
Submitted:
18 August 2023
Posted:
22 August 2023
You are already at the latest version
Abstract
The use of biolubricants as an alternative for petroleum-based products has played an important role in the last decade. Thus, due to the encouragement of global policies, which mainly support green chemistry and circular economy, there has been an increasing interest in bio-based products, including biolubricants, from scientific and industrial points of view. Due to the different applications of biolubricants for a wide range of practical uses, the raw materials, production, and characteristics might vary, making this field a continuously changing subject of study by researchers. The aim of this research work was to focus on biolubricant production from vegetable oil crops in a bio-refinery perspective, paying attention to the main raw materials used, the corresponding production methods (with special focus on double transesterification), the role of catalysts and techno-economic studies. Thus, the main factors affecting quality parameters such as viscosity or oxidative stability have been covered, including catalyst addition, reaction temperature or the use of raw materials, reagents or additives were also analyzed. The latest research trends were included, updating previous studies about this matter, considering current conclusions and future research.
Keywords:
fatty acids
; fatty acid methyl esters
; transesterification
; epoxidation
; catalyst
; viscosity
; oxidation stability
; acidity
; biorefinery
; sustainability
; circular economy
1. Introduction
1.1. Global energy and materials scenario: the role of biolubricants
Due to the global concern about environmental and sustainable subjects, the promotion of new concepts such as circular economy, green chemistry or sustainability has increased in recent years. Consequently, global agencies and organizations, as well as national or local governments (along with society’s environmental awareness), have encouraged these kinds of practices, as in the case of Europe that has established a long-term goal to develop a competitive, resource efficient and low carbon economy by 2050, pointing out the important role of biomass in future bioeconomy policies [1].
On the other hand, the 2030 horizon and Sustainable Development Goals (SDG) established by the United Nations (UN) are a reference for the launch of specific national or regional guidelines regarding sustainability, green practices, and circular economy, among others [2].
In this context, the role of bioproducts as replacement for petroleum products can be strategic, fostering an economic and sustainable growth of developing countries or regions (as well as developed countries, whose green policies have changed their strategies in the medium and long term). For instance, the implementation of technologies devoted to biofuel production has been widely studied in the literature, including biodiesel or bioethanol, among others.
Regarding bioproducts, the specific case included in this review, that is, biolubricants, has been considered as an interesting research field, as explained later on. Biolubricants could act as the replacement for mineral lubricants, implying many advantages and challenges. This way, biolubricants are more biodegradable, presenting higher flash and combustion points compared to traditional lubricants. Also, biolubricant production usually present a high atom efficiency. These properties imply a product with a reduced environmental impact, as well as increased safety during storage or transport. On the other hand, these biolubricants may also have disadvantages, like short oxidative stability values, which could worsen viscosity or acidity during storage, with the subsequent problems for its direct use in machines, engines, or gears.
In general, apart from the abovementioned advantages, and depending on the raw material used and the kind of production, biolubricants could comply with many of the Sustainable Development Goals, like the ones included in Figure 1:
Therefore, as it can be seen in Figure 1, biolubricant production, which can be considered in a biorefinery context, could comply directly with many of the Sustainable Development Goals (SDG) established by the United Nations. For instance, as explained in following sections, biolubricant production can present intermediate products such as fatty acid methyl esters, which could contribute to an affordable and clean energy.
Regarding decent work and economic growth, the use of bio-based products obtained from typical raw materials in a certain area can contribute to the energy and material independence of this region, developing a sustainable economic growth. Indeed, local crops and the subsequent vegetable oils could be an interesting starting point for a biorefinery based on biodiesel and biolubricant production (usually through double transesterification), promoting sustainable industries, innovation, and a responsible production of many components such as biodiesel, glycerol, biolubricants, methanol recovery, etc.
Finally, and since natural raw materials are used in a sustainable way, obtaining a biodegradable product, biolubricant production could help to improve climate action, protecting life on land and below water (as, for instance, a biolubricant spill would not be as harmful as its petrol-based equivalent). Furthermore, other SDG could be positively influenced (such as “No poverty”, “Good health and well-being” or “Reduced inequalities”), but in an indirect way.
These SDGs points out another interesting point which supports sustainable strategies, possibly being the real and definitive starting point for the implementation of these policies all over the world. Unfortunately (or not, if green policies are finally taken by national and international agencies at this point, after learning the hard way), the energy and material dependence of most countries (especially concerning natural gas or oil), along with the subsequent and unstable changes on many raw material prices (including oil and, as observed after the war between Russia and Ukraine, vegetable oils such as corn oil) has implied an unstable period where economic crisis (pressed by this energy instability) became the general tone. However, this is just a simple example of how international relations and wars in recent history influenced on aspects such as energy, food or transport [4,5]. This way, concepts such as renewable energy, circular economy or green chemistry are nowadays as linked to geopolitics as ever (although this issue is not new), apart from the obvious economic and industrial concepts, in order to reduce the negative effect of international stress [6,7,8,9].
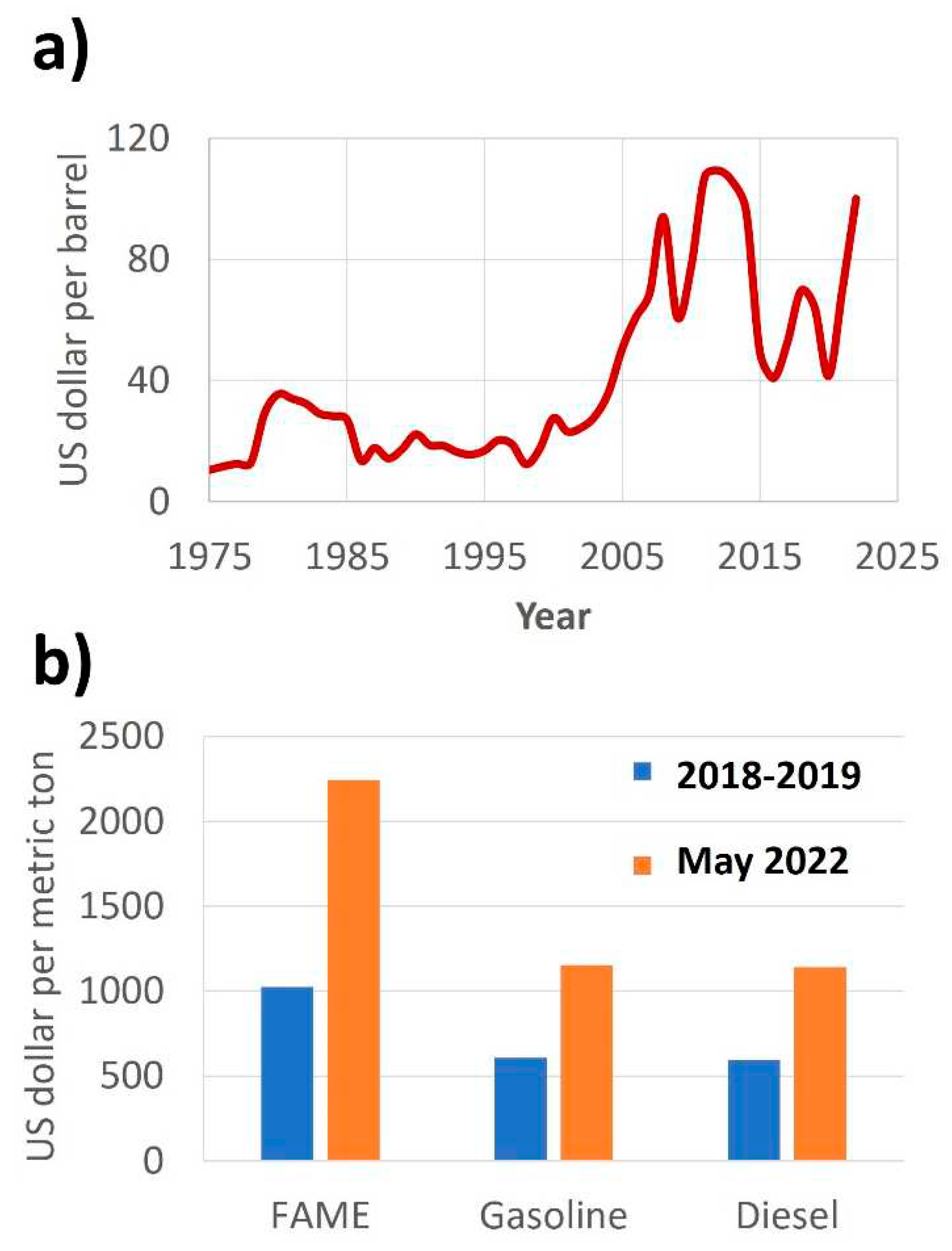
As observed in Figure 2, two significant trends are observed that point out the negative effects of energy and material dependency. First, according to Figure 2a, it is clear that oil price evolution has been a roller coaster since 2005, with increases of 100 % in a few years followed by abrupt decreases of over 50 %. With this uncertainty related to oil prices, it is difficult for countries (especially developing ones) to carry out a correct industrial development plan, among other economic issues.
Another paradigmatic example is the Russo-Ukrainian war, whose consequences regarding fuel prices are included in Figure 2b. Considering that the Russian invasion of Ukraine took place in February 2022, its consequences were noticeable instantaneously, with a considerable increase in FAME (120 %), gasoline (90 %) and diesel (92 %) prices compared to average prices in 2018-2019. As expected, these unstable prices (including some metals like gold or nickel) implied a global economic crisis, affecting developing countries to a greater extent [10]. Consequently, this event could be the “last straw” to change definitively the public and institutional support towards a green transition [11].
Figure 2.
Different trends pointing out the negative effect of energy dependency: a) Average annual OPEC crude oil price from 1975 to 2022. b) Comparison of average wholesale motor fuel prices (FAME, gasoline and diesel) in Europe in 2018/19 and May 2022 as a result of the Russia-Ukraine war, expressed in U.S. dollars per metric ton of oil equivalent. Sources: [12,13].
Figure 2.
Different trends pointing out the negative effect of energy dependency: a) Average annual OPEC crude oil price from 1975 to 2022. b) Comparison of average wholesale motor fuel prices (FAME, gasoline and diesel) in Europe in 2018/19 and May 2022 as a result of the Russia-Ukraine war, expressed in U.S. dollars per metric ton of oil equivalent. Sources: [12,13].
Another event to take into consideration was the COVID-19 pandemic, whose effect was also noticeable (apart from the obvious impact on health and economic issues) in energy consumption in cities [14], energy market (whose effect was persistent for an extended period) [15,16,17] or renewable energy, with an increase in interests in subjects like green policies or clean energy investments in the post-pandemic era [18,19]. As a result, many countries such as those included in G20 have encouraged green policies through fiscal stimulus as a consequence of coronavirus crisis [20].
Consequently, green policies have become as important as ever, influencing or even changing the current international status when it comes to geopolitics during energy transition [21,22,23].
Thus, energy and material independency (especially in developing countries, but also at a global level) is necessary, and the use of concepts such as green chemistry or circular economy could contribute to the sustainable development of industrial activities. In this case, as explained in further sections in this review work, the role of some raw materials such as vegetable oils (along with some wastes) could be vital, as they can contribute to the production of very interesting goods, serving as energy source (for instance, through biodiesel production) or providing important products such as biolubricants (the perfect replacement for lubricants obtained from petroleum industry). But is the use of biolubricants really a great opportunity to contribute to the abovementioned purposes? It will depend on market opportunities and production efficiency, as will be discussed in following sections.
1.2. Industrial activity, lubricant demand and the subsequent opportunity for biolubricants
There is no doubt that industrial activity has been constantly increasing since the industrial revolution took place. Indeed, there are plenty of indicators that support this trend, and not only in world powers such as China or the United States, but also in other developing countries, especially in Africa. Africa’s economic awakening is interesting in many ways, but as far as this work is concerned, there are three key points that should be considered, like the following:
- Its economic growth and industrial development are becoming more and more noticeable, with the subsequent risks if environmental measures are not suitably taken.
- There is a great opportunity for a sustainable development according to the SDGs, with the subsequent decrease in economic dependence from traditional trade relations.
- For this purpose, many sustainable processes can contribute to the industrial network of developing countries.
And, again, the role of vegetable oils could be crucial, as there are many oilseed crops (specially safflower, cardoon or rapeseed) that can be easily adapted to extreme climate conditions and poor soils worldwide, which could encourage developing countries to implement or foster oilseed crops in non-arable areas, with the subsequent benefits related to the production of fuels and other bio-based products such as biolubricants. Indeed, the real implementation of biolubricant production will depend on the real demand of these products.
In that sense, there is a steady industrial development, which usually implies the use of industrial machinery and the subsequent demand for lubricants. Thus, considering the above, the role of biolubricants could be an interesting starting point for the implementation of sustainable processes, green chemistry, or circular economy. This fact can be supported by the demand of biolubricants, shown in Figure 3. According to this figure, there was a steady increase in the global demand for biolubricants, forecasting for 2023 a demand of 37.4 million metric tons, that is, over 8 % increase compared to 2010. Consequently, biolubricant production presents a promising future, although it is still in an emerging stage.
In parallel, regarding lubricant production and demand, it can be broken down by regions, as observed in Figure 4. It should be noted that the majority lubricant demand (Figure 4a) and production (Figure 4b), exceeding 75 %, is mainly concentrated in three regions, that is, Asia-Pacific, Europe, and North America. On the contrary, lubricant production in Africa can be considered negligible for the time being. In that sense, the role of biolubricants can be doubly promising:
- On the one hand and considering the abovementioned concerns from international agencies and countries, the replacement for lubricants present great potential in developed countries in Asia, Europe and North America.
- On the other hand, considering the case of Africa, the use of biolubricants can meet the demands of developing countries, where the production of vegetable oils adapted to extreme climate conditions (such as cardoon or safflower) could contribute to an increase in industrial activity in a sustainable way, making these regions less dependent on energy or imported materials (like lubricants).
Thus, it is clear that there is a great potential for biolubricant production based on vegetable oils. Even though there are some concerns related to energy crops (mainly based on oilseed species) and its environmental impact or food competition, the sustainable use of poor soils, as well as the concept of crop rotation that could enhance soil alleviation have been widely studied as a sustainable way to take advantage of non-arable areas. Apart from that, there are some wastes related to the use of vegetable oils, especially after cooking and the subsequent frying oil generation, that should be properly managed in order to avoid environmental problems, especially related to soil and water pollution, where these wastes are specially pollutant. Thus, as commented in the following section, there is a real concern about frying oil management, which could be efficiently managed by its use as biodiesel and biolubricant source.
1.3. Waste cooking oil: a real challenge with endless opportunities (such as biolubricant production)
Frying oils (FO), or waste cooking oils (WCO), which can be considered as used vegetable oils (UVO), is a waste that is increasingly generated in food and industrial sectors worldwide, which could imply a serious environmental problem if it is not suitably managed. Thus, about 200 million tons per year are produced, with 4 million tons in Europe (which constitutes around 2 %, whereas US, with 55 % and China with 25 % are the majority WCO generators) [25]. In any case, it should be noted that, in essence, WCO composition is relatively similar to the original vegetable oils used, presenting degradation compounds depending on many different factors such as frying cycles, temperatures used, etc., which could imply a relatively similar use of this waste compared to vegetable oils devoted, for instance, to biodiesel or biolubricant production (possibly adding some pre-treatments to remove solid residues or adjust pH).
Fortunately, in that sense, there are plenty of ways to valorize this waste, in order to obtain valuable products such as biofuels (like biodiesel), to produce energy, animal feeds, ecological solvents, composites materials, non-aqueous gas sorbent devices or, as in the case of the main subject of this review, biolubricants. For that purpose, new recycling processes have been developed and the most traditional ones have been optimized to make the use of WCO a valuable chemical block (feasible and efficient), whereas other studies compared the environmental impact of multiple valorization options of waste cooking oil, showing low environmental impact and promising results for achieving circular economy goals [26,27,28]. Regarding biodiesel production (which is mainly carried out through a common chemical synthesis called transesterification, as will be explained in the following sections), it has proved the suitability of FO to be re-used in green chemistry or circular economy, whose market is expected to generate up to 8.88 billion dollars in 2026 [29].
As a result, WCO management is a matter that has attracted the attention of researchers. In that sense, our previous works have pointed out the possibility of using waste cooking oil as an interesting source for biodiesel and biolubricant production, with similar results to those obtained for equivalent vegetable oils such as corn, rapeseed, or safflower. Indeed, the only disadvantage for these productions was the short oxidative stability of final products, a challenge shared by the rest of vegetable oils included in our experiences [30,31,32]. Apart from that, there are many examples of biolubricant production from WCO, offering interesting alternatives for the management of this waste [33]. Other authors have produced biolubricants from WCO through epoxidation, obtaining interesting products with high viscosity index values that could complement the standard ISO vegetable grade lubricants in market [34]. Moreover, from the same waste, some authors have synthetized an octylated branched biolubricant through hydrolysis, esterification, epoxidation, and a final reaction with octanoic acid, obtaining a product with better properties compared to mineral based lubricants (for instance, improving friction coefficient and viscosity index) [35]. Furthermore, some experiences have assessed the possible implementation of double transesterification of WCO with methanol and trimethylolpropane to obtain biolubricants in a vertical pulsed column, carrying out an energy optimization through surface response of the main operating parameters. As a result, an optimal reaction yield of around 83 % was obtained, obtaining an interesting biolubricant with improved properties such as VI, flash point and pour point [36].
But this interest has also been extended to global society and institutions, with the clear example of Europe, where there is a specific legislative framework about the management and the subsequent employment of this waste for the abovementioned industries, from disposal-collection to reconversion [26,29]. Thus, in the case of the United Kingdom, used cooking oil was the most resourceful feedstock for biofuel production, with 54 % in 2020 [37]. But not only in Europe there is a concern about WCO management. For instance, in 2021, there were above 98 % of biodiesel manufacturers in Japan whose main raw material was waste cooking oil, proving that the use of this waste is already a reality. Moreover, there was a high percentage of WCO coming from households (37.7 %), proving the power of individuals to contribute to a change towards green and sustainable policies, that is, global change comes from local action [38].
Considering these facts, WCO “has earned the right” to be considered as valuable as any other vegetable oil for biolubricant production, being included throughout the discussion and reasoning of this review work.
1.4. Scientific interest in biolubricants
In light of this evidence, it is quite clear that there is a real interest in the specific topic we are going to explain in this review work. In such a way, and according to Figure 5, there was a continuous interest in research about biolubricants, which implied an increasing number of published articles about this subject. Thus, especially from 2010, there was a considerable increase, reaching about 80 published articles per year about biolubricant production, application, or characterization. Among these publications, the use of vegetable oils through transesterification seemed to be popular, whereas epoxidation processes to obtain biolubricants was less researched.
If published articles are broken down by countries, the results obtained are included in Figure 6. As observed in this figure, Malaysia contributed with the majority of articles about biolubricants based on vegetable oils (52), followed by India (46) and Spain (22). Interestingly enough, the two most important world players in research articles (United States and China) were the fifth and seventh countries regarding article publication in this field. This could be due to the fact that the former are countries with a long farming tradition, where some vegetable oils such as safflower or rapeseed, which are highly used as raw material for biodiesel or biolubricant production, are easily adapted to their climate. In other words, these oils are specially suitable for biolubricant production, and their production is highly remarkable in the abovementioned countries.
Regarding the subject area or field where these articles are focused on, Figure 7 shows the distribution of the articles considered for this review:
As observed, most articles were focused on subject areas like engineering, chemistry, chemical engineering, agricultural and biological sciences, energy and materials and environmental science. In that sense, the chemical routes for biolubricant production, as well as its industrial use and possible implementation in biorefineries (where products like biodiesel and glycerol can be used as fuels for different purposes) could explain the suitability of this research field for the abovementioned subject areas. As a result, biolubricants from vegetable oils offer a wide range of possibilities in research, implying the research work of multidisciplinary teams, with the subsequent synergy and enhancement of scientific production in this field.
Finally, concerning the role of catalysts during biolubricant production (which is essential to make the process efficient and competitive compared to traditional lubricant production), the evolution of published articles about this subject is included in Figure 8. As observed, the interest in catalytic conversion for biolubricant production arose from 2010, with a considerable increase in published works from then on. This could point out the fact that improvements in efficiency during this process are required, especially when the possible implementation at industrial scale is considered.
1.5. Aim of this review
Considering the above, the aim of this review work was to carry out a state-of-the-art analysis of biolubricants based on vegetable oils, paying attention to the most recent developments about the following fields:
- Current use of vegetable oils in biolubricant production, especially concerning the possibilities related to the valorization of frying oil.
- Main biolubricant synthesis routes, paying special attention to transesterification processes, which offer a real potential for the implementation of biolubricant production in biorefineries based on vegetable oils.
- Use of catalysts, both homogeneous and heterogeneous, to make biolubricant production more competitive compared to the equivalent and traditional lubricant production.
- Main factors affecting quality during biolubricant production, with special focus on viscosity and oxidative stability, which are parameters that are vital to determine the use and service life of biolubricants. This way, the role of chemical conditions, as well as catalyst addition or additives such as antioxidants, will be specially enhanced.
For this purpose, a comparison of the most cited and interesting research works related to this field will be carried out in this review, trying to draw conclusions with this regard.
