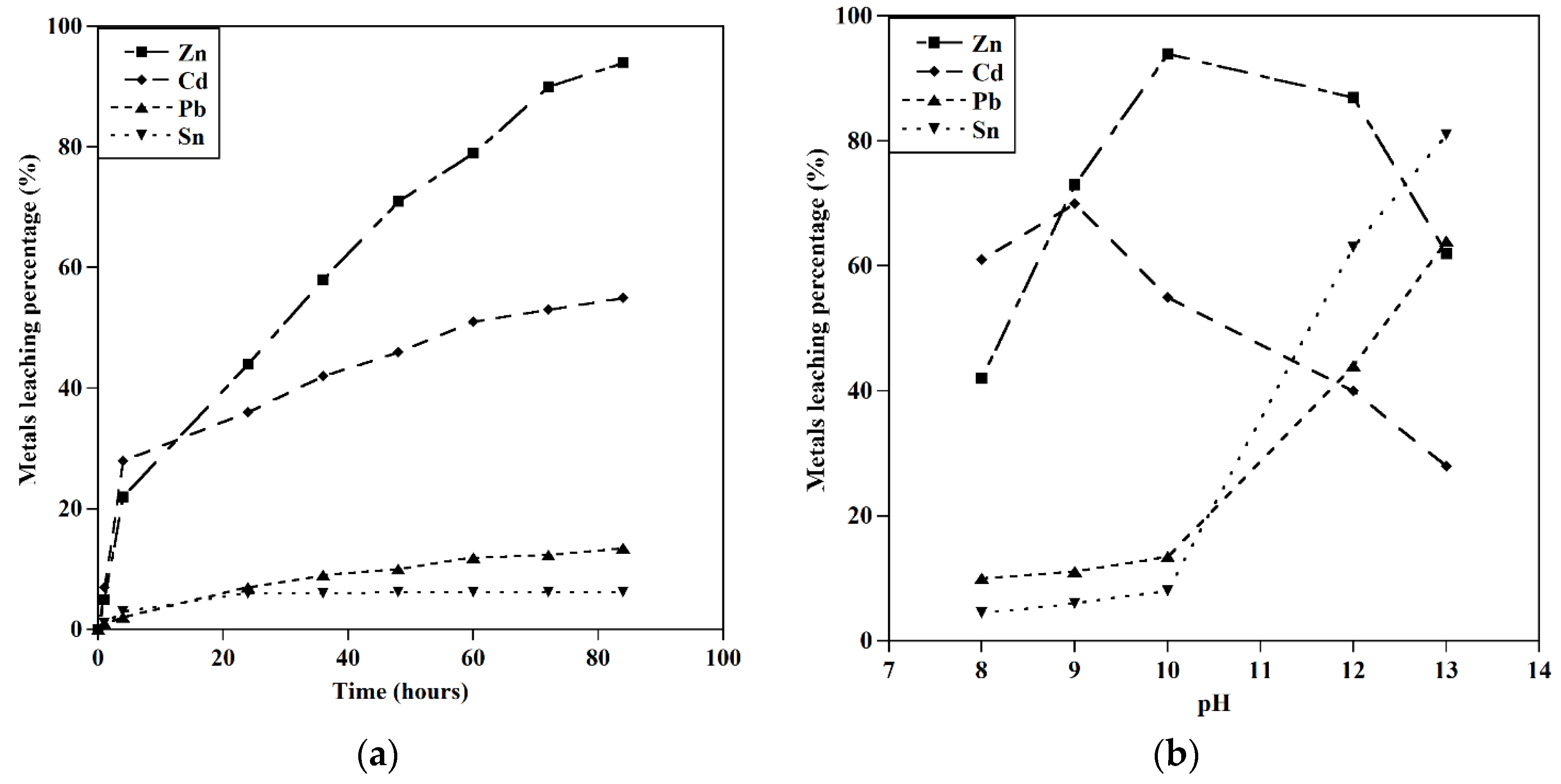
Figure 5.
The effect of [GLY] concentration on the leaching behavior of metals (T=25 ˚C, S/L: 20gr/l, initial pH=10).
Figure 5.
The effect of [GLY] concentration on the leaching behavior of metals (T=25 ˚C, S/L: 20gr/l, initial pH=10).
