
Submitted:
10 August 2023
Posted:
11 August 2023
You are already at the latest version
Abstract
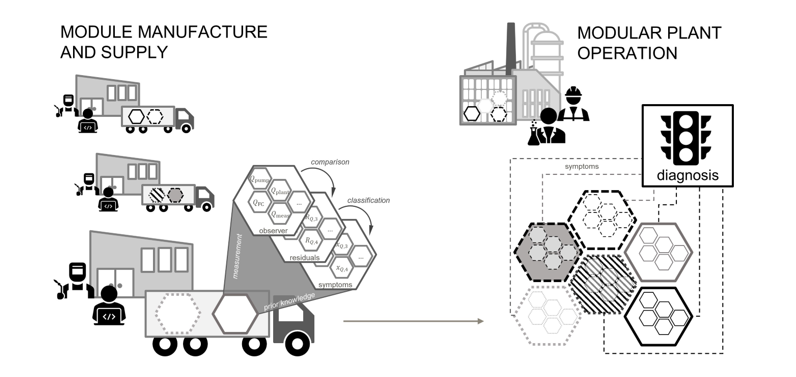
The process industry is confronted with rising demands for flexibility and efficiency. One way to achieve this are modular process plants that consist of pre-manufactured modules with their own decentralized intelligence. Plants are then composed of these modules as unchangeable building blocks and can be easily re-configured for different products. Condition monitoring of such plants is necessary, but available solutions are not applicable. The authors suggest an approach in which model-based symptoms are derived from few measurements and observers that are based on manufacturer knowledge. The comparisons of redundant observers lead to residuals that are classified to obtain symptoms. These symptoms can be communicated to the plant control and are inputs to an easily adaptable diagnosis. The implementation and validation at a modular mixing plant showcases the feasibility and the potential of this approach.
Keywords:
condition monitoring
; soft sensors
; fault diagnosis
; modularization
1. Modularization in the process industry
The volatility of global markets has forced the process industry to rethink their practices. Diversification of highly specialised products yield the most capital gains. However, these products also have shorter life cycles, resulting in the requirement of a faster time to market ([1]). Other stakeholders such as regulating bodies and society as a whole expect high product quality and more energy and resource efficiency from the process industry ([2]). All in all, more flexibility and shorter response times are required to tackle these challenges ([3]).
So far, the options for the production of chemicals can be divided into the following two categories: multipurpose batch production and continuous production for specific products. Specialty and fine chemicals are usually produced using batch production. The high level of flexibility of multipurpose vessels for different recipes and products is the main concern here. This comes at the cost of lower efficiency regarding both energy and resources such as solvents ([4]). For the production of basic chemicals, including petrochemicals, efficiency is a major concern. Therefore, designated plants for continuous production of said chemicals are designed, sized and constructed. The continuous production allows for more efficient reactions and continuous optimisation ([5]). However, there is very limited flexibility as the plant is only designed for the specified product.
One approach to combine the advantages of both options is the continuous production of fine chemicals by means of modular process plants. The plant consists of modular building blocks for different process steps that are interchangeable and reconfigurable depending on the product. This allows for more flexibility and the utilization of more efficient process technology for the reaction. The enormous effort for a designated continuous production plant is reduced by reusing the engineering effort for each module. ([6])
Modular process plants require various technologies and standardization for physical and automation interfaces, process control and planning. Joint research efforts led and coordinated by the German society of chemical engineering and biotechnology, DECHEMA, have made considerable progress recently. The basic terms for understanding, planning and design of modular plants are described in the VDI standard 2776 ([7]) while the automation of such plants is defined in VDI/VDE/NAMUR 2658 ([8]): The smallest units of modular plants are called components such as machines, pipes or fittings. Functional Equipment Assemblies (FEAs) are groups of components that satisfy a special process function, e.g. a pump consisting of a pumping head, motor, fittings and pipes. Process Equipment Assemblies (PEA) are made up of at least one FEA and have their own intelligence in the form of a controller. They allow for safe decentralized operation. Data exchange between PEAs is realized by means of the Module Type Package (MTP), a supplier-independent standardized interface. The highest hierarchical layer is the modular plant, where all PEAs are connected and the process control is implemented in the process orchestration layer (POL) ([9]).
The vision of completely modular production assumes that standardized process modules are pre-engineered, pre-automated and pre-fabricated by the supplier. They could be delivered at short notice with standardized interfaces, both mechanical and for automation and incorporate decentralized intelligence. The interest and effort of many companies to realize this vision could be observed at the ACHEMA 2022 ([10]).
The design of modules is fundamentally different than the design of designated process plants, as modules are designed for an operation range, rather than an operation point. The operation among a range of conditions facilitates higher wear rates, e.g. for pumps in partial load operation. The uncertain operation state and condition necessitates condition monitoring for modules and the whole modular process plant. At the same time, condition monitoring solutions should be cost-effective and not increase the complexity of the modules and/or plant unnecessarily. The structure and the knowledge that is distributed among the stakeholders should be used wisely. All this is especially relevant as the operation of said modular plants may be without personnel at site ([11]).
To summarize, modular production is based on modules as the invariant building blocks of modular process plants. They are reusable, replaceable and combinable elements with their own intelligence. The modular process plants are composed of said modules and reconfigured regularly depending on the specific products. Therefore, their topology varies frequently. Condition monitoring of the modules and the modular process plant as a whole is necessary. The aim of this paper is to present a condition monitoring solution for modular process plants that requires as few sensors as possible while utilizing the domain-specific knowledge of manufacturers and operators.
In the following sections, the state of the art for condition monitoring in the process industry is described, followed by the suggested approach of the authors. Then, the implementation of this approach and the experimental validation are outlined. Finally, the results are discussed and summarized.
