Submitted:
27 August 2023
Posted:
29 August 2023
You are already at the latest version
Abstract
The physicochemical treatment/recovery techniques, including precipitation, membrane technology, solvent extraction, foam fractionation, adsorption, and aqueous two-phase systems, will be reviewed. The bio-treatment processes, based on microorganisms and/or enzymes consuming nutrients available in food-processing wastewater as low-cost substrates to produce valuable products, will be discussed in detail, including the production of microalga biomass in wastewater treatment systems. Finally, future research direction will be proposed to integrate the circular economy and develop integrated food processing wastewater management systems.
Keywords:
Integrated Management
; Industrial Wastewater
; Food Sector
; sustainable
; circular economy
1. Introduction
The shortage of potable water resources may lead to several problems, including deaths and health-related issues [1,2]. 2.2 billion People worldwide lack access to safe drinking water, including 884 million who lack essential water services [3]. In some capitals, like New Delhi, India, there is a massive shortage in inhabitants' water demand leading to deadly competition over limited water resources [4]. Considering the increasing demand for water due to the steady increase in world population and the industrial use of water, reusing water is vital to maintain water resources and cope with the world’s economic growth [5]. The circular economy concept should be implemented in water usage by considering restricted regulations for wastewater discharge to protect the natural water reserves. Wastewater reuse schemes should be developed and implemented in all the industrial sectors; nevertheless, more work and development are still needed to ensure sustainable water utilization practices through cost-effective technologies for wastewater treatment [6].
The food industry is a large water consumer. The amount of water used varies considerably in the food and beverages industry according to the nature of the sector, process parameters, unit size, and the cleaning process used [7]. Wastewater generated in food industries may result from processing units, rinsing and cleaning activities, forming byproduct formation streams, solid and liquid waste, [8]. The appropriate water resources and reusing technologies can be selected by evaluating each process water needs and characteristics. Three different approaches can be implemented to minimize water consumption in the food industry [9]:
- Using production technologies that consume less water.
- Decreasing uncontrolled water usage by implementing spray nozzles and reducing leaks.
- Recycling/reusing water efficiently.
A practical water use reduction strategy can be achieved by recycling and reusing the treated water and recovering valuable materials. Achieving such a strategy requires implementing efficient wastewater treatment methods. Due to the negative perception associated with using treated water and the possible contamination risk, the concept of circular water use is still not implemented in the food industry [10,11]. Figure 1 shows the percentage of water consumption in different types of the food industry. Water consumption in industrial food units is affected by many factors, including plant capacity, the manufacturing process, equipment, cleaning operations, and the end products. About 4 trillion m3, while the freshwater available for several activities is only about 0.01 trillion m3 which may increase water scarcity [12,13]. With limited water resources, unconventional water resources like wastewater, rainwater, and saline water must be considered [14,15]. Around 20% of global water consumption is associated with industrial applications; and is expected to increase annually [16].
Water reuse is significant for legislative requirements and strengthens corporate social responsibility and reputation. Several global companies like Coca-Cola and Heineken have taken the initiative to reuse treated water. Coca-Cola produces around 804 billion liters of wastewater annually; 173 billion liters are reused. The reuse of this large amount helped the company to meet governmental requirements. Heineken is working on a promising plan to reuse 100% of the brewery wastewater by 2030 [17].
Wastewater from the food industry is not toxic to aquatic life containing organic content 10-100 times that found in domestic water [18]. Due to the versatility of food industries, it is hard to develop one single management method for all different processing units. The optimum wastewater management approach and treatment method should be chosen based on the food processing process's nature and the discharged effluent's characteristics [19]. Water is needed in the food industry for process uses and non-process uses. The process uses include any water used as a raw material.
In contrast, the non-process uses include water consumed for washing, cooling, and heating [20]. The non-process uses of water represent the central portion of water use in the food industry [21]. Since water does not significantly impact the raw material or final product within the process uses, wastewater can be used as a sustainable water resource in the food industry after applying efficient treatment and management methods [22,23].
The wastewater generation, management, and reuse in the beverage and food industry. The efficiency of the commonly employed wastewater technologies, including the economic and environmental consequences, will be discussed taking into consideration the following characteristics: (i) legislative requirements regulate water reuse, guidelines, and potential uses of recycled water, (ii) wastewater treatment technologies evaluation, including combining several treatment methods, and (iii) resources recovery during wastewater treatment.
The wastewater generated from non-process uses usually has a high loading of COD, BOD5, organic contaminants, suspended solids, high nutrients like N2 and P, solvents, and ions [24]. The circular economy is an interesting framework for wastewater management in the food industry based on reusing and recycling water and other valuable resources [25,26,27,28]. The circular economy supports sustainable development in all process-related activities [29]. New methods like mathematical modeling/optimization and pinch analysis are developed for the sustainable management of resources [30,31,32,33]. The primary goal of the circular economy is to develop process integration methods, including redesigning industrial operations to optimize resource management [34].
To implement the optimum wastewater management method, the process data, including water requirements, operational flow diagram, characteristics and amount of wastewater generated, and feasible methods of wastewater treatment considering the operating conditions. The previous discussion clearly shows the urgent need to develop integrated wastewater management for several industrial applications to reduce environmental harm. The focus of this state-of-the-art will be the integrated management of industrial wastewater in the food sector. This document will review the water consumption and wastewater generation in several food processing industries and the operating conditions. This document will discuss the choice of the optimum integrated wastewater management system considering water consumption, sustainable food production, and environmental protection, as shown in Figure 2.
2. Integrated Industrial Wastewater Management
Table 1 illustrates the Estimated volume of wastewater produced for various food products with considering water requirements per product and their global production volume. Since washing and cleaning are the steps where most water s consumed in food industries, which are considered non-process use, water consumed is turned into wastewater. In sugar, edible oil, and grain milling industries, part of the consumed water is used for process-related applications, primarily for adjusting raw materials’ humidity. Humidity levels are pretty crucial in grain milling and edible oil production industries. In addition, water can be used as a raw material during the production process. Creating glucose or fructose from the grains is one of the standard processes where water is used as a reactant [35].
2.1. Food Processing Units
The food processing units can be categorized into eight different industries: (1) meat production, (2) fish and seafood, (3) fruit and vegetables, (4) edible oils, (5) dairy products, (6) grain mill products, (7) bakery, and (8) other food products (like coffee, tea, sugar, and prepared and canned meals). Food industries are the central part of the food supply chain and play an essential role in sustainable development goals and improving the socio-economic indicators. However, the food industry is a large water consumer and consumes around 30% of the total water utilized by the industry [36].
2.1.1. Meat production industries
Meat represents the essential protein source in the human diet. The meat processing industry is one of the vital industries in the food supply chain, with around 325 million tons annually, including poultry, beef, pork, and sheep raw materials [37]. In a typical meat processing unit, animals are slaughtered, washed, followed by meat cutting, processing meat into other products like sausage or burgers, and finally packing, as shown in Figure 3.
Water demand varies considerably based on the processed animal and final product. In poultry production, an average of 11.5 l of freshwater is needed per animal, while 1325 l is required per animal in beef processing units. Most of the water is used for washing purposes [38]. As shown in Figure 3, the evisceration step consumes around 44-60% of the unit water demand, subdivided into offal washing, approximately 7%–40%, and casings, like washing hair and fats, with around 9%–20%. Animals prewashing step is conducted using water sprays or in water, pools using 7-22% of the process water. Approximately 25-50% of the water is consumed during meat cleaning. Wastewater discharged from meat processing units may reach around 98% of the total water used [39]. Table 2 shows the meat processing unit characteristics for each meat production unit. As shown in Table 2, the wastewater is highly polluted effluents containing organic loads, nutrients, and suspended solids like blood, debris, meat, and bones.
Proteins in blood and debris are responsible for high total nitrogen (TN). Biological treatment methods are usually recommended for meat processing wastewater to facilitate the removal of organic loads and nutrients effectively compared to other treatment methods. Table 3 shows the latest wastewater treatment processes used in meat production industries.
Due to their capability to remove all contaminants, biological methods are more effective for treating wastewater from meat processing, like sequencing batch reactor and algal treatment. However, Physiochemical treatment methods, like filtration, coagulation, and flotation, can be used effectively to reduce grease and oil and total suspended solids. Physiochemical treatment methods are less complicated and cheaper compared to biological processes. Treated wastewater can be reused for washing which improves water reuse and resource recovery in meat processing.
2.1.2. Fish and seafood industries
Fish consumption increased from 9.9 kg to 16.7 kg per person annually from 1960 to 2016 [40]. In the last ten years, processed fish products, representing 90% of the global market, consumption has increased sharply. During fish processing, chilling and freezing, salting, smoking, drying, and canning are the most popular fish processing steps [41]. In addition, immediate processing steps are needed after catching until processing to facilitate transportation, including lime removal, cutting heads/fins, washing, scaling and gutting, bone separation, and cutting into steaks and fillets. Figure 4 shows the schematic process of fish processing.
Fish processing units are usually near aquatic environments to minimize processing time and transportation costs. Water consumption depends on the process’s nature and operating conditions. Around 11 m3 of water is used to process 1 ton of prepared fish. The generated wastewater is usually discharged directly into aquacultures. Preparation steps, including slime removal, cutting heads, and washing, require considerable water and create an effluent contaminated with blood, high turbidity, BOD5, and TSS [42,43]. Table 4 shows the typical characteristics of the wastewater generated during the fish preparation.
As shown in Figure 4, a large amount of wastewater is produced from non-process uses. The nature and amount of wastewater are dependent on the nature of the final product. Table 5 recaps the water consumed in fish and seafood canning processing units at distinct stages of the process.
The wastewater generated during fish processing is characterized by high salinity and organic loads and ranges between 8 and 18 m3 per ton of product [44]. Table 6 summarizes the characteristics of wastewater generated during canned fish production.
Fish processing wastewater contains high organic loading (BOD5 and COD) and total solids. To meet legislative demands, several treatment methods should be implemented. Blood, guts, and minces are the principal sources of high organic concentrations within fish processing effluent. The cooking stage drains a large number of nutrients into the effluent. At high temperatures, the flesh proteins denature, releasing N2 [44]. Total solids can be subdivided into dissolved (TDS) from washing with seawater and suspended (TSS) solids from discharging fish flesh minces, debris, skin, and scales. Combining physiochemical and biological methods is required to eliminate all fish processing wastewater contaminants effectively. Table 7 signifies the developed treatment methods used for fish processing wastewater.
2.1.3. Fruits and vegetable processing industry
With valuable vitamins and minerals, fruits represent a remarkable portion of daily diets. Processed fruits and vegetables, like juice, canned fruit, and jam, represent a considerable share of the food market. In 2021, the global market of processed fruits and vegetables was around $US105 billion, which is forecasted to increase steadily [45]. Fruits and vegetable processing aims to produce juice and other products and extend the lifetime of fruits and vegetables using canning and drying. Figure 5 shows the diagram of different steps in fruit and vegetable processing.
Washing steps are the water-consuming steps in fruits and vegetables processing units, as shown in Figure 5. Primary washing, main washing, and rinsing consume around 18%, 53%, and 17% of the process water consumption, respectively. Domestic use and equipment cleaning are approximately 12% of the total water consumption. The water consumption in fruit and vegetable processing may range between 1.5 and 5 m3 per ton of the final product based on the feedstock and final product.
The wastewater contains suspended solids from soil and dirt, organic loads from biological elements like leaves, branches, and rotten fruits, TN and TP from fertilizers, and COD from pesticides [46,47]. Table 8 recaps the characterizations of the wastewater produced during fruits and vegetable processing. Wastewater from fruit and vegetable processing units is highly polluted and requires efficient treatment before it can be discharged into the environment or recycled for further use. Combining biological and chemical treatment methods is needed to accomplish the desired removal and treatment efficiency. Table 9 displays wastewater treatment processes used in fruit and vegetable processing units. The highest removal efficiency can be achieved using the hybrid biological-physiochemical methods.
2.1.4. Edible oils industry
Edible oils are used for daily cooking, produced from natural or synthetic (synthesized fats). Edible oils from natural sources are more widely used since they are associated with fewer health risks and a simple production process compared to edible oils from synthetic fats [48]. Statistics indicate an increasing demand for soybean, palm, and rapeseed oil. In 2019, the consumption of palm, soybean, and rapeseed reached 71.48, 55.46, and 45.27 million tons, respectively [49,50].
Extraction of Edible oil extraction from seeds and vegetables takes place in three main steps, including pretreatment (preparation), pressing (extraction), and refining [51,52]. Figure 6 shows a diagram of the general procedure of edible oil extraction from seeds and vegetables.
During the pretreatment step, biological and chemical substances that may interfere with oil extraction are removed, including optimizing the humidity content and cell wall breakage. During the Pressing/extraction step, lipids are separated from the seeds, which can be achieved using high-pressure extraction, thermal treatment, milling, solvent extraction, milling, or enzymatic extraction. Finally, the smoking point, color, and clarity are improved during the refining step, which can be achieved using physical and chemical processes like bleaching, neutralization, degumming, dewaxing, and deodorizing [53,54]. Water consumption mostly takes place in pretreatment and refining steps. The process water is used for steam generation, cooling, and washing. Table 10 summarizes the average water consumption and wastewater generation in the edible oils extraction process.
The wastewater generated during edible oil extraction is characterized by high levels of COD, BOD5, TN, TP, TDS, TSS, oil, and greases. Wastewater generated during edible oil extraction is a nontoxic waste since edible oil extraction does not involve any chemical use. Table 11 reveals characterizations of wastewater in various oil extraction units. Due to the existence of fatty acids in edible oils, BOD5, COD, oils, and greases levels are quite high in the edible oil extraction effluent. In contrast, proteins in seeds lead to a higher level of TN. Higher levels of TN and TP are attributed to the fertilizers used during seeds/vegetable farming. The presence of TSS is attributed to the soil, debris from the tree, fruit, and dust washed out during the washing step.
A combination of biological and physiochemical treatment methods is necessary for developing an efficient treatment of wastewater generated during edible oil extraction. As indicated by the low biodegradability index of wastewater (low ratio of BOD5/COD), a single-step biological treatment method will not be enough to achieve efficient wastewater treatment [49]. Table 12 indicates various treatment methods in this field.
2.1.5. Dairy industries
Due to the significant variation in dairy products, (1) milk, (2) cheese, (3) cream, (4) butter, (5) yogurt, and (6) powdered milk, several production methods, and processes are used. Figure 7 illustrates the flow diagram of a dairy production process to produce primary dairy products [55,56,57,58,59]. To understand the variety in dairy processes, around 500 types of cheese are produced globally, resulting in several wastewater treatment processes based on the initial feedstock and the final product. The whey generated in the cheese industry varies in quantity based on the type of cheese produced; for hard cheese like cheddar cheese, whey is produced in large amounts, while the whey generated during soft cheese production is quite limited.
The wastewater generated during the dairy industry may range between 0.5-20.5 l per kg of the dairy product. The wide range of wastewater production indicates the significant variation in the dairy industry based on the composition and variety of ultimate products. Table 13 shows water consumption and wastewater generation for different dairy production units [60,61,62,63,64]. Developing wastewater management methods and strategies is essential due to the large water consumption and the varying load and nature of contaminants. Table 14 reveals the characteristics of a multi-product dairy processing factory effluent, as the typical specifications of wastewater in milk processing units [65]:
The wastewater generated from the dairy processing units will include high COD, BOD5, and TN, resulting primarily from cheese production [66]. Several parameters may affect the nature and loading of wastewater, including processed milk amount, product type, production processes, and washing mechanism [67,68,69]. Due to the high TN, COD, and BOD5, biological treatment methods are very common in the dairy processing unit. Physicochemical treatment methods, including gravitational methods, membrane-based methods, and adsorption, are used to improve the effectiveness of the treatment method as an auxiliary process for biological treatment methods [70].
Advanced oxidation processes can efficiently treat the high COD effluent from dairy units wastewater. Activated sludge, SBRs, aerated lagoons, up-flow anaerobic sludge blankets (UASB), and anaerobic filters are biological methods that can be used efficiently to reduce TN [71,72]. Algal treatment and microalgae cultivation units are necessary for managing dairy processing unit wastewater treatment to reduce the high concentration of nutrients. Table 15 summarizes the biological methods used for dairy processing wastewater treatment.
2.1.6. Grain milling industry
Corn, wheat, and rice, the most consumed grains, produced globally in 2019 were about 1100, 735, and 496 x 106 tons, respectively. Grains are used to produce starch, flour, proteins, carbohydrates, and animal food. Milled grains are produced and used in several types of foods, like pasta and bread [73].
Grain milling can be categorized into (a) dry milling using cylinder or disc mills, (b) wet milling with cylinder or disc mills, and (c) wet milling with stone mills. The water demand and wastewater generation vary considerably based on the nature of the grain milling process. Figure 8 illustrates the schematic of the general grain milling process.
Water demand is determined based on seed humidity. The humidity of the grain should be in the range of 14-16% by weight. In dry grain milling, water is used for product tempering and conditioning, and the seeds separation from the endosperm. Wastewater generation in dry mills is lower compared to wet milling, and water use is limited to sites and devices washing. While in wet milling, a large amount of water is used in the washing stage, generating a large quantity of wastewater. Table 16 displays water demand and wastewater generation during the corn, wheat, and rice wet milling [74,75].
The wastewater generated from grain milling contains high loadings of COD, BOD5, TDS, TSS, oils, and greases. The high loadings are expected due to the presence of proteins and carbohydrates mainly produced during the washing step. Table 17 summarizes the wastewater characteristics for different grain seed milling processes.
Wastewater generated during grain milling is characterized by high loadings of organics, chemicals, and solids; different treatment methods are needed to achieve efficient treatment of wastewater, as shown in Table 18. Corn contains higher concentrations of carbohydrates and protein, leading to higher concentrations in the generated wastewater during corn milling, which requires more extensive wastewater treatment. The ion exchange process can be used to enhance the glucose and fructose syrups clarity in corn refineries, resulting in higher TDS [76].
As shown in Table 18, biological treatment methods are more efficient for corn milling wastewater treatment, while physical treatment methods are more appropriate for wheat milling wastewater treatment. Algal treatment methods are proposed for wastewater generated from grains characterized by rich nutrients and no heavy metals. Algal biomass can be used in several industries like food and pharmaceutical industries and as a feedstock for biofuel production.
2.1.7. Bakery industry
The bakery industry has a remarkable place in daily diets around the globe [77]. The bakery industry is estimated at US$ 311 billion in the United States. The feedstock used in the bakery includes sugar, flour, yeast, oil, water, salt, and preservatives [78]. Figure 9 shows the diagram of a typical bakery industry process.
The bakery unit usually includes the following production steps: mixing, fermentation, baking, and storage. Equipment washing is the main wastewater-producing activity. Based on the factory capacity and the products’ range, water demand varies from 38 to 1140 m3/day [78]. The ratio of water used to the bakery product in weight is around 10. Half of the water demand is used for non-process functions such as washing and cooling, usually discharged as wastewater. The bakery wastewater is biodegradable, containing a high organic load due to the high ratio of BOD5:N:P and BOD5/COD. Carbohydrates and lipids are the major contaminants in wastewater from bakery industries, with a weight percentage of around 70% carbohydrates and 20% lipids, indicating the presence of high loadings of BOD5 and COD. However, the carbohydrates and lipids recovered provide an excellent opportunity to develop an economical/cost-saving treatment method [79,80,81]. Table 19 displays the specification of wastewater from the bakery unit.
The ratio of BOD5/COD for bakery effluent is usually around 0.5; this ratio indicates the wastewater’s biodegradability and the effectiveness of biological treatment of the effluent. The presence of high TSS and TDS indicates the need for pretreatment methods and physical treatment methods. Aerobic and anaerobic biological treatment will be needed, as noted in the TN and TP levels, as shown in Table 19. Table 20 demonstrates the outstanding accomplishments in bakery wastewater treatment [82].
Bakery effluent treatment is not discussed in the literature in detail, which raises the need for more work to implement the circular economy concept for treating the bakery units’ wastewater. This wastewater could be a source of valuable materials like fats, oils, and carbohydrates.
2.2. Other Food Processing Industries
In addition to the seven main foods industry categories discussed previously, other food industries like tea, sugar, cocoa, seasoning coffee, and prepared meals are usually categorized under the other food processing industries. Sugar, tea, and coffee will be reviewed due to their potential importance in the world food chain supply. Each industry is unique regarding water demand and wastewater generated through the process.
2.2.1. Sugar production
174 million tons of sugar is produced annually. Around 80% of global sugar is produced from cane, and the remaining originates from beet [83,84]. The nature of the sugar extraction process may vary depending on the feedstock, affecting water demand and wastewater generation. Figure 10 shows the sugar production process from cane and beet, including water consumption and wastewater generation.
During sugar extraction from beet, water is used for beet washing and transportation, generating an effluent that contains high levels of BOD5 and TSS (from beetroots covered with mud and soil). Recently, dry cleaning and mechanical conveyors have been developed to minimize energy and water demand. During sugar extraction from sugarcane, water consumption mostly occurs during the wet milling of sugarcane when the imbibition water is added [85]. The water consumption in sugar production may range between 1.3-4.36 and 3-10 m3 per ton for sugarcane and beet extraction, respectively. The water demand varies based on the initial conditions of the feedstock, including the humidity and dust. Around 20% of the water demand is discharged as wastewater when sugar is extracted from sugarcane, while 80% is discharged when sugar is produced from beet. High COD, BOD5, COD, TSS, and unpleasant odor characterize the wastewater generated during sugar extraction from beet. Table 21 shows the wastewater characteristics generated in sugar processing factories.
Biological treatment methods or a combination of physiochemical and biological treatment methods should be employed for treating the wastewater generated during the sugar industry since this wastewater is characterized by high levels of BOD5, COD, and TSS.
2.2.2. Tea industry
Tea is produced from the leaves of the tea plant [86]. Tea leaves are the primary feedstock for producing tea products, including post-fermented and black tea. Figure 11 indicates the tea production process schematically. Around 1.4 m3 of water is consumed for each ton of tea produced, usually during oxidation and machine cleaning. The consumed water is discharged chiefly as wastewater. The wastewater is usually characterized by intense color and turbidity, including organic/inorganic chemicals starting from unprocessed and processed tea, detergents, grease/oil, and metallic particles, as demonstrated in Table 22.
Physiochemical treatment methods are recommended for treating the tea industry, considering the low COD and BOD5 and associated lower operational costs. For removing dyes and other components, such as phenolic compounds, AOPs showed the best removal efficiency [86].
2.2.3. Coffee industry
Around 10 million tons of coffee is consumed annually worldwide and increasing annually by 1.5% [87]. Two different methods of coffee processing are used: (1) the dry process and (2) the wet process, which varies considerably in terms of water and energy demands. Figure 12 shows the coffee processing phases.
Coffee bean processing involves the husk of coffee cherries removal and the beans drying. In dry coffee production, the husk of cherries is removed mechanically, and the drying is achieved using solar energy over two weeks. During wet coffee production, water is used in large amounts for sorting, skin removal, and washing coffee cherries [88]. Then, pulp removal can be achieved using machine-assisted aqua-pulping or the classic ferment-and-wash method. In the ferment-and-wash method, a large amount of water is used for beans fermentation and washing. Finally, coffee beans are washed in tanks or washing machines. During the wet process, around 12.5 m3 of water is used per ton of green coffee. The amount of wastewater generated is estimated at 3 m3 of highly polluted wastewater per ton of green coffee used. Table 23 shows the wastewater characteristics of coffee processing [89].
A perceptible amount of BOD5 and COD in coffee processing necessitates a different wastewater treatment method from the treatment method used in tea factories. Table 24 shows the most recent research on sugar, tea, and coffee processing/production wastewater treatment.
2.3. Different Wastewater Treatment Solutions
2.3.1. Treatment unit inlet composition
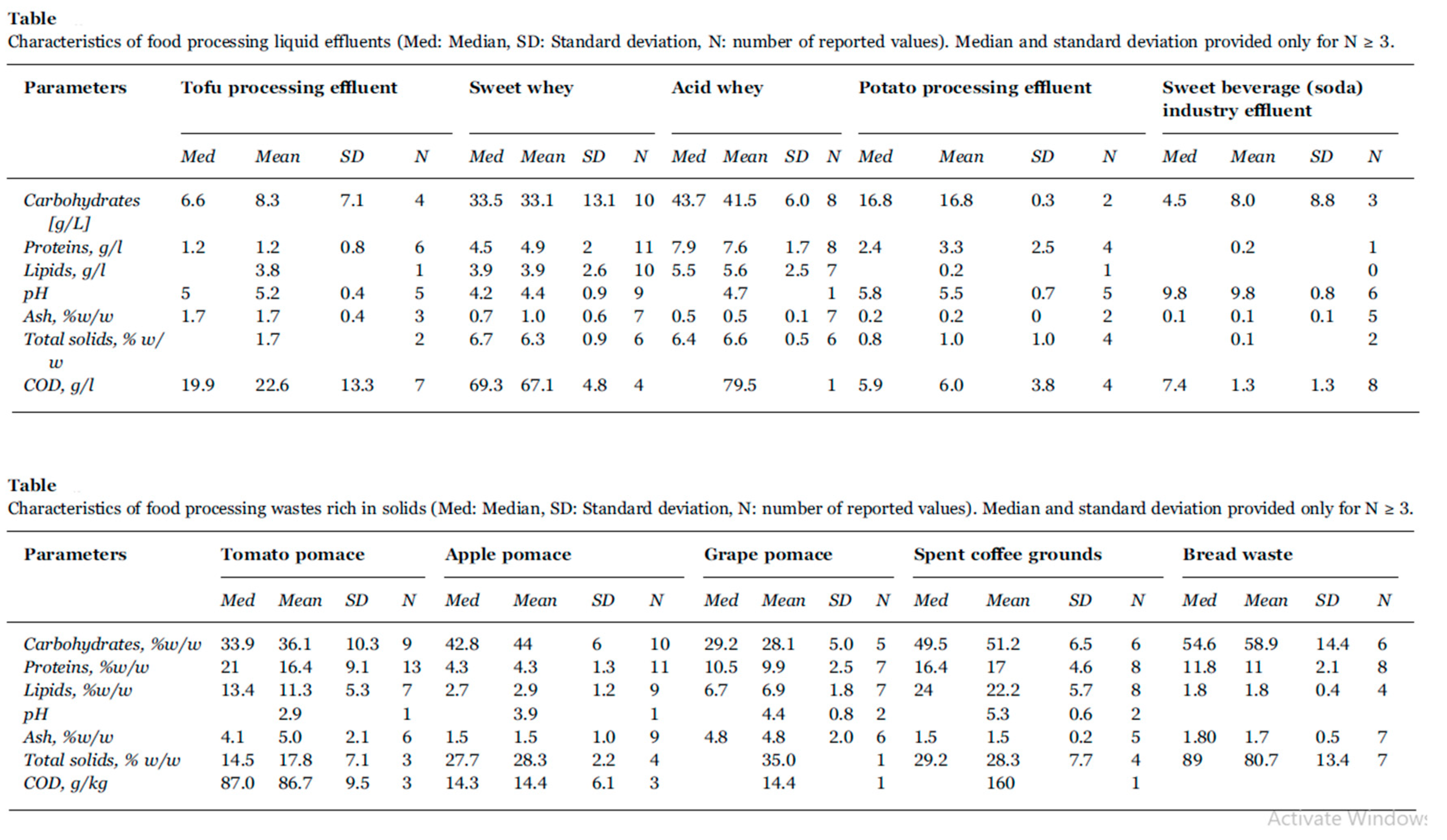
The primary contaminants in food processing wastewater are the organic molecules which can be considered as a nontoxic effluent [90]. However, low concentrations of cleaning products and other toxic compounds could be found unsuitable for regular treatment methods. For example, soybean processing generates around 10l of wastewater and 0.25 kg of solid waste, known as tofu curd residue. Tofu-containing wastewater contains complex polysaccharides rich in nitrogen and contains low carbon, requiring a pretreatment step before conventional biological and physical treatment methods. Whey produced during cheese production is rich in lactose which cannot be fermented using traditional fermentation methods [91].
