
Submitted:
04 October 2023
Posted:
09 October 2023
You are already at the latest version
Abstract
In tire tread applications, achieving enhanced abrasion resistance, wet grip, and rolling resistance is crucial for optimizing overall performance. To realize improvements in these attributes for silica-filled tire tread compound, it becomes imperative to improve dispersity of silica filler with investigating the effect of each component in tire tread compound. In this work, we study the effect of styrene content within solution styrene butadiene rubber (SSBR) on the properties of tire tread compounds. A higher styrene segment within SSBR contributes to increased silica dispersion and crosslink density. Thus, tire tread compounds featuring SSBR with increased styrene content not only improve physical and mechanical properties but also enhance major characteristics tailored for tire tread applications. These findings provide valuable insights into advancing the reinforced performance of tire tread compounds through the strategic utilization of SSBR enriched in styrene content.
Keywords:
tire tread compound
; solution styrene butadiene rubber
; styrene
; silica dispersion
; filler-rubber interaction
1. Introduction
The tire tread, in direct contact with the road surface, plays a central role within a tire due to its significant impact on crucial attributes. These include abrasion resistance (which affects tire durability), wet traction (which governs stability on wet surfaces), and rolling resistance (which has a substantial impact on fuel efficiency). These attributes collectively constitute the cornerstone of the "magic triangle" of tire performance [1,2,3]. However, the elements of this magic triangle exhibit an inherent trade-off connection, necessitating a holistic enhancement approach that simultaneously optimizes these traits for the development of efficient tread compounds [4,5,6,7].
The escalating emphasis on environmental sustainability in contemporary times has significantly shaped the landscape of tire tread compounds. Following the advent of the "Green tire," precipitated silica has emerged as a compelling alternative to carbon black fillers for crafting high-performance automotive tires [8,9,10]. Utilizing silica as a reinforcement agent enhances the overall performance of tire treads, outperforming compounds containing carbon black fillers. Notably, this enhancement yields exceptional attributes, including reduced rolling resistance, minimized heat build-up, and enhanced wet grip characteristics [11,12,13].
However, due to the presence of numerous hydrophilic polar silanol groups on its surface, silica exhibits poor compatibility with the hydrophobic non-polar rubber matrix [14]. Consequently, achieving effective dispersion becomes challenging, with a tendency for agglomeration due to strong filler-filler interactions [15,16]. Furthermore, the formation of strong hydrogen bonds with vulcanization accelerators results in their adsorption, leading to the formation of silica aggregates through the potent bonding forces between silica particles [17]. This adversely impacts silica dispersion and subsequently alters the mechanical properties. Consequently, the need to enhance silica dispersion as a reinforcing agent while optimizing filler-rubber interactions becomes imperative to enhance the magic triangle performance of tread compounds [18,19,20,21]. Nevertheless, there remains a limited body of research focusing on the direct investigation of the individual component effects within tire tread compounds featuring silica dispersion.
This study aims to investigate the influence of styrene content within solution styrene butadiene rubber (SSBR) on both silica dispersion and the tire tred performance. The investigation focuses on understanding how the variation in styrene content affects these factors. Indirect and direct methods were employed to assess the dispersity of silica particles: the Payne effect analysis provided an indirect confirmation, while the observation of compound morphology through SEM offered direct insights. Concurrently, the processed compound underwent evaluation for vulcanization properties, crosslink density, mechanical attributes, abrasion resistance, and dynamic viscoelastic properties. The findings from this study are poised to provide valuable guidance for enhancing silica dispersion and thereby optimizing the resultant performance within tire tread compounds, via targeted alterations of a single compound segment.
2. Materials and Methods
2.1. Materials
Three distinct SSBRs were employed, each possessing varying styrene content: 6270M, C 6450SL, and 6431H. All of which were provided by Kumho Petrochemical Co., South Korea. Comprehensive information regarding the specific attributes of these SSBR variants is outlined in Table 1. The reinforcing filler for the tire tread compound consisted of precipitated silica (Z175MP, Solvay SA/NV, Belgium) with a BET surface area of 175 m2 g-1. Bis-[(triethoxysilyl)propyl]tetrasulfide (TESPT; Si-69, Nanjing Aocheng Chemical Co., China) was employed as silane coupling agent. Zinc oxide (ZnO), stearic acid (StA), and polypropylene glycol 4000 (PEG 4000) were used as vulcanization activators. Sulfur, n-cyclohexyl-2-benzothiazole sulfonamide (CBS), and 1,3-diphenyl-guadinine (DPG) were used as crosslinking agents and cure accelerators. The quantitative evaluation of crosslink density was facilitated with toluene (99.8%), acetone (99.7%), tetrahydrofuran (THF, 99.8%), and n-hexane (95%) obtained from Samchun Pure Chemical Co., South Korea.
2.2. Sample preparation
The compound was prepared with two-step process, namely the silica master batch (SMB) mixing and the final master batch (FMB) steps. In the initial SMB phase, three SSBR compounds were generated within a closed internal mixer (kneader, 300cc, Moriyama, Japan). The process commenced with the introduction of SSBR into the mixer, subjected to mastication for 1 min at a rotor speed of 30–35 rpm while maintaining a mixing temperature at 80 °C. Then, ZnO, StA, and PEG 4000 were introduced to the SSBR, and mixed for another 1 min. Subsequently, silica and silane coupling agent were incorporated and the mixture was further blended for 13 minutes. Notably, silica and silane coupling agent occurred in four divided portions during this mixing procedure. The detailed compounding formulation and procedure are depicted in Table 2 and Table 3, respectively. The final dump temperature was set between 120–125 °C. The resultant SMB compounds were then combined with sulfur and vulcanization accelerators to fabricate FMB compounds. The combination took place through an 8 inch two-roll mill for 5 minutes, followed by sheeting. After then, the FMB was vulcanized in a heating press at 160 °C using the optimum vulcanization time determined from the vulcanization characterization.
2.3. Characterization
To assess the curing characteristics, the sheeted FMBs underwent torque measurement at a temperature of 160 °C for a duration of 30 minutes. This evaluation was conducted using a rubber process analyzer (RPA elite, TA Instruments, USA) with an oscillating frequency of 1.667 Hz, in accordance with ASTM D 2084 standards. The cure curves yielded insights into key parameters, such as the minimum and maximum torque values, as well as the optimal curing time.
The dispersion of the silica filler within the SSBR compounds was ascertained through a combination of Payne effect analysis and the observation of morphology on the fractured surfaces using field-emission scanning electron microscopy (FE-SEM; S4800, Hitachi, Japan). The Payne effect analysis was executed utilizing the rubber process analyzer with a strain range spanning from 0.1% to 100% and a frequency of 1.0 Hz at a temperature of 60 °C. The assessment involved calculating the difference in storage modulus between the initial and final points to quantify the Payne effect exhibited by the samples.
