
Submitted:
11 August 2023
Posted:
14 August 2023
You are already at the latest version
Abstract
Metal Additive Manufacturing (MAM) has emerged as a promising technology in the aerospace industry, enabling the production of complex components with enhanced design flexibility and reduced lead times. Concurrently, Industry 4.0 has gained significant attention for its potential to revolutionize aerospace manufacturing processes. The paper aims to cluster and review the literature on MAM in the aerospace industry, specifically focusing on its relevance to Industry 4.0 and its applicability throughout the various stages of the product life cycle for the chief purpose of matching supply with demand. Identified gaps and challenges are analyzed, highlighting the need for further research and outlining research agenda aimed at advancing the integration of MAM for Industry 4.0 in the aerospace sector. By addressing these research areas, the aerospace industry can unlock the value of MAM within an Industry 4.0 framework, leading to improved efficiency, productivity, and competitiveness.
Keywords:
Prototyping
; Spare Parts
; Metal Additive Manufacturing
; Demand Variability
; Stockout
1. Introduction
While technological advancements are a defining characteristic of each industrial revolution [1], they are not always the sole catalyst force behind these revolutions. Rather, other factors also contribute to their emergence and impact. One such influential factor is the pursuit of lower unit costs through the effective use of emerging technologies [2], resulting occasionally in an oversupply of goods and services. In the context of Industry 4.0 however, which is characterized by the integration of new technologies, an emerging driving force is the effective alignment of supply with demand. This is where Additive Manufacturing (AM), also known as 3D printing, takes centre stage due to its capability for on-demand production [3,4,5,6].
Throughout history, industrial revolutions have witnessed significant breakthroughs in technology that transform industries and reshape economies. From the mechanization of steam power in the First Industrial Revolution [7] to the utilization of electricity and assembly lines in the Second Industrial Revolution [8], and the rise of computers and automation in the Third Industrial Revolution [9,10,11], technology has played a pivotal role in driving change. However, it is crucial to acknowledge that other factors, such as economic, social, and political circumstances, also influence the onset and impact of these revolutions [12,13]. One major economical driver is the pursuit of gaining more market share through price-competitive strategies that focus on lowering unit costs. This pursuit of efficiency and cost reduction has often resulted in an overabundance of supply. Factors like improved production techniques, increased automation, economies of scale, and enhanced productivity contribute to the surplus. Although this excess supply initially fuels growth and expansion, it can eventually lead to inefficiencies, market saturation, and unsustainable practices.
In the context of Industry 4.0, which encompasses technologies like artificial intelligence [14], big data [15], the Internet of Things (IoT) [16], and advanced robotics [17], the focus is not merely to integrate them in one smart factory, but rather on using them effectively to match supply with demand [18], thus eliminating inefficiencies in the form of excess inventories or stockout events. By integrating these technologies, Industry 4.0 enables improved forecasting [19], real-time data analysis [20], demand-driven production [21], and flexible manufacturing systems [22]. The objective is to optimize production processes, reduce waste, minimize inventory, and swiftly adapt to changing market conditions. This approach ensures a more efficient allocation of resources and a synchronized supply chain that matches demand in a timely and customized manner. The aerospace industry particularly has long been at the forefront of technological innovation, consistently pushing the boundaries of what is possible in aviation. In the era of Industry 4.0, the aerospace sector is witnessing a transformative shift.
Among the technologies driving Industry 4.0 in aerospace, Metal Additive Manufacturing (MAM) stands out prominently [23,24,25]. Its capability for on-demand production makes it a key player in this new industrial era [26]. MAM allows for the creation of metal objects layer by layer, based on digital designs [27]. It offers the potential for decentralized production [28], rapid prototyping [29,30,31], customization [32,33], and reduced lead times [34,35]. This paper aims to provide a comprehensive review of the impact of MAM in Industry 4.0 aerospace, while also outlining a research agenda to address the challenges and opportunities that lie ahead.
MAM in the aerospace industry offers two crucial characteristics that contribute to higher performance: i. freedom of geometry [36] and ii. absence of tooling [37,38]. The freedom of geometry feature allows the production of highly complex shapes and structures without incurring additional costs, making it particularly advantageous for achieving lightweight parts in aerospace. Extensive discussions in the literature have emphasized this aspect and its potential benefits [23,26,39,40]. Conversely, the absence of tooling offers increased flexibility and enables just-in-time production, yet it has received limited attention in the literature [41]. However, this aspect holds great relevance to the core objective of Industry 4.0, which aims to prevent overproduction and effectively match demand with supply [18]. Addressing this aspect is crucial in leveraging the potential of MAM to optimize production processes and enhance supply chain management in the aerospace industry.
It is crucial to briefly discuss the relevance of MAM to the aerospace industry in comparison to conventional methods. Figure 1 presents a comparison between MAM and conventional manufacturing, focusing on unit cost optimality [23]. This comparison is based on two crucial factors: production volume and product complexity. In terms of production volume, it is well-established that AM exhibit cost-effectiveness for the production of small batches [42,43,44]. On the other hand, an inherent advantage of AM lies in its ability to handle complexity during the manufacturing process [45]. This unique capability allows for the creation of innovative designs, resulting in improved performance while reducing overall system mass. Such achievements are beyond the reach of conventional manufacturing methods. Moreover, the design approach of AM facilitates weight lightning through both component consolidation and enhanced technical efficiency [46]. Part consolidation is yet another area where AM stands out [47,48]. This process involves redesigning multiple interacting components into a single integrated system, resulting in substantial improvements in technical performance. The optimality of AM in terms of unit cost is evident when considering production volume and product complexity. Its ability to handle complexity, coupled with the absence of tooling enabling it to economically produce small batches, make AM a valuable technology with vast potential for various industries.
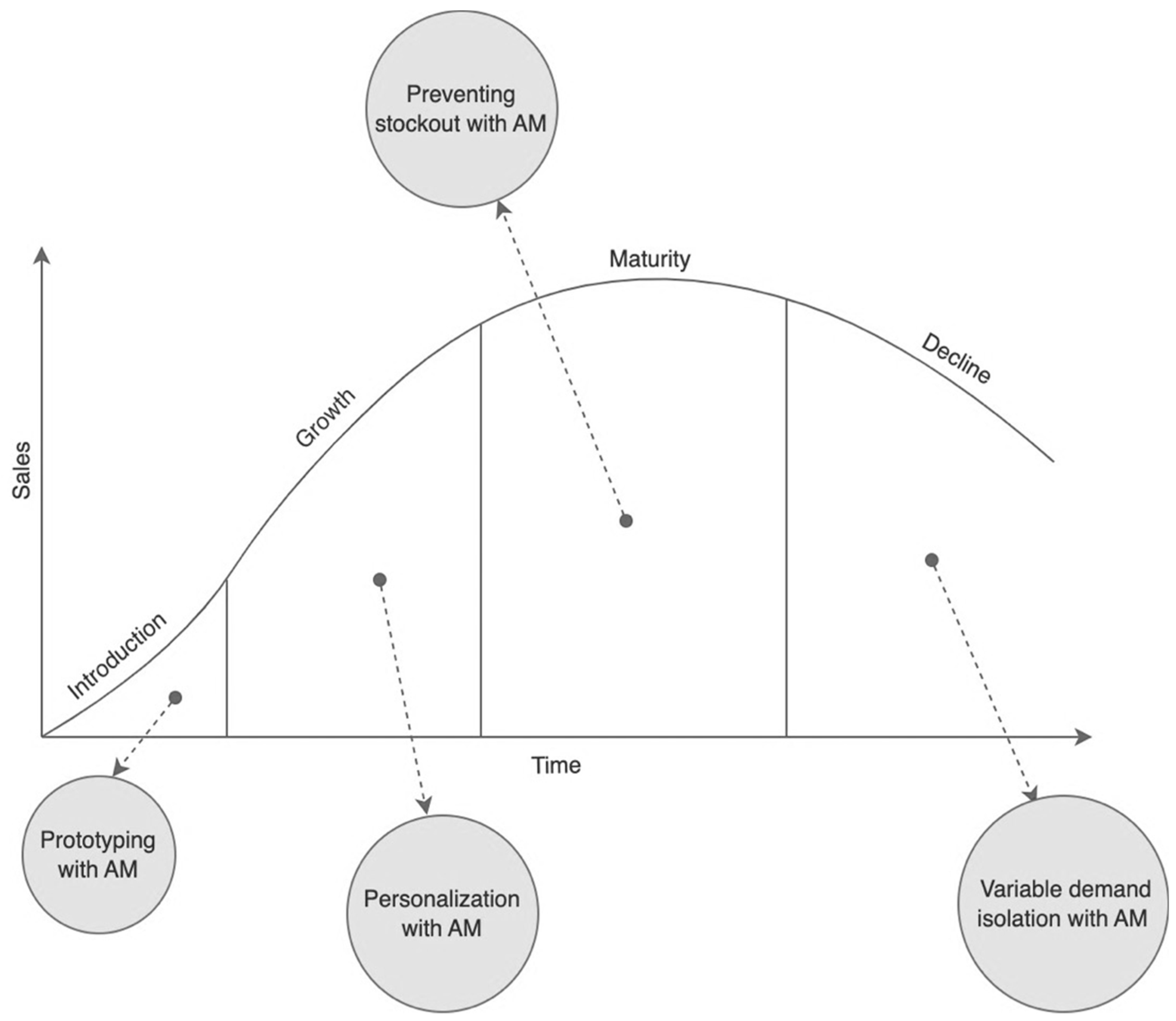
When examining its alignment with the typical product life cycle [49], see Figure 1, the impact of MAM on the aerospace industry can be classified into four major domains. Firstly, MAM has the potential to reduce the risk of failure during new product introductions by enabling faster and more efficient iterations without the need for costly moulds [29]. Secondly, MAM effectively isolates personalization from the market during the growth stage, either through series combination [50] or in parallel with conventional manufacturing methods [51,52]. The third domain involves the strategic utilization of MAM during the maturity stage to prevent stockout events by complementing conventional production planning and inventory control techniques [53]. Lastly, MAM can be effectively employed to manage variability in demand, particularly in the spare parts industry of aerospace [51]. Throughout the entire aerospace product life cycle, MAM can be distinctly applied to optimize supply and demand, thereby paving the way for the next industrial revolution in the aerospace sector. This paper adopts this categorization while examining the impact of MAM on the aerospace industry to enable the realization of Industry 4.0.