During potato processing, wastewater contains remarkable levels of starch, which can be used for alcohol production [92]. Tomato, grapes, and apple processing waste generate a pomace that can be used as animal feed [93]. However, many of these wastes have some degree of utilization. Recently, several technologies have been developed to reduce pomace [94]. One of the most promising technologies is converting pomace into alcohol. However, choosing the optimum treatment method depends on the waste's organic composition, which is vital for producing valuable products. Higher oxygen demand and carbohydrate content substrate will require an extensive treatment process, and the substrate can be used for generating alcohol. The optimum sugar concentration of substrates used for alcohol production should be 15–20%. Higher sugar concentration substrates can be diluted or pretreated using acid hydrolysis, heat treatment, or enzymatic hydrolysis [95].
A balanced carbon-to-nitrogen ratio (C/N) should be maintained before the substrate is fed to fermentation to avoid antagonistic effects. The balance can be kept by mixing several wastewater streams, like the co-fermentation of corn with soy skim milk [96,97]. In many cases, the food processing wastewater does not have enough nitrogen content, which may require the addition of other supplements to ensure a balanced substrate for microorganisms during the fermentation process. Adding lipids improves the production of ethanol by around 14% [98]. However, adding lipids to the substrate should be considered based on the nature of the wastewater; for example, a low concentration of lipids in molasses stimulated ethanol production. In general, studying the composition of the wastewater will help in the careful design of an optimum process.
The following Tables show the primary physical and chemical properties and composition of organic molecules usually found in wastewater generated during food processing. Wastewater rich in carbohydrates is an ideal substrate for alcohol production—usually, carbohydrates in food processing wastewater range from 0.45%w/v to 4.3%w/v. So, sugar or nitrogen sources should be added to provide enough nutrients for the microorganisms. The solid-containing wastewater contains higher carbohydrate content of 29.2%w/w to 54.6% w/w; this wastewater represents an excellent raw material for alcohol production. Liquid effluents with low hydrocarbon content act as dilution agents or replacements for process water. However, nitrogen supplements could be needed to meet the growth requirements of the microorganism [99].
Solid-rich waste and liquid wastewater can form an ideal medium for producing alcohol. An economic analysis should be conducted before developing such an industrial-scale process.
Organic contents
The organic content of food processing waste is affected by the presence of several metal ions, which play a primary part in the metabolism of microorganisms. Metal ions participate in bio-catalytic reactions within growth enzymes keeping the cell osmotic pressure. The deficiency or overload of mineral ions may result in cell death and limit alcohol production. Consequently, the concentration of minerals in the waste directly affects alcohol production. Whey substrate requires the addition of ferrous sulfate or ferric chloride, which could increase the butanol yield from 0.06 to 7.13 g/L and 4.32 g/L, respectively [100].
Inorganic content (minerals)
Adding minerals to the substrate is essential to maintain a high yield and increase the selectivity of the desired product, like the butanol-to-acetone ratio in whey fermentation. Minerals are essential for yeast strain stability and for improving ethanol production. A higher yield of the desired product is essential for reducing the energy demand of the process. The optimum concentration of mineral ions can be determined using the statistical design of the experiment (DOE) method. To optimize the concentration, several studies were found in literature exploring the production of ethanol from molasses, seaweed, and bagasse [100].
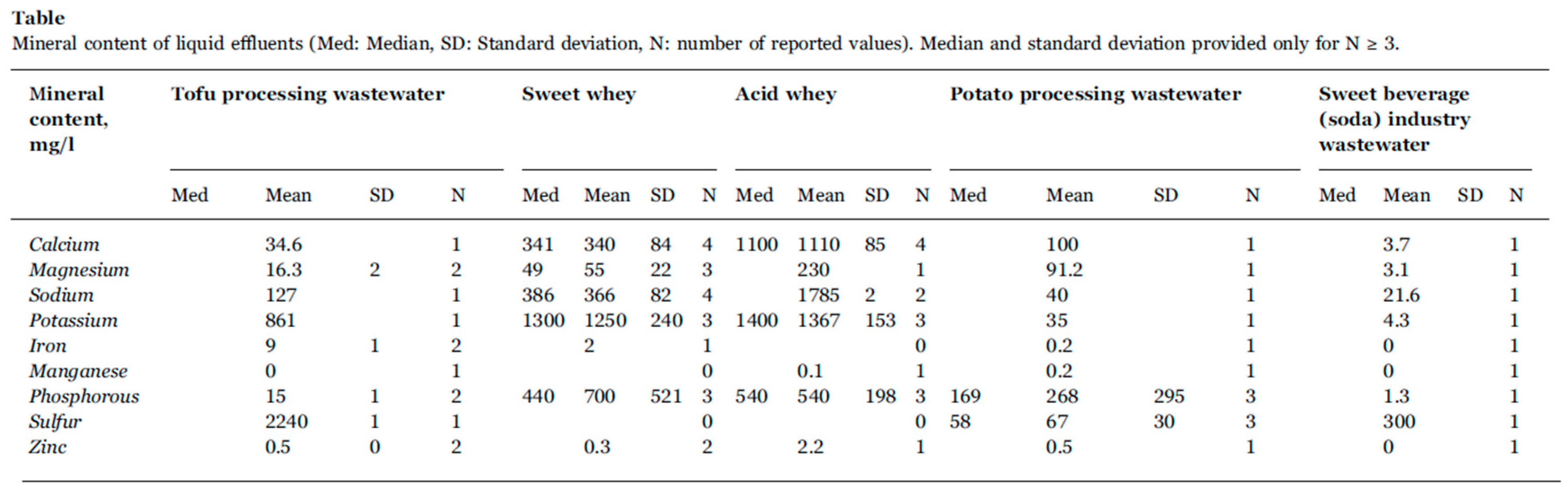
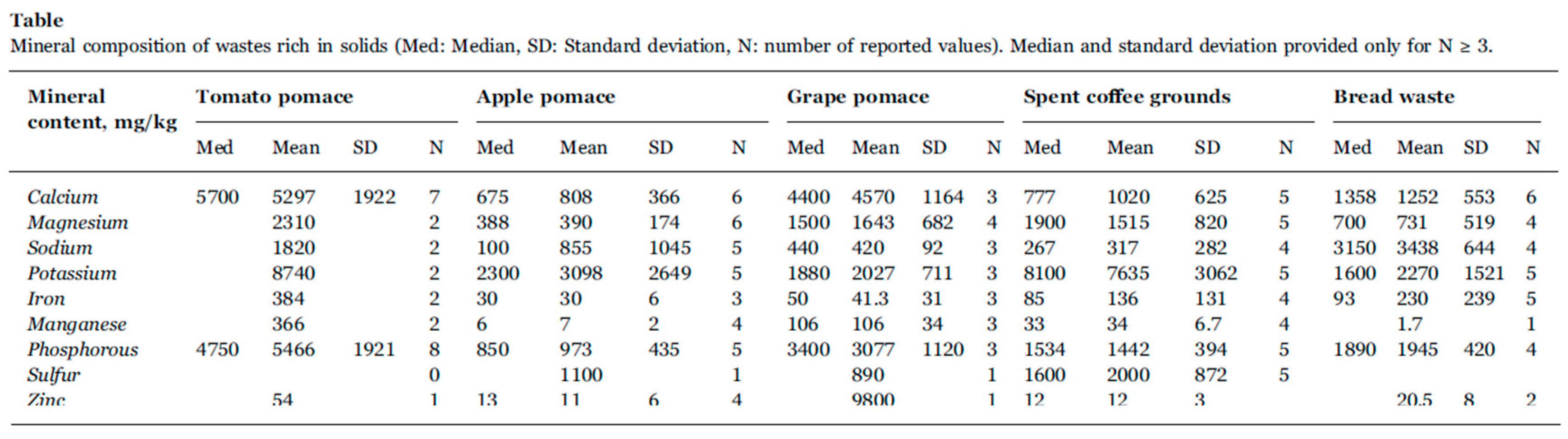
Metal absorption is the limiting step in alcohol tolerance levels [100]. The tables above show the mineral composition of various FPWs. Mineral concentrations is higher in waste streams rich in solids; such waste can be used as a complete production medium for alcohol, with a limited need for adding mineral ions. Magnesium and zinc play a significant role in the glycolytic pathway and cell stability and regulate yeast stress during ethanol fermentation. Usually, solid waste does not have enough amount of zinc to maintain microorganisms’ growth except grape pomace. All food wastes listed except grape pomace, so zinc supplement must be added to streams that may contain some solid waste.
2.3.2. Technologies for food industry wastewater treatment and reuse
Water is a crucial component in various industrial processes worldwide. However, it is important to implement appropriate treatment techniques to prevent the release of contaminants into the environment [100,101,102]. Shockingly, nearly 80% of global wastewater remains insufficiently treated. Industrial pollutants such as suspended solids, grease, oil, and particles contribute to elevated COD, pH, BOD5, and turbidity, ultimately leading to surface and groundwater pollution. Such hazardous pollution poses a severe threat to human health. Therefore, it is imperative to develop effective treatment methods to avoid the discharge of industrial pollutants into the environment.
Figure 13 gives a brief outline of the different technologies currently being used to process food industry wastewater. As described by the Council Directive 2020/741/EC, a single technology or a group of numerous technologies can be utilized in conjunction with one another to meet the discharge criteria established for various physical, chemical, and biological parameters. The technology to be used typically depends upon the extent of contaminants present in the wastewater [101].
Technologies for food industry wastewater treatment and reuse include physical, chemical, and biological treatment methods, as shown in Figure 13. Physical treatment involves the removal of large particles through sedimentation or filtration. The chemical treatment uses chemicals such as coagulants and flocculants to remove dissolved contaminants. Biologicalical treatment utilizes microorganisms to break down organic pollutants. Advanced treatment technologies such as membrane filtration and ozone treatment can further treat wastewater to meet stringent reuse standards. The treated water can be reused for non-potable purposes such as irrigation or industrial processes, thus reducing the strain on freshwater resources and promoting sustainable water management practices in the food industry [100,101,102].
2.4. Challenges and factors for selecting the optimum treatment method
When selecting the optimum treatment method for wastewater, several challenges and factors must be considered: the characteristics of the wastewater, the type and amount of contaminants present, the size and scale of the treatment facility, and the available resources. Factors such as cost, energy requirements, and maintenance needs must also be considered, as they can affect the long-term viability and sustainability of the chosen treatment method. Furthermore, regulatory requirements and environmental concerns are critical factors that must be considered when selecting a wastewater treatment method. Wastewater management is a crucial part of food industries to enhance productivity and reduce environmental effects. Process integration methods are practical tools to decrease water demand and wastewater generation by considering the physiochemical characteristics of the system under study, including water demand and minimum acceptable threshold for particular contaminants [101].
Water pinch analysis and mathematical optimization are standard process integration methods to reduce water demand and wastewater generation [95]. To achieve sustainability in food industries, the process should be modified to ensure higher productivity, lower resource consumption, and minimal environmental destruction [101,102]. Recently, process integration methods have attracted significant attention in food industries. Mixed integer nonlinear programming to manage water/wastewater in milk-processing units reduced water demand and wastewater generation by around 33 and 85%, respectively, by examining each unit’s needs and integrating the overall process [103]. The literature highlights the necessity to gather complete qualitative and quantitative information on water/wastewater flow rates, quality, and placement in the production unit. By employing water pinch analysis and mathematical optimization, 30% of water demand and wastewater generation were reduced in a corn refinery by developing a wastewater management system which could be an ideal start for other food processing units [102]. Using a similar analogy, BOD5 was used as the critical contaminant for developing a wastewater management system, reducing water demand and wastewater generation by around 43 and 66%, respectively [103,104]. Figure 14 Advantages and disadvantages of the different nutrient recovery processes
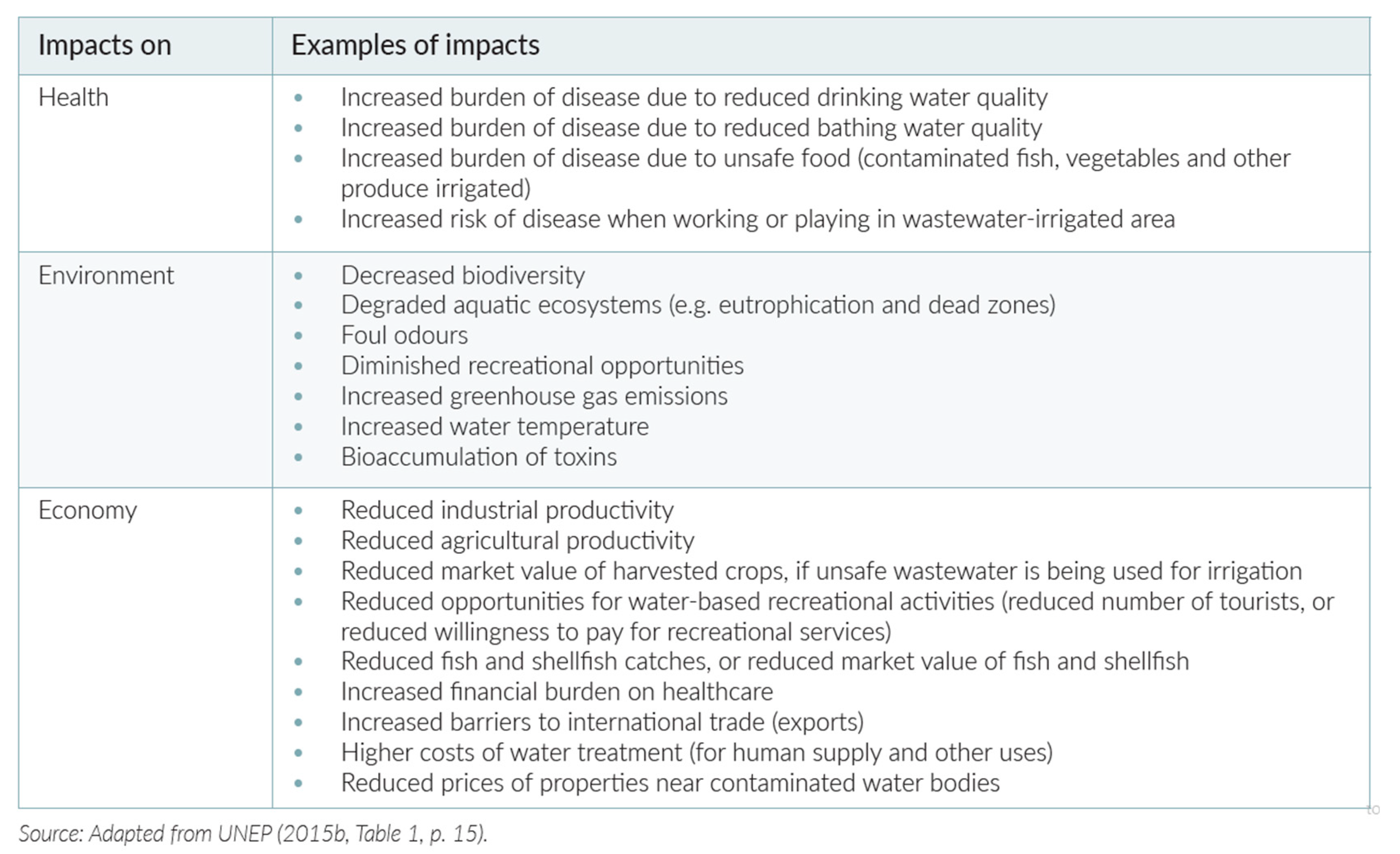
2.4.1. Environmental hazards of industrial wastewater
Industrial wastewater discharge into water bodies may result in severe water pollution and negatively impact humans and the ecosystem. Several contaminants are usually present in food processing wastewater, including organic matter, hydrocarbons, suspended solids, inorganic dissolved salts, heavy metals, surfactants, and detergents. Contaminated water is unsuitable for drinking and irrigation and adversely affects humans, animals, plants, and aquatic life.
2.4.2. Water quality
Water quality is the main parameter for developing wastewater management systems. Wastewater treatment scenarios, efficiency, and techniques are designed to address the characteristics of wastewater and water consumed by each unit. The water quality and characteristics are essential to use water pinch or optimization techniques. In wastewater management systems, treated wastewater streams are referred to as “sources” of water, while units in which water is consumed are known as “sinks”. The minimum acceptable threshold of the water used in any sink process is essential to design a treatment method.
The operating conditions like pressure, temperature, device materials, and porosity determine the minimum acceptable threshold of water required for each sink process [106,107]. Understanding the production process limitations is vital to determine acceptable water quality. As the wastewater characterizations like contaminants (like TSS, BOD5, COD) grow, applying water management strategies becomes more demanding and costly. Treatment methods that address specific contaminants are more favorable to use than other non-specific wastewater treatment methods, considering their design and practice. However, applying such processes in food processing wastewater treatment is problematic since treatment methods/processes are usually sensitive to different contaminants, and multiple-contaminant approaches are then suggested [91,105].
2.5. Development and Integrated Management
Treatment of food processing wastewater will help recycle and reuse water, recover resources, and protect the environment. Industrial wastewater, in general, is divided into gray, white, and black water according to the wastewater characteristics and reuse potential. Greywater treatment is simple and requires solids removal before reusing [106]. White water can be reused for industrial applications without any treatment since the quality of the white water is quite similar to fresh drinking water.
Graywater contains raw materials and products, increasing the potential for recovering resources and reusing water. Physical treatment methods are usually preferred for gray water treatment, as the organic wastewater loadings increase, including COD, BOD5, and other nutrients. Further complicated treatment processes are needed, and such wastewater is no longer considered greywater. Membrane-based techniques have shown efficient treatment of greywater produced from food processing units compared to standard physical methods considering water, energy, and land requirement [107].
2.5.1. Industrial wastewater treatment levels
Industrial wastewater treatment is classified according to the following levels in Figure 15. The raw wastewater is treated first using preliminary and primary treatment methods to remove coarse materials and suspended particles. Then the refined wastewater is treated using secondary/biological treatment methods.
2.5.2. Wastewater Treatment Operations
The wastewater treatment methods are composed of unit operations Figure 16.
2.5.3. Membrane separation techniques
Membrane separation techniques can separate valuable chemicals and raw materials with high efficiency and minimum energy requirement [108,109,110,111,112]. Due to the expected membrane fouling and the high concentration of suspended solids in food processing effluent, membrane fabrication and regeneration were modified significantly to reduce the fouling effect. New research trends are directed towards manufacturing specific contaminants membranes, which can be used to remove specific contaminants at high efficiency. For example, several selective nanocomposite membranes were developed to remove heavy metals, ions, and pathogens.
Reducing contaminants concentration is essential to minimize the harmful effect on the environment. Several harmful compounds are released into the environment if food waste is not adequately treated, including organic solvents, phenolic compounds, sweeteners, artificial dyes, and food preservatives. The maximum permissible amount (MPA) of COD and BOD5 discharge is 120 and 40 mg·L−1, respectively. Usually, COD and BOD5 levels in the food processing waste could reach around 20 times the allowable MPA. Biological treatment methods must be used to reduce the high levels of COD and BOD5 discharged from the food industry.
TDS and TSS negatively impact unit operations, leading to membrane fouling, erosion, and environmental impacts. TDS and TSS are used and non-soluble suspended matter present to index the soluble and non-soluble suspended matter in the wastewater, respectively. TSS affects the membrane processes commonly used in the food industry and increases the membrane fouling rate [112]. COD and insoluble chemicals like pesticides from the TSS in food processing industries. Several treatment strategies and conventional treatment methods are necessary to reduce TDS and TSS. Several water management strategies rely on minimizing physical and organic contaminants from the source, like separation-from-origin and preventing wastewater mixing.
Membrane treatment technology is one of the promising technologies for treating wastewater from food industries. However, membrane operation suffers from unavoidable fouling problems and high operating and initial costs. To use membrane technology effectively for wastewater treatment, those mentioned above two significant challenges must be addressed. Fouling is the primary reason for the considerable delay in implementing membrane separation processes since it will lead to a high operating and maintenance cost, lower efficiency, and an elevated membrane restoration frequency. Fouling occurs due to continued solids deposition on the membrane surface or the subsequent blocking of the membrane pores.
Nitrogen and phosphorus-containing nutrients are the third challenging group of contaminants in food processing wastewater treatment. N and P compounds originate from protein compounds and agricultural fertilizers like N-NH3, N-NO3, and PO4 [101]. Controlling nitrogen and phosphorous content in the wastewater is important to maintain the biological treatment methods in good operating conditions. Higher levels of nitrogen may increase the chances of algal bloom. Harmful algal blooms (HABs) are the sudden and unrestrained wild species growth of algae. This type of algae is harmful to the ecosystem, releases toxic substances into the water, decreases dissolved oxygen, and increases fish and aquatic animal mortality [103]. Some forms of nitrate and nitrite may lead to a negative impact on human health. MPA in the discharged wastewater of TN and TP is 40 mg/L. Several algal methods have been developed recently for treating meat, dairy, and edible oil processing units’ effluents. The cultivated algae are used later for producing biofuels. The algae processes are still under development, and further research is needed. Figure 17 illustrates the ladder of growing value propositions for water reuse as the water quality/the value chain investment increase.
3. New Integrated Methods and Technologies
3.1. Microbial fuel cells
Microbial fuel cells (MFC) can be used to recover valuable chemicals and energy by treating food industry wastewater. A direct product of MFC is clean electricity. MFC was used successfully for continuously treating dairy industry wastewater for more than 75 days [113]. 95% removal efficiency of BOD5 was achieved, resulting in a power density of 27 W.m3 [114,115]. MFC was used for treating the effluent of the vegetable oil industry using 20 samples for 72 hrs. The results indicated that MFC could play an influential role in treating effluent. MFC is improved with time and temperature at a COD removal efficiency of 80%. MFC utilizes microorganisms to generate electricity which affects the MFC performance; a plant-based rhizosphere microbial community can be employed to avoid such issues.
3.2. Recovery of proteins and lipids
Dairy industry wastewater contains high COD and BOD5 ladings due to lipids, proteins, and hydrocarbons. Na-lignosulphonate can recover valuable chemicals from wastewater and remove the BOD5. 96 and 46% of the lipids and proteins were recovered at a BOD5 removal efficiency of 73% at 22°C [116,117]. Algal photo-reactors represent an efficient method for recovering lipids and proteins and can be used for water-containing toxins, which can be treated using microalgae. Solvent extraction of lipids did not show interesting results in scaling the process to an industrial scale [118]. Lipids can also be produced by treating fish processing wastewater using microalga cultivation of Chlorella Vulgaris. This process can be developed further for producing lipids from fish processing wastewater inside a bio-refinery process [119]. High turbidity could affect microalgae growth, so the TSS should be reduced before the biological treatment [120].
3.3. Recovery of ammonium and phosphate
Composting of food processing waste to generate struvite to recover ammonium and phosphate. The process can be combined with food processing waste and sewage sludge ash. The precipitate mostly comprised struvite (∼72%) and demonstrated high P-bioavailability (>98%) with traces of heavy metals [121]. Schizochytrium sp. is used for treating tofu whey wastewater to produce do-cosahexaenoic acid. COD, TP, and TN removal was 64.7, 66, and 59.3%, respectively [122]. Several processes were developed to recover ammonium and phosphate separately by using electrodialysis. A monovalent anion-selective membrane can prevent phosphorus stream contamination by ammonium or other monovalent anions [123,124,125,126].
3.4. Production of biopolymers
Biopolymers are used in several applications. Biopolymers can be produced from food industry wastewater through extraction or fermentation without requiring pretreatment. Food industry waste, containing high organic content, is a potential feedstock for biopolymer production. Cupriavidus necator is used to convert brewery waste stream to produce poly-3-hydroxybutyrate biopolymer. The maximum biopolymer yield and volumetric productivity achieved were 0.28 g g−1 and 0.022 g L−1 h−1, respectively [127]. The process is still not economically viable due to the need for sterilization requirements and pure microbial cultures. The high production cost of biopolymer production procedures compared to traditional plastic production methods hindered the commercialization of the process.
3.5. Production of xanthan
Biosynthesis of xanthan species while treating challenging winery wastewater is a viable option for recovering valuable resources from wastewater from food processing units. Maximum xanthan production was 23.85 g L−1. The efficiency of sugar, nitrogen, and phosphorus conversion was 90.8, 71.7, and 83.1%, respectively. This process can be employed for winery wastewater treatment and recovering valuable resources as feedstock for the xanthan production industry [128,129].
