
Submitted:
14 September 2023
Posted:
19 September 2023
You are already at the latest version
Abstract
Feldspar which is one of the main inputs of the ceramic and glass industry has widespread resources in Turkey and holds an outstanding role in exportation. In addition to this, potassium feldspars are one of the suitable resources for the production of potash which is a vital component for agriculture industry. The chlorination technique was used to produce potassium chloride (KCl) from potassium feldspar ore in Kırşehir-Buzlukdağı region. The process of potassium chloride production was carried out with calcination process to decompose potassium feldspar and form potassium chloride while using different kinds of salts such as CaCl2, NaCl, and CaSO4 followed by water leaching process. The recovery from feldspar with 7.21% K2O content was obtained with the 1:1.25:1.5 ratio of Feldspar:CaSO4:NaCl at 1000 °C for 60 minutes followed by leaching. 96.08 % potassium dissolution was achieved.
Keywords:
potassium feldspar
; potassium chloride
; calcium chloride
; sodium chloride
; calcium sulfate
1. Introduction
Potash, often known as KCl, is a general name for potassium compounds. 90% of potash usage is accounted for fertilizer production, which is an essential component in agriculture. Potash fertilizers are used because they are useful in assisting with water retention, nutritional value, crop food resistance, and flavor (Al Rawashdeh et al., 2016). The majority of important potash deposits are in Canada, Germany, France, Spain, and Russia, with Canada dominating in reserves and production (Bulatovic, 2015). Depending on the deposit, potash can be obtained using conventional mining methods, solution mining methods, or from lakes (Prud’homme, 2015). However, with rising demand and limited resources, different methods of producing potash are being investigated. Potassium feldspar and nepheline syenite are the most effective minerals for producing potash. There are several studies being conducted to produce potash from potassium feldspar using various additives (Table 1).
Feldspar is abundant in the earth’s crust and is mainly used in the glass and ceramic industries. Feldspar is defined by its K2O content. If the K2O content is over 10%, it is called potassium feldspar. Turkey is the leading country in feldspar production in the world. Besides Turkey, China, Italy, India and Thailand are among the countries that have a say in feldspar production (Ghalayini, 2020). Feldspar can be used to produce potash especially KCl by using chlorination process. Ciceri et al. (2014) presented a review including a list of patents for potash production from K-feldspar. There have been laboratory scale studies with K-feldspar, but no industrial scale studies have been conducted.
The objective of this research is to find the best cost-effective approach to produce KCl from potassium feldspar using various types of additions. The aim is to extract potassium from feldspar using a roasting process followed by water leaching utilizing various types of salts such as CaCl2, NaCl and CaSO4.
2. Materials and Methods
2.1. Material and Characterisation
Feldspar ore, obtained from Kırşehir-Buzlukdağı region in Turkey, was used in the experimental studies. In order to determine the chemical composition of the ore, the inductively coupled plasma (ICP) method was used for analyses (Table 2). According to chemical analyses, feldspar ore contains 7.21% K2O and 4.9% Na2O in its structure. The BSE (Back-Scattered Electron) images of samples are given in Figure 1. A significant quantity of K-Feldspar is present with rutile, according to the image analysis produced with the use of SEM using the Bruker 5010 SDD (USA) device.
Modal mineralogy and mineral liberation analyses were done by using FEI MLA 650F (Australia) device, and the results are given in Table 3 and Figure 2 respectively. According to the modal mineralogy analyses, the ore contains 39.96% potassium feldspar (KAlSi3O8) and 27.08 muscovite (KAl3Si3O10(OH)2) as a potassium source and also has a significant amount of albite (NaAlSi3O8) in it. MLA (Mineral Liberation Analyze) shows that under 200 microns, 90% K-Feldspar liberation is seen to be achievable.
X-ray diffraction (XRD) analysis was operated with a copper X-ray-sourced Panalytical X’Pert Pro diffractometry (UK), and PDF4/Minerals ICDD software was used for mineral characterization. XRD pattern of the ore is given in Figure 3 and the result displays that the ore is formed of mainly K-Feldspar and Albite.
Differential thermal analysis (DTA) and thermogravimetric analysis (TGA) were operated on the feldspar ore and additives which are CaCl2, NaCl, and CaSO4 with the NETZSCH STA 449 F3 Jupiter® thermal analyzer (Germany). DTA and TGA curves of feldspar ore and additives (CaCl2, NaCl, CaSO4) are given in Figure 4, Figure 5, Figure 6 and Figure 7, respectively. Conformable to the TGA results of the ore, a mass loss of 0.59% is observed between 100-400 °C and 1.68% between 400-800 °C. The mass loss experienced is due to the presence of small amounts of moisture and carbon dioxide contents in the sample. In conformity with the DTA results, moisture loss occurs at 100 °C, and decomposition occurs at around 780 °C in the ore. Accorrding to the results of the TGA analysis of additives, a mass loss of 5.47% is observed between 100-400 °C and 2.88% after 800 °C for CaCl2 while there is slight change between 400-800 °C. CaCl2 is a substance that easily absorbs moisture from the air, and the mass change between 100 and 400 oC is caused by water. For the NaCl, a mass loss of 7.07% is occurred after 800 °C with slight changes before 800 °C. For the CaSO4, a mass loss of 7.49% is observed between 100-400 °C and 1.1% between 400-800 °C. Based on the DTA analysis results, decomposition happens at around 780, 820, and 190 °C in the CaCl2, NaCl, and CaSO4 samples, respectively.
The feldspar ore is crushed to less than 2 mm by using a roll crusher. Afterward, the sample is ground to less than 106 microns with a ceramic mill. The ceramic mill was chosen during the grinding step to avoid contaminants. The grinding process used a 60% solid ratio with 40% ball charge. The feldspar sample with a size of less than 106 microns is used in all of the experiments.
2.2. Beneficiation Methods
For the enrichment processes, -106 micron-sized feldspar sample was subjected to roasting with various additives at certain ratios before leaching experiments. During the roasting processes, the Protherm brand PLF 130/6 model furnace (Slovakia) was used for experiments up to 1000 °C, while the Nabertherm brand P 320 model furnace (Germany) was used for temperatures above 1000 °C. Experiments were carried out with mixtures of feldspar-CaCl2 and feldspar-CaSO4-NaCl at different ratios and roasting temperatures while the roasting time kept constant at 1 hour. The leaching experiments were accomplished at 10% solid ratio at 60 °C and a stirring speed of 500 RPM for 2 hours, and the conditions were kept constant for all of the experiments. The pulp obtained after leaching was separated from solid with the help of a vacuum filter. For the filtration process, Sartorius brand blue labeled 391 coded filter paper was used. The pregnant solution and solid waste obtained from leaching processes were sent for analysis and analyzes were carried out using Varian brand AA240FS model atomic adsorption device (USA). The basic flowsheet of the experiments is given in Figure 8.
3. Results and Discussion
3.1. Feldspar-CaCl2 Experiments
In the potassium extraction experiments performed using CaCl2 salt, the Feldspar:CaCl2 ratio was determined as 1:1.5 based on the previous work done by Serdengeçti et al. (2019). In the roasting experiments, the roasting time was determined as 60 minutes and the experiments were carried out at 800-850-900 °C roasting temperatures. The lowest roasting temperature of 800 °C was used in the tests since the melting points of the feldspar sample and CaCl2 are around 780 °C. After the roasting process, leaching experiments performed to all roasted samples. The leaching parameters kept constant at 10% solid ratio at 60 °C and a stirring speed of 500 RPM for 2 hours. Figure 9 displays the results of leaching studies carried out after roasting, and Figure 10 shows the results of an X-ray diffractometer analysis of solid waste obtained during leaching.
93.41% and 94.19% potassium dissolution efficiency were achieved in experiments conducted at 850 and 900 °C roasting temperatures, respectively. Since there was no significant difference in efficiencies, a roasting temperature of 850 °C was chosen to be ideal. Thus, the optimal efficiency was achieved with -106 micron particle size, 850 °C roasting temperature, and 1:1.5 Feldspar:CaCl2 ratio. When the findings from the study were compared to the studies in the literature (Alyosif et. al., 2023; Tanvar and Dhawan, 2020; Haseli et.al., 2020; Samantray et. al., 2019;Yuan et. al., 2015), it was seen that potassium could be extracted at the same roasting temperatures with similar efficiencies.
According to the study of Jena et al. (2016), due to the presence of high amounts of Ca+2 ions above the melting temperature during roasting, calcium substitutes potassium and anorthite formation occurs, while potassium passes into the KCl form. While calcium and potassium, which have similar electronic configurations, are in their most stable forms, Ca+2 ion can be replaced by K+ ion. However, this process can only be valid when only potassium feldspar is present in the environment. Looking at the XRD curve given in Figure 8, garnet, calcite and wollastonite formation is observed in the waste solid after KCl is taken into solution by leaching method after roasting. Instead of anorthite, the high quantities of albite and muscovite minerals in the ore lead to the formation of these minerals.
3.2. Feldspar-CaCl2-NaCl Experiments
Since CaCl2 is a costly addition, different additives have been examined on the dissolving of potassium from potassium feldspar with high efficiency. CaCl2 was mixed with NaCl as an additive in experiments to minimize the CaCl2 ratio. Within the scope of the research, the roasting temperature of 850 °C, which is the optimal temperature for CaCl2, and the roasting period of 60 minutes were held constant while the Feldspar:CaCl2:NaCl ratio varied. Experiments were carried out at Feldspar:CaCl2:NaCl ratios of 1:1;25:0.25; 1:1:0.25; 1:0.75:0.75 and 1:0.5:1. Result of the experiments and XRD analysis of the solid waste obtained after leaching are given in Figure 11 and Figure 12, respectively.
The highest efficiency was reached with 93.71% at 850 °C roasting temperature and 1:1.25:0.25 ratio in the CaCl2-NaCl mixture experiments. The potassium dissolution efficiency was 93.41% as a result of the experiments performed at 850 °C roasting temperature using only CaCl2. Based on the data, it is clear that using less CaCl2 resulted in the same potassium dissolution efficiency at the same roasting temperature and time. According to the studies in the literature (Haseli et. al., 2020; Hao et. al., 2012), an efficiency of 90-96% was achieved as a consequence of processes carried out at 800-850 °C roasting temperature using CaCl2 and NaCl. The primary difference between the experimental conditions is that, while the CaCl2/NaCl ratio in the literature is around 2, the CaCl2/NaCl ratio in this study is 5.