2. State of the Art
Condition monitoring of different equipment in the process industry is widely spread. The approaches to achieve fault detection ("Is there a problem?"), fault diagnosis ("Where is the problem and how severe is it?") and fault prediction ("When will there be a problem?") can be achieved by different approaches as follows:
2.1. Expert knowledge-based Approach
This approach involves using the knowledge and expertise of experienced operators and maintenance personnel to diagnose faults. They use their experience and intuition to identify patterns of behaviour or symptoms that indicate a specific fault ([12]). Such symptoms could originate from infrared thermography to detect hotspots and temperature variations in equipment and machinery which indicate potential problem areas ([13]). Oil analysis of the lubricating oil used in equipment and machinery can also be applied. Variations in the physical and chemical properties of the lubricant can hint at contamination, wear and oxidation ([14]). Acoustic monitoring involving microphones and sensors is used to detect potential problems such as leaks, vibrations or cavitation ([15]). It can also be carried out by experienced staff that know the "normal" sound of the machinery.
This approach can be effective, but it is often subjective and reliant on the expertise of the individual.
2.2. Model-based Condition Monitoring
Model-based condition monitoring involves developing mathematical models of the equipment and machinery. These models are used to simulate the behaviour of the equipment under normal and faulty conditions. By comparing the simulated behaviour to the actual behaviour of the equipment, faults can be identified ([16]). This approach requires accurate models of the equipment that can be time-consuming to develop. The comparison of the modelled and the real behaviour can be realized in different ways, e.g. by means of parity equations or state observers ([17]).
2.3. Data-driven Approach
Another way to assess the current condition of machinery is based on data of specific sensors that measure representative state variables. These additional sensors provide measurements that are usually uploaded to cloud storage. There, indicators are calculated or limit checking based on historical data to distinguish between normal and faulty operation is applied ([18]). The most common application, especially for centrifugal pumps and other rotating equipment, is vibration measurement with subsequent frequency analyses ([19]). There are various solutions, on the market. Leading pump manufacturers provide vibration sensors on their pumps. The data is uploaded to cloud storage and analysed there. The calculated health indicators can then be accessed via a separate app or web portal, cf. ([20,21]). There are also condition monitoring solutions based on this technology for retrofitting onto any other rotating machinery. ([22]) For all these solutions, two aspects have to be considered: (i) the vibration measurement is heavily influenced by background noise and surrounding electro-magnetic fields ([23]) and (ii) the frequency analyses is based on historical data for training purposes. Such data has to be available to apply the aforementioned solutions.
The data-driven approach for condition monitoring is less about the procurement of said data, but the information that can be extracted from it. For this purpose, the application of machine learning and especially deep learning has seen a rising research interest in the recent past ([24]). The interpretation of vibration measurements was demonstrated by Kalmar ([25]) and Surek ([26]) for pump condition monitoring. While machine learning can be helpful if the system is complex and difficult to model, there are large amounts of meaningful historical data necessary. This includes data of system operation and maintenance to label the data sets ([27]). Furthermore, most deep learning methods apply only for single faults. However, industrial reality in complex systems often shows several faults at the same time. ([24])
For modular process plants, the system topology is reconfigured regularly. Therefore, the deep learning methods would have to be trained with appropriate training data for the reconfigured plant every time this happens.
To summarize, there are various approaches for condition monitoring of machinery and equipment in the process industry. The solutions are mostly focused on the single equipment rather than the whole plant. The integration of the individual solutions into the process control is mostly unclear or relies on manufacturer-bound software solutions. Data-driven approaches rely on the availability of historical data of the exact plant configuration.
The specific structure of a modular process plant is not considered in the published approaches for condition monitoring. The topology of unvaried modules that are well known to its manufacturer and a plant that is composed of modules and will be reconfigured regularly is new and entails challenges for a condition monitoring solution. The next section therefore presents an approach for condition monitoring that considers a modular process plant and is easily integrated in its structure.
3. Condition Monitoring Approach for Modular Process Plants
This paper describes an approach for condition monitoring tailored for modular process plants. It takes into considerations the specific conditions of the engineering, composition and operation of modular process plants and uses them to their own advantage. The approach consists of two steps: firstly, model-based symptoms are calculated for each module and secondly, all symptoms are utilized in a central diagnosis on the process control level.
3.1. Symptoms
Each module is manufactured as a building block of the modular process plant and as such will not be adapted after manufacture. The manufacturer precedes over the knowledge of how each module and the equipment within behaves and how to describe said behaviour. The complexity of a single module is manageable.
Therefore, a model-based approach is suggested to achieve symptoms for each module that are independent of the overall plant topology. The procedure to reach these symptoms consists of three steps as seen in Figure 1: (i) observers utilize the describing model equations and measurements of already installed sensors to calculate state variables redundantly, (ii) to detect changes in the module behaviour due to faults or wear, redundant state variables are subtracted from each other which results in residuals, (iii) the residuals are classified taking the current operation point of the module into account to reach symptoms.
The model-based symptoms are fuelled by supplier knowledge and measurements of few, already installed, sensors. The calculations necessary to extract the symptoms are simple and can be executed on the module controller. The symptoms from each module are then communicated to the central process control. This can be done via the manufacturer-independent interface Module Type Package (MTP) that was specifically developed for modular process plants.
3.2. Diagnosis
The symptoms of each module are inputs for the central diagnosis system. The correct identification of the faulty module and the individual fault type can be difficult when utilizing only few sensor measurements in each module. Therefore, the authors suggest also using the redundancies of the topology within a modular process plant. For example, if module A is dosing a medium into module B, then a volume flow estimation of the observer in module A can also be used in module B given that no external leakage is present.
A central diagnosis benefits from the knowledge about the interconnection of the modules to gain more information from the limited data. As the operator of a modular process plant knows its topology, the central diagnosis is also in their responsibility and can be implemented in the process control.
Experienced operating personnel know the correlations between certain symptoms and the cause. Rules can be derived from this knowledge and from fundamental conservation equations, such as the continuity equation. A rule-based system which can be implemented by means of fuzzy logic is therefore the preferred approach for the central diagnosis. The central diagnosis has to be adapted every time the plant topology is reconfigured, as this is the whole point of modular process plants. To base this process on rules makes it easy to set up and to adapt.
