
Submitted:
07 October 2023
Posted:
10 October 2023
You are already at the latest version
Abstract
The objective of this work was to improve the thermal stability, flame resistance and surface properties of black poplar (Populus nigra L.) wood via different impregnation methods. The impregnation method was employed through two distinct modalities: vacuum impregnation and immersion impregnation. Here, poplar wood was impregnated with calcium oxide solutions (1%, 3% and 5%). Fourier transform infrared spectroscopic analysis revealed a shift in the typical peaks of cellulose, hemicellulose, and lignin depending on the impregnation method and solution ratio. Thermogravimetric analysis and the limiting oxygen index indicated that the samples impregnated with lime solutions exhibited higher thermal stability than the unimpregnated wood. In both impregnation methods caused a decrease water absorption and thickness swelling of the sample groups. Using a scanning electron microscope, the effect of the impregnation process on the structure of the wood was examined. In terms of surface properties, it was determined that the surface roughness value increased. On the contrary, it was observed that the contact angle value also increased. A significant difference emerged between the applied methods. In conclusion, the applied lime minerals are suitable substances to increase flame resistance and thermal stability of black poplar wood.
Keywords:
black poplar
; thermal stability
; wood protection
; impregnation
; surface properties
1. Introduction
Wood, a fundamental natural resource, has been employed in various applications since time immemorial. Its versatility, renewable nature, and wide availability have rendered it an indispensable material in industries such as construction, furniture, and manufacturing [1,2,3]. However, one of the perennial challenges associated with wood products is their susceptibility to combustion. The threat of fire not only poses safety concerns but also has substantial economic and ecological ramifications. Hence, there has been an enduring quest to enhance the fire-resistant properties of wood [4,5,6,7,8,9,10].
Among the numerous wood species available, poplar wood (Populus spp.) stands out for its fast growth rate and ease of cultivation. Poplar is widely distributed across temperate regions, and its utilization has surged in recent years, particularly in applications where rapid growth is essential [11]. Black poplar (Populus nigra L.) is one of these species. Black poplar is distributed in North Africa, Central and Western Asia and Europe, especially in wetlands along riverbanks [12]. The distribution of poplar species in the world is more than 100 million h. Türkiye ranks fourth in the world in terms of poplar plantation area size [13]. More than 3 million m3 of wood are obtained annually from this species alone in Türkiye [14]. Although black poplar wood is widely used in furniture production, it can also find a place as a raw material in the packaging industry (boxes, crates, pallets, etc.) and in the production of models, plywood, matches, composite panels and prostheses [15,16]. Nevertheless, like many other wood varieties, poplar wood is inherently vulnerable to fire, necessitating innovative approaches to improve its fire-resistant characteristics.
In this context, the impregnation of wood with fire retardant chemicals has emerged as a promising avenue for enhancing its fire resistance. Impregnation involves the infiltration of wood with fire retardant substances, which can alter the wood's surface properties and combustion behavior [17,18,19]. The choice of impregnation technique and the type of fire retardant used are important factors in determining the effectiveness of this process. Therefore, it becomes imperative to explore the influence of diverse impregnation techniques on the surface characteristics and combustion behavior of poplar wood [20,21,22,23,24,25].
The practice of impregnating wood with various substances to enhance its properties is a method that has been used for many years. It has been employed for centuries, albeit with rudimentary techniques. Modern wood impregnation techniques have evolved significantly [26,27,28,29,30]. One of the earliest methods involved simply soaking wood in a solution containing fire retardant chemicals. While this method is straightforward, it often results in uneven impregnation and inadequate penetration of fire retardants into the wood's cellular structure. To address these limitations, vacuum impregnation and pressure impregnation techniques were developed. Vacuum impregnation, in particular, involves subjecting wood to reduced pressure before immersing it in a fire-retardant solution [24,31,32,33,34].
The choice of fire-retardant chemicals is a critical determinant of the efficacy of wood impregnation. Fire retardants can be categorized into several classes, including inorganic compounds, organic compounds, and intumescent agents [35,36,37,38]. Inorganic fire retardants, such as ammonium phosphate and aluminum hydroxide, work by releasing water vapor when exposed to heat, thereby reducing the wood's temperature and retarding combustion. One of these, calcium oxide (CaO), is a white, corrosive and alkaline solid. Calcium oxide is used in the construction industry and in the production of paper, among many other applications, such as the manufacture of various types of glass [39,40]. These compounds are known for their non-toxic nature and widespread use in wood impregnation.
In this study, black poplar wood was subjected to different impregnation methods with calcium hydroxide in order to improve its physical properties and resistance to burning. Solutions prepared at different concentrations (1%,3% and 5%) were used in vacuum method and immersion method. The chemical and thermal changes caused by the impregnation process in the samples were evaluated by comparison with the control samples. The effects of different impregnation methods at different durations and concentrations on the physical and fire properties of the samples were investigated.
2. Materials and Methods
2.1. Materials
- Wood Material
The material of black poplar used in the study was obtained from Denizli Kırgız Timber Company, Türkiye. According to TS 2470 standards [41], the samples were made from sapwood and first-class timber materials that are smooth fiber, knotless, crack-free, without color or density differences, and with yearly rings perpendicular to the surfaces. 30 samples were taken for each experimental group.
- Impregnation Material (Calcium Hydroxide (Ca(OH)2))
Calcium oxide (CaO), often known as quicklime, is a substance that is frequently utilized. At room temperature, it is an alkaline solid that is white and caustic. In addition to MgO, silicon oxide (sand), and lower amounts of aluminum oxide and iron oxide, lime is frequently a commercial product. This is because "limestone" has these contaminants in it. CaO is predominantly formed when CaCO3 is burned at high temperatures [42,43], (Table 1). CaO powder was purchased from Ayteks Chemical Industry Ltd. Denizli/Türkiye. Calcium oxide need to be slaked in order to be used in the impregnation process. It was taken in powder form at the rates of 1%, 3% and 5% (w/v) to be used in the impregnation process. After that the solutions were prepared by slaking lime Ca(OH)2.
Calcium hydroxide is a chemical with low water solubility. In their study on the solubility of Ca(OH)2, [44] found the solubility of Ca(OH)2 to be 0.0222 molal at 25 °C. This corresponds to a low solubility of 1.6 grams in 1 kg of water.
CaO+H2O=Ca(OH)2
2.2. Methods
- Impregnation methods (Immersion Method and Vacuum Method)
Calcium hidroxite (Ca(OH)2) solutions at concentrations of 1%, 3%, and 5% (w/v) were prepared the wood specimens for the study. According to the [45] standard, samples were impregnated with these solutions using the medium-term (120 minutes) immersion method.
Vacuum method impregnation of the test samples was carried out under the conditions specified in [46]. In the impregnation process, the samples were exposed to a pre-vacuum treatment at 760 mm Hg for 30 minutes, then left to diffusion in the solution at atmospheric pressure for 30 minutes. The samples in wet weights were held in the air-conditioning cabinet at a temperature of 20±2 °C and a relative humidity of 65±5% until they reached equilibrium humidity after both impregnation applications. After being impregnated, the samples were maintained in an oven set at 103±2°C until they were entirely dry. After these steps, the tests were conducted. The experimental design of the samples used in the study is given in Table 2.
- Preparation of samples
Density (D), Thickness swelling (TS) and water absorption (WA) experiments were carried out with samples of 20x20x30 mm3 volume. Density determination of samples TS 2472, dimensional change determination TS 4084 and water uptake determination It was made in accordance with TS EN 317 standards [47,48,49]. For each treated wood samples, weight percent gain (WPG) was computed. All weight measurements were made when the objects were oven-dry prior to and following impregnation. The determination of surface and fire properties followed pertinent criteria. The residues on surface on wood samples were cleaned up before to the tests so they wouldn't affect the results. These residues are those that the impregnation process left behind on the surface.
- Testings of surface and burning properties
- Surface Roughness Test
Surface roughness measurements were conducted in accordance with the DIN 4768 (1990) standard [50], employing a stylus-type profilometer (Mitutoyo SJ-301, Mitutoyo Cor., Japan). These measurements were taken on parallel of the fibers (║) on surfaces of wood samples. The roughness values were captured with a sensitivity of 0.5 μm, ensuring precision in the measurements. The key instrument parameters included a measuring speed of 10 mm/min, a pin diameter of 4 μm, and a pin top angle set at 90 degrees. The points selected for roughness measurement were deliberately marked in a random manner across the sample surface. All measurements were conducted perpendicular to the direction of the wood fibers. Three standard roughness parameters were determined: average roughness (Ra), mean peak-to-valley height (Rz), and maximum roughness (Rmax). Ra values were specifically employed for statistical evaluations. Additionally, measurements were repeated whenever the scanning needle's tip entered the cell spaces within the wood sample.