3.3. Feldspar-CaSO4-NaCl Experiments
Since CaCl2 is a costly addition, different additives have been examined on the dissolving of potassium from potassium feldspar with high efficiency. High yields could not be obtained in studies using only NaCl salt. Therefore, studies were carried out using NaCl salt mixed with CaSO4. The expected reaction to occur is as follows (Jena et. al., 2016).
CaSO4 + 2NaCl = CaCl2 + Na2SO4
2KAlSi3O8 + CaCl2 = 2KCl + CaAl2Si2O8+ 4SiO2
Pure gypsum was used as a source of CaSO4 in the experiments. The Feldspar:Gypsum:NaCl ratio was held constant during the experiments at 1:1.25:0.25, and roasting temperatures of 800-850-900-950-1000-1100 °C were studied. The results of the roasting temperature experiments are given in Figure 13.
79.65% and 80.91% potassium dissolution efficiency were achieved in experiments conducted at 1000 and 1100 °C roasting temperatures, respectively. The yield began to stabilize after the roasting temperature of 1000 °C. As a result, after settling on 1000 °C as the ideal roasting temperature, experiments were carried out by changing the CaSO4 and NaCl ratios. To begin with, the Feldspar and NaCl ratios were held constant, and experiments were performed at 1:0.25:1, 1:0.5:1, 1:0.75:1, 1:1:1, 1:1,25:1, and 1:1.5:1 ratios of Feldspar:CaSO4:NaCl. After conducting experiments, the optimal CaSO4 ratio was determined. The feldspar and CaSO4 ratios were then held constant while experiments were carried out at 1:1.25:0.25; 1:1.25:0.5; 1:1.25:0.75; 1:1.25:1; 1:1.25:1.25 and 1:1.25:1.5 ratios of Feldspar:CaSO4:NaCl. Result of the experiments and XRD analysis of the solid waste obtained after leaching are given in Figure 14 and Figure 15, respectively.
Experiments with different CaSO4 ratios resulted in 89.32% and 89.51% efficiency at 1.25 and 1.5 CaSO4 ratios, respectively. 1.25 CaSO4 ratio was determined to be optimal since there was no significant increase in potassium dissolution efficiency after 1.25 CaSO4 ratio. After the CaSO4 ratio was determined, the highest dissolution efficiency was obtained with 96.08% in the ratio of 1:1.25:1.5 Feldspar: CaSO4:NaCl within the scope of the experiments performed by changing the NaCl ratios. Although there are not many studies in the literature with a mixture of CaSO4 and NaCl, in the study by Jena et al. (2016), the dissolution of potassium was carried out at 900 °C and 1:1:1 ratio with 92.8% efficiency by using phosphogypsum and NaCl, which has a similar structure to CaSO4.
4. Conclusion
In this study, different kind of salts are used as additives in order to extract potassium from potassium feldspar to produce KCl to be used in the fertilizers. In this context, CaCl2, NaCl and CaSO4 salts are studied and it is clear that it is possible to extract potassium with high efficiency by using these salts. However, main purpose here is to obtain KCl from potassium feldspar with lower production cost. The maximum efficiency obtained by using CaCl2 as an additive is 93.41% potassium dissolution at 850 °C roasting temperature for 60 minutes with the Feldspar:CaCl2 ratio of 1:1.5. In the experiments done by using CaCl2-NaCl mixture, the maximum efficiency is 93.71% potassium dissolution at 850 °C roasting temperature for 60 minutes with Feldspar:CaCl2:NaCl ratio of 1:1.25:0.25. Lastly, the maximum efficiency obtained after using CaSO4-NaCl mixture is 96.08% at 1000 °C roasting temperature for 60 minutes with Feldspar:CaSO4:NaCl ratio of 1:1.25:1.5. As a result, it is possible to produce KCl more economically by using CaSO4-NaCl mixture as an additive which is cheaper than CaCl2. However, it is also depends on the economic conditions of the day because higher roasting temperature (1000 °C) is needed in the process of KCl production with CaSO4-NaCl mixture.
Author Contributions
All researchers conceived and designed the experiments; T.T. performed the experiments and analyzed the data; all researchers contributed to writing the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Istanbul Technical University Circulating Capital Enterprise R&D, Project ID: 42017 and The Scientific and Technological Research Council of Turkey, Project ID: 218M107.
Acknowledgments
The authors would like to express their sincere thanks and appreciation to Istanbul Technical University Circulating Capital Enterprise R&D, The Scientific and Technological Research Council of Turkey for financial support, and to BS Invest Co. for kindly providing the feldspar samples.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Al Rawashdeh, R.; Xavier-Oliveira, E.; Maxwell, P. The potash market and its future prospects. Resources Policy 2016, 47, 154–163. [Google Scholar] [CrossRef]
- Alyosif, B.; Uysal, T.; Aydemir, M.K.; Erdemoğlu, M. Contribution of Mechanical Activation for Obtaining Potassium Chloride from Microcline. Mining, Metallurgy & Exploration 2023, 1–9. [Google Scholar]
- Bulatovic, A.M. Beneficiation of Potash Ore. In Handbook of Flotation Reagents: Chemistry, Theory and Practice, Volume 3: Flotation of Industrial Minerals; 2015; Volume 36, pp. 153–162. [Google Scholar]
- Ciceri, D.; Manning, D.A.; Allanore, A. Historical and technical developments of potassium resources. Science of the total environment 2015, 597. [Google Scholar] [CrossRef] [PubMed]
- Ghalayini, Z.T. Feldspar And Nephelıne Syenıte. U.S. Geological Survey, Mineral Commodity Summaries. Available online: https://pubs.usgs.gov/periodicals/mcs2020/mcs2020-feldspar.pdf.
- Hao, Z.; Desi, S.; Hong, B. The extraction of potassium from feldspar by molten salt leaching method with com-posite additives. Adv Mat Res. 2012, 1136, 524–527. [Google Scholar]
- Haseli, P.; Majewski, P.; Christo, F.; Raven, M.; Klose, S.; Bruno, F. Experimental kinetic analysis of potassiumextraction from ultrapotassic syenite using NaCl–CaCl2salt mixture. ACS Omega 2020, 5, 16421–16429. [Google Scholar] [CrossRef] [PubMed]
- Jena, S.K.; Misra, P.K.; Das, B. Studies on extraction of potassium from feldspar by roast-leach method using phosphogypsum and sodium chloride. Mineral Processing and Extractive Metallurgy Review 2016, 37, 323–332. [Google Scholar] [CrossRef]
- Jena, S.K.; Misra, P.K.; Das, B. Studies on extraction of potassium from feldspar by roast-leach method using phosphogypsum and sodium chloride. Mineral Processing and Extractive Metallurgy Review 2016, 37, 323–332. [Google Scholar] [CrossRef]
- Orosco, P.; del Carmen Ruiz, M. Potassium chloride production by microcline chlorination. Thermochimica Acta 2015, 613, 108–112. [Google Scholar] [CrossRef]
- Orosco, P.; Barrios, O.; Ojeda, M. Extraction of Potassium from Microcline by Chlorination. Minerals 2019, 9, 295. [Google Scholar] [CrossRef]
- Prud’homme, M.P. Canadian Encyclopedia. 2015. Available online: https://www.thecanadianencyclopedia.ca/en/article/potash.
- Samantray, J.; Anand, A.; Dash, B.; Ghosh, M.K.; Behera, A.K. Sustainable Process for the Extraction of Potassium from Feldspar Using Eggshell Powder. ACS omega 2020, 5, 14990–14998. [Google Scholar] [CrossRef] [PubMed]
- Samantray, J.; Anand, A.; Dash, B.; Ghosh, M.K.; Behera, A.K. Production of Potassium Chloride from K-Feldspar Through Roast–Leach-Solvent Extraction Route. Transactions of the Indian Institute of Metals 2019, 72, 2613–2622. [Google Scholar] [CrossRef]
- Serdengeçti, M.T.; Baştürkcü, H.; Burat, F.; Kangal, M.O. The correlation of roasting conditions in selective potassium extraction from K-feldspar ore. Minerals 2019, 9, 109. [Google Scholar] [CrossRef]
- Tanvar, H.; Dhawan, N. Recovery of Potash Values from Feldspar. Separation Science and Technology 2020, 55, 1398–1406. [Google Scholar] [CrossRef]
- Yuan, B.; Li, C.; Liang, B.; Lü, L.; Yue, H.; Sheng, H.; Xie, H. Extraction of Potassium from K-feldspar via the CaCl2 Calcination Route. Chinese Journal of Chemical Engineering 2015, 23, 1557–1564. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, D.S.; Bao, H. The Extraction of Potassium from Feldspar by Molten Salt Leaching Method with Composite Additives. Advanced Materials Research 2012, 524, 1136–1139. [Google Scholar] [CrossRef]
- Zhang, Y.; Asselin, E.; Li, Z. Laboratory and Pilot Scale Studies of Potassium Extraction from K-feldspar Decomposition with CaCl2 and CaCO3. Journal of Chemical Engineering of Japan 2018, 49, 111–119. [Google Scholar] [CrossRef]
- Zhong, Y.; Gao, J.; Chen, P.; Guo, Z. Recovery of Potassium from K-feldspar by Thermal Decomposition with Flue Gas Desulfurization Gypsum and CaCO3: Analysis of Mechanism and Kinetics. Energy & Fuels 2017, 31, 699–707. [Google Scholar]
Figure 1.
Image analysis of the ore.
