Submitted:
17 October 2023
Posted:
18 October 2023
You are already at the latest version
Abstract
In recent decades, porous scaffolds for bone tissue engineering (BTE) have gained significant attention. Considerable research efforts have been dedicated to investigating the impact of scaffold pore size on a diverse array of biological processes, including cell-scaffold interactions, substance transportation, and vascularization. However, the multi-scale hierarchical porosity, a key structural characteristic of natural bone, has rarely been replicated in BTE scaffolds due to the challenges of controlling the scaffold structure across multiple length scales. With the advancement of manufacturing technology, there has been increasing research on biomimetic multi-scale hierarchical materials, which are also gaining favor in the field of BTE. Therefore, there is an urgent need to review multi-scale hierarchical porous BTE scaffolds. This paper aims to review the role and fabrication methods of multi-scale porous BTE scaffolds at different length scales, the design and manufacturing of new BTE scaffolds for bone regeneration.
Keywords:
multi-scale
; hierarchical structure
; porous scaffold
; bone tissue engineering
; bone regeneration
1. Introduction
Bone defects are a serious public health concern associated with trauma, infections, tumors, metabolic diseases and aging. These conditions can eventually lead to incomplete bone healing or non-union fractures [1]. Although bones possess inherent regenerative capacity, allowing for the repair of small damages, the spontaneous self-healing of large bone defects that exceed critical size thresholds is challenging without clinical intervention [2]. The current widely accepted standard approach for treating large bone defects involves the utilization of bioinert metal devices allografts or and autografts to fill the defects. These techniques are utilized in millions of surgical procedures annually [3-5]. However, the utilization of metal devices often necessitates supplementary surgical interventions for their retrieval post-implantation, and the utilization of allografts poses the potential risk of disease transmission. Furthermore, the limited availability of autografts introduces further complexities regarding the healing process at the donor site. The risks associated with skeletal grafts are particularly heightened in elderly individuals [6]. Given the aforementioned challenges, there is a growing demand for alternatives to traditional skeletal grafts in order to facilitate bone regeneration within the scope of BTE. Significant progress has been made in the field of BTE, particularly in the development of materials that can facilitate the process of bone regeneration at defective sites without the aforementioned risks [7]. Despite notable advancements in the area of BTE regarding material composition, diverse shapes, pore structures, nano-surfaces, and the incorporation of bioactive factors or cell loading to enhance vascularization and ossification [8-13], the clinical translation and commercialization strategies in the field have predominantly relied on pure materials-based approaches, without the inclusion of bioactive ingredients. This is primarily due to cost and regulatory complexities associated with biomaterial systems containing bioactive ingredients [14,15]. Indeed, one promising approach in BTE is the utilization of biomimetic materials that replicate the natural hierarchical structure found in organisms [16,17]. In fact, natural bone tissue is characterized by a precisely organized extracellular matrix (ECM) at the micro-scale, and there is a growing need to incorporate multi-scale structures into BTE scaffolds [18-20].
Through billions of years of evolution, natural materials have achieved an optimal combination of constituents, arrangement, and function [21]. It can be argued that early human history is divided based on advancements in structural materials. Although the categories of materials have significantly expanded with the development of chemistry, the production of structural materials still occupies a crucial position. The progress in developing high-performance artificial materials by imitating the structural properties of natural materials has been an ongoing pursuit in materials science [22]. Biological materials, despite their limitations in terms of raw resources, possess remarkable multifunctional performance, including strength, toughness, fatigue resistance, wear resistance due to their exquisitely hierarchical structural design [23-26]. An excellent example of a material with a typical coaxial hierarchical arrangement structure is banboo, which demonstrates excellent mechanical properties and mass transfer capabilities [27]. These properties can be primarily attributed to the embedding of primary fibers within the matrix lignin in different layers of the lignified cell walls, resulting in the formation of microfibrils. These microfibrils are further organized into compact components through physical and chemical bonding, creating structures that span diverse scales. To optimizes the mechanical efficiency for bending, bamboo additionally refines the distribution of fiber density based on the coaxial hierarchical structure, presenting a radial gradient distribution from the inner to outer layers [28]. Mammalian bones is an organ possessing intricate multi-scale hierarchical structures comprised of collagen fibers and hydroxyapatite crystals [29-31]. These collagen fibers are formed through the self-assembly of a few sub-nanometer collagen molecules, resulting in the generation of collagen fiber bundles with a diameter of approximately 3-7 μm and oriented in a specific direction. The fiber bundles are organized in a concentric manner around a Haversian canal, typically ranging in thickness from 150 to 300 μm (Figure 1). Cortical bone is characterized by densely arranged concentric layers, which form a compact outer surface that provides structural support. In contrast, trabecular bone is composed of a more porous network with interconnected spaces that accommodate blood vessels and bone marrow (Figure 2). Due to its well-organized hierarchical structure, natural bone exhibits the best mechanical properties, including rigidity and fracture resistance [32]. In addition, the nano-surface of bone also determines the adhesion, growth and orientation of cells [33]. Consequently, optimal bone tissue engineering (BTE) scaffolds should possess adaptable multi-scale structures that can conform to the irregular shape and internal porous structure of the damaged site. This allows for efficient cell ingrowth, vascularization, nerve invasion, and metabolite transport [34-37]. In addition, nano-surface, which can influence cellular behaviors, should also be considered in BTE scaffolds design [38]. As a result, the biomimetic multi-scale hierarchical structures of BTE scaffolds have attracted much attention in clinical and biomaterials fields [39].