Figure 2.
Alignment of MAM to the product life cycle in relation to Industry 4.0 (figure constructed based on [49]).
Figure 2.
Alignment of MAM to the product life cycle in relation to Industry 4.0 (figure constructed based on [49]).
This paper aims to cluster and review the literature on MAM in the aerospace industry, specifically focusing on its relevance to Industry 4.0 and its applicability throughout the various stages of the product life cycle. To achieve this, the paper adheres to a structured organization as follows: Section 1 provides an introduction to the topic of MAM in aerospace, emphasizing its significance in the context of Industry 4.0. In Section 2, a review is conducted, exploring the intersection of MAM and Industry 4.0 within the aerospace domain. This section is further divided into four subsections, each dedicated to reviewing distinct streams of relevant literature based on the described product life cycle stages. The subsections aim to identify gaps in the existing research, thereby paving the way for further investigation by outlining the research agenda for each reviewed area. Finally, Section 4 concludes the paper with a summary of key findings and concluding remarks, summarizing the significance of MAM in aerospace and its implications for Industry 4.0.
2. Review of Rollout Scenarios
Before embarking on reviewing the impact of MAM on Industry 4.0 aerospace, it is imperative to briefly discuss the MAM technologies that have been adopted in the aerospace industry and have significant potential. Laser Powder Bed Fusion (L-PBF) [54,55], Electron Beam Powder Bed Fusion (EB-PBF) [56] and Directed Energy Deposition (DED) [57] are MAM processes primarily utilized in the aerospace industry. These technologies have gained significant prominence in aerospace manufacturing due to their ability to produce complex, lightweight metal components with high precision and mechanical properties suitable for aerospace applications. L-PBF utilizes high-power lasers to selectively melt and solidify metal powder layers, offering design flexibility and high precision for producing complex, lightweight components. EB-PBF employs a high-energy electron beam in a vacuum environment to melt metal powder layers, resulting in components with properties similar to cast materials. DED processes, on the other hand, deposit material locally using powder or wire feedstock. DED techniques provide geometric freedom and are suitable for manufacturing large components, commonly used in repairing high-value components such as turbine blades. DED has lower resolution compared to powder bed processes and is suitable for larger components or when post-processing machining is feasible. LP-DED and LW-DED are specific forms of DED that use lasers and wire feedstock, respectively, with their advantages and limitations. The next subsections review the literature on the use of these technologies in relation to a product life cycle, as shown in Figure 1.
2.1. MAM to Reduce Failure Risk during the Introduction Stage
MAM has brought about a revolutionary shift in the aerospace industry, particularly in the realm of prototyping [58]. Its capability to rapidly produce complex and custom parts at reduced costs has garnered significant attention [59,60]. Prototyping is a critical stage in aerospace product development, allowing engineers to validate designs and address potential issues before full-scale production [26]. However, the selection of the appropriate product introduction strategy, whether stage gate [61], market-based [62] or learning-based [63], is vital to effectively leverage AM in prototyping, particularly in the face of uncertainties in both market and technology.
The learning-based strategy is centred around iterative learning and adaptation through continuous experimentation and feedback [64]. This approach is well-suited for aerospace prototyping where high levels of uncertainty exist in both the market and technology. AM-driven prototyping in aerospace can greatly benefit from this approach, primarily due to the absence of tooling requirements and the potential for on-demand production. These features enable faster iterations at minimum costs, allowing engineers to swiftly fabricate and test multiple iterations of components like airfoils, fuselage parts, and engine components. As a result, the learning-based strategy facilitates rapid learning, enabling engineers to identify optimal designs and material combinations that enhance performance and safety.
On the other hand, the stage gate strategy involves dividing the product development process into distinct stages or gates, each marked by specific deliverables and milestones [65]. This approach proves advantageous when the market is relatively known, but certain technological uncertainties remain [66]. Aerospace innovation projects with clear market requirements but unproven technologies can benefit from a stage gate approach when employing AM in prototyping. The freedom of geometry feature offered by MAM and the ability to consolidate parts prove invaluable in this strategy. Manufacturers can utilize AM to rapidly prototype aircraft interior components, engine parts, and other critical elements. By subjecting these prototypes to rigorous testing at different stages, the stage gate model ensures that each design iteration progresses through predefined gateways, verifying its performance and safety.
MAM has significantly enhanced prototyping in the aerospace industry, offering rapid iteration and cost-effective development of complex components. The choice between a learning-based and stage-gate strategy depends on the level of uncertainty in both the market and technology. Figure 3 below maps the introduction strategies to the corresponding market and technological uncertainty levels. Koen, et al. [67] proposed a comprehensive three-dimensional innovation typology that categorizes innovations into incremental, architectural, and radical types. Incremental innovation pertains to refining and enhancing existing technologies, aiming for gradual improvements. On the other hand, architectural innovation involves novel ways of integrating existing components into a system, without introducing new technology. Lastly, radical innovation revolves around introducing entirely new core technologies or tools, pushing the boundaries of what was previously impossible. This paper synthesizes this dimension, the technology dimension, with the market dimension based on the work of [68,69] where the market uncertainty level can be categorized with its corresponding customer service level. At the lower end of the spectrum, some customers are provided with more features than they require, while at the other end, certain customers are overlooked and underserved, with the possibility of not being served at all.
The learning-based strategy harnesses the absence of tooling and on-demand production features in MAM to allow for faster iterations with minimum costs, making it ideal for high-uncertainty environments. On the other hand, the stage gate approach capitalizes on the freedom of geometry and parts consolidation features in MAM to enhance performance aspects, such as lightweight and other related performance aspects, in situations with known market requirements but technological uncertainties. By aligning the right strategy with the prevailing uncertainties, aerospace companies can leverage the potential of MAM in prototyping to accelerate innovation and maintain a competitive edge in the ever-evolving industry. Based on the surveyed literature, MAM is mainly employed in the Evolutionary Innovation domain shown in Figure 3. Within this domain, MAM serves distinct subdomains, the least of which is the Radical Innovation field. In this field of innovation and prototyping, new and novel materials are utilized with MAM that cannot be otherwise utilized [70,71,72,73,74,75]. On the other hand, a literature review reveals that AM can be utilized for Incremental Innovation in the tooling and fabrication of moulds [76,77,78,79,80,81]. in this area of research, AM is utilized for the aspect of cost only; hence does not necessarily induce Architectural or Radical Innovation. Most of MAM applications however have been clustered to serve the Architectural Innovation type. In this innovation type, MAM is employed with the redesign needed to reduce part counts (i.e. parts consolidation) [82,83,84,85], reduce the overall mass (i.e. lightweight products) [46,86,87,88,89,90], enhance the internal cooling [91,92], or to avoid certain defective/limitation aspects in traditionally made products and enhance certain functional performance aspects [93,94,95,96,97,98,99]. Table 1 summarizes the relevant literature and categorizes them based on Figure 3.
The adoption of MAM for prototyping across industries, including aerospace, has been a significant driving force. However, the existing literature falls short in discussing how this cutting-edge technology can be effectively utilized within the context of product introduction strategies, particularly within the learning-based strategy. One especially promising approach gaining traction in learning-based strategies is the concept of the Minimum Viable Product (MVP). The MVP approach emphasizes the development of products that may not be perfect but can serve as valuable tools for market feedback [100]. While this concept has been embraced extensively in the information technology industry [101], its implementation in the manufacturing sector, especially within aerospace, remains limited. Therefore, this paper aims to address the gaps in the literature by exploring the applicability of MAM in aerospace for launching MVPs effectively, while ensuring critical aspects of quality and certification are not compromised. By addressing the gaps in the literature and exploring the potential of MAM for aerospace prototyping, the following research agenda aims to pave the way for more effective utilization of MVPs within the aerospace industry.

Table 2.
Research agenda for the application of MAM in aerospace during the product introduction stage to reduce the risk of failure.
Table 2.