1.6. Scope and bibliometric analysis
To carry out this review, Clarivate’s Web of Science (WoS) was investigated for all entries in the literature on the topics of biolubricant (including keywords such as vegetable oil, transesterification, epoxidation and catalysts) for the last 20 years, with special attention to the last 5-year period (2018-2023), where there has been a considerable increase in published papers about this subject. The search, which was made from January to August 2023, returned 1560 results, from which up to 253 articles were considered for their inclusion in this work, including information about 145 published works (mainly research works and, to a lesser extent, proceeding papers and patents) in the final paper.
2. Biolubricants based on vegetable oils: main sources and characteristics
2.1. Biolubricants: definition and raw materials
Biolubricants are a kind of lubricant based on plants (mainly from vegetable oils such as palm, safflower, or rapeseed oils), which makes them biodegradable and environmentally friendly. They mainly act as anti-friction media. Thus, the main purposes of this kind of products, as in the case of petroleum-based lubricants, are wear reduction by decreasing friction coefficient between two contacting surfaces; rust and oxidation prevention; sealing effect against dirt, dust or water [40,41].
In that sense, it is interesting to point out the versatility of biolubricants, as they can present different states of matter (solid, liquid or semi-solid) obtained from different sources (from natural to synthetic oils), which make them suitable for multiple purposes such as automotive (engine or gear box oils, transmission or brake fluids, etc.) or industrial oils (machine, hydraulic or compressor oils, for instance).
These products usually present some advantages compared to traditional lubricants based on petrol, like the following [41]:
- They are more sustainable and biodegradable, as raw materials are natural compared to oil. Also, there are no by-products with a difficult management, as they can be used for other purposes or re-used in the same biolubricant production, as explained in further sections.
- Biolubricants usually have higher lubricity and viscosity index values (clearly exceeding 140-150, compared to the low values found for lubricants, at 90-100), which is important as it means that their viscosity is less dependent on temperature.
- They present, in general, higher flash and combustion points, which is a positive issue when it comes to safety during storage and shipping.
- However, they also present some disadvantages or challenges, like the following:
- Due to the presence of saturated fatty acids, biolubricants might present a poor performance at low temperatures, which limit their worldwide marketability.
- Hydrolysis can take place in contact with moisture, increasing the possibility of corrosion in facilities by increasing free fatty acid levels.
- They usually have a short oxidative stability, which could imply a change in their properties during storage or oxidation, which is undesirable.
As abovementioned, there are plenty of oilseed crops that are easily adapted to extreme climate and soil conditions and that can be suitable for biolubricant production, as the subsequent vegetable oil can be a perfect raw material for this purpose. These vegetable oils, along with the use of waste cooking oil, usually present homogeneous characteristics, although their fatty acid composition can present a considerable influence on the properties of these raw materials and, consequently, on the final biolubricant. Indeed, as many previous studies have pointed out, the role of fatty acids in some properties of biolubricants (for instance, viscosity or oxidative stability) is essential, as the presence of some functional groups such as hydroxyl groups (as in the case of ricinoleic acid) or even double bonds can alter these properties, as observed in Figure 9.
According to this figure, it can be observed how fatty acids basically differ each other according to their molecular chain length and the presence of double bonds (which will be essential to understand the oxidative stability of biolubricants obtained through double transesterification).
This way, a thorough knowledge of vegetable oils and their corresponding fatty acid composition is essential to assess, at least approximately, the main properties of the future biolubricant. It should be noted that the oil content in vegetable seeds might vary, according to the literature, from 20-36 % for moringa to 45-70 % for olive, with some representative crops such as rapeseed and palm presenting around 38-46 % and 30-60 %, respectively [42]. This fact should be considered in final biolubricant yield as well as the agronomic performance of these crops.
Table 1 shows some examples of the main vegetable oils and their corresponding fatty acid composition, which will be an essential tool to understand some reasonings in this review work. As observed, some oils present an homogeneous fatty acid profile, whereas other crops (especially those with genetically modification techniques) have a wide range in specific fatty acids, as in the case of safflower, whose oleic acid content can vary from less than 30 % to up to 70 %. In that sense, there is not a matter of “names” or “species”, but a matter of fatty acid composition, as the fatty acid profile of some safflower oils could perfectly fit with the fatty acid profile of other vegetable oils such as rapeseed.
Thus, some interesting points can be inferred from this table:
- In general, palmitic, oleic and linoleic acids are the majority fatty acids found for most vegetable oils, which points out their vital role in some properties in the final biolubricant, as explained in further sections. In that sense, the presence of double bonds in their molecular structure (see Figure 9), which can be conserved in the molecular structure of the final biolubricant (especially in the case of double transesterification of fatty acids), could determine its oxidative stability. Thus, the knowledge of the ratio of some fatty acids (such as oleic/linoleic ratio) is usually interesting to understand oxidative stability in biodiesel or biolubricants.
- Nevertheless, there are some specific oils, such as castor oil, whose main fatty acid presents some special properties, as in the case of ricinoleic acid, with an hydroxyl group that can influence the properties of the final biolubricant regarding viscosity (as it promotes intermolecular interactions like hydrogen bonds, implying an increase in viscosity). In any case, there are other oils that present high quantities of other fatty acids, such as lauric and myristic acid in the case of coconut oil or icosenoic acid for rapeseed, which could imply changes in the properties of the corresponding biolubricants.
- The use of GM crops, as in the case of safflower, might vary the properties of the corresponding oil, with a considerable increase in oleic acid (exceeding 80 %), improving some properties such as oxidative stability in the final biolubricant obtained [60]. Other studies point out the same aspect related to soybean oil, with a wide range of fatty acid contents depending on the gene technology used or the selection of soybean mutants [61]. Consequently, it is more interesting to consider FA profiles instead of kinds of vegetable oils, as it would give us a more exact idea about the raw material.
- The nature of WCO (and its subsequent fatty acid composition) might vary depending on the eating habits of the area where the research study was carried out. That is the reason why there was a wide range for oleic and linoleic acids in this table. In general, main oils used for cooking are rapeseed, sunflower, soy, and olive oil, which can vary in the diet of some regions or areas. In any case, the fatty acid composition of this waste is relatively equivalent to the rest of vegetable oils, which supports the idea that its use as biodiesel and biolubricant source is feasible if a proper pre-treatment is carried out.
2.2. Main characteristics of biolubricants
It is clear that a biolubricant should present a series of characteristics that are essential for its use in lubrication processes. In that sense, there are plenty of requirements that should be accomplished to be a real alternative for lubricants [49,62]. In this review we will focus on three main parameters, such as viscosity, viscosity index and oxidative stability.
- Viscosity: This is an essential parameter for a biolubricant, as it will determine its use for specific purposes. Thus, the resistance to flow of a specific fluid (normally expressed in cSt) will influence on many factors such as the film thickness between the surfaces in contact or its permanence during lubricantion (the higher the viscosity is, the thicker the film will be). Viscosity is influenced by factors such as temperature or pressure. It can be measured by dynamic or kinematic methods (by using Cannon-Fenske or Ostwald viscosimeters) at a specific temperature (normally 40 or 100 °C, which will be useful to determine VI) [63].
- Viscosity index (VI): This index indicates the changes in viscosity with temperature. Thus, a high viscosity index will imply a lower decrease in viscosity when temperature increases, which is a desirable effect as changes in temperature would not present a considerable influence on biolubricants [64,65]. High VI values will be obtained when the molecular structure of the final biolubricant is longer, and it will decrease with branching. That is the reason why the selection of a chemical rout or specific ragents (like complex alcohols in double transesterification) will be vital to determine this parameter. It is calculated by measuring viscosity at 40 and 100 °C.
- Oxidative stability (OS): This parameter is related to the stability of biolubricants during oxidation processes, including storage. It is expressed in hours and determined through the induction point (IP) according to the Rancimat method [66,67]. This way, free radical generation (mainly due to the presence of double bonds in biolubricants) could start a chain reaction, where propagation of free radicals could end up generating undesirable products such as free fatty acids (FFA) or polymers, among other decomposition compounds. The former could be related to the increase in acidity, which is an undesirable effect, especially when it comes to the maintenance of equipment and facilities. The latter is especially related to an increase in viscosity, as polymerization of esters generates more complex molecules, which could imply an increase in molecular interactions such as Van der Waals or hydrogen bonds and, therefore, a higher resistance to flow of biolubricants (that is, an increase in viscosity).
- Other parameters: in our opinion, the abovementioned properties are the most important ones to define the performance of a biolubricant, but there is a wide range of characteristics that should be considered like pour point (the lowest temperature at which a biolubricant pours or flows, which is desirable to be as low as possible to be useful in cold climates), lubricity (that is, the reduction of friction between two surfaces in contact when the biolubricant is used), flash and combustion points (usually higher compared to traditional lubricants, which is a great advantage when it comes to safety during storage or shipping), hydrolytic stability (resistance of esters to hydrolize, that is, to degrade in contact with water at high temperature) or biodegradability (which is considerably higher compared to petrol-based lubricants), among others.
Apart from the abovementioned properties, there are many other aspects that should be considered for the marketability of a biolubricant. For instance, acidity should be taken into account, as recently explained, whereas there are other parameters included in standards that should be considered. The changes on these parameters will be determined by different factors (such as raw materials used, the kind of chemical route selected for biolubricant production or the chemical conditions that are chosen, including temperature, reaction time, reagents, etc.), as explained in further sections.
Thus, molecular factors such as functional groups and polarity (usually increase viscosity and tribofilm adhesion), numbers of branching (with a decrease in pour point and an improvement in oxidative stability), degree of unsaturation (with lower thermal and oxidative stabilities), or carbon chain length (improving viscosity and VI but with lower oxidative stability values) will determine the properties of a biolubricant, which are directly influenced by the abovementioned factors [68].
By way of example, Table 2 shows the most important characteristics of biolubricants mainly obtained through double transesterification (with methanol and the complex alcohol commented in this table) from different sources.
As inferred from this table, several factors should be pointed out, like the following:
- Viscosity values are mainly influenced by the alcohol used in the second transesterification, as it is the determining factor for the final molecular structure of the biolubricant. There are some exceptions where the raw material plays an important role, as in the case of castor oil, whose majority compound (ricinoleic acid) promotes a considerable increase in viscosity by itself. Thus, biolubricants obtained with complex alcohols usually present an increasing viscosity in that order: 2-ethyl-1-hexanol < NPG < TMP < PE.
- Another important factor is the conversion of the process. Thus, low conversions will imply a mixture with biodiesel (with a viscosity range between 3 and 6, in most cases). That is the reason why the role of catalysts is so important, in order to obtain high conversion rates at mild reaction conditions.
- As previously explained, some properties of biolubricants are quite interesting, like high VI and flash points, which encourage the production of these compounds, as explained in the following section.
3. Biolubricant production
As abovementioned in this review, there are different ways to produce biolubricants through specific chemical routes that will be explained in the following subsections. It should be noted that there are advantages and disadvantages for each route, mainly related to the properties of the final product or the technical/energy requirements.
3.1. Different chemical routes for biolubricant production
Among the main chemical routes to obtain biolubricants, there are some of them that have been widely studied, such as epoxidation, estolide formation, hydrolysis, hydrogenation (partial or complete), or transesterification/esterification [79].
- Epoxidation: This chemical route is carried out by using hydrogen peroxide, proxy acids like formic or acetic acids, and the final product is a peracid that epoxidates double bonds included in fatty acids. This way, unsaturations are removed, which can increase the oxidative stability of biolubricants obtained by this chemical route.
- Estolide formation: These compounds are usually produced by using strong acids (sulphuric acid, methanesulfonic acid or perchloric acids) as catalysts to activate alkene groups to produce estolides. Thus, they are generated by the bonding of a fatty acid’s carbonxylic acid functionality to an unsaturation of another fatty acid at relatively low temperautres (around 100 °C). This way, estolides usually have better cold flow properties and longer oxidative stability values compared to the original vegetable oil [80].
- Hydrolysis: It consists of the splitting of triglyceride molecules into fatty acids by using steam or water, implying an endothermic reaction. Some catalysts such as metal oxides (ZnO) can be used to increase conversion and yield. Also, subcritical water is another interesting way to achieve hydrolysis of vegetable oils without catalysts addition [81].
- Hydrogenation: It normally implies the total or partial reaction with molecular hydrogen, taking place an exothermic process. Partial hydrogenation can improve oxidative and thermal stability of original vegetable oils or biolubricants, whereas other properties can be unaltered (such as low temperature performance, viscosity and VI, among others). It is usually carried out at relatively low temperatures (150-210 °C) and high pressures (21-35 bar), using some catalysts such as Ni, Pa and Pt.
- Transesterification: This is the process generally used for biodiesel production from vegetable oils, removing glycerol from the triglyceride molecular structure. More details will be given later in this section.
To sum up, some of the advantages and disadvantages related to the most popular chemical routes to produce biolubricants are included in Table 3. As observed, every chemical route has its advantages and challenges, and in the case of double transesterification the main problem is related to the possible low oxidative stability of the final product obtained if the raw material presents some specific characteristics like a fatty acid profile with a high percentage of linoleic or linolenic acids (at the expense of oleic or palmitic acids).
In any case, as explained in detail in further sections, these challenges can be easily overcome by the addition of low amounts of antioxidants, among other alternatives, and the possibility of implementing a biorefinery through double transesterification could offset these inconveniences in the long run. That is the reason why we will be focused on this chemical route in this review work.
Paying attention to double transesterification process, Figure 10 and Figure 11 present each transesterification route. Regarding the first transesterification, fatty acids react with methanol (or ethanol, but the former is preferred due to economic costs) to obtain fatty acid methyl esters and glycerol. It should be noted that the fatty acid composition might vary, with R1, R2 and R3 representing the aliphatic chain of certain fatty acids such as palmitic, oleic or linoleic acids. Thus, the presence of these chains might vary for each fatty acid depending on the nature of the original vegetable oil.
Regarding the second transesterification (Figure 11), it is similar to the abovementioned first stage, with the difference of using a more complex alcohol like those observed in Figure 12, which are widely used in the literature [82]. Thus, the final biolubricant is obtained, and methanol is released, which could be reused for the first transesterification process depending on the circumstances of this second transesterification and the recovery technique selected.
For this second transesterification, in order to promote the biolubricant generation, the use of vacuum (that is, low working pressures) is recommended to remove methanol and shift the equilibrium towards product generation. However, as observed in Figure 12, some complex alcohols used for this purpose present low boiling points or a tendency to sublimation due to the spherical shape of their molecular structure. In that sense, the use of vacuum seems not to be suitable for NG, whereas TMP and PE seem to offer good results when working pressures below 300 mmHg are used.
In any case, the use of the alcohols included in Figure 12 (among others, as there is a wide range of products that can be used in this double transesterification) allow the production of biolubricants with endless opportunities, as it will be observed in further sections where the properties of biolubricants depending on the kind of alcohol (among other factors like conversion or the use of different raw materials) will be discussed, especially regarding viscosity and the subsequent use for industrial purposes of the biolubricant.
During the second transesterification, the complex alcohol must be dissolved in the reaction medium, that is, FAMEs, and due to dispersion phenomena and mixing, the reaction usually starts with a low reaction rate at the beginning. Once mixing is complete, the reaction rate will be increased, requiring the reaction a specific time to be carried out. If the reaction time is extended, it can proceed backwards (that is, products can react to generate the reagents). That is the reason why factors such as temperature, reaction time, vacuum, etc., are essential to be optimized, otherwise low yields and efficiency can be found during the process.
3.2. Double transesterification as an interesting proposal for a biorefinery based on vegetable oils
As explained in the previous section, double transesterification presents a higher complexity compared to other simpler chemical routes. Nevertheless, and apart from fatty acid esters that can be used as biolubricants, many different products are obtained during the whole process, which can be used for different purposes (see Figure 13):
- Fatty acid methyl esters: As a result of the first transesterification, FAMEs are obtained, which can be used as fuels in Diesel engines, being the perfect replacement for traditional fuels used for that purpose. In that sense, compared to the UNE-EN 14214 standard [83], many of its requirements are clearly complied by biodiesel, especially concerning key aspects such as viscosity or cold filter plugging point (CFPP), which are essential for the correct performance in a Diesel engine. However, in many cases, and due to the same factors affecting biolubricants, the oxidative stability of FAMEs is not high enough [84,85] (not reaching 8 h, which is the lower limit of the European standard, for instance), requiring the use of alternatives such as antioxidant addition (mainly TBHQ, PG or BHA) or genetically modified (GM) crops, among others [56,86,87]. In any case, it is a very important product obtained in this process, which can increase the valorization of the whole biorefinery [88].
- Glycerol: It has been one of the most abundant and versatile by-products obtained during biodiesel production. Comparing the similarities of biodiesel and biolubricant production (indeed, FAME production is the initial stage for further biolubricant synthesis), it is no wonder that glycerol could play an important role in this case. Depending on the degree of purity of glycerol, it can be used in different ways, such as an energy source (through dry or steam reforming) or the precursor of interesting products like acrolein, propanediols or carboxylic acids, along with other products with a great interest in pharmaceutical industry) obtained from routes such as hydrogenation, oxidation, or esterification [89,90,91,92]. If the recent trend in biodiesel generation, along with the possible incorporation of biolubricant production through double transesterification, glycerol production is expected to increase, with the subsequent opportunity for its valorization through the abovementioned chemical routes. This way, a feasible technology applied to glycerol could be synthesis gas generation (a mixture of hydrogen and carbon monoxide at different ratios), which could produce green fuels as glycerol is generally obtained from raw materials [93].
- Methanol: One of the byproducts generated during the second transesterification to produce biolubricants is equally interesting, as it can be reused in the first transesterification process, where it is one of the reagents used. Thus, the concept of circular economy is really connected to this process, that could make a biorefinery based on vegetable oils more efficient. However, some factors should be taken into account during this process, like the possibility of using vacuum for a high biolubricant production yield, which could make the recovery of methanol more difficult or less economically feasible.
Consequently, double transesterification could be a suitable solution for the implementation of a biorefinery from oilseed crops (or vegetable oils, VO), where plenty of products (apart from the abovementioned ones) can be valorized. In that sense, this process presents some similarities compared to other biorefineries, like the following [94]:
- Natural raw materials or wastes obtained in agricultural practices or food industries are normally used.
- Different products that are normally biodegradable are generated, as the raw materials are naturally obtained, the chemical transformations do not normally imply considerable changes in the molecular structure of the subsequent products (biodiesel and biolubricants), which make these products (in case of spillage) easily assimilable by microorganisms.
- These products can be directly used for energy production or further synthesis, or they can be upgraded to different degrees. Thus, the versatility of this technology is a strong point to compete with traditional refineries.
- Some of the byproducts generated can be directly (or indirectly through purification processes) reused in the same process, which is one of the key points of circular economy.
- With regard to these points, a biorefinery with these characteristics would perfectly fit the concept of green chemistry and circular economy, which is highly regarded by governments and society in general.
These particularities are essential to understand the role of biolubricants in sustainability and green policies, as it contributes to a circular economy production, with a high atom efficiency as most products can be directly used or reused in the process, with a considerable decrease in evolved products (or pollutants) to the environment. In that sense, some works have pointed out the potential of soy for its implementation in a biorefinery contexts, whereas food waste valorization (where WCO could be included) has also been assessed in previous studies [95,96,97,98]. It should be noted the possibility of implementation of this technology in previous biodiesel industries, as double transesterification could share equivalent process and facilities that could be suitable for the industrial growth of traditional biodiesel plants, as previously considered by other authors [99].
One of the essential points of this review is the use of catalyst to improve the efficiency of biolubricant production (in biorefinery context) to compete with the equivalent and traditional processes to obtain lubricants. In that sense, high conversion of the two main reactions taking place in Figure 13 (that is, the first and second transesterification) at low reaction temperatures and times are required, which can be achieved by the use of catalysts. It should be noted, even though this is not the main purpose of this review, that catalysts are also present in other chemical routes included in this biorefinery, as in the case of pyrolysis, combustion and gasification of agricultural waste or steam reforming of glycerol. In these cases, heterogeneous catalysts are generally used, with popular catalysts such as nickel catalysts supported on alumina with different promoters to increase their useful life and performance [100,101]. In the following section a thorough study about this subject will be carried out, as catalysts play an essential role in the improvement of competitiveness of this technology compared to refineries based on petrol.
4. The use of catalysts in biolubricant production
As in any technology, production or process, there are some aspects that should be considered to make them economically effective and efficient. In the case of green chemistry routes, or circular economy procedures, effectiveness is especially important, as this will be the determining factor to make these processes competitive compared to previous or traditional technologies (for instance, based on petrol). That is the reason why economic and life-cycle assessments are so important in these cases. Consequently, every detail counts to make the process more efficient, and the role of catalysts in that sense is essential.
Biolubricant production through transtesterification could take place in supercritical conditions, but the use of catalysts is generally accepted for this purpose. Thus, catalysts can contribute to a decrease in activation energy, which in turn could afford a decrease in chemical reaction conditions related to energy costs, mainly having to do with temperature. Regarding the main catalysts used in transesterification, there are three kinds of catalysts, that is, homogeneous, heterogeneous and biochemical (mainly lipases).