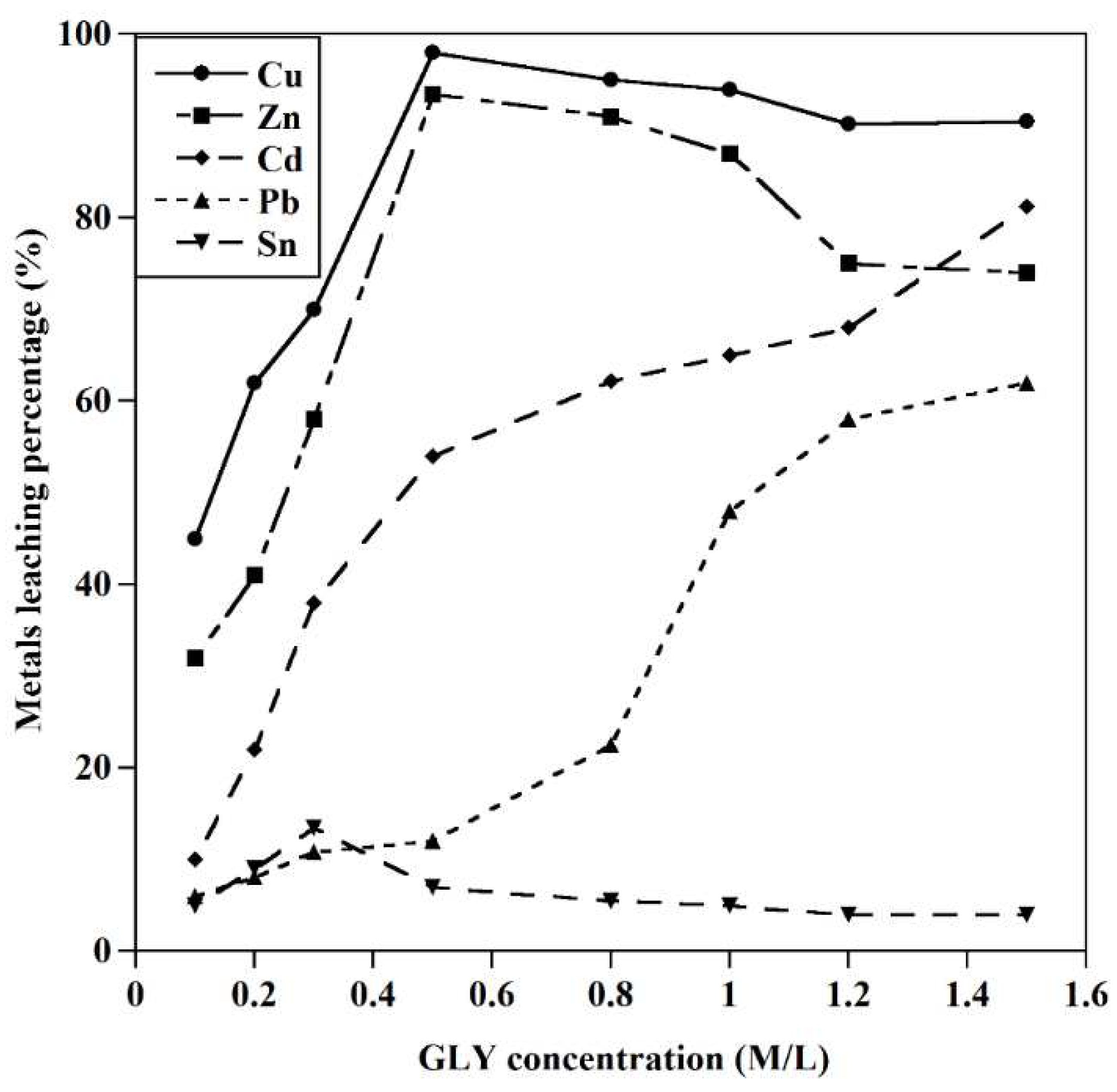
Figure 6.
The effect of S/L on the leaching behavior of metals (T=25 ˚C, [GLY]:0.5M, initial pH=10).
Figure 6.
The effect of S/L on the leaching behavior of metals (T=25 ˚C, [GLY]:0.5M, initial pH=10).
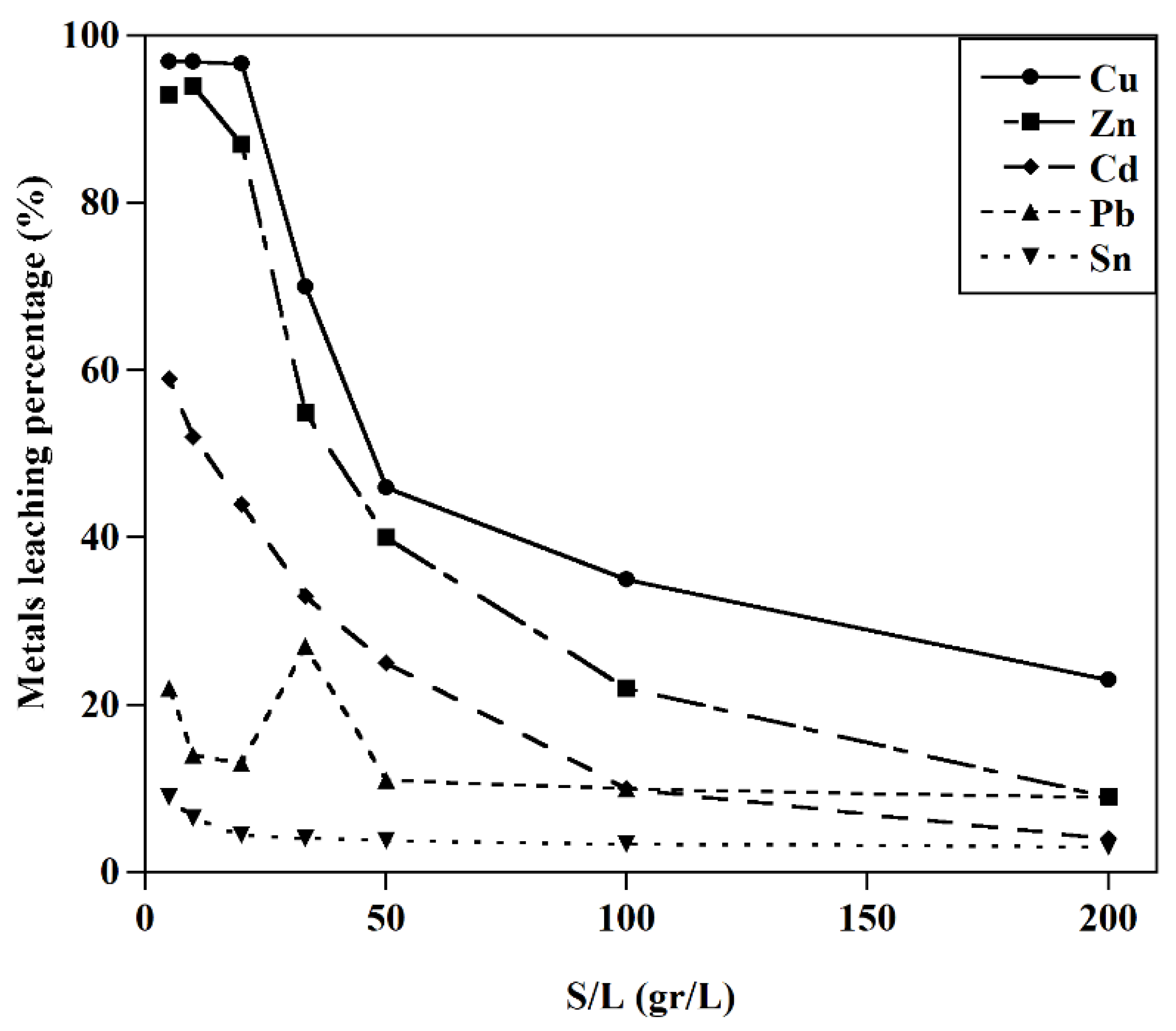
Figure 7.