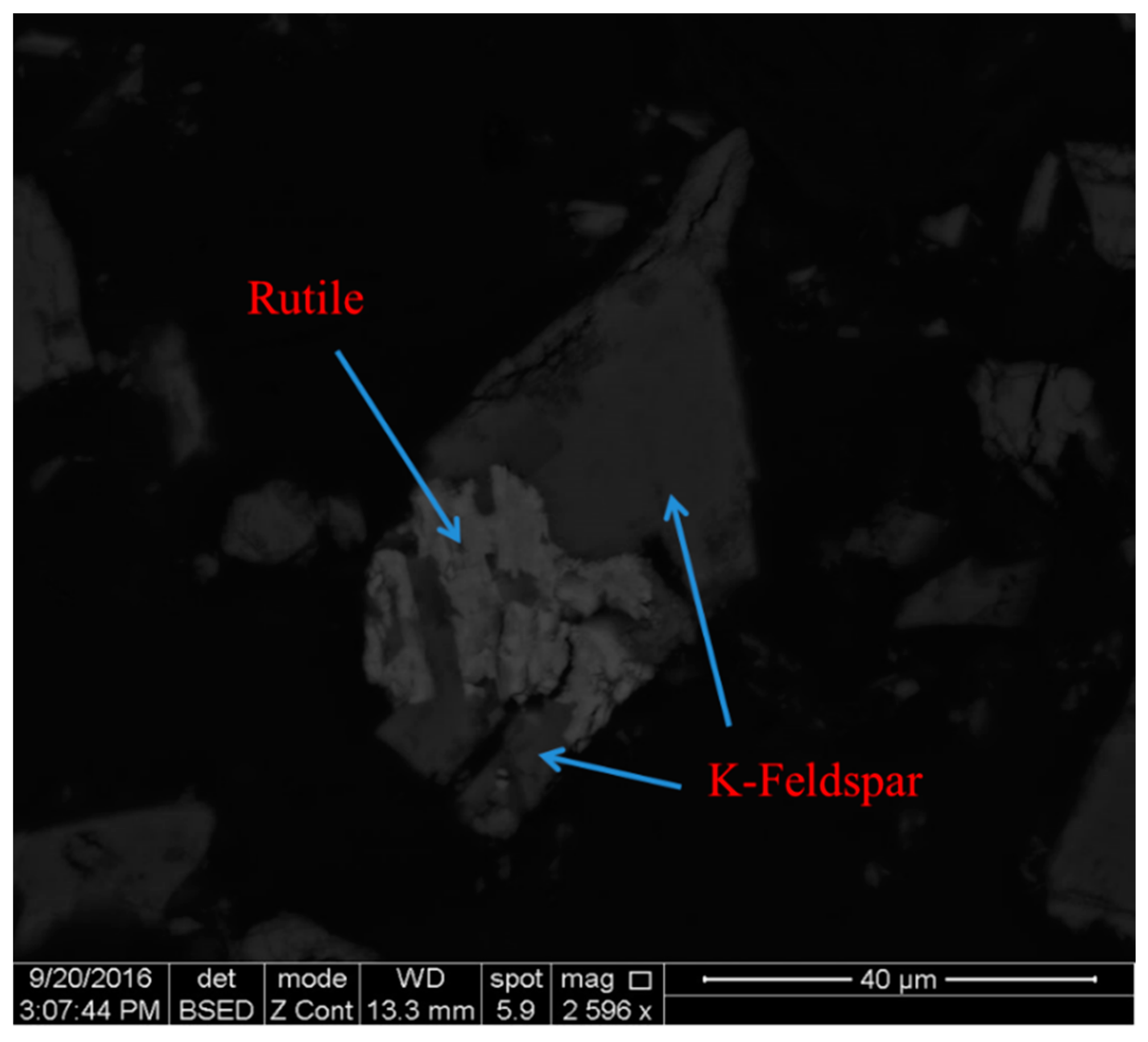
Figure 2.
MLA anaylze results of the ore.
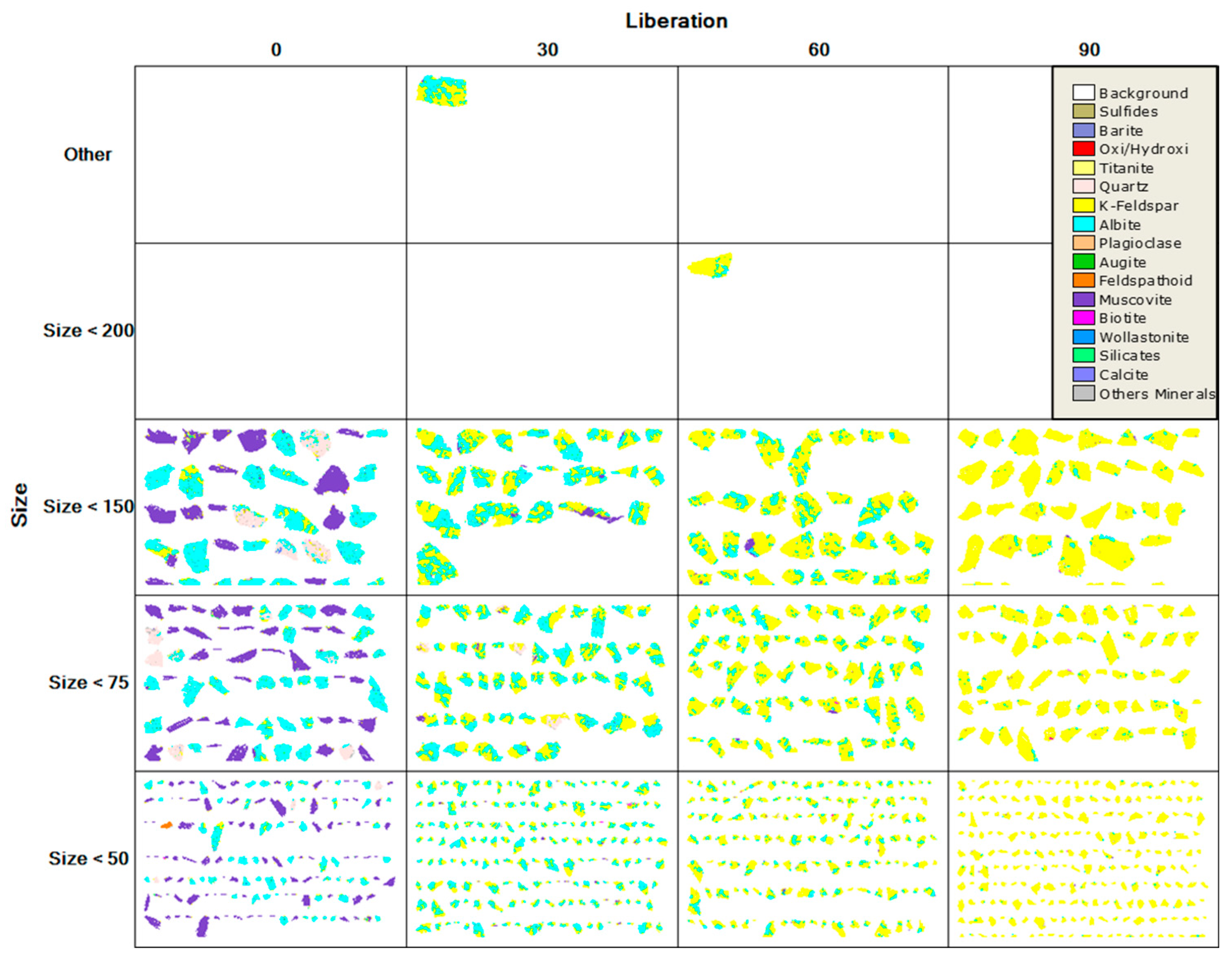
Figure 3.
X-ray diffraction pattern of ore.
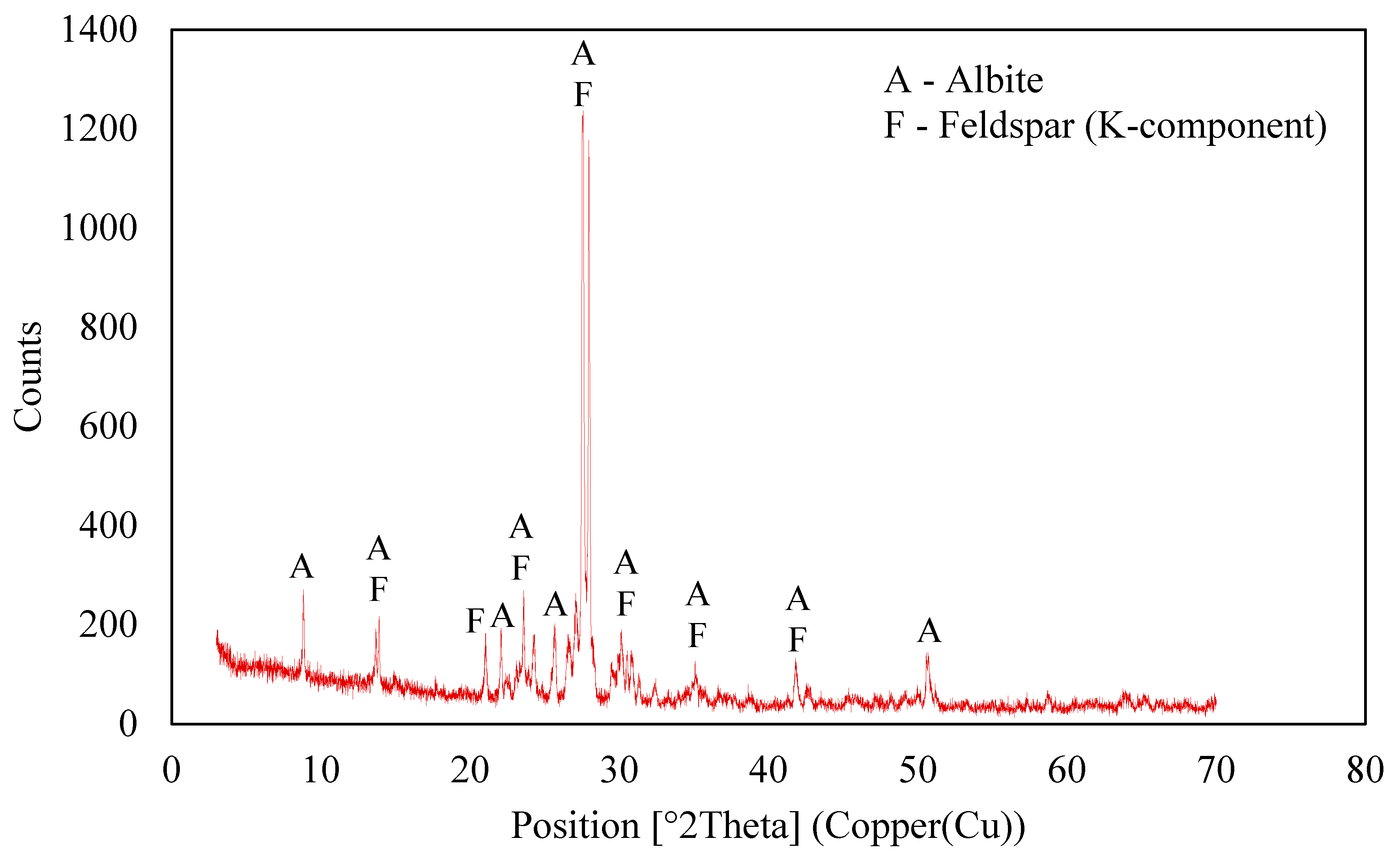
Figure 4.