4. Implementation
In the previous chapter, the general approach for condition monitoring in modular process plants was described. The following chapter will concentrate on the implementation of the model-based symptoms for different modules. The diagnosis will be addressed in future works.
While the approach can be applied to most modules, this paper will focus on two different types of modules as they are also present in the test rig (see Section 5.1): dosing modules including different pump types and mixing modules. In the following, the implementation of observers, residuals and symptoms will be explained in more detail.
4.1. Observers
The observers use models to calculate state variables in different ways, hence creating redundant information for further analysis. For this paper, the redundant variable is the volume flow. The different observers rely solely on the available measurements of the pressure difference across the pumps , their rotational speed n, the pressure loss across the module and the electric input power to their motors .
The first observer for dosing modules is the pump observer. It is based on pump models which dependent on the specific pump type. For eccentric screw pumps, a modified version of the type-independent efficiency model for positive displacement pumps by Pelz and Schänzle ([28]) is used. Equation (1) demonstrates the model. The volume flow is calculated by the difference between a theoretical volume flow and the leakage flow , which is calculated by a semi-empirical approach.
There are other models for different pump types such as membrane and centrifugal pumps which will not be further discussed here. The second observer is based on the pressure loss within the dosing module. This pressure loss is proportional to the squared volume flow . Therefore, the so-called plant observer consists of the following equation:
The last observer for dosing modules is based on the energy conservation in the module. The electric motor of the pump converts electricity into mechanical power . The pump itself uses the mechanical power to increase the hydraulic power of the fluid . The power conversion is prone to losses, which are represented by the motor efficiency and the pump efficiency . The efficiencies depend on the current operating point and can be modelled via an efficiency map. If the electric power is measured, this can be used for the power observer in Equation (3):
The mixing modules rely on the observers of their upstream modules. Without external leakage, the medium conveyed by the dosing modules has to flow through the following mixing modules. Hence, a pump, plant and power observer for the mixing modules is derived through the summation of the respective upstream observers.
There is a fourth observer for the mixing modules: the resistance observer. It is similar to the plant observer and utilizes the pressure loss across the mixing modules , which is measured by a pressure sensor. This pressure loss is again proportional to the squared volume flow and allows the estimation of the volume flow with the given equation:
4.2. Residual Generation
The residuals R provide information about the state of the respective modules by comparing the results of the different observers. All observers should estimate the same volume flow for normal operation. If there is a change in the system, some observers will recognize this change, while others won’t. This discrepancy will be obvious by the residuals, which are defined as the following subtractions for dosing modules:
Mixing modules provide four different observers, but only the resistance observer is independent of upstream modules. Therefore, all residuals of mixing modules are defined as the difference between the upstream observer and the resistance observer: .
Specific residuals will rise or fall for different wear or faults. This way, they can provide valuable information for further analysis and wear detection. However, the residuals output absolute values which are dependent on the operating point. A small residual can mean severe wear if the rotational speed of the pump is low, or a negligible wear for high rotational speed. This ambiguity is taken account for by the classification.
4.3. Classification
The aim of the classification is to attain symptoms that are independent of the operation point and therefore provide unambiguous information about the module condition. This is implemented by linking manufacturer knowledge about the residuals R at different operating points to a given condition that is represented by a symptom x. For the dosing modules, the decline of the volumetric efficiency is chosen as the symptom. The symptom x is therefore the difference between the volumetric efficiency of a reference module and the actual volumetric efficiency in a given reference point:
The information about the residuals at different operating points at a given module condition x is represented by 3D-surfaces in the -space. These surfaces are described by polynomials. The classification works as follows: (i.) measurements at the module provide information about the calculated residuals and the measured operating points ; (ii.) the residuals are calculated with the polynomials; (iii.) the classification is performed by finding the closest residuals to and interpolating the symptoms x.
5. Validation
The following section will describe the experimental validation of the depicted approach. The focus will be on observers, residuals and symptoms. For this reason, the used test rig will be outlined first. The validation scenarios are defined in the following subsection and finally, the results will be presented.
5.1. Test Rig: Modular Mixing Plant
The test rig is a modular mixing plant that consists of five dosing modules and two mixing modules. A simplified piping and instrumentation diagram of the test rig is shown in Figure 2. The mixing plant is intended to produce a coloured sugar syrup. Therefore, the first three dosing modules are identical and dose the colours cyan, yellow and magenta through eccentric screw pumps. The syrup dosing module is similar, but the tank has a stirrer to homogenize the syrup and there is a membrane pump. The water dosing module utilizes a centrifugal pump and water in the tank can be heated for cleaning purposes.
Each dosing module is equipped with level and temperature sensors for its safe operation. Furthermore, the pressure difference and volume flow is measured. The electric power of the motor and its rotational speed is derived by the frequency converters that feed the electric motors. A full list of the used measuring equipment is shown in Table 1.
Each pump is additionally equipped with a bypass from the pressure to the suction side. A ball valve with step motor usually closes the bypass for normal operation. When the ball valve is opened the fluid will partly flow back to the suction side. This replicates an internal leakage caused by pump wear.
The mixing module 1 is fed by the syrup and water dosing modules. It consists of a static mixer and piping. Unidirectional flow is ensured by recoil check valves in the feeding pipes. The pressure difference across the mixer is detected by a differential pressure transmitter. To simulate mixer clogging, a motorized ball valve is built in series with the mixer. It is open in normal operation. Closing the ball valve increases the pressure loss across the module and decreases the flow.
The mixing module 2 is analogue to the mixing module 1. It is additionally fed by the three colour dosing modules. The absolute pressure is measured after the mixing module 2 to calculate the pressure loss between the dosing modules and the mixing modules.
