Submitted:
20 August 2023
Posted:
22 August 2023
You are already at the latest version
Abstract
Traditional lithium-ion batteries cannot meet the high flexibility and bendability requirements of modern flexible electronic devices due to the limitations of their electrode materials. Therefore, the development of high-performance flexible energy storage devices is of great significance for promoting flexible electronics. In recent years, one-dimensional flexible fiber lithium-ion batteries have been rapidly developed due to the advantages of high flexibility and bendability. However, it is still a big challenge to realize 1D flexible fiber lithium-ion batteries with excellent electro-chemical properties and good mechanical performance. In this work, a reduced graphene ox-ide-based printing ink is proposed to fabricate flexible Li4Ti5O12/graphene fiber electrodes through a 3D printing assembly strategy. It is noteworthy that the green reducing agent vitamin C was used to reduce graphene oxide in one step, which improved the conductivity of the fiber elec-trode. Furthermore, a 3D conductive network is constructed inside the fiber electrodes due to the high specific surface area of reduced graphene oxide, which enhances the electronic conductivity and ion mobility. The fiber electrode not only has good mechanical performance, but also has ex-cellent electrochemical properties. Equally important, the method is simple and efficient, and the working environment is flexible. It can precisely control the shape, size and structure of the one-dimensional fiber flexible electrode, which is of great significance for the development of fu-ture flexible electronic devices.
Keywords:
3D printing assembly strategy
; flexible energy storage devices
; fiber electrodes
1. Introduction
With the rapid development of science and technology, people are increasingly interested in emerging technologies such as wearable devices, flexible smart electronics and flexible electronic devices. These technologies represent the future development direction of the electronics industry and will bring more convenience and intelligent experience to people's lives [1]. Especially flexible electronic devices, compared with traditional rigid electronic devices, have obvious advantages in adapting to complex environments, body curves and various daily uses [2]. Such devices can not only be used in personal wearable devices such as smart watches, smart glasses, and smart clothing, but also in smart homes, medical monitoring, and environmental monitoring, bringing new experiences to people's lives [3]. However, there are many challenges in making flexible electronic devices work well under frequent bending and stretching deformation conditions. Since the working environment of flexible electronic devices often requires electronic components to be able to bend, stretch and deform, this places high demands on the materials used in electronic devices [4]. Traditional rigid materials are difficult to adapt to such frequent deformation working conditions, and are prone to damage and fatigue. Therefore, in order to realize reliable flexible electronic devices, researchers continue to explore various new flexible materials to improve the durability and stability of the devices. First, aiming at the limitations of traditional materials, researchers have developed a series of new materials with good flexibility and bendability. For example, polymer materials are widely used in the field of flexible electronics, due to their plasticity and high toughness, the electronic components can maintain better performance when bent and stretched [5]. In addition, nanomaterials such as carbon nanotubes and two-dimensional materials have also been introduced into flexible electronic devices, and their excellent mechanical and electrical properties provide strong support for the stable operation of the devices [6,7,8,9,10].
Lithium-ion batteries, as a new type of battery that has flourished in recent years, are leading the revolution in the field of energy storage with their excellent performance characteristics. First, the high energy density of lithium-ion batteries makes them the energy source of choice for portable electronic devices. With the popularity of mobile communications, smart phones, tablets and other portable devices, people's requirements for battery capacity and endurance are getting higher and higher [11]. Lithium-ion batteries are able to store more energy in a relatively small volume, thus extending the use time of the device and providing a more convenient use experience. At the same time, the long cycle life of lithium-ion batteries makes them excellent in long-term use scenarios such as medical monitoring. Medical devices and monitoring equipment often require long-term continuous power supply, and lithium-ion batteries can still maintain relatively stable performance after thousands of charge and discharge cycles, providing reliable energy support for these applications, and in the case of non-use, lithium-ion batteries have less energy loss, can maintain the state of stored energy for a long time, convenient storage of energy [12]. However, despite the great success of traditional lithium-ion batteries in the field of energy storage, they also reveal a series of serious problems and limitations when faced with the special requirements of flexibility and bendability. These problems mainly involve electrode materials, manufacturing processes and packaging technologies, which limit the development of traditional lithium-ion batteries in flexible applications. First of all, the rigidity of the electrode material is not enough to adapt to the deformation requirements of flexible electronic devices. The electrode materials of traditional lithium-ion batteries are usually composed of rigid materials such as metal foils and ceramic films, which are prone to cracks, fractures and even delamination during frequent bending, stretching and deformation [13]. The rigidity of this material limits the stability and life of the battery in the bent state, making it difficult for the battery to work continuously and stably in a flexible environment. Secondly, the traditional manufacturing process is difficult to adapt to the production needs of flexible batteries. The manufacturing of traditional lithium-ion batteries usually involves coating and other processes, and the application of these processes on flexible substrates is greatly limited. These processes not only damage the flexible base material, but can also lead to separation between the electrode material and the electrolyte, which can affect the performance and stability of the battery [14]. In addition, packaging technology is also a key issue restricting the flexibility of traditional lithium-ion batteries. Because the battery needs to maintain a stable internal environment during use, traditional packaging methods are often difficult to meet the requirements of flexible battery deformation. Bending and stretching can cause damage to the packaging layer, making the inside of the battery vulnerable to the external environment, which affects the performance and life of the battery. Most critically, frequent deformation can cause problems with the interface between the various functional components inside the battery. Components such as electrode materials, electrolytes and diaphragms inside the battery are prone to small displacement and stress concentration during deformation, which may lead to fatigue damage and defect formation at the interface. This interface failure will lead to the instability of the battery performance, and even cause local failure, which seriously affects the reliability and service life of the battery [15]. To sum up, traditional lithium-ion batteries have a series of problems in terms of flexibility and bendability, mainly involving the rigidity of electrode materials, manufacturing process limitations, and packaging technology challenges. These problems not only restrict the development of flexible electronic devices, but also limit the widespread promotion of flexible batteries in practical applications. In order to overcome these problems, it is necessary to innovate in material research, manufacturing process and packaging technology to achieve the reliability and stability of flexible lithium-ion batteries, and promote the application of flexible electronic technology in more fields.