DTA and TGA curve of the ore.
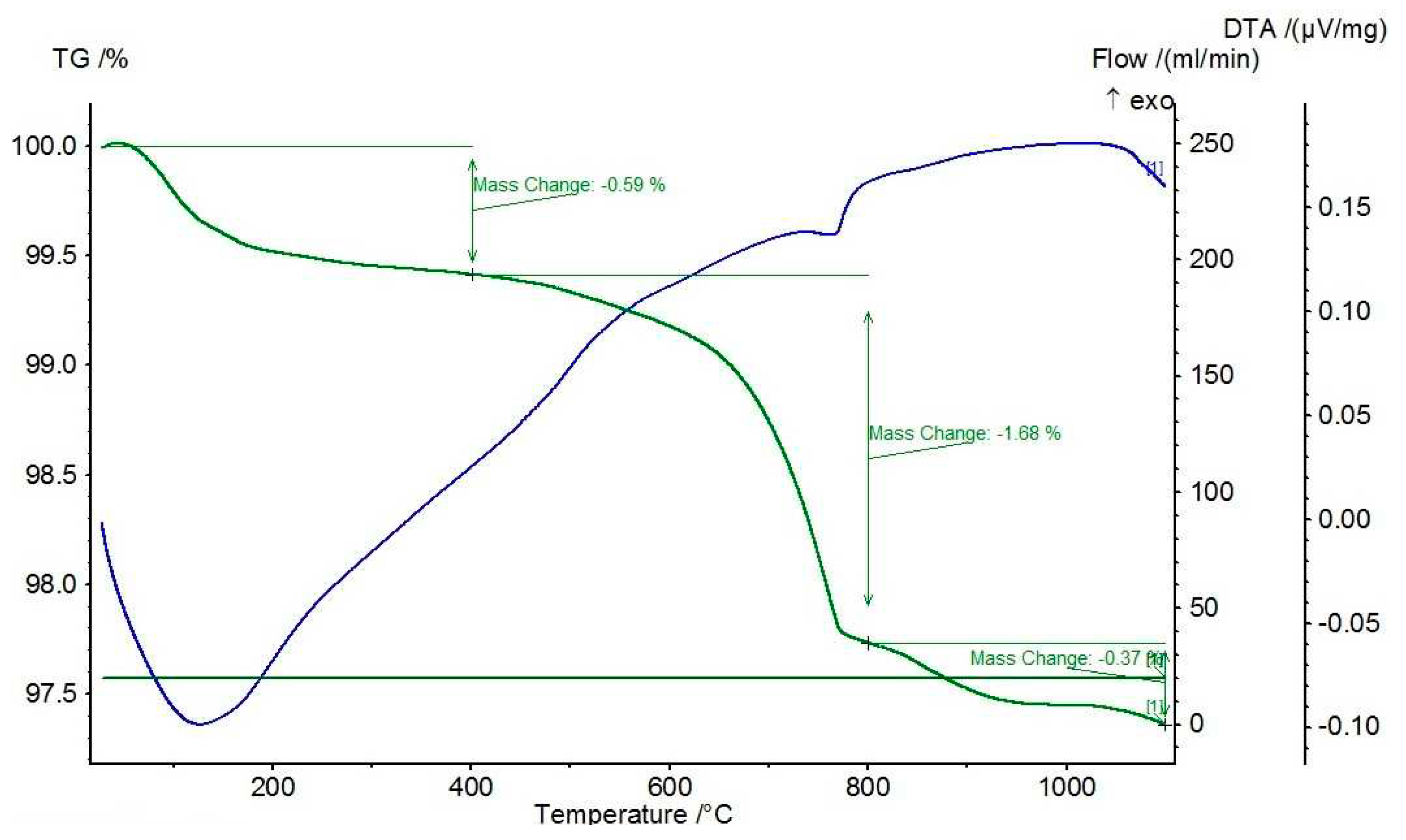
Figure 5.
DTA and TGA curve of CaCl2.
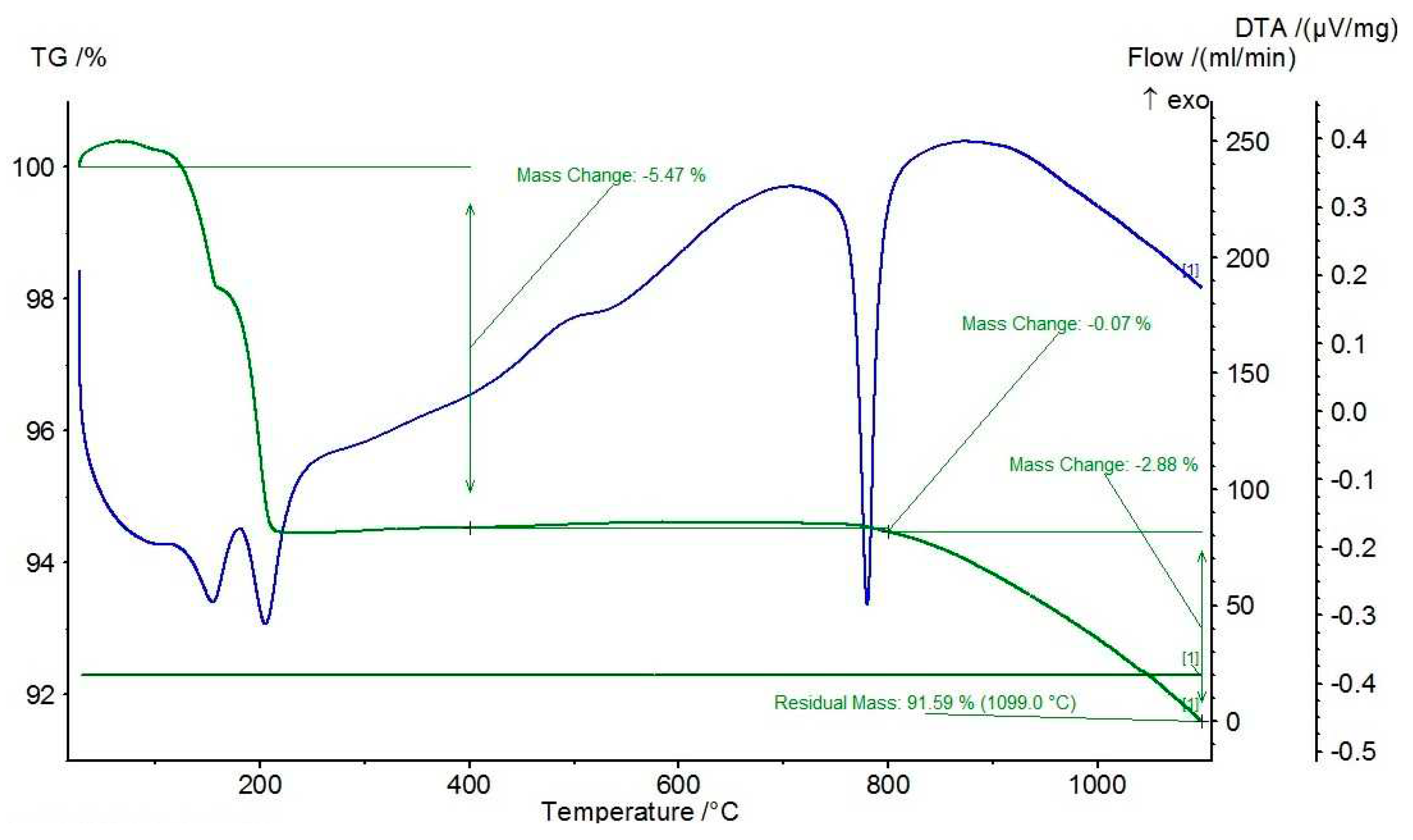
Figure 6.
DTA and TGA curve of NaCl.