- Water Contact Angle Test
According to GB/T 30693 (2014), the water contact angle of the surface of wood was calculated. KRUSS DSA30 water contact angle meter (KRÜSS, Germany) was used. The size of the water drop was 4 l. The data was obtained 15 seconds after the water droplet made contact with the wood surface. The contact angles were obtained at five separate sites on the same sample surface using five replicates for each group, and the mean value was calculated.
- FTIR Analysis
The samples were finely ground, falling within the 40-100 mesh size range, in preparation for their utilization in Fourier transform infrared (FTIR) spectroscopy and thermogravimetric analyses (TGA). Following the grinding process, pellets created by subjecting 10 mg of wood flour and KBr to a 1:100 (w/w) ratio for each sample group. These pellets were formed by applying a pressure of 602 N/mm². For the FTIR analysis, a Perkin Elmer BX FTIR spectrometer instrument (PerkinElmer U.S. LLC, Shelto, USA) employed, operating at ambient temperature. The instrument covered a wavenumber range of 4000 to 400 cm⁻¹, with a spectral resolution of 4 cm⁻¹.
- TGA
- TGA Analysis
To assess the thermal stability of the samples, thermogravimetric analysis (TGA) was conducted using an Exstar SII TG DTA 7200 (Exstar, SII NanoTechnology In., Tokyo, Japan) apparatus. The analysis was carried out under a nitrogen gas atmosphere, with the samples experiencing a gradual temperature increase at a rate of 10°C per minute, spanning from 25 to 600°C. Each sample weighed approximately 5 mg.
- LOI
- LOI Analysis
A flammability test to determine the limiting oxygen index (LOI) of wood samples was carried out using a flammability tester (S.C. Dey Co., Kolkata, India). This test was conducted in accordance with the ASTM D-2863 method [51]. LOI value expresses the minimum amount of oxygen required to start combustion. In the LOI apparatus, the wood sample was positioned vertically and subjected to ignition for a minimum duration of 30 seconds. Throughout the ignition process, the ratio between nitrogen and oxygen in the environment was carefully monitored and recorded.
- SEM Analysis
A scanning electron microscopy (FESEM, Zeiss Gemini Sigma 300, Jena, Germany) equipped with energy dispersive spectrometer (EDS) system (Bruker XFlash 6I100) was employed to reveal the effect of impregnation on the particles.
- Statistical Analysis
Statistical analysis was performed on the study's findings using Minitab 16 software. The data were subjected to an analysis of variance (ANOVA Test). A Duncan test was used to identify the various groups in cases where the ANOVA test revealed statistical differences via SPSS® 20.0 for Windows® (IBM Corp, Armonk, USA).
3. Results and Discussion
The physical characteristics of the samples with different impregnation methods of black poplar are presented in Table 3. Utilizing the ANOVA test, a statistically significant distinction was observed in relation to the physical attributes of the experimental specimens derived from both the control and impregnated sample sets. After applying the Duncan test, four homogeneous clusters were delineated within each of the datasets corresponding to D0, TS-2, and TS-24 hours and five homogeneous clusters were delineated within each of the datasets corresponding to WA -2, WA -24 and WPG.
It was found that the density (D0) and weight percent gain (WPG) rose when the lime ratio increased in the two impregnation procedures that were used. When the 1%, 3% and 5% lime was added, respectively, the D0 values were found between 0.41 and 0.49 g/cm3. Depending on this, the WPG increased between 0.62% and 2.28%. Applied impregnation methods with lime progressively decreased water absorption and thickness swelling to the samples. It was observed that WA-2, WA-24, TS-2 and TS-24 values decreased, when the 1%, 3% and 5% lime was respectively added.
The WA-2 decreased between 11.5% and 30.5%, WA-24 values between 6.9% and 18.4%, TS-2 values between 10.9% and 27.6% and TS-24 values between 12.6% and 29.7% in immersion method. In the vacuum method, which is the other method applied, The WA-2 decreased between 18.2% and 42.2%, WA-24 values between 12.3% and 25.7%, TS-2 values between 22.6% and 40.5% and TS-24 values between 13.9% and 33.6% (Table 3). These data are consistent with earlier research, which found that adding lime to wood increased its physical qualities and made it more stable. In addition, there appear to be obvious differences in physical properties between the applied methods. It is seen that the vacuum method provides more stability to the wood material compared to the immersion method [52,53,54].
Table 3 displays the Surface roughness, contact angle, and LOI characteristics of samples treated with various impregnation methods using black poplar. Through the application of the ANOVA test, we detected a statistically significant differentiation in the physical properties of the experimental specimens from both the control and impregnated sample groups. Following the implementation of the Duncan test, we identified four consistent and similar groups within each dataset associated with Surface roughness, contact angle, and LOI.
Table 4 show average values of the three roughness parameters taken from the surface of the samples. The average roughness parameters (Ra) increased with an increase in the solution ratio. The values were found to be between 2.77 and 5.22. Compared to the control group, the B group exhibited the smallest alteration, registering a 21.3% change, while the G group displayed the most substantial variation with an 88.4% shift. It increases the surface roughness of the impregnation process. It is explained that this situation is related to the increase in the amount of substance on the surface as the amount of retention increases [55,56,57].
The contact angle values of the groups included in the study are shown in Table 4. It has been determined that as the lime concentration ratio increases, the contact angle increases. The values were found to be between 41 and 68. It has been determined that the highest hydrophobic sample group with a contact angle of 68 is obtained with group G, which increases hydrophobic by 65.8% compared to group A. Similar to findings for water absorption, increasing lime particles increased the contact angle. Contact angle was significantly higher in woods treated and impregnated with nanoclay and lime particles [58,59,60,61].
The LOI values of the sample groups are summarized in Table 4. The values were found to be between 23.16% and 31.23%. It has been determined that the highest fireproof sample group with a LOI of 31.23% is obtained with group G, which increases fire resistance by 34.8% compared to group A. In wood impregnated with lime minerals, the LOI value increased as the lime ratio increased. LOI values were found to be between 26.75% and 30.08% in immersion method, between 28.27% and 31.23% in vacuum method. The vacuum method is posited to yield a superior insulating effect against heat transfer compared to the immersion method. The retardation of flame propagation appears to stem from the lime's capacity to facilitate the generation of char. This ensuing coal coating forms an insulative barrier, impeding the passage of combustible gases that sustain the flame and displaying resistance to heat transfer [62,63,64].
The sample groups subjected to different impregnation methods, FTIR analysis was employed to discern the functional groups and chemical interactions among the materials. The FTIR spectrum exhibited observable shifts in the characteristic peaks of cellulose, hemicellulose, and lignin, contingent upon the impregnation method and the ratio of lime additive. FTIR spectra encompassing the impregnated black poplar samples, as well as the control samples, were recorded over the wavelength range of 4000 to 400 cm-1. The control group and the groups impregnated with both impregnation methods show absorbance peaks for wood fibers at 876 cm-1 (P-O-C), 1060 cm-1 (C-O-C), 2910 cm-1 (C–H) and 3450 cm-1 (O–H). In additional, the impregnated groups showed a new peak at 1450 cm1 for C–N stretching vibration (Table 5 and Figure 1).
The presence of a band at 3450 cm-1 signifies a reduction in the quantity of OH groups, leading to a further decrease compared to the control group. An examination of the FTIR spectroscopy peaks reveals notable alterations in cellulose, hemicellulose, and lignin due to the processing [23,66,67]. In contrast to the control group, the peak observed at 2910 cm-1 is notably diminished. This decrease can be attributed to the asymmetric stretching of C-H methyl and methylene groups [68,69,70]. Conversely, a noticeable increase is evident in the peak at 1450 cm-1 compared to the control group. This peak is characteristic of lignin components and signifies symmetrical tension vibrations in C=O and -COO groups within aromatic rings [71,72,73]. Furthermore, it is postulated that the reduction in the peak at 1060 cm-1 compared to the control group, along with alterations in the CH content within polysaccharides, serves as an indicator of changes in the hydrophilic properties of the cellulosic material [23,69]. Simultaneously, these changes elucidate the influence of functional groups in the added lime minerals on the wood. Another significant observation is the increase in the 873 cm-1 band relative to the control group, which can be attributed to the Si-O-Al stretching mode associated with CaO [74,75]. Additionally, distinct peak bands are discernible at 430 cm-1 [23,76]. Those findings suggest that lime minerals were succeeded to be grafted into the poplar wood fibers. FTIR results were consistent with the results of the analysis of TG/DTG and compressive strength results.
TGA and DTG (differential thermogravimetric analysis) thermograms of the impregnate and unimpregnated black poplar samples are plotted in Figure 2 and Figure 3.