3.6. Biogas production by anaerobic digestion
Anaerobic digestion (AD) of municipal solid waste was studied in detail for producing combined heat and power (CHP) [130,131]. AD of food industry wastewater and sewage sludge was conducted using two parallel anaerobic digestion reactors at a scale of 8500 m3 for each reactor [132,133]. 8300 m3 d-1 of biogas were produced from each reactor; the unit was operated for 12 months. Around 0.048 m3 d-1 of biogas is produced from dairy processing wastewater treatment using a reactor volume of 0.28 m3 using microwave and ultrasonic generators. Future work should target the process economics and pretreatment methods needed to improve the quality of feedstock [134,135]
3.7. Heat recovery
Heat recovery from wastewater streams is not studied in detail. There is a potential to recover a considerable amount of heat from wastewater streams. In general, heat exchangers are employed in the food industry to eliminate microbial activity and increase the shelf life of the products. In addition, heat exchangers can condition products/streams before filling or drying [136,137]. Recovering the heat by heating up cold streams will minimize process energy demand. The optimum heat recovery process can be developed based on the operating temperature and wastewater volume. Several heat transfer systems were developed and used in the food industry. Water was preheated to 60°C in a whey facility by utilizing heat in a stream at 230°C, achieving 35–55% in energy efficiency. Heat recovery in the food industry can be achieved using gravity film and plate heat recovery methods.
3.8. Mining of resources from wastewater
Several valuable compounds are available in wastewater, so wastewater can be used to generate valuable natural resources. Resources reuse is more attractive; when the concept of re-source, re-make, and re-think is applied to create new added-value products from waste streams. Figure 18 signifies the possibilities of resource recovery from wastewater [100].
Several methods can be used for nutrient recovery from wastewater streams, including chemical, biological, and membrane bioreactors, bio-electrochemical systems, and membrane photo-bioreactors. The recovery using chemical processes includes either adsorption or precipitation steps. The precipitation step is performed using magnesium and calcium-based compounds to facilitate the precipitation process. While the adsorption step is performed using either ion exchange, electrostatic attraction, or surface precipitation. Nutrient recovery using membrane systems is conducted using forward osmosis or electrodialysis. Nutrient recovery within the bio-electrochemical system and photo-bioreactor is performed by employing microbes and algae. An efficient nutrient recovery can be achieved by combining the forward osmosis process and the bio-electrochemical system. The membrane photo-bioreactor can be developed by combining combined photo-bioreactor with a membrane technology [138].
4. Water Management Framework
In the circular economy framework, economic development is directly proportional to resource conservation and environmental sustainability. In wastewater management, adopting the circular economy concept promotes resource recovery as a central element and provides a strategy to improve water supply. Water systems management to harmonize the circular economy concept is based on the 3 principles such as i) design out waste externalities treatment process, ii) keep resources in use, and iii) regenerate natural capital [139].
Thus sustainable recovery of resources from wastewater can generate revenue by producing marketable products ensuring the safety of water reuse, and maintaining water quality standards for specific applications and economic purposes [140]. For implementing CE in the wastewater sector along with technological advancement, many other factors such as financial, social, environmental, risk assessment, and energy balance must be considered. Furthermore, proper environmental education, awareness, and understanding of CE principal for the CE model adoption are required. Hence, implementing circular and sustainable solutions by companies and wastewater operators can further accelerate the transformation toward a CE model [141].
Food industry waste can be recycled to create a circular economy in agri-food fields. Waste recycling of food industry residues can produce value-added products since the waste contains valuable nutrients and is rich in renewable energy. Several useful products, like biofuels, bioenergy, and bio-fertilizers, can be generated from food industry waste. In addition, metal compounds and nutrients can be extracted and reused in several applications. A circular economy concept in the food industry will help circulate resources and nutrients in a closed loop, minimizing discharging streams to the environment. Food waste can generate valuable chemicals and nutrients in addition to energy. In comparison, biodegradable materials can be recycled further to produce other biodegradable products or as an end-of-life alternative to carbon capture for CO2 sequestration. To explore the opportunities for developing a circular economy in sustainable food waste management, understanding existing food waste situations worldwide is a crucial cornerstone [142].
Figure 19 illustrates the possible route for recovering value-added product from wastewater, which facilitates the revenue generated from the waste.
4.1. Resource recovery
The resource recovery (4R concept) was developed based on the following four steps REDUCE, REUSE, RECYCLE, and RECOVER. Around 20-30% of food is wasted during the pre-harvest step in developing countries due to several supply chain constraints. This ratio may reach up to 72% in some cases. It is crucial to develop technologies capable of recycling and repurposing food industry waste. Packing and contains made of plastic can be reused and recycled [143]. Considering economic and operating boundaries, waste cooking and palm shell can be converted into biodiesel [113]. Corncob is another food waste that can produce biofuels through pyrolysis. The produced fuel can be employed as a biofuel in addition to producing other valuable chemicals [144]. Three principles govern the circular economy: protecting and enhancing regular capital, the reorganization of resources by remanufacturing, restoring, and reusing materials inside their technical and biological cycles, and finally, the utilization of food manufacturing by-products and nutrients [145]. Implementing the circular economy instead of conventional WWT' methods to ensure valuable RR; including water and raw materials. In addition, the circular economy will reduce GHG emissions from food industrial activities [110].
4.2. (4R) scheme
The 4R scheme can take several forms: in-process reusing of IWW (industrial waste works) with/without treatment; IWW recycling, related to the recovery of water for drinking by substituting or improving the existing treatment plant; resources recovery from wastewater generated during food processing, including inorganic nutrients such as nitrogen and phosphorus, organic fertilizers, biogas, biopolymers, energy, heavy metals, salts, industrial products, etc. [146]. These scheme strategies in IWW are designed to close industrial water cycles and obtain invaluable components that require a combination of wastewater treatment methods, as shown in Figure 20. However, wastewater comprises several contaminants, specific pollutants, high organic matter contents, and poorly biodegradable components, which make this task tedious [147].
5. Case Studies
5.1. Slaughterhouse wastewater management and resource recovery
Actual SWW samples with average concentrations of 1950, 1400, 850, 750, 200, and 40 mg/L for COD, BOD, TOC, TSS, TN, and TP, respectively, were taken from selected licensed MPPs in Ontario, Canada. Anaerobic and aerobic sludge inocula in concentrations of 40,000 and 3000 mg/L, respectively, were obtained from the Ashbridges Bay Municipal Wastewater Treatment Plant in Toronto, Canada. The inocula were acclimatized over a period of 60 days. The combined ABR-AS-UV/H2O2 system consisted of a 36-L ABR with five equal-volume chambers and individual biogas collection, a 12.65-L aerobic AS reactor with controlled air flow to maintain DO concentrations of 2 mg/L, and a 1.35-L UV-C photoreactor with recycle, the output power of 6 W, and uniform light distribution. [148]
The meat processing industry needs to incorporate both waste minimization and resource recovery into SWW management strategies, considering the portion of the industry’s waste and by-products that have a potential of recovery for direct reuse, including nutrients and methane as biofuel. Figure 21 presents a schematic illustration of the ideal operation of a meat processing plant and supply chain from animal farming and raw materials to the final product, waste disposal, and recoverable resources. Cleaner production should be the focus of meat processing plants due to the increasing interest in environmental initiatives and demands for green practices. Thus, it is appropriate to classify and minimize waste generation at the source, and on-site treatment is the preferred option for water reuse and potential energy recovery. As a result, there are some considerations to be made for the adequate treatment of SWW effluents.
5.2. Recycling and reuse of fish processing [149,150]
The wastewater management concept aims to develop a management cycle or system to control the wastewater flow from several units and through the flowing streams. Disposal of untreated or poorly treated wastewater has severe consequences for the health and environment. The wastewater management cycle usually contains four essential interconnected steps/stages:
Pollution elimination or lessening at the source, considering pollution load and volume of wastewater produced. Prohibiting or controlling the use of specific contaminants to eliminate or limit their entering into wastewater streams through regulatory, technical, and/or other means. This step also includes measures to reduce the volumes of generated wastewater (e.g., demand management and increased water use efficiency).
The elimination of pollutants from wastewater streams: Implement processes that can treat and eliminate wastewater contaminants generating a safe-to-use/discharge treated water stream without any consequences or negative effects on the environment. The optimum treatment process is chosen based on the concentration and nature of contaminants and the end use of the treated water.
Wastewater Reuse: Reusing treated/untreated wastewater can be done only in a monitored process to ensure safe use. Usually, treated water is used for irrigation, while with existing advanced treatment technologies, adequately treated water can be utilized in several applications after
The valuable resources recovery: Wastewater contains several valuable compounds and nutrients which can be separated from wastewater either directly, like heat and organic matter, or using extraction methods like biofuels, in addition to nitrogen and phosphorus, which can be used for producing fertilizer.
An additional role of the wastewater management cycle is to mitigate any negative impacts on human health, the economy, and the environment. When taking into account the multiple benefits of improved wastewater management, several of these processes can be considered cost-effective, thus adding value across the wastewater management cycle while supporting the further development of water supply and sanitation systems. Based on the assumption that it is possible to align water quality requirements with water use locations, multiple-use systems with cascading reuse of water from higher to lower water quality can make water reuse more affordable than providing extensive water treatment at each point of abstraction along a river basin.
Strong economic arguments favor optimizing freshwater-use efficiency, managing wastewater as a resource, and eliminating (or at least reducing) pollution at the point of use. Utilizing wastewater at, or as close as possible to, its source generally increases cost-efficiency due to the lower conveyance costs. The fact that so little wastewater management is currently occurring, particularly in developing countries, means that there are vast opportunities for water reuse and for the recovery of useful by-products provided the appropriate incentives and business models are in place to help cover the substantial costs. Recent market studies also establish a positive trend in water and wastewater treatment investments in developing countries. Worldwide, utilities' annual capital expenditures on water infrastructure and wastewater infrastructure have been estimated at US$100 billion and US$104 billion, respectively.
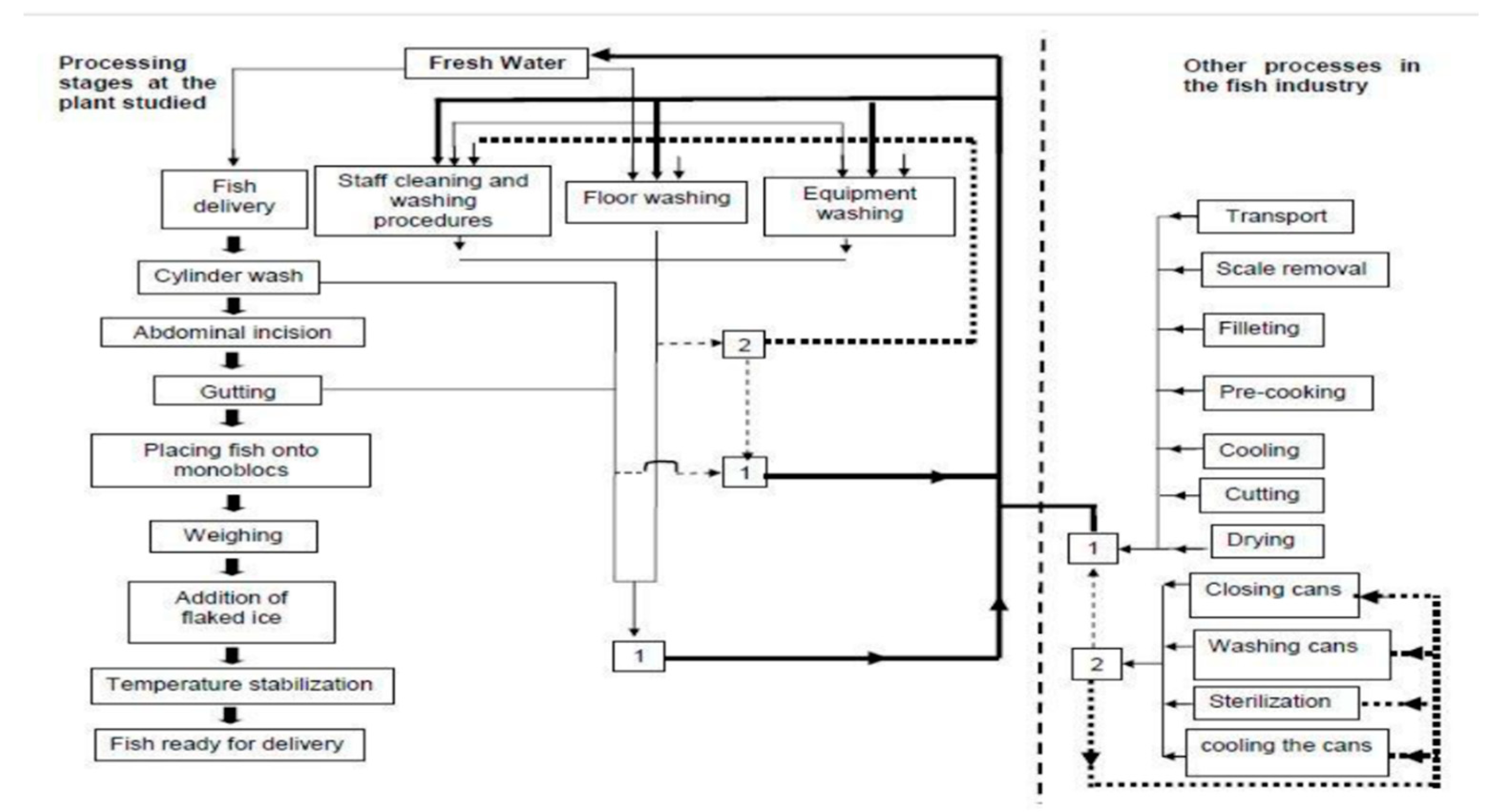
Figure (A) Potential recycling and reuse of effluents in the fish processing industry
Strong demand of water resources is driving the need for the enhanced use of wastewater. Population growth, urbanization, changing consumption patterns, climate change, loss of biodiversity, economic growth, and industrialization all impact water resources and wastewater streams, with repercussions on atmospheric, land, and water pollution. An improved approach to wastewater management will help alleviate the impact of some of these pressures. From a resource perspective (see Figure (B), sustainable wastewater management requires (i) supportive policies that reduce the pollution load upfront; (ii) tailored technologies that enable fit-for-purpose treatment to optimize resource utilization; and (iii) taking account of the benefits of resource recovery.
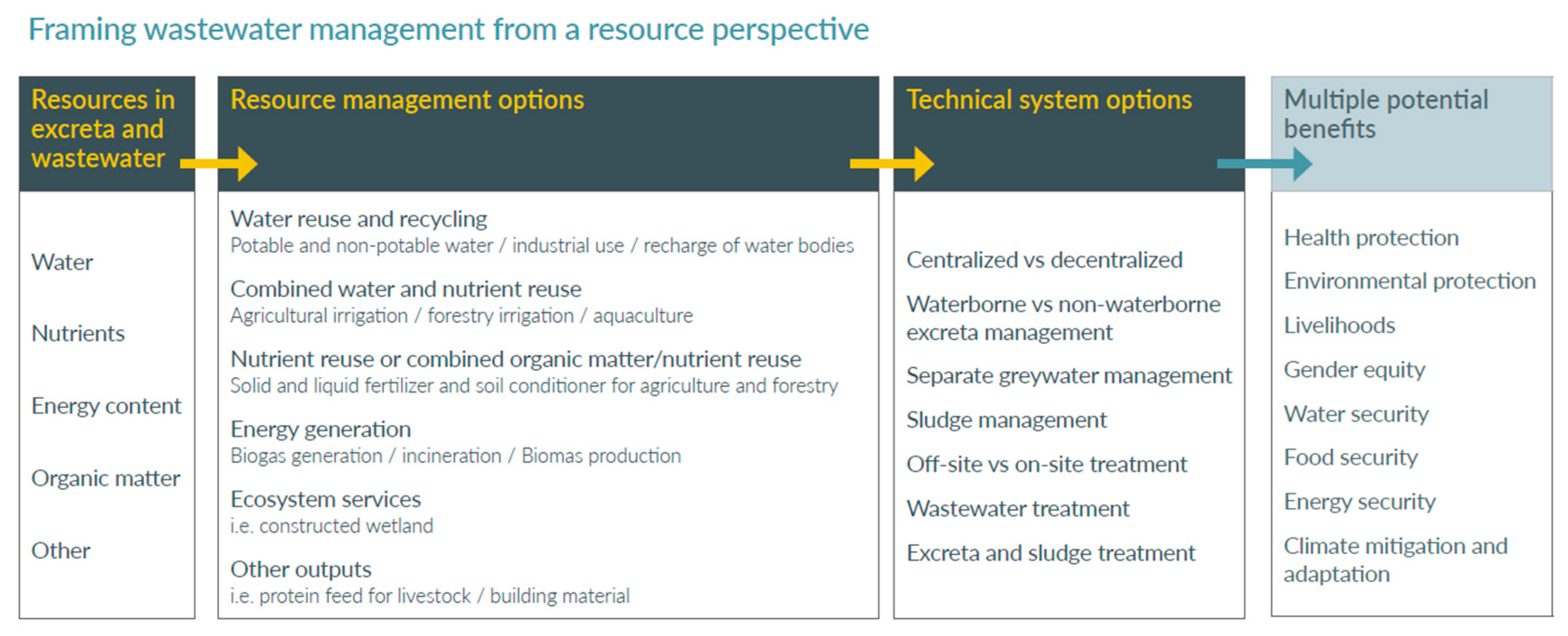
Figure (B) Resource perspective
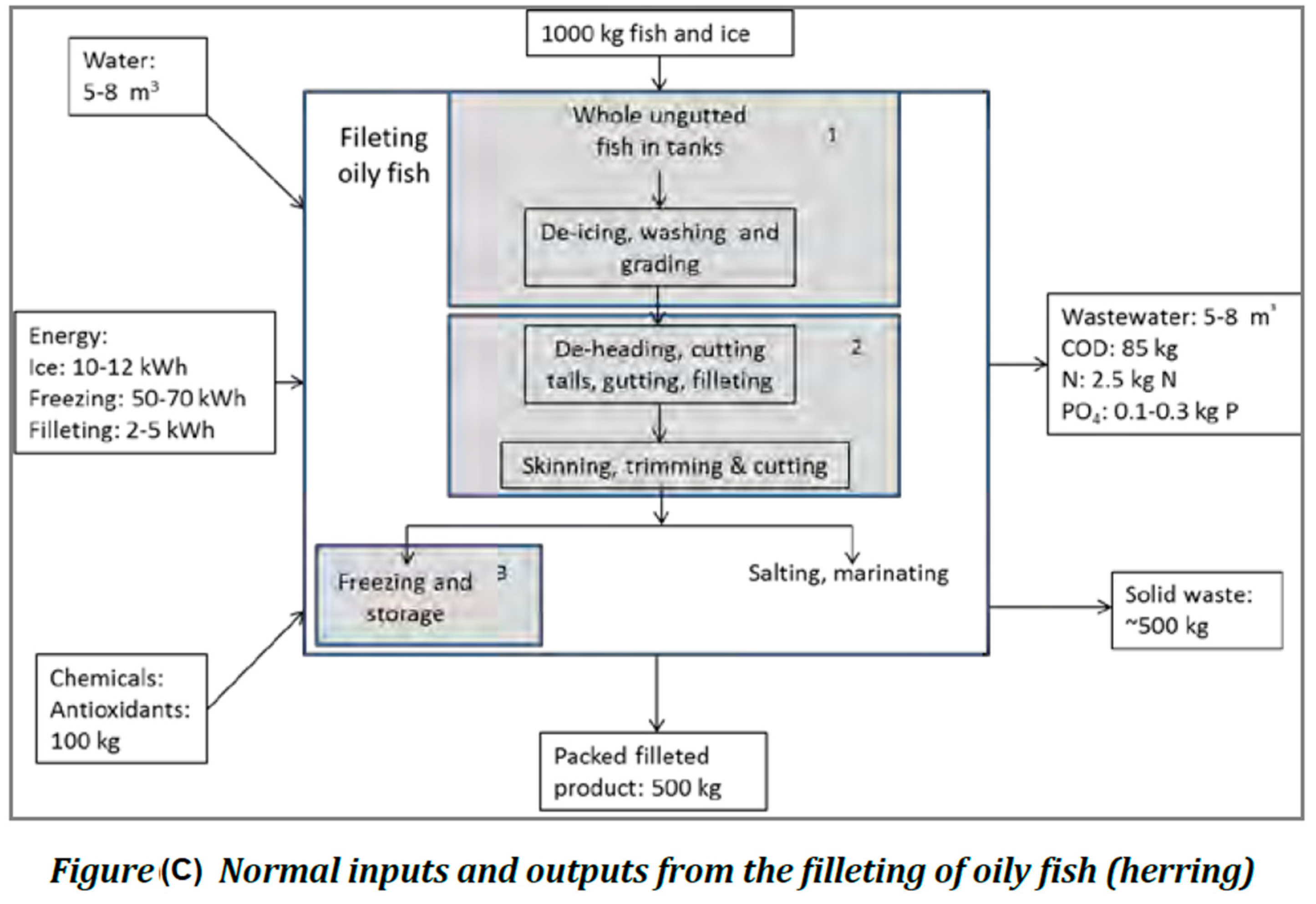
From a BAT perspective, the possibility of reducing water, energy, and chemical need as well as maximizing the recovery from waste is a good approach. With the high demand for fish proteins for food in the fish industry and animal production, the industry can increase the margins by recovering materials and selling it. For filleting oily fish, the normal production includes:
For processing 25,000 tons/year of herring (oily fish) to fillet:
Water consumption: 125–200,000 m3/year; or 5–8 m³/ton fish processed.
COD discharge: 2200 tons; 85 kg/ton fish processed.
Tot-N discharge: 62.5 tons; 2.5 kg N/ton fish processed.
PO4-P discharge: 2.5–7.5 tons; 0.1–0.3 kg P/ton fish processed.
Energy:
Filleting; 50–125 tons; 2–5 kWh/ton fish processed.
Freezing; 1,250–1,750 tons; 50–70 kWh/ton fish processed.
Chemicals: Antioxidants: 2,500 tons; 100 kg/ton fish processes.
Solid waste: 50% of processing amount.
Recovered by-products
Protein, oil, and fat have become valuable sources of income for many fish processing plants, and we see numerous examples of BAT plants having no waste from fish processing. This is another reason for introducing better processing systems. In the discussion of the 3R Technology, we have given a cost example illustrating this driver to improve the processing system.
The fish processing industry is implementing waste recovery and reuse and water-saving solutions. Local conditions with no vulnerable recipients to nutrients or organic loading have made the industry head for a level of water treatment technology that is not very sophisticated. Still, the increased market for more costly by-products might be moving the BAT solutions into another generation that will see new technologies applied for recovering proteins and fat from the industry. In the future, we might also see that the market for nutrient recovery (phosphorus and nitrogen) also is becoming interesting. Fish proteins are a valuable source, and re-using the by-products will be economically beneficial and is expected to move BAT for this industry into some interesting areas in the future. It can be stressed that an effective BAT implementation should be an important tool for stimulating the development of a wide-ranging, cutting-edge market for water and energy-efficient technologies and products. Along with investments, the approach of governments and enterprises to manage processing activities has also been changing.
It must be emphasized that BATs refer not only to the technology used at an installation but also to how the installation is designed, built, operated, and maintained. Some BATs are a simple consequence of common sense and do not involve any investment. As a result, significant savings can be achieved thanks to higher productivity, reduced water and energy consumption, and reduced wastewater pollution to treat.
6. Conclusions
Dwindling natural resources is a significant problem worldwide. Due to this, a transition from a linear to a circular economy is necessary, under which wastewater holds promising potential as a regenerative source of sustainable water and resource recovery. Lack of awareness and knowledge on the possibility of wastewater treatment is necessary. It is essential to recognize that wastewater facilities have the potential to operate as loop-closing wastewater bio-refineries, recovering added value resources such as chemicals, nutrients, bioplastics, enzymes, metals, and water which are valuable inputs for industries and agriculture. Because of society's escalating demand for water, resources, food, and energy, a CE approach meets the need through recycling and reusing treated wastewater. Resource recovery contributes to the development of socio-economic growth and alleviates environmental issues emanating from waste generation.
Wastewater can be a secondary resource from which metals can also be extracted besides energy generation. In addition, wastewater can be recovered as fertilizer, reducing the global environmental impact of their industrial production. Water reuse has many positive benefits, but not enough is being done to promote it. Water reuse requires a comprehensive approach based on scientifically driven solutions, a robust legislative framework, a robust regulatory framework, and an institutional environment. Industrial symbiosis provides a proper and sustainable way to deal with the WW generated. CE helps in the development of the economic condition of society by restoring the environment and its natural resources. Thus, the concept of circular economy serves as the best strategy to deal with wastewater with advanced integrated technologies compared to the traditional treatment facilities while concomitantly progressing towards self-sustainability, carbon neutrality, and achieving the SDGs for a better world.
A key objective of the 2030 Sustainable Development Goals for Water is to reduce pollution, eliminate dumping, minimize hazardous chemical releases, have untreated wastewater halved globally, and increase recycling and safe reuse. A paradigm shift has occurred in how wastewater management is currently managed in terms of ‘reuse, recycling, and resource recovery, compared to ‘treatment and disposal’. In addition to addressing health and environmental concerns, food, and energy security, but also mitigating climate change, this new concept has many benefits. Wastewater can be considered an abundant source of precious and sustainable resources within a circular economy, balancing economic growth with preserving natural resources.
This state-of-the-art review of the capacity of global production, water demand, and wastewater generated by food processing industries around the world. The primary approach is implementing sustainable food production in the food processing industries. Recent trends in process integration and water management highlight water reuse and recycling by utilizing wastewater as a nonconventional water source. Nevertheless, implementing wastewater management systems needs collecting technical information about food processing industries. Water consumption, wastewater generation, and feasible wastewater treatment methods were reviewed initially.
The food processing industries use large amounts of water, which may negatively impact the environment and require several treatment methods before discharging the wastewater. To diminish the negative impacts, an integrated approach should be implemented, considering higher process productivity, water, and environmental protection to reduce water demand and generation of wastewater. A systematic review was presented in detail for sustainable wastewater management strategies by reusing and recovering water and valuable resources. The ultimate goal of sustainable operation in food processing industries is increasing productivity, reducing operating costs, and eliminating environmental consequences.
Due to the limited availability of natural resources, including water, wastewater represents a great opportunity to recover valuable nutrients and resources. As a result of extended suburbanization and utilization of limited natural resources, better resource management tools and measures should be implemented. Several valuable chemicals and nutrients are present in wastewater generated from food industries, including organic materials, metals, nutrients, and chemicals. The management of such valuable resources can be achieved by implementing a transformation model for value-added materials recovery. The circular economy through a “closed-loop” process by reusing and recovering materials and energy was discussed in detail by identifying the emerging technologies available for treating the food industry wastewater to recover resources. Biological treatment methods for food industries' wastewater can treat the effluent and recover resources like lipids and proteins, approaching the circular economy concept.