Research agenda for the application of MAM in aerospace during the product introduction stage to reduce the risk of failure.
| Research agenda | Research objectives |
|---|---|
| Assessing the Viability of MAM-Enabled Minimum Viable Products (MVPs) in Aerospace | Conduct case studies and empirical research to investigate successful implementations of MAM in aerospace for prototyping and product launch. Analyze the factors influencing the effectiveness of MVPs produced using MAM in gathering market feedback and facilitating product improvement. |
| Developing a Framework for Balancing Quality and Certification Requirements | Investigate the challenges associated with achieving the necessary quality standards and certification in aerospace when utilizing MAM for MVP development. Propose a framework that ensures MVPs meet regulatory requirements while embracing the inherent iterative nature of MAM-based prototyping. |
| Identifying Barriers to Widespread Adoption of MVPs in Aerospace | Conduct surveys and interviews with industry experts and stakeholders to understand the reasons behind the limited acceptance of MVPs in aerospace. Explore the cultural and organizational factors that hinder the adoption of MVPs and MAM technologies, seeking strategies to overcome resistance. |
| Characterizing Uncertainty Levels in MAM Prototyping | Develop a comprehensive model to assess uncertainty levels in different prototyping areas within aerospace based on market dynamics and technological advancements. Establish guidelines to assist decision-making regarding the most suitable prototyping |
| Evaluating Cost-Benefit Analysis of MAM-Based MVP Launch | Quantify the potential cost savings and time-to-market advantages of introducing MVPs in aerospace through MAM technology. Compare the financial implications of iterative MAM-based prototyping against traditional prototyping methods to showcase its economic viability. |
| Integrating MAM in Existing Aerospace Product Introduction Strategies | Explore how MAM can complement or enhance traditional product introduction strategies in aerospace, taking into account the diverse manufacturing requirements and regulations. Develop practical guidelines for incorporating MAM in existing strategies to ensure seamless integration and optimized results. |
2.2. MAM to Isolate Personalization in Demand
The aerospace industry often requires a balance between standardization and customization to meet diverse customer needs and enhance operational efficiency [102,103]. MAM has emerged as a transformative technology that offers unique advantages in producing personalized products. This section explores how MAM can effectively isolate personalized products in aerospace, enabling customization while maintaining the benefits of conventional manufacturing for standardized components.
One approach to isolating personalized products in aerospace is through a parallel combination of MAM and conventional manufacturing methods [97]. MAM excels in producing complex geometries and intricate designs that are challenging or impossible to achieve using traditional manufacturing techniques [45]. This flexibility allows engineers and designers to optimize the performance of aerospace components and structures, enhancing their reliability and reducing the risk of failure. By utilizing MAM, personalized components, such as aircraft interior elements, can be produced separately while standardized parts are manufactured using conventional methods. For instance, MAM can be employed to create customized seat brackets, armrests, and overhead storage compartments that cater to specific aircraft configurations or individual passenger preferences. At the same time, conventional manufacturing methods can be utilized for standardized components like overhead bins, floor panels, or door frames, ensuring efficiency and uniformity. Chiu and Lin [52] suggested employing MAM as a complementary capacity for the conventional manufacturing method.
Another approach to isolating personalized products is through a series combination of AM and conventional manufacturing methods. This does not relate to the combination under one functional unit, as discussed in [104,105,106,107,108], but as separate units that complement each other [50,52]. This approach involves utilizing AM for design optimization, followed by the transition to conventional manufacturing for large-scale production. In the aerospace industry, this series combination is particularly useful during engine prototype development [86]. AM allows for the production of rapid prototypes of complex engine components, such as turbine blades or combustor geometries. As discussed in Section 2.1, the flexibility of MAM enables quick iterations and testing of various designs, facilitating the optimization of performance and efficiency. Once the design is finalized, conventional manufacturing methods, such as casting or precision machining, can be employed for mass production of standardized engine components. A prominent illustration of this scenario can be found in the work by Froes [109], where AM was utilized for the development of the passenger seat mould followed by conventional casting. By leveraging AM in the prototyping phase and transitioning to conventional methods for mass production, the development process can be streamlined, reducing costs and ensuring consistent quality.
The following research agenda listed in Table 2 highlights the potential of MAM in isolating personalized products in the aerospace industry. By exploring parallel and series combinations and complementary capacity, aerospace manufacturers can efficiently leverage the MAM capabilities for customization while ensuring the benefits of conventional manufacturing for standardized parts. The insights gained from this research will contribute to enhancing aerospace product development, improving supply chain management, and driving innovation in the aerospace industry.
Table 3.
Research agenda for the application of MAM in aerospace during the product's growth stage to isolate personalization and achieve mass customization with MAM.
Table 3.
Research agenda for the application of MAM in aerospace during the product's growth stage to isolate personalization and achieve mass customization with MAM.
| Research agenda | Research objectives |
|---|---|
| Parallel Combination of AM and Conventional Manufacturing | Investigate the optimal implementation of a parallel combination of MAM and conventional manufacturing methods for personalized aerospace components. Examine scenarios where MAM is used for customized seat brackets, armrests, and overhead storage compartments, while traditional methods are employed for standardized components like overhead bins, floor panels, and door frames. |
| Series Combination of AM and Conventional Manufacturing | Explore the benefits of a series combination of MAM and conventional manufacturing techniques in aerospace product development. Investigate cases where MAM is utilized for rapid iterations and design testing, leading to final designs transferred to conventional methods for large-scale production, such as casting or precision machining. Examine cases of successful transitions from AM-based prototyping to conventional mass production in the aerospace industry. |
| Complementary Capacity of MAM in Conventional Manufacturing | Investigate how MAM can serve as a complementary capacity to conventional manufacturing methods in aerospace production. Examine scenarios where MAM is utilized alongside traditional techniques to enhance production efficiency and product performance. |
2.3. MAM to Prevent Stockout Events
The previous section discussed the utilization of MAM in aerospace to address personalization, typically during the product's growth stage. This section focuses on the application of MAM in the product maturity stage, where customer preferences are known, and the product is ordered in high volumes. However, due to demand variability, stockouts occur, resulting in penalties [110]. In certain instances, MAM is adopted as a preventive measure to avoid stockout events [53,111]. A stockout event occurs when a customer places an order for a particular item, but the item is not available in the inventory [112]. In such cases, MAM can be leveraged to produce the item on-demand, ensuring that the customer order is fulfilled promptly and preventing the occurrence of stockouts. Traditional manufacturing methods typically rely on mass production and inventory management to meet customer demand [113]. However, maintaining large inventories of every possible product variant can be expensive and inefficient [114]. Moreover, predicting the exact quantity and variety of products that customers will demand is a complex task, often leading to stockouts for specific items [115].
MAM provides a solution to this challenge by enabling on-demand production of items as per customer orders. When an order is received for a specific item that is not currently in stock, the manufacturer can utilize MAM technology to produce the item quickly and efficiently. This eliminates the need to rely solely on pre-manufactured inventory and ensures that customers receive their desired products without delays or stockouts. By adopting MAM in such cases, greater responsiveness to buyer demands is achieved, as items can be produced as soon as the orders are received. This flexibility helps to meet customer expectations and enhances customer satisfaction. Furthermore, MAM enables manufacturers to reduce inventory holding costs. Instead of maintaining a large inventory of every possible item, they can rely on a smaller stock of raw materials and produce items as needed through MAM. This reduces the risk of overstocking or obsolete inventory, leading to cost savings and improved inventory management.
The following research agenda outlined in Table 3 addresses the gap in the literature by exploring the application of MAM in the aerospace industry during the product's maturity stage to prevent stockout events. By evaluating the effectiveness of MAM, optimizing on-demand production, developing responsive inventory management strategies, assessing customer satisfaction, and conducting cost-benefit analyses, this research aims to provide valuable insights for aerospace manufacturers seeking to enhance their supply chain efficiency, customer service, and overall competitiveness.
Table 4.
Research agenda for the application of MAM in aerospace during the product's maturity stage to prevent stockout events and enhance supply chain efficiency.
Table 4.
Research agenda for the application of MAM in aerospace during the product's maturity stage to prevent stockout events and enhance supply chain efficiency.
| Research agenda | Research objectives |
|---|---|
| Assessing the effectiveness of MAM in preventing stockout events in the aerospace | Conduct empirical studies to evaluate how MAM can effectively prevent stockout events in the aerospace industry. Analyze real-world case studies and industry data to quantify the impact of MAM implementation on reducing stockout occurrences and the associated penalties. Compare the performance of MAM-based on-demand production with traditional mass production and inventory management strategies in terms of cost-effectiveness and customer satisfaction. |
| Development of responsive inventory management strategies | Propose inventory management strategies that integrate MAM with traditional manufacturing methods to achieve greater responsiveness to customer demands. Design frameworks to dynamically adjust inventory levels based on demand forecasts and real-time order data. Compare the cost-effectiveness and inventory turnover rates of MAM-based on-demand production with traditional inventory management approaches. |
| Cost-benefit analysis of MAM adoption in aerospace | Evaluate the financial implications of reducing inventory holding costs, avoiding stockout penalties, and meeting customer demand with timely delivery through MAM. Consider the initial investment in MAM technology, operating costs, and long-term financial benefits to determine the overall economic viability and return on investment. |
2.4. MAM to Isolate Demand Variability
During the transition of a product from maturity to the decline stage in its life cycle, demand becomes more variable than what was anticipated during the maturity stage. This phenomenon is especially relevant in the spare parts industry [116,117,118]. In the spare parts industry, demand variability can pose significant challenges. Manufacturers often face fluctuations in the demand for specific parts, leading to inefficiencies in traditional mass-production processes and sometimes causing a reliance on the flexibility offered by skilled labour [119]. MAM presents a viable solution by allowing the on-demand production of spare parts, thereby minimizing the impact of demand variability. Sasson and Johnson [51] investigated the potential of AM to mitigate manufacturing variability related to low-volume parts. In comparison to existing research, they proposed a distinct AM implementation strategy, adoption by different industry players, and a reconfiguration of the supply chain. The authors highlight mass manufacturing variability reduction as the key driver for AM adoption, a factor that holds significant relevance, especially in the aerospace spare parts industry.