During the current period, the significance of developing structural materials has been widely recognized in the field of biomedicine [42-44]. When reviewing the history of BTE scaffolds, it is evident that every progress in this field is built upon the discovery, combination, and utilization of various new components [45-47]. Recently, there has been a growing interest in the structural design of scaffolds [48-51]. However, there is still a relatively limited amount of research in the field of multi-scale structural design over an extended period. By reviewing current studies, it is evident that there are abundant design strategies for existing BTE scaffolds with various compositions [52], heterogeneous shapes [53], porosity [54], nano-surface [55-57], and incorporating bioactive ingredients [58-61]. The design strategies aim to optimize a suitable cellular microenvironment to achieve more efficient vascularization and ossification processes [62-67], as shown in Figure 3. Extensive research has demonstrate that the porosity and mechanical properties of scaffolds significantly influence their biomedical functionality in various bone defect treatments [68]. Hierarchical porous scaffolds, characterized by open and interconnected networks, play a vital role in promoting cell penetration, facilitating nutrient transport, enhancing angiogenesis, supporting extracellular matrix (ECM) deposition, and facilitating the formation of new bone tissue [69,70]. In addition, cellular behavior is directly influenced by the nano-surface and the stiffness or viscoelasticity of the matrix, because the ECM provides clues to regulate the specific integrin-ligand interactions between cells and surrounding materials [71]. Although there is no precise evidence of the role of multi-scale hierarchical porous scaffold, the general consensus is that nano-pores affect cellular response, while micro-pores facilitate the transport of nutrients, metabolites, and the formation of blood vessel [72]. The macroscopic shape of local heterogeneity provides mechanical performance and support [73]. However, traditional BTE scaffolds pay little attention to multi-scale hierarchical structures, which may be attribute to the complexity of multi-scale structures far exceeding the capabilities traditional design and manufacturing techniques. As a result, there are significant challenges in applying multi-scale hierarchical materials in the field of BTE [74,75]. The development of biomimetic technology has opened new avenues for inspiration by imitating the intricate structures found in natural tissues [76]. There is a growing recognition that designing multi-scale hierarchical structures in BTE scaffolds that mimic natural tissue may provide remedies for problems ranging from promoting vascularization to controlling cellular behavior [19,77]. Earlier studies have concentrated on designing scaffolds with interconnected pores at a micro-scale. However, with the emerging of new nanomaterials and processing technology, there has been a shift in focus towards understanding the role of scaffold nanostructures in tissue regeneration [78]. This is also due to the realization that the cellular environment in natural tissues is nanostructured. For an ideal scaffold, firstly, it should possess a porous and interconnected structure that allows for the penetration of cells and nutrients [79]. Secondly, it should exhibit the appropriate surface structure and chemical cues that facilitate cell adhesion and proliferation [8]. Moreover, it is essential for the scaffold to exhibit mechanical properties comparable to those of native tissue, ensuring optimal compatibility [80]. Additionally, the scaffold should be biodegradable, allowing it to undergo degradation and eventually transform into a soluble and non-toxic substance [81]. Indeed, the ultimate success of scaffolds in the field of BTE relies on the intricate interplay between multiple biological, mechanical, and physicochemical properties [3,82]. Based on the extensive research on the effects of nano-scale to macro-scale structures on cell biological behavior and tissue repair and regeneration, it can speculate that the next breakthrough in BTE scaffolds is likely to be the realization of the controllability of multi-scale structure assembly and the creation of scaffolds with excellent properties.