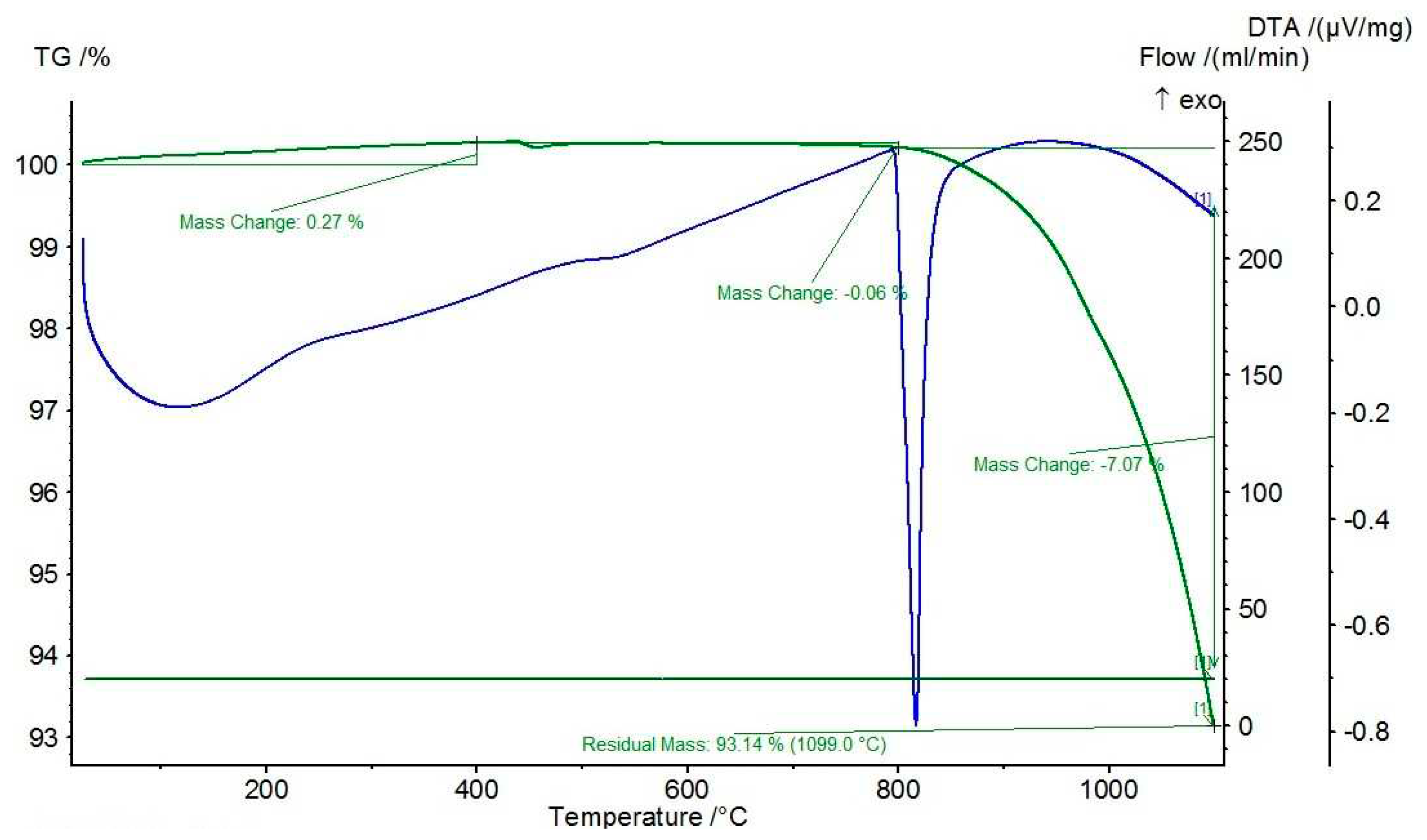
Figure 7.
DTA and TGA curve of CaSO4.
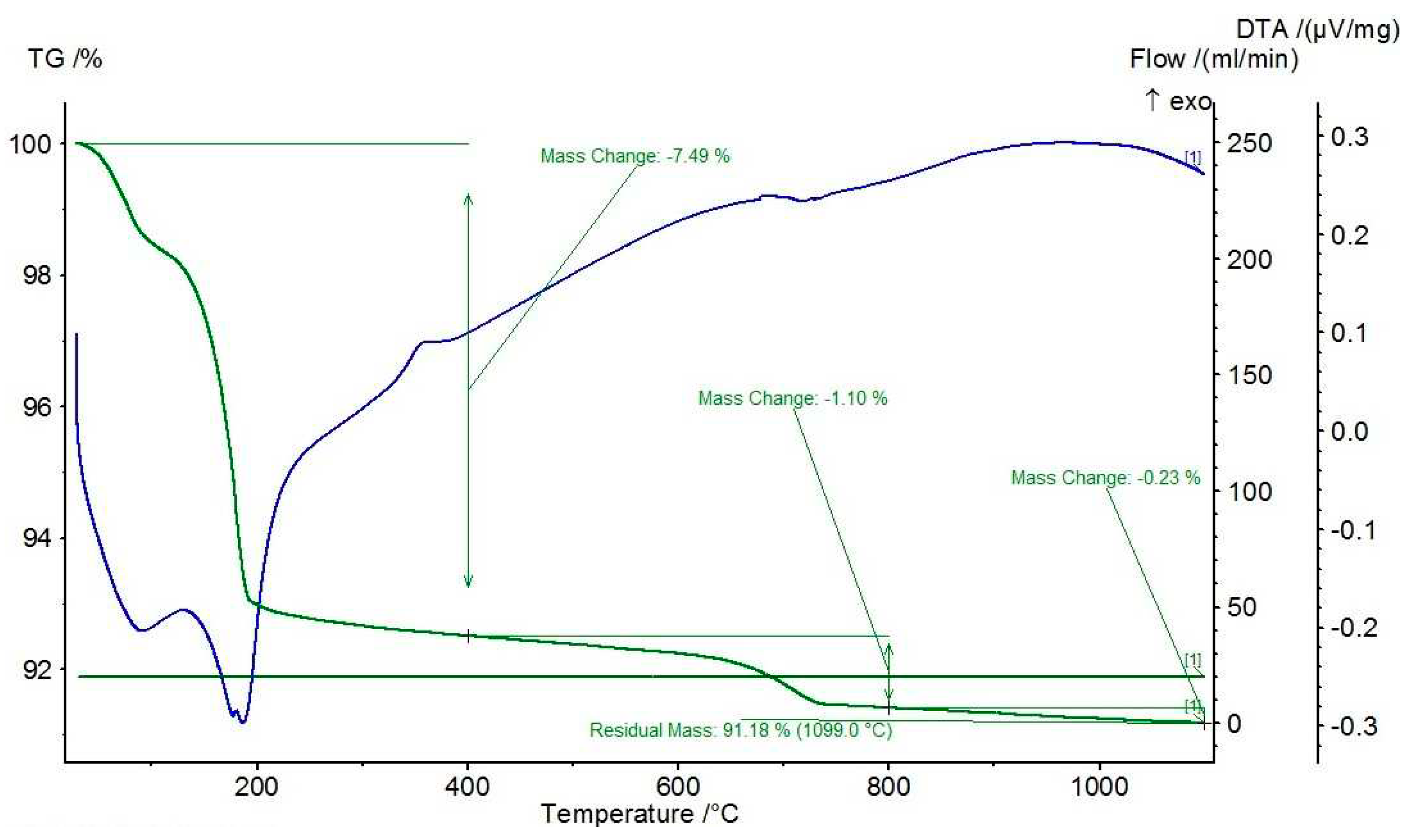
Figure 8.
Basic flowsheet of the experiments.
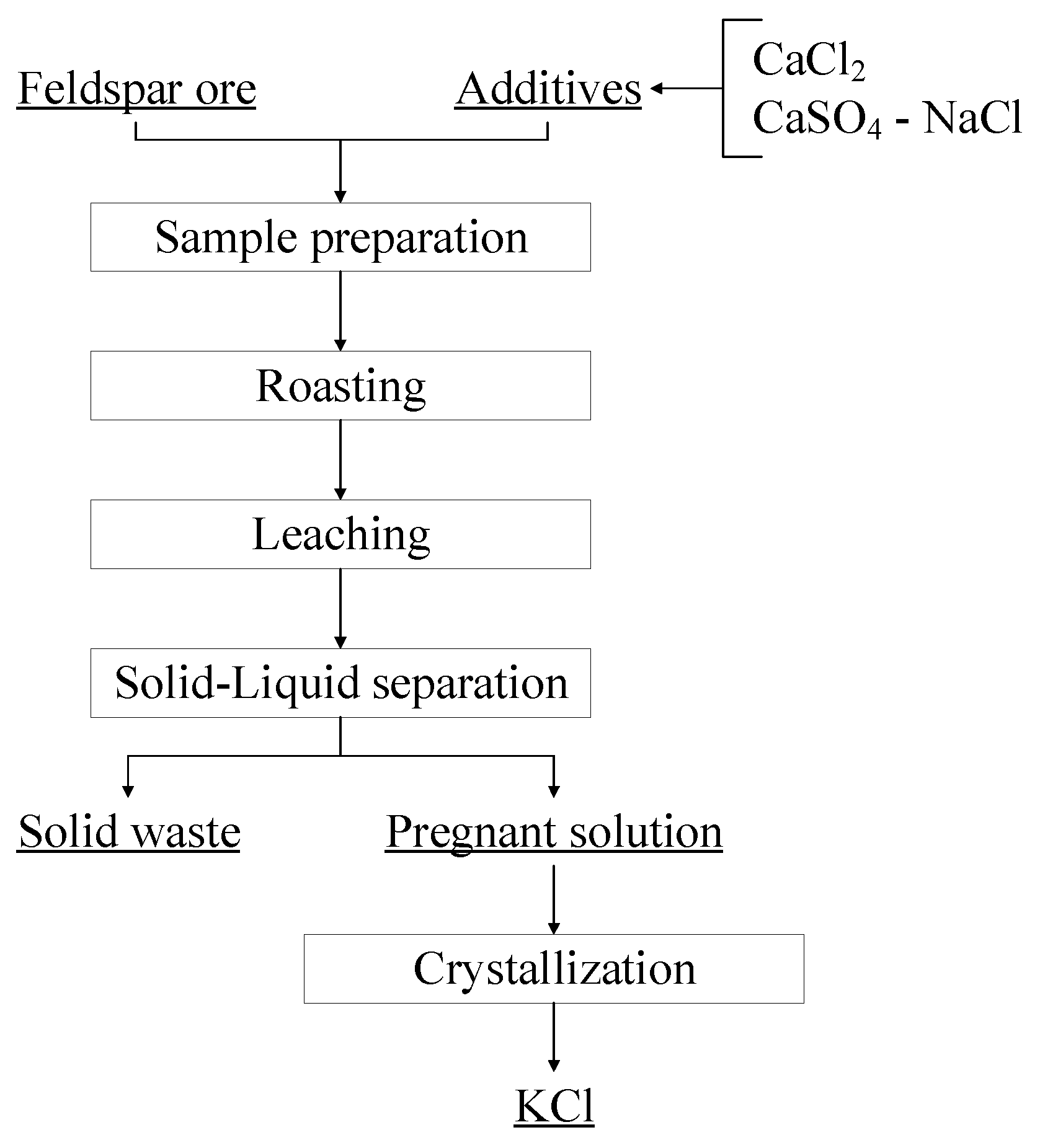
Figure 9.
Results of roasting temperatures by using CaCl2 as an additive.