The provided data in Table 6 summarizes the initial decomposition temperature (T0), maximum degradation temperature (Tmax), final temperature (Tf), and residual weight (RW, %) for wood samples, both impregnate and non-impregnated of calcium hydroxide. The onset of degradation occurred at 140°C for both the impregnated and non-impregnated black poplar samples, signifying the removal of water and certain extractive components from the specimens up to this temperature [77,78]. After 140 °C, the decomposition process continued until 476 °C in the control sample, between 494 to 531 °C in the samples impregnated with immersion method, between 532 and 584 °C in the samples impregnated with vacuum method. The highest final temperature was determined in the G sample with 584 °C. Maximum degradation temperature is the lowest value in control sample with 329 °C, the highest value in the G sample with 347 °C. From 140 °C to 476 to 584 °C, hemicellulose, the remaining extractives, lignin, and cellulose were decomposed [22,79]. The residue weight varied depending on the type of impregnation application method. The rate of the RW at 600 °C in the samples, was 16.2% in control sample (A), between 18.3 and 22.3% in the samples impregnated with 1immersion method, between 19.8 and 24.9% in the samples impregnated with vacuum method. The TGA study results showed that as the concentration of calcium hidroxite increased, the heat resistance of the fibers gradually increased. Additionally, the amount of residue detected in the vacuum method is slightly higher than in the immersion method. These values are relatively low when compared with the literature results [80,81,82,83,84].
The observation under SEM at high magnifications showed the samples of impregnated and unimpregnated black poplar (Figure 4 and Figure 5).
SEM analysis of impregnated wood material revealed the presence of impregnation substances concentrated along cell and passage edges. Additionally, nanoparticles were observed to form clusters within certain regions of the trachea [85]. It can be seen that the amount of impregnation filling the cell spaces is related to the change in concentration.
4. Conclusion
This study was undertaken to enhance the surface characteristics and fire-resistant properties of black poplar wood, a rapidly growing tree species. In pursuit of this objective, two distinct methods were employed for the impregnation of calcium hydroxide. The vacuum impregnation method yielded superior results compared to the immersion technique, manifesting a reduction in water absorption and thickness swelling values, thereby imparting a more hydrophobic character to the wood. Notably, an increase in the weight percent gain (WPG) ratio corresponded with a successful impregnation process and a concurrent elevation in Limiting Oxygen Index (LOI) values, suggesting improved fire resistance. The Fourier Transform Infrared (FTIR) analysis findings aligned with the Thermogravimetric Analysis-Differential Thermal Gravimetry (TGA-DTG) results, demonstrating an augmentation in residue content as the concentration rate of impregnation increased. These analyses affirm enhanced fireproof properties. Examination of scanning electron microscopy (SEM) images revealed a shift in cell occupancy, indicative of a successful impregnation process. Additionally, it was observed that while porosity decreased, surface roughness increased due to the disintegration of structural elements. This effect, however, led to an increase in contact angle values and the filling of surface gaps on the poplar wood. In conclusion, calcium hydroxide emerges as an auspicious candidate for augmenting the fire-resistant attributes of wood materials. The applicability of this approach should be considered in accordance with specific use cases and the structural limitations inherent to poplar wood, thereby facilitating the production of more efficacious end products.
References
- Asif, M. Sustainability of timber, wood and bamboo in construction. In Sustainability of Construction Materials; Woodhead Publishing: Shaxton, UK, 2009; pp. 31–54. [Google Scholar] [CrossRef]
- Rosillo-Calle, F.; Woods, J. The Biomass Assessment Handbook; Taylor & Francis Ltd: London, United Kingdom, 2012; ISBN 9781136554902. [Google Scholar]
- Aristri, M.A.; Lubis, M.A.R.; Yadav, S.M.; Antov, P.; Papadopoulos, A.N.; Pizzi, A.; Fatriasari, W.; Ismayati, M.; Iswanto, A.H. Recent Developments in Lignin- and Tannin-Based Non-Isocyanate Polyurethane Resins for Wood Adhesives—A Review. Appl. Sci. 2021, 11, 4242. [Google Scholar] [CrossRef]
- Slimak, K.M.; Slimak, R.A. Enhancing the strength, moisture resistance, and fire-resistance of wood, timber, lumber, similar plant-derived construction and building materials, and other cellulosic materials. 2020, U.S. Patent No. 6,146, 766.
- Östman, B.; Voss, A.; Hughes, A.; Hovde, P.J.; Grexa, O. Durability of fire retardant treated wood products at humid and exterior conditions review of literature. Fire Mater. 2001, 25, 95–104. [Google Scholar] [CrossRef]
- Pereyra, A.M.; Giudice, C.A. Flame-retardant impregnants for woods based on alkaline silicates. Fire Saf. J. 2009, 44, 497–503. [Google Scholar] [CrossRef]
- Wen, M.-Y.; Kang, C.-W.; Park, H.-J. Impregnation and mechanical properties of three softwoods treated with a new fire retardant chemical. J. Wood Sci. 2014, 60, 367–375. [Google Scholar] [CrossRef]
- Fu, Q.; Medina, L.; Li, Y.; Carosio, F.; Hajian, A.; Berglund, L.A. Nanostructured Wood Hybrids for Fire-Retardancy Prepared by Clay Impregnation into the Cell Wall. ACS Appl. Mater. Interfaces 2017, 9, 36154–36163. [Google Scholar] [CrossRef] [PubMed]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent Advances in the Development of Fire-Resistant Biocomposites—A Review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Yu, Z.-L.; Ma, Z.-Y.; Yao, H.-X.; Qin, B.; Gao, Y.-C.; Xia, Z.-J.; Huang, Z.-H.; Yin, Y.-C.; Tu, H.; Ye, H.; et al. Economical Architected Foamy Aerogel Coating for Energy Conservation and Flame Resistance. ACS Mater. Lett. 2022, 4, 1453–1461. [Google Scholar] [CrossRef]
- Ercan, M. Poplar Research Institute from its Establishment to the Present 1962-2014. T.R. Ministry of Forestry and Water Affairs, General Directorate of Forestry, Poplar and Fast-Growing Forest Trees Research Institute. Directorate Publication No: 270, Various Publications Series No: 25, Izmit, Türkiye, 2014.
- Marchi, M.; Bergante, S.; Ray, D.; Barbetti, R.; Facciotto, G.; Pier, M.C.; Hynynen, J.; Nervo, G. Universal reaction norms for the sustainable cultivation of hybrid poplar clones under climate change in Italy. iForest - Biogeosciences For. 2022, 15, 47–55. [Google Scholar] [CrossRef]
- Atmaca, C. Performance of Various Poplar Clones in the Early Years. Master's thesis, Düzce University, Institute of Science and Technology, Düzce, Türkiye, 2018.
- Birler, A.S. Poplar cultivation in Türkiye: Nursery-afforestation-protection-revenue-economy-wood characteristics. Poplar and Fast-Growing Forest Trees Research Directorate of the Ministry of Environment and Forestry, Ankara, Türkiye, 2010.
- Bozkurt, Y., Erdin, N. Wood anatomy. İstanbul University, Publishing of Faculty of Forestry, Istanbul, Türkiye, 2000.
- Gaudet, M.; Jorge, V.; Paolucci, I.; Beritognolo, I.; Mugnozza, G.S.; Sabatti, M. Genetic linkage maps of Populus nigra L. including AFLPs, SSRs, SNPs, and sex trait. Tree Genet. Genomes 2007, 4, 25–36. [Google Scholar] [CrossRef]
- Uysal, B.; Yapıcı, F.; Kol, H. Ş.; Özcan, C.; Esen, R.; Korkmaz, M. Determination of thermal conductivity finished on impregnated wood material. In Proceedings of 6th International Advanced Technologies Symposium (IATS’11), Elazığ, Türkiye, 2011.
- Keskin, H.; Kesi̇k, H.I.; Temel, F.; Öztürk, Y. Bonding Strength and Surface Roughness Properties of Wood Materials Impregnated with VacsolAqua. Kastamonu Univ. J. For. Fac. 2016, 16, 181–189. [Google Scholar] [CrossRef]
- Demir, A.; Aydin, İ. Effects of Treatment with Fire Retardant Chemicals on Technologic Properties of Wood and Wooden Materials. Duzce University Faculty of Forestry Journal of Forestry 2016, 12(1), 96–104. [Google Scholar]
- Göker, Y.; Ayrılmış, N. Performance characteristicsand thermal degredation of wood and wood-based products in fire. Journal of the Faculty of Forestry Istanbul University 2002, 52(2/1-2), 1-22.