Effect of temperature on the extraction of metals for 72 h ([GLY]=0.5 M, S/L:20 gr/l, initial pH=10).
Figure 7.
Effect of temperature on the extraction of metals for 72 h ([GLY]=0.5 M, S/L:20 gr/l, initial pH=10).
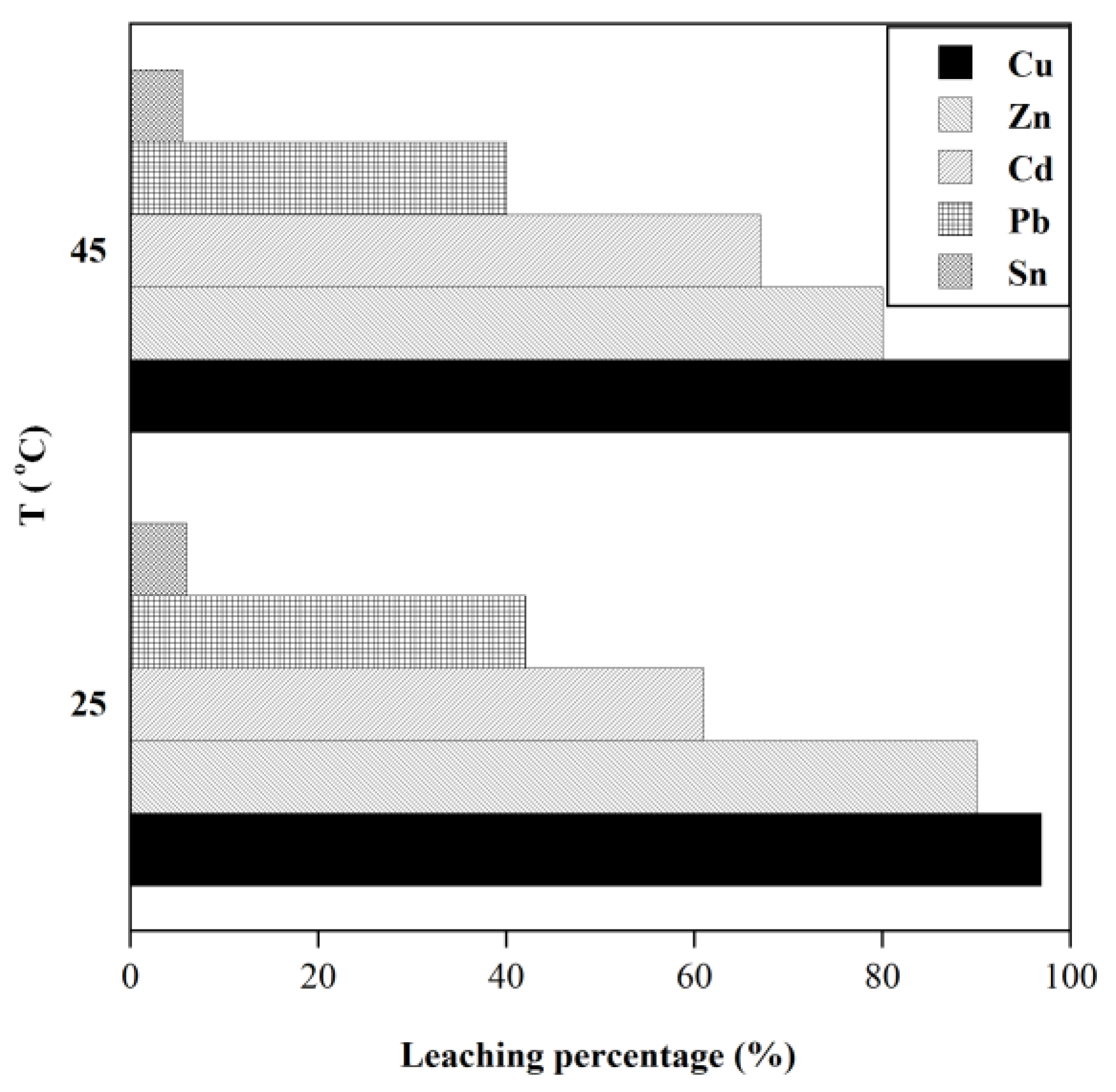
Figure 8.
The effect of H2O2 on the leaching of copper (T=25 ˚C, [GLY]=0.5M, S/L: 5 gr/l, initial pH=10).
Figure 8.
The effect of H2O2 on the leaching of copper (T=25 ˚C, [GLY]=0.5M, S/L: 5 gr/l, initial pH=10).