For the quantitative analysis of crosslink density, the vulcanized rubbers were fashioned into specimens measuring 10 mm x 10 mm x 2 mm and were initially weighed prior to the extraction process. To eliminate organic components, the samples underwent a 48-hour immersion in THF followed by another 48-hour immersion in n-hexane, both conducted at room temperature. Subsequently, the samples were air-dried for 48 hours at room temperature and then re-weighed post-extraction. These dried specimens were further subjected to a 24-hour swelling in toluene, allowing for subsequent measurement of the weight of the swollen specimens, thereby enabling the computation of the crosslinking density. Eq. (1) was used to calculate the volume fraction value using the measured weight value.
where Vr is the volume fraction of rubber in the swollen gel at equilibrium, Wd is the weight of the dried sample, Wf is the weight of the filler in the sample, Ws is the weight of the swollen sample, ρs is the density of solvent, and ρr is the density of rubber.
The acquired Vr value was used in Eq. (2), the Flory-Rehner equation, to determine the quantitative crosslinking density [22,23].
where ν (mol g-1) is the crosslink density, MC (g mol-1) is the average molecular weight between crosslink points, Vr is the volume fraction of rubber in the swollen gel at equilibrium from Equation 1, Vs (cm3 mol-1) is the molar volume of solvent, ρr (g cm-3) is the density of the rubber sample, and χ is the polymer-solvent interaction parameter.
The mechanical properties of the vulcanized rubber compounds were evaluated through the creation of dumbbell-shaped specimens, adhering to the guidelines specified by ASTM D 412. The evaluation encompassed the determination of modulus, tensile strength, and elongation at the point of fracture. Utilizing a universal testing machine (UTM; 3345, Instron, USA) with a 500 N load cell, the mechanical tests were conducted at room temperature with a crosshead speed of 500 mm/min. The hardness of vulcanizate was determined by employing a Shore A durometer (JIS K 6253, Asker, Japan) following ASTM D 2240 guidelines. The measurement involved pressing the specimen after overlapping it to a thickness of 6mm.
The evaluation of abrasion resistance was conducted via the DIN abrasion test, in guideline with the ASTM D 5963 standard. For this, cylindrical specimens were specifically prepared for the DIN abrasion test, featuring a diameter of 16 mm and a thickness of 8 mm. The actual test was executed utilizing a DIN abrasion tester (Withlab, Korea), involving the application of an abrasive cloth mounted on the cylindrical apparatus. The specimen underwent abrasion for a distance of 40 meters, subject to a vertical load of 5 N and a drum rotation of 40±1 rpm.
The dynamic viscoelastic characteristics of the compounds were investigated using a temperature sweep test conducted with a dynamic mechanical analyzer (DMA; ARES-G2, TA Instruments, USA). The glass transition temperature (Tg), peak tan δ, and tan δ at 0 °C and 60 ℃ of the vulcanizates were ascertained by gradually increasing the temperature from -80 °C to 80 °C at a rate of 3 °C min-1 and a strain of 0.2%, all while maintaining temperature sweep conditions and employing a frequency of 10 Hz.
3. Results and Discussion
In the silica-filled tire tread compound, the dispersity of silica particles and the filler-rubber interaction are pivotal factors influencing both the physical/mechanical properties and the tire tread performance. These factors can be confirmed indirectly through the analysis of Payne effect. Storage modulus (G′) vs. strain curves and precise values of three tire tread compounds are presented in Figure 1 and Table 4. The storage modulus at the initial point serves as an indicator of filler-filler interaction, while the difference in storage modulus (∆G′) between the starting and ending points provides insight into the filler-rubber interaction. A smaller ∆G′ value signifies a more favorable filler-rubber interaction [24,25,26]. In this aspect, the compound featuring SSBR 6270M exhibits heightened filler-filler interaction, potentially due to the agglomeration of silica particles, along with a lesser filler-rubber interaction. In contrast, the SSBR 6431H-based compound displays reduced filler-filler interaction, attributed to lower agglomeration, coupled with an increased filler-rubber interaction. This may be attributed to the rigid and electron-rich aromatic styrene group of SSBR which hinders the agglomeration of silica particles. Therefore, it is plausible to conjecture that a higher styrene content within the SSBR contributes to improved dispersity of silica particles and consequent filler-rubber interaction within the tire tread compound.
Direct confirmation of silica filler dispersity was achieved by examining the cross-sectional morphology of the tire tread compound using SEM. In Figure 2, SEM images of the cross-sectional morphology of each compound are presented. The image of the 6270M-based compound reveals larger agglomerations within the rubber matrix, indicating poor silica particle dispersity. The micrograph of the C 6450SL-based compound shows relatively smaller agglomerations compared to the 6270M-based compound. In contrast, the 6431H-based compound exhibits significantly smaller agglomerations and well-dispersed silica particles within the compound. This observation aligns with the results of the Payne effect analysis and emphasizes that compounds with higher styrene content in SSBR exhibit improved silica particle dispersity.
The crosslink density of the three SSBR compounds is presented in Figure 3 and detailed in Table 5. Notably, the crosslink density values of the three compounds were found to be similar. This observation suggests that the crosslink density is influenced more by factors beyond the styrene content present in the SSBR. Nonetheless, specific differences in the values of crosslink density were observed across the compounds. Interestingly, the compound employing SSBR with a higher styrene content displayed an elevated crosslink density value. The observed increase in crosslink density can be attributed to the higher content of styrene groups featuring electron-rich aromatic rings. This outcome implies that a higher styrene content in the SSBR is conducive to enhanced mechanical properties and improved performance of tire tread compound.
The cure characteristics of the three SSBR compounds during vulcanization are depicted in Figure 4 and detailed in Table 6. The difference in torque between the maximum (Tmax) and minimum (Tmin) values (∆T) is found to be lowest in the compound based on 6270M and highest in the compound based on 6431H. It is established that ∆T correlates with both crosslink density and the dispersion of silica [27,28,29,30]. Furthermore, the Tmax and ∆T values exhibit a consistent pattern with the Mooney viscosity of the respective SSBR compounds, as outlined in Table 1. Consequently, the styrene content within the SSBR is evidently influential in enhancing crosslink density, thereby leading to improved mechanical properties.
The mechanical properties of the three tire tread compounds are illustrated in Figure 5 and detailed in Table 7. The Shore A hardness of the compounds exhibited a slight increase in styrene content within the SSBR. This outcome can be attributed to the presence of the rigid styrene segment within the SSBR main chain [31]. Moreover, noteworthy enhancements were observed in the 300% modulus, tensile strength, and tear strength of the compounds. These improvements in mechanical properties can be attributed to the concurrent increase in the content of rigid styrene and the elevation in crosslink density.