- He, X.; Li, X.J.; Zhong, Z.; Mou, Q.; Yan, Y.; Chen, H.; Liu, L. Effectiveness of impregnation of ammonium polyphosphate fire retardant in poplar wood using microwave heating. Fire Mater. 2015, 40, 818–825. [Google Scholar] [CrossRef]
- Kong, L.; Guan, H.; Wang, X. In Situ Polymerization of Furfuryl Alcohol with Ammonium Dihydrogen Phosphate in Poplar Wood for Improved Dimensional Stability and Flame Retardancy. ACS Sustain. Chem. Eng. 2018, 6, 3349–3357. [Google Scholar] [CrossRef]
- Liu, Q.; Chai, Y.; Ni, L.; Lyu, W. Flame Retardant Properties and Thermal Decomposition Kinetics of Wood Treated with Boric Acid Modified Silica Sol. Materials 2020, 13, 4478. [Google Scholar] [CrossRef] [PubMed]
- Kuai, B.; Wang, Z.; Gao, J.; Tong, J.; Zhan, T.; Zhang, Y.; Lu, J.; Cai, L. Development of densified wood with high strength and excellent dimensional stability by impregnating delignified poplar by sodium silicate. Constr. Build. Mater. 2022, 344. [Google Scholar] [CrossRef]
- Cheng, X.; Lu, D.; Yue, K.; Lu, W.; Zhang, Z. Fire Resistance Improvement of Fast-Growing Poplar Wood Based on Combined Modification Using Resin Impregnation and Compression. Polymers 2022, 14, 3574. [Google Scholar] [CrossRef]
- As, N., Akbulut, T. Odunun fiziksel özelliklerini iyileştiren işlemler ve mekanik özellikler üzerine olan etkisi. Journal of the Faculty of Forestry Istanbul University 1989, 39(3), 98-112.
- LeVan, S.L.; Winandy, E.J. Effect of fire retardant treatment on wood strenght: A Rewiev. Wood and Fiber Science 1990, 22(1), 113–131. [Google Scholar]
- Ayrılmış, N. Effects of various fire retardants on fire and technological properties of some wood based panel products. Doctoral Thesis. Istanbul University, Institute of Science. İstanbul, Türkiye, 2006.
- Demir, A. The effects of fire retardant chemicals on thermal conductivity of plywood produced from different wood species. Master Thesis, . Karadeniz Technical University, Institute of Science. Trabzon, Türkiye, 2014. [Google Scholar]
- Gökmen, K. The effect of heat treatment with tall oil impregnation on the properties of wood material. Master's thesis, Bartın University, Institute of Science and Technology, Bartın, Türkiye, 2017.
- Wang, Y.; Wang, T. Effect of vacuum impregnation on mechanical properties of fast-growing poplar. Journal of Northeast Forestry University 2019, 47(6), 53–56. [Google Scholar]
- Cao, S.; Cai, J.; Wu, M.; Zhou, N.; Huang, Z.; Cai, L.; Zhang, Y. Surface properties of poplar wood after heat treatment, resin impregnation, or both modifications. BioResources 2021, 16, 7561–7576. [Google Scholar] [CrossRef]
- Yang, H.; Gao, M.; Wang, J.; Mu, H.; Qi, D. Fast Preparation of High-Performance Wood Materials Assisted by Ultrasonic and Vacuum Impregnation. Forests 2021, 12, 567. [Google Scholar] [CrossRef]
- Zhang, Y.; Guan, P.; Zuo, Y.; Li, P.; Bi, X.; Li, X. Preparation of highly-densified modified poplar wood by evacuating the micro-pores of wood through a gas expansion method. Ind. Crop. Prod. 2023, 194. [Google Scholar] [CrossRef]
- Kausar, A.; Rafique, I.; Anwar, Z.; Muhammad, B. Recent Developments in Different Types of Flame Retardants and Effect on Fire Retardancy of Epoxy Composite. Polym. Technol. Eng. 2016, 55, 1512–1535. [Google Scholar] [CrossRef]
- Blanchet, P.; Pepin, S. Trends in Chemical Wood Surface Improvements and Modifications: A Review of the Last Five Years. Coatings 2021, 11, 1514. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Walkiewicz, J.; Dziurka, D.; Mirski, R. Nanomaterials to improve fire properties in wood and wood-based composite panels. In Emerging Nanomaterials: Opportunities and Challenges in Forestry Sectors. ed.; Taghiyari, H., Morrell, J.J., Eds.; Husen, A. Cham: Springer International Publishing, Switzerland, 2022. [Google Scholar] [CrossRef]
- Tan, H.; Şirin, M.; Baltaş, H. Ecological structure: production of organic impregnation material from mussel shell and combustion. 2022, 32. [CrossRef]
- Zumdahl, S. S.; DeCoste, D. J. Chemical principles. 7th ed.; Cengage Learning: Belmont, USA, 2012.
- Haynes, W. M. CRC handbook of chemistry and physics., 95th ed.; CRC press: New York, USA, 2014. [Google Scholar]
- TS 2470. Methods and general properties of sampling from wood for physical and mechanical experiments, TSE, Ankara, Türkiye, 1976.
- Kılıç, Ö.; Anıl, M. The effects of limestone characteristic properties and calcination temperature to the lime quality, Asian Journal of Chemistry 2006, 18(1), 655-666.
- Ropp, R.C. Encyclopedia of the Alkaline Earth Compounds; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Duchesne, J.; Reardon, E. Measurement and prediction of portlandite solubility in alkali solutions. Cem. Concr. Res. 1995, 25, 1043–1053. [Google Scholar] [CrossRef]
- ASTM D 1413-99. Standard method of testing wood preservatives by laboratory soil block cultures. Annual Book of ASTM Standards, USA, 1995.
- ASTM-D 1413-07. Standard Test Method of Testing Wood Preservatives by Laboratory Soilblock Cultures. Annual Book of ASTM Standards, USA, 2007.
- TS EN 2472. Wood-determination of density for physical and mechanical tests. Turkish Standards Institution, Ankara, Türkiye, 1972.
- TS 4084. Wood - Determination of radial and tangential swelling. Turkish Standard Institution, Ankara, Türkiye, 1983.
- TS EN 317. Particleboards and fibreboards–Determination of swelling in thickness after immersion in water, TSE. Ankara, Türkiye, 1999.
- DIN 4768. Determination of values of surface roughness parameters, Ra, Rz, Rmax, using electrical contact (Stylus) instruments. Concepts and measuring conditions, 1990.
- ASTM D 2863. Standard Test Method for Measuring the Minimum Oxygen Concentration to Support Candle-Like Combustion of Plastics (Oxygen Index),” ASTM International, West Conshohocken, USA, 2006.
- Habibzade, S.; Taghiyari, H.R.; Omidvar, A.; Roudi, H.R. Effects of impregnation with styrene and nano-zinc oxide on fire-retarding, physical, and mechanical properties of poplar wood. Cerne 2016, 22, 465–474. [Google Scholar] [CrossRef]
- Chen, C.; Chen, J.; Zhang, S.; Cao, J.; Wang, W. Forming textured hydrophobic surface coatings via mixed wax emulsion impregnation and drying of poplar wood. Wood Sci. Technol. 2020, 54, 421–439. [Google Scholar] [CrossRef]
- Holy, S.; Temiz, A.; Demirel, G.K.; Aslan, M.; Amini, M.H.M. Physical properties, thermal and fungal resistance of Scots pine wood treated with nano-clay and several metal-oxides nanoparticles. Wood Mater. Sci. Eng. 2020, 17, 176–185. [Google Scholar] [CrossRef]
- Sogutlu, C.; Dongel, N. The effect of the impregnate process of wooden material to color changes and surface roughness. Journal of Polytechnic 2009, 12(3), 179–184. [Google Scholar]
- Keski̇n, H.; Bülbül, R. Impacts of impregnation with Tanalith-E on surface roughness of solid wood materials. Furnit. Wooden Mater. Res. J. 2019, 2, 67–78. [Google Scholar] [CrossRef]
- Aykaç, S.; Sofuoğlu, S.D. A study on the comparison of surface roughness parameters in bamboo material applied with cellulosic, synthetic, polyurethane and water-based varnishes. 2020, 3, 84–92. [CrossRef]
- Kartal, S. Wettebality, water absorption and thickness swelling of particleboard made from remediated CCA-treated wood. Journal of the Faculty of Forestry Istanbul University 2001, 51(1), 53–62. [Google Scholar] [CrossRef]
- Kamal, M.R.; Calderon, J.U.; Lennox, B.R. Surface Energy of Modified Nanoclays and Its Effect on Polymer/Clay Nanocomposites. J. Adhes. Sci. Technol. 2009, 23, 663–688. [Google Scholar] [CrossRef]
- Zaidi, S.J.; Fadhillah, F.; Saleem, H.; Hawari, A.; Benamor, A. Organically Modified Nanoclay Filled Thin-Film Nanocomposite Membranes for Reverse Osmosis Application. Materials 2019, 12, 3803. [Google Scholar] [CrossRef]
- Emampour, M.; Khademieslam, H.; Faezipour, M.M.; Talaeipour, M. Effects of coating Populus nigra wood with nanoclay. BioResources 2020, 15, 8026–8038. [Google Scholar] [CrossRef]
- Alhuthali, A.; Low, I.; Dong, C. Characterisation of the water absorption, mechanical and thermal properties of recycled cellulose fibre reinforced vinyl-ester eco-nanocomposites. Compos. Part B: Eng. 2012, 43, 2772–2781. [Google Scholar] [CrossRef]
- Mandal, M.; Maji, T.K. Comparative study on the properties of wood polymer composites based on different modified soybean oils. J. Wood Chem. Technol. 2016, 37, 124–135. [Google Scholar] [CrossRef]
- Kaya, A. I. Fire performance of thermally modified wood impregnated with clay nanomaterials. Feb-Fresenius Environmental Bulletin 2022, 31(5), 5292-5296.