Technologies used for conventional wastewater treatment and advanced treatment technologies, including anammox technology, algal treatment, and microbial fuel cells, have been reviewed. In addition, recovering the energy contained in the wastewater streams in the form of biogas and biofuels was discussed as a tool for generating clean energy from wastewater streams. New trends in wastewater treatment and recovery processes, like Other single-cell proteins, biopolymers, and metals, were deliberated. The state-of-the-art highlighted the use of wastewater after adequate treatment in agriculture, fisheries, aquaponics, and algal cultivation. A critical assessment of adopting the circular economy in the food industry was discussed. Resource recovery from food industry wastewater through the integration of wastewater management systems will ensure efficient utilization of resources.
However, research is needed to develop more robust treatment systems which can handle the variation of food industry loadings and composition. In addition, improving the performance of innovative treatment technologies like pyrolysis reactors and microbial fuel cells.
Funding
This research received no external funding.
Institutional Review Board Statement
“Not applicable” for studies not involving humans or animals.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| AD | Anaerobic digestion |
| BAT | Best available technologies |
| BOD5 | Biological oxygen demand |
| CHP | Combined heat and power |
| COD | Chemical oxygen demand |
| HAB | Harmful algal blooms |
| IWW | Industrial Waste works |
| MFC | Microbial fuel cell |
| MPA | Maximum permissible amount |
| O&G | Oil and grease |
| SBR | Sequence Batch Reactor |
| SGD | Sustainable development goals |
| TN | Total nitrogen |
| TP | Total phosphorus |
| TS | Total solids |
| TDS | Total dissolved solids |
| TSS | Total suspended solids |
| UASB | Up-flow anaerobic sludge blankets |
| WWTPs | Wastewater treatment plants |
| UF | Ultrafiltration |
| RO | Reverse Osmosis |
| NF | Nanofiltration |
| RFBB | Ring Fixed Bed Bioreactor |
| EC | Electro-coagulation |
| HCPB | Hollow-centered packed bed |
| MBR | Membrane bioreactor |
| FPWs | Food process wastewater |
| IM | Integrated Management |
| CE | Circular Economy |
| VA | Value Added |
| RR | Resource Recovery |
| 4R | Reduce, Reuse, Recycle, And Recover |
| SWW | Slaughterhouse wastewater |
| SC | Supply chain |
| WHO | World Health Organization |
| UNICEF | United Nations International Children’s Emergency Fund |
| UNEP | United Nations Environment Program |
| WWW | Worldwide Water |
References
- D.L. Sedlak, The past, present, and future of the world's most vital resource Water, 2019, 4.
- Water.org, Water crisis - learn about the global water crisis Available at 2021. https://water.org/our-impact/water-crisis.
- CDC, Global wash fast facts. Centers of Disease Control and Prevention Available at 2021. https://www.cdc.gov/healthywater/global/wash_statistics.html.
- P. Singh, Why Delhi is staring at a water crisis - Delhi News - times of India Available at: 2018. https://timesofindia.indiatimes.com/city/delhi/why-delhi-is-staring-at-a-water-crisis/articleshow/64228440.cms.
- P. Vergine, C. Salerno, A. Libutti, L. Beneduce, G. Gatta, G. Berardi, A. Pollice Closing the water cycle in the agro-industrial sector by reusing treated wastewater for irrigation J. Clean. Prod., 2017, 164 pp. 587-596.
- FAO The state of food and Agriculture 2020, Available at (2021) http://www.fao.org/state-of-food-agriculture/en.
- M. Barbera, G. Gurnari, Wastewater Treatment and Reuse in the Food Industry, Springer Briefs Molecu. Sci (2018). [CrossRef]
- Mateus, J. Torres, W. Marimon-Bolivar, L. Pulgarin, Implementation of magnetic bentonite in food industry wastewater treatment for reuse in agricultural irrigation, Water Resour. Ind. (2021), Article 100154. [CrossRef]
- European Commission, Drinking water legislation – Environment, Available at (2021) https://ec.europa.eu/environment/water/water-.
- Water, Wastes Digest, Heineken pledges to reduce water use. https://www.wwdmag.com/industrial-wastewater-recyclingreuse/heineken-pledges-reduce-water-use (2021).
- Piesse, M. (2020). Global water supply and demand trends point towards rising water insecurity. Future Directions International, APO. https://www.futuredirections.org.au/publication/global-water-supply-and-demand-trends-point-towards-rising-water-insecurity/.
- Awange, J. (2021). Lake Victoria monitored from space. Springer.
- Negm, A. M., Omran, E.-S. E., & Abdel-Fattah, S. (2018). Update, conclusions, and recommendations for the “unconventional water resources and agriculture in Egypt. In A. M. Negm (Ed.), Unconventional water resources and agriculture in Egypt (pp. 509–532). Springer.
- Awad Abouelata AM, Abdallah SMA, Sorour MH, Shawky NA, Abdel-Fatah MA. Modification and ionic stimulation of hollow fiber membrane by electric field for water treatment. J Appl Polym Sci. Vol. 37(39), 49190, pp 1 -10, (2020). [CrossRef]
- Oki, T., & Quiocho, R. E. (2020). Economically challenged and water scarce: identification of global populations most vulnerable to water crises. International Journal of Water Resources Development, 36, 416–428. [CrossRef]
- Darban, A., Shahedi, A., Taghipour, F., & Jamshidi-Zanjani, A. (2020). A review on industrial wastewater treatment via electrocoagulation processes. Current Opinion in Electrochemistry, 22, 154–169. [CrossRef]
- Malik, S. N., Ghosh, P. C., Vaidya, A. N., & Mudliar, S. N. (2020). Hybrid ozonation process for industrial wastewater treatment: Principles and applications: A review. Journal of Water Process Engineering, 35, 101193. [CrossRef]
- Meneses, Y. E., Stratton, J., & Flores, R. A. (2017). Water reconditioning and reuse in the food processing industry: Current situation and challenges. Trends in Food Science & Technology, 61, 72–79. [CrossRef]
- Nguegan, C. A., & Mafini, C. (2017). Supply chain management problems in the food processing industry: Implications for business performance. Acta Commercii, 17, 1–15. [CrossRef]
- Aderibigbe DO, Giwa AA, Bello IA (2017) Characterization and treatment of wastewater from food processing industry: A review. Imam J Appl Sci 2:27–36.
- Mona A. Abdel-Fatah, S. I. Hawash, and H. H. Shaarawy; Cost-effective Clean Electrochemical Preparation of Ferric Chloride and its Applications, Egyptian Journal of Chemistry, Vol. 64(7): pp 3841 – 3851, (2021). [CrossRef]
- Saxena, G., Purchase, D., & Bharagava, R. N. (2020). Environmental hazards and toxicity profile of organic and inorganic pollutants of tannery wastewater and bioremediation approaches. In G. Saxena & R. N. Bharagava (Eds.), Bioremediation of industrial waste for environmental safety (pp. 381–398). Springer. [CrossRef]
- Shahid, M., Khalid, S., Murtaza, B., Anwar, H., Shah, A. H., Sardar, A., Shabbir, Z., & Niazi, N. K. (2020). A critical analysis of wastewater use in agriculture and associated health risks in Pakistan. Environmental Geochemistry and Health, 1–20. Advance online publication. [CrossRef]
- Udugama, I. A., Petersen, L. A., Falco, F. C., Junicke, H., Mitic, A., Alsina, X. F., Mansouri, S. S., & Gernaey, K. V. (2020). Resource recovery from waste streams in a water-energy-food nexus perspective: Toward more sustainable food processing. Food and Bioproducts Processing, 119, 133–147. [CrossRef]
- Narasimmalu, A., & Ramasamy, R. (2020). Food Processing Industry Waste and Circular Economy. IOP Conference Series: Materials Science and Engineering. 955, 012089.
- Morseletto, P. (2020). Targets for a circular economy. Resources, Conservation and Recycling, 153, 104553. [CrossRef]
- Dantas, T., de-Souza, E., Destro, I., Hammes, G., Rodriguez, C., & Soares, S. (2021). How the combination of Circular Economy and Industry 4.0 can contribute towards achieving the Sustainable Development Goals. Sustainable Production and Consumption, 26, 213–227. [CrossRef]
- Pukšec, T., Foley, A., Markovska, N., & Duić, N. (2019). Life cycle to Pinch Analysis and 100% renewable energy systems in a circular economy at sustainable development of energy, Water and Environment Systems 2017. Renewable and Sustainable Energy, 108, 572–577. [CrossRef]
- Skouteris, G., Ouki, S., Foo, D., Saroj, D., Altini, M., Melidis, P., Cowley, B., Ells, G., Palmer, S., & O'Dell, S. (2018). Water footprint and water pinch analysis techniques for sustainable water management in the brick-manufacturing industry. Journal of Cleaner Production, 172, 786–794. [CrossRef]
- Wong, C. Y., Foo, D. C., & Sin, L. T. (2020). Design and optimization of water recovery system for a polylactide production process. Process Integration and Optimization for Sustainability, 4, 149–161.
- Foo, D. C., El-Halwagi, M. M., & Tan, R. R. (2017). Process integration for sustainable industries. In M. Abraham (Ed.), Encyclopedia of sustainable technologies (pp. 117–124). Elsevier Science.
- Valencia-Arredondo, J. A., Hernández-Bolio, G. I., Cerón-Montes, G. I., Castro-Muñoz, R., & Yáñez-Fernández, J. (2020). Enhanced process integration for the extraction, concentration and purification of di-acylated cyanidin from red cabbage. Separation and Purification Technology, 238, 116492. [CrossRef]
- Nemati-Amirkolaii, K., Romdhana, H., & Lameloise, M.-L. (2019). Pinch methods for efficient use of water in food industry: A survey review. Sustainability, 11, 4492. [CrossRef]
- Varbanov, P. S., Klemeš, J. J., & Wang, X. (2018). Methods optimization, Process Integration and modelling for energy saving and pollution reduction. Energy, 146, 1–3. [CrossRef]
- Ashraf Amin, Gh. Al Bazedi, Mona A. Abdel-Fatah; Experimental study and mathematical model of coagulation/sedimentation units for the treatment of food processing wastewater, Ain Shams Engineering Journal. Vol. 12(1): pp 195-203, (2021). [CrossRef]
- FAO. (2019). In Angel Gurria & Jose Graziano da Silva (Eds.), Food and Agriculture Organization of the United Nations agricultural outlook 2019–2028. (pp. 166–180). FAO.
- Fornarelli, R., Bahri, P., & Moheimani, N. (2017). Utilization of microalgae to purify waste streams and production of value added products. Australian Meat Processor Corporation.
- Abdel-Fatah, M.A., Hawash, S.I., Abd El Maguid, A., Treatment of Meat Processing Wastewater Using Coagulation and Sedimentation Techniques, ARPN Journal of Engineering and Applied Sciences, (2020), 15(23), pp. 2812–2819.
- https://ift.onlinelibrary.wiley.com/doi/full/10.1111/1541-4337.12782#crf312782-bib-0100.
- FAO. (2018b). The state of world fisheries and aquaculture 2018–meeting the sustainable development goals. Fisheries and Aquaculture Department, Food and Agriculture Organization of the United Nations, Rome.
- Renuka, V., Remya, S., Jha, A., & Joseph, T. (2019). Nature and composition of fish processing industrial waste and handling protocols. Veraval Research Centre of ICAR-Central Institute of Fisheries Technology.
- Bell, J. D., Sharp, M. K., Havice, E., Batty, M., Charlton, K. E., Russell, J., Adams, W., Azmi, K., Romeo, A., Wabnitz, C. C. C., Andrew, N. L., Rodwell, L., Gu'urau, S., & Gillett, R. (2019). Realising the food security benefits of canned fish for Pacific Island countries. Marine Policy, 100, 183–191. [CrossRef]
- Ching, Y. C., & Redzwan, G. (2017). Biological treatment of fish processing saline wastewater for reuse as liquid fertilizer. Sustainability. [CrossRef]
- Compton, M., Willis, S., Rezaie, B., & Humes, K. (2018). Food processing industry energy and water consumption in the Pacific north-west. Innovative Food Science & Emerging Technologies, 47, 371–383.
- Fenech, M., Amaya, I., Valpuesta, V., & Botella, M. A. (2019). Vitamin C content in fruits: Biosynthesis and regulation. Frontiers in Plant Science. [CrossRef]
- Honglin Chen, Hua Zhang, Jinhu Tian, John Shi, Robert J. Linhardt, Tian Ding Xingqian Ye, and Shiguo Chen, Recovery of High Value-Added Nutrients from Fruit and Vegetable Industrial Wastewater, (2019) Institute of Food Technologists®. [CrossRef]
- K. Valta1, P. Damala1, V. Panaretou1, E. Orli1, K. Moustakas1, M. Loizidou, Review and Assessment of Waste and Wastewater Treatment from Fruits and Vegetables Processing Industries in Greece, Waste Biomass Valor (2017) 8:1629–1648. [CrossRef]
- Tapera, M. (2019). Towards greener preservation of edible oils: a mini-review. Asian Journal of Applied Chemistry Research, 4(1), 1–8. [CrossRef]
- Khillari, S. (2020). Edible oil and fat market size. Share| Global Research Report.
- Pacheco, P., Schoneveld, G., Dermawan, A., Komarudin, H., & Djama, M. (2020). Governing sustainable palm oil supply: Disconnects, complementarities, and antagonisms between state regulations and private standards. Regulation & Governance, 14, 568–598. [CrossRef]
- Sun, Z., Scherer, L., Tukker, A., & Behrens, P. (2020). Linking global crop and livestock consumption to local production hotspots. Global Food Security, 25, 100323. [CrossRef]
- Ochando-Pulido, J.M.; Corpas-Martínez, J.R.; Martinez-Ferez, A. About two-phase olive oil washing wastewater simultaneous phenols recovery and treatment by nanofiltration. Process Saf. Environ. Prot. 2018, 114, 159–168. [CrossRef]
- Cassano, A., Conidi, C., Galanakis, C., & Castro-Muñoz, R. (2016). Recovery of polyphenols from olive mill wastewaters by membrane operations. In A. Figoli, A. Cassano & A. Basile (Eds.), Membrane technologies for biorefining (pp. 163–187). Elsevier. [CrossRef]
- Gotor, A. A., & Rhazi, L. (2016). Effects of refining process on sunflower oil minor components: a review. OCL, 23, D207. [CrossRef]
- Kerr, W. L. (2019). Food drying and evaporation processing operations. In M. Kutz (Ed.), Handbook of farm, dairy and food machinery engineering (pp. 353–387). Elsevier.
- Trichia, E., Luben, R., Khaw, K.-T., Wareham, N. J., Imamura, F., & Forouhi, N. G. (2020). The associations of longitudinal changes in consumption of total and types of dairy products and markers of metabolic risk and adiposity: findings from the European Investigation into Cancer and Nutrition (EPIC)–Norfolk study, United Kingdom. The American Journal of Clinical Nutrition, 111, 1018–1026.
- Janssen, E., & Swinnen, J. (2019). Technology adoption and value chains in developing countries: Evidence from dairy in India. Food Policy, 83, 327–336. [CrossRef]
- Bortoluzzi, A. C., Faitão, J. A., Di Luccio, M., Dallago, R. M., Steffens, J., Zabot, G. L., & Tres, M. V. (2017). Dairy wastewater treatment using integrated membrane systems. Journal of Environmental Chemical Engineering, 5, 4819–4827. [CrossRef]
- Owusu-Sekyere, E., Jordaan, H., & Chouchane, H. (2017). Evaluation of water footprint and economic water productivities of dairy products of South Africa. Ecological Indicators, 83, 32–40. [CrossRef]
- Atasoy, M., Eyice, O., & Cetecioglu, Z. (2020). A comprehensive study of volatile fatty acids production from the batch reactor to anaerobic sequencing batch reactor by using cheese processing wastewater. Bioresource Technology, 311, 123529. [CrossRef]
- Wang, Y., & Serventi, L. (2019). Sustainability of dairy and soy processing: a review on wastewater recycling. Journal of Cleaner Production, 237, 117821. [CrossRef]
- Chen, Z., Luo, J., Hang, X., & Wan, Y. (2018). Physicochemical characterization of tight nanofiltration membranes for dairy wastewater treatment. Journal of Membrane Science, 547, 51–63. [CrossRef]
- Falahati, F., Baghdadi, M., & Aminzadeh, B. (2018). Treatment of dairy wastewater by graphene oxide nanoadsorbent and sludge separation, using In Situ Sludge Magnetic Impregnation (ISSMI). Pollution, 4, 29–41. [CrossRef]
- Afsharnia, M., Kianmehr, M., Biglari, H., Dargahi, A., & Karimi, A. (2018). Disinfection of dairy wastewater effluent through solar photocatalysis processes. Water Science and Engineering, 11, 214–219. [CrossRef]
- Bruguera-Casamada, C., Araujo, R. M., Brillas, E., & Sirés, I. (2019). Advantages of electro-Fenton over electrocoagulation for disinfection of dairy wastewater. Chemical Engineering Journal, 376, 119975. [CrossRef]
- Jaltade, A. S., Mokadam, A. M., & Gulhane, M. L. (2020). Treatment of dairy wastewater using the Fenton's oxidation process (FOP). In V. Sivasubramanian & S. Subramanian (Eds.), Global challenges in energy and environment (pp. 131–137). Springer. [CrossRef]
- Panahi, A. H., Meshkinian, A., Ashrafi, S., Khan, M., Naghizadeh, A., Abi, G., & Kamani, H. (2020). Survey of sono-activated persulfate process for treatment of real dairy wastewater. International Journal of Environmental Science and Technology, 17, 93–98. [CrossRef]
- Chandra, R., Castillo-Zacarias, C., Delgado, P., & Parra-Saldívar, R. (2018). A biorefinery approach for dairy wastewater treatment and product recovery towards establishing a biorefinery complexity index. Journal of Cleaner Production, 183, 1184–1196. [CrossRef]
- Daneshvar, E., Zarrinmehr, M. J., Koutra, E., Kornaros, M., Farhadian, O., & Bhatnagar, A. (2019). Sequential cultivation of microalgae in raw and recycled dairy wastewater: microalgal growth, wastewater treatment and biochemical composition. Bioresource Techno, 273, 556–564. [CrossRef]
- Kumar, A., Sharma, S., Shah, E., Parikh, B., Patel, A., Dixit, G., Gupta, S., & Divecha, J. (2019). Cultivation of Ascochloris sp. ADW007-enriched microalga in raw dairy wastewater for enhanced biomass and lipid productivity. International Journal of Environmental Science and Technology, 16, 943–954. [CrossRef]
- Daneshvar, E., Zarrinmehr, M. J., Hashtjin, A. M., Farhadian, O., & Bhatnagar, A. (2018). Versatile applications of freshwater and marine water microalgae in dairy wastewater treatment, lipid extraction and tetracycline biosorption. Bioresource Technology, 268, 523–530. [CrossRef]
- Ozturk, A., Aygun, A., & Nas, B. (2019). Application of sequencing batch biofilm reactor (SBBR) in dairy wastewater treatment. Korean Journal of Chemical Engineering, 36, 248–254. [CrossRef]
- USDA. (2020). Grain: World markets and trade; world production, markets, and trade reports. United States Department of Agriculture.
- Bavar, M., Sarrafzadeh, M.-H., Asgharnejad, H., & Norouzi-Firouz, H. (2018). Water management methods in food industry: Corn refinery as a case study. Journal of Food Engineering, 238, 78–84. [CrossRef]
- Vaibhav Shrivastava, Izba Ali, Makid Maskawat Marjub, Eldon R. Rene, Ailén María Florencia Soto, (2022). Wastewater in the food industry: Treatment technologies and reuse potential, Chemosphere, Volume 293, 2022, 133553. [CrossRef]
- Nougadère, A., Sirot, V., Cravedi, J.-P., Vasseur, P., Feidt, C., Fussell, R. J., Hu, R., Leblanc, J.-C., Jean, J., & Rivière, G. (2020). Dietary exposure to pesticide residues and associated health risks in infants and young children–results of the French infant total diet study. Environment International, 137, 105529. [CrossRef]
- Struk-Sokolowska, J., & Tkaczuk, J. (2018). Analysis of bakery sewage treatment process options based on COD fraction changes. Journal of Ecological Engineering, 19(4), 226–235. [CrossRef]
- Mohan, S., Vivekanandhan, V., & Priyadharshini, S. (2017). Performance evaluation of modified UASB Reactor for treating bakery effluent. International Journal of Applied Environmental Sciences, 12, 1883–1894.
- Vistanti, H., Malik, R. A., & Mukimin, A. (2020). Performance of a full-scale anaerobic digestion on bakery wastewater treatment: Effect of modified distribution system. Jurnal Riset Teknologi Pencegahan Pencemaran Industri, 11, 12–18. [CrossRef]
- Abdel-Fatah, M.A., Sherif, H.O., Hawash, S.I., Design parameters for waste effluent treatment unit from beverages production, Ain Shams Engineering Journal, (2017), 8(3), pp. 305–310. [CrossRef]
- Carboneras, M. B., Cañizares, P., Rodrigo, M. A., Villaseñor, J., & Fernandez-Morales, F. J. (2018). Improving biodegradability of soil washing effluents using anodic oxidation. Bioresource Technology, 252, 1–6.
- Hubertus, G. (2019). OECD-FAO agricultural outlook 2019–2028. OECD Publishing Paris.
- FAO. (2018a). OECD-FAO agricultural outlook 2018–2027.
- Asgharnejad, H., & Sarrafzadeh, M.-H. (2019). Studying the process of sugar extraction from sugarcane and proposing solutions to reduce water consumption through water reuse. Journal of Water and Wastewater Science and Engineering (JWWSE), 4, 50–60.
- Peiter, F.S.; Hankins, N.P.; Pires, E.C. Evaluation of concentration technologies in the design of biorefineries for the recovery of resources from vinasse. Water Res. (2019), 157, 483–497. [CrossRef]
- Zhang, L., Ho, C. T., Zhou, J., Santos, J. S., Armstrong, L., & Granato, D. (2019). Chemistry and biological activities of processed Camellia sinensis teas: A comprehensive review. Comprehensive Reviews in Food Science and Food Safety, 18, 1474–1495. [CrossRef]
- FAO. (2020). http://www.fao.org/faostat.
- Cassano, A., Conidi, C., Ruby-Figueroa, R., & Castro-Muñoz, R. (2018). Nanofiltration and tight ultrafiltration membranes for the recovery of polyphenols from agro-food by-products. International Journal of Molecular Sciences, 19, 351. [CrossRef]
- Piotr Konieczka, P., Aliaño-González, M. J., Ferreiro-González, M., Barbero, G. F., & Palma, M. (2020). Characterization of Arabica and Robusta coffees by ion mobility sum spectrum. Sensors, 20, 3123. [CrossRef]
- Gasper, D., Shah, A., & Tankha, S. (2019). The framing of sustainable consumption and production in SDG 12. Global Policy, 10, 83–95. [CrossRef]
- Amos, R., & Lydgate, E. (2019). Trade, transboundary impacts and the implementation of SDG 12. Sustainability Science, 15, 1699–1710. [CrossRef]
- Momblanch, A., Papadimitriou, L., Jain, S. K., Kulkarni, A., Ojha, C. S., Adeloye, A. J., & Holman, I. P. (2019). Untangling the water-food-energy-environment nexus for global change adaptation in a complex Himalayan water resource system. Science of the Total Environment, 655, 35–47. [CrossRef]
- Buabeng-Baidoo, E., Mafukidze, N., Pal, J., Tiwari, S., Srinivasan, B., Majozi, T., & Srinivasan, R. (2017). Study of water reuse opportunities in a large-scale milk processing plant through process integration. Chemical Engineering Research and Design, 121, 81–91. [CrossRef]
- Ahmad, T., Guria, C., Mandal, A., (2020). A review of oily wastewater treatment using ultrafiltration membrane: A parametric study to enhance the membrane performance. J. Water Process Eng. 36, 101289. [CrossRef]
- Balla, W. H., Rabah, A. A., & Abdallah, B. K. (2018). Pinch analysis of sugarcane refinery water integration. Sugar Tech, 20, 122–134. [CrossRef]
- Francisco, F. S., Mirre, R. C., Calixto, E. E., Pessoa, F. L., & Queiroz, E. M. (2018). Water sources diagram method in systems with multiple contaminants in fixed flowrate and fixed load processes. Journal of Cleaner Production, 172, 3186–3200. [CrossRef]
- Castro-Muñoz, R. (2020b). Retention profile on the physicochemical properties of maize cooking by-product using a tight ultrafiltration membrane. Chemical Engineering Communications, 207, 887–895. [CrossRef]
- Pichardo-Romero, D., Garcia-Arce, Z. P., Zavala-Ramírez, A., & Castro-Muñoz, R. (2020). Current advances in biofouling mitigation in membranes for water treatment: an overview. Processes, 8, 182. [CrossRef]
- Javadinejad, S., Mariwan, R., Hamah, A., & Jafary, S. F. (2020). Analysis of gray water recycling by reuse of industrial wastewater for agricultural and irrigation purposes. Journal of Geographical Research, 3, 20–24.
- Swati Hegde, Jeffery S. Lodge, Thomas A. Trabold, Characteristics of food processing wastes and their use in sustainable alcohol production, Renewable and Sustainable Energy Reviews, Volume 81, Part 1, (2018), Pages 510-523. [CrossRef]
- Hemalatha, M.; Sravan, J.S.; Min, B.; Venkata Mohan, S. Microalgae-biorefinery with cascading resource recovery design associated to dairy wastewater treatment. Bioresour. Technol. (2019), 284, 424–429. [CrossRef]
- Kaushik, A.; Basu, S.; Raturi, S.; Batra, V.S.; Balakrishnan, M. Recovery of antioxidants from sugarcane molasses distillery wastewater and its e_ect on biomethanation. J. Water Process Eng. (2018), 25, 205–211.