One of the key advantages of AM in this context is its ability to isolate and manage the variability associated with low-volume part production. By utilizing AM for producing spare parts, aerospace manufacturers can overcome the limitations of traditional mass production, which typically involves producing parts in large quantities and storing them in inventory [120]. AM enables the production of spare parts in response to specific demand, reducing the risk of excess inventory or shortages. Despite being more expensive than mass production methods [43], the ability of MAM to address demand variability makes it a preferred choice for spare parts manufacturers. The cost of maintaining inventory and managing unpredictable demand patterns can often outweigh the higher per-unit cost of MAM [121]. By leveraging MAM for spare parts, manufacturers can achieve greater flexibility and responsiveness in meeting customer needs while minimizing the risks associated with demand fluctuations.
One relevant application in the after-sales service is the isolation of demand variability caused by legacy aircraft. Legacy aircraft, which are no longer in production, pose difficulties in sourcing replacement components. Specialized MRO companies are working to address this supply issue, particularly when the original component suppliers have ceased operations, taking their intellectual property with them. The absence of tooling in MAM makes it an appealing option in such cases, where legacy aircraft require unique, one-of-a-kind products [97,122]. In the same vein, Froes and Boyer [123] showed how MAM can be applied to repair existing bladed rotors (i.e. Blisks).
Based on the premise that MAM can effectively prevent stockout events (as discussed in the previous section) and isolate demand variability, Figure 4 below presents a flowchart that distinguishes between these two drivers. The flowchart begins by scanning the spare parts to identify components with high demand volatility. Subsequently, each part's historical records are analyzed to determine whether it was previously ordered in small batch sizes or high volumes. If the part was previously ordered in high volumes, the conventional Economic Production Quantity (EPQ) method is applied, and the optimal quantity is produced using traditional manufacturing methods. However, there remains a risk of stockout occurrences in this approach, and MAM can be employed to proactively prevent such stockouts. On the other hand, if the expected batch size is small or even consists of a single order (e.g. legacy aircraft repair), MAM is leveraged as an on-demand production solution that responds to orders that may disrupt production schedule due to unexpected low volumes. This flowchart provides a systematic approach for determining whether to use conventional manufacturing or MAM based on the demand characteristics of spare parts, thereby enhancing supply chain efficiency and responsiveness.
The following research agenda outlined in Table 4 seeks to bridge the gap in the literature by exploring the application of MAM in managing demand variability during the transition from the maturity to the decline stage of a product's life cycle, specifically in the aerospace spare parts industry. Through the analysis of demand variability, cost-benefit assessments, exploration of unique applications for legacy aircraft, supply chain integration strategies, and case studies, this research aims to provide valuable insights for aerospace manufacturers and MRO companies seeking to enhance supply chain efficiency, reduce costs, and improve customer satisfaction in the spare parts industry.
Table 5.
Research agenda for the application of MAM in aerospace during the product's decline stage to isolate demand variability and avoid disruption to the spare parts management.
Table 5.
Research agenda for the application of MAM in aerospace during the product's decline stage to isolate demand variability and avoid disruption to the spare parts management.
| Research agenda | Research objectives |
|---|---|
| Assessing the feasibility and cost-benefit of mam for spare parts production | Perform a cost-benefit analysis of implementing MAM for producing spare parts in response to demand variability. Evaluate the economic implications of MAM adoption, considering factors such as inventory holding costs, excess inventory, stockout penalties, and the overall efficiency of the supply chain. |
| Supply chain integration and implementation strategies | Develop frameworks and strategies for integrating MAM into the spare parts industry supply chain to effectively manage demand variability. Propose guidelines for optimizing the production process, lead times, and inventory levels through MAM adoption. Address potential challenges and constraints in transitioning from traditional mass production to MAM-based on-demand production. |
| Case studies and industry best practices | Conduct in-depth case studies on successful implementations of MAM for managing demand variability in the aerospace spare parts industry. Analyze best practices and lessons learned from aerospace manufacturers and MRO companies that have effectively leveraged MAM to improve supply chain responsiveness and spare parts availability. |
Conclusion
In conclusion, a review of the literature highlights the significant potential of MAM in advancing the aerospace industry by addressing the challenges of balancing demand with supply within the context of Industry 4.0. By leveraging MAM technology, aerospace manufacturers can embrace Industry 4.0 principles and enhance their competitiveness in an evolving market. The four major rollout scenarios discussed in the literature offer promising avenues for utilizing MAM in strategic ways to optimize production processes, reduce risks, and improve service levels.
The first rollout scenario focuses on employing AM to reduce the risk of failure for new product introduction. By utilizing AM during the development phase, aerospace companies can leverage the technology's design flexibility and rapid prototyping capabilities to optimize the performance of innovative aerospace products. This approach enables faster iterations, enhanced customization, and improved reliability, reducing the risk of failure and ensuring successful market entry of new products. The second rollout scenario emphasizes the use of AM to isolate personalization in the aerospace industry. AM's ability to produce complex geometries and intricate designs makes it ideal for creating personalized components, such as aircraft interior elements. By utilizing AM to manufacture personalized parts while relying on conventional methods for standardized components, aerospace manufacturers can strike a balance between customization and standardization, meeting diverse customer needs while maintaining efficiency and standardization. The third rollout scenario discusses the use of AM to prevent stockout events and ensure higher service levels in terms of part availability. AM's on-demand production capability enables aerospace manufacturers to produce spare parts as needed, minimizing the risk of stockouts and ensuring timely availability. By leveraging AM for high-demand, low-volume parts, and conventional methods for high-volume, stable-demand parts, companies can optimize their production processes, enhance service levels, and meet customer expectations more effectively. The fourth rollout scenario highlights the application of AM in isolating demand variability in the spare parts sector. By employing AM to produce parts with volatile demand and utilizing conventional manufacturing methods for parts with stable demand, aerospace companies can effectively manage inventory and optimize resource allocation. This approach reduces lead times, minimizes inventory costs, and ensures the availability of critical spare parts, enhancing customer satisfaction and reducing stockout events.
Practical implications of the reviewed study on the use of MAM in the aerospace industry include enhanced production efficiency, improved customer satisfaction, cost reduction, inventory optimization, and facilitating the transition to Industry 4.0. By strategically implementing MAM in areas such as risk reduction for new product introduction or personalization isolation, aerospace manufacturers can streamline their development processes, reduce lead times, and optimize resource allocation, ultimately improving overall production efficiency. Furthermore, the ability to deliver customized components and ensure the timely availability of critical spare parts through MAM helps meet individual customer needs, enhance experiences, and strengthen relationships, leading to improved customer satisfaction. Cost reductions and improved inventory management can be achieved by leveraging MAM for personalized or low-volume parts, minimizing inventory costs, and optimizing stock levels
The present work however acknowledges several limitations. Technological constraints exist despite the advancements made in MAM. Factors such as limited build size, material choices, surface finish, and production speed may impact the scalability and suitability of AM for large-scale production in the aerospace industry. Cost considerations are also important, as the initial investment and operational costs associated with MAM can be substantial, potentially posing financial barriers for smaller aerospace companies. Furthermore, the certification and regulatory compliance requirements in the aerospace industry add complexity. Validating and certifying MAM processes and ensuring compliance with industry standards can be time-consuming and resource-intensive. Skill and knowledge development are vital, as successful implementation of MAM requires personnel with expertise in both MAM and aerospace engineering. Finally, the unique considerations and requirements of the aerospace industry should be taken into account, as findings from this study may not be directly transferable to other industries due to aerospace-specific factors such as safety, certification, and quality standards.
Addressing these limitations requires further research, and collaboration among industry stakeholders, academia, and regulatory bodies. Overcoming technological constraints, optimizing cost-effectiveness, streamlining certification processes, developing skilled workforces, and adapting findings to industry-specific needs are essential steps. By addressing these challenges and leveraging the potential of MAM, the aerospace industry can harness its benefits to drive innovation, improve efficiency, and navigate the evolving landscape of aerospace manufacturing.
Funding
This research received no external funding.
Conflicts of Interest
The author declares no conflict of interest.
References
- Liao, Y.; Loures, E.R.; Deschamps, F.; Brezinski, G.; Venâncio, A. The impact of the fourth industrial revolution: a cross-country/region comparison. Production 2018, 28. [CrossRef]
- Tavani, D.; Zamparelli, L. Labor-augmenting technical change and the wage share: New microeconomic foundations. Structural Change and Economic Dynamics 2021, 56, 27-34. [CrossRef]
- Adam, G.A.; Zimmer, D. On design for additive manufacturing: evaluating geometrical limitations. Rapid Prototyping Journal 2015, 21, 662-670. [CrossRef]
- Dong, H.; Li, X.; Xu, K.; Zang, Z.; Liu, X.; Zhang, Z.; Xiao, W.; Li, Y. A Review on Solid-State-Based Additive Friction Stir Deposition. Aerospace 2022, 9, 565. [CrossRef]
- Kovacs, S.E.; Miko, T.; Troiani, E.; Markatos, D.; Petho, D.; Gergely, G.; Varga, L.; Gacsi, Z. Additive Manufacturing of 17-4PH Alloy: Tailoring the Printing Orientation for Enhanced Aerospace Application Performance. Aerospace 2023, 10, 619. [CrossRef]
- Wang, Y.-C.; Chen, T.; Lin, Y.-C. 3D Printer Selection for Aircraft Component Manufacturing Using a Nonlinear FGM and Dependency-Considered Fuzzy VIKOR Approach. Aerospace 2023, 10, 591. [CrossRef]
- Thorvald, P.; Fast Berglund, Å.; Romero, D. The cognitive operator 4.0. In Proceedings of the 18th International Conference on Manufacturing Research, ICMR 2021, incorporating the 35th National Conference on Manufacturing Research, 7–10 September 2021, University of Derby, Derby, UK, 2021; pp. 3-8.