- Concerning homogeneous catalysts, they are usually classified as acidic and alkaline catalysts, which are normally more effective and provide faster reaction rates. Some examples of acidic catalysts are hydrochloric, sulfonic, sulfuric acids, etc., whereas examples of alkaline catalysts are sodium and potassium hydroxide and methoxide, among others. In the case of the latter, low moisture and FFA content in biodiesel is recommended to avoid a decrease in yield or side reactions. Figure 14 shows the main mechanism taking place when basic homogeneous catalysts are used, this way, the role of the catalyst was to generate the corresponding alkoxide (from neopentyl glycol, for instance) to carry out a nucleophilic substitution in the carboxyl group, with the final generation of the biolubricant and the release of methoxide and, subsequently, methanol.
- As far as heterogeneous catalysts are concerned, there are also acid and base catalysis, such as metal complexes, metal oxides, zeolites, membranes, or resins [102]. In this case, mass transfer phenomena, along with some important properties of the heterogeneous catalyst (such as porosimetry or reusability) should be taken into account in industrial design.
- Regarding lipases, their natural function is the hydrolysis of oils and fats to produce glycerol and free fatty acids, being one of the most resourceful enzymes in biocatalysis, as they are present in all organisms, and their variety can offer different characteristics. Lipases can be used for different purposes and chemical routes, such as esterification, transesterification, acidolysis or amidations, among others, being stable in different solvents, such as aqueous, organic or ionic [103,104,105]. In that sense, as explained in previous studies, transesterification with methanol to produce biodiesel has been successfully carried out, offering satisfactory results [57,106,107]. This way, considering the equivalence between this chemical route and double transesterification to produce biolubricants, its possible use for this purpose seems to be feasible, as explained later on.
This way, many research works carried out comparative studies with different kinds of catalysts or catalyst doses, proving the suitability of their use in biolubricant production and obtaining high production yields, as observed in Table 4 (homogeneous catalysis) and 5 (heterogeneous catalysis) for the case of double transesterification. As observed, different kinds of catalysts have been used for biolubricant production, but chemical reactions with heterogenous catalysts usually require longer reaction times and higher catalyst concentrations, not reaching in some cases high conversions compared to homogeneous catalysts.
One of the main issues related to the use of catalysts during biolubricant production is the subsequent purification process. It should be taken into account that, depending on the kind of catalyst (homogeneous or heterogeneous), this process could be drastically different:
- Regarding homogeneous catalysts, its removal from the final biolubricant might be complicated, as they are easily dissolved in the final product, increasing their level in some metal elements that could contribute to the acceleration of some degradation phenomena that can take place during storage (for instance, Na and K content due to catalyst addition could contribute to auto-oxidation acceleration). Thus, if a typical biodiesel purification (through successive washing steps) is considered as an equivalent process to be carried out in this case, it should be noted that hydrolysis could take place, which is an undesirable effect. In that sense, some alternatives could be chosen, like the avoidance of catalyst removal by adding some additives to increase the oxidative stability of biolubricants or the use of more expensive alternatives such as ion-exchange columns.
- In the case of heterogeneous catalysts, the separation process is quite simple, mainly through filtration after biolubricant production. In that sense, porous catalysts could be an interesting starting point, as its interaction with raw materials is higher [53,108,109]. However, the use of these catalysts is usually related to some inconvenients such as lower effectiveness compared to homogeneous catalysts or the low current reusability of these products, which presents a considerable room for improvement in biodiesel and biolubricant synthesis.

Table 4.
Studies related to catalytic conversion of vegetable oils to obtain biolubricants through double transesterification (using homogeneous catalysts).
Table 4.
Studies related to catalytic conversion of vegetable oils to obtain biolubricants through double transesterification (using homogeneous catalysts).
| Raw Material and catalyst |
Chemical conditions1 | Conversion, % | Reference |
|---|---|---|---|
| Part 1 | |||
| Rapeseed, corn and sunflower mixture, and WCO with titanium isopropoxide | Transesterification with 2-ethyl-1-hexanol at 160 °C, 1.5 % catalyst, and 1:1 molar ratio for 60 min | >96.5 | [31] |
| Palm oil with H2SO4 | Esterification of palm oil fatty acids with NPG at 138 °C, 1.12 % catalyst, and 1:2.26 molar ratio for 4.79 h | 87.6 | [110] |
| Elaeis guineensis kernel oil with H2SO4 | Transesterification with di-TMP at 150 °C, 1.7 % catalyst, and 1.6:1 molar ratio for 4.6 h | 79 | [111] |
| Methyl oleate with K2CO3 | Transesterification with TMP at 120 °C, 1.5 % catalyst, and 4:1 molar ratio for 240 min | 95.6 | [112] |
| Babassu oil with sodium methoxide | Transesterification with TMP at 65 °C, 1.0 % catalyst, and 3:1 molar ratio for 6 h at 700 mmHg | >90 | [113] |
| Palm oil and sodium methoxide | Transesterification with pentaerythritol at 158 °C, 1.19 % catalyst, and 4.5:1 molar ratio for 60 min | 40.13 | [71] |
| High-oleic safflower and sodium methoxide | Transesterification with pentaerythritol at 160 °C, 1.0 % catalyst, and 1:1/3 molar ratio for 120 min (working pressure 400 mmHg) | >94 | [60] |
| WCO and sodium methoxide | Transesterification with pentaerythritol at 160 °C, 1.0 % catalyst, and 1:1/3 molar ratio for 120 min (working pressure 260 mmHg) | 92.6 | [32] |
| WCO and zinc acetate | Transesterification with different alcohols (1-heptanol, 2-ethyl hexanol and neopentyl glycol) at 160 °C, 3.0 % catalyst, and different molar ratio for 240 min | n.d. | [59] |
| Cardoon oil and sodium methoxide | Transesterification with NG at 130 °C, 1.5 % catalyst, and 1:1 molar ratio for 120 min | >95 | [70] |
| High-oleic safflower and sodium methoxide | Transesterification with TMP at 140 °C, 1.0 % catalyst, and 1:1 molar ratio for 90 min (working pressure 400 mmHg) | >92 | [114] |
| Jatropha oil and sodium methoxide | Transesterification with TMP at 200 °C, 1.0 % catalyst, and 3.9:1 molar ratio for 3h (working pressure 10 mbar) | 47 | [115] |
| Part 2 | |||
| Rapeseed and sodium methoxide | Transesterification with TMP at 120 °C, 1.5 % catalyst, and 1:1 molar ratio for 90 min | >99 | [74] |
| High-oleic safflower and sodium methoxide | Transesterification with TMP at 100 °C, 0.3 % catalyst, and 1:1 molar ratio for 120 min and a working pressure of 210 mmHg | >94 | [73] |
| Fish oil residue with sodium ethoxide | Transesterification with TMP at 100-140 °C under vacuum | 84 | [116] |
| Litsea cubeba kernel oil with KOH | Transesterification with TMP at 130 °C, 1/4:1 molar ratio for 60 min and different working pressures | 92 | [117] |
| Cottonseed oil with sodium methoxide | Transesterification with TMP at 144 °C, 0.8 % catalyst, and 1/4:1 molar ratio for 10 h at 25 mbar | >90 | [118] |
| Jatropha oil with sodium hydroxide | Transesterification with ethylene glycol at 150 °C, 1.2 % catalyst, and 2:1 molar ratio for 120 min and vacuum | 98 | [50] |
| Mustard seed oil with KOH | Transesterification with 2-ethyl-1-hexanol at 70 °C, 2% catalyst, 2:1 molar ratio for 65 min at 0.05 bar | 93 | [69] |
1Othewise explained, these transesterifications are with FAMEs. Alcohol/FAME ratios are expressed.
Table 5.
Studies related to catalytic conversion of vegetable oils to obtain biolubricants through double transesterification (using heterogeneous/biochemical catalysts). Part 1.
Table 5.
Studies related to catalytic conversion of vegetable oils to obtain biolubricants through double transesterification (using heterogeneous/biochemical catalysts). Part 1.
| Raw material and catalyst |
Chemical conditions1 | Conversion, % | Reference |
|---|---|---|---|
| Part 1 | |||
| Castor oil and lipase | Transesterification with TMP at 40 °C, 0.4 % catalyst and atmospheric pressure, using a pervaporation membrane to remove CH4 | 59 | [119] |
| Soybean oil and lipase | Esterification with NG and TMP at 45 °C, 4 % catalyst and 6 h | 90 | [120] |
| Palm oil and solid acid catalyst | Esterification with NG at 180 °C, 2 % catalyst, 0.5:1 molar ratio and 4 h | 85 | [121] |
| Palm kernel oil with lipase | Transesterification with isoamyl alcohol at 45 °C, 4:1 molar ratio for 54 h | 99 | [78] |
| Palm oil and lipase | Esterification with TMP at 130 °C, 3% w/w catalyst, 3.45:1 molar ratio, 15.25 mbar for 48 h | 82 | [122] |
| Part 2 | |||
| WCO with CaO derived from waste cockle shell | Transesterification with TMP at 130 °C, 4% w/w catalyst, 3:1 molar ratio for 4 h | 97 | [77] |
| WCO with CaO | Transesterification with ethylene glycol at 130 °C, 1.2 % catalyst, 3.5:1 molar ratio for 1.5 h | 94 | [123] |
| Palm oil with mixed oxides of Ca and Sr on CaO | Transesterification with TMP at 180 °C, 1 %w/w mixed oxides of Ca and Sr catalyst with 5 %w/w SrO on CaO, 2 mbar and 240 min | 88 | [124] |
| Soybean oil with Zn Al hydrotalcites | Transesterification with TMP at 140 °C, 5 % catalyst, 4:1 molar ratio for 2 h | 77 | [125] |
| WCO with K2CO3-hydrotalcite | Transesterification with TMP at 160 °C, 2 % catalyst, 3:1 molar ratio and 300 Pa for 2 h | 80.6 | [126] |
1Othewise explained, these transesterifications are with FAMEs. FAME/alcohol ratios are expressed.
It should be noted that there are other works dealing with transesterification of vegetable oils (castor, coconut and palm kernel oils) with methanol to obtain fatty acid methyl esters (that is, biodiesel), but for a different purpose, as thanks to the use of some additives biolubricants with different viscosity values were satisfactory obtained [127]. In that sense, the biolubricant obtained from castor oil presented the highest viscosity value, due to the high percentage of ricinoleic acid in the original oil, whose OH- group contributed to the increase in viscosity.
5. Influencing factors on quality parameters of biolubricants
As explained in previous sections, there are some quality parameters that are vital to understand the right performance of biolubricants for industrial applications. Thus, a good biolubricant should present repeatable or stable properties once it is produced, stable properties during storage and a specific industrial use (unalterable due to circumstances such as auto-oxidation). Figure 15 shows the main influencing factors on biolubricant quality parameters, which are closely related to each other, usually presenting opposite effects depending on the circumstances. For instance, the use of catalyst can contribute to a higher biolubricant yield, which is positive regarding a product with a stable composition, whereas high amounts of homogeneous catalysts can imply further auto-oxidation effects if they are not properly removed from the final product, with the subsequent decrease in oxidation stability. Additionally, some vegetable oils could present functional groups or molecular structures (such as branching) which could provide an interesting viscosity value for a specific industrial use, whereas the presence of unsaturations could worsen oxidation stability of the final biolubricant.
A thorough explanation of Figure 15 is included in the following subsections. This way, the main quality parameters considered were yield or conversion, oxidation stability and viscosity, which are vital to understand the performance of a biolubricant:
5.1. Yield or conversion
It is important to obtain a high conversion of biolubricant from vegetable oil or biodiesel, as its separation from the corresponding raw material is difficult, obtaining a mixture with combined properties like viscosity. Indeed, in previous studies, there was a good correlation between conversion and viscosity in the reaction medium for biolubricant production from some vegetable oils like high-oleic safflower biolubricant [114]. This way, high conversion of biodiesel or vegetable oil can provide more fixed viscosity values and, therefore, the characteristics of a biolubricant can be more predictable.
5.2. Oxidative stability
As thoroughly explained, it is another important parameter, which is vital to keep the main properties of biolubricant during storage, where auto-oxidation processes can take place. Thus, auto-oxidation can generate by-products like free fatty acids or polymers, which increase acidity (and the subsequent corrosion in containers or machines) and viscosity (with the subsequent change in its specific use), respectively.
5.3. Viscosity
As previously stated, viscosity is highly related to the specific use of biolubricants in industry. Indeed, it can be considered as the most important characteristics of a biolubricant, as viscosity can affect some functions such as lubrication or sealing. Thus, depending on its viscosity, a biolubricant can be used in different areas such as Diesel engines or machines in textile industry.
Some of the key factors affecting these quality parameters are the chemical reaction conditions (where the use of catalysts play a vital role), the use of additives, the raw material and the alcohol selected. These factors can affect these quality parameters in different ways, or they can affect multiple quality parameters. For instance, the raw material can affect oxidation stability or viscosity, mainly depending on fatty acid composition.
5.4. Use of catalysts/chemical reaction conditions
As expected, the use of catalysts promotes the decrease in activation energy of a chemical reaction, which facilitates the completion of transesterification. Thus, on the one hand, the use of catalysts is positive as conversion increases, making the composition of the final biolubricant stable and predictable. However, the use of homogeneous catalysts (usually containing Na and K), which are normally difficult to remove from the final biolubricant, can worsen the oxidative stability of biolubricants, as the presence of metal traces can act as catalysts for oxidation during storage. In that sense, the use of heterogeneous catalyst can present an additional advantage like their easy removal from the chemical medium. On the other hand, chemical reaction conditions (apart from catalyst concentration) can affect the final characteristics of the biolubricant. For instance, high temperatures during biolubricant production can affect its oxidative stability, as explained in previous studies. To avoid that, the use of vacuum, when possible, is recommended to remove methanol released during second transesterification, with the subsequent shift towards product generation at lower temperature or catalyst concentrations [73].
5.5. Use of additives (antioxidants)
Apart from other additives that can improve the tribological performance of a biolubricant, as in the case of nanoparticles (for instance Fe3O4 nanoparticles) to reduce coefficient of friction between surfaces [128,129], we should pay attention to the use of antioxidants in final formulations. Thus, these antioxidants (both natural and synthetic) mainly affect oxidation stability in biodiesel and biolubricant samples. The use of products like propyl gallate (PG) or tert-butylhydroquinone (TBHQ) could increase oxidation stability, delaying some processes like free fatty acid generation or polymerization, which alter acidity and viscosity, respectively [60]. Figure 16 shows the molecular structure of some of the most popular antioxidants according to the literature in order to enhance oxidative stability of biodiesel and biolubricants. As observed, all of them share one thing in common, that is, the aromatic ring that is responsible for free radical neutralization and the subsequent disruption (or delay) of auto-oxidation process. It should be noted that, once they react with free radicals, their molecular structure and effectiveness decrease, with the subsequent need to assess the amount of these compounds in biodiesel and biolubricant through analytical techniques. In that sense, the use of voltametric techniques seems to be effective to understand the effect of antioxidant addition during oxidation processes [32,56,130].
In that sense, the use of antioxidants could offset the negative effect of trace metals included in biolubricants after the purification process, mainly due to homogeneous catalyst addition, although some removal techniques would be recommended to reduce Na and K content in biolubricants, such as the use of exchange-ion columns.
5.6. Raw material (vegetable oil)
The raw material mainly affects, among other characteristics, the oxidation stability of the final product obtained. This is due to the fatty acid composition of vegetable oils, which are transformed into fatty acid methyl esters or fatty acid esters. Thus, the presence of double bonds can promote the generation of free radicals, the main starting point for auto-oxidation, decreasing oxidative stability. Also, if fatty acids present some special functional groups like hydroxyl in the aliphatic chain (as in the case of ricinoleic acid), the final product obtained during the first transesterification could present a considerable viscosity, which can be used as a biolubricant for specific purposes.
5.7. Alcohols used
Concerning transesterification, the superior alcohol used (usually trimethylolpropane and pentaerythritol, among others) plays an important role, as it is usually a polyol that, after transesterification with fatty acid methyl esters, generates a polyester which increases the viscosity of the final substance obtained. This way, the presence of more functional groups like hydroxyl in the polyol promotes the generation of more complex esters, increasing the possibility of higher intermolecular interactions and, therefore, a higher resistance to flow (in other words, a higher viscosity). Additionally, the stereochemistry of this second transesterification can difficult the reaction between hydroxyl groups in the superior alcohol and the corresponding fatty acid methyl ester, requiring higher amounts of catalysts or temperature. In essence, the kind of alcohol equally affect the chemical conditions of the second transesterification and the yield of this chemical reaction.
As observed, these conditions are interrelated, and intermediate solutions might be advisable for a sustainable and efficient biolubricant production. Indeed, in the following section, a brief exposition of works dealing with this subject (that is, techno economic analyses and patents) is included to enhance the possibility of a real implementation of double transesterification at industrial scale.
6. Techno-economic analyses applied to biolubricant production in a biorefinery context
The role of a biorefinery can be attractive from an economic point of view if the efficiency of the process is comparable to equivalent industries based on petroleum. For that purpose, a correct design of a biorefinery should involve accurate data to estimate capital costs, using the adequate indicators (especially for capital cost estimations) to carry out a suitable economic assessment [131].
Even though the industry of biobased products show multiple and attracting economic and environmental benefits, there are still some challenges (especially in emerging industrial and developing countries) that should be addressed, like possible high production costs, lack of funds to invest in these kind of technologies, inadequate policy support, fluctuating oil or feedstock prices, logistic performance, industrial competitiveness, etc. [132,133], considering several aspects such as logistics, existing infrastructure, feedstock supply chains, market opportunities, socio-economic issues and political context [133]. To overcome this inconvenient and concerning the feasibility of the implementation of biolubricant production based on vegetable oils, there are recent studies that assess the technical and economic issues that this green process must face to compete with equivalent processes based on petroleum.
As expected, the versatility and wide variety of biolubricant production processes implied the publication of dispersed works focused on specific aspects related to techno-economics. In any case, and even though there is a lack of these kind of studies (which could imply an interesting research niche to contribute to the spread of knowledge) these research works share some points in common, like the following:
- The role of raw materials is essential to determine the marketability of biolubricants, as the costs related to agricultural practices (such as harvest), along with the vegetable oil production and purification, usually imply a considerable percentage of fixed costs in a biorefinery based on vegetable oils. With this regard, again, the characteristics of WCO could be interesting, as many of the abovementioned steps could be skipped.
- One of the main strong points of biolubricant production at industrial scale is its integration in a biorefinery context, where multiple products can be obtained with the aim of adapting the performance of the biorefinery according to environmental policies or demand, among other factors.
- Another interesting aspect to consider is the reaction temperature (among other operating conditions), which usually takes a considerable percentage of energy consumption during biolubricant production. In that sense, a simple decrease of a few degrees could result in large savings. As proved in some abovementioned works, reaction temperature can easily be reduced by using some improvements such as the use of vacuum (when this technique is possible, as in many cases it can remove some reagents in the reaction medium like complex alcohols that tend to sublimate due to their molecular structure, such as 2,2-dimethyl-1,3-propanediol for double transesterification) or the use of catalysts (both heterogeneous and, homogeneous, where a considerable decrease in reaction temperature was observed).
- Indeed, the use of catalysts and their improvement related to their use in chemical routes to produce biolubricants has been widely studied in the literature. In that sense, their contribution to an increase in efficiency could be related to three aspects: First, the study of their optimum addition, to avoid extra costs; Second, the possibility of reuse (especially in the case of heterogeneous catalysts) or the purification process of biolubricants to remove homogeneous catalysts; Third, the effectiveness in reducing or improving chemical parameters that can contribute to energy or cost saving.
- Another interesting aspect to be considered is the possible real implementation of this technology by using pre-existing ones. Specifically, the use of double transesterification seems to be an interesting choice, as many of the facilities used for biodiesel production (that is, the first transesterification of fatty acids) could be perfectly adapted to the second transesterification process by adding some specific changes depending on the desired kind of biolubricant. Therefore, as similar facilities are required, the equipment acquisition would be easier and cheaper compared to other specific or customized facilities. Also, other chemical routes such as epoxidation could be easily adapted to this purpose, as explained to produce a biolubricant based on soybean oil [99].
- Finally, and even though some biolubricant productions could not be economically feasible at industrial level, there is one interesting and favorable point to tilt the balance in favor of this green technology: the high environmental value and the favorable policies carried out by national and international agencies. Thus, the market value of these products could be higher compared to traditional lubricants, as there is an increasing demand of green products by costumers in general. This fact could offset the initial and disadvantageous cost balance when these kinds of large-scale facilities.
Thus, Table 6 shows the main works related to techno-economic assessment applied to biolubricant production, even though it plays a secondary role within the biorefinery context of the corresponding vegetable oil.
As observed, these works point out the feasibility of biorefineries based on vegetable oils or agricultural wastes such as vegetable pulp, showing promising results that will encourage further studies in the near future.
Another remarkable point is the knowledge about the current patents about biolubricant production, specifically dealing with transesterification processes. In that sense, this is an interesting way to assess the practical application of a scientific subject or field, as patents are traditionally linked to a profitable exploitation of interesting findings, exploring their possible implementation at industrial level.
In general, many of the chemical routes mentioned in this review are equally covered in patent registration (such as hydrolysis, epoxidation and, especially, estolide formation, whose production was expensive and these works are devoted to obtaining cheaper ways to exploit this concept), which points out the parallelisms with the scientific literature.