- Wenjie Dong, Xiaorong Gu, Yu Shu1, Dingyi Cao, Jingyi Yu, Mona A. Abdel-Fatah, Hailu Fu, Pulse electrocoagulation combined with a coagulant to remove antimony in wastewater, Journal of Water Process Engineering, Vol 47, June (2022), 102749. [CrossRef]
- Hailu Fu, Lingling Zhong, Ziyao Yu, Wenxiang Liu, Mona A. Abdel-Fatah, Jinye Li, Mingzhang, Jie Yu, Wenjie Dong, Sang Soo, Lee; Enhanced adsorptive removal of ammonium on the Na+/Al3+ enriched natural zeolite, Separation and Purification Technology, Volume 298, 1 October (2022), 121507. [CrossRef]
- Amann, A.; Zoboli, O.; Krampe, J.; Rechberger, H.; Zessner, M.; Egle, L. Environmental impacts of phosphorus recovery from municipal wastewater. Resour. Conserv. Recycl. (2018), 130, 127–139. [CrossRef]
- Bouzas, A.; Martí, N.; Grau, S.; Barat, R.; Mangin, D.; Pastor, L. Implementation of a global P-recovery system in urban wastewater treatment plants. J. Clean. Prod. (2019), 227, 130–140. [CrossRef]
- Y. Zhang, C. Zhang, Y. Qiu, B. Li, H. Pang, Y. Xue, X. Huang, Wastewater treatment technology selection under various influent conditions and effluent standards based on life cycle assessment, Resour. Conserv. Recycl., 154 (2020). [CrossRef]
- Castro-Muñoz, R., Díaz-Montes, E., Cassano, A., & Gontarek, E. (2020a). Membrane separation processes for the extraction and purification of steviol glycosides: an overview. Critical Reviews in Food Science and Nutrition, 1–23. [CrossRef]
- Abdel-Fatah, M.A., (2018). Nanofiltration systems and applications in wastewater treatment. Ain Shams Eng. J. 9, 3077–3092. [CrossRef]
- M. Faragò, A. Damgaard, J.A. Madsen, J.K. Andersen, D. Thornberg, M.H. Andersen, M. Rygaard From wastewater treatment to water resource recovery: environmental and economic impacts of full-scale implementation Water Res., 204 (2021), Article 117554.
- S. Guerra-Rodríguez, P. Oulego, E. Rodríguez, D.N. Singh, J. Rodríguez-Chueca, Towards the implementation of circular economy in the wastewater sector: challenges and opportunities, Water, 12 (5) (2020), p. 1431.
- Kiselev, E. Magaril, R. Magaril, D. Panepinto, M. Ravina, M.C. Zanetti, Towards circular economy: evaluation of sewage sludge biogas solutions, Resources, 8 (2) (2019), p. 91. [CrossRef]
- D. Cecconet, D. Molognoni, A. Callegari, A.G. Capodaglio Agro-food industry wastewater treatment with microbial fuel cells: energetic recovery issues Int. J. Hydrogen Energy, 43 (1) (2018), pp. 500-511.
- S. Firdous, W. Jin, N. Shahid, Z.A. Bhatti, A. Iqbal, U. Abbasi, Q. Mahmood, A. Ali The performance of microbial fuel cells treating vegetable oil industrial wastewater Environ. Technol. Innovat., 10 (2018), pp. 143-151.
- S. Maddalwar, K.K. Nayak, M. Kumar, L. Singh Plant microbial fuel cell: opportunities, challenges, and prospects Bioresour. Technol., 341 (2021), Article 125772.
- G.G. Kurup, B. Adhikari, B. Zisu Recovery of proteins and lipids from dairy wastewater using food grade sodium lignosulphonate Water Resour. Ind., 22 (2019), Article 100114.
- Z. Zhao, R. Xue, L. Fu, C. Chen, F. Ndayisenga, D. Zhou Carbon dots enhance the recovery of microalgae bioresources from wastewater containing amoxicillin Bioresour. Technol., 335 (2021), Article 125258.
- M. Kumar, Y. Sun, R. Rathour, A. Pandey, I.S. Thakur, D.C. Tsang Algae as potential feedstock for the production of biofuels and value-added products: opportunities and challenges Sci. Total Environ., 716 (2020), Article 137116.
- T.D.P. Nguyen, D.H. Nguyen, J.W. Lim, C.K. Chang, H.Y. Leong, T.N.T. Tran, T.B.H. Vu,T.C, Nguyen, P.L. Show Investigation of the relationship between bacteria growth and lipid production cultivating of microalgae Chlorella vulgaris in seafood wastewater Energies, 12 (12) (2019), Article 2282.
- W.S. Chai, W.G. Tan, H.S.H. Munawaroh, V.K. Gupta, S.H. Ho, P.L. Show Multifaceted roles of microalgae in the application of wastewater biotreatment: a review Environ. Pollut., 269 (2021), Article 116236.
- M.M.T. Zin, D. Tiwari, D.J. Kim Maximizing ammonium and phosphate recovery from food wastewater and incinerated sewage sludge ash by optimal Mg dose with RSM J. Ind. Eng. Chem., 86 (2020), pp. 136-143.
- K.C. Kedwell, M.K. Jørgensen, C.A. Quist-Jensen, T.D. Pham, B. Van der Bruggen, M. L. Christensen Selective electrodialysis for simultaneous but separate phosphate and ammonium recovery Environ. Technol., 42 (14) (2021), pp. 2177-2186.
- Malila, R.; Lehtoranta, S.; Viskari, E.L. The role of source separation in nutrient recovery—Comparison of alternative wastewater treatment systems. J. Clean. Prod. (2019), 219, 350–358. [CrossRef]
- Wu, Y.; Luo, J.; Zhang, Q.; Aleem, M.; Fang, F.; Xue, Z.; Cao, J. Potentials and challenges of phosphorus recovery as vivianite from wastewater: A review. Chemosphere (2019), 226, 246–258. [CrossRef]
- S.K. Wang, X. Wang, Y.T. Tian, Y.H. Cui Nutrient recovery from tofu whey wastewater for the economical production of docosahexaenoic acid by Schizochytrium sp. S31 Sci. Total Environ., 710 (2020), Article 136448.
- M. Micari, M. Moser, A. Cipollina, A. Tamburini, G. Micale, V. Bertsch, Towards the implementation of circular economy in the water softening industry: a technical, economic and environmental analysis Cleaner Prod., 255 (2020). [CrossRef]
- M. Amini, H. Yousefi-Massumabad, H. Younesi, H. Abyar, N. Bahramifar Production of the poly-hydroxy-alkanoate biopolymer by Cupriavidus necator using beer brewery wastewater containing maltose as a primary carbon source J. Environ. Chem. Eng., 8 (1) (2020), Article 103588.
- Z. Trivunović, I. Mitrović, V. Puškaš, B. Bajić, U. Miljić, J. Dodić Utilization of wastewaters from red wine technology for xanthan production in laboratory bioreactor J. Food Process. Preserv. (2021), Article 15849.
- Z. Rončević, J. Grahovac, S. Dodić, D. Vučurović, J. Dodić Utilisation of winery wastewater for xanthan production in stirred tank bioreactor: bioprocess modelling and optimization Food Bioprod. Process., 117 (2019), pp. 113-125.
- M. Kumar, S. Dutta, S. You, G. Luo, S. Zhang, P.L. Show, A.D. Sawarkar, L. Singh, D.C. Tsang A critical review on biochar for enhancing biogas production from anaerobic digestion of food waste and sludge J. Clean. Prod. (2021), pp. 127-143.
- Mishra, M. Kumar, N.S. Bolan, A. Kapley, R. Kumar, L. Singh Multidimensional approaches of biogas production and up-gradation: opportunities and challenges Bio-resour. Technol., 338 (2021), Article 125514.
- G. Choi, H. Kim, C. Lee Long-term monitoring of a thermal hydrolysis-anaerobic co-digestion plant treating high-strength organic wastes: process performance and microbial community dynamics Bioresour. Technol., 319 (2021), pp. 124-138.
- M. Dębowski, M. Zieliński, M. Kisielewska, J. Kazimierowicz Evaluation of anaerobic digestion of dairy wastewater in an innovative multi-section horizontal flow reactor Energies, 13 (9) (2020), p. 2392.
- N.I.H.A. Aziz, M.M. Hanafiah, S.H. Gheewala A review on life cycle assessment of biogas production: challenges and future perspectives in Malaysia Biomass Bioenergy, 122 (2019), pp. 361-374.
- K. Kavouras Moving the Needle: Exploring Thermal Savings at Heineken by Targeting on Waste Heat Recovery Systems Master's thesis University of Twente (2020).
- Başaran, A., Yılmaz, T. & Çivi, C. Application of inductive forced heating as a new approach to food industry heat exchangers. J Therm Anal Calorim 134, 2265–2274 (2018). [CrossRef]
- K. Garver The latest in heat exchangers for food processing Process Expo (2016).
- Morales-arrieta S, Okoye PU, Ang R (2021) Recycling industrial wastewater for improved carbohydraterich biomass production in a semi-continuous photo-bioreactor: Effect of hydraulic retention time. J Environ Manage 284(January):2–10.
- Smol M, Adam C, Preisner M (2020) Circular economy model framework in the European water and wastewater sector. J Mater Cycles Waste Manage 22(3):682–697.
- Carus M and Dammer L (2018). The “Circular Bioeconomy” Concepts, Opportunities and Limitations. Ind. Biotechnol. 14(2) pp 83- 91.
- López-Gómez, J.P.; Venus, J. Potential role of sequential solid-state and submerged-liquid fermentations in a circular bioeconomy. Fermentation (2021), 7, 76. [CrossRef]
- Gomes, D.; Cruz, M.; de Resende, M.; Ribeiro, E.; Teixeira, J.; Dominques, L. Very high gravity bioethanol revisited: Main challenges and advances. Fermentation (2021), 7, 38. [CrossRef]
- 2022; 143. Europe Sustainable Development Report (2022).
- WHO and UNICEF, (2019). [CrossRef]
- U.N, Sustainable Development Goal 6: Synthesis Report (2018) on Water and Sanitation, United Nations Publications, United States of America.
- UNESCO, The United Nations World Water Development Report 2019: Wastewater, The Untapped Resource, WWAP (United Nations World Water Assessment Programme), (2020).
- W.H.O, World Health Organization Media Centre Fact Sheet: Drinking Water, (2019). https://www.who.int/news-room/fact-sheets/detail/drinking-water.
- Robina Farooq, Zaki Ahmad, Slaughterhouse Wastewater: Treatment, Management, and Resource Recovery, May (2017). In book: Physico-Chemical Wastewater Treatment and Resource Recovery, Chapter: 8 Publisher: InTech Open Access Publisher. [CrossRef]
- Luana Ferraciolli, Danielle de Bem Luiz, Liliana Naval, Potential for reuse of effluent from fish-processing industries, (2017). [CrossRef]
- Ahmed, Z. (2019). Treatment and reuse of wastewater of fish processing industry. U.S.- Pakistan Center for Advanced Studies in Water (USPCAS-W), MUET, Jamshoro, Pakistan.
Figure 1.
The nominal percentage of water consumed in different food industry sectors
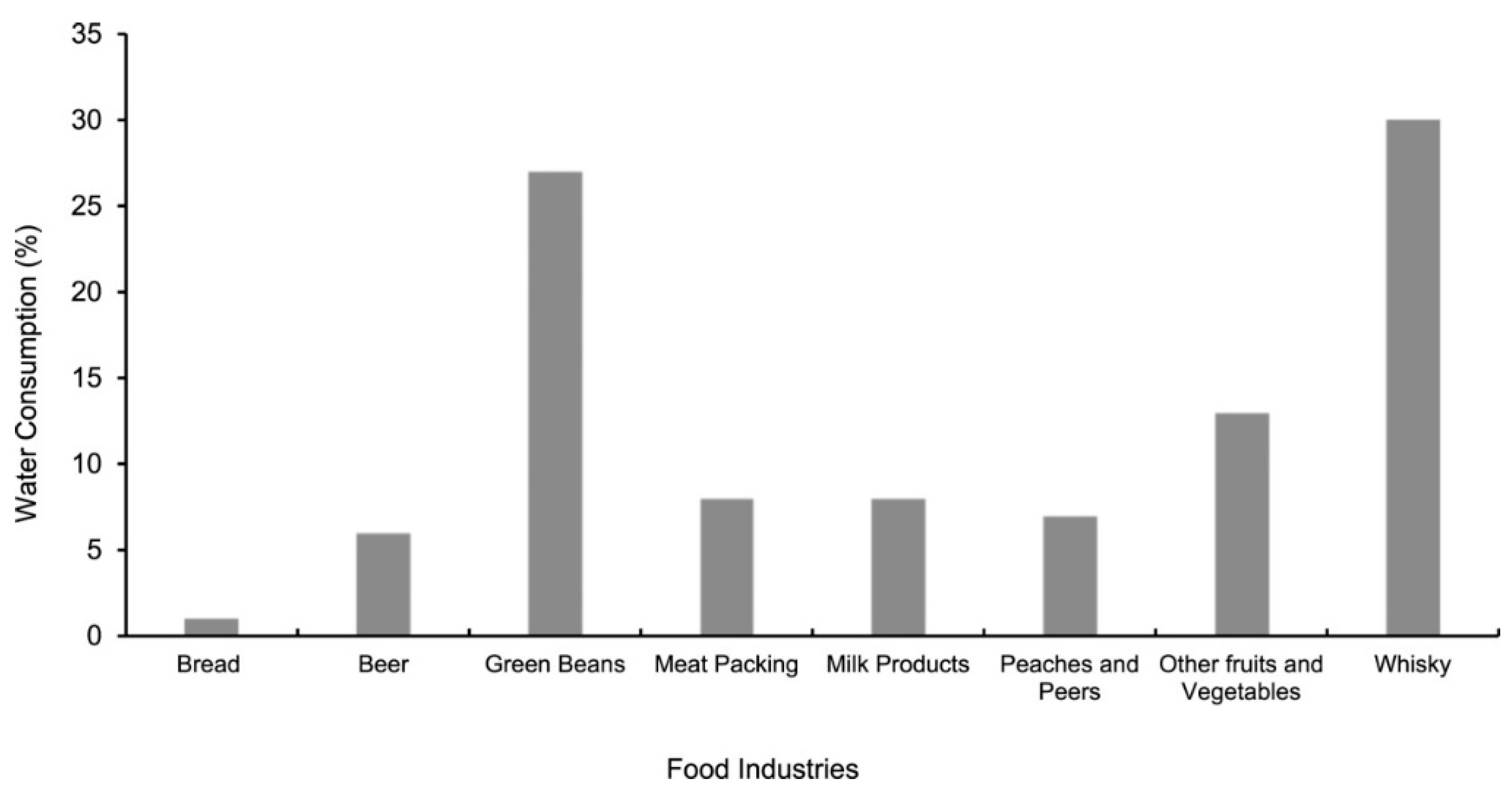
Figure 2.
Interconnection between water demand, environmental protection, and enhancing food productivity
Figure 2.
Interconnection between water demand, environmental protection, and enhancing food productivity
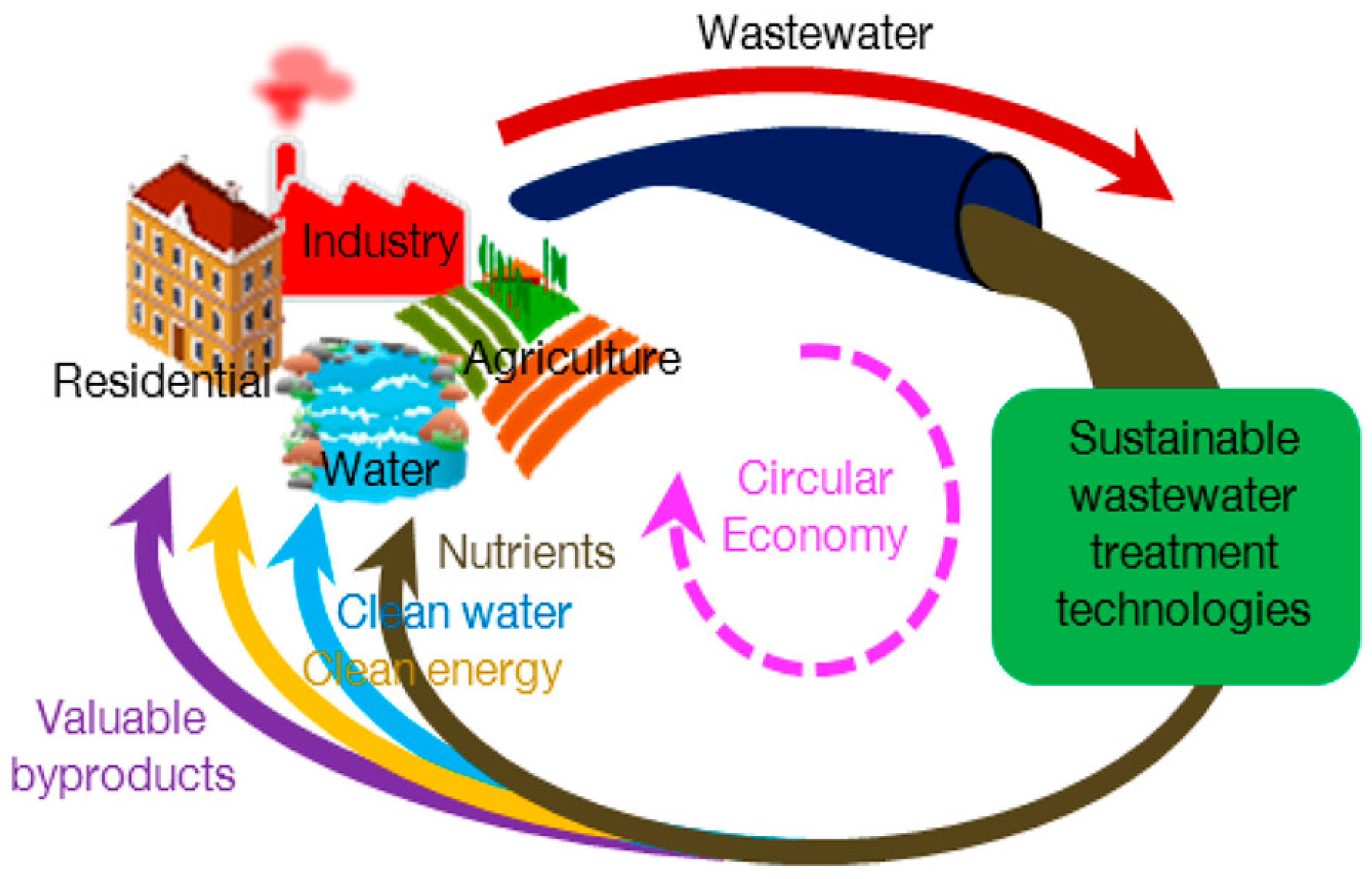
Figure 3.
Meat processing industry, water demand, and wastewater generation
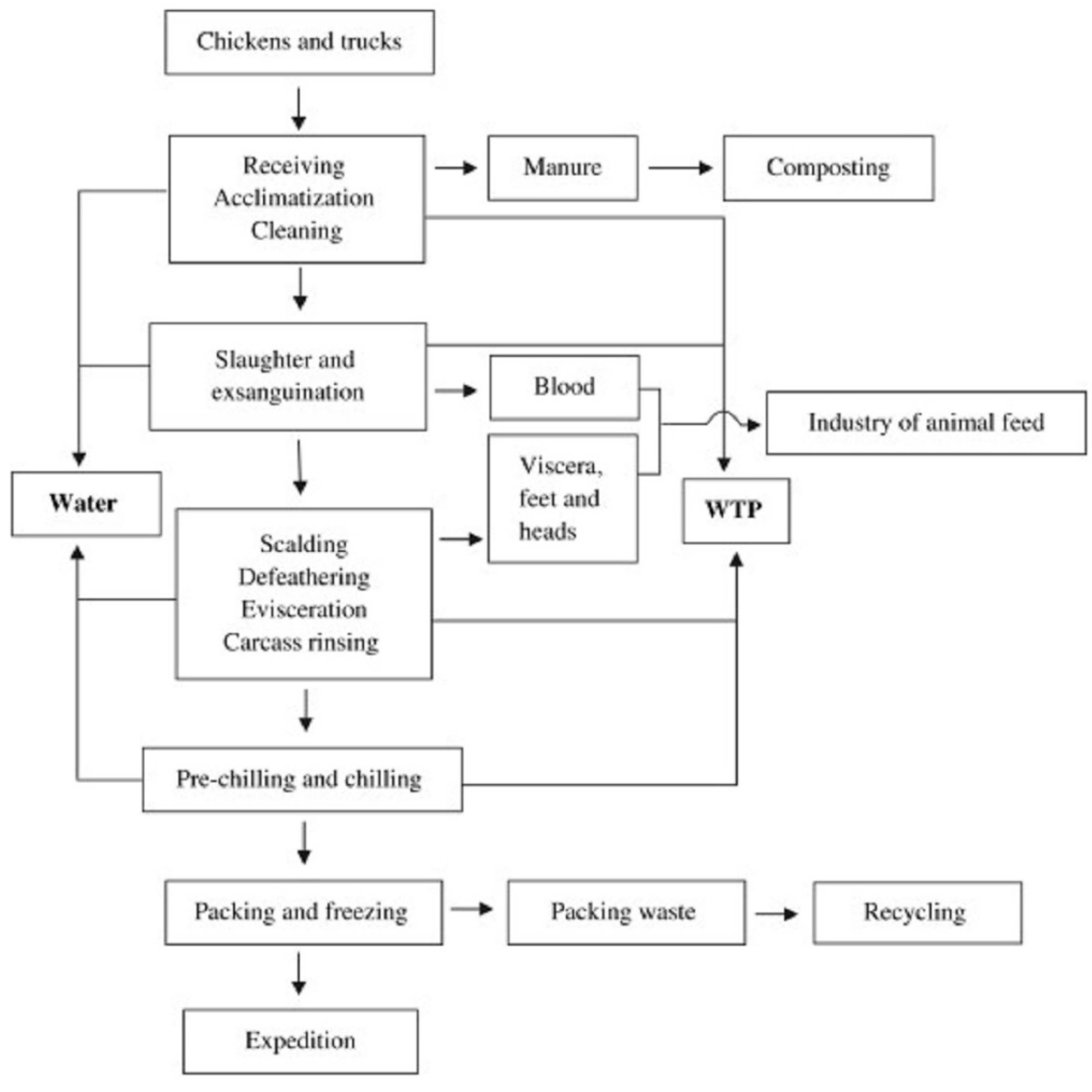
Figure 4.
Shows the schematic process of fish processing
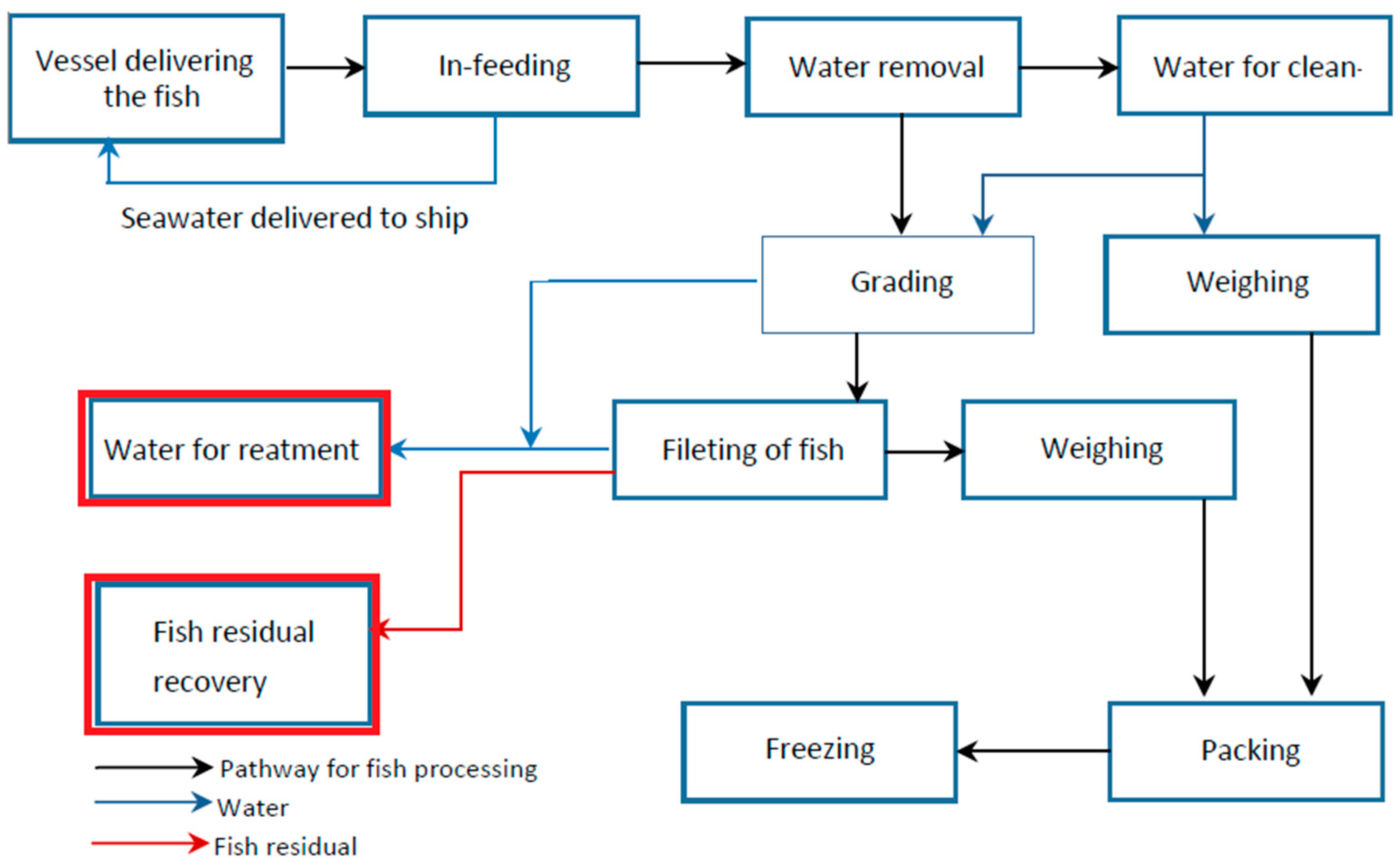
Figure 5.