Table 8 presents the results of the DIN abrasion test measurements conducted on the three SSBR compounds. The DIN abrasion performance of tire treads is subject to the influence of numerous factors, including glass transition temperature (Tg), crosslink density, the dispersion of silica particles, and the interaction between the filler and rubber components [32,33,34]. As illustrated in Table 8, an increase in the styrene content of the SSBR leads to elevated DIN abrasion resistance. As previously mentioned, the tire tread compound formulated with the SSBR possessing the highest styrene content (6431H) demonstrated notable advancements in filler-rubber interaction, silica dispersion, and crosslink density. Consequently, the augmented abrasion resistance observed in the 6431H-based compound stems from a combination of these enhanced factors attributed to the elevated styrene content.
Figure 6 and Table 9 show the dynamic viscoelastic properties of three SSBR compounds. The peak tan δ values at Tg of the three compounds exhibited a decline alongside the increase in styrene content within the SSBR. This trend can be ascribed to the heightened crosslink density stemming from the presence of the electron-rich styrene group [35]. The tan δ value at 0 °C is typically recognized as an indicator of wet grip performance within tire tread compounds [36,37]. The outcomes revealed that the tan δ values at 0 °C are more closely linked to the Tg of tire tread compounds rather than the styrene content within the SSBR. Consequently, wet grip performance displays relative parity between the 6270M-based and 6431H-based compounds, while distinctly lower values are observed in the compound utilizing C 6450SL SSBR. Conversely, a lower tan δ value at 60 °C is indicative of superior rolling resistance performance within tire tread compounds [38,39]. The tan δ values of the three compounds at 60 °C exhibit a decrease with the escalation of styrene content. This outcome is attributed to the augmented crosslink density and improved silica dispersion within the compound featuring higher styrene content in the SSBR. As a result, SSBR characterized by a higher styrene content emerges as a suitable candidate for tire tread applications, offering improved performance.
4. Conclusions
In summary, this study investigated the impact of styrene content within SSBR on silica-filled tire tread applications. The presence of a higher styrene content within SSBR led to marked improvements in both silica dispersion and filler-rubber interaction. These enhancements were attributed to the rigid and electron-rich styrene segment within the SSBR main chain, which was validated through Payne effect analysis and SEM morphology observation. Furthermore, the electron-rich styrene segment contributed to an elevation in the crosslink density of vulcanized rubber compounds. Consequently, the tire tread compound incorporating a higher styrene content demonstrated enhanced physical and mechanical properties, along with improved performance attributes such as abrasion resistance and rolling resistance. These revelations draw attention to the potential of SSBR with elevated styrene content as a compelling candidate for high-performance silica-filled tire tread applications.
Author Contributions
Conceptualization, G.-Y.U., T.K. and J.H.L.; data curation, W.K. and J.K.; formal analysis, S.H.L.; methodology, G.-Y.U.; supervision, J.H.L.; writing—original draft, G.-Y.U. and T.K.; writing—review and writing, T.K., K.K, H.J. K, and J.H.L.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study can be obtained upon request from the corresponding author.
Acknowledgments
This work was supported by the project (20015898) funded by the Korea Evaluation Institute of Industrial Technology (KEIT).
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Lee, J.-Y.; Ahn, B.; Kim, W.; Moon, H.; Paik, H.-J.; Kim, W. The effect of accelerator contents on the vulcanizate structures of SSBR/silica vulcanizates. Compos. Interfaces 2017, 24, 563–577. [Google Scholar] [CrossRef]
- Lee, S.Y.; Kim, J.S.; Lim, S.H.; Jang, S.H.; Kim, D.H.; Park, N.-H.; Jung, J.W.; Choi, J. The Investigation of the Silica-Reinforced Rubber Polymers with the Methoxy Type Silane Coupling Agents. Polymers 2020, 12, 3058. [Google Scholar] [CrossRef]
- Iz, M.; Kim, D.; Hwang, K.; Kim, W.; Ryu, G.; Song, S.; Kim, W. The effects of liquid butadiene rubber and resins as processing aids on the physical properties of SSBR/silica compounds. Elastomers Compos. 2020, 55, 289–299. [Google Scholar]
- Rattanasom, N.; Saowapark, T.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test. 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Araujo-Morera, J.; Santana, M.H.; Verdejo, R.; López-Manchado, M.A. Giving a Second Opportunity to Tire Waste: An Alternative Path for the Development of Sustainable Self-Healing Styrene–Butadiene Rubber Compounds Overcoming the Magic Triangle of Tires. Polymers 2019, 11, 2122. [Google Scholar] [CrossRef] [PubMed]
- Weng, P.; Tang, Z.; Guo, B. Solving “magic triangle” of tread rubber composites with phosphonium-modified petroleum resin. Polymer 2020, 190, 122244. [Google Scholar] [CrossRef]
- Jung, J.; Sodano, H.A. Synergetic effect of aramid nanofiber-graphene oxide hybrid filler on the properties of rubber compounds for tire tread application. J. Appl. Polym. Sci. 2021, 139, 51856. [Google Scholar] [CrossRef]
- Qu, L.; Yu, G.; Xie, X.; Wang, L.; Li, J.; Zhao, Q. Effect of silane coupling agent on filler and rubber interaction of silica reinforced solution styrene butadiene rubber. Polym. Compos. 2013, 34, 1575–1582. [Google Scholar] [CrossRef]
- Lee, D.-H.; Li, X.X.; Cho, U.-R. Comparison on mechanical properties of SSBR composites reinforced by modified carbon black, silica, and starch. Elastomers Compos. 2018, 53, 175–180. [Google Scholar]
- Liu, S.; Liu, L.; Wu, Q.; Zhang, L. Silica reinforced epoxidized solution-polymerized styrene butadiene rubber and epoxidized polybutadiene rubber nanocomposite as green tire tread. Polymer 2023, 281. [Google Scholar] [CrossRef]
- Lim, S.-H.; Lee, S.; Lee, N.; Ahn, B.K.; Park, N.; Kim, W. Effect of 1,3-Diphenyl-guanidine (DPG) Mixing Step on the Properties of SSBR-silica Compounds. Elastomers Compos. 2016, 51, 81–92. [Google Scholar] [CrossRef]