5.2. Scenarios
The validation scenarios work as follows: All dosing modules are operating simultaneously with different pump speeds. At first, the plant is in normal operation, i.e. all bypasses are closed and the mixer ball valves are open. The measurements of the volume flow meters are used to validate the different observers.
For the scenario in Figure 3, wear is introduced into the plant by opening the bypass valve of the yellow dosing module. The bypass flow reduces the volumetric efficiency of the module which is to be detected by the observers, residuals and symptoms. For the scenario in Figure 4, the mixer is clogged by closing the mixer valve. This is done in two steps resulting in differently severe clogging states. All other modules remain in their normal operation mode.
5.3. Uncertainty Quantification
The measurements that are conducted at the test rig are subject to uncertainty. To assess the influence of the uncertainty on the validation, it has to be quantified ([29]). The systematic uncertainty of the different measurement equipment is displayed in Table 1. All sensors are operated with a sampling rate of . The calculated values for the observers, residuals and symptoms are only of interest on a larger timescale. Therefore, a temporal averaging of the measured value is applied with the resolution of . The statistical uncertainty and the systematic uncertainty are combined using the case of uncorrelated input quantities, cf. the Guide to the expression of uncertainty in measurement (GUM) ([30]). Furthermore, the uncertainty propagation is conducted accordingly. The diagrams of all results contain the mean values as a line and the uncertainty as a grey interval behind the lines.
5.4. Results
The results of the validation scenarios are illustrated in Figure 3 and Figure 4. The observers in Figure 3 follow the measured volume flow quite well as long as there is no wear. The plant observer overestimates the volume flow permanently. Starting at , the bypass valve is opened which has a noticeable effect on the pump behaviour, i.e. the volume flow decreases significantly. This is also reflected by the plant observer . The observers and don’t detect the changed behaviour. These observers are centred on the pump itself. The bypass flow only decreases the volume flow that leaves the module. The flow within the pump is still the same and detected by these two observers.
This is utilized by the residuals. As seen in the third subplot of Figure 3, all residuals are close to zero for normal pump operation. The residuals and are negative due to the overestimation of the plant observer. As the bypass flow is introduced at , they increase significantly. They indicate the discrepancy between the volume flow that exits the module () and the volume flow that should be conveyed by the pump ( or ). The residual is almost zero and indicates no change, as it is based on two observers that only “see” the internal flow of the pump.
The simulated wear is constant since , nevertheless, the residuals decrease at when the rotational speed of the pump is reduced. This showcases the fundamental problem with absolute values. The classification is supposed to mitigate the influence of the operation point and its results are depicted in the lower subplot of Figure 3.
The negative values of and for normal operation are compensated and the symptom is nearly zero, i.e. indicating no wear. Once the significant wear is introduced, the symptoms and rise to values of each. This is the correct condition of the module. The change of operation point at has a far lower impact on the symptom than on the residual. The condition is therefore presented in a more universally usable way. The combination of the two symptoms and indicating wear and indicating no wear can be interpreted by an expert or the central diagnosis to identify the cause.
The second scenario shows the effect of mixer clogging on the observers, residuals and symptoms. Figure 4 presents the results for the advancing wear of mixer 2. Initially, all modules operate normally. The clogging starts at and reaches a first plateau at . At the clogging gets more severe to reach the final mixer condition. The results for different observers are detailed in the second subplot. The plant observer slightly overestimates the measured volume flow during the whole scenario. The pump observer and the power observer underestimate the measured value and fluctuate throughout the scenario. However, these observers are not deceived by the advancing clogging. The resistance observer estimates the real volume flow very well when there is no wear. As the observer is based on the unworn mixer behaviour, it estimates an increasing volume flow due to the rising pressure loss across the clogging mixer. The difference between the estimated and the real volume flow is also represented in the residuals. They are based on the comparison of the volume flow estimation of the preceding modules (, , ) and the estimation at the mixer itself () and decrease with every increase in mixer clogging. The corresponding symptoms are the relative variable that represents the increased pressure loss across the module and is defined as . The clogging of the mixer leads to a pressure loss of two times the original value. The power observer and its related residuals and symptoms show a higher uncertainty, which is displayed by the grey background in Figure 4. This is because it is based on uncertain efficiency maps which are propagated through the calculations.
6. Discussion
The presented approach for condition monitoring of modular process plants is based on the separation of the symptoms per module and the central diagnosis. The validation in this paper is focused on the first step.
The presented results show that observers based on the manufacturer knowledge of individual modules work very well to estimate the volume flow for the fault-free operation. Once wear is introduced to the system, the observers react in different ways, which is helpful for the residual generation. Residuals that are not zero are a strong indicator for wear in the system. To identify the magnitude of said wear, the classification is necessary and leads to symptoms that depict the effect of the wear on a module’s function.
Different symptoms react to specific faults. The connection between symptoms and their causes was not further discussed in this paper.
7. Summary and Outlook
This paper presented the concept of modular process plants to meet the demands for more flexibility and efficient production. Pre-manufactured and unvarying modules are arranged to form different plants depending on the current recipe. To allow safe and reliable production, the plant’s condition has to be monitored. The available condition monitoring solutions don’t take the specific challenges of modular process plants into account. Therefore, an approach specifically for modular process plants was suggested. Each module has several model-based observers to estimate a state variable, i.e. the volume flow, redundantly. Residuals are generated by subtracting the observer outputs and hint at changes in the system. By combining manufacturer knowledge about the residuals for different operating points at given conditions, the residuals are classified and symptoms are obtained. The validation of the approach proves its feasibility as the observer estimates the volume flow correctly for normal operation and specific residuals and symptoms increase depending on the fault type.
So far, the last step of this approach has not been demonstrated. Based on the symptoms of each module and expert/operator knowledge about the interaction of the modules, a central diagnosis is to be set up. Employing fuzzy logic, the symptoms are classified and rules based on the operator knowledge are applied to receive an output for the diagnosis. This is still subject of current research and will be published in the next paper.