Diagram of fruits and vegetable processing
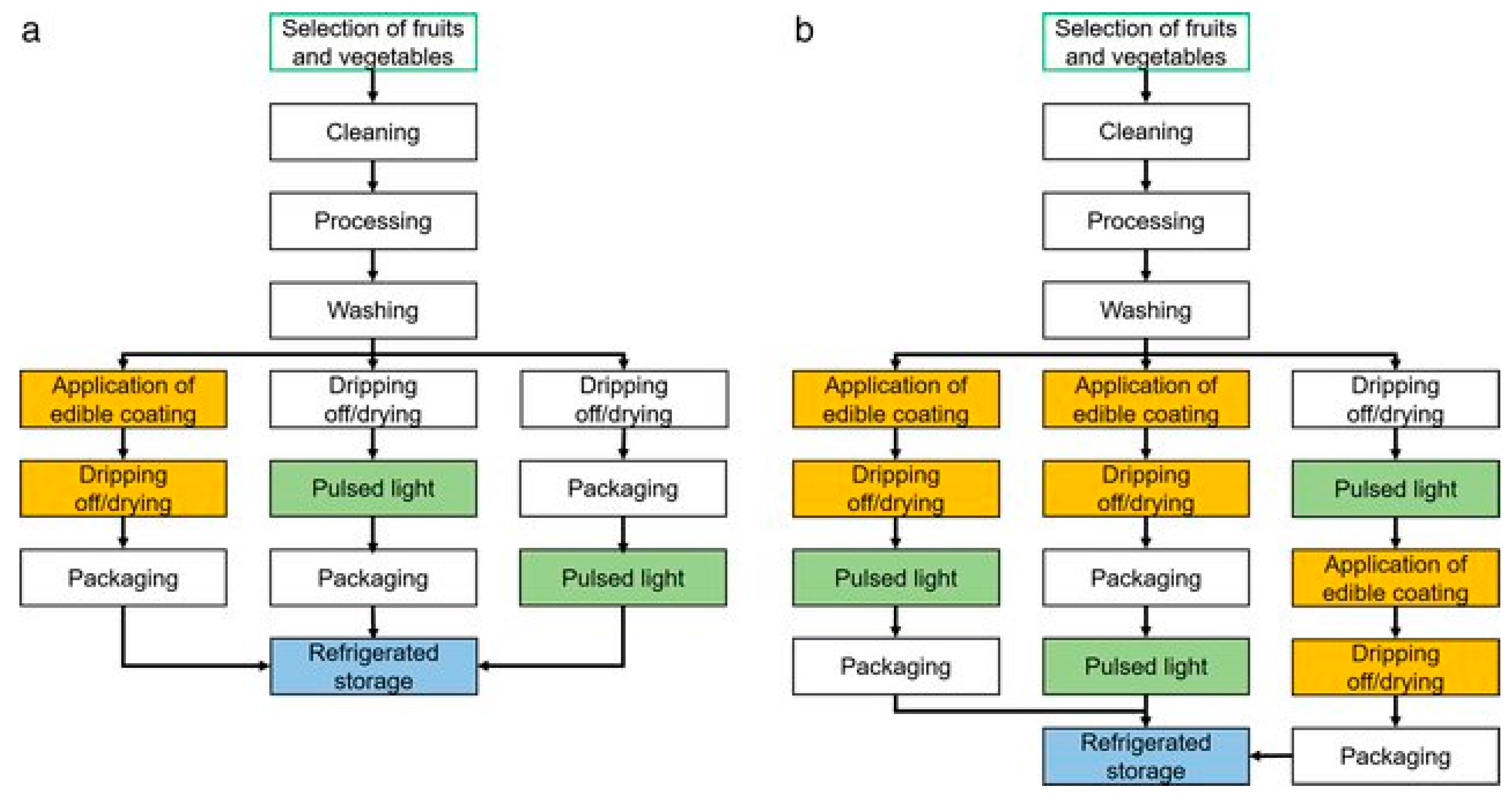
Figure 6.
Edible oil production diagram
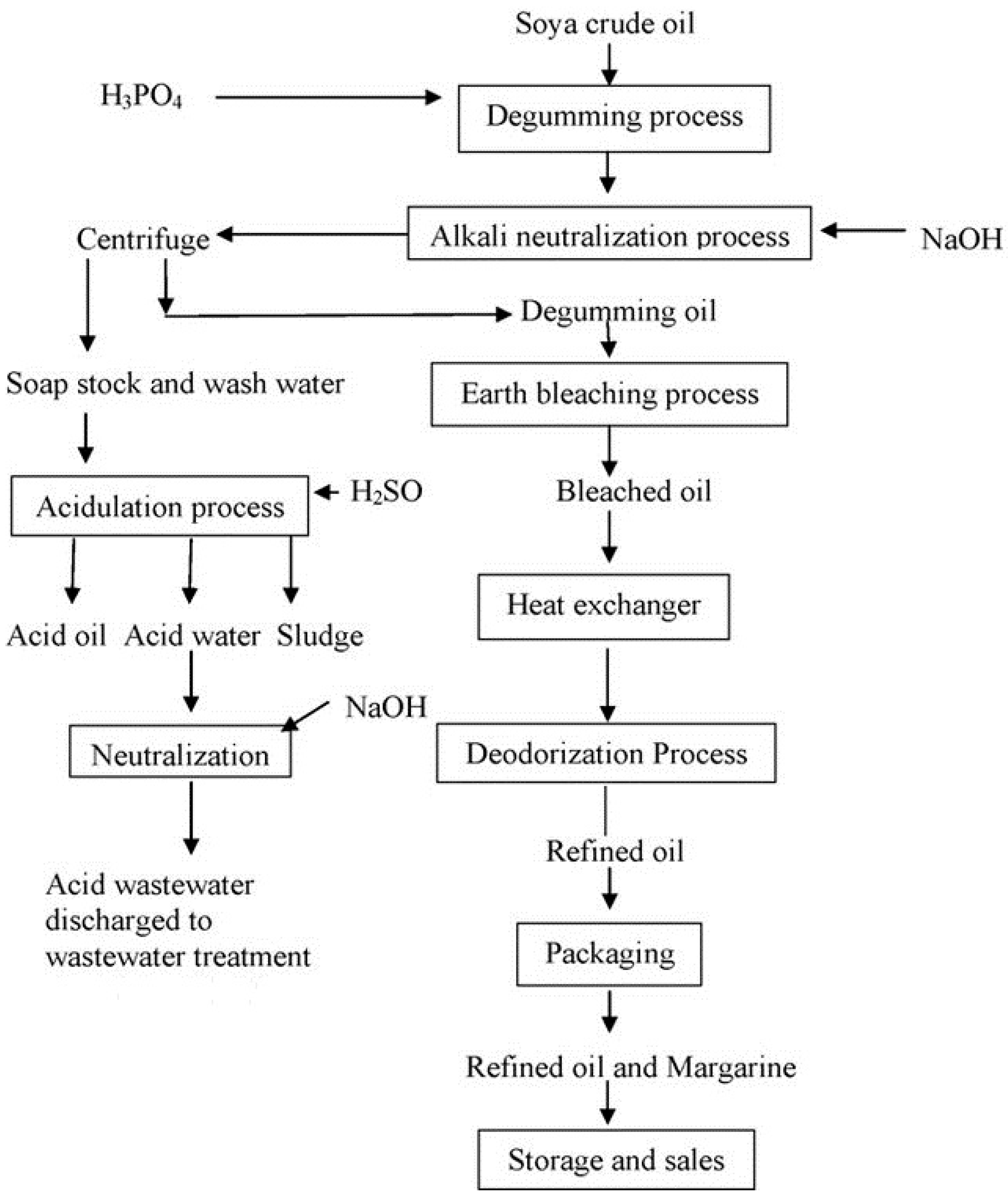
Figure 7.
Process diagram of the dairy industry

Figure 8.
Diagram of the grain milling process
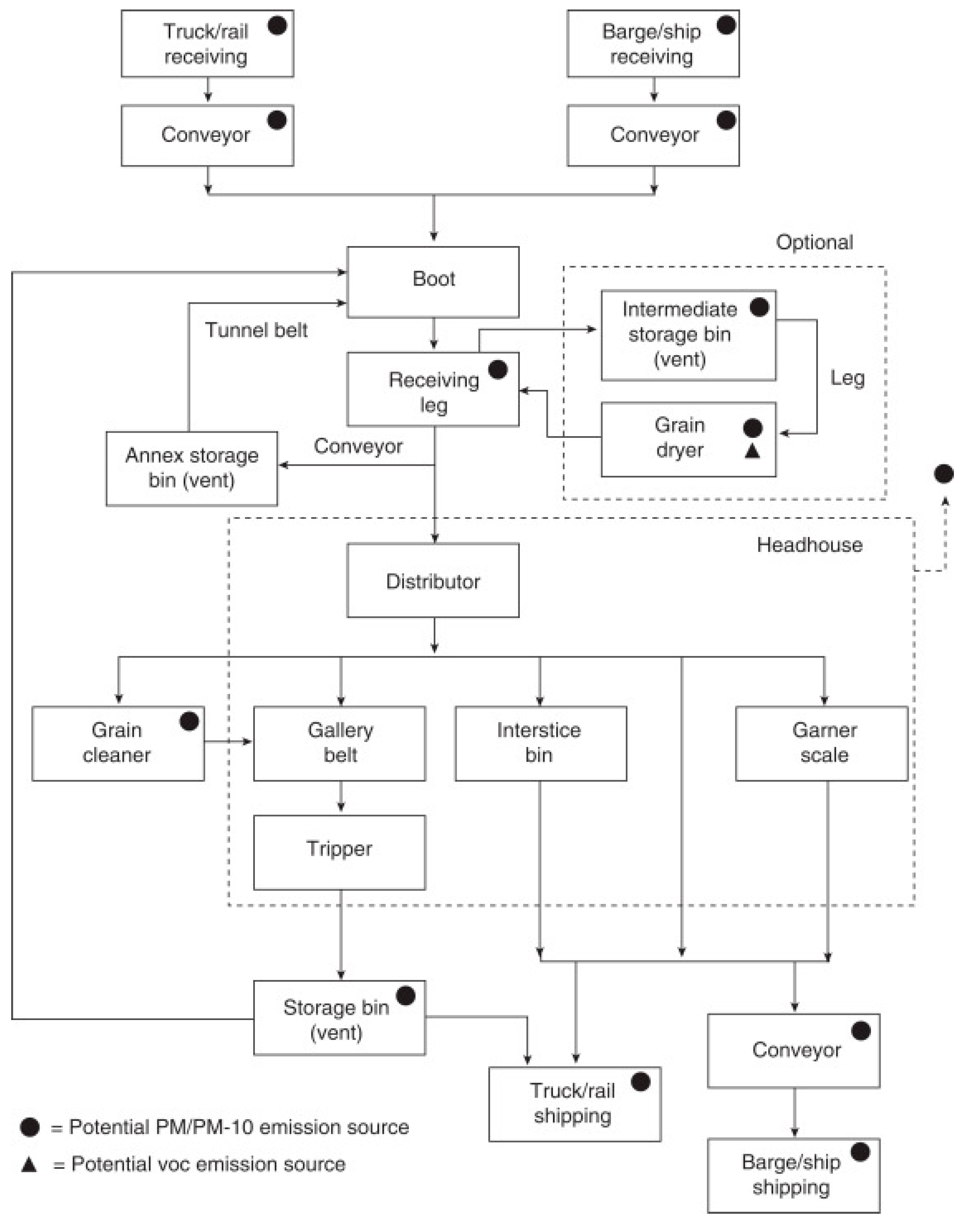
Figure 9.
Diagram of the bakery industry
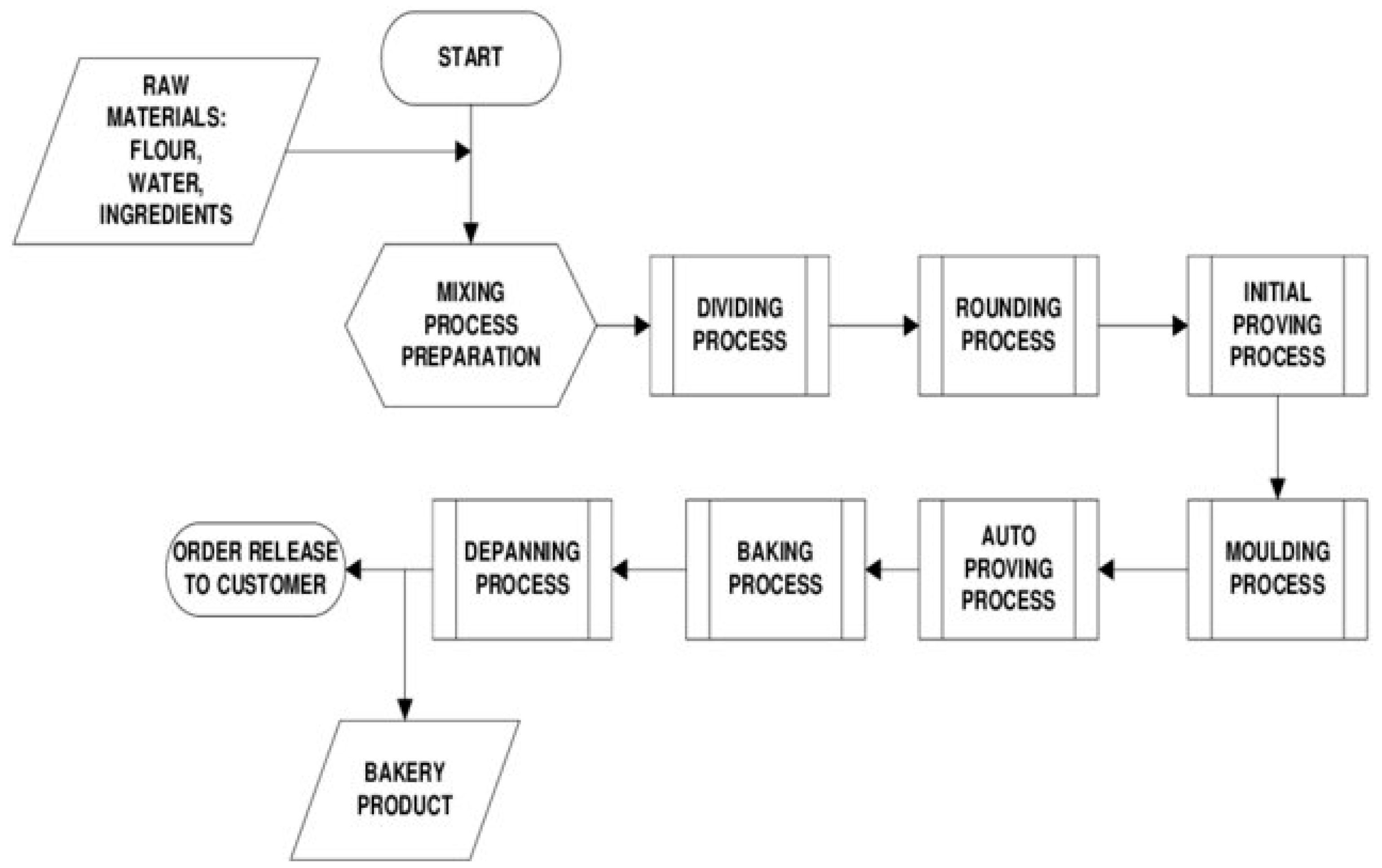
Figure 10.
Sugar production from (a) beet and (b) sugarcane
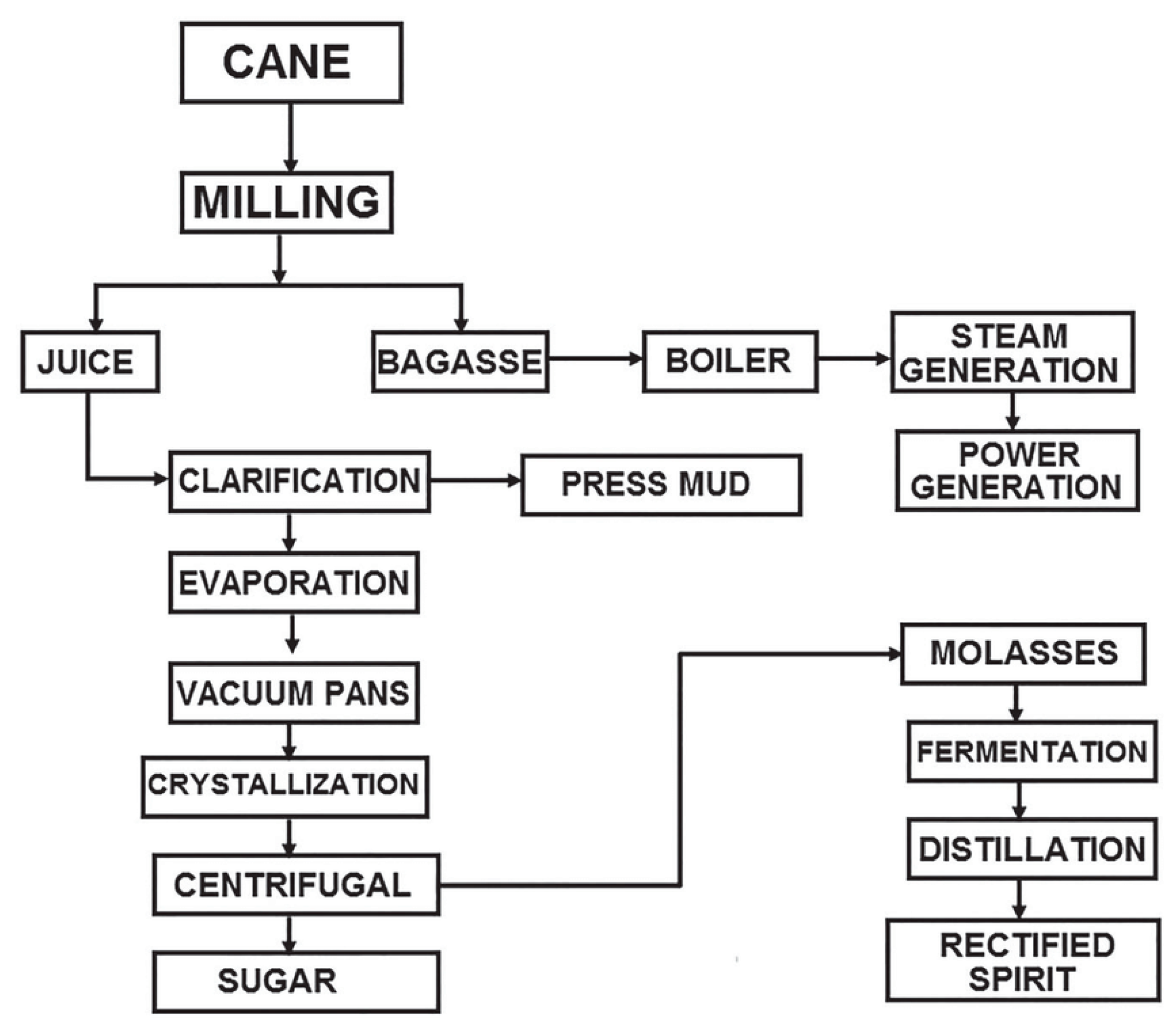
Figure 11.
Diagram of tea production
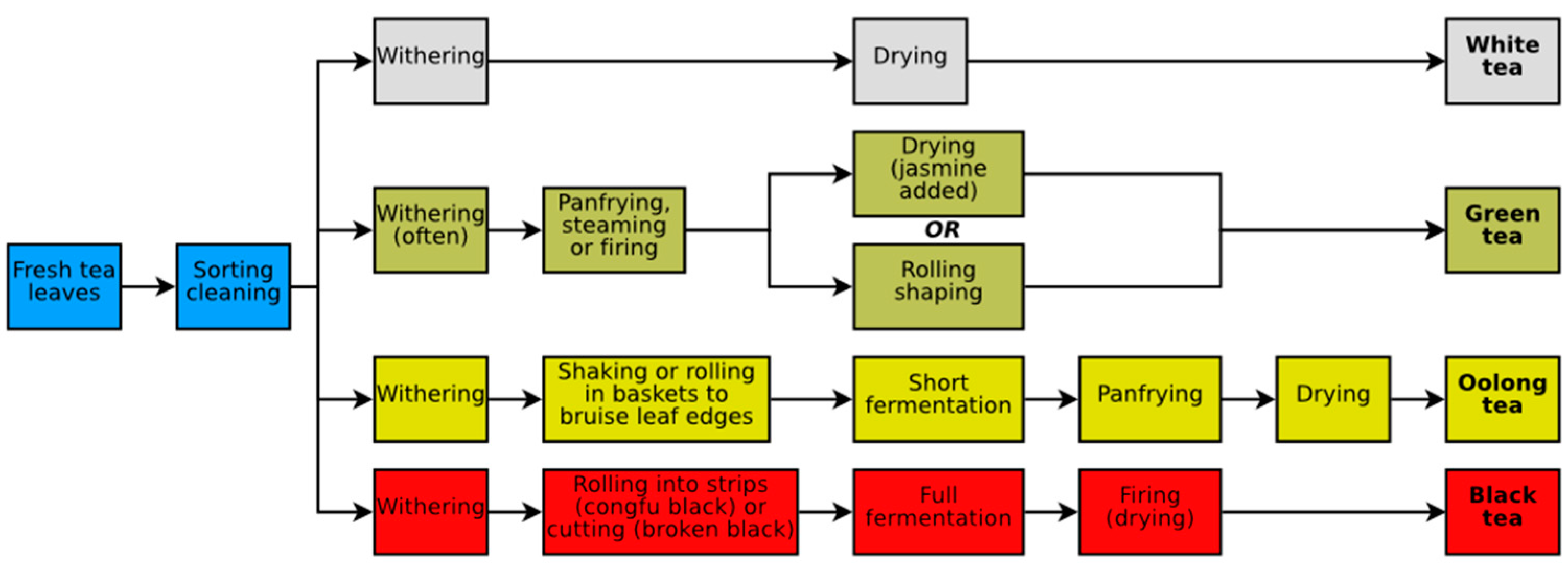
Figure 12.
Diagram of coffee processing
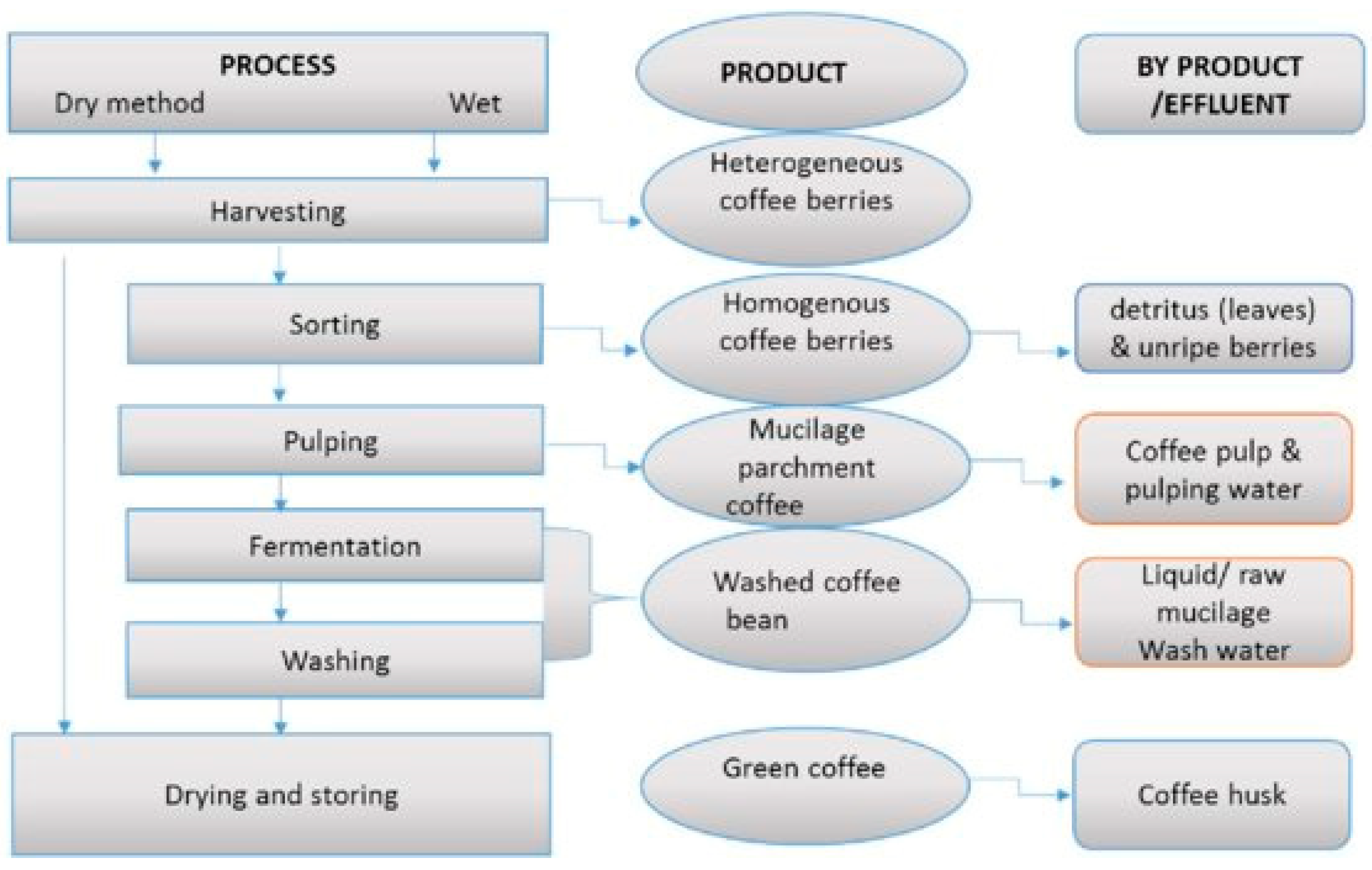
Figure 13.
Gives a brief outline of the different technologies.