- Hassan, A.A.; Formela, K.; Wang, S. Enhanced interfacial and mechanical performance of styrene-butadiene rubber/silica composites compatibilized by soybean oil derived silanized plasticization. Compos. Sci. Technol. 2020, 197, 108271. [Google Scholar] [CrossRef]
- Kim, D.; Ahn, B.; Kim, K.; Lee, J.; Kim, I.J.; Kim, W. Effects of Molecular Weight of Functionalized Liquid Butadiene Rubber as a Processing Aid on the Properties of SSBR/Silica Compounds. Polymers 2021, 13, 850. [Google Scholar] [CrossRef] [PubMed]
- Ahn, B.; Park, N.; Kim, D.; Kim, W. Influence of end-functionalized solution styrene–butadiene rubber on silica-filled vulcanizates with various silica–silane systems. Rubber Chem. Technol. 2019, 92, 364–377. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Park, N.; Lim, S.; Ahn, B.; Kim, W.; Moon, H.; Paik, H.-J.; Kim, W. Influence of the silanes on the crosslink density and crosslink structure of silica-filled solution styrene butadiene rubber compounds. Compos. Interfaces 2016, 24, 711–727. [Google Scholar] [CrossRef]
- Kim, W.; Ryu, G.; Hwang, K.; Song, S.; Kim, W. Effect of coagulant type on the silica dispersion and properties of functionalized RAFT ESBR silica wet masterbatch. Elastomers Compos. 2020, 55, 167–175. [Google Scholar]
- Shin, W.S.; Kwon, Y.R.; Kim, J.S.; Hong, S.J.; Kim, Y.J.; Lim, S.H.; Chang, Y.W.; Kim, D.H. Improved Silica Dispersibility in Silica-rubber Compounds for a Tire Tread by Using an Itaconic Acid-based Polymeric Dispersant. Fibers Polym. 2021, 22, 196–204. [Google Scholar] [CrossRef]
- Choi, S.-S. Improvement of the filler dispersion in silica-filled SBR compounds using low molecular weight polybutadiene treated with maleic anhydride. Elastomers Compos. 2006, 41, 10–18. [Google Scholar]
- Manoharan, P.; Naskar, K. Exploring a highly dispersible silica–elastomer composite for tire applications. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Sun, C.; Wen, S.; Ma, H.; Li, Y.; Chen, L.; Wang, Z.; Yuan, B.; Liu, L. Improvement of Silica Dispersion in Solution Polymerized Styrene–Butadiene Rubber via Introducing Amino Functional Groups. Ind. Eng. Chem. Res. 2018, 58, 1454–1461. [Google Scholar] [CrossRef]
- Hassanabadi, M.; Najafi, M.; Motlagh, G.H.; Garakani, S.S. Synthesis and characterization of end-functionalized solution polymerized styrene-butadiene rubber and study the impact of silica dispersion improvement on the wear behavior of the composite. Polym. Test. 2020, 85, 106431. [Google Scholar] [CrossRef]
- Flory, P.J. Statistical mechanics of swelling of network structures. J. Chem. Phys. 1950, 18, 108–111. [Google Scholar] [CrossRef]
- Han, S.; Kim, W.-S.; Mun, D.-Y.; Ahn, B.; Kim, W. Effect of coupling agents on the vulcanizate structure of carbon black filled natural rubber. Compos. Interfaces 2020, 27, 355–370. [Google Scholar] [CrossRef]
- Payne, A.R. The dynamic properties of carbon black loaded natural rubber vulcanizates. Part II. J. Appl. Polym. Sci. 1962, 6, 368–372. [Google Scholar] [CrossRef]
- Robertson, C.G.; Lin, C.J.; Bogoslovov, R.B.; Rackaitis, M.; Sadhukhan, P.; Quinn, J.D.; Roland, C.M. Flocculation, reinforcement, and glass transition effects in silica-filled styrene-butadiene rubber. Rubber Chem. Technol. 2011, 84, 507–519. [Google Scholar] [CrossRef]
- Seo, M.; Lee, C.; Kim, D.; Ahn, B.; Lee, G.-R.; Kim, W.; Li, S. Saccharide-containing conjugates as eco-friendly coupling agents for silica reinforced rubber compounds. Polym. Test. 2021, 104, 107379. [Google Scholar] [CrossRef]
- Parks, C.R.; Brown, R.J. Crosslink Density of Elastomers. A New Gas-Chromatographic Method. Rubber Chem. Technol. 1976, 49, 233–236. [Google Scholar] [CrossRef]
- Choi, S. Improvement of properties of silica-filled natural rubber compounds using polychloroprene. J. Appl. Polym. Sci. 2002, 83, 2609–2616. [Google Scholar] [CrossRef]
- Ansarifar, A.; Nijhawan, R.; Nanapoolsin, T.; Song, M.; Tanabe, Y.; Miyoshi, K.; Kirino, Y.; Liang, J.; Feng, N.; Chang, S.; et al. Reinforcing Effect of Silica and Silane Fillers on the Properties of Some Natural Rubber Vulcanizates. Rubber Chem. Technol. 2003, 76, 1290–1310. [Google Scholar] [CrossRef]
- Ansarifar, A.; Wang, L.; Ellis, R.J.; Kirtley, S.P.; Riyazuddin, N. Enhancing the mechanical properties of styrene–butadiene rubber by optimizing the chemical bonding between silanized silica nanofiller and the rubber. J. Appl. Polym. Sci. 2007, 105, 322–332. [Google Scholar] [CrossRef]
- Wang, L.; Luo, Z.; Yang, L.; Wang, H.; Zhong, J. Effect of styrene content on mechanical and rheological behavior of styrene butadiene rubber. Mater. Res. Express 2020, 8, 015302. [Google Scholar] [CrossRef]
- Choi, S.-S.; Chung, K.-H.; Nah, C. Improvement of properties of silica-filled styrene-butadiene rubber (SBR) compounds using acrylonitrile-styrene-butadiene rubber (NSBR). Polym. Adv. Technol. 2003, 14, 557–564. [Google Scholar] [CrossRef]
- Halasa, A.F.; Prentis, J.; Hsu, B.; Jasiunas, C. High vinyl high styrene solution SBR. Polymer 2005, 46, 4166–4174. [Google Scholar] [CrossRef]
- Padenko, E.; Berki, P.; Wetzel, B.; Karger-Kocsis, J. Mechanical and abrasion wear properties of hydrogenated nitrile butadiene rubber of identical hardness filled with carbon black and silica. J. Reinf. Plast. Compos. 2015, 35, 81–91. [Google Scholar] [CrossRef]
- Lee, S.; Son, C.E.; Hong, U.; Lee, K.; Choi, S.-S. Influence of Cure Condition on Crosslink Types and Densities and Physical Properties of NR/BR Blend Rubber Vulcanizate. Polym. Korea 2018, 42, 895–900. [Google Scholar] [CrossRef]
- Kim, D.-W.; Seo, B.-H.; Kim, H.-J.; Paik, H.-J.; Kang, J.-W.; Kim, W.-H. Mechanical Properties of Acrylonitrile Functionalized Emulsion SBR/silica Compounds. Elastomers Compos. 2012, 47, 54–64. [Google Scholar] [CrossRef]
- Lolage, M.; Parida, P.; Chaskar, M.; Gupta, A.; Rautaray, D. Green Silica: Industrially scalable & sustainable approach towards achieving improved “nano filler – Elastomer” interaction and reinforcement in tire tread compounds. Sustain. Mater. Technol. 2020, 26, e00232. [Google Scholar] [CrossRef]
- Wang, M.-J. Effect of polymer-filler and filler-filler interactions on dynamic properties of filled vulcanizates. Rubber Chem. Technol. 1998, 71, 520–589. [Google Scholar] [CrossRef]
- Kim, W.-S.; Lee, D.-H.; Kim, I.-J.; Son, M.-J.; Kim, W.; Cho, S.-G. SBR/organoclay nanocomposites for the application on tire tread compounds. Macromol. Res. 2009, 17, 776–784. [Google Scholar] [CrossRef]
Figure 1.