Thus, critical aspects such as high biolubricant conversion or catalyst durability are covered in these patents, which usually offer biolubricants for very specific uses.
7. Conclusions and prospects
After carrying out a review of the most recent literature about synthesis and characterization of biolubricants, the following remarks can be made:
- It has been proved the feasibility of biolubricant production from vegetable oils, obtaining high yields of this product regardless the chemical route selected and presenting some properties that are even better compared to traditional lubricants obtained from oil.
- Specifically, biolubricants through double transesterification present, in general, a higher viscosity index, which makes them more suitable to keep viscosity values under temperature changes.
- However, these products also present some challenges like the short oxidative stability, which could imply a change in very characteristic properties such as viscosity during storage or auto-oxidation processes. Nevertheless, there are accessible alternatives to avoid this problem, like the use of antioxidants such as TBHQ, BHA or PG, widely used in the scientific literature to increase the service life of this product.
- Regarding the possibility of implementation of this technology, it should be noted the potential of some wastes derived from VO such as WCO, whose management would be difficult otherwise. As a matter of fact, the properties observed for biolubricants based on WCO are equivalent to those obtained from vegetable oils, with a slight decrease in oxidative stability in some cases, which could be easily solved by antioxidant addition as explained above. This fact points out the versatility of biolubricant synthesis, being able to compete with traditional lubricant production.
- Considering the above, the possible integration of biolubricant production in biorefineries, or even the implementation of a biorefinery based on vegetable oils could be an interesting starting point for this technology, especially in the case of double transesterification from fatty acids, as many bioproducts and by products that are easily reusable can be obtained, implying a green process that should replace traditional ones.
- In that sense, the role of catalysts is becoming more and more important in biolubricant production, as its use contributes to a higher efficiency of the process, which is an essential part for the real implementation of this technology at industrial scale. This way, plenty of studies have been focused on the use of new and innovative catalysts, mainly heterogeneous and porous catalysts with the possibility of re-use in several cycles, to make the process more attractive when it comes to techno-economic analyses.
- Thus, “every detail counts”, which should be pointed out especially in the case of temperature, catalyst addition or reaction time, among other factors. Indeed, many studies addressed the use of milder reaction conditions, which will present a positive effect on techno-economic assessment but, especially, in biolubricant quality. In other words, it would be the greatest exponent of sustainability, as it would be possible to obtain better products (in this case biolubricants) under mild reaction conditions and the subsequent energy and material cost, implying a more attractive process for its implementation at industrial scale.
- Finally, and according to the techno-economic assessments carried out by the scientific literature (where the role of catalysts is essential), the industrial scale implementation of biolubricant production is feasible, pointing out the high added-value product obtained, apart from other by-products equally interesting or reusable, and showing a promising starting point for the contribution to green chemistry and circular economy.
Author Contributions
Conceptualization, J.M.E. and J.F.G.; methodology, S.N., J.M.E. and J.F.G..; validation, J.M.E. and J.F.G.; investigation, S.N. and J.M.E.; resources, J.M.E. and J.F.G.; data curation, S.N. and J.M.E.; writing—original draft preparation, S.N..; writing—review and editing, S.N. and J.M.E..; visualization, J.M.E. and J.F.G.; supervision, J.M.E. and J.F.G..; project administration, J.M.E.; funding acquisition, J.M.E. and J.F.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by “Junta de Extremadura” and “FEDER” grant number IB18028 and GR18150).
Data Availability Statement
Not applicable.
Acknowledgments
Dr. Sergio Nogales-Delgado would like to thank the help and assistance of his project managers Prof. Dr. José María Encinar and Prof. Dr. Juan Félix González, whose support has been vital to fulfill this project based on biolubricants. Also, Dr. Sergio Nogales-Delgado and Prof. Dr. Juan Félix González would like to wish Prof. Dr. José María Encinar a nice and well-earned retirement: “Thank you for your help and advice throughout all these years, we will miss you”.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Appendix A
| Abbreviation | Term | Abbreviation | Term |
| BHA | Butylated hydroxyanisole | PEE | Pentaerythritol ester |
| CFPP | Cold filter plugging point | PG | Propyl gallate |
| FA | Fatty acid | PP | Pour point |
| FAE | Fatty acid esters | SDG | Sustainable development goal |
| FAME | Fatty acid methyl ester | TBHQ | Tert-Butylhydroquinone |
| FFA | Free fatty acids | TMP | Trimethylolpropane |
| FO | Frying oil | TMPE | Trimethylolpropane ester |
| GM | Genetically modified | UN | United Nations |
| IP | Induction point | VI | Viscosity index |
| NG | Neopentyl glycol | UVO | Used vegetable oil |
| NGE | Neopentyl glycol ester | VI | Viscosity index |
| OPEC | Organization of the Petroleum Exporting Countries | VO | Vegetable oil |
| OS | Oxidative stability | WCO | Waste cooking oil |
| PE | Pentaerythritol |
References
- Scarlat, N.; Dallemand, J.F.; Monforti-Ferrario, F.; Nita, V. The Role of Biomass and Bioenergy in a Future Bioeconomy: Policies and Facts. Environ Dev 2015, 15, 3–34. [Google Scholar] [CrossRef]
- UN Sustainable Development Goals. 2019.
- Statista Global Biolubricant Demand Available online:. Available online: https://www.statista.com/statistics/411616/lubricants-demand-worldwide/ (accessed on 16 March 2022).
- Johnstone, P.; McLeish, C. World Wars and Sociotechnical Change in Energy, Food, and Transport: A Deep Transitions Perspective. Technol Forecast Soc Change 2022, 174. [Google Scholar] [CrossRef]
- Johnstone, P.; McLeish, C. World Wars and the Age of Oil: Exploring Directionality in Deep Energy Transitions. Energy Res Soc Sci 2020, 69. [Google Scholar] [CrossRef] [PubMed]
- Scholten, D.; Bosman, R. The Geopolitics of Renewables; Exploring the Political Implications of Renewable Energy Systems. Technol Forecast Soc Change 2016, 103, 273–283. [Google Scholar] [CrossRef]
- Vakulchuk, R.; Overland, I.; Scholten, D. Renewable Energy and Geopolitics: A Review. Renewable and Sustainable Energy Reviews 2020, 122. [Google Scholar] [CrossRef]
- Palle, A. Bringing Geopolitics to Energy Transition Research. Energy Res Soc Sci 2021, 81. [Google Scholar] [CrossRef]
- Bricout, A.; Slade, R.; Staffell, I.; Halttunen, K. From the Geopolitics of Oil and Gas to the Geopolitics of the Energy Transition: Is There a Role for European Supermajors? Energy Res Soc Sci 2022, 88. [Google Scholar] [CrossRef]
- Umar, M.; Riaz, Y.; Yousaf, I. Impact of Russian-Ukraine War on Clean Energy, Conventional Energy, and Metal Markets: Evidence from Event Study Approach. Resources Policy 2022, 79. [Google Scholar] [CrossRef]
- Steffen, B.; Patt, A. A Historical Turning Point? Early Evidence on How the Russia-Ukraine War Changes Public Support for Clean Energy Policies. Energy Res Soc Sci 2022, 91. [Google Scholar] [CrossRef]
- Statista Comparison of Average Wholesale Motor Fuel Prices in Europe in 2018/19 and 22 as a Result of the Russia-Ukraine War, by Fuel Type (in U.S. Dollars per Metric Ton of Oil Equivalent). 20 May.
- Statista Average Annual OPEC Crude Oil Price from 1960 to 2023 (in U.S. Dollars per Barrel).
- Rowe, F.; Robinson, C.; Patias, N. Sensing Global Changes in Local Patterns of Energy Consumption in Cities during the Early Stages of the COVID-19 Pandemic. Cities 2022, 129. [Google Scholar] [CrossRef]
- Ha, L.T. Storm after the Gloomy Days: Influences of COVID-19 Pandemic on Volatility of the Energy Market. Resources Policy 2022, 79. [Google Scholar] [CrossRef] [PubMed]
- Khan, K.; Su, C.W.; Zhu, M.N. Examining the Behaviour of Energy Prices to COVID-19 Uncertainty: A Quantile on Quantile Approach. Energy 2022, 239. [Google Scholar] [CrossRef] [PubMed]
- Khan, K.; Su, C.W.; Khurshid, A.; Umar, M. COVID-19 Impact on Multifractality of Energy Prices: Asymmetric Multifractality Analysis. Energy 2022, 256. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Huang, R.; Li, R. Towards Smart Energy Systems—A Survey about the Impact of COVID-19 Pandemic on Renewable Energy Research. Energy Strategy Reviews 2022, 41. [Google Scholar] [CrossRef]
- Tian, J.; Yu, L.; Xue, R.; Zhuang, S.; Shan, Y. Global Low-Carbon Energy Transition in the Post-COVID-19 Era. Appl Energy 2022, 307. [Google Scholar] [CrossRef]
- Andrew, K.; Majerbi, B.; Rhodes, E. Slouching or Speeding toward Net Zero? Evidence from COVID-19 Energy-Related Stimulus Policies in the G20. Ecological Economics 2022, 201. [Google Scholar] [CrossRef]
- Vakulchuk, R.; Overland, I.; Scholten, D. Renewable Energy and Geopolitics : A Review. Renewable and Sustainable Energy Reviews 2020, 122, 109547. [Google Scholar] [CrossRef]
- Overland, I.; Bazilian, M.; Ilimbek Uulu, T.; Vakulchuk, R.; Westphal, K. The GeGaLo Index: Geopolitical Gains and Losses after Energy Transition. Energy Strategy Reviews 2019, 26, 100406. [Google Scholar] [CrossRef]
- Tiwari, A.K.; Boachie, M.K.; Suleman, M.T.; Gupta, R. Structure Dependence between Oil and Agricultural Commodities Returns: The Role of Geopolitical Risks. Energy 2021, 219. [Google Scholar] [CrossRef]
- Statista Global Lubricant Demand Available online:. Available online: https://es.statista.com/ (accessed on 31 January 2023).
- Wan Azahar, W.N.A.; Bujang, M.; Jaya, R.P.; Hainin, M.R.; Mohamed, A.; Ngad, N.; Jayanti, D.S. The Potential of Waste Cooking Oil as Bio-Asphalt for Alternative Binder—An Overview. J Teknol 2016, 78. [Google Scholar] [CrossRef]
- Mannu, A.; Garroni, S.; Porras, J.I.; Mele, A. Available Technologies and Materials for Waste Cooking Oil Recycling. Processes 2020, 8. [Google Scholar] [CrossRef]
- Thushari, I.; Babel, S. Comparative Study of the Environmental Impacts of Used Cooking Oil Valorization Options in Thailand. J Environ Manage 2022, 310. [Google Scholar] [CrossRef] [PubMed]
- Frota de Albuquerque Landi, F.; Fabiani, C.; Castellani, B.; Cotana, F.; Pisello, A.L. Environmental Assessment of Four Waste Cooking Oil Valorization Pathways. Waste Management 2022, 138, 219–233. [Google Scholar] [CrossRef] [PubMed]
- Ibanez, J.; Martín, S.M.; Baldino, S.; Prandi, C.; Mannu, A. European Union Legislation Overview about Used Vegetable Oils Recycling: The Spanish and Italian Case Studies. Processes 2020, 8. [Google Scholar] [CrossRef]
- Encinar, J.M.; Nogales, S.; González, J.F. Biorefinery Based on Different Vegetable Oils: Characterization of Biodiesel and Biolubricants. In Proceedings of the 3rd International Conference in Engineering Applications (ICEA); 2019; 2019. [Google Scholar]
- Encinar, J.M.; Nogales, S.; González, J.F. Biodiesel and Biolubricant Production from Different Vegetable Oils through Transesterification. Engineering Reports 2020, 1–10. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Cabanillas, A.G.; Romero, Á.G.; Encinar Martín, J.M. Monitoring Tert-Butylhydroquinone Content and Its Effect on a Biolubricant during Oxidation. Molecules 2022, 27, 8931. [Google Scholar] [CrossRef] [PubMed]
- Perera, M.; Yan, J.; Xu, L.; Yang, M.; Yan, Y. Bioprocess Development for Biolubricant Production Using Non-Edible Oils, Agro-Industrial Byproducts and Wastes. J Clean Prod 2022, 357. [Google Scholar] [CrossRef]
- Paul, A.K.; Borugadda, V.B.; Goud, V. V. In-Situ Epoxidation of Waste Cooking Oil and Its Methyl Esters for Lubricant Applications: Characterization and Rheology. Lubricants 2021, 9, 1–14. [Google Scholar] [CrossRef]
- Zhang, W.; Ji, H.; Song, Y.; Ma, S.; Xiong, W.; Chen, C.; Chen, B.; Zhang, X. Green Preparation of Branched Biolubricant by Chemically Modifying Waste Cooking Oil with Lipase and Ionic Liquid. J Clean Prod 2020, 274. [Google Scholar] [CrossRef]
- Dehghani Soufi, M.; Ghobadian, B.; Mousavi, S.M.; Najafi, G.; Aubin, J. Valorization of Waste Cooking Oil Based Biodiesel for Biolubricant Production in a Vertical Pulsed Column: Energy Efficient Process Approach. Energy 2019, 189. [Google Scholar] [CrossRef]
- Department for Transport (UK); UK Petroleum Industry Association Biofuel Feedstock Consumption in the United Kingdom (UK) in 2020, by Type (in Million Liters).
- Statista Number of Biodiesel Manufacturers in Japan in Fiscal Year 2021, by Type of Raw Material.
- Scopus Scopus Available online: https://www.scopus.com/home.uri.
- Mobarak, H.M.; Niza Mohamad, E.; Masjuki, H.H.; Kalam, M.A.; Al Mahmud, K.A.H.; Habibullah, M.; Ashraful, A.M. The Prospects of Biolubricants as Alternatives in Automotive Applications. Renewable and Sustainable Energy Reviews 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Yousif, E. Biolubricants: Raw Materials, Chemical Modifications and Environmental Benefits. European Journal of Lipid Science and Technology 2010, 112, 519–530. [Google Scholar] [CrossRef]
- Mobarak, H.M.; Niza Mohamad, E.; Masjuki, H.H.; Kalam, M.A.; Al Mahmud, K.A.H.; Habibullah, M.; Ashraful, A.M. The Prospects of Biolubricants as Alternatives in Automotive Applications. Renewable and Sustainable Energy Reviews 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Karmakar, G.; Ghosh, P.; Sharma, B.K. Chemically Modifying Vegetable Oils to Prepare Green Lubricants. Lubricants 2017, 5, 1–17. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Pardal, A. Transesterification of Castor Oil under Ultrasonic Irradiation Conditions. Preliminary Results. Fuel Processing Technology 2012, 103, 9–15. [Google Scholar] [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Sánchez, N.; González, J.F. Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts 2020, 10. [Google Scholar] [CrossRef]
- Sánchez, N.; Encinar, J.M.; Nogales, S.; González, J.F. Biodiesel Production from Castor Oil by Two-Step Catalytic Transesterification: Optimization of the Process and Economic Assessment. Catalysts 2019, 9. [Google Scholar] [CrossRef]
- Cecilia, J.A.; Plata, D.B.; Saboya, R.M.A.; de Luna, F.M.T.; Cavalcante, C.L.; Rodríguez-Castellón, E. An Overview of the Biolubricant Production Process: Challenges and Future Perspectives. Processes 2020, 8, 1–24. [Google Scholar] [CrossRef]
- Quinchia, L.A.; Delgado, M.A.; Reddyhoff, T.; Gallegos, C.; Spikes, H.A. Tribological Studies of Potential Vegetable Oil-Based Lubricants Containing Environmentally Friendly Viscosity Modifiers. Tribol Int 2014. [Google Scholar] [CrossRef]
- Kania, D.; Yunus, R.; Omar, R.; Abdul Rashid, S.; Mohamad Jan, B. A Review of Biolubricants in Drilling Fluids: Recent Research, Performance, and Applications. J Pet Sci Eng 2015, 135, 177–184. [Google Scholar] [CrossRef]
- Attia, N.K.; El-Mekkawi, S.A.; Elardy, O.A.; Abdelkader, E.A. Chemical and Rheological Assessment of Produced Biolubricants from Different Vegetable Oils. Fuel 2020, 271. [Google Scholar] [CrossRef]
- Hájek, M.; Vávra, A.; De Paz Carmona, H.; Kocík, J. The Catalysed Transformation of Vegetable Oils or Animal Fats to Biofuels and Bio-Lubricants: A Review. 2021. [Google Scholar] [CrossRef]
- Arianti, N. Annisa; Widayat Widayat A Review of Bio-Lubricant Production from Vegetable Oils Using Esterification Transesterification Process. MATEC Web of Conferences 2018, 156. [Google Scholar] [CrossRef]
- Durango-Giraldo, G.; Zapata-Hernandez, C.; Santa, J.F.; Buitrago-Sierra, R. Palm Oil as a Biolubricant: Literature Review of Processing Parameters and Tribological Performance. Journal of Industrial and Engineering Chemistry 2022, 107, 31–44. [Google Scholar] [CrossRef]
- Encinar, J.M.; Pardal, A.; Martínez, G. Transesterification of Rapeseed Oil in Subcritical Methanol Conditions. Fuel Processing Technology 2012. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González, J.F. Safflower Biodiesel : Improvement of Its Oxidative Stability by Using BHA and TBHQ. Energies (Basel) 2019, 19–22. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; Guiberteau, A.; Márquez, S. The Effect of Antioxidants on Corn and Sunflower Biodiesel Properties under Extreme Oxidation Conditions. JAOCS, Journal of the American Oil Chemists’ Society. [CrossRef]
- Encinar, J.M.; González, J.F.; Sánchez, N.; Nogales-Delgado, S. Sunflower Oil Transesterification with Methanol Using Immobilized Lipase Enzymes. Bioprocess Biosyst Eng 2019, 42, 157–166. [Google Scholar] [CrossRef]
- Bashiri, S.; Ghobadian, B.; Dehghani Soufi, M.; Gorjian, S. Chemical Modification of Sunflower Waste Cooking Oil for Biolubricant Production through Epoxidation Reaction. Mater Sci Energy Technol 2021, 4, 119–127. [Google Scholar] [CrossRef]
- Joshi, J.R.; Bhanderi, K.K.; Patel, J. V.; Karve, M. Chemical Modification of Waste Cooking Oil for the Biolubricant Production through Transesterification Process. Journal of the Indian Chemical Society 2023, 100. [Google Scholar] [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Álvez-Medina, C.M. High Oleic Safflower Biolubricant through Double Transesterification with Methanol and Pentaerythritol: Production, Characterization, and Antioxidant Addition. Arabian Journal of Chemistry 2022, 15, 103796. [Google Scholar] [CrossRef]
- Milazzo, M.F.; Spina, F.; Cavallaro, S.; Bart, J.C.J. Sustainable Soy Biodiesel. Renewable and Sustainable Energy Reviews 2013, 27, 806–852. [Google Scholar] [CrossRef]
- Kurre, S.K.; Yadav, J. A Review on Bio-Based Feedstock, Synthesis, and Chemical Modification to Enhance Tribological Properties of Biolubricants. Ind Crops Prod 2023, 193. [Google Scholar] [CrossRef]
- UNE-EN ISO 3104/AC:1999 Petroleum Products. Transparent and Opaque Liquids. Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity (ISO 3104:1994). 1999.
- Verdier, S.; Coutinho, J.A.P.; Silva, A.M.S.; Alkilde, O.F.; Hansen, J.A. A Critical Approach to Viscosity Index. Fuel 2009, 88, 2199–2206. [Google Scholar] [CrossRef]
- ASTM-D2270-10 Standard Practice for Calculating Viscosity Index from Kinematic Viscosity at 40 oC and 100 oC. 2016.
- Focke, W.W.; Westhuizen, I. Van Der; Oosthuysen, X. Biodiesel Oxidative Stability from Rancimat Data. Thermochim Acta 2016. [Google Scholar] [CrossRef]
- UNE-EN 14112 Fat and Oil Derivatives—Fatty Acid Methyl Esters (FAME)—Determination of Oxidation Stability (Accelerated Oxidation Test) 2017.