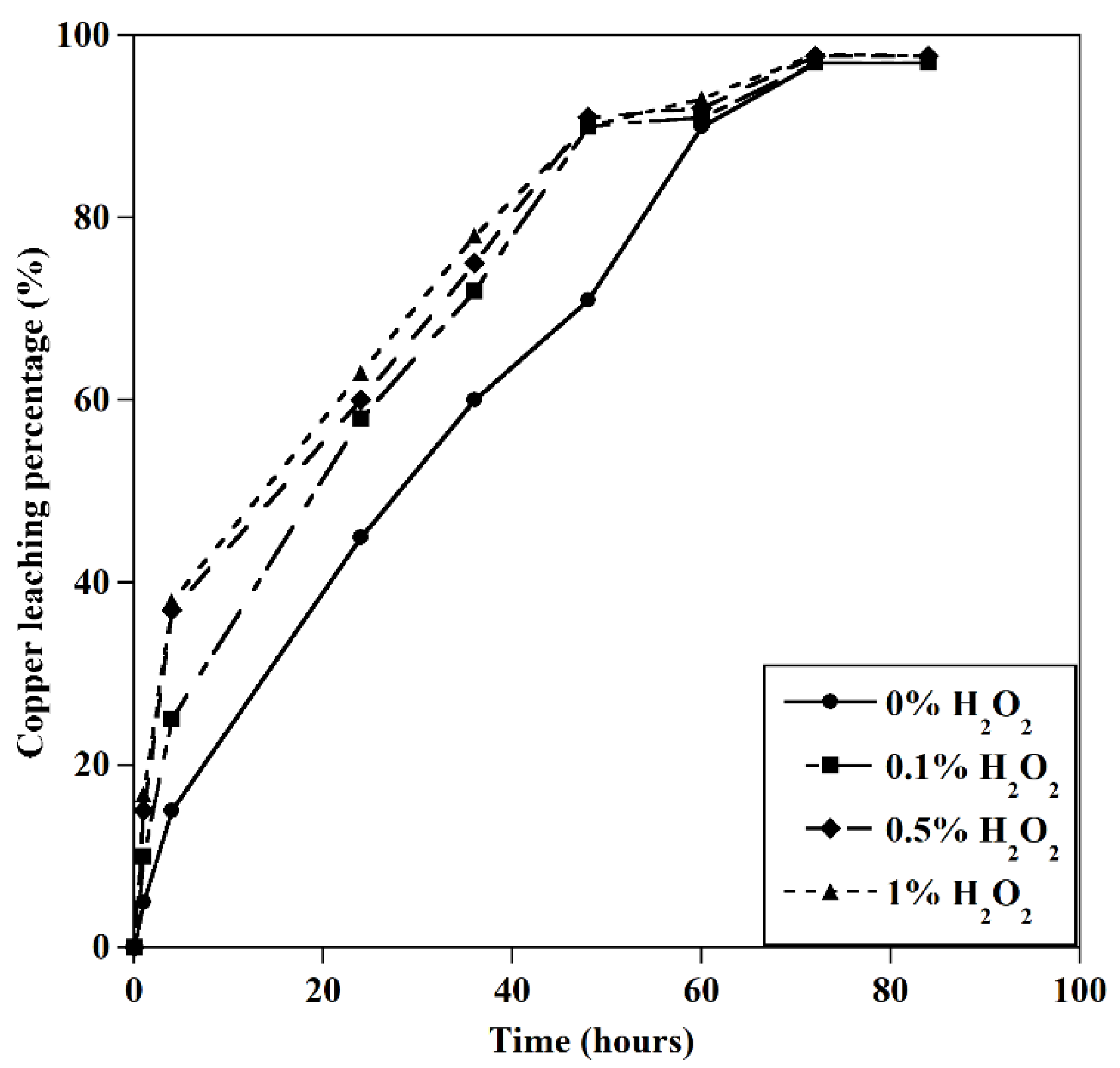
Figure 9.
The effect of H2O2 on the leaching of metals (T=25 ˚C, [GLY]=0.5 M, S/L: 5 gr/l, initial pH=10).
Figure 9.
The effect of H2O2 on the leaching of metals (T=25 ˚C, [GLY]=0.5 M, S/L: 5 gr/l, initial pH=10).
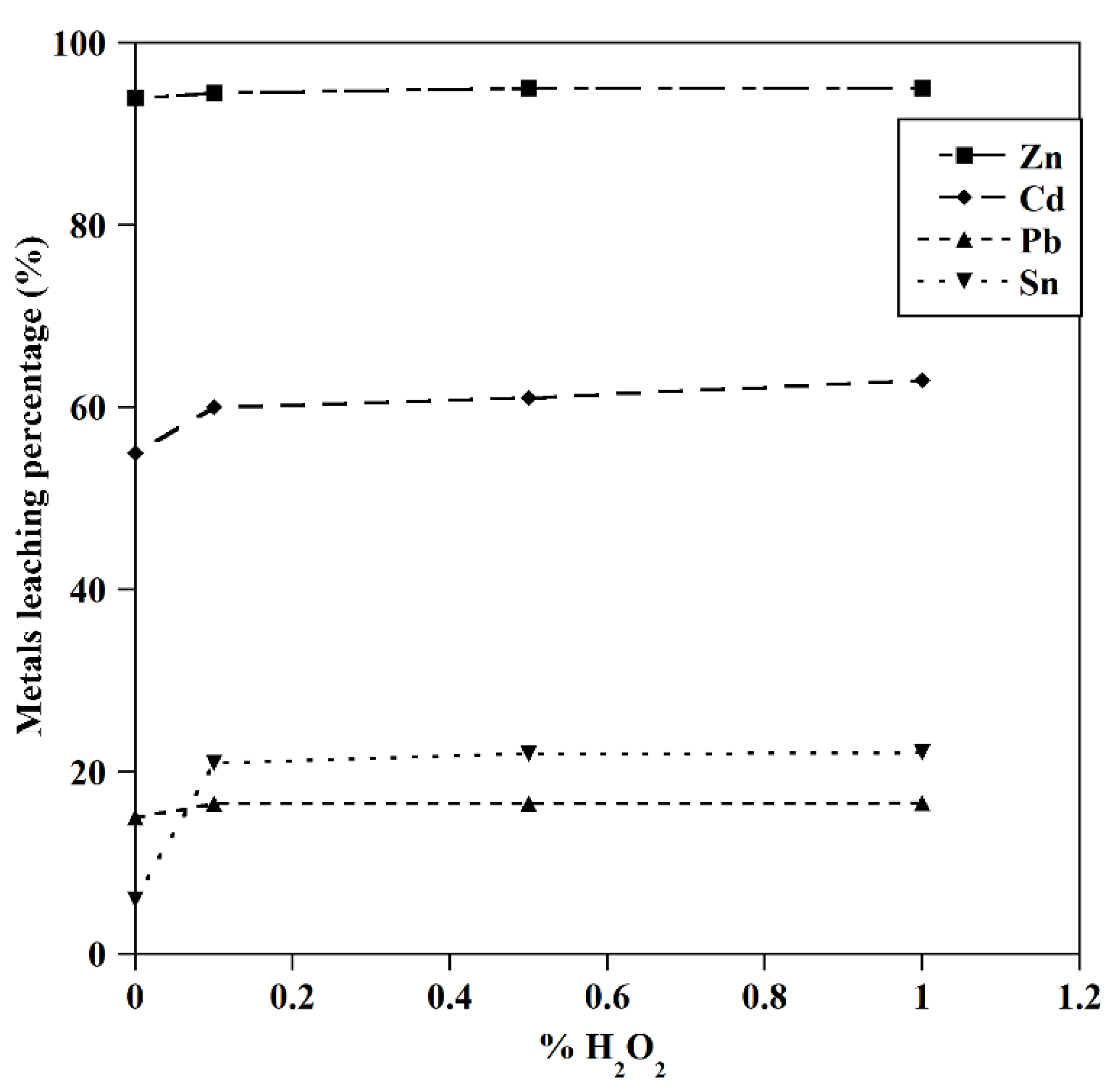
Figure 11.