Payne effect in the tire tread compounds before vulcanization.
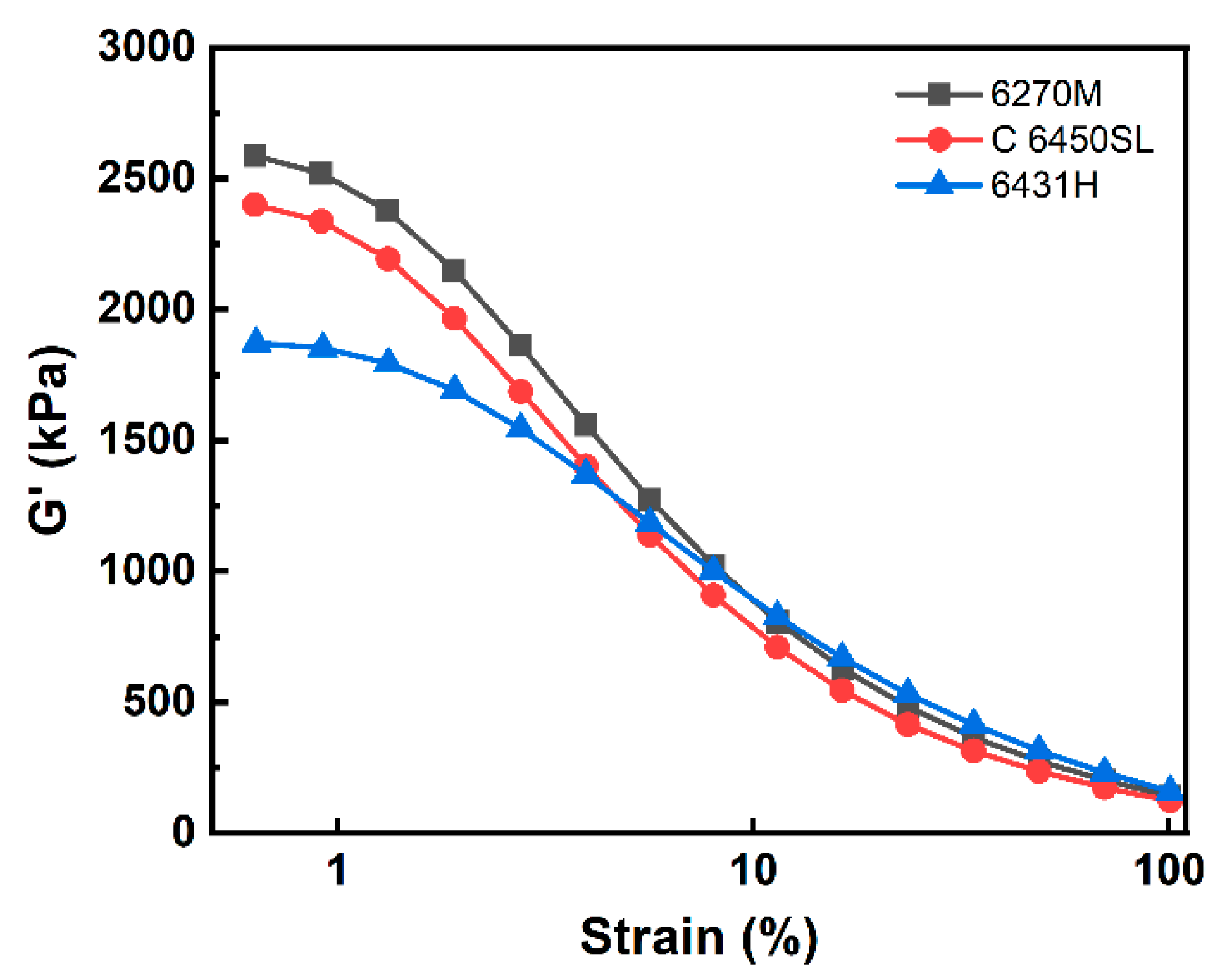
Figure 2.
Cross-sectional SEM micrographs of the tire tread compounds.
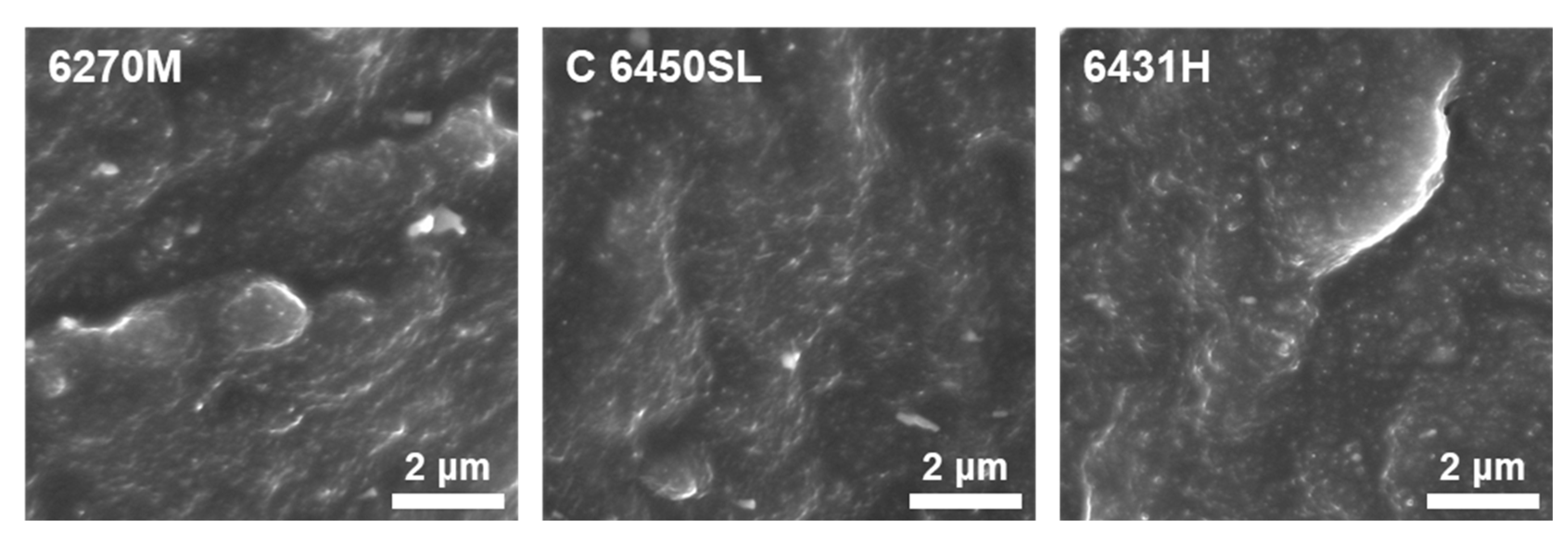
Figure 3.