In recent years, one-dimensional (1D) flexible fiber optic lithium-ion batteries are undergoing rapid development due to their high flexibility and bendability. Its unique design concept integrates fiber electrode materials and flexible electrolytes, which not only brings together the advantages of traditional lithium-ion batteries, but also integrates multiple characteristics such as flexibility, plasticity and electrical conductivity. This innovative combination brings new prospects to the field of electronic technology, potentially triggering a revolutionary change in the field of electronic devices. The unique feature of the one-dimensional flexible fiber optic lithium-ion battery is that it can be bent and twisted freely to adapt to the needs of various application scenarios. This gives the battery excellent flexibility, weaving and wearability, so that it has a wide range of applications in smart textiles, wearable devices, medical monitoring and other fields. On the one hand, the high degree of plasticity of this battery allows it to respond flexibly in a variety of complex environments, providing greater freedom for the design and use of electronic devices. On the other hand, it provides convenient energy solutions for areas such as smart textiles, opening up entirely new possibilities for the development of these areas [16,17,18,19,20]. Compared with 2D and 3D flexible electrodes, 1D fiber flexible electrodes can allow a larger bending range and better stretchability, which exhibit better flexibility in flexible electronics [21]. However, there are still great challenges in the fabrication of 1D fiber flexible electrodes. Traditional 1D fiber flexible electrodes usually require complex fabrication techniques and conditions, such as electrospinning [22,23], chemical vapor deposition [24], sol-gel [25], etc. These manufacturing technologies have high requirements for special equipment and environments, which greatly increases the complexity and cost of the manufacturing process. These complex process requirements mean that more resources and effort need to be invested, including specific equipment and controlled production environments, thus limiting the scale production of one-dimensional fiber flexible electrodes and the possibility of widespread application [13]. In addition, in order to obtain the high mechanical properties required for fiber electrodes, it is usually necessary to introduce a large number of polymer binders into the fiber structure, which ensures the structural stability of the fiber to a certain extent. However, this added polymer binder often has a negative impact on the electrochemical performance of the electrode, including a reduction in conductivity and a loss of capacity, which affects the overall performance of the battery. In contrast, in order to pursue excellent electrochemical performance, a large number of conductive materials are sometimes added to the fiber electrode to improve the energy density and power density of the battery. However, this practice often sacrifices the mechanical properties of the fiber electrode, making it brittle and prone to breakage. This trade-off is a complex challenge that requires finding a balance in the design and preparation of the fiber electrode in order to achieve adequate mechanical stability without sacrificing electrochemical performance [26,27]. Therefore, to achieve both excellent electrochemical performance and excellent mechanical properties in one-dimensional flexible fiber optic lithium-ion batteries remains a challenging task, requiring careful design of the structure and composition of the fiber electrode, as well as optimization of the interaction between materials to overcome the limitations of existing technologies. Achieve a balance between high electrochemical performance and excellent mechanical properties. This will push flexible battery technology to a new milestone, providing more reliable and efficient energy solutions for wearables, smart textiles and other mobile power applications.
As an emerging material processing technology, 3D printing is gradually leading the innovation and development in the manufacturing field with its unique characteristics. This technology has a series of advantages such as simple operation and flexible working environment, which not only changes the traditional manufacturing method, but also brings greater flexibility and innovation to a number of fields [28,29,30,31]. By fine-tuning 3D printing parameters, such as printing speed, height, temperature, etc., as well as optimization of model design, precise control of electrode shape, size, and structure can be achieved. This means that customized electrodes can be carefully created according to specific application scenarios and requirements, so that they can better adapt to specific functional and performance needs. Whether it is a tiny electronic device or a large structure, 3D printing technology provides a higher degree of personalization and flexibility for manufacturing [32]. Not only that, 3D printing technology also performs well in enabling high-precision repetitive manufacturing. Through careful control and adjustment, the diameter, spacing and arrangement of the fibers can be precisely controlled. This high degree of consistency facilitates the fabrication of fiber electrodes with the same shape, size and electrochemical properties in different manufacturing batches. This is important for applications that require large-scale manufacturing and consistency [33,34]. In addition, compared with traditional manufacturing methods, 3D printing technology has brought significant advantages in terms of material use and manufacturing costs, bringing revolutionary changes to the manufacturing industry. Traditional manufacturing methods usually require a large amount of raw materials to make products, some of which may be discarded due to waste during processing. However, 3D printing technology, with its unique working principle, is able to accurately transform materials into the desired structure, almost no material waste problem, in the 3D printing process, only the material actually needed will be used to build the product, no additional trimming and processing steps are required, thus avoiding the waste of materials. This not only reduces resource consumption, but also reduces waste generation, which has a positive impact on environmental protection. At the same time, because 3D printing technology does not require custom molds and a lot of human input, additional costs in the manufacturing process can be reduced, improving production efficiency and cost effectiveness [35].
In this work, a reduced graphene oxide-based printing ink is proposed to fabricate flexible Li4Ti5O12/graphene fiber electrodes through a 3D printing assembly strategy. Specifically, an ink for 3D printing was synthesized, in which lithium titanate (LTO) was added as the active material, polyvinylidene fluoride (PVDF) as a binder to enhance the mechanical properties of the fiber electrodes, and graphene oxide (GO) acts as a conductive agent. As a new type of carbon material, GO is relatively simple to manufacture and low in cost, which can meet the needs of large-scale manufacturing through mass production [36]. And it has a larger specific surface area [37,38], which increases the loading of active materials and improves the electrochemical performance. At the same time, GO has good solubility in water and organic solvents [39], which is convenient for fabrication and processing into electrodes of different shapes and sizes. However, GO has the disadvantages of relatively low electrical conductivity and poor electrochemical stability [40]. In order to improve the electrical conductivity and poor electrochemical stability, the green reducing agent vitamin C was used to reduce graphene oxide in one step [41]. It is noteworthy that compared with GO, reduced graphene oxide (rGO) exhibits higher electrical conductivity [42,43,44,45,46] and superior mechanical properties [47,48] due to the removal of oxidized functional groups. Furthermore, a 3D conductive network is constructed inside the fiber electrodes due to the high specific surface area of reduced graphene oxide, which enhances the electronic conductivity and ion mobility. The fiber electrode not only has good mechanical performance, but also has excellent electrochemical properties. The elongation at break of as-prepared one-dimensional fiber electrode was 35%. And the capacity retention rate of one-dimensional fiber electrode is 83% after 100 cycles at 1C. This work has great significance and potential impact on the further development and application of flexible fiber electrodes.
2. Materials and Methods
As shown in Figure 1 is the fabrication of flexible Li4Ti5O12/graphene fiber electrode (see supporting information for detailed experimental procedures). In the printing ink, Li4Ti5O12 (LTO) is selected as the electrode active material, PVDF is used as the binder, vitamin C is used as the reducing agent, and rGO obtained by reducing GO is used as the conductive agent. After that, the printing ink is squeezed into deionized water through the nozzle of the 3D printer. The deionized water exchanges solvent with NMP in the ink to precipitate PVDF in the ink to form a fiber electrode. After passing through the PVDF-HFP solution, a separator is formed on the surface of the fiber electrode, which allows ions to pass through and prevents electrons from passing through. Finally, after drying at room temperature, the flexible Li4Ti5O12/graphene fiber electrode can be prepared.