Although the recognition of the significance of multi-scale structure design and regulation by researchers, and the availability of numerous biological structural materials as references, the preparation of artificial biomimetic multi-scale structure scaffolds for BTE remains a challenging task. So far, there have been some preliminary findings regarding multi-scale scaffolds with relatively simple structure, but it is difficult to generate ordered multi-scale pores in different directions with current technology. In addition, it is difficult to ensure interconnections between multi-scale pores. Moreover, the complex design of both interior and exterior features of BTE scaffolds presents a significant challenge to the traditional techniques of isolation and combination. Based on the preceding discussion, it can be inferred that there are both boundless opportunities and significant challenges in the realm of biomimetic multi-scale structural BTE scaffolds, which hold immense potential in advancing human health. Therefore, it is both pertinent and appropriate to comprehensively outline the diverse functions exhibited by multi-scale structures and highlight the latest advancements in multi-scale construction methods, as well as their applications in the field of biomimetic BTE scaffolds. The present review predominately elucidate the significance of hierarchical porous structures in bone regeneration, as well as the current preparation methods utilized for the preparation of multi-scale porous scaffolds, and briefly addresses some of the challenges encountered in the current preparation techniiques and presents future directions of the current preparation of multi-scale porous BTE scaffolds.
2. Multi-scale hierarchical scaffolds and functions
To successfully prepare and develop biomimetic BTE scaffolds with multi-scale hierarchical structures, it is essential to explore and draw insights from different length scales. Drawing inspiration from nature can provide innovative approaches to overcome the technological bottlenecks in BTE scaffold manufacturing. Natural bone exhibits a complex and sophisticated hierarchical structure, characterized by the presence of interconnected hard, orderly phases of inorganic calcium phosphate and soft, orderly phases of organic collagen fibers. The multi-scale structural model of bone represents an inherent functional characteristic that has evolved to meet the survival demands of organisms. Therefore, the multi-scale precise control of scaffold structure is of decisive significance for the development of biomimetic artificial scaffold for BTE [19]. Numerous studies have demonstrated that the composition, morphology and surface topography of scaffolds can provide pivotal cues to direct cellular responses and promote tissue regeneration in BTE. Among these factors, the presence of a micro-/nano-scale hierarchical porous structure is particularly crucial as it contributes to shaping the topological characteristics necessary for the development of functional interfaces between cells and materials [83]. By modulating pore structure of scaffold, it is possible to mediate cellular responses in situ by inducing alignment of cytoskeletal in cells. Membrane receptors interact with multi-scale topography of the scaffolds to induce cytoskeletal deformation and assembly, thereby controlling cell adhesion, proliferation, cell morphology, and gene expression [84]. Additionally, the macro-scale shape of scaffolds plays a vital role by providing mechanical cues, support, and the spatial environment that influences tissue growth. As a result, researchers have developed effective methods to achieve bone grafts with controllable diameters at multiple length scales, ensuring the scaffold’s macroscopic structure aligns with the desired tissue requirements (Fig 4). With the aim of replicating the intricate hierarchical structure observed in living systems, novel strategies have emerged for the fabrication of scaffolds featuring multi-scale porous networks [85]. These strategies endeavor to replicate the intricate complexity of the natural structure and provide an environment that closely resembles the microenvironment found in living tissues (Table 1). Currently, there are several consensus views that suggest pore size has different effects on the host response: nano-pores (size < 100 nm) increase surface area for cell adhesion, promoting cell-scaffold interactions; micro-pores (size: 100 nm - 100 μm) enhance permeability and promote cell migration within the scaffold, while macro-pores (size > 100 μm) provide sufficient ample room for vascularization and inward tissue growth, facilitating gas diffusion, substance transport [86-88]. The impact of hierarchical porous scaffolds on bone regeneration has been visually depicted in the schematic diagram presented in Figure 5. At the macro-scale, natural bone is characterized by the presence of cortical bone and an inner cancellous bone. Many BTE scaffolds strive to reconstruct this intricate hierarchical structure found in native bone [17]. Cortical bone is composed of high-density components that provide the primary mechanical characteristics of bone tissue. Cortical bone-mimicking materials provide the main mechanical support for the treatment of mechanical instability defects. Previous studies have designed more complex BTE scaffolds, such as Harversian and Volkmann canals, that allow blood