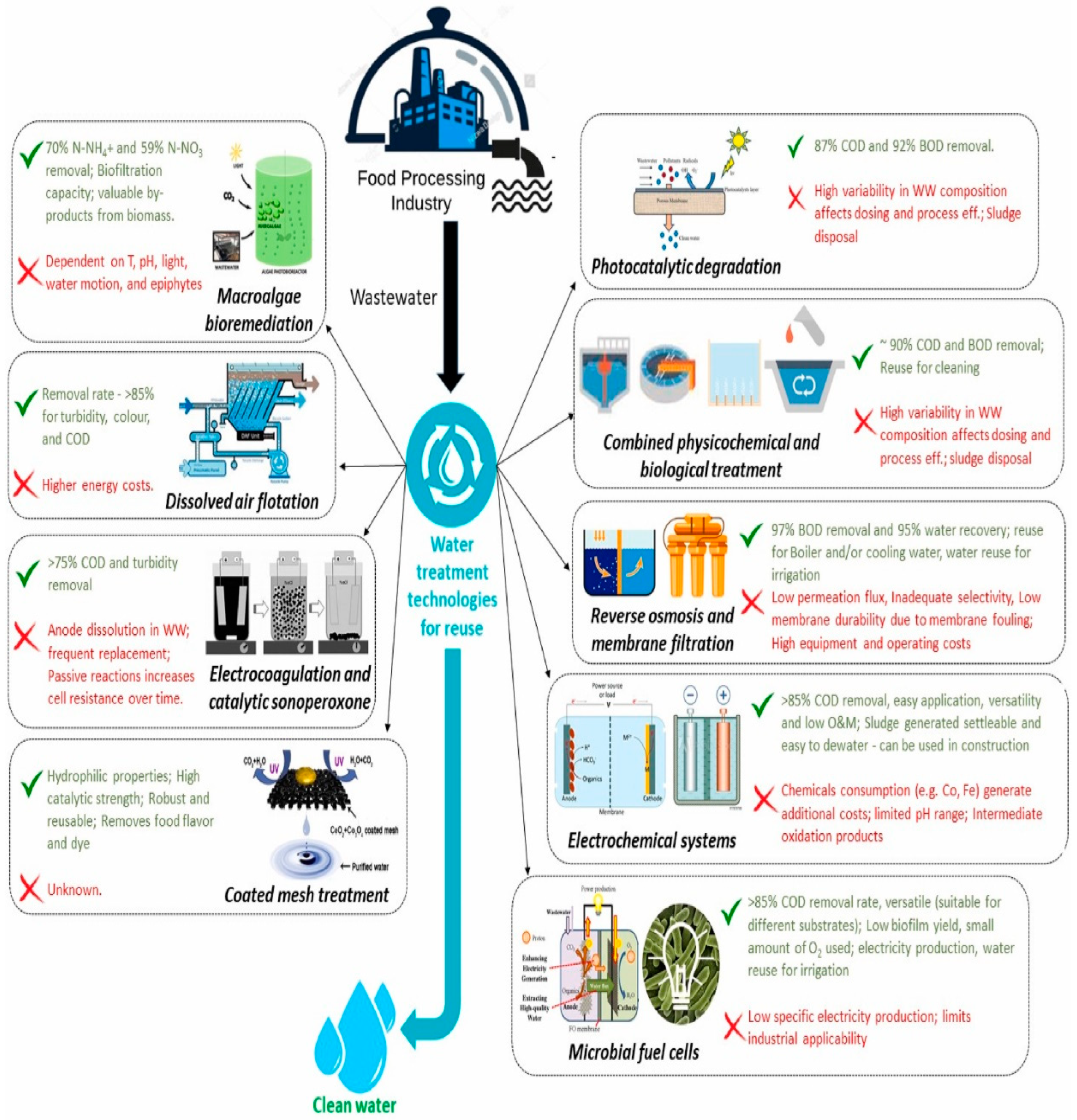
Figure 14.
Advantages and disadvantages of different nutrient recovery processes.
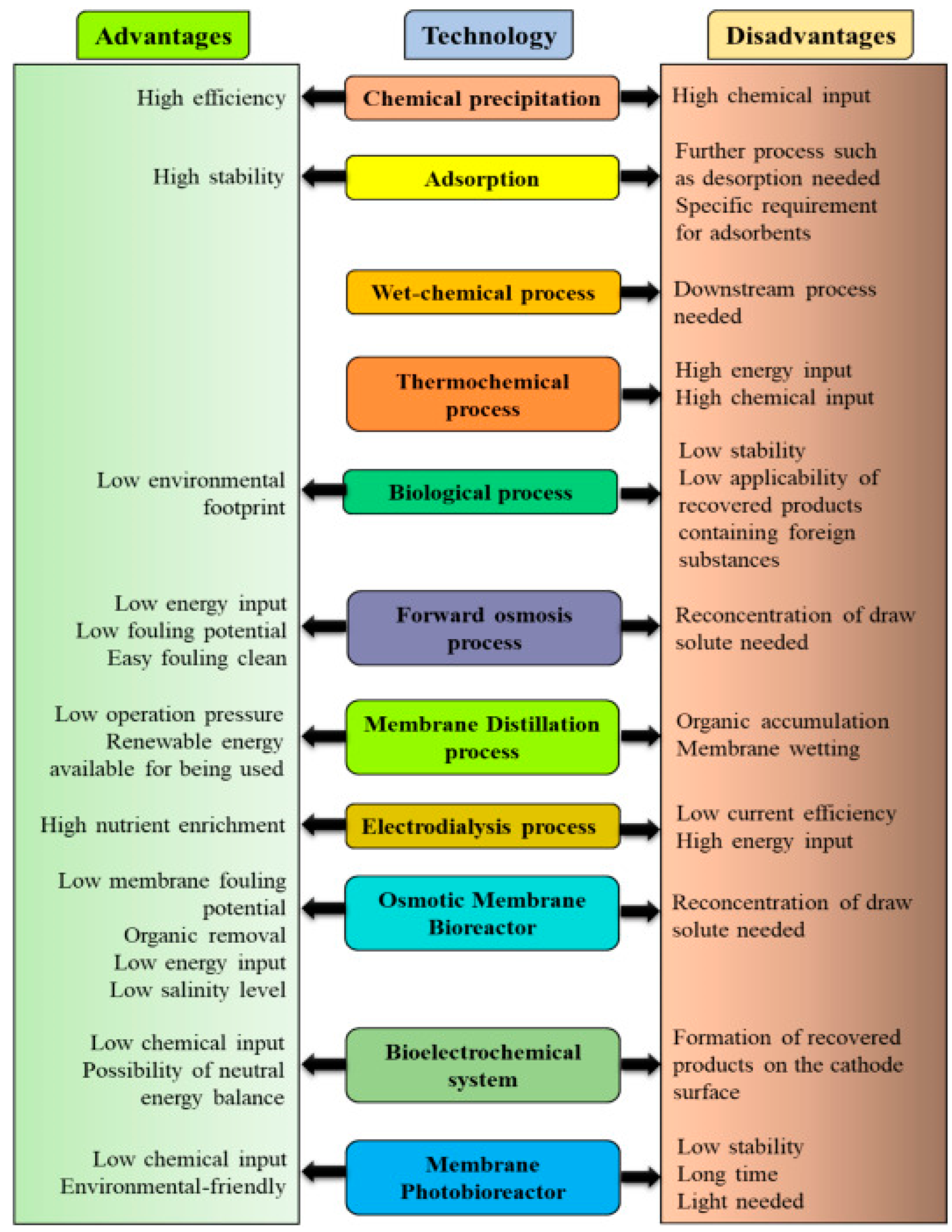
Figure 15.
Treatment of industrial wastewater
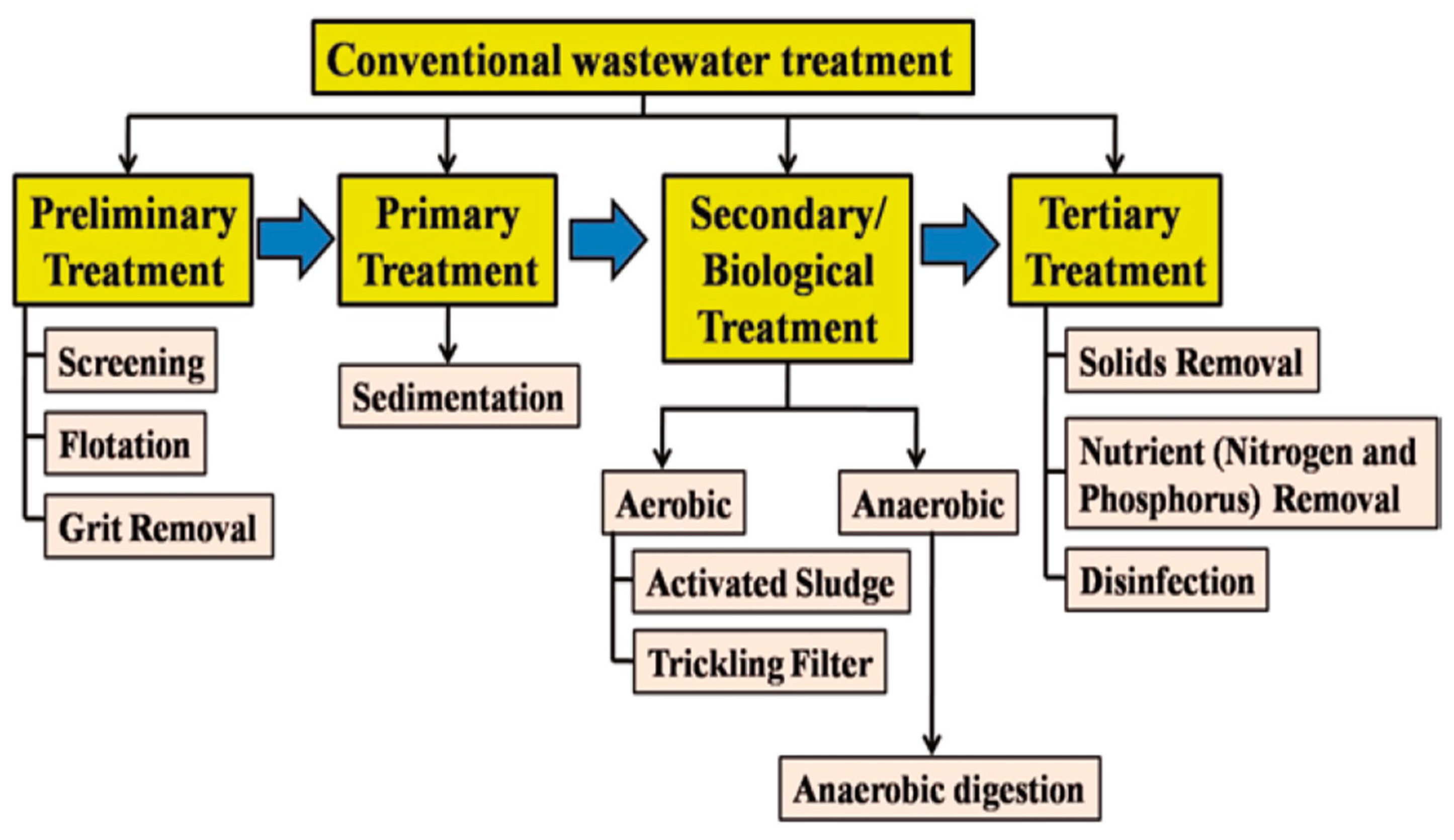
Figure 16.
Wastewater treatment operations
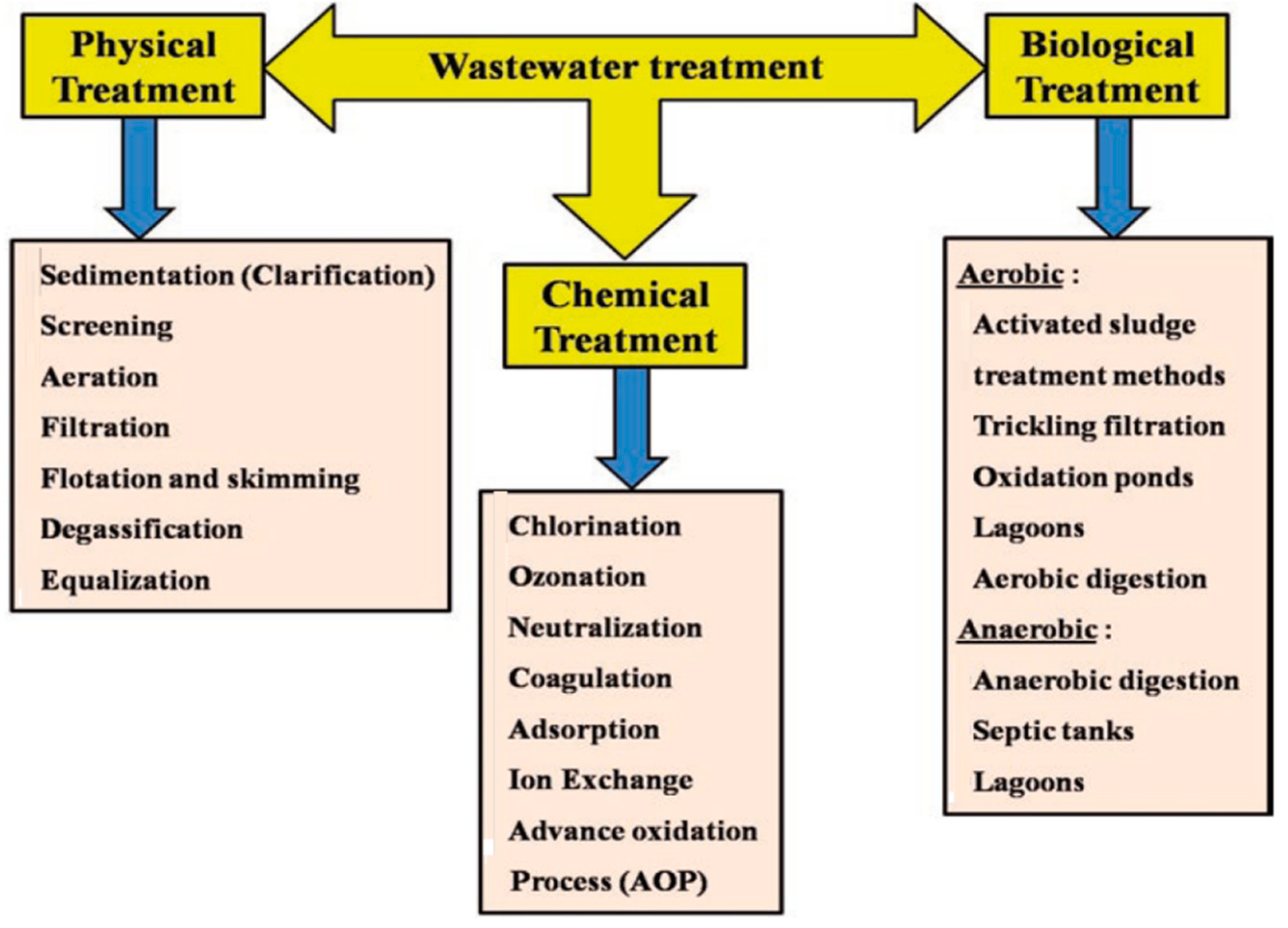
Figure 17.
Ladder of increasing value propositions for reuse with increasing investments in water quality or the value chain
Figure 17.
Ladder of increasing value propositions for reuse with increasing investments in water quality or the value chain
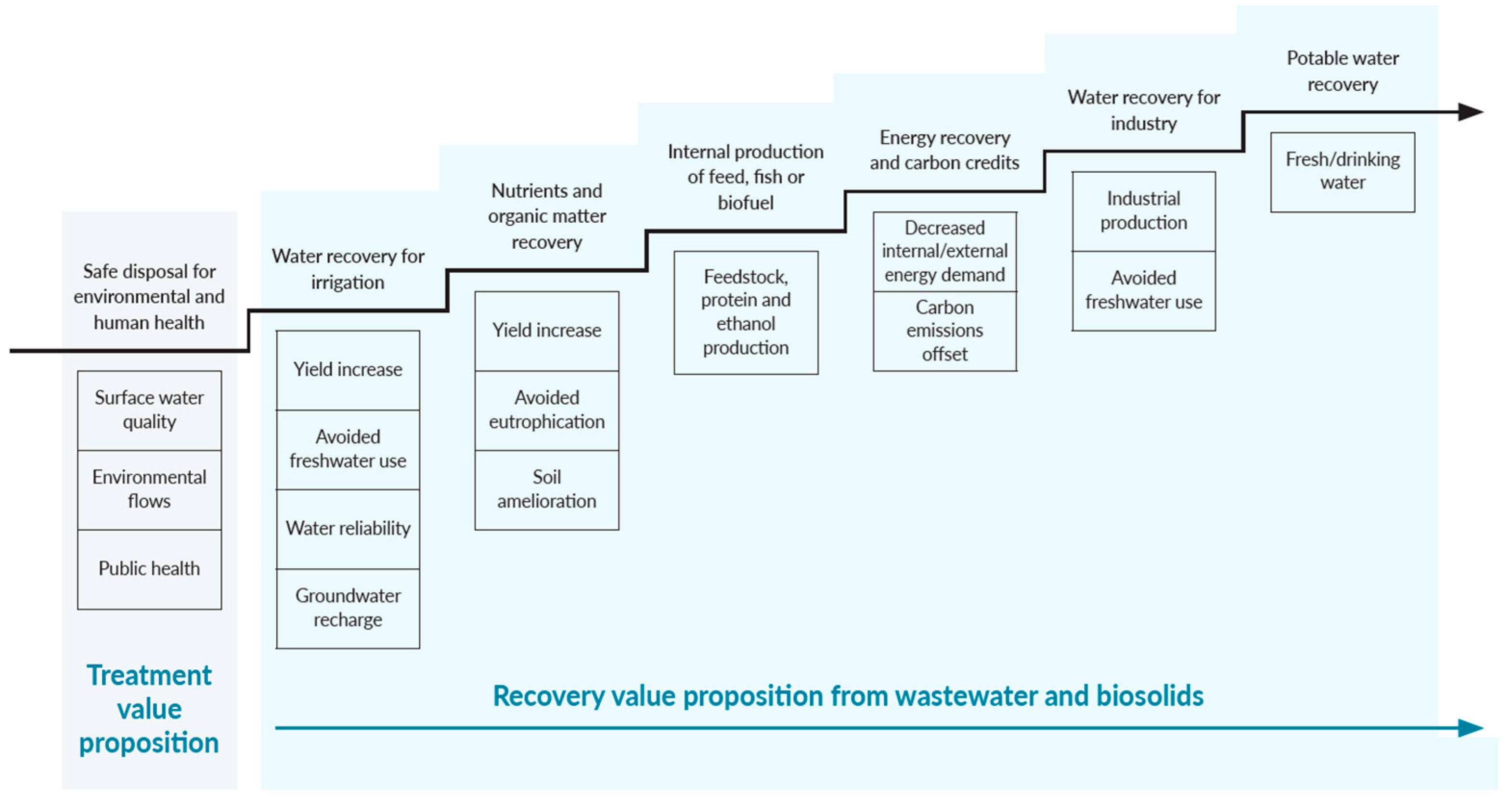
Figure 18.
Different aspects of resource recovery from wastewater
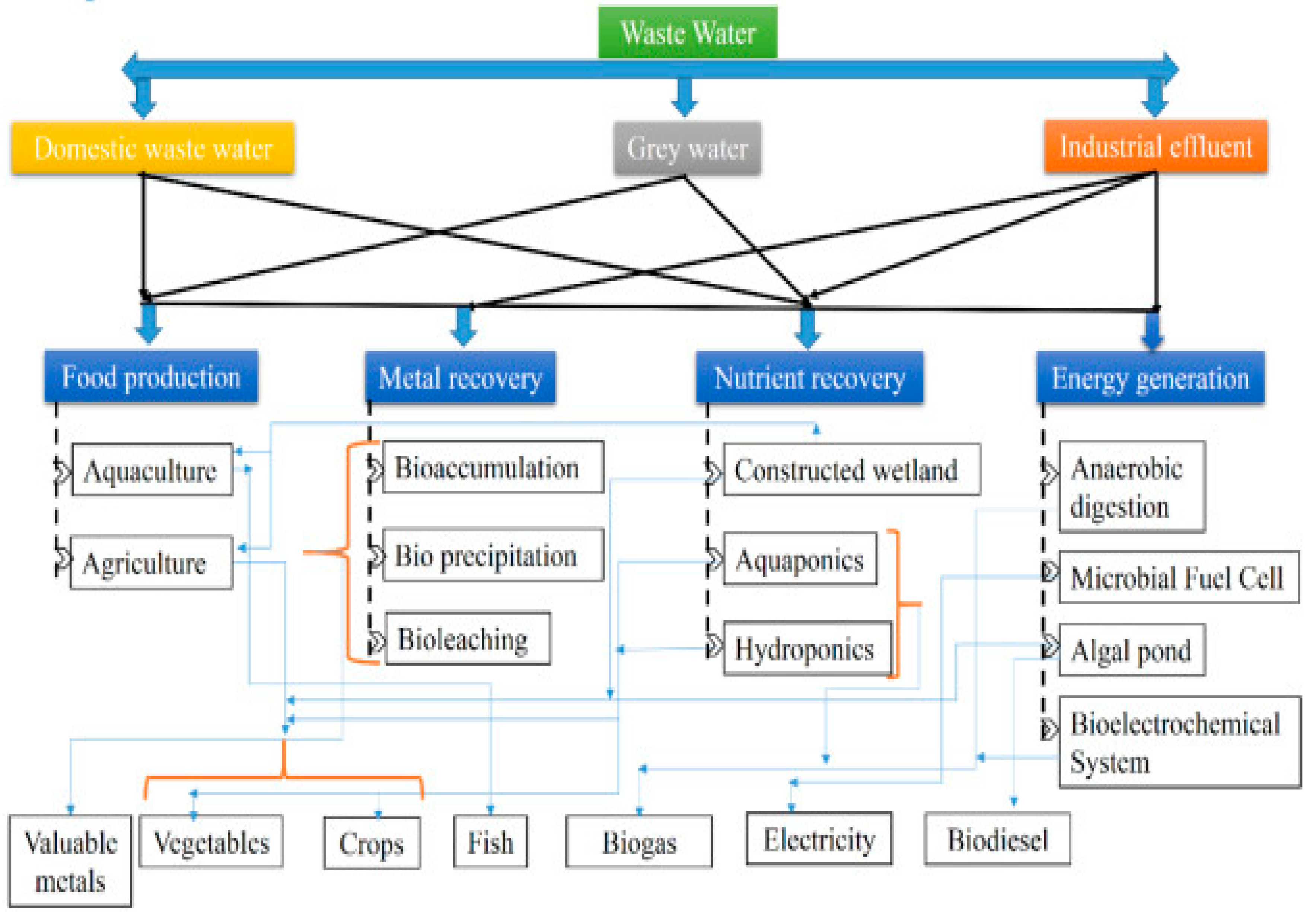
Figure 19.
The possible route for the recovery of value-added product from wastewater which facilitates the revenue generated from the waste
Figure 19.
The possible route for the recovery of value-added product from wastewater which facilitates the revenue generated from the waste
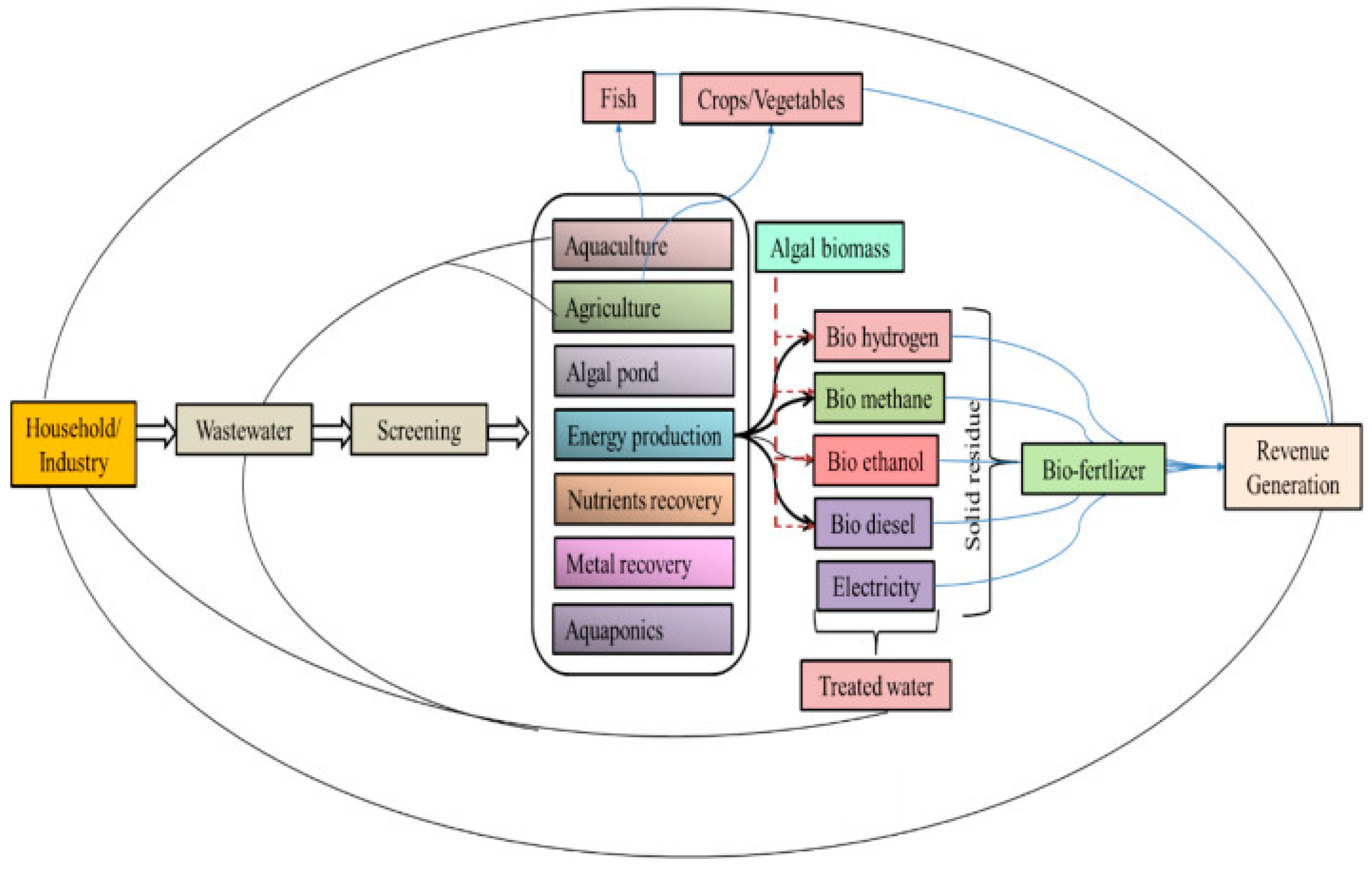
Figure 20.