Author Contributions
Conceptualization, P.W. and P.P.; methodology, P.W. and P.P.; software, P.W.; validation, P.W.; formal analysis, P.W.; investigation, P.W.; resources, P.P.; data curation, P.W.; writing—original draft preparation, P.W.; writing—review and editing, P.W. and M.K.; visualization, P.W.; supervision, M.K and P.P.; project administration, P.P.; funding acquisition, P.P. All authors have read and agreed to the published version of the manuscript.
Funding
This work has been funded by the German Federal Ministry for Economic Affairs and Climate Action (BMWK) within the scope of the HECTOR research project as part of the ENPRO 2.0 Initiative (Funding code: 03EN2006A). We acknowledge support by the Deutsche Forschungsgemeinschaft (DFG – German Research Foundation) and the Open Access Publishing Fund of Technical University of Darmstadt.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
The following variables are used in this manuscript:
| Pressure Difference | |
| Efficiency | |
| Pump Model Parameter | |
| Plant Model Parameter | |
| n | Rotational speed |
| Electric Power | |
| Q | Volume flow |
| R | Residual |
| x | Symptom |
References
- ZVEI.; NAMUR.; PROCESSNET.; VDMA. Process INDUSTRIE 4.0: The Age of Modular Production On the doorstep to market launch, 2019.
- FDA, U.; et al. Guidance for Industry: PAT—a framework for innovative pharmaceutical development, manufacturing, and quality assurance. Rockville, MD 2004.
- Buchholz, S. F3 FACTORY (Flexible, Fast and Future Production Processes): Final Report Summary, 2014.
- Garcia, V.; Cabassud, M.; Le Lann, M.V.; Pibouleau, L.; Casamatta, G. Constrained optimization for fine chemical productions in batch reactors. The Chemical Engineering Journal and the Biochemical Engineering Journal 1995, 59, 229–241. [CrossRef]
- Martin, B.; Lehmann, H.; Yang, H.; Chen, L.; Tian, X.; Polenk, J.; Schenkel, B. Continuous manufacturing as an enabling tool with green credentials in early-phase pharmaceutical chemistry. Current Opinion in Green and Sustainable Chemistry 2018, 11, 27–33. [CrossRef]
- DECHEMA e.V.. Modular Plants: Flexible chemical production by modularization and standardization – status quo and future trends, 2016.
- VDI. Process engineering plants Modular plants: Fundamentals and planning modular plants, 2020.
- VDI/VDE/NAMUR. Automation engineering of modular systems in the process industry: General concept and interfaces, 2019.
- Klose, A.; Merkelbach, S.; Menschner, A.; Hensel, S.; Heinze, S.; Bittorf, L.; Kockmann, N.; Schäfer, C.; Szmais, S.; Eckert, M.; et al. Orchestration Requirements for Modular Process Plants in Chemical and Pharmaceutical Industries. Chemical Engineering & Technology 2019, 42, 2282–2291. [CrossRef]
- Markaj, A.; Reiche, L.T.; Neuendorf, L.; Oeing, J.; Klose, A. Modularisierung in der Prozessindustrie – Bericht von der ACHEMA 2022. Chemie Ingenieur Technik 2023. [CrossRef]
- Baldea, M.; Edgar, T.F.; Stanley, B.L.; Kiss, A.A. Modular manufacturing processes: Status, challenges, and opportunities. AIChE Journal 2017, 63, 4262–4272. [CrossRef]
- Sharif, M.A.; Grosvenor, R.I. Process plant condition monitoring and fault diagnosis. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering 1998, 212, 13–30. [CrossRef]
- Bagavathiappan, S.; Lahiri, B.B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring – A review. Infrared Physics & Technology 2013, 60, 35–55. [CrossRef]
- Toms, A.; Toms, L. Oil Analysis and Condition Monitoring. In Chemistry and Technology of Lubricants; Mortier, R.M.; Fox, M.F.; Orszulik, S.T., Eds.; Springer Netherlands: Dordrecht, 2010; pp. 459–495. [CrossRef]
- Al-Obaidi, S.M.A.; Leong, M.S.; Hamzah, R.R.; Abdelrhman, A.M. A Review of Acoustic Emission Technique for Machinery Condition Monitoring: Defects Detection & Diagnostic. Applied Mechanics and Materials 2012, 229-231, 1476–1480. [CrossRef]
- Isermann, R. Fault-Diagnosis Applications: Model-Based Condition Monitoring: Actuators, Drives, Machinery, Plants, Sensors, and Fault-Tolerant Systems; Springer Berlin / Heidelberg: Berlin, Heidelberg, 2011.
- Isermann, R. Fault-Diagnosis Systems: An Introduction from Fault Detection to Fault Tolerance; Springer-Verlag Berlin Heidelberg: Berlin, Heidelberg, 2006.
- Patton, R.J.; Chen, J.; Nielsen, S.B. Model-based methods for fault diagnosis: some guide-lines. Transactions of the Institute of Measurement and Control 1995, 17, 73–83. [CrossRef]
- Althubaiti, A.; Elasha, F.; Teixeira, J.A. Fault diagnosis and health management of bearings in rotating equipment based on vibration analysis – a review. Journal of Vibroengineering 2022, 24, 46–74. [CrossRef]
- KSB. KSB Guard, 2023.
- Sulzer. Sulzer Sense condition monitoring solution: Let Sense take care of your pump 24/7, 2023.
- DYNAPAR. Dynapar OnSite™ Online Condition Monitoring System, 2023.
- Goyal, D.; Pabla, B.S. The Vibration Monitoring Methods and Signal Processing Techniques for Structural Health Monitoring: A Review. Archives of Computational Methods in Engineering 2016, 23, 585–594. [CrossRef]
- Qiu, S.; Cui, X.; Ping, Z.; Shan, N.; Li, Z.; Bao, X.; Xu, X. Deep Learning Techniques in Intelligent Fault Diagnosis and Prognosis for Industrial Systems: A Review. Sensors (Basel, Switzerland) 2023, 23. [CrossRef]
- Kalmár, C.; Hegedűs, F. Condition Monitoring of Centrifugal Pumps Based on Pressure Measurements. Periodica Polytechnica Mechanical Engineering 2019, 63, 80–90. [CrossRef]
- Surek, D. Pumpen für Abwasser- und Kläranlagen: Auslegung und Praxisbeispiele; Springer Fachmedien Wiesbaden: s.l., 2014.