XRD pattern of glycine leaching residue after oxidation roasting.
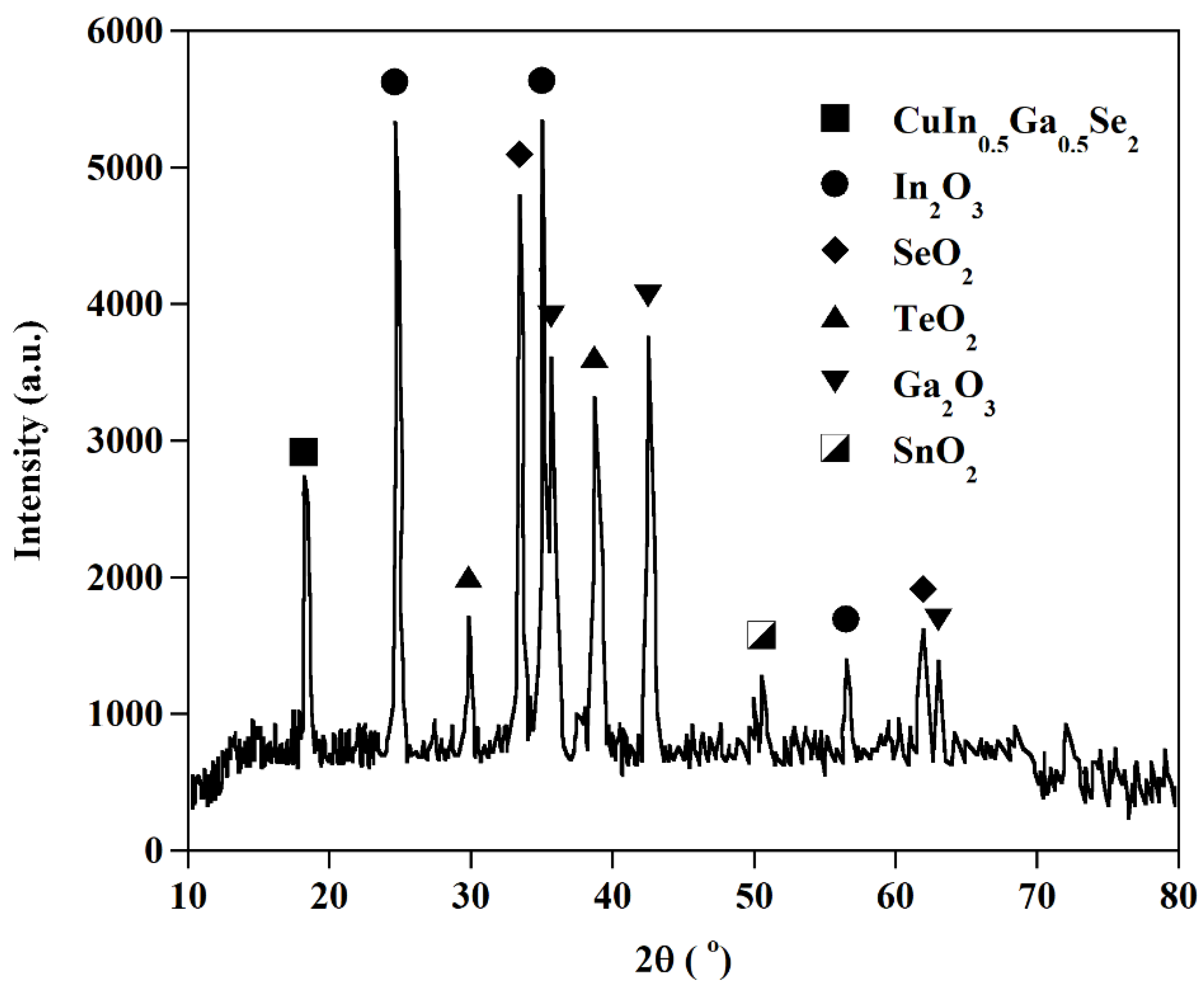
Figure 12.
The leaching behavior of In, Ga, Se, and Te ([HCL]:4 M, T=250C, S/L:10 gr/l).