- Bergeaud, A.; Cette, G.; Lecat, R. Productivity trends in advanced countries between 1890 and 2012. Review of Income and Wealth 2016, 62, 420-444. [CrossRef]
- Rymarczyk, J. Technologies, opportunities and challenges of the industrial revolution 4.0: theoretical considerations. Entrepreneurial business and economics review 2020, 8, 185-198. [CrossRef]
- Jideani, A.I.; Mutshinyani, A.P.; Maluleke, N.P.; Mafukata, Z.P.; Sithole, M.V.; Lidovho, M.U.; Ramatsetse, E.K.; Matshisevhe, M.M. Impact of industrial revolutions on food machinery-an overview. Journal of Food Research 2020, 9, 42-52. [CrossRef]
- Yeheskel, O.; Globerson, S. The impact of the fourth industrial revolution on organizational control. International Journal of Human Resource Studies 2020, 10, 255267-255267. [CrossRef]
- CHOI, C.; KIM, C.; KIM, C. Towards sustainable environmental policy and management in the fourth industrial revolution: Evidence from big data analytics. The Journal of Asian Finance, Economics and Business 2019, 6, 185-192.
- Nasution, D.A.D.; Muda, I.; Sumekar, A.; Abubakar, E. Analysis of The Economic Behavior of Society E-Commerce as An Impact on The Development of The 4.0 Industrial Revolution and Society 5.0. In Proceedings of the BICED 2020: Proceedings of the 2nd EAI Bukittinggi International Conference on Education, BICED 2020, 14 September, 2020, Bukititinggi, West Sumatera, Indonesia, 2021; p. 217.
- Peres, R.S.; Jia, X.; Lee, J.; Sun, K.; Colombo, A.W.; Barata, J. Industrial artificial intelligence in industry 4.0-systematic review, challenges and outlook. IEEE Access 2020, 8, 220121-220139. [CrossRef]
- Gokalp, M.O.; Kayabay, K.; Akyol, M.A.; Eren, P.E.; Koçyiğit, A. Big data for industry 4.0: A conceptual framework. In Proceedings of the 2016 international conference on computational science and computational intelligence (CSCI), 2016; pp. 431-434.
- Georgios, L.; Kerstin, S.; Theofylaktos, A. Internet of things in the context of industry 4.0: An overview. 2019.
- Goel, R.; Gupta, P. Robotics and industry 4.0. A Roadmap to Industry 4.0: Smart Production, Sharp Business and Sustainable Development 2020, 157-169.
- Yin, Y.; Stecke, K.E.; Li, D. The evolution of production systems from Industry 2.0 through Industry 4.0. International Journal of Production Research 2018, 56, 848-861. [CrossRef]
- Nia, A.R.; Awasthi, A.; Bhuiyan, N. Industry 4.0 and demand forecasting of the energy supply chain: A literature review. Computers & Industrial Engineering 2021, 154, 107128. [CrossRef]
- Peres, R.S.; Rocha, A.D.; Leitao, P.; Barata, J. IDARTS–Towards intelligent data analysis and real-time supervision for industry 4.0. Computers in industry 2018, 101, 138-146. [CrossRef]
- Kazantsev, N.; Pishchulov, G.; Mehandjiev, N.; Sampaio, P.; Zolkiewski, J. Formation of demand-driven collaborations between suppliers in Industry 4.0 production networks. In Proceedings of the 20th International Working Seminar on Production Economics, 2018; pp. 255-266.
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Enabling flexible manufacturing system (FMS) through the applications of industry 4.0 technologies. Internet of Things and Cyber-Physical Systems 2022, 2, 49-62. [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Materials & Design 2021, 209, 110008. [CrossRef]
- Bian, Z.; Wang, X.; Zhang, Z.; Song, C.; Gao, T.; Hu, W.; Sun, L.; Chen, X. An ML-Based Approach for HCF Life Prediction of Additively Manufactured AlSi10Mg Considering the Effects of Powder Size and Fatigue Damage. Aerospace 2023, 10, 586. [CrossRef]
- Miko, T.; Petho, D.; Gergely, G.; Markatos, D.; Gacsi, Z. A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications. Aerospace 2023, 10, 332. [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid prototyping journal 2022, 28, 87-100. [CrossRef]
- Bandyopadhyay, A.; Bose, S. Additive manufacturing; CRC press: 2019.
- Ben-Ner, A.; Siemsen, E. Decentralization and localization of production: The organizational and economic consequences of additive manufacturing (3D printing). California Management Review 2017, 59, 5-23.
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: rapid prototyping comes of age. Rapid prototyping journal 2012, 18, 255-258. [CrossRef]
- Touri, M.; Kabirian, F.; Saadati, M.; Ramakrishna, S.; Mozafari, M. Additive manufacturing of biomaterials− the evolution of rapid prototyping. Advanced Engineering Materials 2019, 21, 1800511. [CrossRef]
- Kang, Y.G.; Lee, K.M.; Choi, G. Rapid Prototyping of Three-Phase AC Machine Drive System with Subtractive and Additive Manufacturing. Energies 2023, 16, 2266. [CrossRef]
- Kladovasilakis, N.; Charalampous, P.; Boumpakis, A.; Kontodina, T.; Tsongas, K.; Tzetzis, D.; Kostavelis, I.; Givissis, P.; Tzovaras, D. Development of biodegradable customized tibial scaffold with advanced architected materials utilizing additive manufacturing. Journal of the Mechanical Behavior of Biomedical Materials 2023, 141, 105796. [CrossRef]
- Bai, L.; Gong, C.; Chen, X.; Sun, Y.; Zhang, J.; Cai, L.; Zhu, S.; Xie, S.Q. Additive manufacturing of customized metallic orthopedic implants: Materials, structures, and surface modifications. Metals 2019, 9, 1004. [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. Journal of Manufacturing Systems 2019, 53, 124-149. [CrossRef]
- Mohd Yusuf, S.; Cutler, S.; Gao, N. The impact of metal additive manufacturing on the aerospace industry. Metals 2019, 9, 1286. [CrossRef]
- Seabra, M.; Azevedo, J.; Araújo, A.; Reis, L.; Pinto, E.; Alves, N.; Santos, R.; Mortágua, J.P. Selective laser melting (SLM) and topology optimization for lighter aerospace componentes. Procedia Structural Integrity 2016, 1, 289-296. [CrossRef]
- Van Sice, C.; Faludi, J. Comparing environmental impacts of metal additive manufacturing to conventional manufacturing. Proceedings of the Design Society 2021, 1, 671-680. [CrossRef]
- Alogla, A.; Baumers, M.; Tuck, C. Analysis of the effects of operator experience and learning in laser sintering. International Journal of Mechatronics and Manufacturing Systems 2021, 14, 87-110.
- Kannan, G.B.; Rajendran, D.K. A review on status of research in metal additive manufacturing. Advances in 3D printing & additive manufacturing technologies 2017, 95-100.
- Emmelmann, C.; Kranz, J.; Herzog, D.; Wycisk, E. Laser additive manufacturing of metals. In Laser Technology in Biomimetics: Basics and Applications; Springer: 2014; pp. 143-162.
- Alogla, A.A.; Baumers, M.; Tuck, C.; Elmadih, W. The impact of additive manufacturing on the flexibility of a manufacturing supply chain. Applied Sciences 2021, 11, 3707. [CrossRef]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. International journal of production economics 2014, 149, 194-201. [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: machine productivity, economies of scale and technology-push. Technological forecasting and social change 2016, 102, 193-201. [CrossRef]
- Pereira, T.; Kennedy, J.V.; Potgieter, J. A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manufacturing 2019, 30, 11-18. [CrossRef]
- Fera, M.; Macchiaroli, R.; Fruggiero, F.; Lambiase, A. A new perspective for production process analysis using additive manufacturing—complexity vs production volume. The International Journal of Advanced Manufacturing Technology 2018, 95, 673-685. [CrossRef]
- Orme, M.E.; Gschweitl, M.; Ferrari, M.; Madera, I.; Mouriaux, F. Designing for additive manufacturing: lightweighting through topology optimization enables lunar spacecraft. Journal of Mechanical Design 2017, 139, 100905. [CrossRef]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. Journal of Manufacturing Processes 2015, 20, 444-449. [CrossRef]
- Schmelzle, J.; Kline, E.V.; Dickman, C.J.; Reutzel, E.W.; Jones, G.; Simpson, T.W. (Re) Designing for part consolidation: Understanding the challenges of metal additive manufacturing. Journal of Mechanical Design 2015, 137, 111404. [CrossRef]
- Cao, H.; Folan, P. Product life cycle: the evolution of a paradigm and literature review from 1950–2009. Production Planning & Control 2012, 23, 641-662. [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J.; Tuomi, J. Risk reduction in new product launch: A hybrid approach combining direct digital and tool-based manufacturing. Computers in Industry 2015, 74, 29-42.
- Sasson, A.; Johnson, J.C. The 3D printing order: variability, supercenters and supply chain reconfigurations. International Journal of Physical Distribution & Logistics Management 2016, 46, 82-94.
- Chiu, M.-C.; Lin, Y.-H. Simulation based method considering design for additive manufacturing and supply chain: An empirical study of lamp industry. Industrial Management & Data Systems 2016, 116, 322-348.
- Alogla, A. The impact of adopting Additive Manufacturing on responsive supply chain performance. University of Nottingham, 2021.