3. Results and Discussion
In the first place, in order to make uniform fiber electrodes by 3D printing assembly strategy, it is necessary to study the rheological properties of the printing ink. As shown in Figure 2a, the printing ink has an apparent viscosity of 3500 Pa s at a low shear rate (0.01 s-1), and the apparent viscosity gradually decreases with the increase of the shear rate, which is consistent with the rheological behavior of non-Newtonian fluids [49]. This is the prerequisite for 3D printing to be carried out smoothly. This rheological property means that during the 3D printing process, the viscosity of the printing ink can adapt to different shear rates, thus ensuring that the desired fluid flow can be achieved at different printing stages. Printing inks with good rheology make it possible to achieve accurate material positioning and distribution when fabricating fiber electrodes, helping to achieve electrode uniformity and consistency [50,51]. The excellent rheological properties enable the manufacturing speed of the fiber electrode to reach 6m min-1. Figure 2b shows that the fiber electrode has excellent deformation properties, high flexibility and bendability. The excellent deformation properties provide a wide range of possibilities for the application of the electrode in flexible electronic devices, and can adapt to the design requirements of a variety of shapes and curves, it is revealed that it will not break or be damaged during the bending process. This flexibility and bendability provide a solid foundation for the practical application of fiber electrodes in wearable devices, smart textiles and other fields. Tensile strength tests (Figure 2c) show that the prepared fiber electrode has up to 35% elongation at break, which means that the electrode can withstand tension to a certain extent without breaking immediately when subjected to external forces. This high elongation at break is one of the important advantages of fiber electrode materials, which enables the electrode to show excellent toughness and adaptability under strain and deformation. Figure 2d shows the difference in conductivity between GO and rGO. The conductivity of rGO reduced by Vitamin C is 103 times higher than that of GO. The good electrical conductivity makes the fiber electrode form a high-speed electron transfer channel, which endows the fiber electrode with excellent electrochemical performance. In addition, it can be seen from the Raman spectrum (Figure 2f) that the increase in ID/IG of rGO compared to GO (Figure S1). It may be due to the reduction reaction forming smaller sized sp2 domains/rGO in larger quantities or the increased fraction of graphene edges [52]. From the XRD pattern (Figure 2e), it can be seen that the main diffraction peak of LTO is very sharp, and there is no other impurity diffraction except for a broad and low-intensity carbon diffraction peak at 2θ of 26°-27°. It shows that the LTO/rGO fiber electrode prepared by 3D printing has no effect on the crystal structure of LTO, and does not introduce other impurities. Thermogravimetric analysis was performed on the fiber electrode in an oxygen atmosphere. As shown in Figure S2, PVDF in the fiber electrode decomposed at 400℃, and rGO decomposed at 450℃. According to the mass proportion of thermal decomposition, it can be seen that the material of the fiber electrode is evenly distributed in the electrode.
The microscopic morphology of the LTO/rGO fiber electrode was observed with a scanning electron microscope (SEM). From the surface microscopic morphology (Figure 3a-c), it can be found that there are many small micropores on the surface of the electrode. The analysis revealed that the NMP inside the ink would spontaneously flow to the deionized water during the solvent exchange process, which resulted in the formation of tiny three-dimensional pore structures throughout the fiber electrodes. It is noteworthy that this facilitates the adsorption of electrolytes by the fibrous electrodes and the transport of ions during electrochemical processes [53]. At the same time, from the cross-section microstructure (Figure 3d-f), it can be found that under the action of surface tension of solvent exchange, the solvent will gradually migrate from the electrode material, resulting in the proximity of the material molecules. This process helps the structure of the fiber electrode gradually become tighter, making the material more dense. In this way, the internal void of the fiber electrode is effectively reduced, resulting in a more compact structure. This relatively dense structure has an important effect on electrode performance. First, the tighter structure can provide more contact points and conductive paths, which is conducive to the conduction of electrons and ions. Secondly, by reducing the internal void, the electrode material is more closely in contact with the electrolyte, thus promoting the interaction between the electrode material and the electrolyte. This is of great significance for the charging and discharging process of the electrode, which can accelerate the reaction rate and improve the energy storage performance of the electrode. As shown in Figure 3g, the size of the fiber electrode is 530 μm, which is much smaller than the nozzle diameter of 650 μm. The densified fiber electrode optimizes the ion conduction channel and speeds up the charge-discharge reaction rate. Moreover, rGO and LTO are uniformly dispersed inside, and LTO is located on the rGO sheet. Since rGO has a large number of microscopic pores and a highly porous structure, the dispersion of LTO on its surface can make better use of these characteristics of rGO. This design not only increases the reaction interface between the electrode material and the electrolyte, but also provides more active sites, thus promoting the electrochemical reaction. The high specific surface area and good electrical conductivity of rGO allow electrons and ions to be transported more efficiently, thus improving the response speed and energy storage performance of the electrode [54]. It can be seen from Figure 3h that after wetting with PVDF-HFP solution, a thin film on the surface of the fiber electrode acts as a separator. This layer of diaphragm plays a role in separating the electrode and the electrolyte during the operation of the battery, so that the electrolyte can evenly penetrate the inside of the electrode. This osmosis helps to maintain the ion conductivity inside the battery, thus maintaining a good connection between the electrode material and the electrolyte, improving the efficiency and performance of the battery. The presence of the diaphragm can also reduce the direct contact between the battery material and the electrolyte inside the battery, thus reducing the possible adverse reactions. This helps avoid unnecessary chemical reactions and protects the stability and consistency inside the battery. The diaphragm can also prevent the dissolution or corrosion of the electrode material and improve the cycle life and stability of the battery [55]. The EDS images (Figure 3i-l) exhibit that individual elements in the LTO/rGO fiber electrode are evenly distributed, which can indicate that the 3D printing process, solvent exchange, drying and other processes have no effect on the dispersion of the material.