Crosslink density of the tire tread compounds.
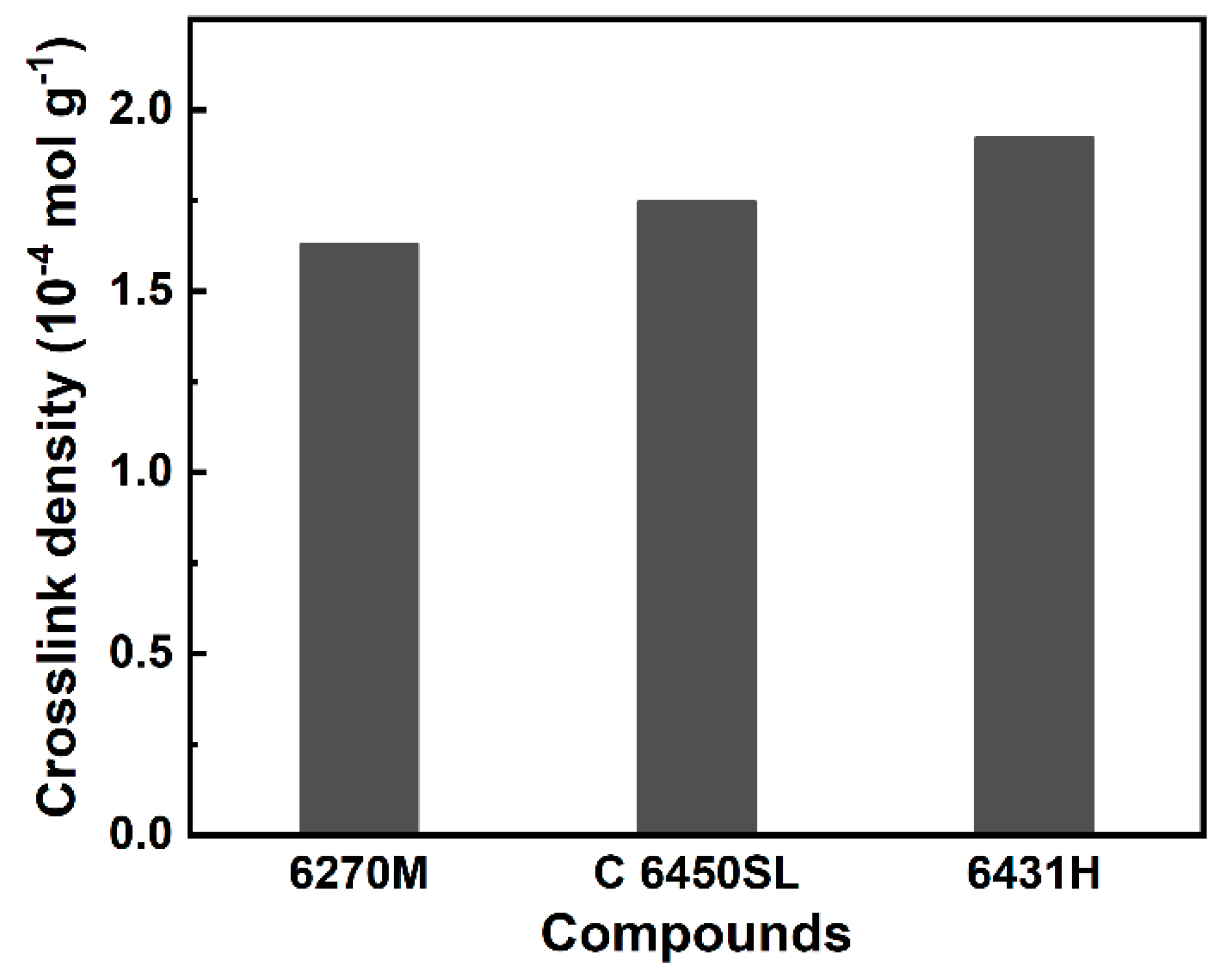
Figure 4.
Cure curves of the tire tread compounds.
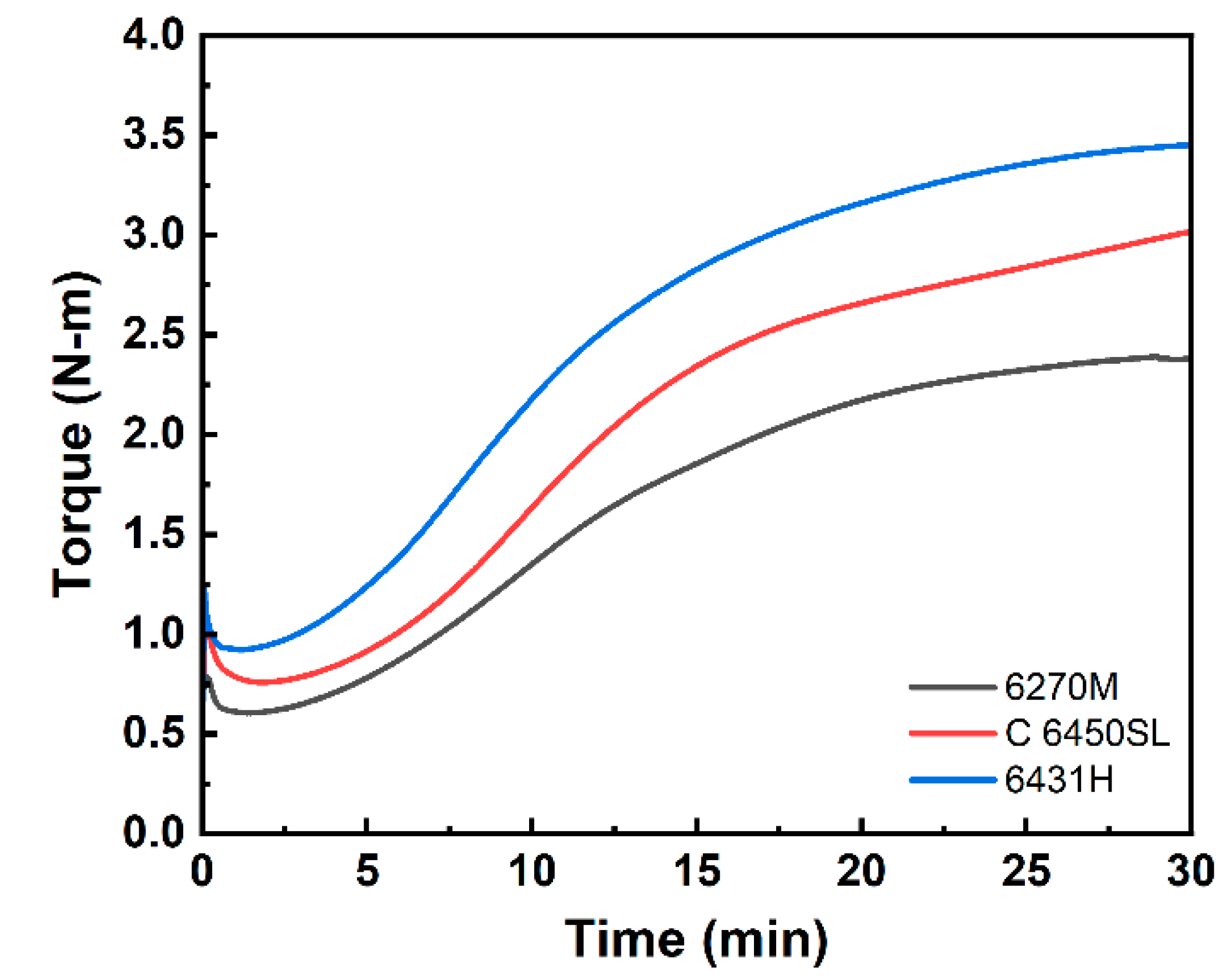
Figure 5.