- Bodirlau, R.; Teaca, C. A. Fourier transform infrared spectroscopy and thermal analysis of lignocellulose fillers treated with organic anhydrides. Romanian Journal of Physics 2009, 54(1-2), 93-104.
- Esteves, B.; Marques, A.V.; Domingos, I.; Pereira, H. Chemical changes of heat treated pine and eucalypt wood monitored by FTIR. Maderas-Cienc Tecnol 2013, 15, 245–258. [Google Scholar] [CrossRef]
- Wada, K. A structural scheme of soil allophane. American Mineralogist 1967, 52, 690–708. [Google Scholar]
- Bellamy, L.J. The Infra-red Spectra of Complex Molecules; John Wiley & Sons: New York, NY, USA 1966. [Google Scholar]
- Wang, X.; Romero, M.Q.; Zhang, X.-Q.; Wang, R.; Wang, D.-Y. Intumescent multilayer hybrid coating for flame retardant cotton fabrics based on layer-by-layer assembly and sol–gel process. RSC Adv. 2015, 5, 10647–10655. [Google Scholar] [CrossRef]
- Beram, A.; Yaşar, S. NaOH ile Modifiye Edilmiş Kızılçam (Pinus brutia Ten. ) Yongalarının Levha Üretimindeki Performansı. 2018, 9, 187–196. [Google Scholar] [CrossRef]
- Faix, O.; Meier, D.; Fortmann, I. Thermal degradation products of wood. A collection of electron-impact (EI) mass spectra of monomeric lignin derived products. Holz als Roh- und Werkstoff. Eur. J. Wood Wood Prod. 1990, 48, 351–354. [Google Scholar] [CrossRef]
- Kotilainen, R.A.; Toivanen, T.-J.; Alén, R.J. FTIR Monitoring of Chemical Changes in Softwood During Heating. J. Wood Chem. Technol. 2000, 20, 307–320. [Google Scholar] [CrossRef]
- Windeisen, E.; Strobel, C.; Wegener, G. Chemical changes during the production of thermo-treated beech wood. Wood Sci. Technol. 2007, 41, 523–536. [Google Scholar] [CrossRef]
- Moser, F.; Trautz, M.; Beger, A. L.; Löwer, M.; Jacobs, G.; Hillringhaus, F.; Wormit, A.; Usadel, B.; Reimer, J. Fungal mycelium as a building material,” in: Proceedings of the Annual Symposium of the International Associationfor Shell and Spatial Structures, IASS 2017, Hamburg, Germany, 2017.
- Xu, F.; Zhong, L.; Zhang, C.; Wang, P.; Zhang, F.; Zhang, G. Novel High-Efficiency Casein-Based P–N-Containing Flame Retardants with Multiple Reactive Groups for Cotton Fabrics. ACS Sustain. Chem. Eng. 2019, 7, 13999–14008. [Google Scholar] [CrossRef]
- Abidin, Z.; Matsue, N.; Henmi, T. Nanometer-scale chemical modification of nano-ball allophane. Clays Clay Miner. 2007, 55, 443–449. [Google Scholar] [CrossRef]
- Jiang, J.; Li, J.; Hu, J.; Fan, D. Effect of nitrogen phosphorus flame retardants on thermal degradation of wood. Constr. Build. Mater. 2010, 24, 2633–2637. [Google Scholar] [CrossRef]
- Lowden, L.A.; Hull, T.R. Flammability behaviour of wood and a review of the methods for its reduction. Fire Sci. Rev. 2013, 2, 4. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, J.; Shen, H.; Xu, J.; Cao, J. Montmorillonite-catalyzed furfurylated wood for flame retardancy. Fire Saf. J. 2021, 121, 103297. [Google Scholar] [CrossRef]
- Ghosh, P.; Siddhanta, S.K.; Chakrabarti, A. Characterization of poly(vinyl pyrrolidone) modified polyaniline prepared in stable aqueous medium. Eur. Polym. J. 1999, 35, 699–710. [Google Scholar] [CrossRef]
- Sun, J.; Xu, F.; Sun, X.; Xiao, B.; Sun, R. Physico-chemical and thermal characterization of cellulose from barley straw. Polym. Degrad. Stab. 2005, 88, 521–531. [Google Scholar] [CrossRef]
- Vazquez, A.; Foresti, M.L.; Cerrutti, P.; Galvagno, M. Bacterial Cellulose from Simple and Low Cost Production Media by Gluconacetobacter xylinus. J. Polym. Environ. 2012, 21, 545–554. [Google Scholar] [CrossRef]
- Kozakiewicz, P.; Drożdżek, M.; Laskowska, A.; Grześkiewicz, M.; Bytner, O.; Radomski, A.; Zawadzki, J. Effects of thermal modification on selected physical properties of sapwood and heartwood of black poplar (Populus nigra L.). BioResources 2019, 14, 8391–8404. [Google Scholar] [CrossRef]
- Yaşar, S.; Güler, G. Chemical characterization of black poplar (Populus nigra L.) sawdust hemicelluloses esterified with acyl chlorides. Turk. J. For. 2021, 22, 426–431. [Google Scholar] [CrossRef]
- Aydemir, D.; Civi, B.; Alsan, M.; Can, A.; Sivrikaya, H.; Gunduz, G.; Wang, A. Mechanical, morphological and thermal properties of nano-boron nitride treated wood materials. Maderas. Ciencia y Tecnología 2016, 18, 19-32. [CrossRef]
Figure 1.
FTIR Spectra of the impregnated and unimpregnated black poplar samples.
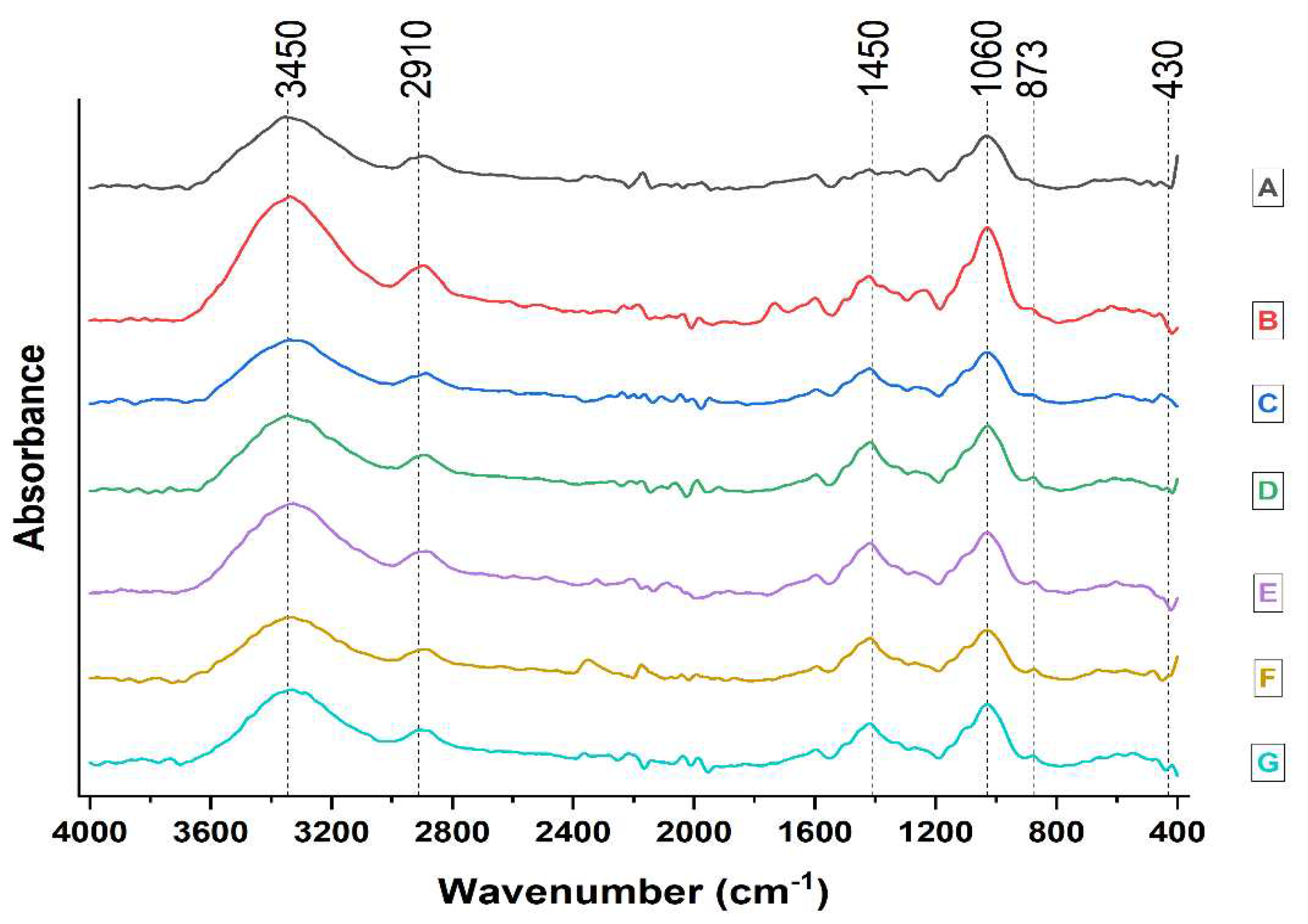
Figure 2.