- Gibbons, D.W.; Serfontein, J.-P.L.; Van der Merwe, A.F. Mapping the path to certification of metal laser powder bed fusion for aerospace applications. Rapid Prototyping Journal 2021, 27, 355-361. [CrossRef]
- Hilal, H.; Lancaster, R.; Jeffs, S.; Boswell, J.; Stapleton, D.; Baxter, G. The influence of process parameters and build orientation on the creep behaviour of a laser powder bed fused Ni-based superalloy for aerospace applications. Materials 2019, 12, 1390. [CrossRef]
- Pirozzi, C.; Franchitti, S.; Borrelli, R.; Chiariello, A.; Di Palma, L. The effect of post-processing on the mechanical behavior of Ti6Al4V manufactured by electron beam powder bed fusion for general aviation primary structural applications. Aerospace 2020, 7, 75. [CrossRef]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A review on additive manufacturing of titanium alloys for aerospace applications: Directed energy deposition and beyond Ti-6Al-4V. Jom 2021, 73, 1804-1818. [CrossRef]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proceedings of the Institution of Mechanical Engineers, Part G: Journal of Aerospace Engineering 2015, 229, 2132-2147. [CrossRef]
- Patel, R.; Dhimmar, V.; Kagzi, S.; Patel, M. Investigation of Fused Deposition Modelling Process Parameters in 3D Printing for Composite Material (Poly Lactic Acid and Banana Fibre). International Journal of Automotive and Mechanical Engineering 2022, 19, 10028–10038-10028–10038. [CrossRef]
- Pant, M.; Pidge, P.; Nagdeve, L.; Kumar, H. A Review of Additive Manufacturing in Aerospace Application. Journal of Composite & Advanced Materials/Revue des Composites et des Matériaux Avancés 2021, 31.
- Cooper, R.G. Perspective: The stage-gate® idea-to-launch process—update, what's new, and nexgen systems. Journal of product innovation management 2008, 25, 213-232.
- He, P.; Pei, Y.; Lin, C.; Ye, D. Ambidextrous marketing capabilities, exploratory and exploitative market-based innovation, and innovation performance: an empirical study on China’s manufacturing sector. Sustainability 2021, 13, 1146. [CrossRef]
- Jesemann, I.; Beichter, T.; Herburger, K.; Constantinescu, C.; Rüger, M. Migration of the Lean-Startup approach from High-Tech startups towards product design in large manufacturing companies. Procedia CIRP 2020, 91, 594-599. [CrossRef]
- Bortolini, R.F.; Nogueira Cortimiglia, M.; Danilevicz, A.d.M.F.; Ghezzi, A. Lean Startup: a comprehensive historical review. Management Decision 2021, 59, 1765-1783. [CrossRef]
- Cooper, R.G.; Sommer, A.F. Agile–Stage-Gate for Manufacturers: Changing the Way New Products Are Developed Integrating Agile project management methods into a Stage-Gate system offers both opportunities and challenges. Research-Technology Management 2018, 61, 17-26.
- Cooper, R.G.; Sommer, A.F. The agile–stage-gate hybrid model: a promising new approach and a new research opportunity. Journal of Product Innovation Management 2016, 33, 513-526. [CrossRef]
- Koen, P.A.; Bertels, H.M.; Elsum, I.R. The three faces of business model innovation: Challenges for established firms. Research-Technology Management 2011, 54, 52-59.
- Christensen, C.; Raynor, M. The innovator's solution: Creating and sustaining successful growth; Harvard Business Review Press: 2013.
- Christensen, C.M. The innovator's dilemma: when new technologies cause great firms to fail; Harvard Business Review Press: 2013.
- Waller, D.; Polizzi, A.; Iten, J. Feasibility study of additively manufactured Al-6061 RAM2 parts for aerospace applications. In Proceedings of the AIAA Scitech 2019 Forum, 2019; p. 0409. [CrossRef]
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Challenges in additive manufacturing of high-strength aluminium alloys and current developments in hybrid additive manufacturing. International Journal of Lightweight Materials and Manufacture 2021, 4, 246-261. [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Progress in materials science 2019, 106, 100578. [CrossRef]
- Muhammad, M.; Nezhadfar, P.; Thompson, S.; Saharan, A.; Phan, N.; Shamsaei, N. A comparative investigation on the microstructure and mechanical properties of additively manufactured aluminum alloys. International Journal of Fatigue 2021, 146, 106165. [CrossRef]
- Pollock, T.; Clarke, A.; Babu, S. Design and tailoring of alloys for additive manufacturing. Metallurgical and Materials Transactions A 2020, 51, 6000-6019. [CrossRef]
- Katsarelis, C.; Chen, P.; Gradl, P.; Protz, C.; Jones, Z.; Ellis, D.; Evans, L. Additive manufacturing of NASA HR-1 material for liquid rocket engine component applications; 2019.
- Hassen, A.A.; Lindahl, J.; Chen, X.; Post, B.; Love, L.; Kunc, V. Additive manufacturing of composite tooling using high temperature thermoplastic materials. In Proceedings of the SAMPE Conference Proceedings, Long Beach, CA, 2016; pp. 2648-2658.
- Kunc, V.; Lindahl, J.; Dinwiddie, R.; Post, B.; Love, L.; Matlack, M.; Fahey, R.; Hassen, A.A. Investigation of in-autoclave additive manufacturing composite tooling. In Proceedings of the CAMX Conference, Anaheim, CA, 2016.
- Post, B.; Lind, R.; Lloyd, P.; Kunc, V.; Linhal, J.; Love, L. The economics of big area additive manufacturing. In Proceedings of the 2016 International Solid Freeform Fabrication Symposium, 2016.
- Billah, K.M.M.; Heineman, J.; Mhatre, P.; Roschli, A.; Post, B.; Kumar, V.; Kim, S.; Haye, G.; Jackson, J.; Skelton, Z. Large-scale additive manufacturing of self-heating molds. Additive Manufacturing 2021, 47, 102282. [CrossRef]
- Hassen, A.A.; Noakes, M.; Nandwana, P.; Kim, S.; Kunc, V.; Vaidya, U.; Love, L.; Nycz, A. Scaling Up metal additive manufacturing process to fabricate molds for composite manufacturing. Additive Manufacturing 2020, 32, 101093. [CrossRef]
- Yasa, E.; Poyraz, O.; Cizioglu, N.; Pilatin, S. Repair and manufacturing of high performance tools by additive manufacturing. Notes 2015, 148, 107.
- Gobetz, Z.; Rowen, A.; Heilferty, S.; Dickman, C.; Martukanitz, R. Utilization of Additive Manufacturing for Aerospace Heat Exchangers. Office of Naval Research: Arlington, VA, USA 2016, 55.
- Saltzman, D.; Bichnevicius, M.; Lynch, S.; Simpson, T.W.; Reutzel, E.W.; Dickman, C.; Martukanitz, R. Design and evaluation of an additively manufactured aircraft heat exchanger. Applied Thermal Engineering 2018, 138, 254-263. [CrossRef]
- Gradl, P.R.; Protz, C.S.; Wammen, T. Additive manufacturing and hot-fire testing of liquid rocket channel wall nozzles using blown powder directed energy deposition inconel 625 and JBK-75 Alloys. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, 2019; p. 4362. [CrossRef]
- Gradl, P.R. Principles of Directed Energy Deposition for Aerospace Applications. In Proceedings of the Drive AM Industry Connect, 2021.
- Kumar, L.J.; Krishnadas Nair, C. Current trends of additive manufacturing in the aerospace industry. Advances in 3D printing & additive manufacturing technologies 2017, 39-54. [CrossRef]
- Orme, M.E.; Gschweitl, M.; Ferrari, M.; Vernon, R.; Madera, I.J.; Yancey, R.; Mouriaux, F. Additive manufacturing of lightweight, optimized, metallic components suitable for space flight. Journal of Spacecraft and Rockets 2017, 54, 1050-1059. [CrossRef]
- Tomlin, M.; Meyer, J. Topology optimization of an additive layer manufactured (ALM) aerospace part. In Proceedings of the Proceeding of the 7th Altair CAE technology conference, 2011; pp. 1-9.
- Chougrani, L.; Pernot, J.-P.; Véron, P.; Abed, S. Parts internal structure definition using non-uniform patterned lattice optimization for mass reduction in additive manufacturing. Engineering with Computers 2019, 35, 277-289. [CrossRef]
- Allison, T.C.; Rimpel, A.M.; Moore, J.J.; Wilkes, J.C.; Pelton, R.; Wygant, K. Manufacturing and testing experience with direct metal laser sintering for closed centrifugal compressor impellers. In Proceedings of the Proceedings of the 43rd Turbomachinery Symposium, 2014.
- Snyder, J.C.; Thole, K.A. Effect of additive manufacturing process parameters on turbine cooling. In Proceedings of the Turbo Expo: Power for Land, Sea, and Air, 2019; p. V05BT21A002. [CrossRef]
- Kerstens, F.; Cervone, A.; Gradl, P. End to end process evaluation for additively manufactured liquid rocket engine thrust chambers. Acta Astronautica 2021, 182, 454-465. [CrossRef]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From topology optimization design to additive manufacturing: Today’s success and tomorrow’s roadmap. Archives of Computational Methods in Engineering 2020, 27, 805-830. [CrossRef]
- Zhu, J.-H.; Li, Y.; Zhang, W.-H.; Hou, J. Shape preserving design with structural topology optimization. Structural and Multidisciplinary Optimization 2016, 53, 893-906. [CrossRef]
- Nagy, D.; Zhao, D.; Benjamin, D. Nature-based hybrid computational geometry system for optimizing component structure. In Proceedings of the Humanizing Digital Reality: Design Modelling Symposium Paris 2017, 2018; pp. 167-176.