- Chan, C.H.; Tang, S.W.; Mohd, N.K.; Lim, W.H.; Yeong, S.K.; Idris, Z. Tribological Behavior of Biolubricant Base Stocks and Additives. Renewable and Sustainable Energy Reviews 2018, 93, 145–157. [Google Scholar] [CrossRef]
- Chen, J.; Bian, X.; Rapp, G.; Lang, J.; Montoya, A.; Trethowan, R.; Bouyssiere, B.; Portha, J.F.; Jaubert, J.N.; Pratt, P.; et al. From Ethyl Biodiesel to Biolubricants: Options for an Indian Mustard Integrated Biorefinery toward a Green and Circular Economy. Ind Crops Prod 2019, 137, 597–614. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Encinar Martín, J.M. Cardoon Biolubricant through Double Transesterification: Assessment of Its Oxidative, Thermal and Storage Stability. Mater Lett 2021, 302. [Google Scholar] [CrossRef]
- Aziz, N.A.M.; Yunus, R.; Rashid, U.; Syam, A.M. Application of Response Surface Methodology (RSM) for Optimizing the Palm-Based Pentaerythritol Ester Synthesis. Ind Crops Prod 2014, 62, 305–312. [Google Scholar] [CrossRef]
- Yunus, R.; Fakhru’l-Razi, A.; Ooi, T.L.; Omar, R.; Idris, A. Synthesis of Palm Oil Based Trimethylolpropane Esters with Improved Pour Points. Ind Eng Chem Res 2005, 44, 8178–8183. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Encinar Martín, J.M.; Sánchez Ocaña, M. Use of Mild Reaction Conditions to Improve Quality Parameters and Sustainability during Biolubricant Production. Biomass Bioenergy 2022, 161, 106456. [Google Scholar] [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Pinilla, A. Biolubricant Production through Double Transesterification: Reactor Design for the Implementation of a Biorefinery Based on Rapeseed. Processes 2021, 9, 1224. [Google Scholar] [CrossRef]
- Heikal, E.K.; Elmelawy, M.S.; Khalil, S.A.; Elbasuny, N.M. Manufacturing of Environment Friendly Biolubricants from Vegetable Oils. Egyptian Journal of Petroleum 2017. [Google Scholar] [CrossRef]
- Ocholi, O.; Menkiti, M.; Auta, M.; Ezemagu, I. Optimization of the Operating Parameters for the Extractive Synthesis of Biolubricant from Sesame Seed Oil via Response Surface Methodology. Egyptian Journal of Petroleum 2018, 27, 265–275. [Google Scholar] [CrossRef]
- Ghafar, F.; Sapawe, N.; Dzazita Jemain, E.; Safwan Alikasturi, A.; Masripan, N. Study on The Potential of Waste Cockle Shell Derived Calcium Oxide for Biolubricant Production; 2019; Vol. 19;
- Cerón, A.A.; Vilas Boas, R.N.; Biaggio, F.C.; de Castro, H.F. Synthesis of Biolubricant by Transesterification of Palm Kernel Oil with Simulated Fusel Oil: Batch and Continuous Processes. Biomass Bioenergy 2018, 119, 166–172. [Google Scholar] [CrossRef]
- Joshi, J.R.; Bhanderi, K.K.; Patel, J. V. A Review on Bio-Lubricants from Non-Edible Oils-Recent Advances, Chemical Modifications and Applications. Journal of the Indian Chemical Society 2023, 100. [Google Scholar] [CrossRef]
- McNutt, J.; He, Q.S. Development of Biolubricants from Vegetable Oils via Chemical Modification. Journal of Industrial and Engineering Chemistry 2016, 36, 1–12. [Google Scholar] [CrossRef]
- Ho, C.K.; McAuley, K.B.; Peppley, B.A. Biolubricants through Renewable Hydrocarbons: A Perspective for New Opportunities. Renewable and Sustainable Energy Reviews 2019, 113, 109261. [Google Scholar] [CrossRef]
- Owuna, F.J.; Dabai, M.U.; Sokoto, M.A.; Dangoggo, S.M.; Bagudo, B.U.; Birnin-Yauri, U.A.; Hassan, L.G.; Sada, I.; Abubakar, A.L.; Jibrin, M.S. Chemical Modification of Vegetable Oils for the Production of Biolubricants Using Trimethylolpropane: A Review. Egyptian Journal of Petroleum 2020, 29, 75–82. [Google Scholar] [CrossRef]
- UNE-EN 14214:2013 V2+A1:2018 Liquid Petroleum Products—Fatty Acid Methyl Esters (FAME) for Use in Diesel Engines and Heating Applications—Requirements and Test Methods. 2018.
- Saluja, R.K.; Kumar, V.; Sham, R. Stability of Biodiesel—A Review. Renewable and Sustainable Energy Reviews 2016. [CrossRef]
- Sajjadi, B.; Raman, A.A.A.; Arandiyan, H. A Comprehensive Review on Properties of Edible and Non-Edible Vegetable Oil-Based Biodiesel: Composition, Specifications and Prediction Models. Renewable and Sustainable Energy Reviews 2016, 63, 62–92. [Google Scholar] [CrossRef]
- Tang, H.; De Guzman, R.C.; Salley, S.O.; Ng, S.K.Y. The Oxidative Stability of Biodiesel: Effects of FAME Composition and Antioxidant. Lipid Technol 2008, 20, 249–252. [Google Scholar] [CrossRef]
- Souza, A.G.; Medeiros, M.L.; Cordeiro, A.M.M.T.; Queiroz, N.; Soledade, L.E.B.; Souza, A.L. Efficient Antioxidant Formulations for Use in Biodiesel. Energy and Fuels 2014, 28, 1074–1080. [Google Scholar] [CrossRef]
- Knothe, G.; Razon, L.F. Biodiesel Fuels. Prog Energy Combust Sci 2017. [CrossRef]
- Checa, M.; Nogales-Delgado, S.; Montes, V.; Encinar, J.M. Recent Advances in Glycerol Catalytic Valorization: A Review. Catalysts 2020, 10, 1–41. [Google Scholar] [CrossRef]
- Hu, Y.; He, Q.; Xu, C. Catalytic Conversion of Glycerol into Hydrogen and Value-Added Chemicals: Recent Research Advances. Catalysts 2021, 11. [Google Scholar] [CrossRef]
- Raza, M.; Inayat, A.; Abu-Jdayil, B. Crude Glycerol as a Potential Feedstock for Future Energy via Thermochemical Conversion Processes: A Review. Sustainability (Switzerland) 2021, 13. [Google Scholar] [CrossRef]
- Mota, C.; Pinto, B.P.; Lima, A.L. de Glycerol A Versatile Renewable Feedstock for the Chemical Industry; Springer International Publishing, 2017; ISBN 978-3-319-59375-3.
- Fasolini, A.; Cespi, D.; Tabanelli, T.; Cucciniello, R.; Cavani, F. Hydrogen from Renewables: A Case Study of Glycerol Reforming. Catalysts 2019, 9. [Google Scholar] [CrossRef]
- López-Bellido, L.; Wery, J.; López-Bellido, R.J. Energy Crops: Prospects in the Context of Sustainable Agriculture. European Journal of Agronomy 2014, 60, 1–12. [Google Scholar] [CrossRef]
- Abdulkhani, A.; Alizadeh, P.; Hedjazi, S.; Hamzeh, Y. Potential of Soya as a Raw Material for a Whole Crop Biorefinery. Renewable and Sustainable Energy Reviews 2017, 75, 1269–1280. [Google Scholar] [CrossRef]
- Demichelis, F.; Fiore, S.; Pleissner, D.; Venus, J. Technical and Economic Assessment of Food Waste Valorization through a Biorefinery Chain. Renewable and Sustainable Energy Reviews 2018, 94, 38–48. [Google Scholar] [CrossRef]
- Esteban-Lustres, R.; Torres, M.D.; Piñeiro, B.; Enjamio, C.; Domínguez, H. Intensification and Biorefinery Approaches for the Valorization of Kitchen Wastes—A Review. Bioresour Technol 2022, 360. [Google Scholar] [CrossRef]
- Kumar, V.; Sharma, N.; Umesh, M.; Selvaraj, M.; Al-Shehri, B.M.; Chakraborty, P.; Duhan, L.; Sharma, S.; Pasrija, R.; Awasthi, M.K.; et al. Emerging Challenges for the Agro-Industrial Food Waste Utilization: A Review on Food Waste Biorefinery. Bioresour Technol 2022, 362. [Google Scholar] [CrossRef]
- Parente, E.J.; Marques, J.P.C.; Rios, I.C.; Cecilia, J.A.; Rodríguez-Castellón, E.; Luna, F.M.T.; Cavalcante, C.L. Production of Biolubricants from Soybean Oil: Studies for an Integrated Process with the Current Biodiesel Industry. Chemical Engineering Research and Design 2021, 165, 456–466. [Google Scholar] [CrossRef]
- Iriondo, A.; Barrio, V.L.; Cambra, J.F.; Arias, P.L.; Güemez, M.B.; Navarro, R.M.; Sánchez-Sánchez, M.C.; Fierro, J.L.G. Hydrogen Production from Glycerol Over Nickel Catalysts Supported on Al2O3 Modified by Mg, Zr, Ce or La. Top Catal 2008, 49, 46–58. [Google Scholar] [CrossRef]
- Dahdah, E.; Estephane, J.; Gennequin, C.; Aboukaïs, A.; Abi-Aad, E.; Aouad, S. Zirconia Supported Nickel Catalysts for Glycerol Steam Reforming: Effect of Zirconia Structure on the Catalytic Performance. Int J Hydrogen Energy 2020, 45, 4457–4467. [Google Scholar] [CrossRef]
- Ahmad, U.; Naqvi, S.R.; Ali, I.; Naqvi, M.; Asif, S.; Bokhari, A.; Juchelková, D.; Klemeš, J.J. A Review on Properties, Challenges and Commercial Aspects of Eco-Friendly Biolubricants Productions. Chemosphere 2022, 309. [Google Scholar] [CrossRef]
- Monteiro, R.R.C.; Berenguer-Murcia, Á.; Rocha-Martin, J.; Vieira, R.S.; Fernandez-Lafuente, R. Biocatalytic Production of Biolubricants: Strategies, Problems and Future Trends. Biotechnol Adv 2023, 68, 108215. [Google Scholar] [CrossRef]
- Brêda, G.C.; Aguieiras, E.C.G.; Cipolatti, E.P.; Greco-Duarte, J.; Collaço, A.C. de A.; Costa Cavalcanti, E.D.; de Castro, A.M.; Freire, D.M.G. Current Approaches to Use Oil Crops By-Products for Biodiesel and Biolubricant Production: Focus on Biocatalysis. Bioresour Technol Rep. [CrossRef]
- De Sousa, I.G.; Mota, G.F.; Cavalcante, A.L.G.; Rocha, T.G.; Da Silva Sousa, P.; Holanda Alexandre, J.Y.N.; Da Silva Souza, J.E.; Neto, F.S.; Cavalcante, F.T.T.; Lopes, A.A.S.; et al. Renewable Processes of Synthesis of Biolubricants Catalyzed by Lipases. J Environ Chem Eng 2023, 11. [Google Scholar] [CrossRef]
- Dizge, N.; Keskinler, B. Enzymatic Production of Biodiesel from Canola Oil Using Immobilized Lipase. Biomass Bioenergy 2008. [Google Scholar] [CrossRef]
- Kumar, D.; Das, T.; Giri, B.S.; Verma, B. Preparation and Characterization of Novel Hybrid Bio-Support Material Immobilized from Pseudomonas Cepacia Lipase and Its Application to Enhance Biodiesel Production. Renew Energy 2020, 147, 11–24. [Google Scholar] [CrossRef]
- Masudi, A.; Muraza, O. Vegetable Oil to Biolubricants: Review on Advanced Porous Catalysts. Energy and Fuels 2018, 32, 10295–10310. [Google Scholar] [CrossRef]
- Kerman, C.O.; Gaber, Y.; Ghani, N.A.; Lämsä, M.; Hatti-Kaul, R. Clean Synthesis of Biolubricants for Low Temperature Applications Using Heterogeneous Catalysts. J Mol Catal B Enzym 2011, 72, 263–269. [Google Scholar] [CrossRef]
- Nor, N.M.; Salih, N.; Salimon, J. Optimization and Lubrication Properties of Malaysian Crude Palm Oil Fatty Acids Based Neopentyl Glycol Diester Green Biolubricant. Renew Energy 2022, 200, 942–956. [Google Scholar] [CrossRef]
- Bahadi, M.; Salimon, J.; Derawi, D. Synthesis of Di-Trimethylolpropane Tetraester-Based Biolubricant from Elaeis Guineensis Kernel Oil via Homogeneous Acid-Catalyzed Transesterification. Renew Energy 2021, 171, 981–993. [Google Scholar] [CrossRef]
- Xie, Q.; Zhu, H.; Xu, P.; Xing, K.; Yu, S.; Liang, X.; Ji, W.; Nie, Y.; Ji, J. Transesterification of Methyl Oleate for Sustainable Production of Biolubricant: Process Optimization and Kinetic Study. Ind Crops Prod 2022, 182. [Google Scholar] [CrossRef]
- Bezerra, R. de C. de F.; Rodrigues, F.E.A.; Arruda, T.B.M.G.; Moreira, F.B. de F.; Chaves, P.O.B.; Assunção, J.C. da C.; Ricardo, N.M.P.S. Babassu-Oil-Based Biolubricant: Chemical Characterization and Physicochemical Behavior as Additive to Naphthenic Lubricant NH-10. Ind Crops Prod 2020, 154. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Encinar, J.M.; González Cortés, Á. High Oleic Safflower Oil as a Feedstock for Stable Biodiesel and Biolubricant Production. Ind Crops Prod 2021, 170. [Google Scholar] [CrossRef]
- Gunam Resul, M.F.M.; Tinia, T.I.; Idris, A. Kinetic Study of Jatropha Biolubricant from Transesterification of Jatropha Curcas Oil with Trimethylolpropane: Effects of Temperature. Ind Crops Prod 2012, 38, 87–92. [Google Scholar] [CrossRef]
- Angulo, B.; Fraile, J.M.; Gil, L.; Herrerías, C.I. Bio-Lubricants Production from Fish Oil Residue by Transesterification with Trimethylolpropane. J Clean Prod 2018, 202, 81–87. [Google Scholar] [CrossRef]
- Cai, Z.; Zhuang, X.; Yang, X.; Huang, F.; Wang, Y.; Li, Y. Litsea Cubeba Kernel Oil as a Promising New Medium-Chain Saturated Fatty Acid Feedstock for Biolubricant Base Oil Synthesis. Ind Crops Prod 2021, 167. [Google Scholar] [CrossRef]
- Gul, M.; Zulkifli, N.W.M.; Masjuki, H.H.; Kalam, M.A.; Mujtaba, M.A.; Harith, M.H.; Syahir, A.Z.; Ahmed, W.; Bari Farooq, A. Effect of TMP-Based-Cottonseed Oil-Biolubricant Blends on Tribological Behavior of Cylinder Liner-Piston Ring Combinations. Fuel 2020, 278, 118242. [Google Scholar] [CrossRef]
- Diaz, P.A.B.; Kronemberger, F. de A.; Habert, A.C. A Pervaporation-Assisted Bioreactor to Enhance Efficiency in the Synthesis of a Novel Biolubricant Based on the Enzymatic Transesterification of a Castor Oil Based Biodiesel. Fuel 2017, 204, 98–105. [Google Scholar] [CrossRef]
- Fernandes, K. V.; Cavalcanti, E.D.C.; Cipolatti, E.P.; Aguieiras, E.C.G.; Pinto, M.C.C.; Tavares, F.A.; da Silva, P.R.; Fernandez-Lafuente, R.; Arana-Peña, S.; Pinto, J.C.; et al. Enzymatic Synthesis of Biolubricants from By-Product of Soybean Oil Processing Catalyzed by Different Biocatalysts of Candida Rugosa Lipase. Catal Today 2021, 362, 122–129. [Google Scholar] [CrossRef]
- Ng, B.Y.S.; Ong, H.C.; Lau, H.L.N.; Ishak, N.S.; Elfasakhany, A.; Lee, H.V. Production of Sustainable Two-Stroke Engine Biolubricant Ester Base Oil from Palm Fatty Acid Distillate. Ind Crops Prod 2022, 175. [Google Scholar] [CrossRef]
- Abd Wafti, N.S.; Yunus, R.; Lau, H.L.N.; Choong, T.S.Y.; Abd-Aziz, S. Enzymatic Synthesis of Palm Oil-Based Trimethylolpropane Ester as Biolubricant Base Stock Catalyzed by Lipozyme 435. Energy 2022, 260. [Google Scholar] [CrossRef]
- Hussein, R.Z.K.; Attia, N.K.; Fouad, M.K.; ElSheltawy, S.T. Experimental Investigation and Process Simulation of Biolubricant Production from Waste Cooking Oil. Biomass Bioenergy 2021, 144. [Google Scholar] [CrossRef]
- Ivan-Tan, C.T.; Islam, A.; Yunus, R.; Taufiq-Yap, Y.H. Screening of Solid Base Catalysts on Palm Oil Based Biolubricant Synthesis. J Clean Prod 2017, 148, 441–451. [Google Scholar] [CrossRef]
- Shrivastava, S.; Prajapati, P.; Virendra; Srivastava, P. ; Lodhi, A.P.S.; Kumar, D.; Sharma, V.; Srivastava, S.K.; Agarwal, D.D. Chemical Transesterification of Soybean Oil as a Feedstock for Stable Biodiesel and Biolubricant Production by Using Zn Al Hydrotalcites as a Catalyst and Perform Tribological Assessment. Ind Crops Prod 2023, 192. [Google Scholar] [CrossRef]
- Sun, G.; Li, Y.; Cai, Z.; Teng, Y.; Wang, Y.; Reaney, M.J.T. K2CO3-Loaded Hydrotalcite: A Promising Heterogeneous Solid Base Catalyst for Biolubricant Base Oil Production from Waste Cooking Oils. Appl Catal B 2017, 209, 118–127. [Google Scholar] [CrossRef]
- Tulashie, S.K.; Kotoka, F. The Potential of Castor, Palm Kernel, and Coconut Oils as Biolubricant Base Oil via Chemical Modification and Formulation. Thermal Science and Engineering Progress 2020, 16. [Google Scholar] [CrossRef]
- Sikdar, S.; Rahman, M.H.; Menezes, P.L. Synergistic Study of Solid Lubricant Nano-Additives Incorporated in Canola Oil for Enhancing Energy Efficiency and Sustainability. Sustainability (Switzerland) 2022, 14. [Google Scholar] [CrossRef]
- Ahmad, U.; Raza Naqvi, S.; Ali, I.; Saleem, F.; Taqi Mehran, M.; Sikandar, U.; Juchelková, D. Biolubricant Production from Castor Oil Using Iron Oxide Nanoparticles as an Additive: Experimental, Modelling and Tribological Assessment. Fuel 2022, 324. [Google Scholar] [CrossRef]
- Nogales-Delgado, S.; Guiberteau, A.; Encinar, J.M. Effect of Tert-Butylhydroquinone on Biodiesel Properties during Extreme Oxidation Conditions. Fuel 2022, 310, 122339. [Google Scholar] [CrossRef]
- Solarte-Toro, J.C.; Rueda-Duran, C.A.; Ortiz-Sanchez, M.; Cardona Alzate, C.A. A Comprehensive Review on the Economic Assessment of Biorefineries: The First Step towards Sustainable Biomass Conversion. Bioresour Technol Rep 2021, 15. [Google Scholar] [CrossRef]
- Mousavi-Avval, S.H.; Sahoo, K.; Nepal, P.; Runge, T.; Bergman, R. Environmental Impacts and Techno-Economic Assessments of Biobased Products: A Review. Renewable and Sustainable Energy Reviews 2023, 180. [Google Scholar] [CrossRef]
- Solarte-Toro, J.C.; Laghezza, M.; Fiore, S.; Berruti, F.; Moustakas, K.; Cardona Alzate, C.A. Review of the Impact of Socio-Economic Conditions on the Development and Implementation of Biorefineries. Fuel 2022, 328. [Google Scholar] [CrossRef]
- Khan, S.; Das, P.; Quadir, M.A.; Thaher, M.; Annamalai, S.N.; Mahata, C.; Hawari, A.H.; Al Jabri, H. A Comparative Physicochemical Property Assessment and Techno-Economic Analysis of Biolubricants Produced Using Chemical Modification and Additive-Based Routes. Science of the Total Environment 2022, 847. [Google Scholar] [CrossRef] [PubMed]
- Moncada B, J.; Aristizábal M, V.; Cardona A, C.A. Design Strategies for Sustainable Biorefineries. Biochem Eng J 2016, 116, 122–134. [Google Scholar] [CrossRef]
- Budzianowski, W.M. High-Value Low-Volume Bioproducts Coupled to Bioenergies with Potential to Enhance Business Development of Sustainable Biorefineries. Renewable and Sustainable Energy Reviews 2017, 70, 793–804. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Sacia, E.R.; Sreekumar, S.; Gunbas, G.; Gokhale, A.A.; Scown, C.D.; Toste, F.D.; Bell, A.T. Novel Pathways for Fuels and Lubricants from Biomass Optimized Using Life-Cycle Greenhouse Gas Assessment. Proceedings of the National Academy of Sciences 2015, 112, 7645–7649. [Google Scholar] [CrossRef]
- Acevedo-García, B.; Santibañez-Aguilar, J.E.; Alvarez, A.J. Integrated Multiproduct Biorefinery from Ricinus Communis in Mexico: Conceptual Design, Evaluation, and Optimization, Based on Environmental and Economic Aspects. Bioresour Technol Rep 2022, 19. [Google Scholar] [CrossRef]
- Joshi, U.P.; Ham, P.G. Heterogeneous Catalyst for Transesterification and Method of Preparing Same. USRE49551 (E) 2023. [Google Scholar]
- Di Serio, M.; Gallo, F. PROCESS FOR THE PRODUCTION OF LUBRICATING BIOOILS. WO2023126789 (A1) 2023. [Google Scholar]
- Cavalcanti da Silva, J.A.; Silva, G.B.; Guimaraes Freire, D.M.; Gonçalves Aguieiras, E.C.; Cavalcanti Oliveira, E.D.; Greco Duarte, J.; Ignacio, K.L.; Soares, V.F.; Da Silva, P.R. PROCESS FOR PRODUCING ESTERS AND BIOLUBRICANTS, CATALYSED BYFERMENTED SOLID. US2021189442 (A1) 2021. [Google Scholar]
- Summers, W.A.; Williams, R.; Gulledge, D.; Tripp, R.B. System and Methods for Making Bioproducts. US2018319733 (A1) 2018. [Google Scholar]
- Salazar, J.A.; Joshi, M. METHOD FOR MAKING BIOFUELS AND BIOLUBRICANTS. CA2816018 (A1) 2012. [Google Scholar]
- Nagabhushana, K.; Mal, N.; Shinde, T.; Dapurkar, S.; Kumar, R. A PROCESS FOR PRODUCTION OF BIOLUBRICANT USING FLY ASH AS ACATALYST. WO2011007361 (A1) 2011. [Google Scholar]
- Hwan, K.I.; Won, K.J. Method for Producing Neopentyl Glycol Diester as a Biolubricant Using Enzymaticreaction. KR20220101428 (A) 2022. [Google Scholar]

Figure 3.