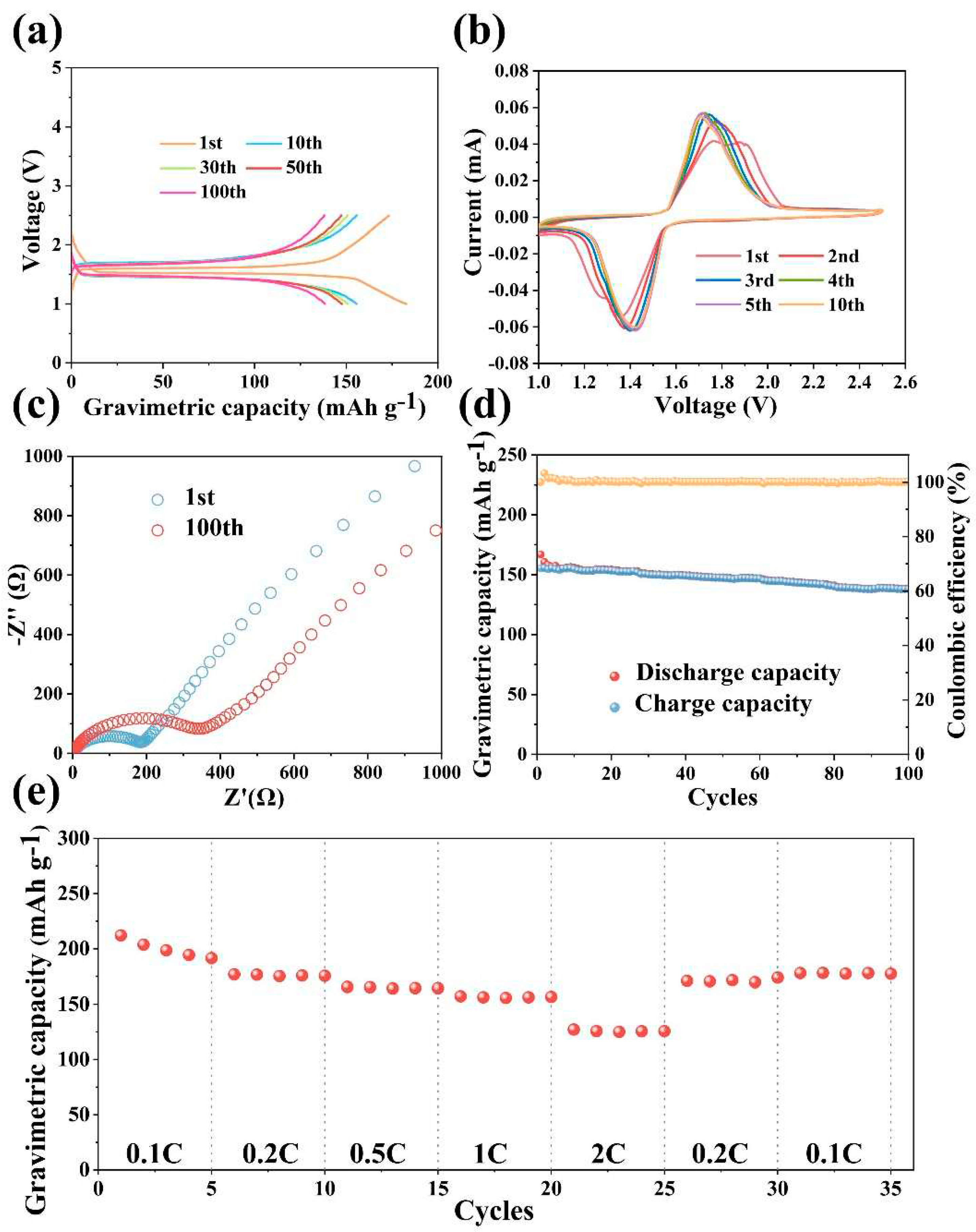
As shown in Figure 4a, the discharge specific capacity and charge specific capacity of the LTO/rGO fiber electrode in the first cycle at 1C rate are 182.8 mAh g-1 and 173.2 mAh g-1, respectively, which are close to the theoretical capacity of LTO (175 mAh g-1). It is worth noting that the specific discharge capacity is higher than the theoretical value, which is mainly attributed to the contribution of rGO to the capacity [56]. The irreversible capacity loss is mainly attributed to the side reaction of LTO with electrolyte and the formation of SEI film [57,58]. The charge-discharge curves of 50 cycles are almost overlapped, which indicates that the charge-discharge specific capacity is relatively stable. As shown in Figure 4b, it can be seen that a pair of reversible redox peaks are found at ~1.45V and ~1.7V, which are typical characteristic peaks of two-phase reaction lithium titanate materials. It corresponds to the process of lithium embedding/removal in LTO [59]. Moreover, it can also be seen that each curve has a high degree of overlap and similar redox peaks, which indicates that the LTO/rGO fiber electrode has a good degree of reversibility. As shown in Figure 4d, the LTO/rGO fiber electrode exhibits excellent cycling stability. After 100 cycles, the discharge specific capacity and charge specific capacity of the LTO/rGO fiber electrode are 138.2 mAh g-1 and 137.8 mAh g-1, respectively, and the capacity retention rate of the LTO/rGO fiber electrode can reach 83%. According to the electrochemical impedance spectroscopy (Figure 4c), it can be concluded that after 100 cycles, the impedance of the LTO/rGO fiber electrode increases, resulting in a decrease in the charge-discharge specific capacity. In addition, the LTO/rGO fiber electrode also exhibits outstanding rate performance at different current densities, as shown in Figure 4e. The rate measurements deliver the capacities of 191.5, 175.3, 164.4, 156.2 and 127.2 mAh g-1 at different rates of 0.1, 0.2, 0.5, 1 and 2 C, respectively. When the rate returns to 0.1 C, the capacity may still return to the original value. The excellent cycle performance and rate performance indicate that the LTO/rGO fiber electrode has high ionic conductivity and electron transport ability, which is mainly attributed to the three-dimensional channel structure formed by solvent exchange on the surface of the fiber electrode. This facilitates the enhanced ion transport rate as well as the electron conducting network formed in the fibrous electrodes.
4. Conclusions
In summary, we have successfully prepared a flexible Li4Ti5O12/graphene fiber electrode with a one-dimensional structure by configuring reduced graphene oxide-based ink combined with extrusion 3D printing technology. Due to the high conductivity and high specific surface area of rGO, a 3D conductive network is constructed inside the fiber electrode, which improves the electronic conductivity. Furthermore, under the unique solvent exchange action, a tiny three-dimensional pore structure is formed on the surface of the fiber, which is conducive to the adsorption of electrolyte and the transmission of ions. The as-prepared fiber electrode not only exhibits excellent mechanical properties (35% elongation at break), but also shows outstanding electrochemical performance (83% capacity retention after 100 cycles). The preparation method of flexible fiber electrodes in this work is simple, environmentally friendly and mass-produced, which has broad application prospects. More importantly, this preparation method can be adapted to various deformable structures, which opens up new possibilities in areas such as wearable electronics, flexible electronics, and implantable medical devices.
Supplementary Materials
The following supporting information can be downloaded at: www.mdpi.com/xxx/s1, Figure S1: Raman pattern of LTO/GO fiber electrode; Figure S2: Thermogravimetric analysis of LTO/GO fiber electrodes.
Author Contributions
R.M. and C.Z. conceived the idea. R.M., R.W., B.F., H.L., B.N., R.W., B.X., S. F., R.L., S.L., Y.X., Y.S., and C.Z. carried out material synthesis, characterization and electrochemical characterization. R.M., R.W., B.F., H.L., and C.Z. wrote the paper. All the authors discussed the results and commented on the manuscript.
Acknowledgments
This research was supported by Shanghai pilotProgram for Basic Research (grant no. 22TQ1400100-8) Shanghai Pujiang Program (grant no. 20PJ1402500), Natural Science Foundation of Shanghai (grant no. 22ZR1416600) and the Fundamental Research Funds for the Central Universities.
Conflicts of Interest
The authors declare no completing financial interests.