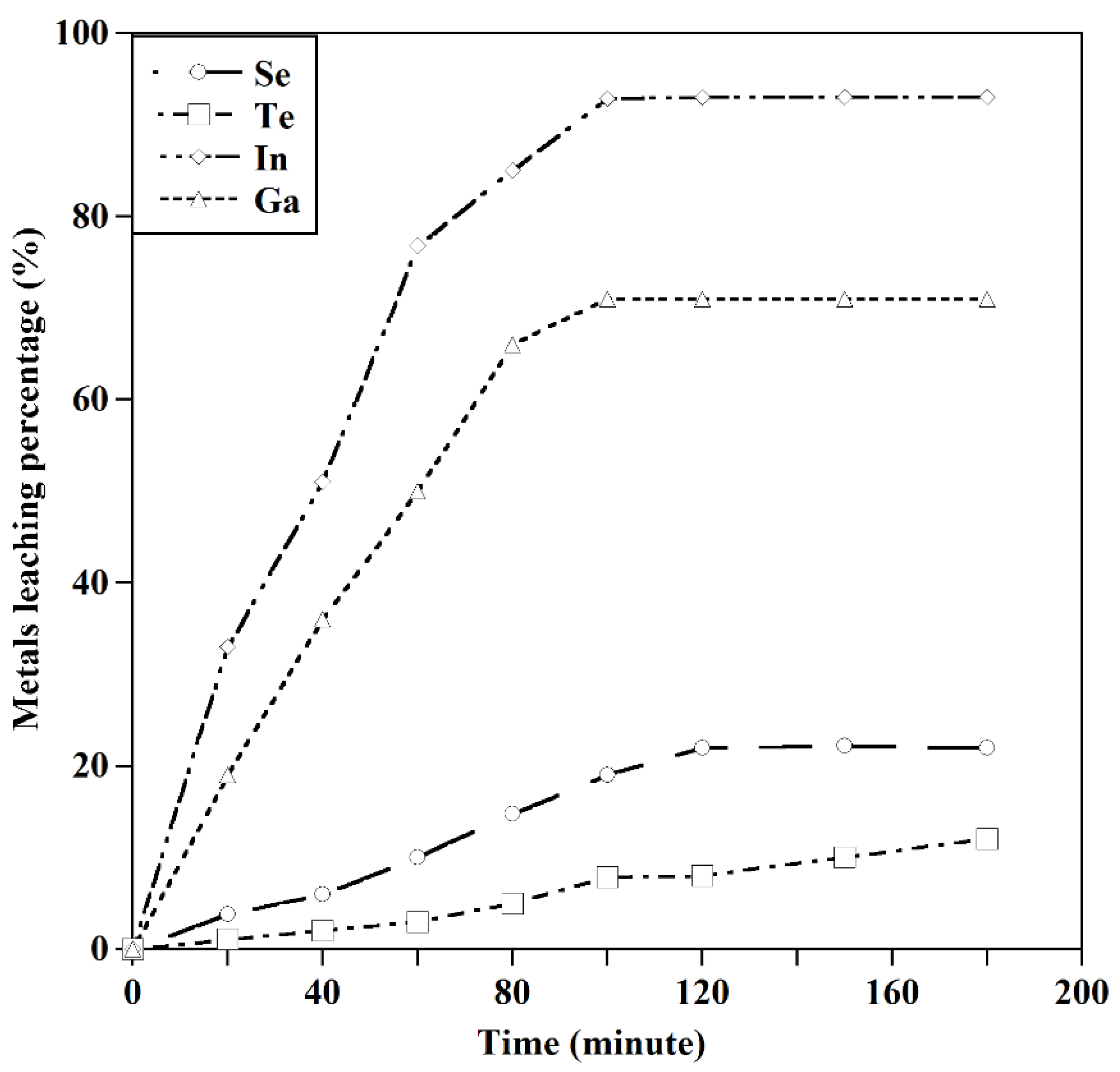
Figure 14.
The effect of S/L on the leaching behavior of metals (T=25 ˚C, [HCl]:5M, t=120 min).
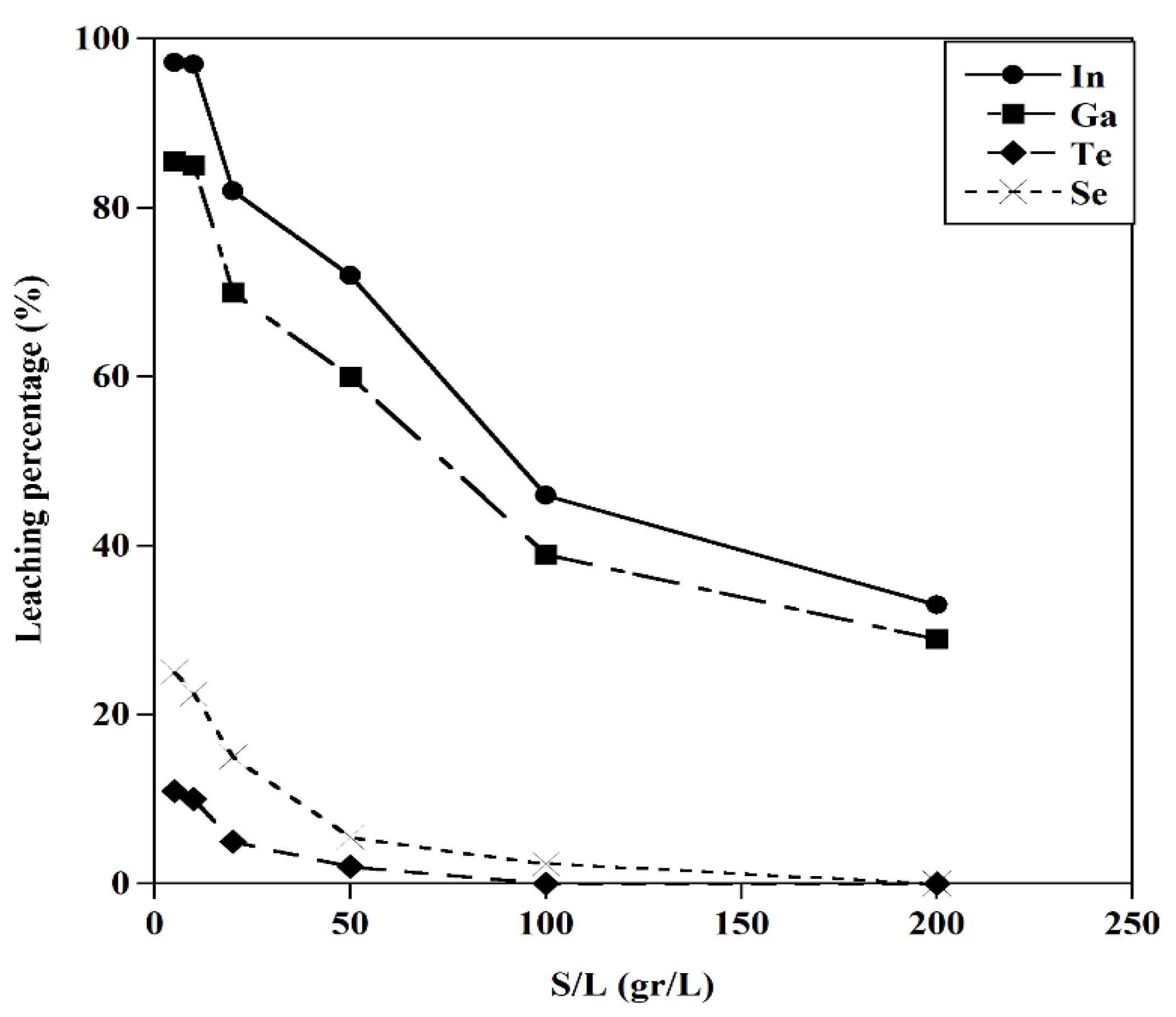
Figure 15.