Stress-strain curves of the tire tread compounds.
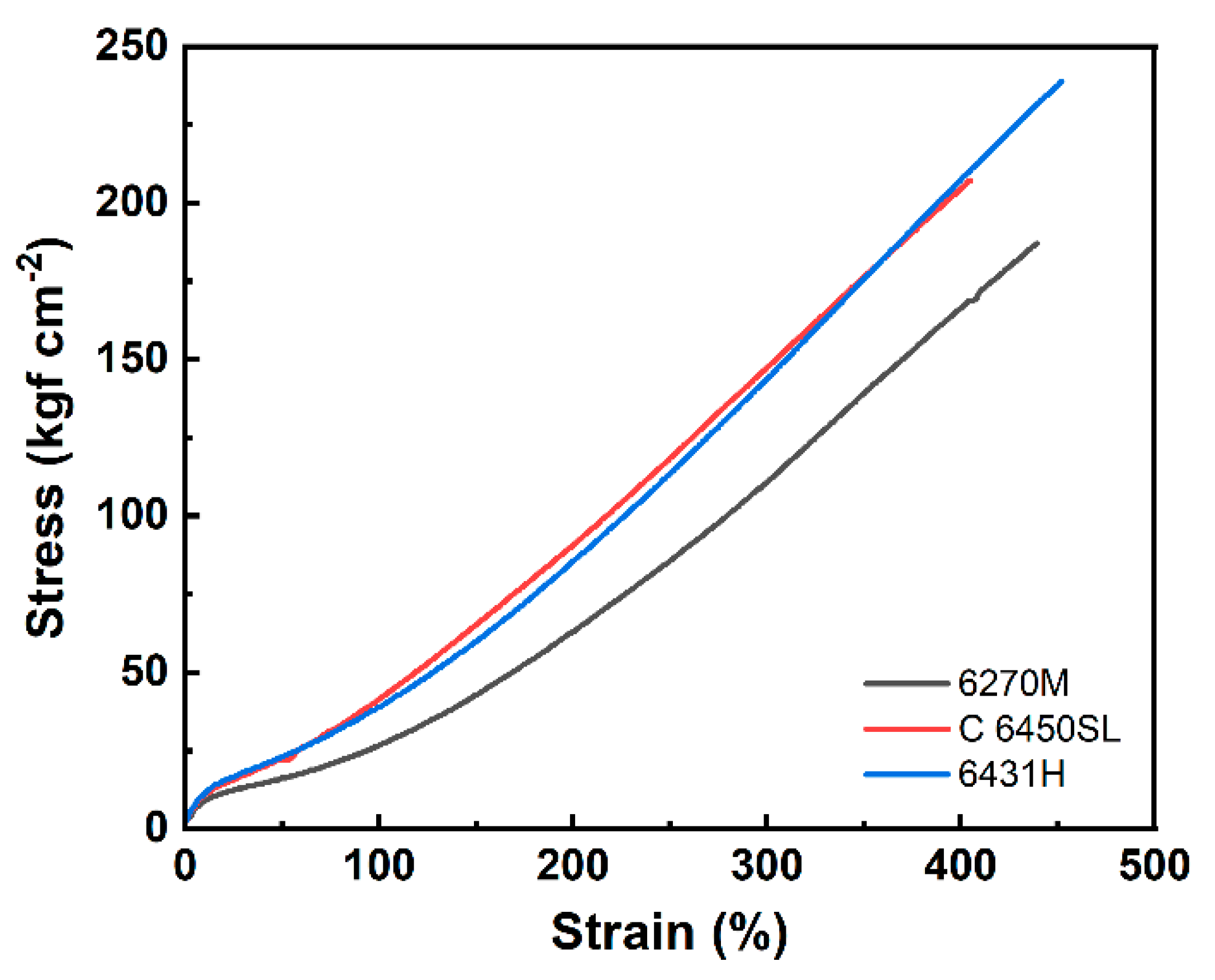
Figure 6.
Tan δ curves of the tire tread compounds.