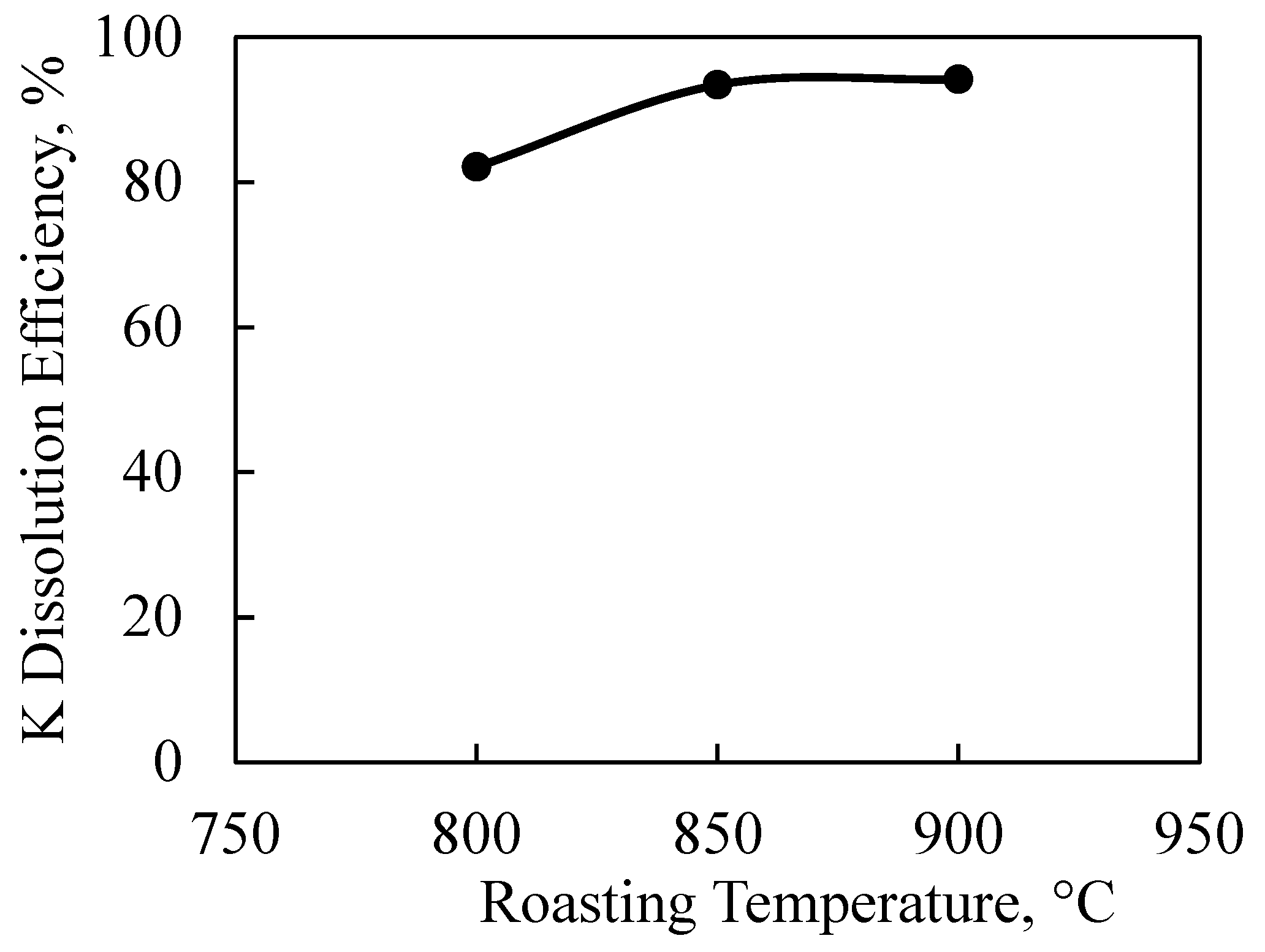
Figure 10.
XRD analysis result of the solid waste obtained during leaching experiment.
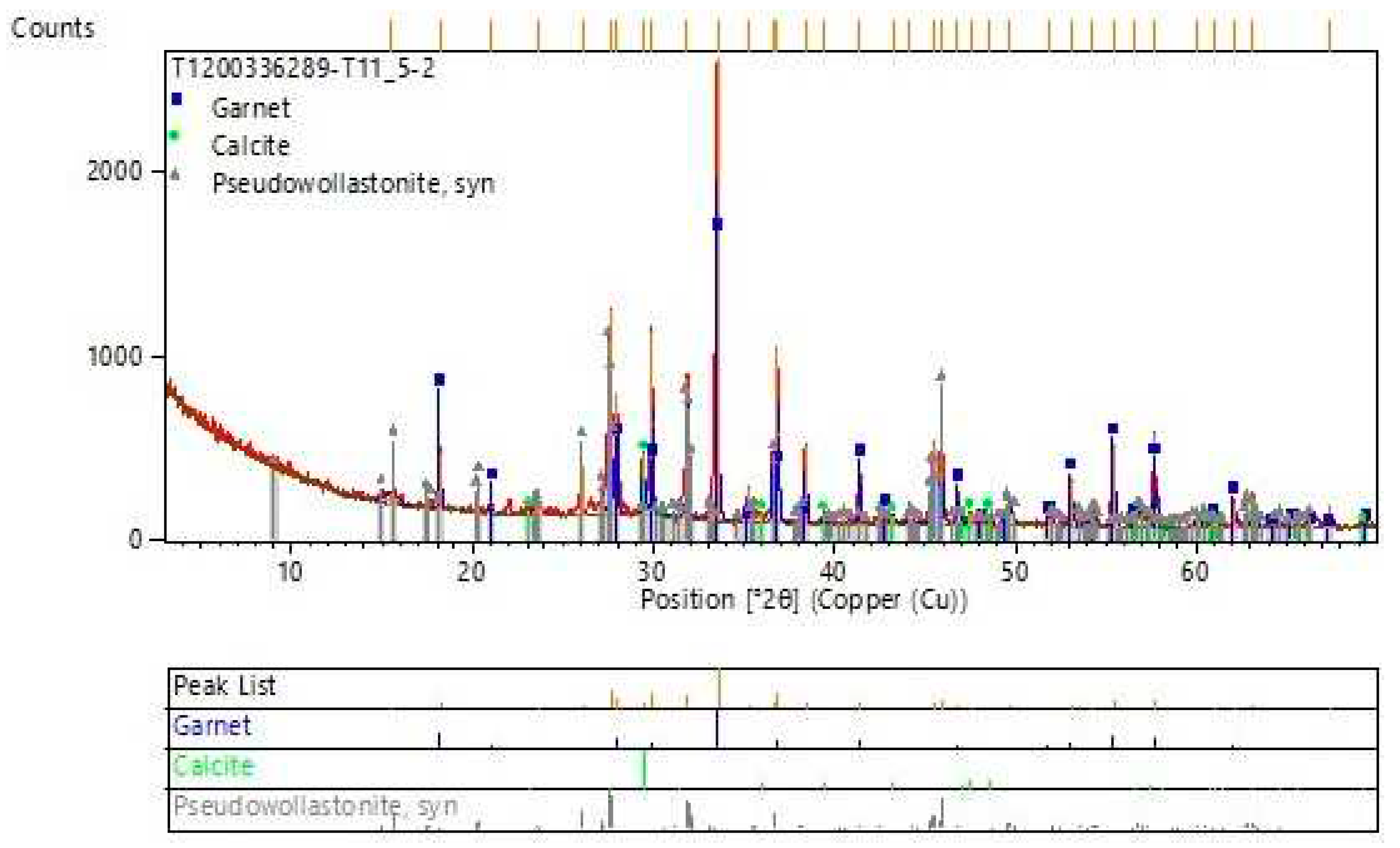
Figure 11.
Result of the additive ratio by using CaCl2-NaCl mixture as an additive.
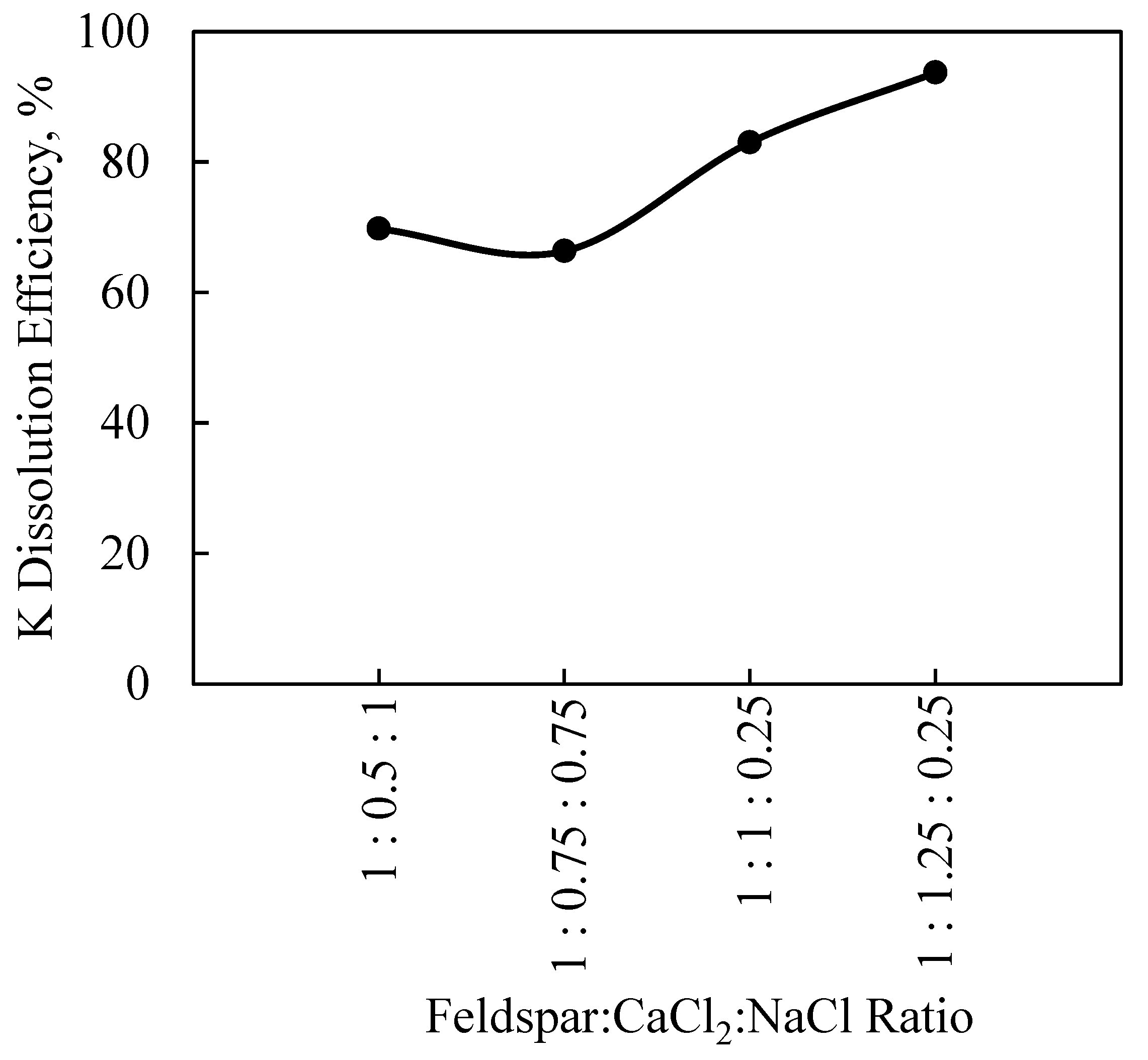
Figure 12.