- Kudelina, K.; Vaimann, T.; Asad, B.; Rassõlkin, A.; Kallaste, A.; Demidova, G. Trends and Challenges in Intelligent Condition Monitoring of Electrical Machines Using Machine Learning. Applied Sciences 2021, 11, 2761. [CrossRef]
- Schänzle, C.; Jost, K.; Lemmer, J.; Metzger, M.; Ludwig, G.; Pelz, P.F. ERP Positive Displacement Pumps - Experimental Validation of a Type-Independent Efficiency Model. Proceedings of 4rd International Rotating Equipment Conference 2019.
- Pelz, P.F.; Groche, P.; Pfetsch, M.E.; Schaeffner, M. Mastering Uncertainty in Mechanical Engineering; Springer International Publishing: Cham, 2021. [CrossRef]
- Joint Committee for Guides in Metrology. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement, 2008.
Figure 1.
Approach for the model-based symptoms of each module
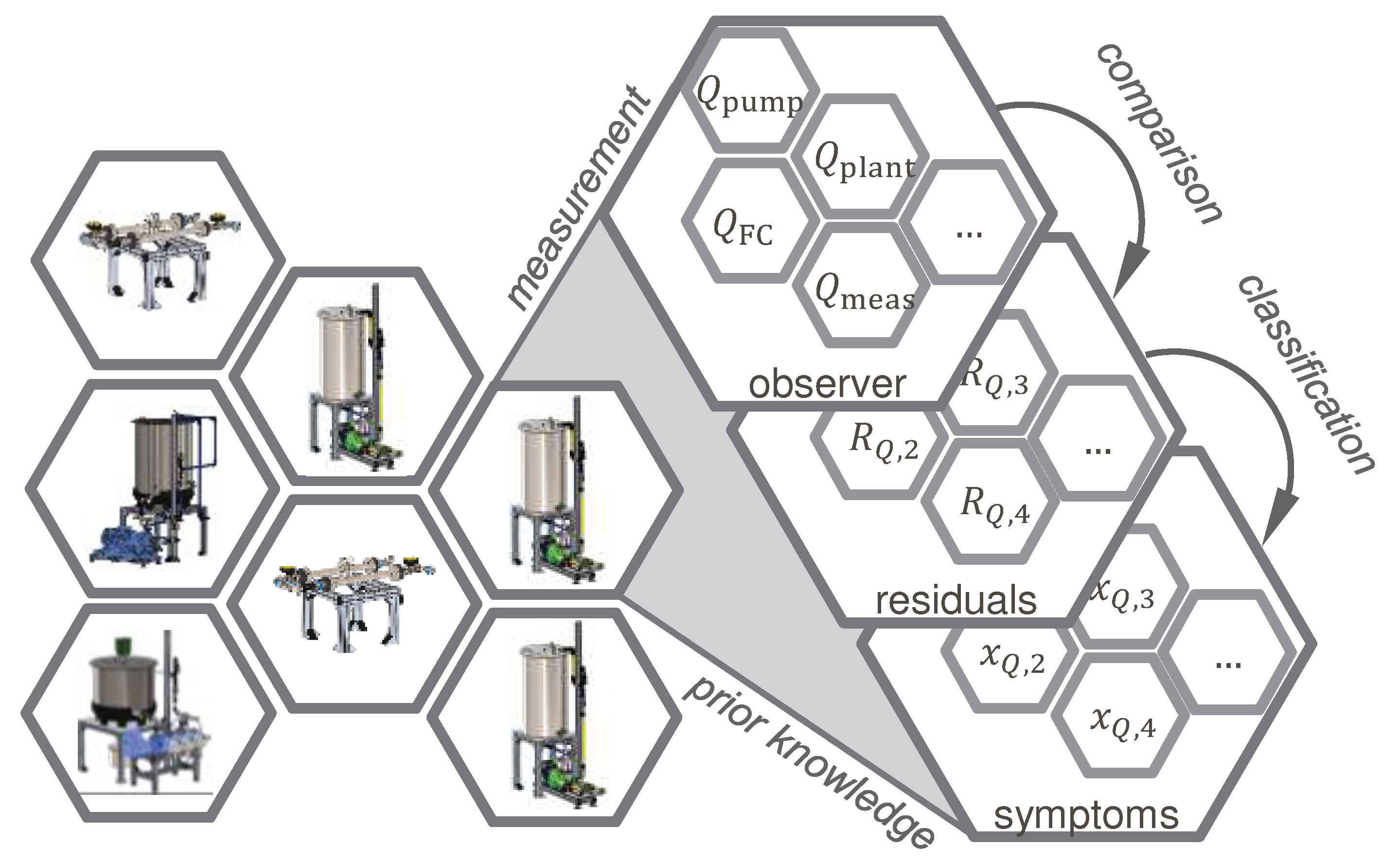
Figure 2.