References
- Shi, X. L.; Chen, W. Y.; Zhang, T.; Zou, J.; Chen, Z. G. Fiber-based thermoelectrics for solid, portable, and wearable electronics. Energy Environ. Sci. 2021, 14, 729–764. [Google Scholar] [CrossRef]
- Tu, J.; Torrente-Rodríguez, R. M.; Wang, M.; Gao, W. The era of digital health: a review of portable and wearable affinity biosensors. Adv. Funct. Mater. 2020, 30, 1906713. [Google Scholar] [CrossRef]
- Rahman, M. T.; Rana, S. S.; Salauddin, M.; Maharjan, P.; Bhatta, T.; Park, J. Y. Biomechanical energy-driven hybridized generator as a universal portable power source for smart/wearable electronics. Adv. Energy Mater. 2020, 10, 1903663. [Google Scholar] [CrossRef]
- Chen, X. Making electrodes stretchable. Small Methods 2017, 1, 1600029. [Google Scholar] [CrossRef]
- Lv, Z.; Li, W.; Yang, L.; Loh, X. J.; Chen, X. Custom-made electrochemical energy storage devices. ACS Energy Lett. 2019, 4, 606–614. [Google Scholar] [CrossRef]
- Song, W. J.; Lee, S.; Song, G.; Park, S. Stretchable aqueous batteries: progress and prospects. ACS Energy Lett. 2019, 4, 177–186. [Google Scholar] [CrossRef]
- Song, Z.; Ma, T.; Tang, R.; Cheng, Q.; Wang, X.; Krishnaraju, D.; Panat, R.; Chan, C. K.; Yu, H.; Jiang, H. Origami lithium-ion batteries. Nat. Commun. 2014, 5, 3140. [Google Scholar] [CrossRef]
- Bao, Y.; Zhang, X.; Zhang, X.; Yang, L.; Zhang, X.; Chen, H.; Yang, M.; Fang, D. Free-standing and flexible LiMnTiO4/carbon nanotube cathodes for high performance lithium ion batteries. J. Power Sources 2016, 321, 120–125. [Google Scholar] [CrossRef]
- Fu, K. K.; Cheng, J.; Li, T.; Hu, L. Flexible batteries: from mechanics to devices. ACS Energy Lett. 2016, 1, 1065–1079. [Google Scholar] [CrossRef]
- Bao, Y.; Hong, G.; Chen, Y.; Chen, J.; Chen, H.; Song, W. L.; Fang, D. Customized kirigami electrodes for flexible and deformable lithium-ion batteries. ACS Appl. Mater. Interfaces 2020, 12, 780–788. [Google Scholar] [CrossRef]
- Li, J.; Zhao, J.; Rogers, J. A. Materials and designs for power supply systems in skin-interfaced electronics. Acc. Chem. Res. 2019, 52, 53–62. [Google Scholar] [CrossRef] [PubMed]
- Armand, M.; Tarascon, J.-M. Building better batteries. Nature 2008, 451, 652–657. [Google Scholar] [CrossRef] [PubMed]
- Liao, M.; Wang, C.; Hong, Y.; Zhang, Y.; Cheng, X.; Sun, H.; Huang, X.; Ye, L.; Wu, J.; Shi, X.; Kang, X.; Zhou, X.; Wang, J.; Li, P.; Sun, X.; Chen, P.; Wang, B.; Wang, Y.; Xia, Y.; Cheng, Y.; Peng, H. Industrial scale production of fibre batteries by a solution-extrusion method. Nat. Nanotechnol. 2022, 17, 372–377. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.; Lou, Z.; Jiang, K.; Shen, G. Device configurations and future prospects of flexible/stretchable lithium-ion batteries. Adv. Funct. Mater. 2018, 28, 1805596. [Google Scholar] [CrossRef]
- Mackanic, D. G.; Kao, M.; Bao, Z. Enabling deformable and stretchable batteries. Adv. Energy Mater. 2020, 10, 2001424. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, Y.; Zhang, J.; Sun, X.; Peng, H. Energy harvesting and storage in 1D devices. Nat. Rev. Mater. 2017, 2, 17023. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, F.; Yu, M.; Zhuang, X.; Feng, X. Two-dimensional materials for miniaturized energy storage devices: from individual devices to smart integrated systems. Chem. Soc. Rev. 2018, 47, 7426–7451. [Google Scholar] [CrossRef]
- Ren, J.; Bai, W.; Guan, G.; Zhang, Y.; Peng, H. Flexible and weaveable capacitor wire based on a carbon nanocomposite fiber. Adv. Mater. 2013, 25, 5965–5970. [Google Scholar] [CrossRef]
- Kwon, Y. H.; Woo, S. W.; Jung, H. R.; Yu, H. K.; Kim, K.; Oh, B. H.; Ahn, S.; Lee, S. Y.; Song, S. W.; Cho, J.; Shin, H. C.; Kim, J. Y. Cable-type flexible lithium ion battery based on hollow multi-helix electrodes. Adv. Mater. 2012, 24, 5192–5197. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, W.; Ren, J.; Weng, W.; Lin, H.; Zhang, Z.; Peng, H. Super-stretchy lithium-ion battery based on carbon nanotube fiber. J. Mater. Chem. A 2014, 2, 11054–11059. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, Y.; Zhang, Y.; Fan, W.; Liu, T. Three-dimensional nanoporous graphene-carbon nanotube hybrid frameworks for confinement of SnS2 nanosheets: flexible and binder-free papers with highly reversible lithium storage. ACS Appl. Mater. Interfaces 2015, 7, 27823–27830. [Google Scholar] [CrossRef]
- Yan, Y.; Liu, X.; Yan, J.; Guan, C.; Wang, J. Electrospun nanofibers for new generation flexible energy storage. Energy Environ. Mater. 2021, 4, 502–521. [Google Scholar] [CrossRef]
- Selvaraj, A. R.; Raja, I. S.; Chinnadurai, D.; Rajendiran, R.; Cho, I.; Han, D. W.; Prabakar, K. Electrospun one dimensional (1d) pseudocapacitive nanorods embedded carbon nanofiber as positrode and graphene wrapped carbon nanofiber as negatrode for enhanced electrochemical energy storage. J. Energy Storage 2022, 46, 103731. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, K.; Qi, Y.; Liu, Z. Chemical vapor deposition method for graphene fiber materials. Acta Phys.-Chim. Sin. 2020, 38, 2006046–0. [CrossRef]
- Sun, C.; Chen, S.; Li, Z. Controllable synthesis of Fe2O3-carbon fiber composites via a facile sol-gel route as anode materials for lithium ion batteries. Appl. Surf. Sci. 2018, 427, 476–484. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, C.; Xie, H.; Gao, T.; Yao, Y.; Pastel, G.; Han, X.; Li, Y.; Zhao, J.; Fu, K. K.; Hu, L. 3D-printed all-fiber li-ion battery toward wearable energy storage. Adv. Funct. Mater. 2017, 27, 1703140. [Google Scholar] [CrossRef]
- Praveen, S.; Sim, G. S.; Ho, C. W.; Lee, C. W. 3D-printed twisted yarn-type Li-ion battery towards smart fabrics. Energy Stor. Mater. 2021, 41, 748–757. [Google Scholar] [CrossRef]
- Zhu, C.; Liu, T.; Qian, F.; Chen, W.; Chandrasekaran, S.; Yao, B.; Song, Y.; Duoss, E. B.; Kuntz, J. D.; Spadaccini, C. M.; Worsley, M. A.; Li, Y. 3D printed functional nanomaterials for electrochemical energy storage. Nano Today 2017, 15, 107–120. [Google Scholar] [CrossRef]
- Zhang, F.; Wei, M.; Viswanathan, V. V.; Swart, B.; Shao, Y.; Wu, G.; Zhou, C. 3D printing technologies for electrochemical energy storage. Nano Energy 2017, 40, 418–431. [Google Scholar] [CrossRef]