- Jia, D.; Li, F.; Zhang, Y. 3D-printing process design of lattice compressor impeller based on residual stress and deformation. Scientific Reports 2020, 10, 600. [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. Additive manufacturing for the aerospace industry 2019, 7-31.
- Xue, L.; Li, Y.; Chen, J.; Wang, S. Laser Consolidation: A Novel Additive Manufacturing Process for Making Net-Shape Functional Metallic Components for Gas Turbine Applications. In Proceedings of the Turbo Expo: Power for Land, Sea, and Air, 2015; p. V006T021A016. [CrossRef]
- Du Plessis, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Hands, C.H.; Kunju, R.; Bhate, D. Beautiful and functional: a review of biomimetic design in additive manufacturing. Additive Manufacturing 2019, 27, 408-427. [CrossRef]
- Schuh, G.; Doelle, C.; Schloesser, S. Agile Prototyping for technical systems–Towards an adaption of the Minimum Viable Product principle. DS 91: Proceedings of NordDesign 2018, Linköping, Sweden, 14th-17th August 2018 2018.
- Tripathi, N.; Oivo, M.; Liukkunen, K.; Markkula, J. Startup ecosystem effect on minimum viable product development in software startups. Information and Software Technology 2019, 114, 77-91. [CrossRef]
- Gonçalves, C.D.; Trabasso, L.G.; Loureiro, G. Integrated CE tools for postponed aerospace product and process decisions. In Proceedings of the Proceedings of the 2006 conference on Leading the Web in Concurrent Engineering: Next Generation Concurrent Engineering, 2006; pp. 477-487.
- Gonçalves, C.D.; Loureiro, G.; Trabasso, L.G. Product customisation through postponement and CE tools integration in an aerospace company. International Journal of Mass Customisation 2011, 4, 1-21. [CrossRef]
- Hur, J.; Lee, K.; Kim, J. Hybrid rapid prototyping system using machining and deposition. Computer-Aided Design 2002, 34, 741-754. [CrossRef]
- Akula, S.; Karunakaran, K. Hybrid adaptive layer manufacturing: An Intelligent art of direct metal rapid tooling process. Robotics and Computer-Integrated Manufacturing 2006, 22, 113-123. [CrossRef]
- Song, Y.-A.; Park, S. Experimental investigations into rapid prototyping of composites by novel hybrid deposition process. Journal of Materials Processing Technology 2006, 171, 35-40. [CrossRef]
- Xiong, X.; Zhang, H.; Wang, G. Metal direct prototyping by using hybrid plasma deposition and milling. Journal of Materials Processing Technology 2009, 209, 124-130. [CrossRef]
- Kerbrat, O.; Mognol, P.; Hascoët, J.-Y. A new DFM approach to combine machining and additive manufacturing. Computers in Industry 2011, 62, 684-692. [CrossRef]
- Froes, F. Combining additive manufacturing with conventional casting and reduced density materials to greatly reduce the weight of airplane components such as passenger seat frames. In Additive manufacturing for the aerospace industry; Elsevier: 2019; pp. 419-425. [CrossRef]
- Lee, J.Y.; Johnson, G. Contracting for vendor-managed inventory with a time-dependent stockout penalty. International Transactions in Operational Research 2020, 27, 1573-1599.
- Alogla, A.A.; Baumers, M.; Tuck, C.J. Characterizing the Cost of Additive Manufacturing: The Impact of Demand Volatility and the Absence of Inventory. Available at SSRN 4258585.
- Dadzie, K.Q.; Winston, E. Consumer response to stock-out in the online supply chain. International Journal of Physical Distribution & Logistics Management 2007, 37, 19-42.
- Sarkar, B.; Sana, S.S.; Chaudhuri, K. Optimal reliability, production lotsize and safety stock: An economic manufacturing quantity model. International Journal of Management Science and Engineering Management 2010, 5, 192-202. [CrossRef]
- Grondys, K. Issues of Safety Stock Management of Spare Parts in Industrial Companies. International Journal of Arts & Sciences 2015, 8, 553.
- Anderson, E.T.; Fitzsimons, G.J.; Simester, D. Measuring and mitigating the costs of stockouts. Management science 2006, 52, 1751-1763. [CrossRef]
- Pastore, E.; Alfieri, A.; Zotteri, G. An empirical investigation on the antecedents of the bullwhip effect: Evidence from the spare parts industry. International Journal of Production Economics 2019, 209, 121-133. [CrossRef]
- Babai, M.Z.; Chen, H.; Syntetos, A.A.; Lengu, D. A compound-Poisson Bayesian approach for spare parts inventory forecasting. International Journal of Production Economics 2021, 232, 107954. [CrossRef]
- Digiesi, S.; Mossa, G.; Rubino, S. A sustainable EOQ model for repairable spare parts under uncertain demand. IMA Journal of Management Mathematics 2015, 26, 185-203. [CrossRef]
- Alogla, A.A.; Alruqi, M. Aircraft assembly snags: human errors or lack of production design? Aerospace 2021, 8, 391.
- Crute, V.; Ward, Y.; Brown, S.; Graves, A. Implementing Lean in aerospace—challenging the assumptions and understanding the challenges. Technovation 2003, 23, 917-928. [CrossRef]
- Alogla, A.; Baumers, M.; Tuck, C. The impact of adopting additive manufacturing on the performance of a responsive supply chain. In Proceedings of the Proceedings of the 24th International Symposium on Logistics (ISL 2019): Supply Chain Networks vs Platforms: Innovations, Challenges and Opportunities, Wurzburg, Germany, 2019; pp. 14-17.
- Coykendall, J.; Cotteleer, M.; Holdowsky, J.; Mahto, M. 3D opportunity in aerospace and defense: Additive manufacturing takes flight. A Deloitte series on additive manufacturing 2014, 1.
- Froes, F.H.; Boyer, R. Additive manufacturing for the aerospace industry; Elsevier: 2019.
- Alogla, A.A.; Alzahrani, A.; Alghamdi, A. The Role of Additive Manufacturing in Reducing Demand Volatility in Aerospace: A Conceptual Framework. Aerospace 2023, 10, 381. [CrossRef]
Figure 1.
Comparison of unit cost between AM and conventional manufacturing in terms of production volume (A) and product complexity (B) (adapted from [23]).
Figure 1.
Comparison of unit cost between AM and conventional manufacturing in terms of production volume (A) and product complexity (B) (adapted from [23]).
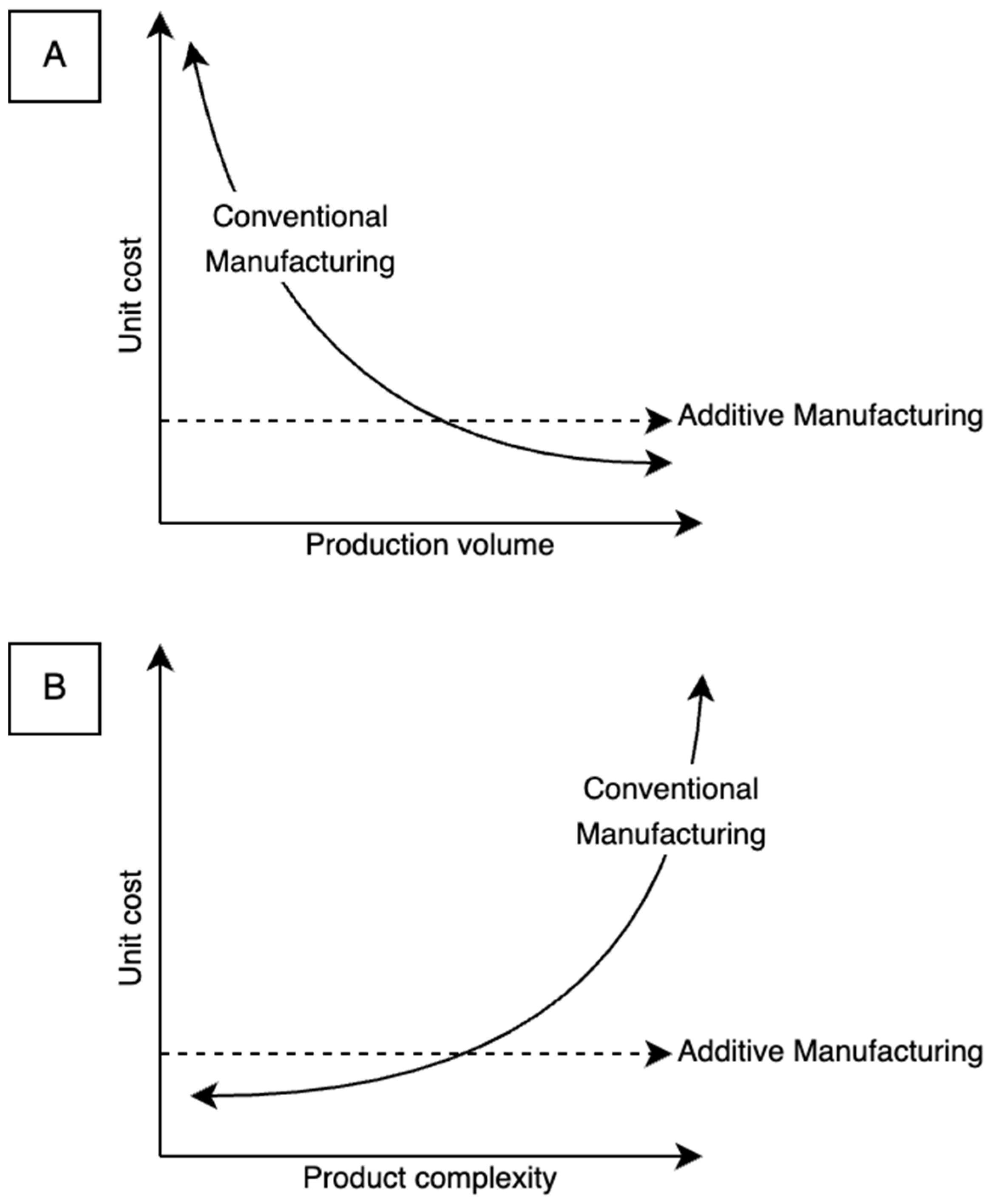
Figure 3.