The effect of temperature on the metal extraction a) [HCl]=5M, S/L=10 gr/l, b) [HCl]=0.5 M, S/L=10gr/l, t=120 min.
Figure 15.
The effect of temperature on the metal extraction a) [HCl]=5M, S/L=10 gr/l, b) [HCl]=0.5 M, S/L=10gr/l, t=120 min.
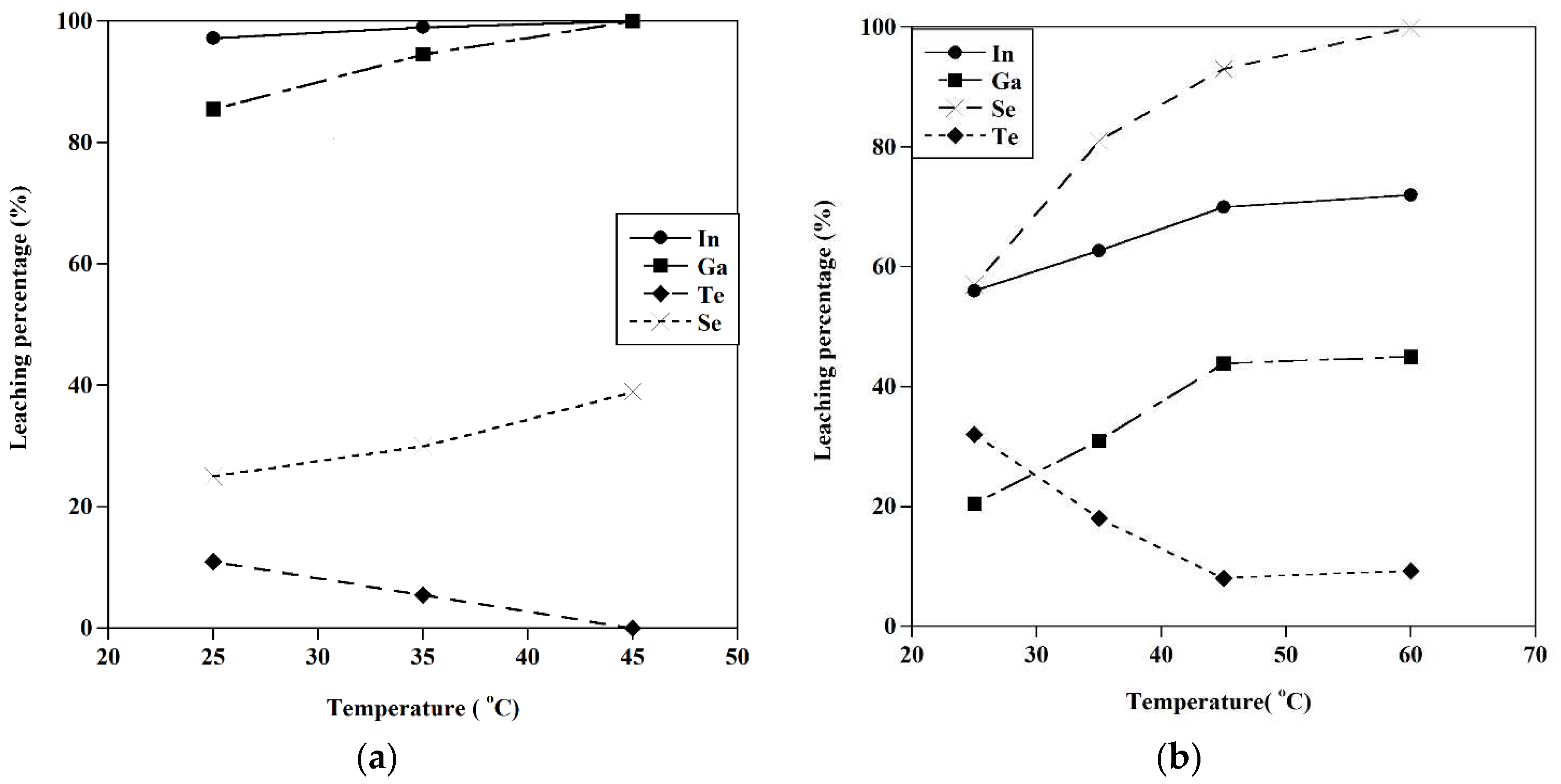
Figure 16.
The general flowsheet for recycling all types of solar panels.