XRD analysis result of the solid waste obtained during leaching experiment.
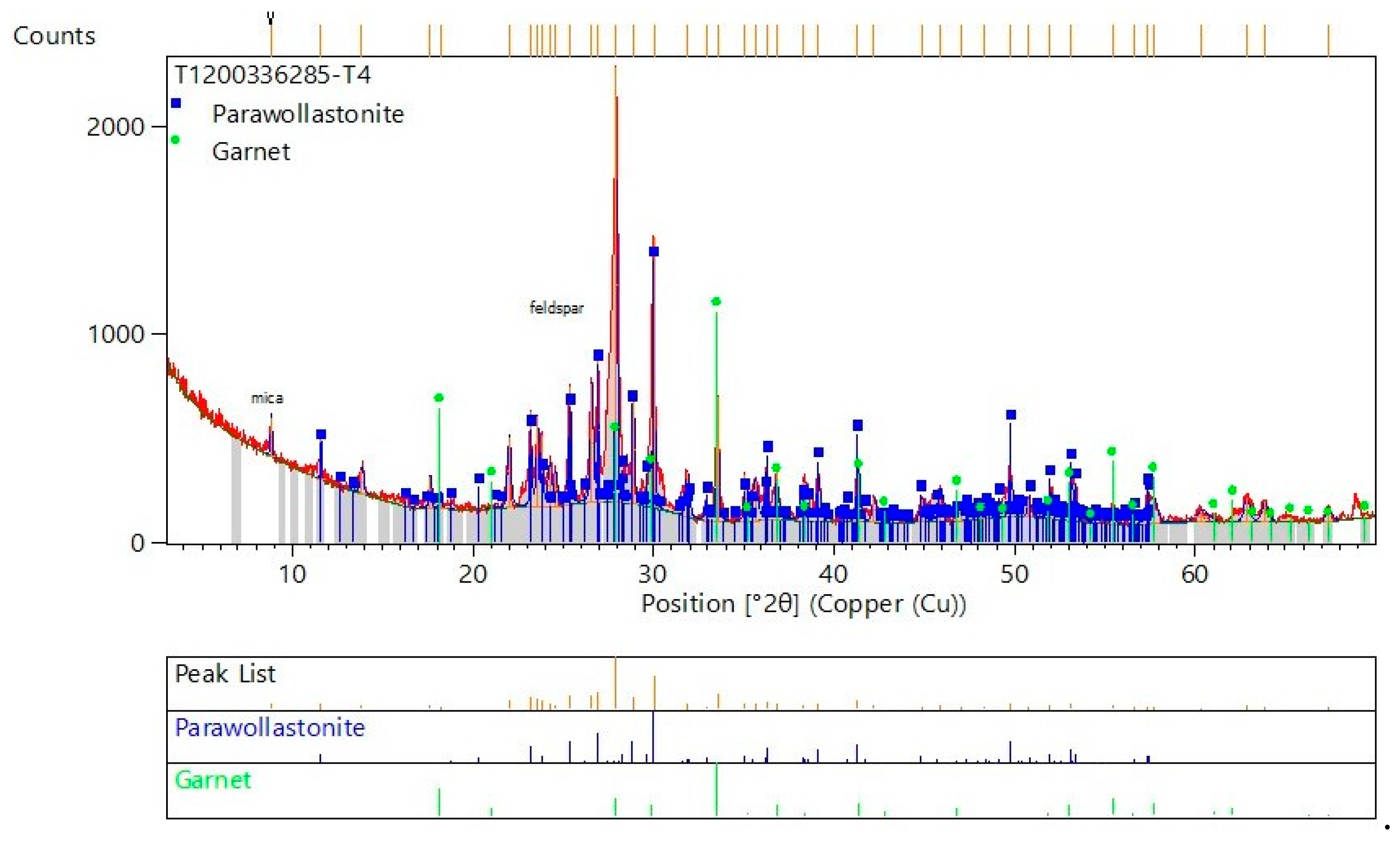
Figure 13.
Results of roasting temperatures by using CaSO4-NaCl mixture as an additive.
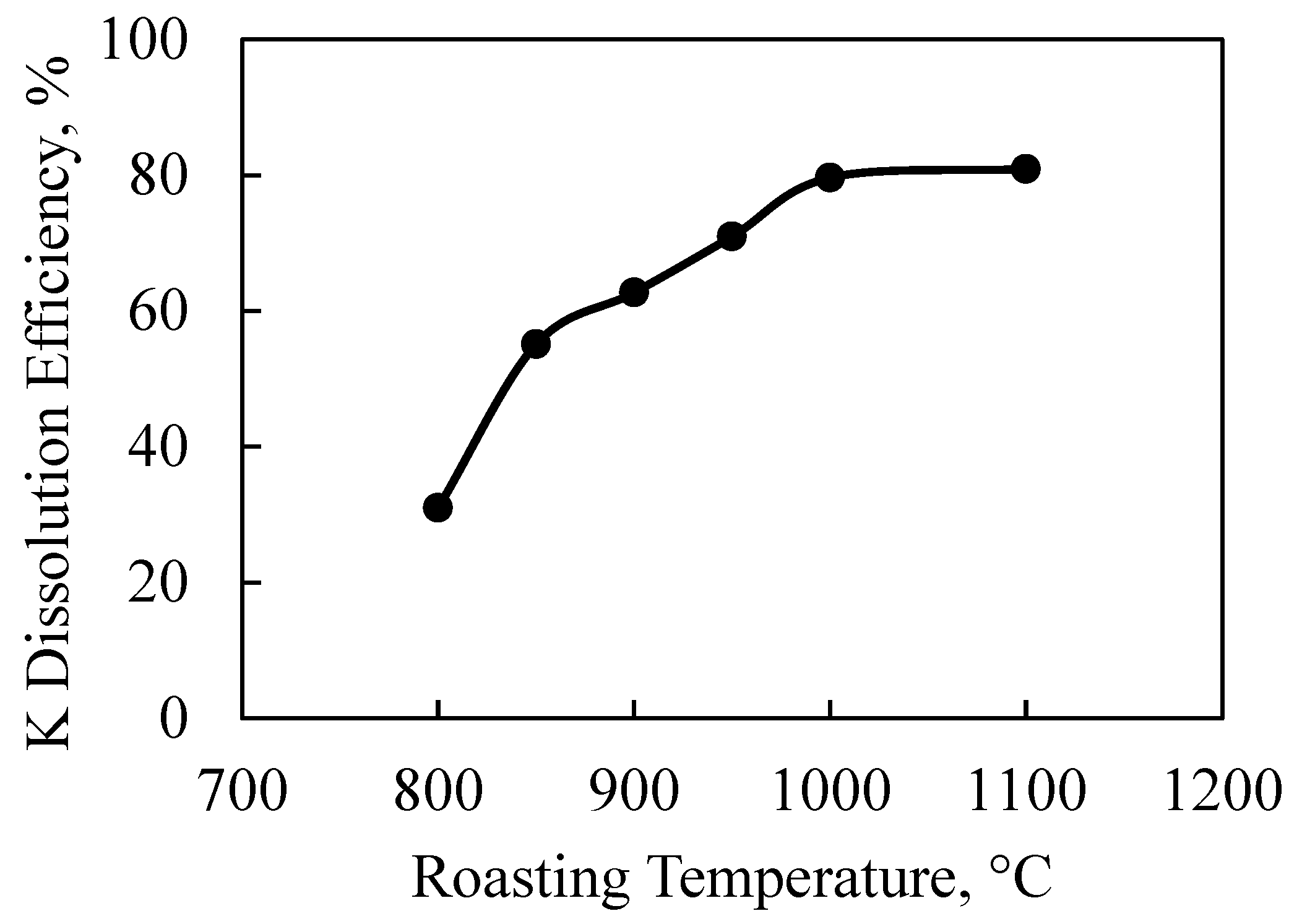
Figure 14.
Result of the additive ratio by using CaSO4-NaCl mixture as an additive.