Global demand evolution for biolubricants in the last decade (source: [3]).
Figure 3.
Global demand evolution for biolubricants in the last decade (source: [3]).
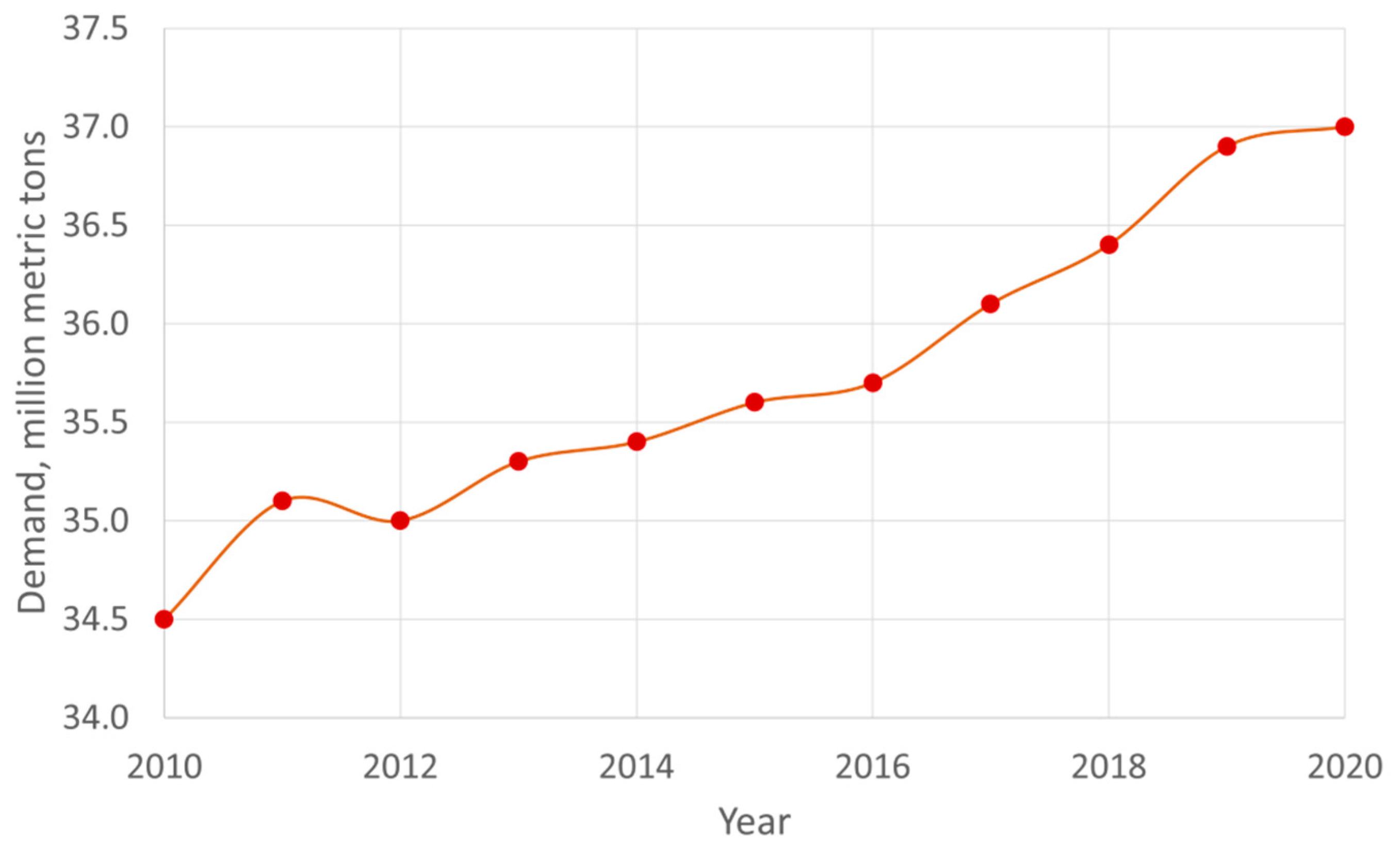
Figure 4.
Lubricant demand (A) and production (B) shares by region in 2018 [24].
Figure 4.
Lubricant demand (A) and production (B) shares by region in 2018 [24].
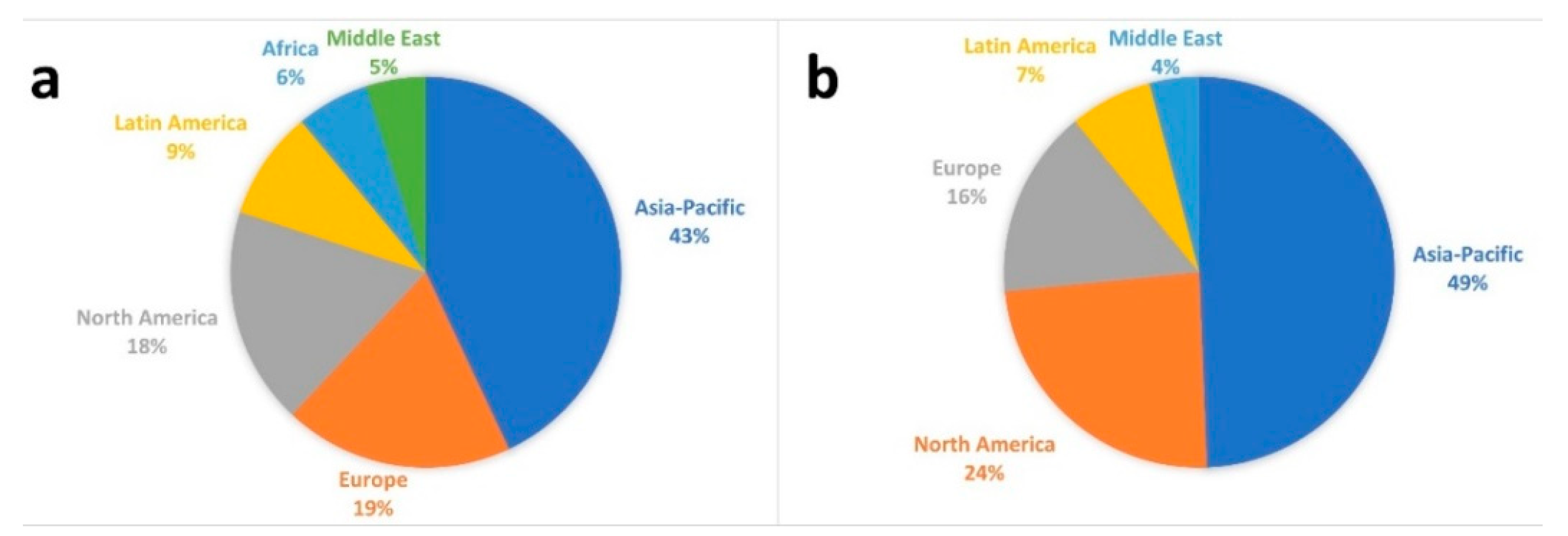
Figure 5.
Current research trends on biolubricant (source: [39]).
Figure 5.
Current research trends on biolubricant (source: [39]).
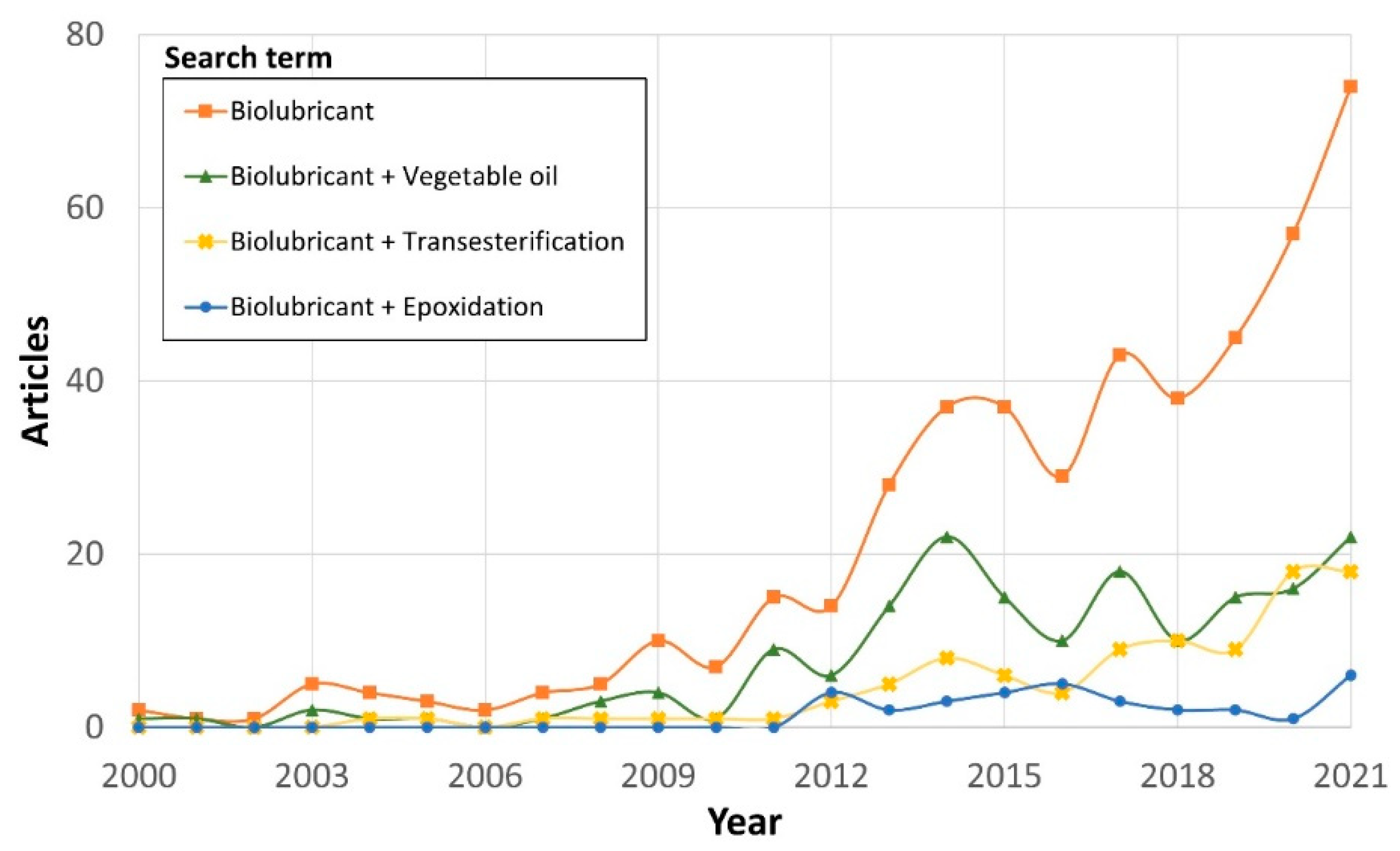
Figure 6.
Articles about biolubricants based on vegetable oils by country[39].
Figure 6.
Articles about biolubricants based on vegetable oils by country[39].
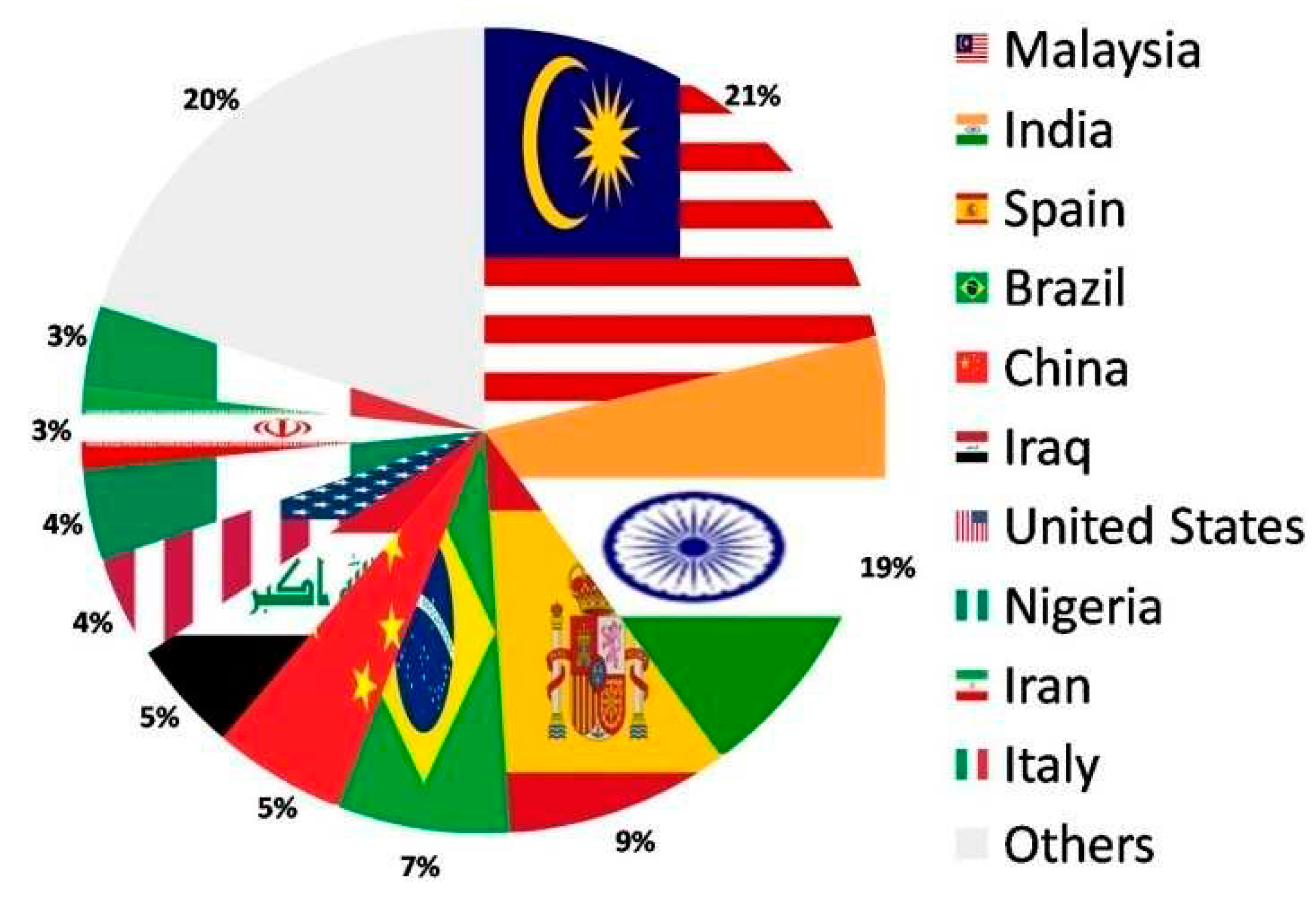
Figure 7.
Main subject areas of the articles published about biolubricants obtained from vegetable oils [39].
Figure 7.
Main subject areas of the articles published about biolubricants obtained from vegetable oils [39].
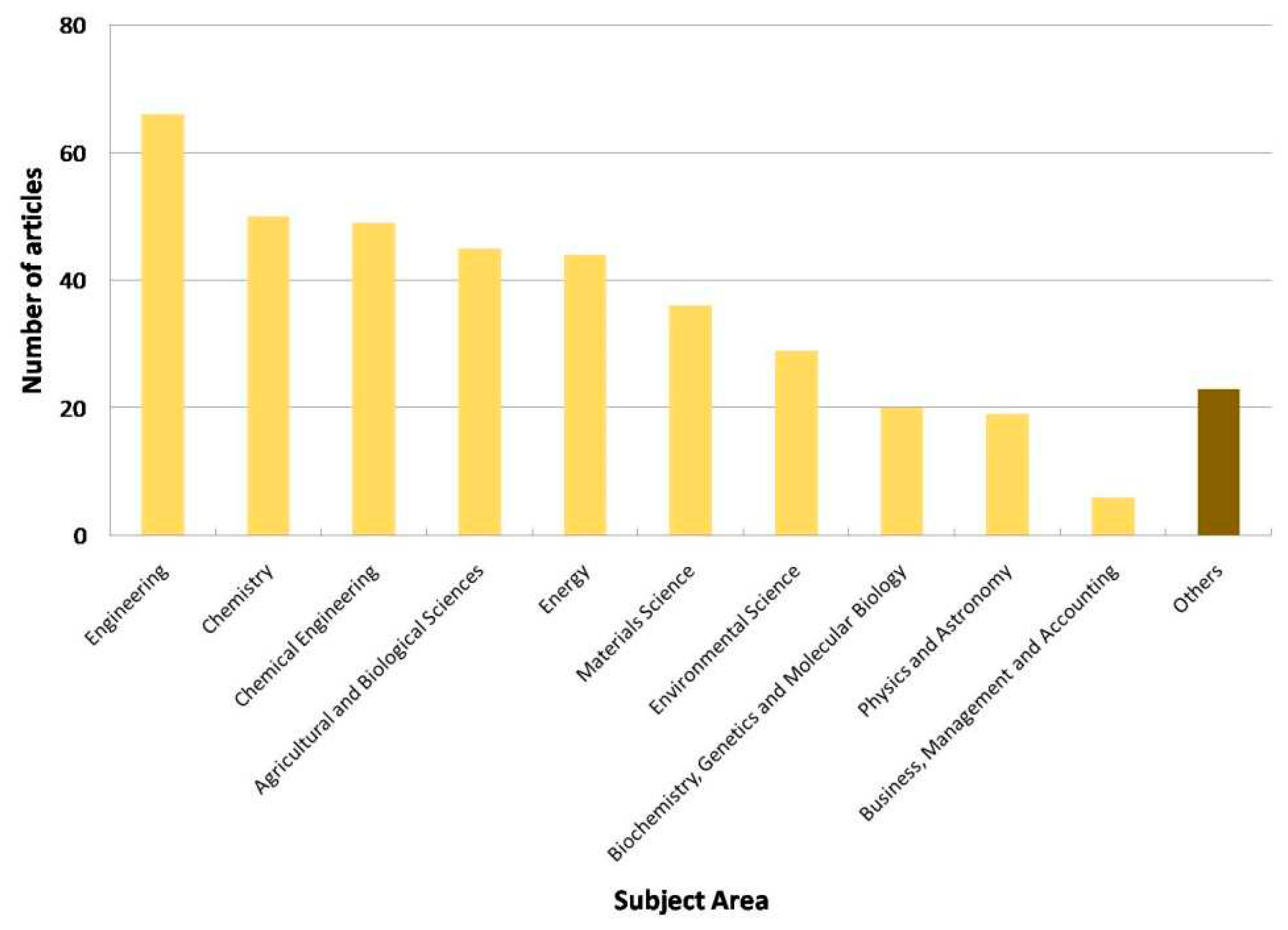
Figure 8.
Articles published about catalytic biolubricant production (source: [39]).
Figure 8.
Articles published about catalytic biolubricant production (source: [39]).