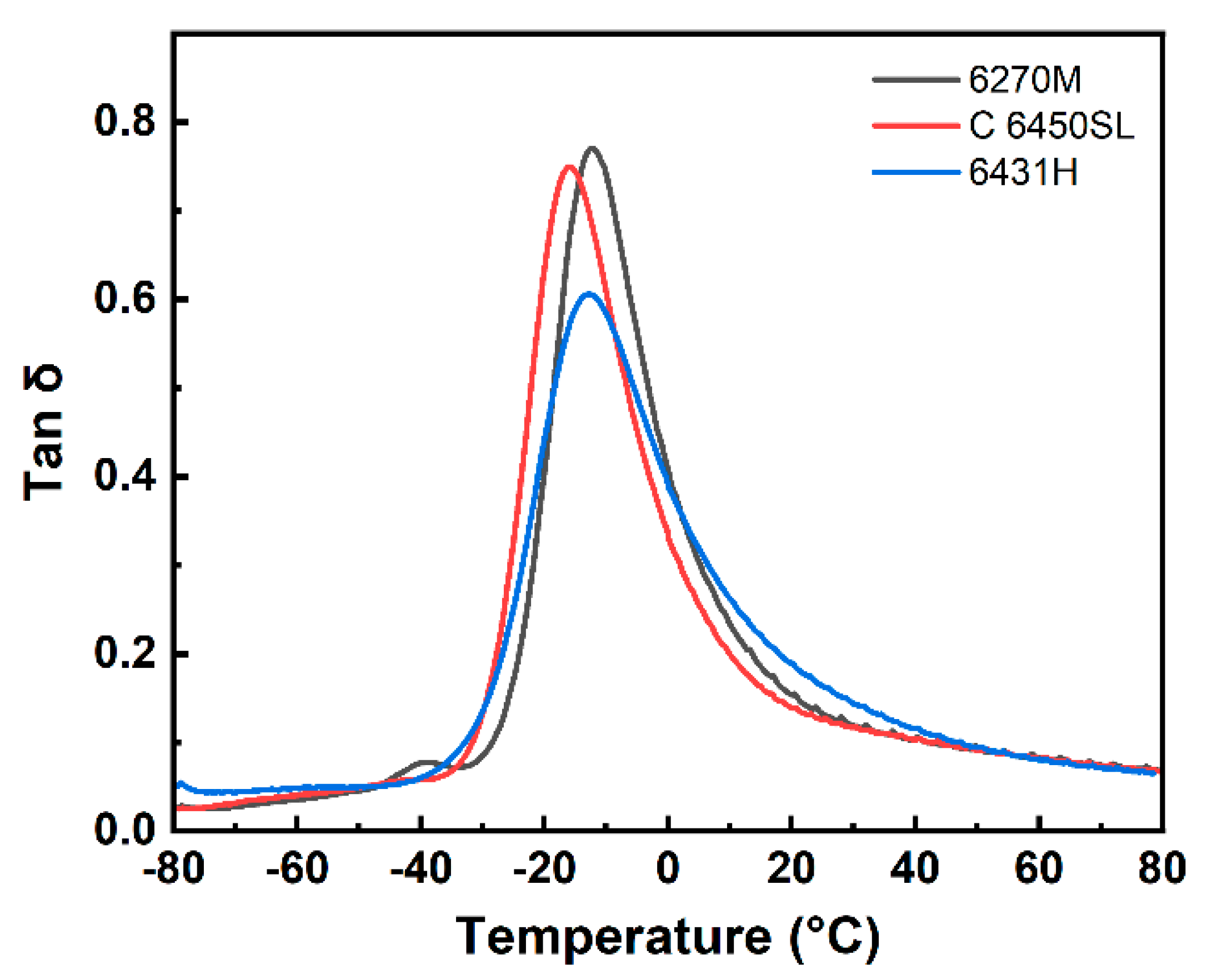

Table 1.
Characteristics of SSBR.
| Styrene content$(%) | Vinyl content$(%, in butadiene) | Mooney viscosity | Tg (°C) | |
|---|---|---|---|---|
| 6270M | 25 | 63 | 51 | -30 |
| C 6450 SL | 35 | 40 | 53 | -36 |
| 6431H | 40 | 35 | 62 | -30 |
Table 2.
Compounding formulation (unit: phr).
| 6270M | C 6450SL | 6431H | ||
|---|---|---|---|---|
| Stage 1$(SMB Mixing) | SSBR(6270M) | 100 | - | - |
| SSBR(C 6450SL) | - | 100 | - | |
| SSBR(6431H) | - | - | 100 | |
| Silica | 60 | |||
| TESPT | 6 | |||
| ZnO | 5 | |||
| StA | 1 | |||
| PEG 4000 | 3 | |||
| Stage 2$(FMB Mixing) | Sulfur | 0.5 | ||
| CBS | 1.5 | |||
| DPG | 1.5 | |||
Notes: phr, parts per hundred rubber.
Table 3.
Compounding procedure.
| Step | Time (min) | Action |
|---|---|---|
| 1st step$(mixing in a kneader) | 0:00 | Add rubber (80 °C) |
| 1:00 | Add ZnO + StA + PEG 4000 | |
| 2:00 | Add silica + TESPT (1/4) | |
| 5:00 | Add silica + TESPT (2/4) | |
| 8:00 | Add silica + TESPT (3/4) | |
| 11:00 | Add silica + TESPT (4/4) | |
| 15:00 | Dump (120–125 ℃) | |
| 2nd step$(mixing in a two-roll mill) | 0:00 | Add SMB compound |
| 1:00 | Add sulfur + CBS + DPG | |
| 5:00 | Dump |
Table 4.
Storage modulus (G′) values of the tire tread compounds.
| 6270M | C 6450SL | 6431H | |
|---|---|---|---|
| G′ at initial point (kPa) | 2585 | 2400 | 1871 |
| G′ at final point (kPa) | 143.0 | 123.7 | 159.3 |
| ∆G′ (kPa) | 2442 | 2276 | 1712 |
Table 5.
Crosslink density values of the tire tread compounds.
| 6270M | C 6450SL | 6431H | |
|---|---|---|---|
| Crosslink density (10-4 mol g-1) | 1.629 | 1.747 | 1.923 |
Table 6.
Cure characteristics result of the tire tread compounds.
| 6270M | C 6450SL | 6431H | |
|---|---|---|---|
| t10 (min) | 5.03 | 5.72 | 4.52 |
| t90 (min) | 20.94 | 23.60 | 20.79 |
| Tmin (N-m) | 0.61 | 0.76 | 0.92 |
| Tmax (N-m) | 2.39 | 3.02 | 3.45 |
| ∆T (N-m) | 1.78 | 2.26 | 2.53 |
Table 7.
Mechanical properties of the tire tread compounds.
| 6270M | C 6450SL | 6431H | |
|---|---|---|---|
| Hardness (Shore A) | 74 | 75 | 76 |
| 300% modulus (kgf cm-2) | 111 | 148 | 144 |
| Elongation at the break (%) | 440 | 410 | 450 |
| Tensile strength (kgf cm-2) | 187 | 208 | 239 |
| Tear strength (kgf cm-1) | 62.0 | 80.7 | 81.5 |
Table 8.
DIN abrasion weight loss of the tire tread compounds.
| 6270M | C 6460SL | 6431H | |
|---|---|---|---|
| DIN abrasion loss (mg) | 203 | 178 | 164 |
| DIN abrasion loss (mm3) | 168 | 147 | 134 |
Table 9.
Viscoelastic properties of the tire tread compounds.
| 6270M | C 6450SL | 6431H | |
|---|---|---|---|
| Tg (°C) | -12.08 | -16.20 | -12.91 |
| Peak tan δ | 0.7704 | 0.7494 | 0.6057 |
| Tan δ at 0 °C | 0.4068 | 0.3300 | 0.3883 |
| Tan δ at 60 °C | 0.0823 | 0.0818 | 0.0805 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