vessels and nerves to grow inward and facilitate nutrient transport [80]. In fact, apart from promoting effective gas diffusion and nutrient supply, rapid vascular infiltration is required to maintain the sustaining inward growth of tissues within the body. Simulated porous cancellous bone is another micro-scale structure commonly employed in BTE scaffolds. Porous structures offer a controllable degradation rate, which is more conducive to new bone formation and remodeling compared to non-porous structures [89]. In addition, micro-pores within the scaffolds provide increased surface area, favorable protein adhesion and improved cell attachment compared to macro-pores [90]. Previous research indicates that smaller pore size (e.g., 95μm) are mare suitable for initial osteoblast adhesion compared to larger pore size (>150μm) [91]. The ability of scaffolds to promote bone regeneration is associated with the capture and adsorption of specific types of proteins surrounding the biomaterials. Cell recognition of certain peptide domains within these proteins leads to initial attachment and subsequent control of cellular fate. Consequently, the presence of micro-pores in biomaterials becomes as important as the competitive “Vroman effect,” governing which serum proteins bind to the implanted material and thereby determining cell adhesion [92]. Increasing the number of micro-pores enhances interaction with serum proteins, which may prove to be an effective strategy for promoting bone induction and conduction properties of scaffolds [93]. In addition, micro-pores also induce capillary forces that anchor cells to the surface and drive their migration within the 3D structure [94,95]. Various techniques, including salt leaching, gas foaming, freeze-drying, electrospinning, and additive manufacturing, have been employed to create micro-scale porous structures mimicking the natural bone structure[74,96,97]. Additive manufacturing, though popular in BTE scaffold fabrication, is limited to the laboratory level due to resolution and manufacturing cost constraints. Additionally, nano-scale multiple forms hydroxyapatite (HA) deposits exist on the surface of natural bone, influencing cell fate and mineral deposition. Therefore, nano-surface modification emerges as a appropriate strategy to enhance the osteogenic potential of BTE scaffolds by closely replicating the intricate spatial structure of the ECM in natural bone [83]. Several techniques, such as sandblasting, acid etching, and micro-arc oxidation, have been employed to modify the surface morphology of BTE scaffolds at the nanoscale. Nano-surface modification can facilitate osteogenic differentiation of stem cells [98], regulate macrophage-mediated inflammatory response, and promote bone integration [99].

Table 1.
The describes of the pore size distribution, processes, and characteristics previously used to produce multi-scale BTE scaffolds.
Table 1.
The describes of the pore size distribution, processes, and characteristics previously used to produce multi-scale BTE scaffolds.
| Materials | Multiscale pores | Process | Characteristic | Ref |
|---|---|---|---|---|
| Geltin, alginate, PVA | ~800μm, ~40μm | 3-D printing, electrospinning, vacuum freeze-drying | Enhance initial cells attachment; enhence the mechanical interlocking between the scaffold and the tissue; promote the substances transportation and cell infiltration; facilitate vascularization. | [100] |
| Silk fibroin | 100-390μm, 1-30μm, | Paraffin sphere leaching, phase separation | Provide certain mechanical property, promote cell attachment and proliferation. | [101] |
| Poly (butylene succinate), cellulose nanocrystals | ~68.9 μm, ~11 μm | Supercritical carbon dioxide foaming process | Strengthen, increase hydrophilicity, and optimize the degradation rate. | [102] |
| Poly (ε-caprolactone) (PCL), HA, β-TCP | ~350 μm, ~105 μm | Freeze casting, sacrificial templating | Accelerate osteogenic differentiations, provide biomechanical support. | [103] |
| PCL, mesoporous bioactive glass (MBG) | 5.6nm, <40μm | 3D printing, porogen leaching | The early mineralization in the MBG led to an increased surface hardness, while the presence of micro-pores enhanced cell activity and stimulated the osteogenic differentiation. | [104] |
| PCL | 500μm, 100μm | High-resolution EHD 3D printing | Promote cell orientation; exceptional permeability for cell infiltration, substances transportation. | [105] |
| PCL | >100μm, <30μm | 3D printing based a multi-scale direct writing system | Provide sufficient strength for mechanical support; offer a cell-appropriate microenvironment. | [106] |
| PCL | 300μm, 75μm, 50μm | 3D printing integrated with FDM, SE, and MEW system | Exhibited optimal biocompatibility, facilitating cell adhesion, and demonstrating the potential to promote cell alignment. | [107] |
| PCL | ~315μm, ~325μm, ~ 8μm | Emulsion templating, 3D printing | Enhance bioactivity, promote differentiation of precursors into mature bone cells, and induce angiogenesis. | [108] |
| PCL | 300μm, ~20.2 μm | 3D printing, electrospinning | Possess osteoinductive properties, stimulating the expression of osteogenic markers in MC-3T3 osteoblasts. | [109] |
| PCL | ~400μm, ~10μm | 3D plotting systems, non-solvent-induced phase separation | Demonstrated mechanical characteristics similar to cancellous bone, enhance cell attachment, proliferation, and differentiation. | [110] |
Figure 4.