- Sousa, R. E.; Costa, C. M.; Lanceros-Méndez, S. Advances and future challenges in printed batteries. ChemSusChem 2015, 8, 3539–3555. [Google Scholar] [CrossRef] [PubMed]
- Tian, X.; Jin, J.; Yuan, S.; Chua, C. K.; Tor, S. B.; Zhou, K. Emerging 3D-printed electrochemical energy storage devices: a critical review. Adv. Energy Mater. 2017, 7, 1700127. [Google Scholar] [CrossRef]
- Zheng, X.; Smith, W.; Jackson, J.; Moran, B.; Cui, H.; Chen, D.; Ye, J.; Fang, N.; Rodriguez, N.; Weisgraber, T.; Spadaccini, C. M. Addendum: multiscale metallic metamaterials. Nat. Mater. 2017, 16, 497–497. [Google Scholar] [CrossRef] [PubMed]
- Truby, R. L.; Lewis, J. A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef] [PubMed]
- Wang, L. C.; Song, W. L.; Fang, D. Twistable Origami and Kirigami: From structure-guided smartness to mechanical energy storage. ACS Appl. Mater. Interfaces 2019, 11, 3450–3458. [Google Scholar] [CrossRef] [PubMed]
- Rocha, V. G.; Saiz, E.; Tirichenko, I. S.; García-Tuñón, E. Direct ink writing advances in multi-material structures for a sustainable future. J. Mater. Chem. A 2020, 8, 15646–15657. [Google Scholar] [CrossRef]
- Pei, S.; Cheng, H.-M. The reduction of graphene oxide. Carbon 2012, 50, 3210–3228. [Google Scholar] [CrossRef]
- Tao, R.; Li, F.; Lu, X.; Liu, F.; Xu, J.; Kong, D.; Zhang, C.; Tan, X.; Ma, S.; Shi, W.; Mo, R.; Lu, Y. High-conductivity–dispersibility graphene made by catalytic exfoliation of graphite for lithium-ion battery. Adv. Funct. Mater. 2021, 31, 2007630. [Google Scholar] [CrossRef]
- Wang, P.; Ye, Y.; Liang, D.; Sun, H.; Liu, J.; Tian, Z.; Liang, C. Layered mesoporous Mg(OH)2/GO nanosheet composite for efficient removal of water contaminants. RSC Adv. 2016, 6, 26977–26983. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth Met 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Gómez-Navarro, C.; Weitz, R. T.; Bittner, A. M.; Scolari, M.; Mews, A.; Burghard, M.; Kern, K. Electronic transport properties of individual chemically reduced graphene oxide sheets. Nano Letters 2007, 7, 3499–3503. [Google Scholar] [CrossRef]
- De Silva, K. K. H.; Huang, H. H.; Yoshimura, M. Progress of reduction of graphene oxide by ascorbic acid. Appl. Surf. Sci. 2018, 447, 338–346. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D. A.; Dommett, G. H. B.; Kohlhaas, K. M.; Zimney, E. J.; Stach, E. A.; Piner, R. D.; Nguyen, S. T.; Ruoff, R. S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Ivanova, R.; Tabakova, S.; Ivanov, E.; Kotsilkova, R.; Cimmino, S.; Di Maio, R.; Silvestre, C. Rheological and electrical behaviour of nanocarbon/poly(lactic) acid for 3D printing applications. Compos. B. Eng. 2019, 167, 467–476. [Google Scholar] [CrossRef]
- Ponnamma, D.; Sadasivuni, K. K.; Cabibihan, J. J.; Yoon, W. J.; Kumar, B. Reduced graphene oxide filled poly(dimethyl siloxane) based transparent stretchable, and touch-responsive sensors. Appl. Phys. Lett. 2016, 108, 171906. [Google Scholar] [CrossRef]
- Mo, R.; Lei, Z.; Sun, K.; Rooney, D. Facile Synthesis of anatase TiO2 quantum-dot/graphene-nanosheet composites with enhanced electrochemical performance for lithium-ion batteries. Adv. Mater. 2014, 26, 2084–2088. [Google Scholar] [CrossRef]
- Mo, R.; Li, F.; Tan, X.; Xu, P.; Tao, R.; Shen, G.; Lu, X.; Liu, F.; Shen, L.; Xu, B.; Xiao, Q.; Wang, X.; Wang, C.; Li, J.; Wang, G.; Lu, Y. High-quality mesoporous graphene particles as high-energy and fast-charging anodes for lithium-ion batteries. Nat. Commun. 2019, 10, 1474. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J. W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Terrones, M.; Martín, O.; González, M.; Pozuelo, J.; Serrano, B.; Cabanelas, J. C.; Vega-Díaz, S. M.; Baselga, J. Interphases in graphene polymer-based nanocomposites: achievements and challenges. Adv. Mater. 2011, 23, 5302–5310. [Google Scholar] [CrossRef]
- Seyssiecq, I.; Ferrasse, J. H.; Roche, N. State-of-the-art: rheological characterisation of wastewater treatment sludge. Biochem. Eng. J. 2003, 16, 41–56. [Google Scholar] [CrossRef]
- Lewis, J. A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 2006, 16, 2193–2204. [Google Scholar] [CrossRef]
- Clausen, A.; Wang, F.; Jensen, J. S.; Sigmund, O.; Lewis, J. A. Topology optimized architectures with programmable poisson’s ratio over large deformations. Adv. Mater. 2015, 27, 5523–5527. [Google Scholar] [CrossRef]
- Fathy, M.; Gomaa, A.; Taher, F. A.; El-Fass, M. M.; Kashyout, A. E. H. B. Optimizing the preparation parameters of GO and rGO for large-scale production. J. Mater. Sci. 2016, 51, 5664–5675. [Google Scholar] [CrossRef]
- Hao, Z.; Zhang, Q.; Xu, X.; Zhao, Q.; Wu, C.; Liu, J.; Wang, H. Nanochannels regulating ionic transport for boosting electrochemical energy storage and conversion: a review. Nanoscale 2020, 12, 15923–15943. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Duan, X.; Guo, W.; Li, D.; Zhang, H.; Zheng, W. Electrochemical performances investigation of NiS/rGO composite as electrode material for supercapacitors. Nano Energy 2014, 5, 74–81. [Google Scholar] [CrossRef]
- Zhang, W.; Tu, Z.; Qian, J.; Choudhury, S.; Archer, L. A.; Lu, Y. Design Principles of functional polymer separators for high-energy, metal-based batteries. Small 2018, 14, 1703001. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z. S.; Ren, W.; Xu, L.; Li, F.; Cheng, H. M. Doped graphene sheets as anode materials with superhigh rate and large capacity for lithium ion batteries. ACS Nano 2011, 5, 5463–5471. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Q.; Song, Z.; Ma, T.; Smith, B. B.; Tang, R.; Yu, H.; Jiang, H.; Chan, C. K. Folding paper-based lithium-ion batteries for higher areal energy densities. Nano Letters 2013, 13, 4969–4974. [Google Scholar] [CrossRef] [PubMed]
- Tan, X.; Mo, R.; Xu, J.; Li, X.; Yin, Q.; Shen, L.; Lu, Y. High performance sodium ion anodes based on Sn4P3 encapsulated within amphiphilic graphene tubes. Adv. Energy Mater. 2022, 12, 2102345. [Google Scholar] [CrossRef]
- Shi, X.-L.; Chen, W.-Y.; Zhang, T.; Zou, J.; Chen, Z.-G. Fiber-based thermoelectrics for solid, portable, and wearable electronics. Energy Environ. Sci. 2021, 14, 729–764. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of flexible Li4Ti5O12/graphene fiber electrode.