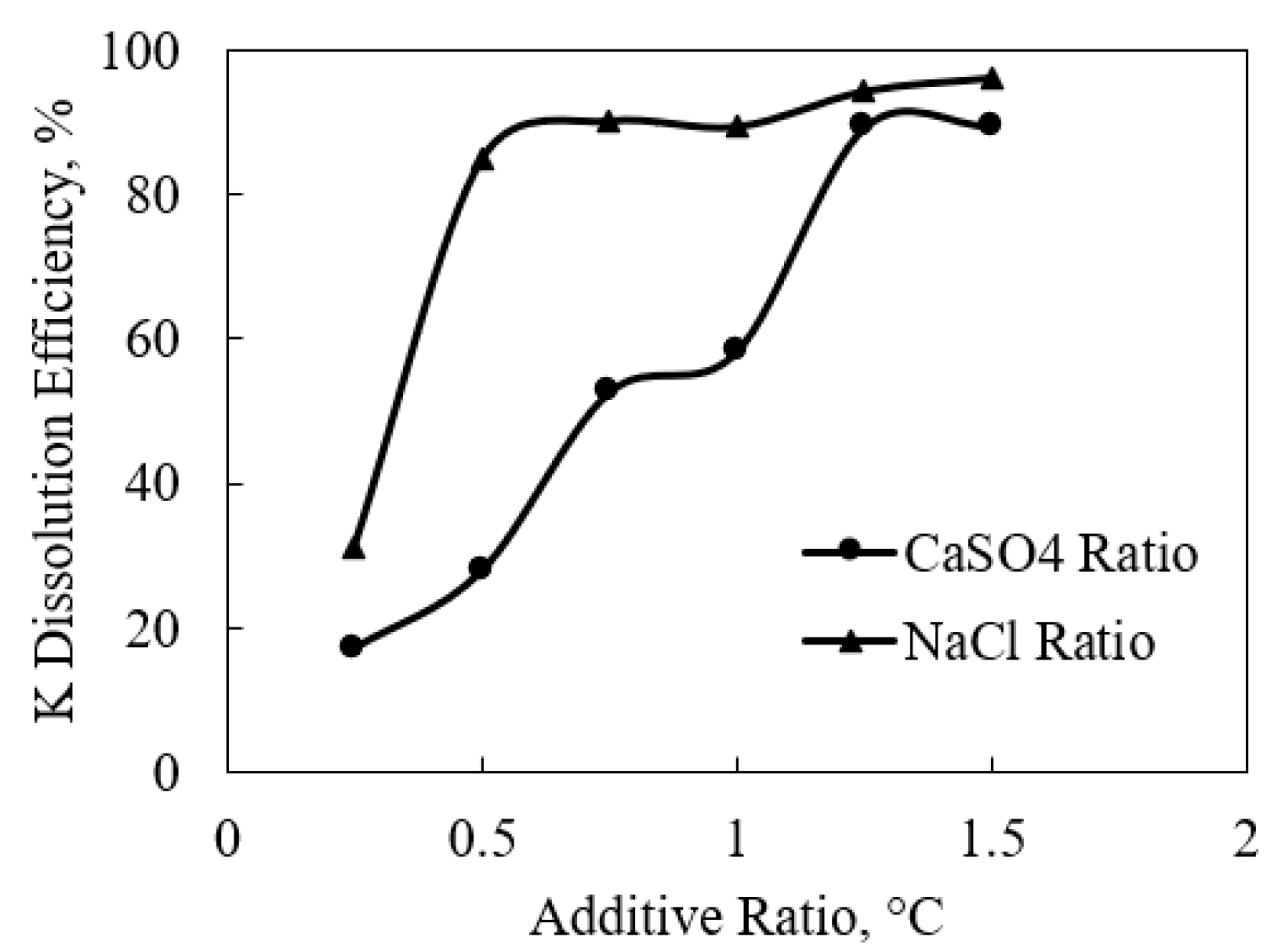
Figure 15.
XRD analysis result of the solid waste obtained during leaching experiment.
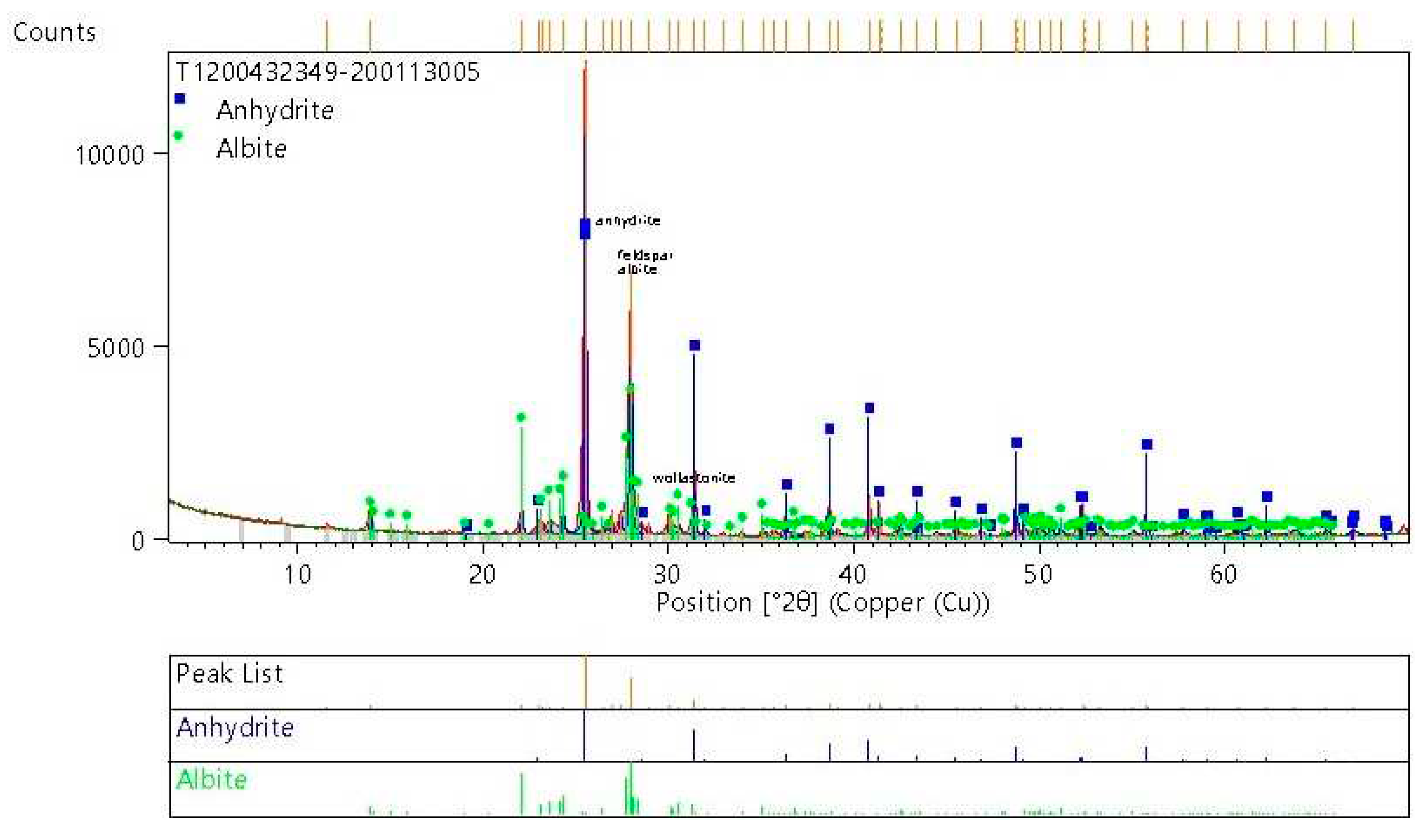

Table 1.
Some studies to produce potash from K-feldspar with different kind of additives.
| K2O content | Additive | Additive ratio | Roasting temp. | Roasting time | Efficiency | Reference |
|---|---|---|---|---|---|---|
| 13.25% | CaCl2 | CaCl2/Feldspar: 1.15 | 900 oC | 40 min. | 91% | Yuan et.al., 2015 |
| 11.42% | CaCl2 | CaCl2/Feldspar: 1 | 900 oC | 80% | Samantray et. al., 2019 | |
| 10.35% | CaCl2 | CaCl2/Feldspar: 1/0.8 | 900 oC | 160 min. | 90% | Haseli et. al., 2020 |
| 9.69% | CaCl2 | CaCl2/Feldspar: 1/1.5 | 850 oC | 60 min. | 99.8% | Serdengeçti et. al., 2019 |
| 9.67% | CaCl2 | CaCl2/Feldspar: 1 | 950 oC | 60 min. | 98.25% | Tanvar and Dhawan, 2020 |
| 11.6% | Eggshell and HCl | Eggshell/Feldspar: 1.8 | 900 oC | 30 min. | 99% | Samantray et. al., 2020 |
| 10.89% | Phosphogypsum and NaCl | NaCl/Feldspar: 1 Phosphogypsum/Feldspar: 1 |
900 oC | 92.8% | Jena et. al., 2016 | |
| 10.28% | Calcite and chlorine gas | CaCl2/Feldspar: 35/65 | 900 oC | 120 min. | 97% | Orosco et. al., 2019 |
| 15% | CaCl2 and NaCl | CaCl2/NaCl/Feldspar: 1.1/0.6/1.8 | 800 oC | 60 min. | 95.5% | Zhang et. al., 2012 |
| 12.66% | CaCl2 ve CaCO3 | CaCl2/CaCO3/Feldspar: 2/2/1 | 750-800 oC | 82% | Zhang et. al., 2018 | |
| 13.91% | Calcite and gypsum | Gypsum/Calcite/Feldspar: 1/3/1 | 1100 oC | 40 min. | 91.3% | Zhong et. al., 2017 |
| 10.43% | MgCl2 | MgCl2/Feldspar: 1 | 900 oC | 93% | Orosco and del Carmen Ruiz, 2015 |
Table 2.
Chemical analyses of ore.
| Component | Content, % | Component | Content, % | Component | Content, % |
|---|---|---|---|---|---|
| SiO2 | 61,6 | TiO2 | 0,138 | Rb2O | 0,0328 |
| Al2O3 | 20,8 | CeO2 | 0,0872 | Cl | 0,0264 |
| K2O | 7,21 | BaO | 0,0786 | ZnO | 0,0110 |
| Na2O | 4,9 | F | 0,0720 | PbO | 0,00734 |
| CaO | 2,91 | SrO | 0,0710 | Nb2O5 | 0,00516 |
| Fe2O3 | 1,43 | ZrO2 | 0,0499 | ThO2 | 0,00459 |
| MgO | 0,302 | MnO | 0,0494 | Ga2O3 | 0,00287 |
| SO3 | 0,159 | P2O5 | 0,0419 |
Table 3.
Modal mineralogy analyses of ore.
| Mineral | Content, % | |
|---|---|---|
| Oxides/Hydroxides | Man/Hematite | 0.02 |
| Goethite | 0.05 | |
| Rutile | 0.02 | |
| Silicates | Quartz | 3.17 |
| K-Feldspar | 39.96 | |
| Albite | 27.51 | |
| Plagioclase | 0.01 | |
| Feldspathoid | 0.09 | |
| Muscovite | 27.08 | |
| Biotite | 0.17 | |
| Wollastonite | 0.11 | |
| Si-Al Clays | 1.11 | |
| Zircon | 0.04 | |
| Apatite | 0.07 | |
| Bastnasite | 0.05 | |
| Other | 0.52 | |
| Total | 100 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