Piping and instrumentation diagram of modular mixing plant
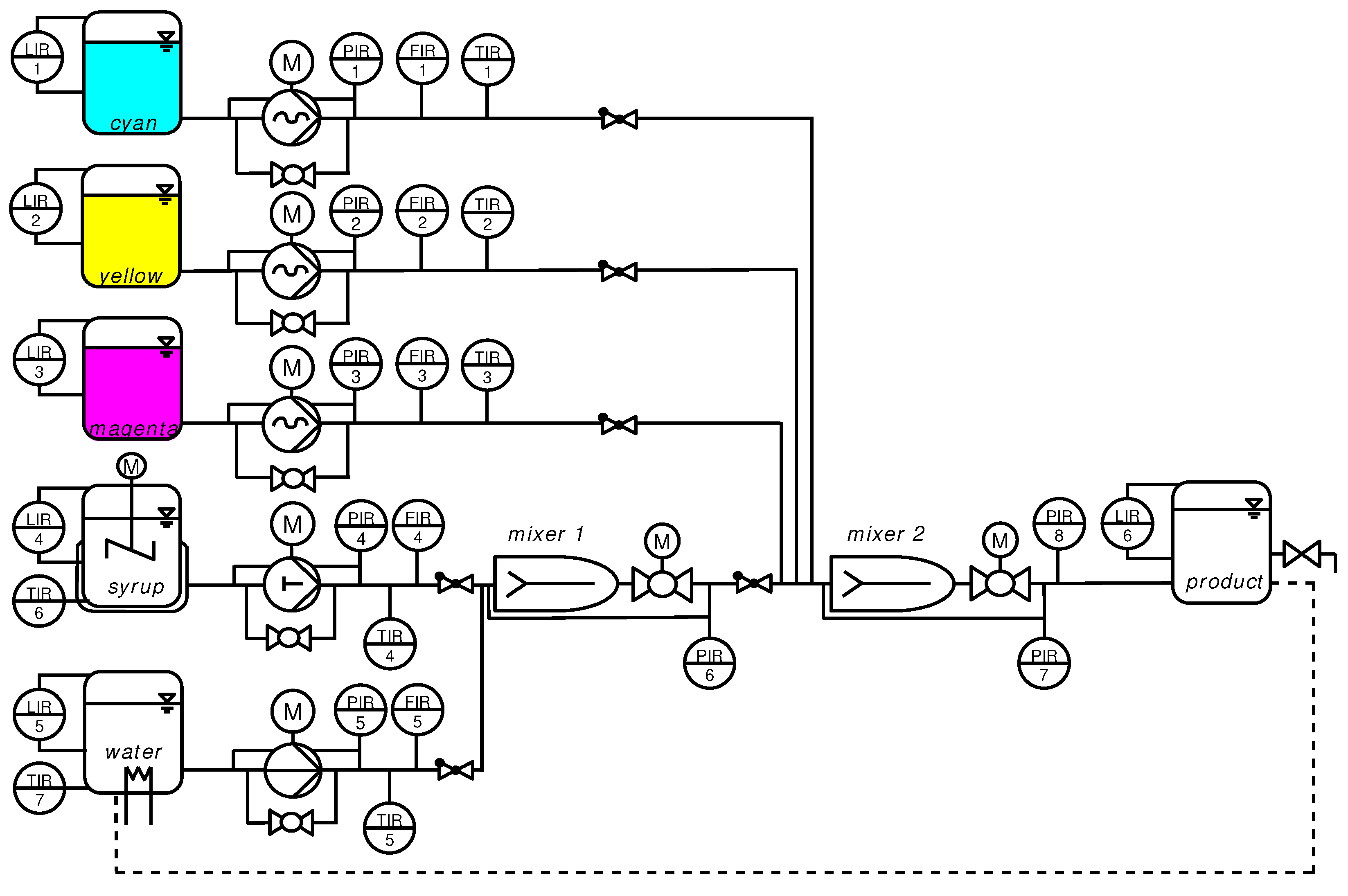
Figure 3.
Results for the speed-up of the colour dosing module: at the pump condition is changing noticeably
Figure 3.
Results for the speed-up of the colour dosing module: at the pump condition is changing noticeably
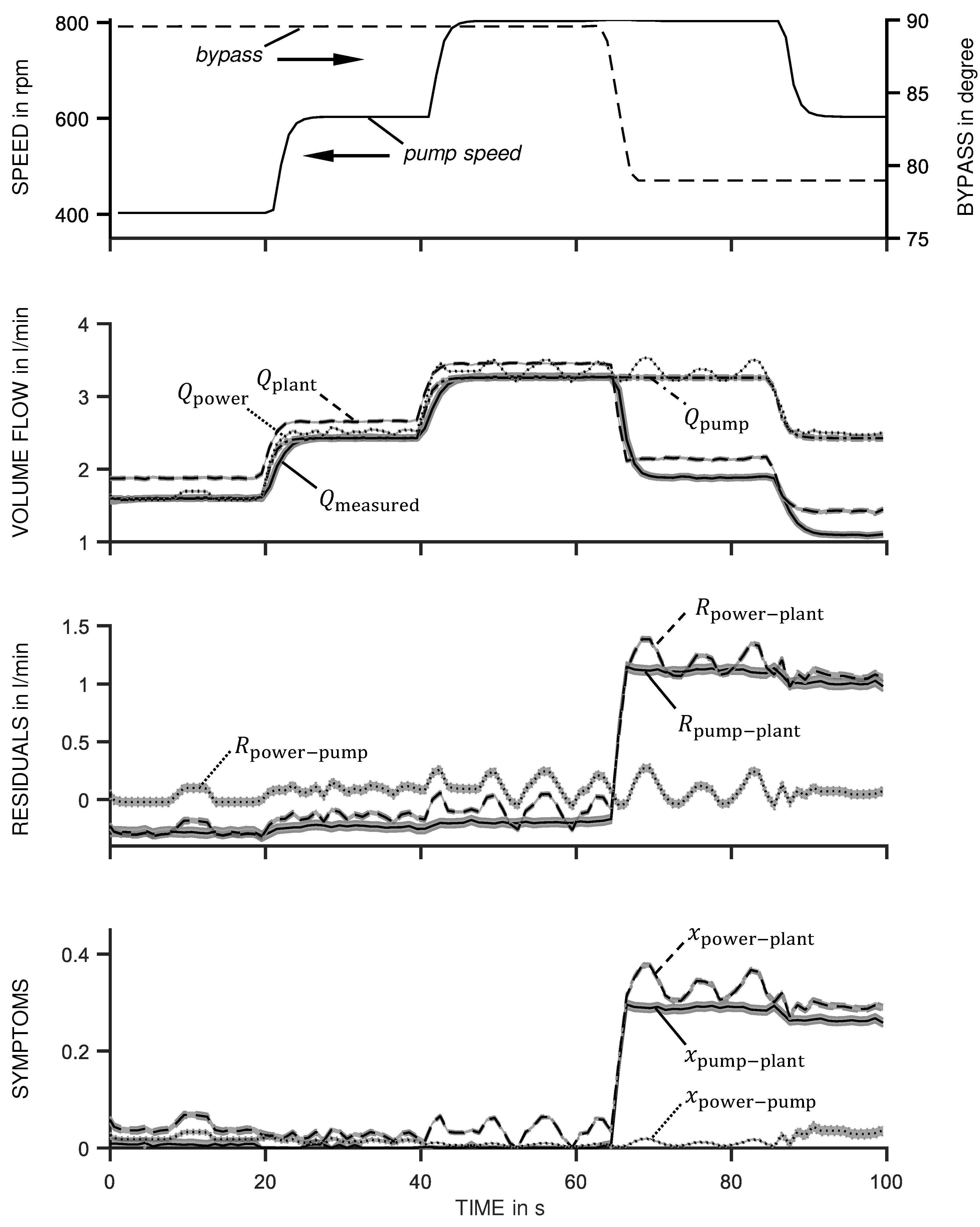
Figure 4.