TGA thermograms of the impregnated and unimpregnated black poplar samples.
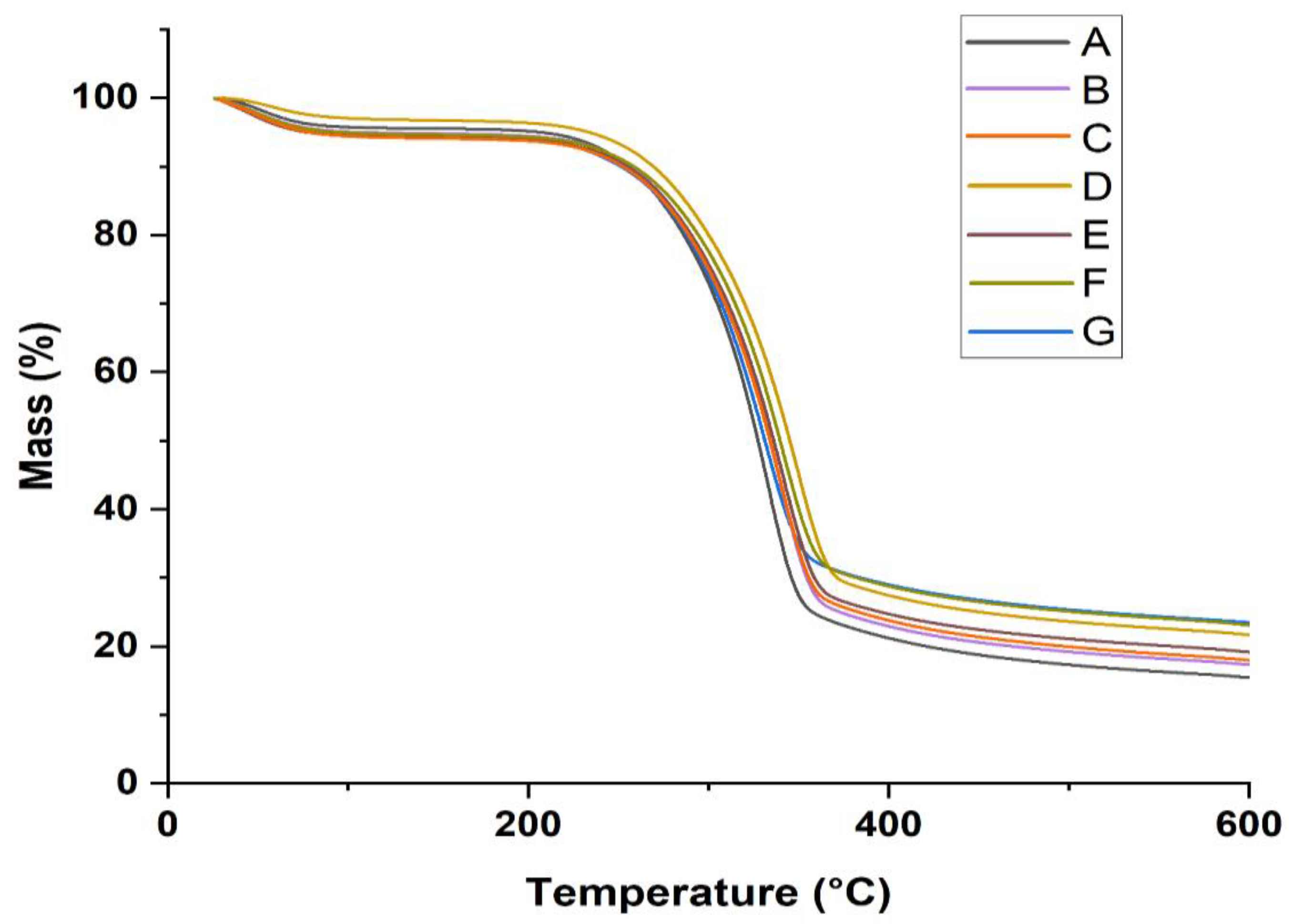
Figure 3.
DTG thermograms of the impregnated and unimpregnated black poplar samples.
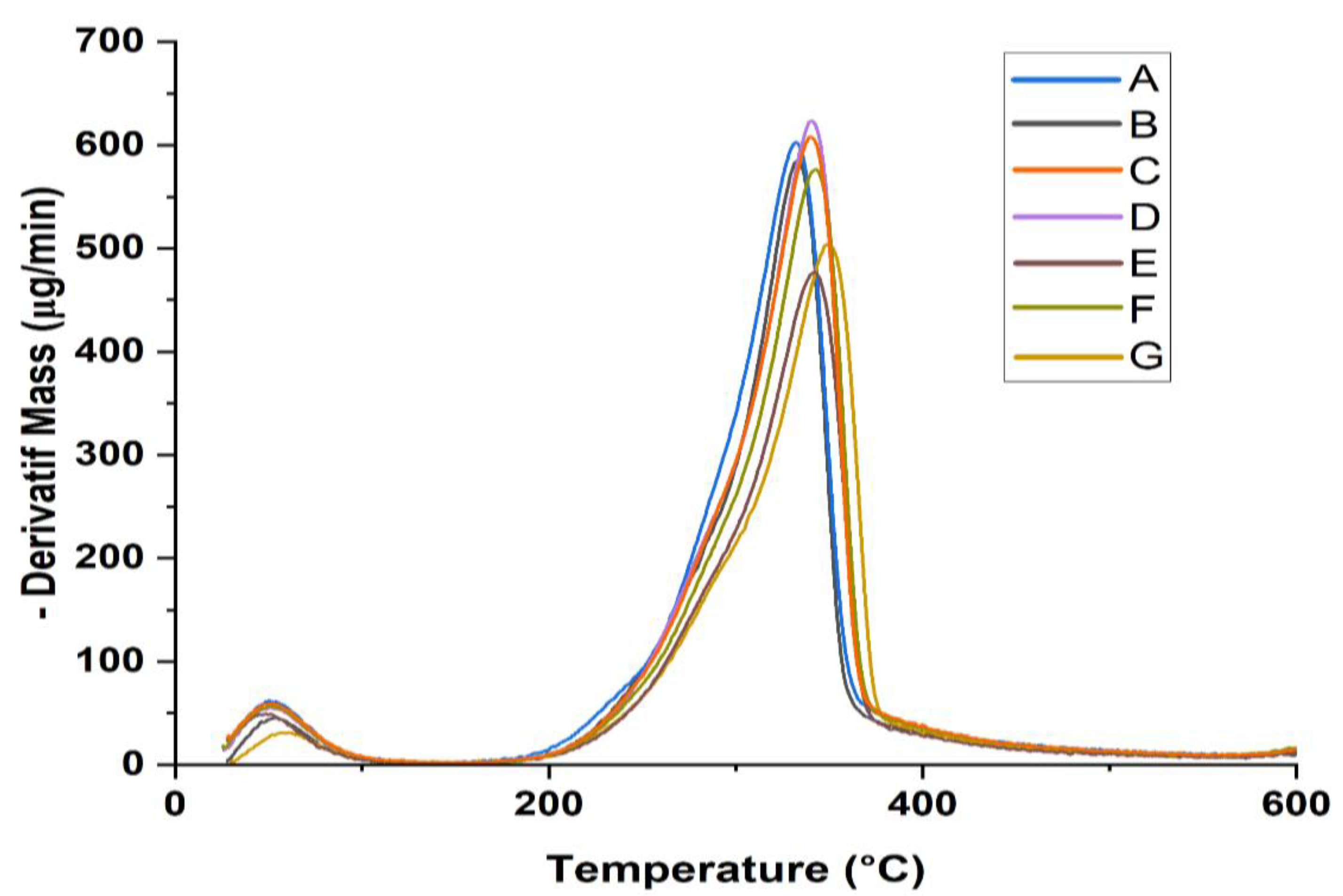
Figure 4.