4R scheme
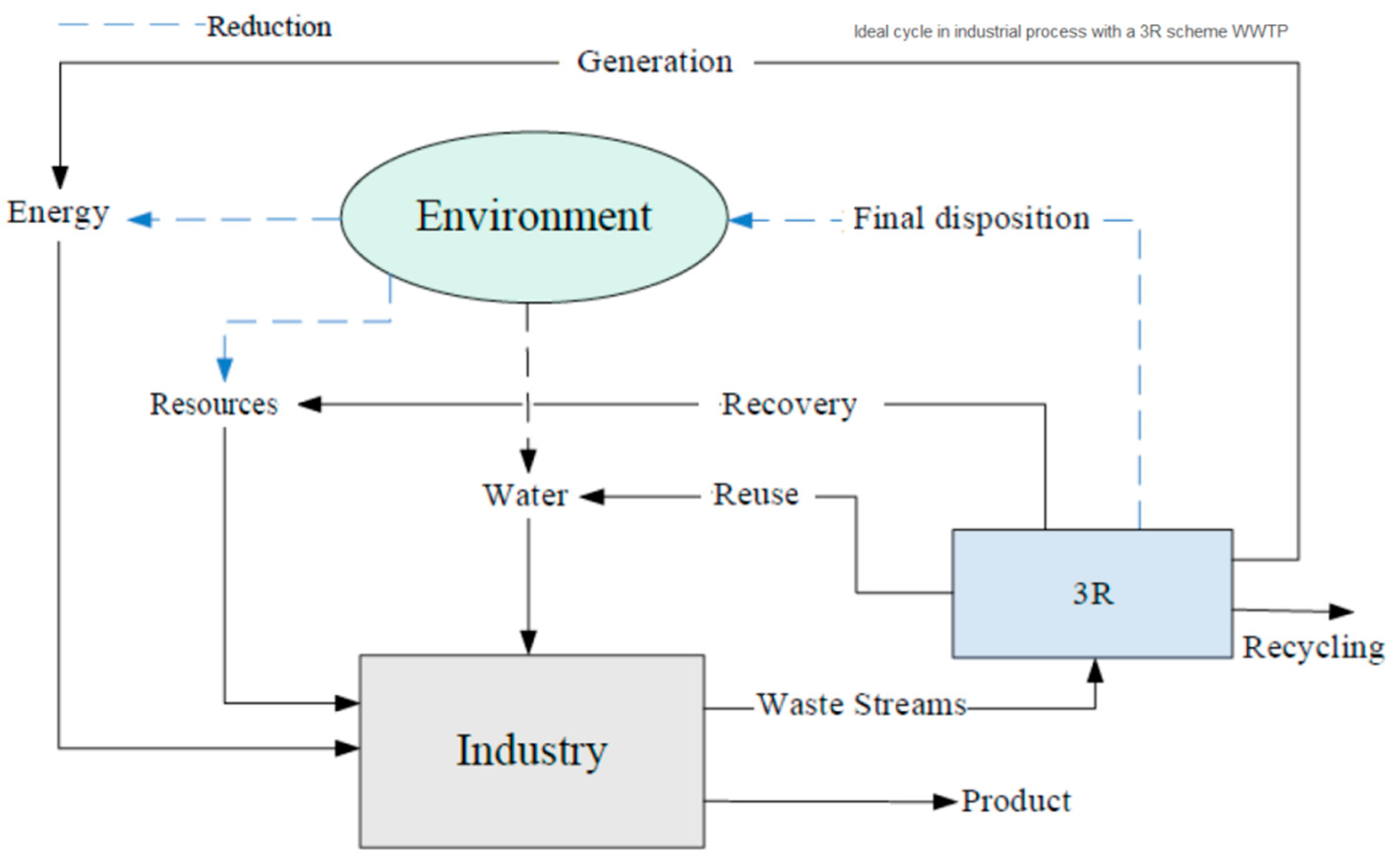
Figure 21.
presents a schematic illustration of the ideal operation of a meat processing plant and supply chain.
Figure 21.
presents a schematic illustration of the ideal operation of a meat processing plant and supply chain.
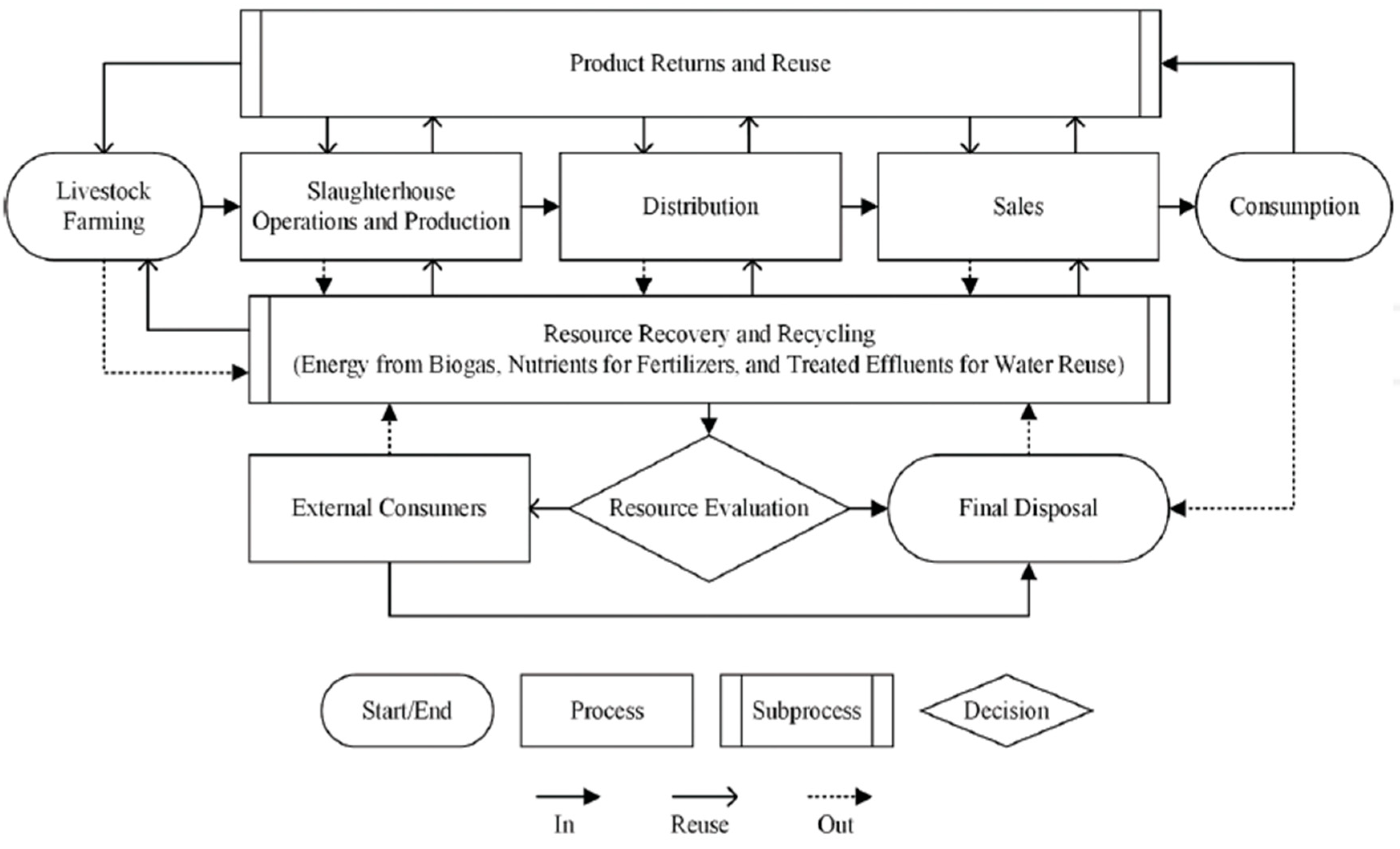

Table 1.
Estimated volume of wastewater produced for various food products
| Product | Wastewater (m3/ton) | COD (kg/m3) |
| Dairy | 6.5 | 1.5–5.2 |
| Fish | 13 | 2.5 |
| Meat and poultry | 13 | 2–7 |
| Sugar refining | 11 | 1–6 |
| Starch | 11 | 1.5–42 |
| Fruits, vegetables, and juices | 21 | 2–10 |
| Vinegar | 28.5 | 0.7–3 |
Table 2.
Typical characteristics of wastewater in meat production [39]
Table 2.
Typical characteristics of wastewater in meat production [39]
| Meat | COD mg/L | BOD5 mg/L | TN mg/L | TSS mg/L | O&G mg/L |
| Beef | 4220 | 1209 | 427 | 1164 | na |
| Poultry | 950 | 400 | 80 | 240 | 120 |
| Pork | 4310 | na | 275 | 1240 | 125 |
Table 3.
Latest wastewater treatment methods used in the meat production industry
| Method | Parameter | Removal efficiency (%) |
| Up-flow anaerobic sludge blanket (UASB) | COD | 78–80 |
| Oil and grease (O&G) | 68–70 | |
| Coagulation / Floatation | Total Solid (TS) | 85 |
| O&G | 85 | |
| BOD | 62–78.8 | |
| COD | 74.6–79.5 | |
| Algal Treatment | (NH3–N) | 68.75–90.38 |
| Total Nitrogen (TN) | 30.06–50.94 | |
| Total Phosphorus (TP) | 69 | |
| TN | 67 | |
| COD | 91 | |
| A2O Bioreactor | TP | 83.48 |
| TN | 90.48 | |
| COD | 98.33 | |
| Algal Treatment | BOD | 97 |
| COD | 94 | |
| TP | 94 | |
| Anaerobic Baffled Reactor withActivated Sludge | Total Organic Carbon (TOC) | 85 |
| TN | 72 | |
| Total Suspended Solids (TSS) | >95 | |
| Algal Treatment | NH3–N | 89.74–99.03 |
| Phosphate (PO43–) | 92.39–99.93 | |
| Sequence Batch Reactor (SBR) | COD | 98 |
| BOD | 97 | |
| TSS | 89 | |
| TN | 91 | |
| TP | 86 |
Table 4.
Wastewater characteristics of fish preparation [39]
Table 4.
Wastewater characteristics of fish preparation [39]
| Parameter | R (1) | R (2) | R (3) |
| BOD5 (mg/L) | – | 3163 | 858 |
| COD (mg/L) | 1518 ± 584.4 | 3325 | – |
| Total Nitrogen (mg/L) | 112 ± 34.5 | 410 | – |
| Turbidity (NTU)) | – | – | 64.9 |
| TSS (mg/L) | 418 ± 487.2 | 703 | 770 |
| pH | 7.67 | 7 | 5.5–8.5 |
Table 5.
Water demand during the production of canned fish
| Product | Water requirement (m3/hr. per ton of raw fish) | ||||
| Thawing and washing | Cooking and can washing | Sterilization | Other | Total | |
| Tuna | 8 | 4 | 12 | 8 | 32 |
| Sardine | 6 | 4 | 12 | 6 | 28 |
| Salmon | – | 4 | 10 | 2 | 16 |
| Shrimps | – | 8 | 6 | 2 | 16 |
Table 6.
Wastewater characterization in canned fish industries [39]
Table 6.
Wastewater characterization in canned fish industries [39]
| Product | BOD5 (mg/L) |
COD (mg/L) |
Conductivity (mS·cm−1) | TSS (mg/L) |
TN (mg/L) |
| Tuna | 4569 | 8313 | 24.8 | 3150 | 471 |
| Tuna | 3300 | 5553 | 9.21 | 1575 | 440 |
| Shrimp | 980 | 1595 | na | 443 | 63 |
| Sardine | 1065 | 1320 | 12.3 | 4903 | 36 |
Table 7.
Wastewater treatment processes in Fish processing industries
| Treatment process | Parameter | Removal % |
| Crystallization | COD | 40.1 |
| TSS | 21.6 | |
| TN | 93.8 | |
| Sedimentation / Floatation | BOD5 | 90 |
| COD | 60 | |
| TSS | 95 | |
| NH4+-N | 50 | |
| Ultrafiltration (UF) | BOD5 | 24.4 |
| COD | 35.2 | |
| Reverse Osmosis (RO)/ UV Disinfection | DOC | 99.9 |
| O&G | 99.8 | |
| TSS | 98.4 | |
| Hetero-trophics | 100 | |
| Ring Fixed Bed Bioreactor (RFBB) | BOD | 77 |
| COD | 80 | |
| NH4+-N | 42 | |
| Algal Treatment | COD | 99.9 |
| TDS | 19.4 | |
| NH4+-N | 93.1 | |
| Moving Bio-Bed Reactor / UASB / Fluidized Immobilized Catalytic Carbon Oxidation / Chemo Autotrophic Activated Carbon | COD | 99 |
| Protein | 99 | |
| Lipid | 100 | |
| O&G | 100 |
Table 8.
Characterizations of wastewater generated during fruit and vegetable processing
| Parameter | R (1) | R (2) | R (3) |
| COD (mg/L) | 22,300 | 21,040 | 10,913 |
| BOD5 (mg/L) | 14,300 | 13,900 | 6900 |
| TS (mg/L) | 12,400 | 4590 | 2100 |
| TN (mg/L) | 220 | na | 252 |
| TP (mg/L) | 46 | 512.4 | 20.8 |
Table 9.
Table 9. Wastewater treatment processes used for fruit and vegetable processing
| Method | Parameter | Removal (%) |
| Aqueous phase reforming | COD | 79.7 |
| TOC | 94.9 | |
| Fenton | COD | 70.2 |
| Polyphenol | 36.1 | |
| Electrocoagulation | COD | 66 |
| Color | 98 | |
| Fenton / Coagulation | COD | 80 |
| Turbidity | 99 | |
| TSS | 95 | |
| Up-flow anaerobic stage reactor and Activated sludge | COD | 97.5 |
| BOD5 | 99.2 | |
| TSS | 94.5 | |
| O&G | 98.9 | |
| Aerobic with Coagulation | COD | 99.6 |
| Turbidity | 94.4 | |
| Immobilized Cell Bioreactor | COD | 89.5 |
| Plasma | COD | 93.3 |
| Endotoxin | 90.2 |
Table 10.
Average water requirement and wastewater generation
| Oil | Water requirement per ton of produced oil (m3) | Wastewater generated per ton of seed (m3) |
| Palm | 2.450 | 0.87 |
| Soybean | 3.365 | 8.5 |
| Rapeseed | 1.860 | 0.85 |
Table 11.
Characteristics of edible oil wastewater [50]
Table 11.
Characteristics of edible oil wastewater [50]
| Parameter | Palm oil | Soybean oil | Rapeseed oil |
| pH | 3.4–5.2 | 4.2 | 6.3–7.2 |
| BOD5 (mg/L) | 10,250–43,750 | 4340 | 4300–4650 |
| COD (mg/L) | 15,000–100,000 | 17,000 | 13,800–15,000 |
| TS (mg/L) | 5000–54,000 | 6700 | 3800–4100 |
| TN (mg/L) | 180–1400 | na | na |
| TP (mg/L) | 180 | na | 62 |
| O&G (mg/L) | 4000 | 1550 | 3600–3900 |
Table 12.
Various treatment processes developed for edible oil effluent treatment
| Method | Oil | Parameter | Removal (%) |
| Magnetic field + Adsorption | Palm | Color | 39 |
| TSS | 61 | ||
| COD | 46 | ||
| Microbial fuel cells + Biological aerated filters | Palm | NH3–N | 93.6 |
| COD | 96.5 | ||
| UASB–Hollow-centered packed bed (HCPB) | Palm | COD | 86.7 |
| UASB-HCPB | Palm | BOD | 90 |
| COD | 88 | ||
| Flocculation | Palm | TSS | 82.97 |
| Turbidity | 88.62 | ||
| COD | 53.23 | ||
| Color | 91.76 | ||
| Algal Treatment | Palm | COD | 71 |
| Fenton advanced oxidation process (AOP) | Palm | COD | 85 |
| Electrocoagulation - Peroxidation | Palm | Color | 96.8 |
| TSS | 100 | ||
| COD | 71.3 | ||
| SBR | Palm | BOD5 | 96 |
| COD | 98 | ||
| TSS | 99 | ||
| Ultrafiltration + Adsorption | Palm | TDS | 47.1 |
| TSS | 71.2 | ||
| COD | 42.3 | ||
| BOD5 | 63.2 | ||
| Turbidity | 63.3 | ||
| Algal Treatment | Palm | TN | 86 |
| Phosphate | 85 | ||
| TOC | 77 | ||
| COD | 48 | ||
| The integrated 2-phase anaerobic reactor | Soybean | COD | 80 |
| Yeast Treatment | Soybean | COD | 94.7 |
| Internal circulation-anoxic/oxic coupling reactor |
Soybean | COD | 90 |
| TN | 98 | ||
| Continuous aerobic/anaerobic in MBBR | Soybean | COD | 94.4 |
| TN | 76 | ||
| Algal treatment | Soybean | COD | 77.8 |
| TN | 89 | ||
| Electrocoagulation and Electro-oxidation |
Rapeseed | CODs | 99 |
| TSS | 100 | ||
| DOC | 95 | ||
| Electrochemical Peroxidation | Rapeseed | CODs | 77 |
| TSS | 100 | ||
| DOC | 86 | ||
| Photo-Fenton | Rapeseed | COD | 80 |
| TOC | 70 | ||
| Hybrid TiO2 /UV/ultrafiltration |
Rapeseed | COD | 82 |
| O&G | 86 | ||
| Microbial fuel cell | Vegetable | COD | 90 |
| TSS | 64 | ||
| Phosphate | 73.6 | ||
| Turbidity | 91.5 |
Table 13.
Water demand in different phases of dairy processing
| Dairy product | Water consumption | Unit |
| Milk and dairy drinks | 0.5–4.1 | L W/L milk |
| Cheese | 0.6–2.9 | L W/L milk |
| Powdered products | 0.1–2.7 | L W/L milk |
| Frozen milk products | 15.7 | L W/kg of product |
| Cream | 3.3 | L W/kg of product |
| Butter | 4 | L W/kg of product |
| Yogurt and fluid products | 1.2 | L W/kg of product |
Table 14.
Wastewater Characterization in dairy production
| Parameter (mg/L) | Range | Average |
| COD | 1906–2513 | 2131 |
| BOD5 | 1372–1809 | 1536 |
| TN | 246–297 | 273 |
| TP | 55–73 | 60 |
| TN | 218–241 | 233 |
| NO3–-N | 22–48 | 38 |
Table 15.
Biological treatment processes employed in dairy wastewater treatment
| Method | Parameter | Treatment (%) |
| Algal Treatment | COD | 76.77 |
| TN | 92.15 | |
| Phosphate | 100 | |
| COD | 95.1 | |
| NO3–-N | 79.7 | |
| TP | 98.1 | |
| TDS | 22.8 | |
| Algal Treatment | COD | 64.47 |
| TN | 86.21 | |
| Phosphate | 89.83 | |
| SBBR | COD | 81.8 |
| Phosphate | 94 | |
| NH3-N | 85.1 | |
| SBR | COD | 63.5 |
| Phosphate | 88 | |
| NH4+-N | 66 | |
| UAASB | COD | 71.27 |
| Phosphate | 96.54 | |
| NH4+-N | 95.88 | |
| Airlift reactor with aerobic granular sludge | COD | 81–93 |
| BOD | 85–94 | |
| TN | 52–80 | |
| Combined UASB and Membrane bioreactor (MBR) | COD | 95–99 |
| Hybrid MBR | COD | 95 |
| MBR | COD | 94.1 |
| BOD | 98 | |
| NH4+-N | 100 | |
| Floating activated sludge | COD | 77 |
| Up-flow anaerobic/aerobic/anoxic bioreactor | COD | >90 |
| TN | >50 | |
| TP | >50 | |
| Aerobic sequencing batch flexible fiber biofilm reactor | COD | 98 |
| TSS | 99 | |
| Airlift bioreactor | COD | 99 |
| TN | 79 | |
| TP | 63 |
Table 16.
Water demand and wastewater generation in grain wet milling units
| Grain | Water requirement (m3 per ton of grain) | Wastewater generation (m3 per ton of grain) |
| Corn | 4 | 3.6 |
| Wheat | 0.07 | 0.06 |
| Rice | 1.3 | 0.3 |
Table 17.
Wastewater characteristics for different grains milling process
| Grain | Process | BOD5 (mg/L) | COD (mg/L) | TSS (mg/L) | TDS (g/L) | O&G (mg/L) | pH |
| Corn | Wet | 26,000 | 106,600 | – | 109 | – | 5.2 |
| Wheat | Wet | 614 | 1680 | 818 | 1.8 | 1038 | 7 |
| Wheat | Dry | 80 | 154 | 94 | 0.3 | Nil | 7.5 |
| Rice | Wet | 1200 | 1350 | 1100 | 0.7 | – | 7.5 |
Table 18.
Wastewater treatment processes in grains milling units
| Grain | Technology | Wastewater | Parameter | Removal efficiency (%) |
| Wheat | Filtration+ centrifugation+ filtration column + UV | Washing wastewater | BOD | 45 |
| DO | 71 | |||
| Conductivity | 13 | |||
| Turbidity | 82 | |||
| Wheat | Ozone oxidation | Total wastewater | Phenols | 80 |
| Wheat | Coagulation | Total wastewater | Turbidity | 98 |
| Corn | micro-electrolysis + two-phase anaerobic-aerobic + electrolysis | Oxidized modified starch wastewater | COD | 96 |
| Corn | Internal circulation anaerobic + two-stage AO biochemical + modified Fenton | Starch wastewater | COD | 99.8 |
| NH3-N | 98.7 | |||
| TN | 99 | |||
| Corn | Sedimentation + microfiltration + reverse osmosis | Starch washing wastewater | TSS | 99.3 |
| TS | 99.6 | |||
| BOD | 100 | |||
| Corn | Algal treatment | Cationic starch wastewater | TSS | 80 |
| TP | 33 | |||
| Rice | Ultrafiltration | Total wastewater | COD | 63 |
| Color | 67 | |||
| Rice | Algal treatment | Parboiled rice wastewater | TP | 93.9 |
| NH3-N | 100 | |||
| BOD | 98.7 | |||
| COD | 91.6 | |||
| TDS | 93.5 | |||
| Rice | Algal treatment | Total wastewater | TP | 68.12 |
| TN | 49.32 |
Table 19.
Wastewater characteristics of the bakery industry
| Parameter, (mg·L−1) | [103] | [106] | [107] |
| pH | 6 | 4.7–5.1 | 3.5–3.8 |
| TSS | 1180 | 6000 | 881–1124 |
| TDS | 3600 | ||
| BOD | 2250 | 3200 | 1603–3389 |
| COD | 5700 | 7000 | 3984–9672 |
| TN | 60–90 | 36 | |
| TP | 30–100 | 7 | |
| O&G | 96 | 820 |
Table 20.
Wastewater treatment methods used in the bakery industry
| Method | Stage | Parameter | Removal efficiency (%) |
| Electrochemical treatment | Pre-treatment | COD | 6–8 |
| Turbidity | 32–98 | ||
| Constructed wetland | Biological treatment | TKN | 57 |
| TP | 65 | ||
| BOD | 92 | ||
| TSS | 69 | ||
| O&G | 99 | ||
| UASB | Biological treatment | COD | 83.1 |
| UASB | Biological treatment | COD | 92 |
Table 21.
Wastewater Characteristics in the sugar production industry
| Parameter | Beet | Cane |
| CODt (mg/L) | 6621 ± 113.2 | 965–11,640 |
| CODs (mg/L) | 6165 ± 517.1 | 799–10,640 |
| BOD (mg/L) | 3837 | 1939–2347 |
| TKN (mg/L) | 10 | 20–43 |
| TP (mg/L) | 2.7 | 3–31 |
| TSS (mg/L) | 665 ± 21.2 | 288–5030 |
| VSS (mg/L) | 335 ± 7.1 | 110–1990 |
| pH | 6.82 | 4.4–4.6 |
Table 22.
Wastewater characteristics in tea industries
| Parameter | R(1) | R(2) |
| Turbidity (NTU) | 11,549 | 9210 |
| COD (mg/L) | 9850 | 628 |
| BOD5 (mg/L) | na | 193.4 |
| TSS (mg/L) | 8945 | na |
| TOC (mg/L) | 5057 | na |
| pH | na | 6.69 |
| Conductivity (μS·cm−1) | na | 317 |
Table 23.
Characteristics of wastewater from coffee processing
| Type | pH | BOD5 (g/L) | COD (g/L) | TS (g/L) | TP (mg/L) | TN (g/L) |
| Arabica | 3.9–4.1 | 3.6–15.2 | 6.2–31.5 | 5.4–13.4 | 5–8.8 | 0.1–0.12 |
| Robusta | 4.1–4.6 | 10.8–13.2 | 15–18.1 | 6.3–12 | 4–7.3 | 0.02–0.04 |
Table 24.
Wastewater treatment methods used for Sugar, tea, and coffee industries [49]
Table 24.
Wastewater treatment methods used for Sugar, tea, and coffee industries [49]
| Wastewater | Method | Parameter | Removal efficiency (%) |
| Sugar | UASB | COD | 78–82 |
| Sugar | Electrochemical | COD | 84 |
| Turbidity | 86 | ||
| Sugar | Anaerobic granular sludge | COD | 92–95 |
| Sugar | Electrochemical peroxidation | COD | 65 |
| COD | 64 | ||
| TOC | 66 | ||
| TOC | 63 | ||
| Sugar | Chemical oxidation+ electro-oxidation | COD | 81 |
| Turbidity | 83.5 | ||
| Sugar | Electrochemical reactor | COD | 90 |
| Turbidity | 93.5 | ||
| Sugar | Algal treatment | COD | 37.91 |
| BOD | 25.69 | ||
| TDS | 48.51 | ||
| Turbidity | 39.2 | ||
| Tea | Membrane treatment | Turbidity | > 99.9 |
| COD | > 99.9 | ||
| TOC | > 99.9 | ||
| Tea | Photo-Fenton | COD | 88–99.3 |
| Tea | UV photo-Fenton | TOC | 96 |
| COD | 100 | ||
| Polyphenol | 97 | ||
| Tea | Adsorption + AOP | Color | 98 |
| Coffee | UV photo-Fenton | TOC | 93 |
| Coffee | Photo-Fenton + UASB | BOD | 95 |
| Coffee | Chemical flocculation + AOP | COD | 87 |
| Coffee | Adsorption | COD | 99 |
| BOD | 99 | ||
| Coffee | Membrane treatment | COD | 97 |
| Conductivity | 99 | ||
| Coffee | Chemical coagulation + electro-oxidation | TOC | 95 |
| COD | 97 | ||
| Coffee | Fenton's + coagulation | TOC | 76.2 |
| COD | 76.5 | ||
| BOD | 66.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