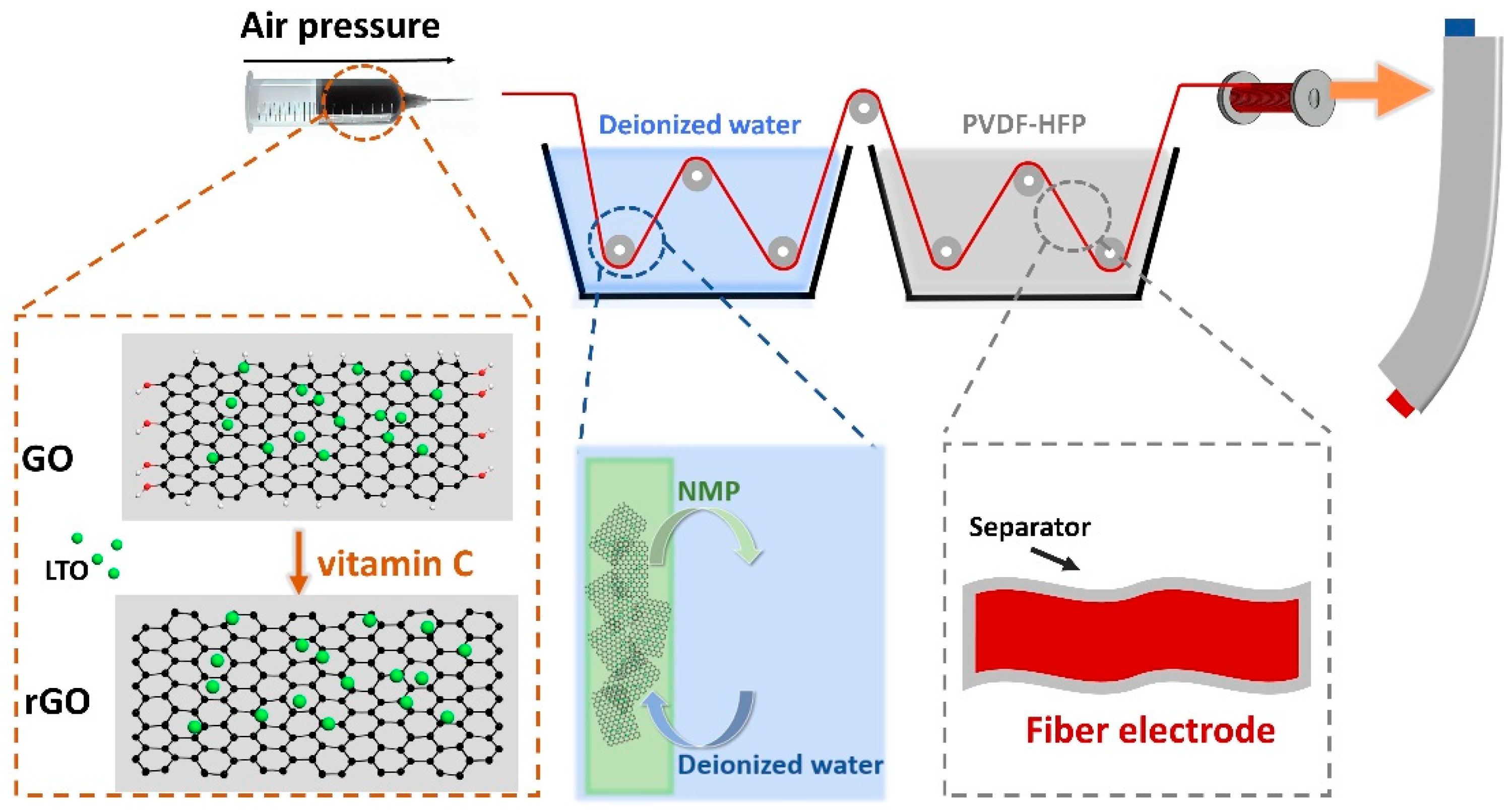
Figure 2.
(a) Apparent viscosity of printing ink as a function of shear rate; (b) LTO/rGO fiber electrode after drying; (c) Tensile strength curve of LTO/rGO fiber electrode; (d) Conductivity of LTO/GO and LTO/rGO; (e) XRD pattern of LTO/rGO fiber electrode; (f) Raman pattern of LTO/rGO fiber electrode.
Figure 2.
(a) Apparent viscosity of printing ink as a function of shear rate; (b) LTO/rGO fiber electrode after drying; (c) Tensile strength curve of LTO/rGO fiber electrode; (d) Conductivity of LTO/GO and LTO/rGO; (e) XRD pattern of LTO/rGO fiber electrode; (f) Raman pattern of LTO/rGO fiber electrode.
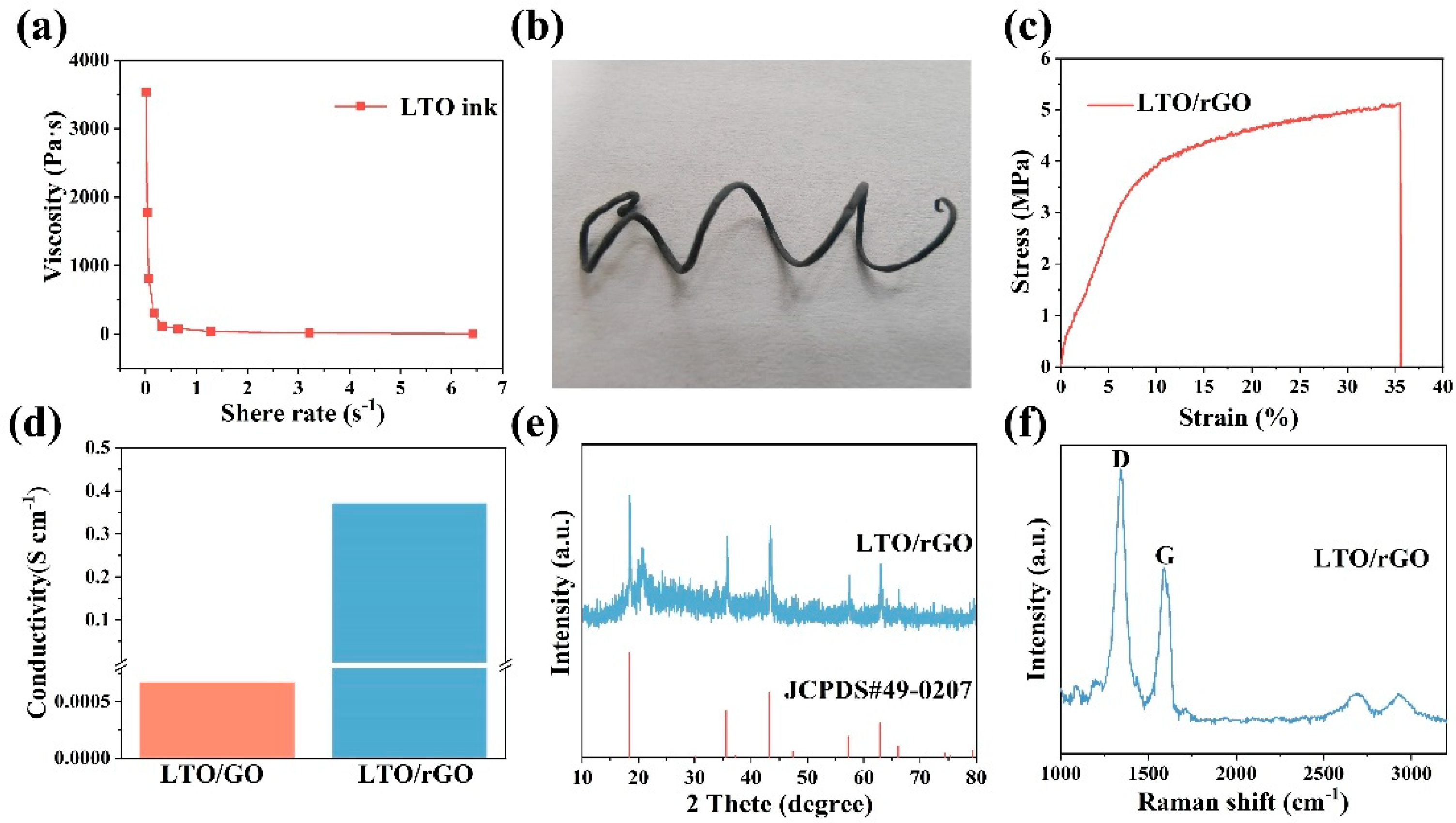
Figure 3.