The bone implants with structure optimization from nano-scale to macro-scale. a, Cell morphologies of macrophages on different nano-surface samples [111]. b, The characterization of porous titanium samples and adhering cells fluorescence images [112]. c, 3D printing Haversian bone–mimicking scaffolds and adhering cells fluorescence images. [80].
Figure 4.
The bone implants with structure optimization from nano-scale to macro-scale. a, Cell morphologies of macrophages on different nano-surface samples [111]. b, The characterization of porous titanium samples and adhering cells fluorescence images [112]. c, 3D printing Haversian bone–mimicking scaffolds and adhering cells fluorescence images. [80].
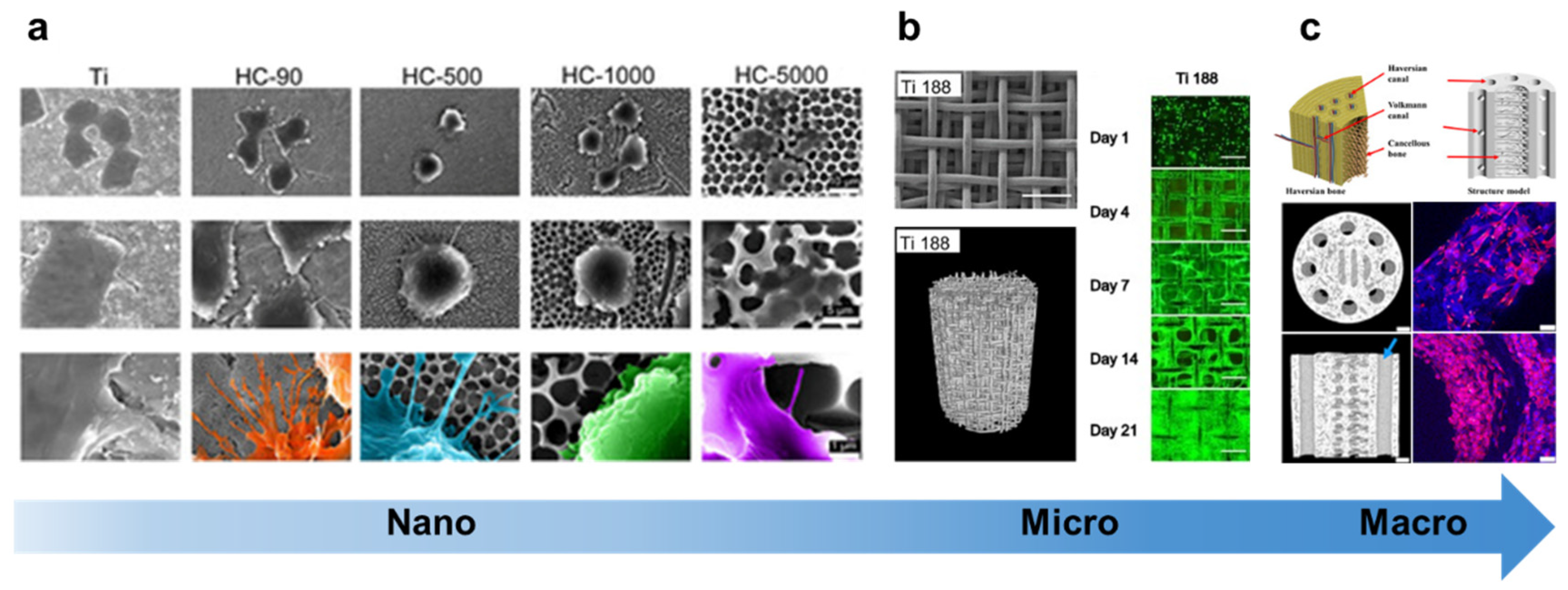
Figure 5.
Schematic depiction illustrating the impact of a hierarchical scaffold on bone regeneration. [113].