A newly proposed typology for product introduction strategies illustrates the connection among incremental, transformational, and disruptive innovations.
Figure 3.
A newly proposed typology for product introduction strategies illustrates the connection among incremental, transformational, and disruptive innovations.
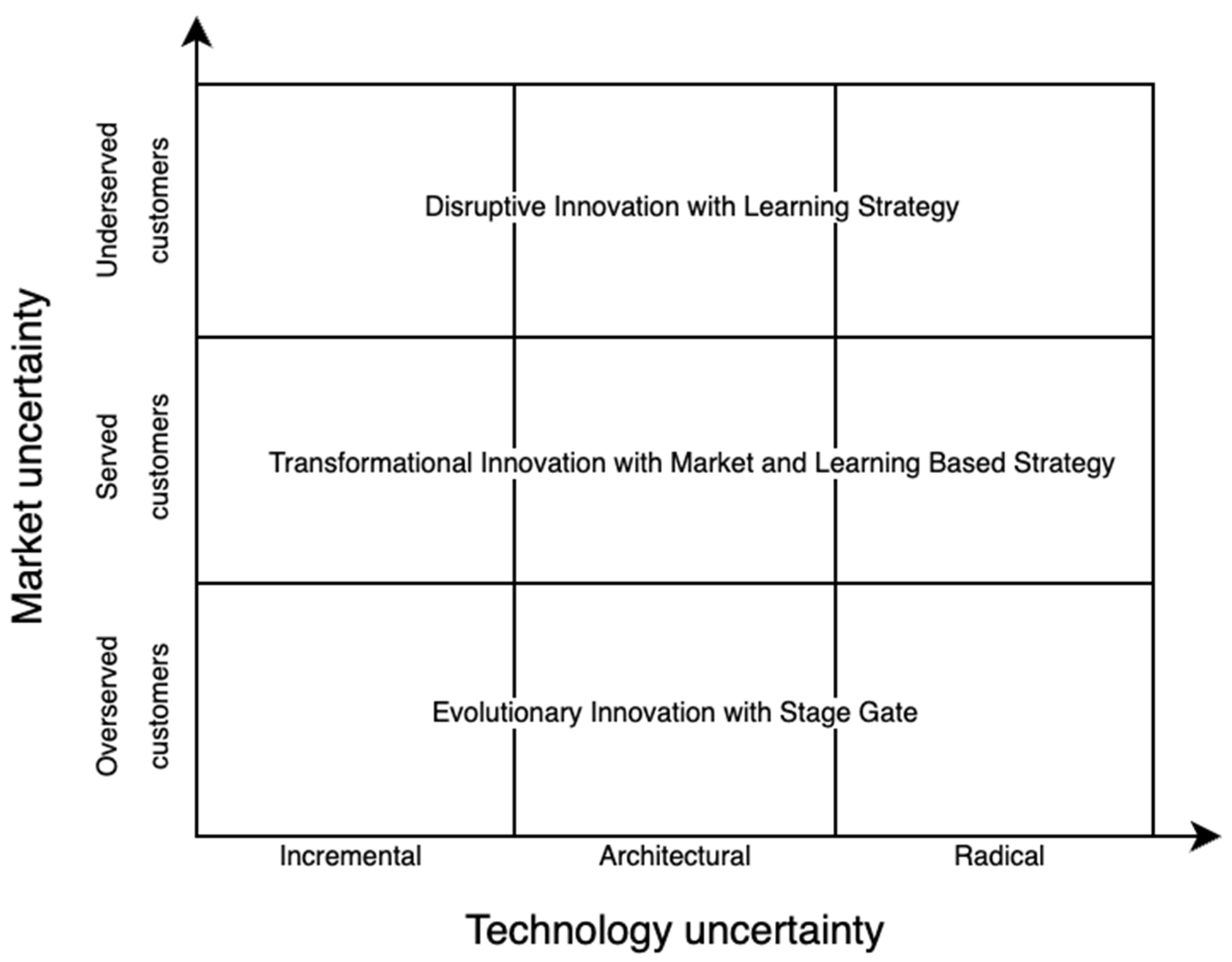
Figure 4.
A flowchart describing the use of AM within the aerospace spare parts industry for products characterized by demand variability [124].
Figure 4.
A flowchart describing the use of AM within the aerospace spare parts industry for products characterized by demand variability [124].
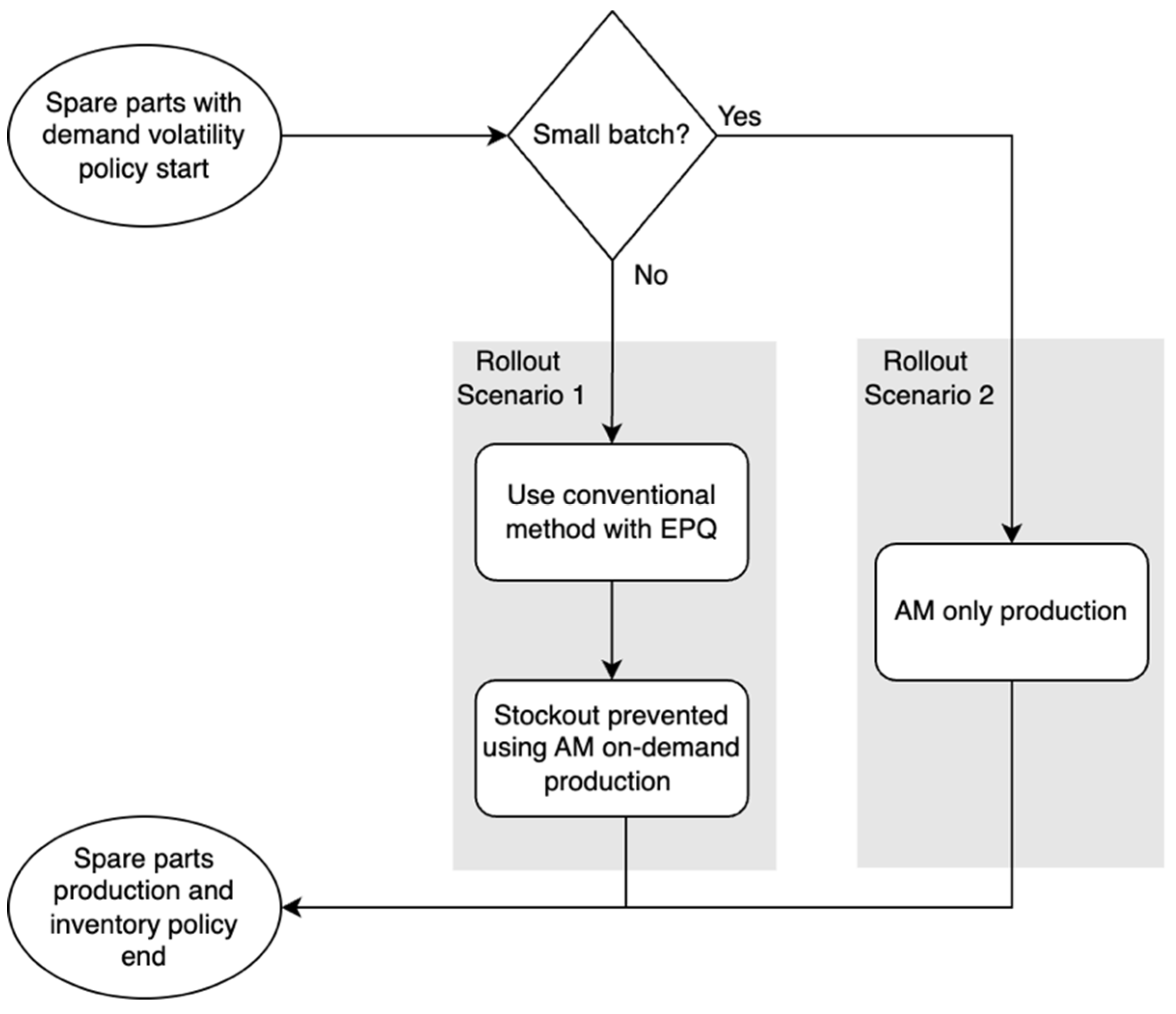
Table 1.
The literature on the use of AM for prototyping. The relevant streams of literature are categorized based on the type of innovation (i.e. Evolutionary, Architectural or Radical).
Table 1.
The literature on the use of AM for prototyping. The relevant streams of literature are categorized based on the type of innovation (i.e. Evolutionary, Architectural or Radical).
| Studies | Market uncertainty level | Technology uncertainty level | Type of innovation |
|---|---|---|---|
|
Low | Low | Incremental |
|
Low | Medium | Architectural |
|
Low | High | Radical |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