SEM micrographs of black poplar: (A) control (500×), (B) impregnated sample (1000×).
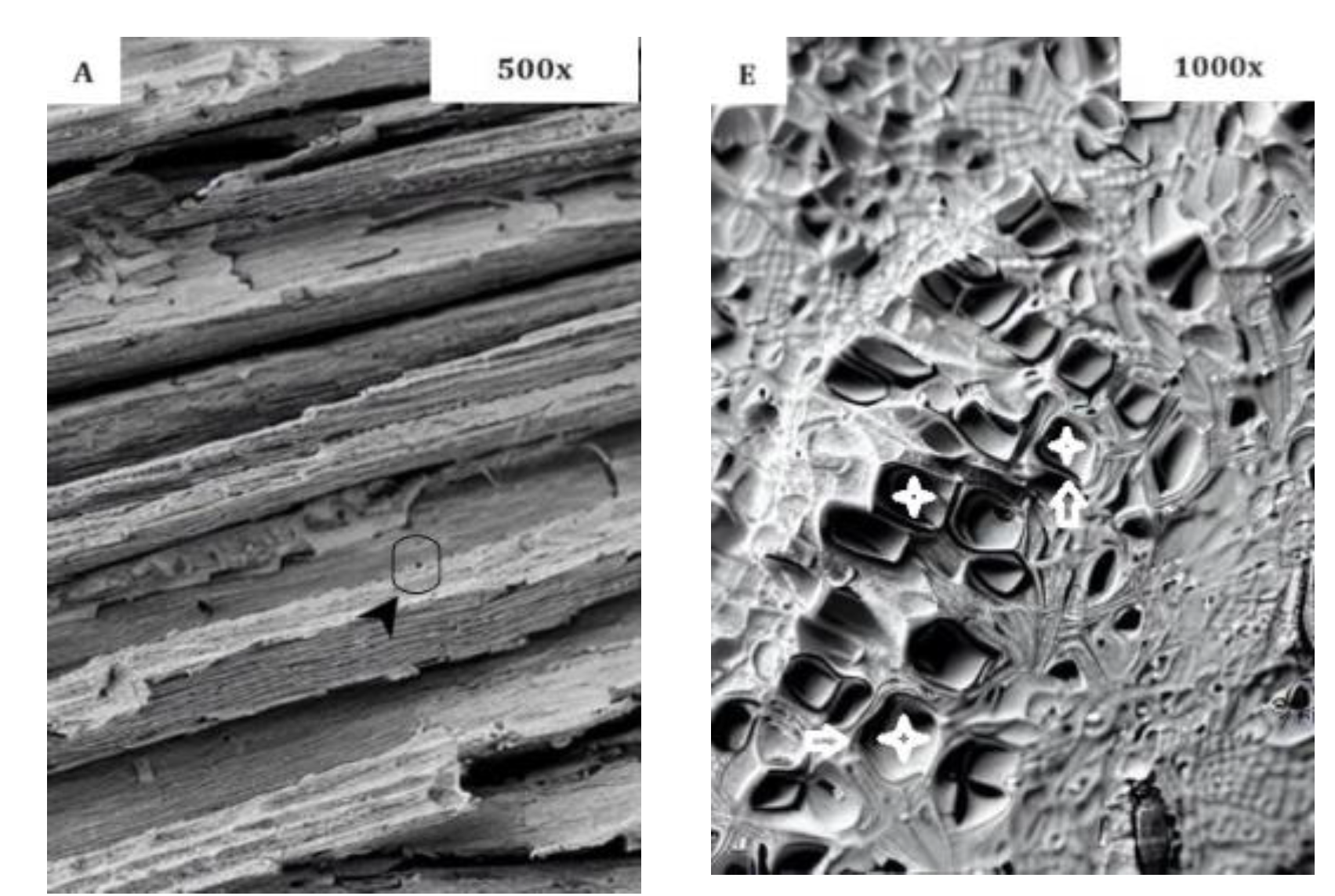
Figure 5.
SEM micrographs of impregnated samples of black poplar: (B–D) (500×), (E–G) (1000×).
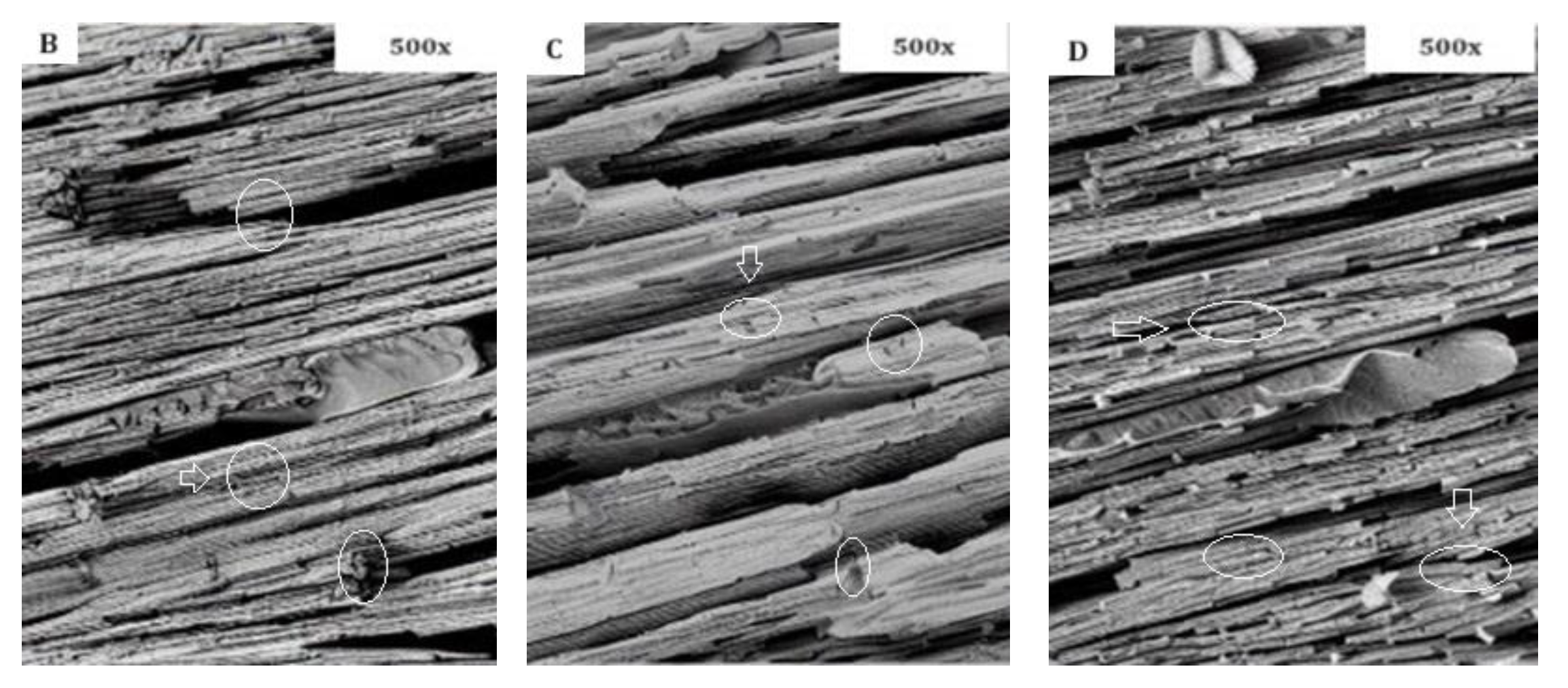
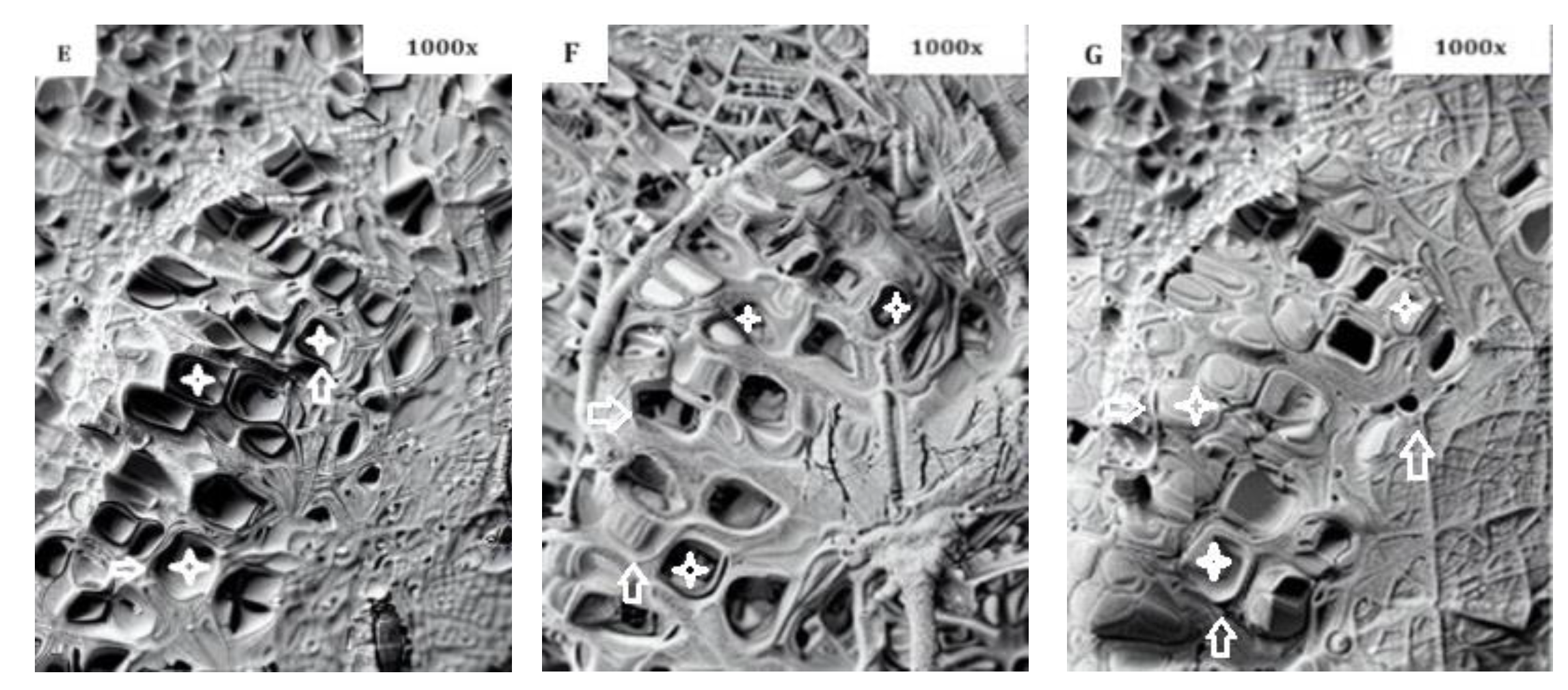

Table 1.
Identifiers and properties of calcium oxide [43].
Table 1.
Identifiers and properties of calcium oxide [43].
| CAS number | 1305-78-8 |
| PubChem CID | 14778 |
| UN number | 1910 |
| Molecule formula | CaO |
| Molecular mass | 56.0774 g/mol |
| Appearance | White to yellow/brown powder |
| Odor | odorless |
| Density | 3.34 gr/cm³ |
| melting point | 2613 °C |
| Boiling point | 3850 °C (100 hPa) |
| Solubility | (in water) reacts to form calcium hydroxide |
| Acidity (pKa) | 12.8 |
Table 2.
Experimental design of Immersion and Vacuum Methods.
| Method | Sample Type | Concentration of Solution (%) | Impregnation Time (min) |
|---|---|---|---|
| Control | A | - | - |
| Immersion | B | 1 | 120 |
| C | 3 | 120 | |
| D | 5 | 120 | |
| Vacuum | E | 1 | 30+30 |
| F | 3 | 30+30 | |
| G | 5 | 30+30 |
Table 3.
The physical properties of impregnated wood samples.
| Sample Type | D0 (g/cm3) | WA-2 h | WA-24 h | TS-2 h | TS-24 h | WPG (%) |
|---|---|---|---|---|---|---|
| A | 0.36 (0.09)1 a2 | 38.21 (3.57) a | 72.89 (5.88) a | 14.86 (2.43) a | 17.26 (3.45) a | - |
| B | 0.41 (0.13) b | 33.83 (3.26) b | 67.86 (6.11) b | 13.23 (1.31) b | 15.08 (3.04) b | 0.62 (0.09) a |
| C | 0.44 (0.09) c | 29.42 (2.61) c | 63.22 (5.67) c | 11.38 (1.14) c | 13.77 (2.14) c | 0.73 (0.21) b |
| D | 0.45 (0.11) c | 26.55 (1.93) d | 59.49 (4.93) d | 10.75 (0.81) cd | 12.13 (1.86) cd | 0.91 (0.18) b |
| E | 0.42 (0.12) b | 31.26 (2.79) c | 63.92 (4.55) c | 11.49 (1.05) c | 14.86 (2.11) b | 1.12 (0.30) c |
| F | 0.46 (0.14) c | 24.12 (2.44) d | 58.32 (5.22) d | 9.08 (1.27) d | 12.22 (1.37) cd | 1.79 (0.35) d |
| G | 0.49 (0.09) d | 22.07 (1.66) e | 54.11 (4.83) e | 8.83 (0.95) d | 11.45 (1.96) d | 2.28 (0.51) e |
1: Standard deviation, 2: Groups defined by different letters in each column according to the Duncan test (for D0, WA (2 and 24 h), TS (2 and 24 h) and WPG p < 0.01).