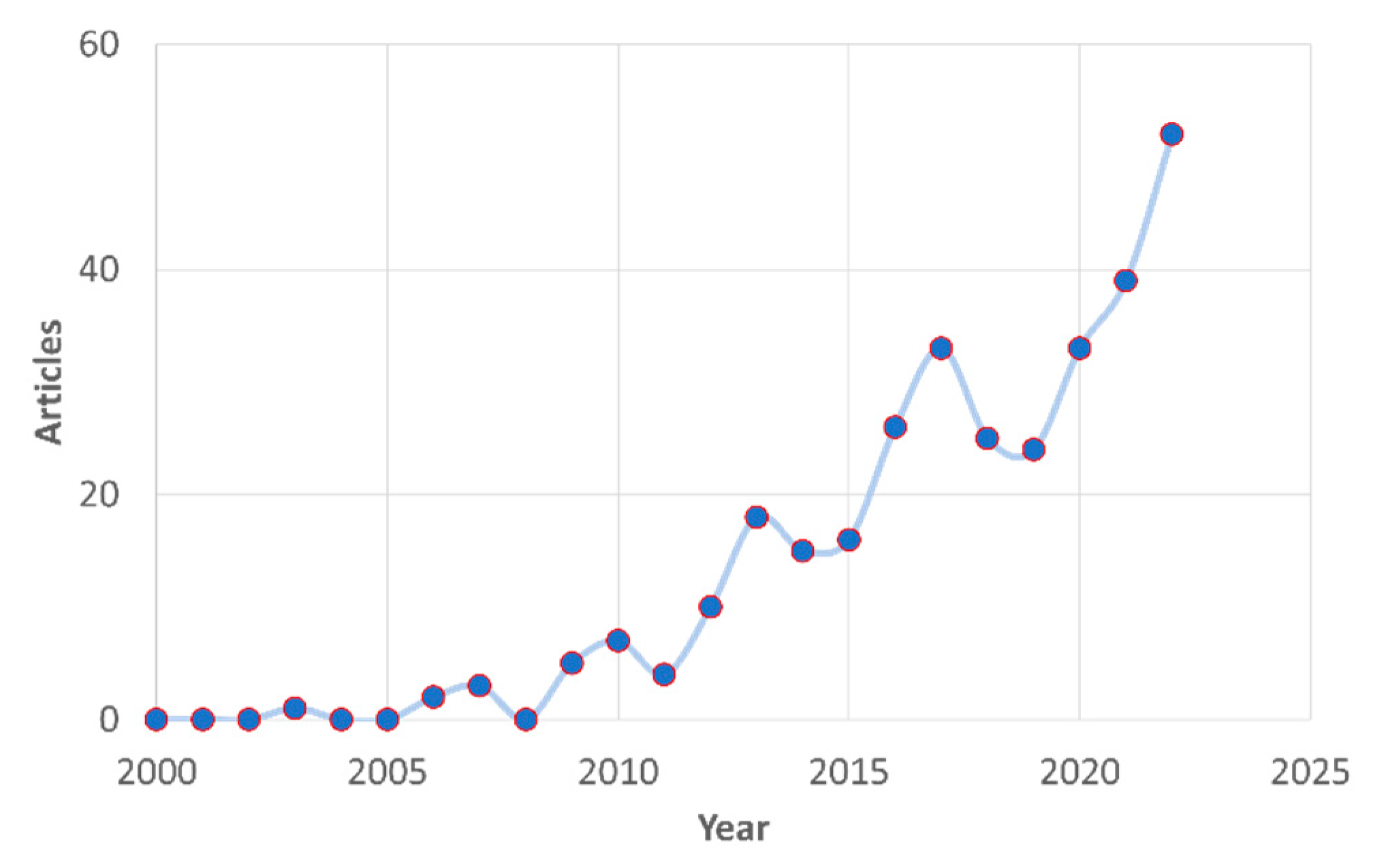
Figure 9.
Molecular structure of some fatty acids highly present in vegetable oils: a) palmitic acid b) oleic acid; c) linoleic acid; d) linolenic acid.
Figure 9.
Molecular structure of some fatty acids highly present in vegetable oils: a) palmitic acid b) oleic acid; c) linoleic acid; d) linolenic acid.
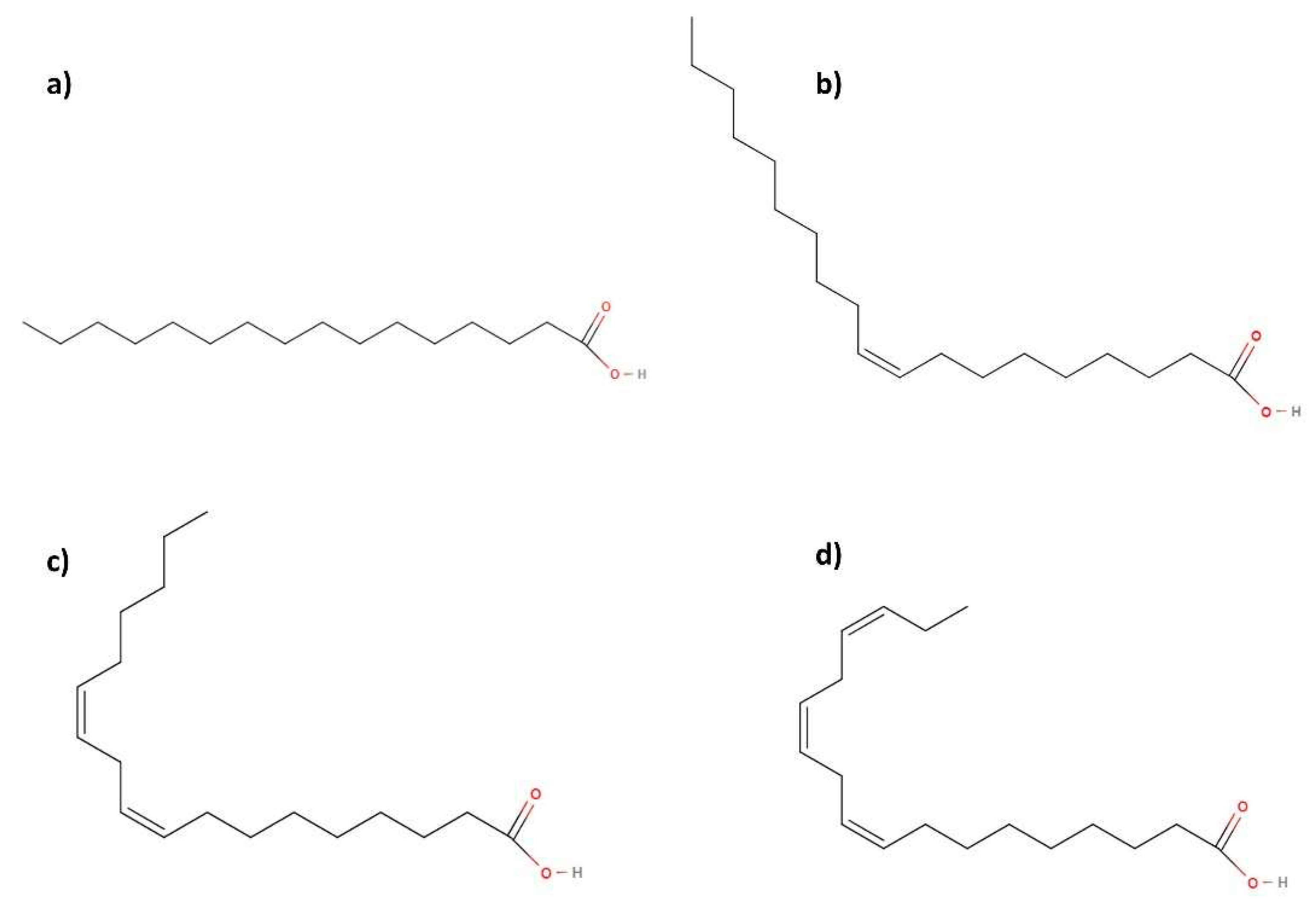
Figure 10.
First transesterification from fatty acids with methanol to obtain FAMEs as an intermediate step for biolubricant production.
Figure 10.
First transesterification from fatty acids with methanol to obtain FAMEs as an intermediate step for biolubricant production.
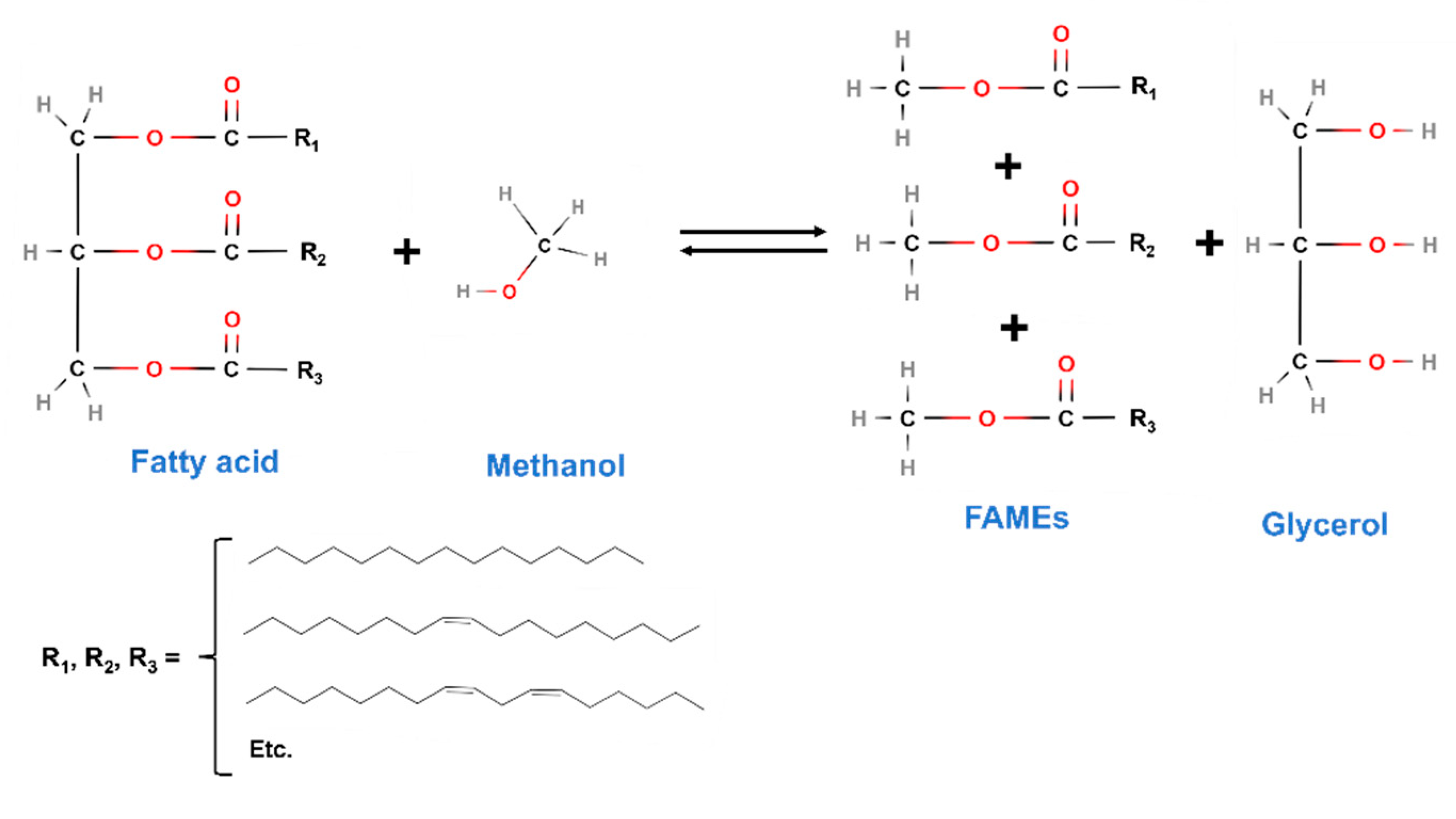
Figure 11.
Example of second transesterification from FAMEs to obtain biolubricants. The alcohol used was neopentyl glycol (2,2-Dimethyl-1,3-propanediol).
Figure 11.
Example of second transesterification from FAMEs to obtain biolubricants. The alcohol used was neopentyl glycol (2,2-Dimethyl-1,3-propanediol).
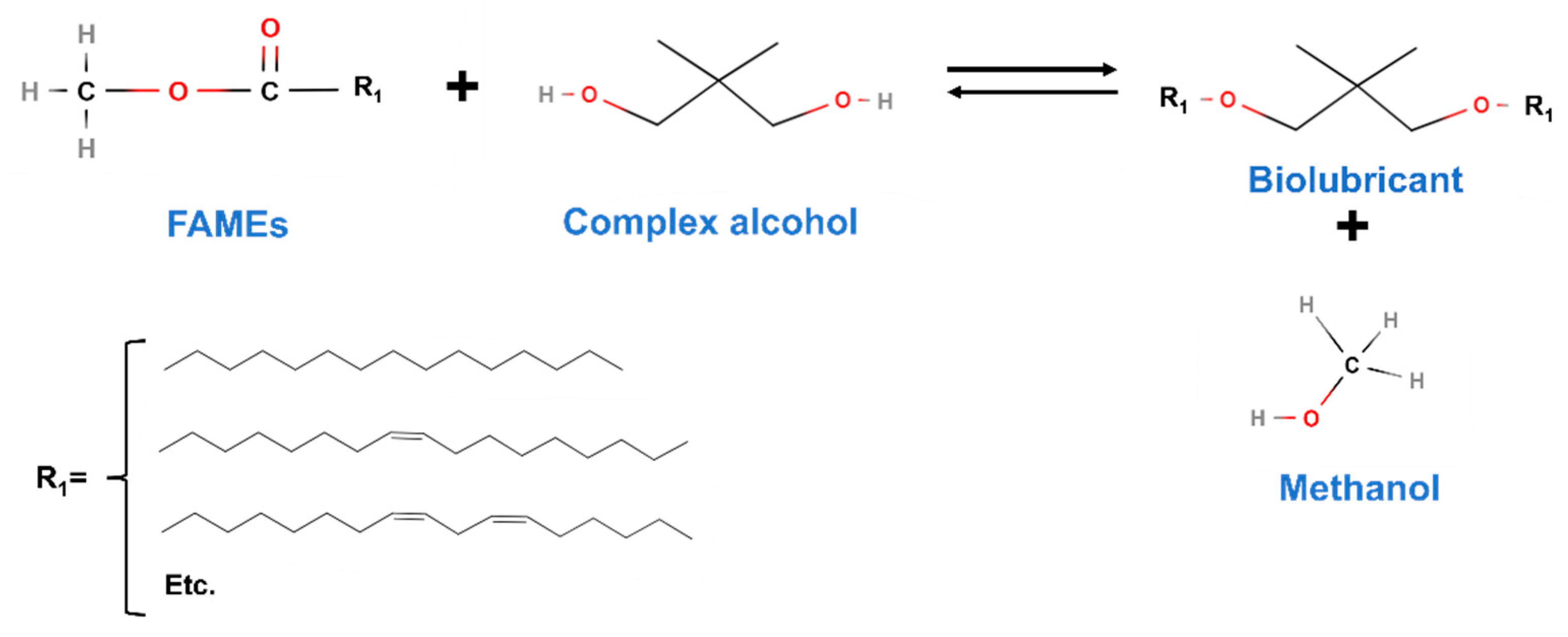
Figure 12.
Molecular structure of main superior or complex alcohols used for biolubricant production during the second transesterification of fatty acid methyl esters: a) neopentyl glycol; b) trimethylolpropane; c) pentaerythritol.
Figure 12.
Molecular structure of main superior or complex alcohols used for biolubricant production during the second transesterification of fatty acid methyl esters: a) neopentyl glycol; b) trimethylolpropane; c) pentaerythritol.
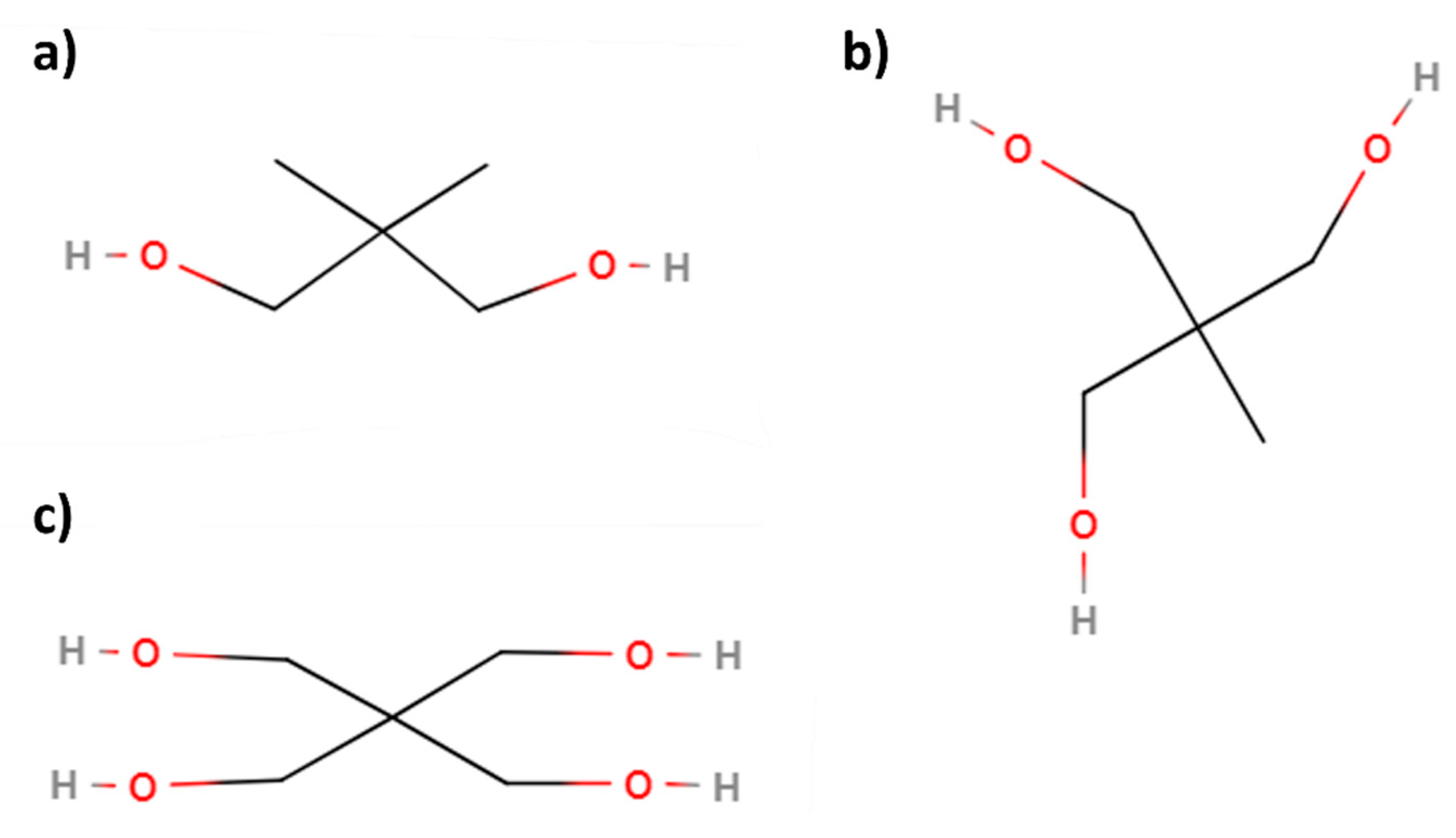
Figure 13.
Biorefinery proposal according to the possibilities of oilseed crops. Dashed lines indicate the reusability of some products, whereas red boxes indicate the final use of each product taking part in this process. In blue, main steps for each product.
Figure 13.
Biorefinery proposal according to the possibilities of oilseed crops. Dashed lines indicate the reusability of some products, whereas red boxes indicate the final use of each product taking part in this process. In blue, main steps for each product.
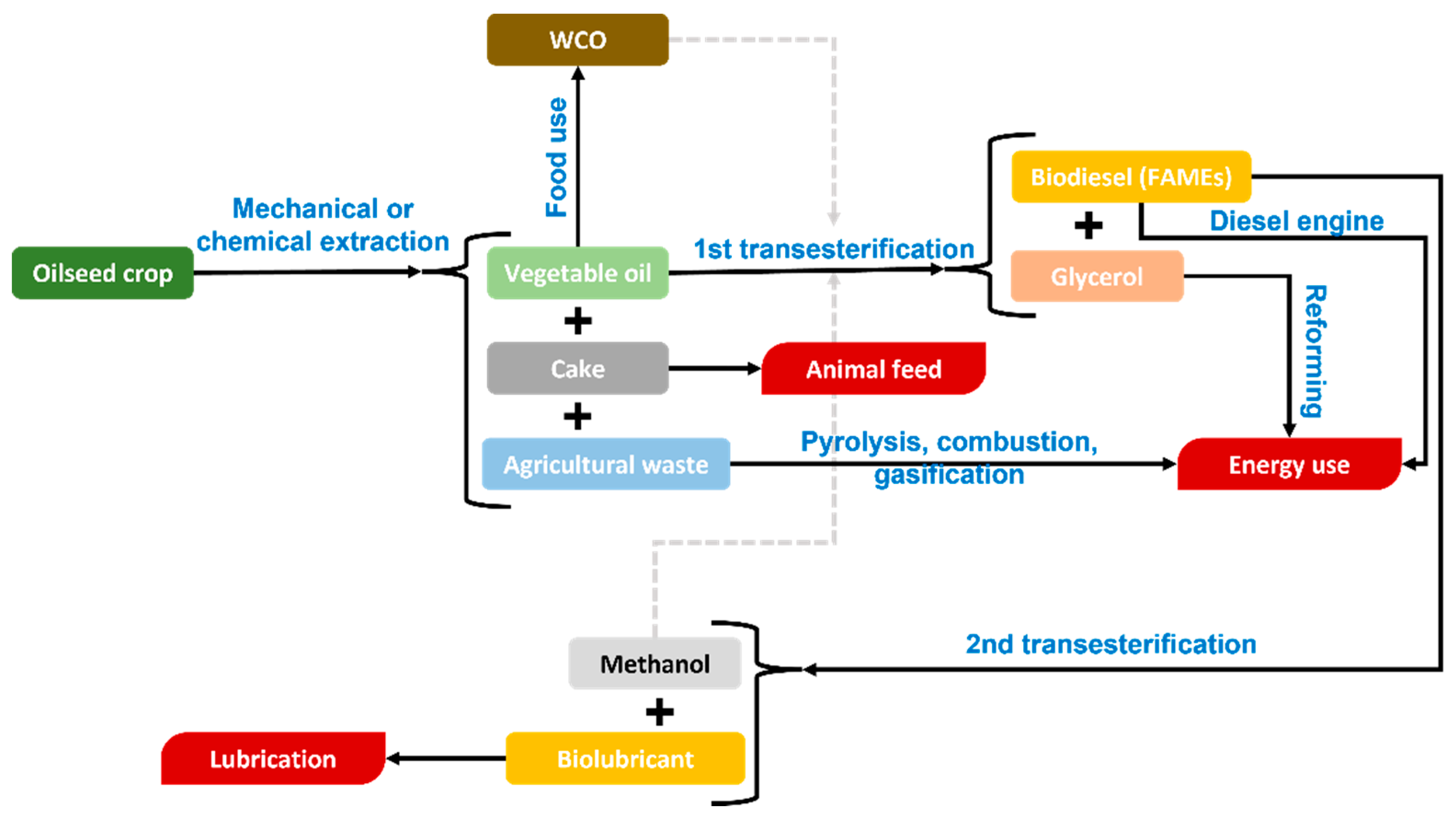
Figure 14.