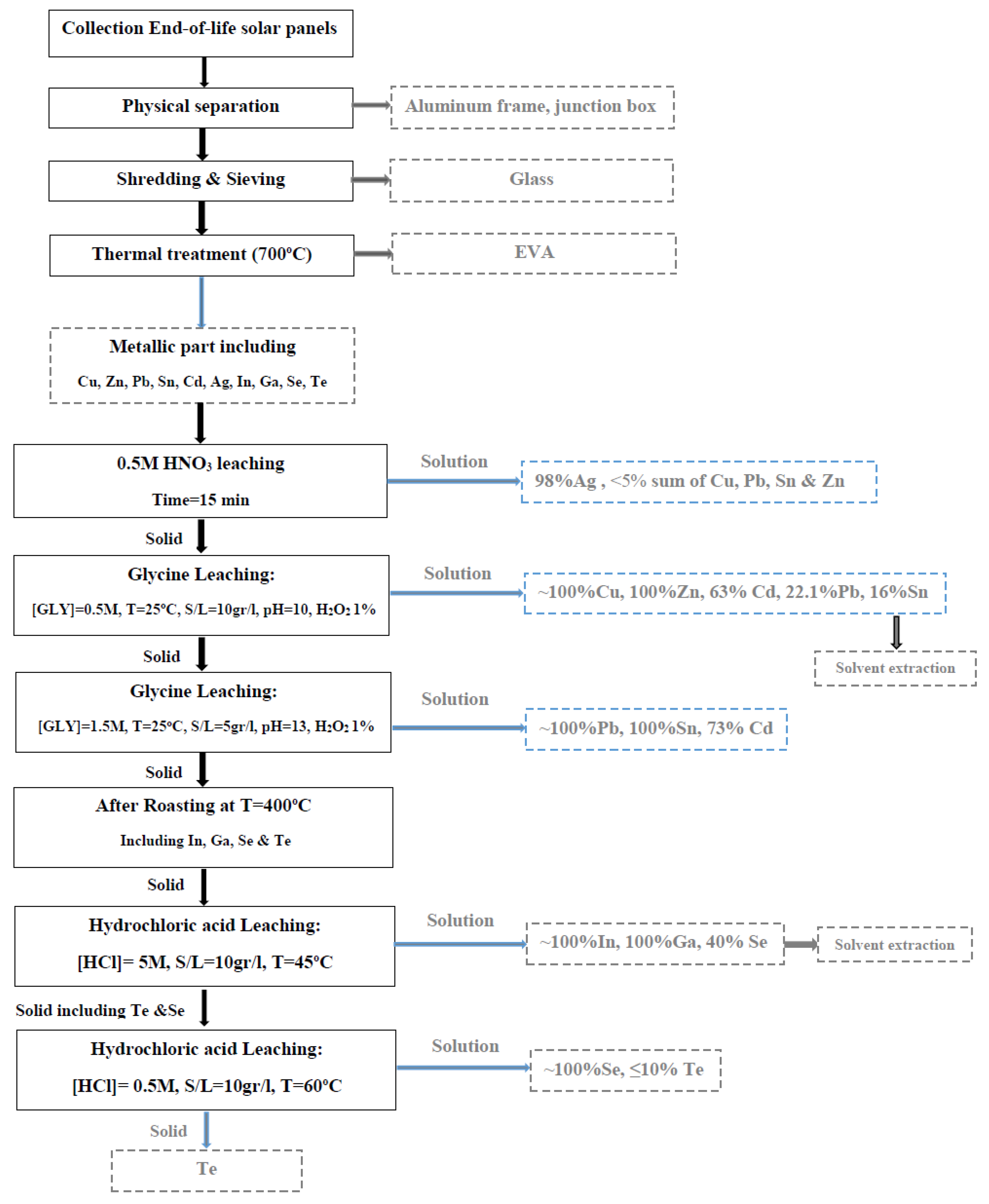
Table 1.
The XRF results of major metal contents of the sample (Prepared in this study by using end-of-life solar panels and alloy layers).
Table 1.
The XRF results of major metal contents of the sample (Prepared in this study by using end-of-life solar panels and alloy layers).
| Cu | Pb | Sn | Cd | Zn | Ag | Se | In | Ga | Te | |
|---|---|---|---|---|---|---|---|---|---|---|
| Metal content (Wt%) | 38 | 1.9 | 1.1 | 0.81 | 5.9 | 0.56 | 0.12 | 0.09 | 0.08 | 0.51 |
Table 2.
Factors and their levels.
| Factor | Name | Unit | Minimum | Maximum | Coded Low | Coded High |
|---|---|---|---|---|---|---|
| A | [GLY] | M | 0.10 | 1.50 | -1 ↔ 0.10 | +1 ↔ 1.50 |
| B | S/L | gr/l | 5.0 | 200 | -1 ↔ 5.0 | +1 ↔ 200 |
| C | pH | 8.0 | 13.0 | -1 ↔ 8.0 | +1 ↔ 13.0 | |
| D | H2O2 | % | 0.0 | 1.0 | -1 ↔ 0.0 | +1 ↔ 1.0 |
Table 3.
Stability constants of copper glycinate species at 25 ˚C and 1 atm [77].
Table 3.
Stability constants of copper glycinate species at 25 ˚C and 1 atm [77].
| Reaction | Stability Constant |
|---|---|
| Cu2++2(NH2CH2COO)-=Cu(NH2CH2COO)2 | 15.64 |
| Cu2++(NH2CH2COO)-=Cu(NH2CH2COO)+ | 8.57 |
| Cu++2(NH2CH2COO)-=[Cu(NH2CH2COO)2]- | 10.1 |
| Cu(NH2CH2COO)++H+= Cu(NH3CH2COO)2+ | 2.92 |
| (NH2CH2COO)-+ H+= Cu(NH3CH2COO) | 9.778 |
| H(NH2CH2COO)+ H+=H2(NH2CH2COO)+ | 2.350 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