Table 4.
Surface roughness, contact angle and LOI properties of impregnated wood samples.
| Sample Type | Surface roughness (Ra) (║) | Changes (%) | Contact Angle | Changes (%) | LOI (%) | Changes (%) |
|---|---|---|---|---|---|---|
| A | 2.77 (0.31)1 a2 | - | 41 (4.66) a | - | 23.16 (2.55) b | - |
| B | 3.36 (0.99) b | 21.3 | 54 (4.34) b | 31.7 | 26.75 (3.07) b | 15.5 |
| C | 3.90 (0.83) c | 40.8 | 59 (5.27) c | 43.9 | 28.44 (2.43) b | 22.8 |
| D | 4.12 (0.46) d | 48.7 | 62 (4.02) d | 51.2 | 30.08 (1.94) b | 29.8 |
| E | 3.58 (0.60) c | 29.2 | 61 (3.95) c | 48.8 | 28.27 (1.64) b | 22.0 |
| F | 4.35 (0.97) d | 57.0 | 66 (6.26) e | 60.9 | 30.62 (2.44) b | 32.2 |
| G | 5.22 (0.44) e | 88.4 | 68 (6.31) e | 65.8 | 31.23 (2.74) b | 34.8 |
1: Standard deviation, 2: Groups defined by different letters in each column according to the Duncan test (for surface roughness, contact angle and LOI p<0.01).
| Spectrum band position, cm-1 | Active wood mass group | Type of vibration |
|---|---|---|
| 3450 - 3400 | O-H of alcohols, phenols and acids | O-H stretching |
| 2970 - 2850 | CH2, CH- and CH3 | C-H stretching |
| 1462 - 1425 | CH2 cellulose, lignin | C-H deformations |
| 1060 - 1025 | C-O-C | Deformation |
| 876 | Anti-symmetric out-of-phase stretching in pyranose ring | Stretching in pyranose ring |
1: Standard deviation, 2: Groups defined by different letters in each column according to the Duncan test (for surface roughness, contact angle and LOI p<0.01).
Table 6.
Thermal degradation temperatures and residue weight of black polar samples.
| Sample type | T0 (°C) | Tmax (°C) | Tf (°C) | RW at 600 °C (%) |
|---|---|---|---|---|
| A | 140 | 329 | 476 | 16.2 |
| B | 140 | 332 | 494 | 18.3 |
| C | 140 | 337 | 503 | 18.5 |
| D | 140 | 338 | 531 | 22.3 |
| E | 140 | 339 | 532 | 19.8 |
| F | 140 | 342 | 576 | 24.4 |
| G | 140 | 347 | 584 | 24.9 |
T0: Initial decomposition temperature, Tmax: maximum degradation temperature, Tf: Final temperature.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