(a-c) Surface SEM image of LTO/rGO fiber electrode; (d-f) Cross-sectional SEM image of LTO/rGO fiber electrode; (g) SEM image of twisted LTO/rGO fiber electrode; (h) Cross-sectional SEM image of PVDF-HFP coating on the surface of LTO/rGO fiber electrode; (i-l) EDS mapping of C, O, and Ti in LTO/rGO fiber electrodes.
Figure 3.
(a-c) Surface SEM image of LTO/rGO fiber electrode; (d-f) Cross-sectional SEM image of LTO/rGO fiber electrode; (g) SEM image of twisted LTO/rGO fiber electrode; (h) Cross-sectional SEM image of PVDF-HFP coating on the surface of LTO/rGO fiber electrode; (i-l) EDS mapping of C, O, and Ti in LTO/rGO fiber electrodes.
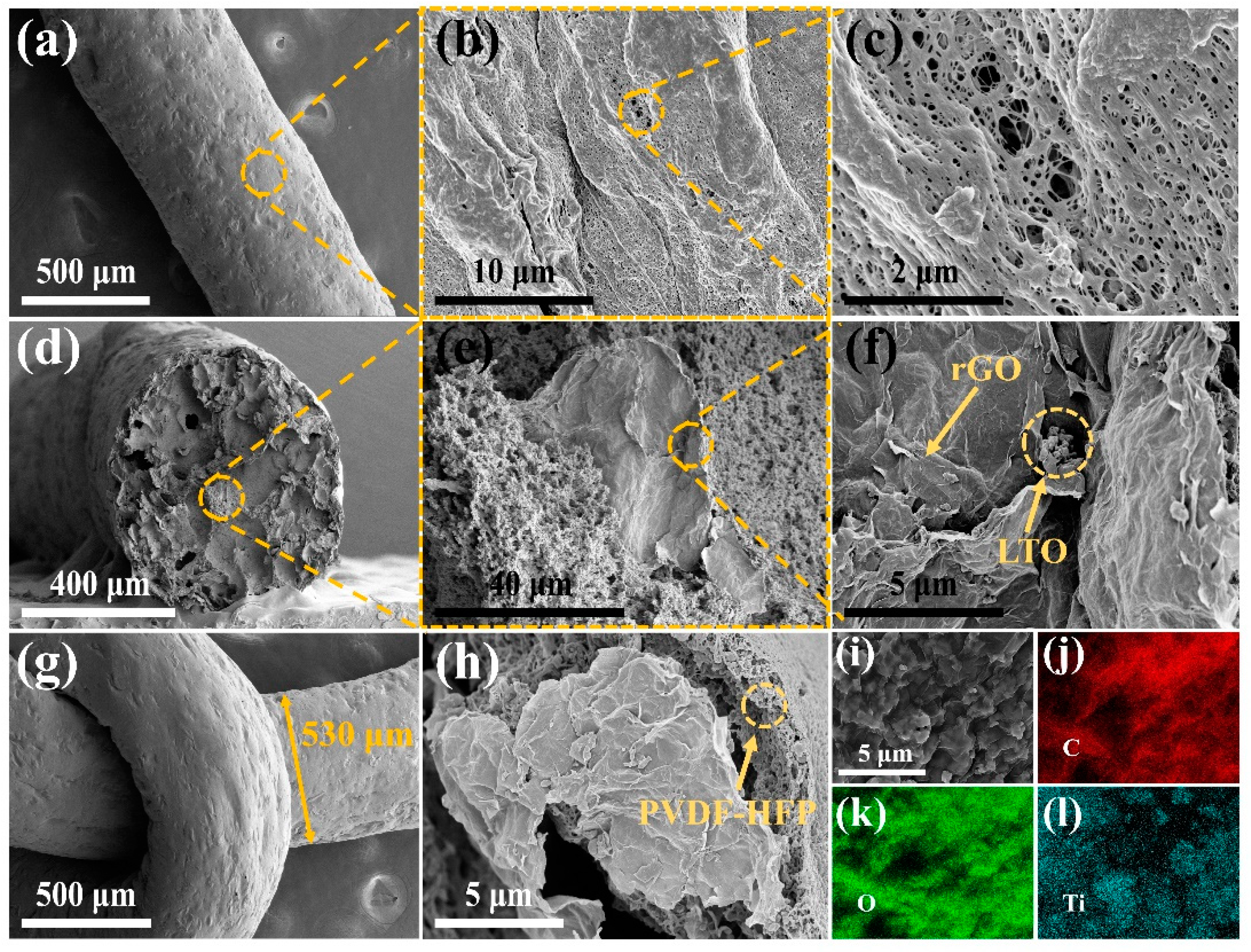
Figure 4.
(a) Charge-discharge curves of LTO/rGO fiber electrodes at 1C current density; (b) CV curves of LTO/rGO fiber electrodes; (c) Electrochemical impedance spectroscopy of LTO/rGO fiber electrodes; (d) Cycling performance of the LTO/rGO fiber electrode; (e) Performance of LTO/rGO fiber electrodes at different current density.
Figure 4.
(a) Charge-discharge curves of LTO/rGO fiber electrodes at 1C current density; (b) CV curves of LTO/rGO fiber electrodes; (c) Electrochemical impedance spectroscopy of LTO/rGO fiber electrodes; (d) Cycling performance of the LTO/rGO fiber electrode; (e) Performance of LTO/rGO fiber electrodes at different current density.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