Results for the clogging of the mixing module 2, the uncertainty interval of , and is shown by the grey background
Figure 4.
Results for the clogging of the mixing module 2, the uncertainty interval of , and is shown by the grey background
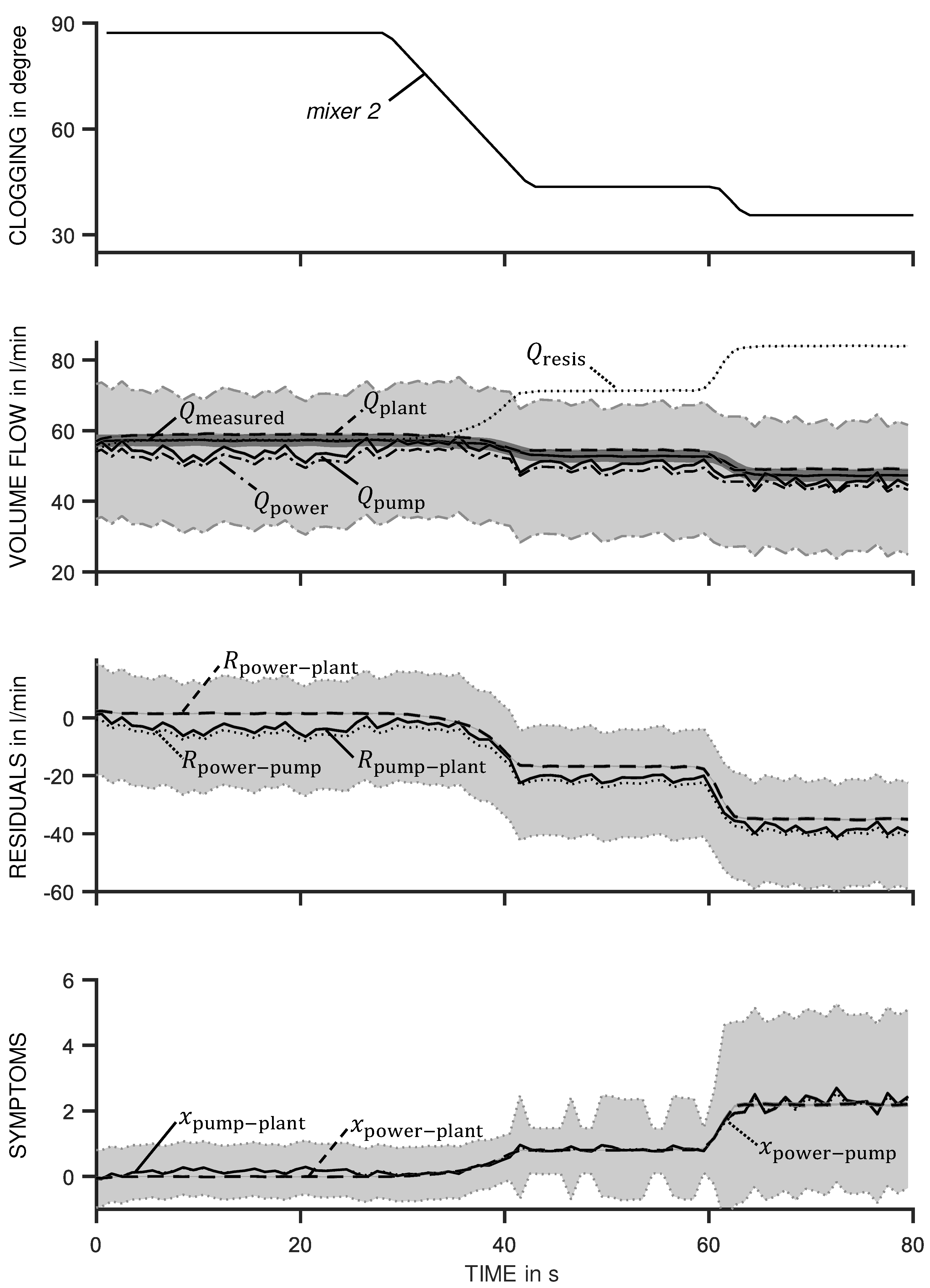

Table 1.
sensors at the test rig
| Variable | Sensor type | Systematic |
|---|---|---|
| uncertainty | ||
| piezoresistive pressure transmitter | ||
| n | frequency converter | |
| Q | magnetic-inductive flow meters | |
| frequency converter | ||
| l | ultrasonic level sensor | |
| T | resistance thermometer |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