Mechanism of homogeneous basic catalysis for the second transesterification (FAME conversion to biolubricants).
Figure 14.
Mechanism of homogeneous basic catalysis for the second transesterification (FAME conversion to biolubricants).
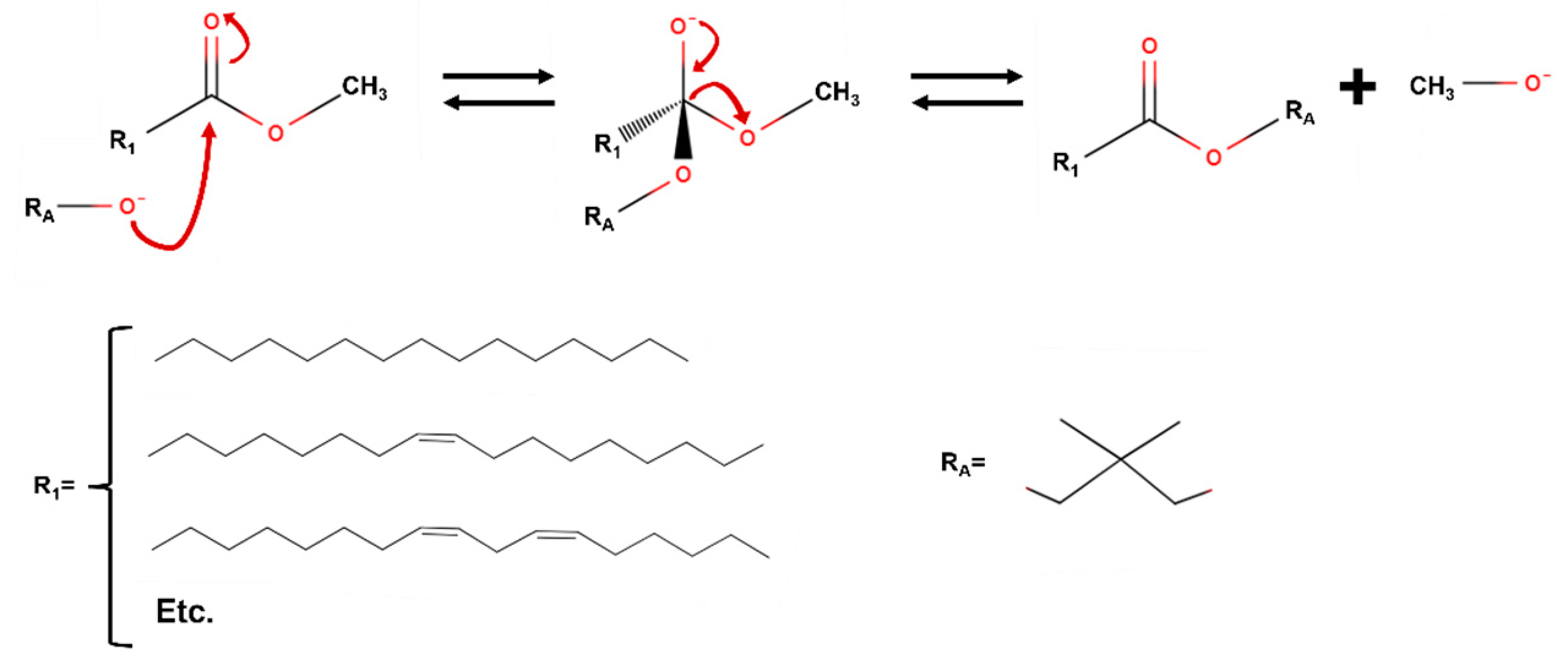
Figure 15.
Main factors (in pink circles) affecting quality parameters of biolubricants obtained through transesterification.
Figure 15.
Main factors (in pink circles) affecting quality parameters of biolubricants obtained through transesterification.
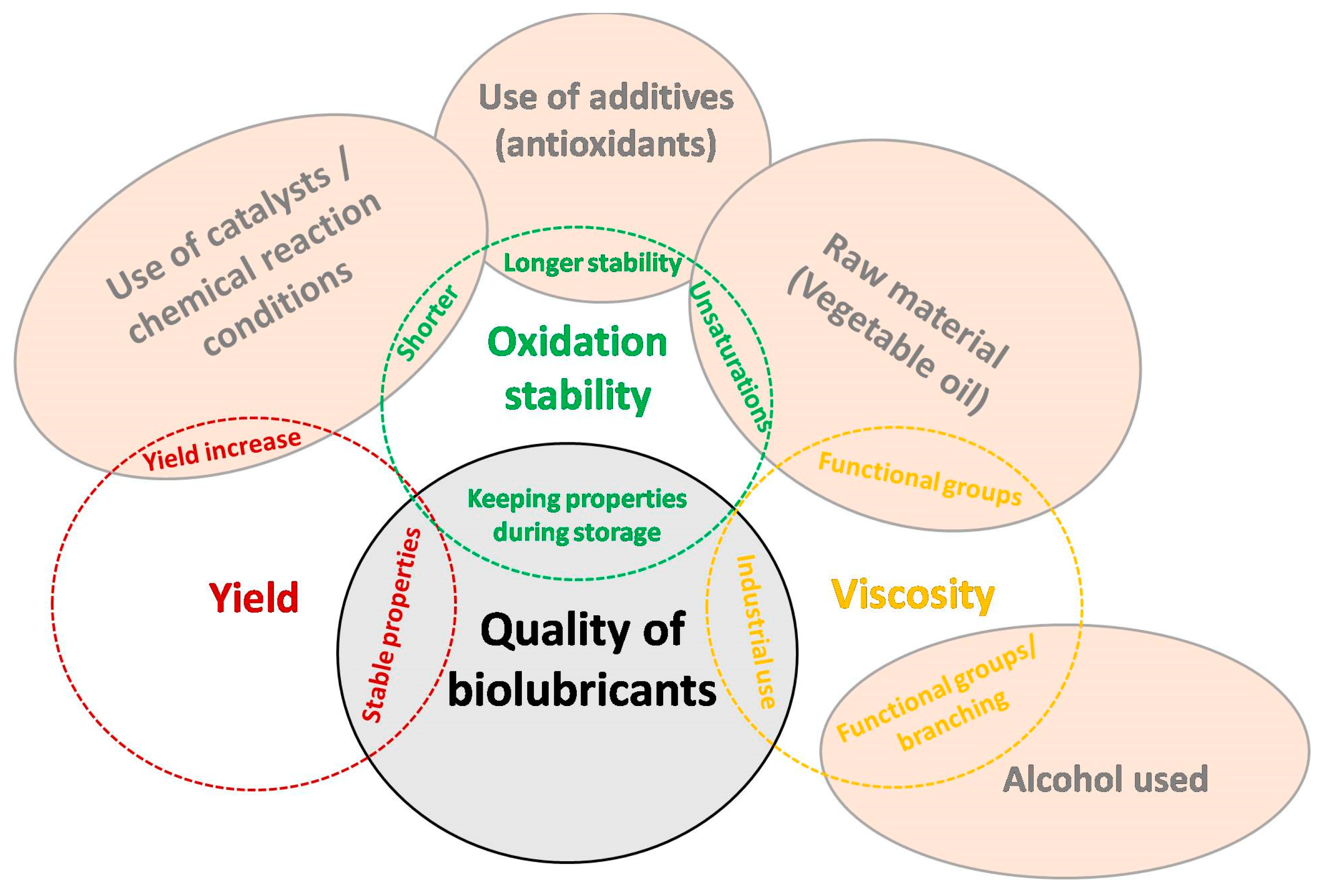
Figure 16.
Molecular structure of some antioxidants used to extend the oxidative stability of biodiesel and biolubricants: a) tert-butylhydroquinone (TBHQ); b) butylated hydroxyanisole (BHA); c) butylated hydroxytoluene (BHT); d) propyl gallate.
Figure 16.
Molecular structure of some antioxidants used to extend the oxidative stability of biodiesel and biolubricants: a) tert-butylhydroquinone (TBHQ); b) butylated hydroxyanisole (BHA); c) butylated hydroxytoluene (BHT); d) propyl gallate.
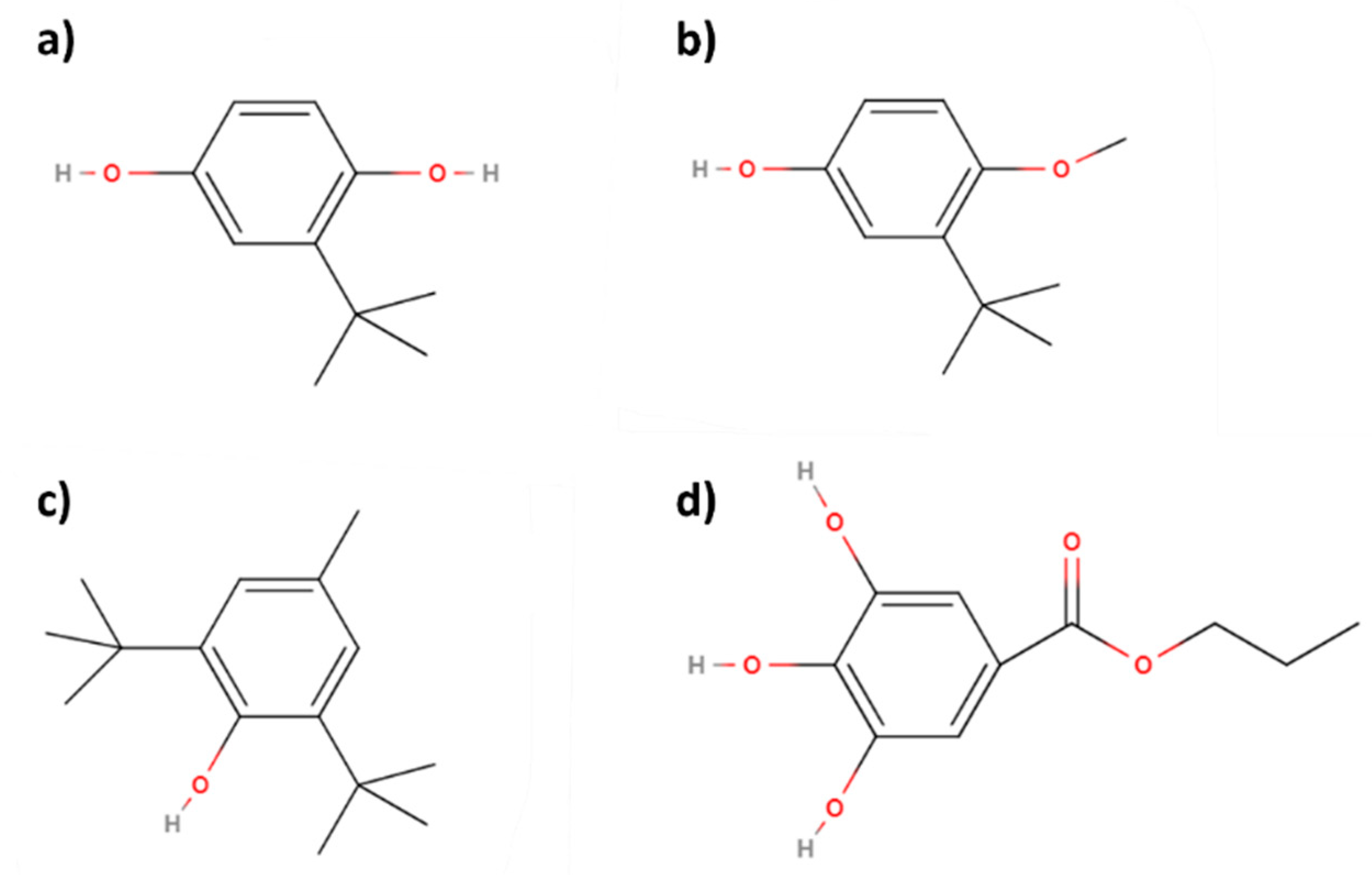
Table 1.
Potential raw materials for biolubricant production and their fatty acid composition (indicated in numerical symbol C:D, where C is the number of carbon atoms and D is the number of double bonds in their molecular structure). n.d. = not determined.
Table 1.
Potential raw materials for biolubricant production and their fatty acid composition (indicated in numerical symbol C:D, where C is the number of carbon atoms and D is the number of double bonds in their molecular structure). n.d. = not determined.
| Vegetable oil | 16:0 | 16:1 | 18:0 | 18:1 | 18:2 | 18:3 | Others | References |
|---|---|---|---|---|---|---|---|---|
| Castor | 0.5-1.3 | n.d. | 0.5-1.2 | 4-5 | 2-8.4 | 0.4-1 | 83-88 | [43,44,45,46,47,48] |
| Coconut | 8-11 | n.d. | 1-3 | 5-8 | 0-1 | n.d. | 57-71 | [43,47] |
| Corn | 10.3-13 | 0.3 | 2-3 | 25-31 | 54-60 | 1 | n.d. | [43,47,49] |
| Jatropha | 13-16 | n.d. | 5-10.5 | 24-45 | 32-63 | 0.3-0.7 | 0.8-1.4 | [43,47,50,51,52] |
| Olive | 11.5-13.7 | 1.8 | 2.5 | 71-74 | 9.5-10 | 1.5 | n.d. | [43,47,51] |
| Palm | 37-47.9 | 0.4 | 3-8 | 37-45 | 1.9-10 | 0.3-0.5 | 1 | [43,47,51,53] |
| Rapeseed | 4-5 | 0.1- 0.2 | 1-2 | 56-69.8 | 20-26 | 6.2-10 | 9.1 | [43,45,47,54] |
| Safflower | 5-7 | 0.08 | 1-4 | 10-21 | 73-79 | n.d. | n.d. | [43,47,55] |
| Soybean | 9.3-12 | 0.2-1.7 | 3-4.7 | 21-27.3 | 48.5-56.3 | 5.6-8 | 2.3 | [43,47,48,50,51] |
| Sunflower | 4.9-7 | 0.1-0.3 | 1.9-5 | 18.7-68 | 21-68.6 | 0.1-1.9 | 2.2 | [43,46,47,50,56,57] |
| WCO | 6.6-36.8 | 0.21-1.9 | 3-18.4 | 17.9-37.5 | 11.8-72.1 | 0.02-2.02 | 3.3 | [31,50,58,59] |
Table 2.
Some characteristics of biolubricants obtained through double transesterification.
| Biolubricant | Viscosity1, cSt | VI | Pour point, °C | Flash point, °C | IP, h | Reference |
|---|---|---|---|---|---|---|
| Rapeseed-based 2-ethyl-1-hexyl-esters | 7.97 | n.d 2 | n.d. | 196 | <6 | [31] |
| Seed-based 2-ethyl-1-hexyl-esters | 7.47 | n.d. | n.d. | 195 | >3 | [31] |
| WCO-based 2-ethyl-1-hexyl-ester | 7.40 | n.d. | n.d. | 193 | >3 | [31,59] |
| WCO-based 2-ethyl-1-hexyl-ester | 34.91 | 122 | −1 | 216 | n.d. | [59] |
| Mustard seed oil-based 2-ethyl-1-hexyl ester | 8.6 | n.d. | n.d. | n.d. | n.d. | [69] |
| Cardoon-based NPGE | 18.85 | 184 | n.d. | n.d. | <3 | [70] |
| WCO-based NPGE |
44.9 | 457 | −1 | 238 | n.d. | [59] |
| Palm-based PEE | 68.4 | 188 | −20 | 302 | n.d. | [71] |
| High-oleic safflower-based PEE | 77.7 | 155 | n.d. | 260 | 2.86 | [60] |
| WCO-based PEE | 68.5 | 144 | n.d. | 253 | 2.07 | [32] |
| Palm-based TMPE | 49.7 | 188 | −1 | n.d. | n.d. | [72] |
| High-oleic safflower-based TMPE | 73.39 | 103 | n.d. | 216 | 6.7 | [60] |
| High-oleic safflower-based TMPE | 89.11 | 131 | n.d. | 220 | >7 | [73] |
| Rapeseed-based TMPE | 75.5 | 128 | n.d. | 210 | 4.9 | [74] |
| Jatropha-based TMPE | 51.89 | 140 | −3 | n.d. | n.d. | [75] |
| Palm-based TMPE | 38.25 | 171 | 5 | 240 | n.d. | [75] |
| Sesame-based TMPE | 35.55 | 193 | −21 | 196 | n.d. | [76] |
| WCO-based TMPE |
30 | 179 | n.d. | n.d. | n.d. | [77] |
| Palm kernel-based isoamyl ester | 3-6 | 149 | n.d. | n.d. | 0.3 | [78] |
1at 40 °C. 2not determined.
Table 3.
Main chemical routes for biolubricant production, including advantages and disadvantages [47,79].
| Chemical route | Details | Advantages | Disadvantages |
|---|---|---|---|
| Epoxidation | Double bound removal and introduction of a epoxide functional group | Higher OS and lubricity | Viscosity, VO and PP usually low |
| Estolide formation | Estolide generation through different ways, reacting two acidic molecules | Low temperature reaction, higher OS and lubricity and better performance at low temperatures | Expensive |
| Esterification and Transesterification | Use of alcohols to transform fatty acids into fatty acid esters | High VI and flash point, improvement of low-temperature properties | High reaction temperatures. OS depends on fatty acid profile of the raw material. |
| Hydrogenation | Reaction with molecular hydrogen | Better OS and lower unsaturation | Possible side reactions |
Table 6.
Studies devoted to techno-economic assessment related to biolubricant production from vegetable oils.
Table 6.
Studies devoted to techno-economic assessment related to biolubricant production from vegetable oils.
| Description | Details | Reference |
|---|---|---|
| Biolubricant production from rapeseed oil through double transesterification with methanol and TMP | High conversions were obtained for first (97 %) and second (99 %) transesterification, and a reactor was designed (12 m3) for industry level (production = 5550 tm·y−1) | [74] |
| Techno-economic analysis of biolubricants through different chemical routes | Non-edible oils (karanja, jatropha, WCO) through transesterification with TMP was proved as one sustainable way to obtain biolubricants for food lubrication and as automotive oils | [134] |
| Study of different biorefineries (based on first to fourthgeneration raw materials, including edible and non-edible oils) for its design at different scale levels | The authors point out the importance of a suitable design of biorefineries depending on the purity and use of the final product obtained. Thus, high-quality products such as pharmaceutics are more adequate for small scales, whereas energy products could be useful at industrial scale | [135] |
| Biorefinery based on non-food agricultural feedstocks (vegetable pulp). | High lifecycle greenhouse gas savings can be obtained (up to 80 %) if biofuels and biolubricant production are coupled in a biorefinery context | [136,137] |
| Biorefinery based on castor oil to produce biodiesel and multiple products, including a biolubricant | This biorefinery was mainly based on biodiesel production (exceeding 40 % of total production) as well as other products, pointing out that multi-objective optimization is essential to obtain the optimal feedstock distribution and operating conditions to upgrade its performance | [138] |
Table 7.
Recent patents about biolubricant production through esterification or transesterification.
Table 7.
Recent patents about biolubricant production through esterification or transesterification.
| Description | Details | Reference |
|---|---|---|
| Preparation of heterogeneous catalyst for transesterification | It can be used for manufacturing commercial grade biodiesel, biolubricant and glycerol | [139] |
| Production of lubricating bio-oils | Use of soaps, WCO, animal fats with an initial hydrolysis, to react with several alcohols and produce biolubricants | [140] |
| Production of biolubricants catalyzed by fermented solid | The reaction of methyl esters or free fatty acids with a polyhydroxylated alcohol is catalyzed by a fermented solid containing lipases | [141] |
| System for making biolubricants | A process for a continuous preparation of biolubricants is described, including the use of acidic heterogeneous catalyst | [142] |
| Method for making biofuel and biolubricant | A process for producing biofuels and biolubricants from lipid material, pointing out the possibility of a biorefinery | [143] |
| Biolubricant production using fly ash as catalyst | Reaction of fatty acids with different alcohols for the production of alkyl esters with C5 to C12 alcohols in the presence of fly ash as catalyst | [144] |
| Method for producing neopentyl glycol diester as a biolubricant | Neopentyl glycol and vegetable fatty acids react using immobilized lipase | [145] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