Figure 5.
Schematic depiction illustrating the impact of a hierarchical scaffold on bone regeneration. [113].
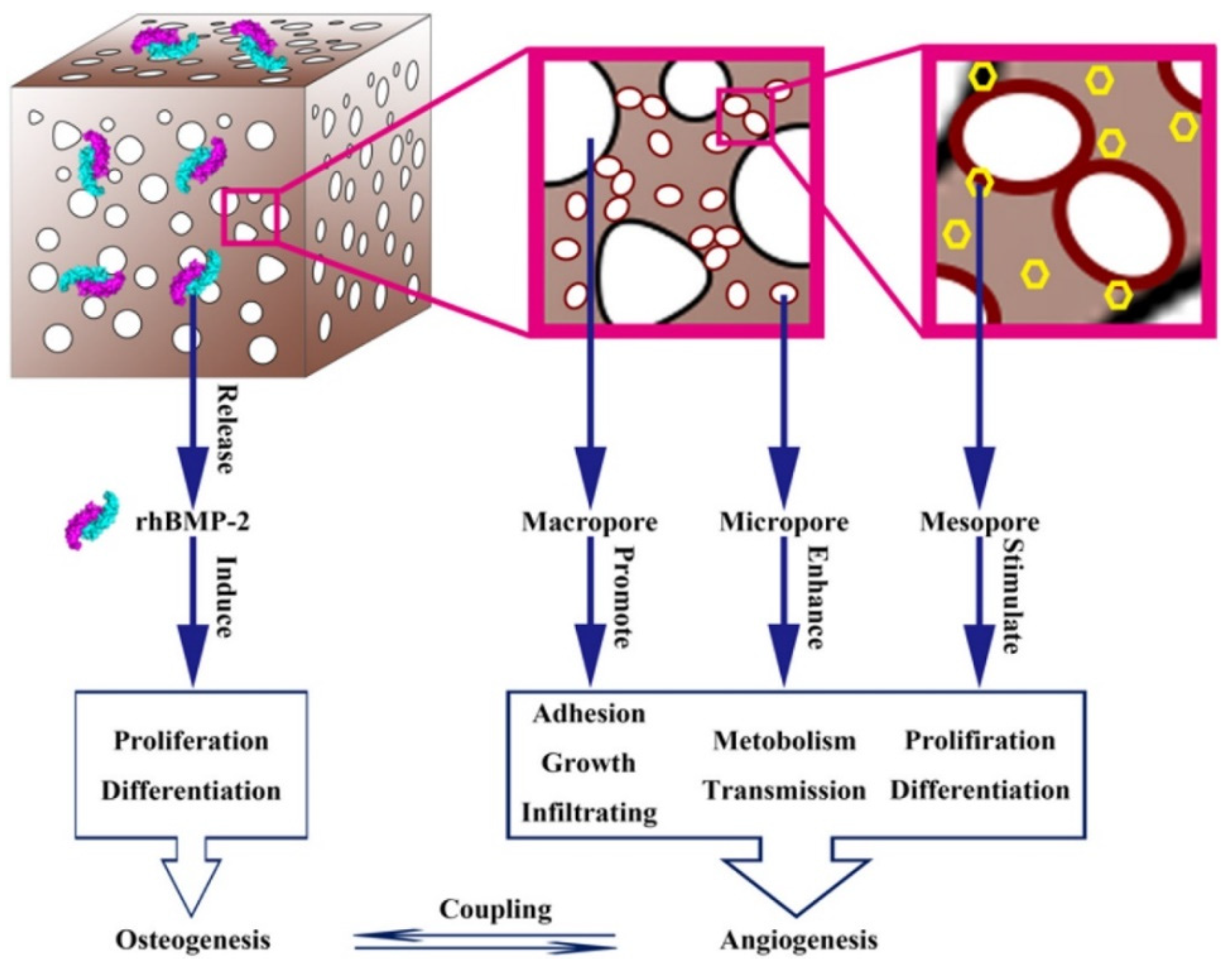
The reason for the ongoing controversy surrounding the optimal pore size for BTE scaffolds is that different pore sizes can exhibit different characteristics and regulate bone formation from different perspectives. Therefore, researchers can only provide a suitable range of sizes rather than a specific optimal pore size [88]. Remarkably, multi-scale hierarchical porous scaffolds that include both macro- and micro-pores exhibit superior bone conductivity compared to scaffolds with only macro-pores. This is because the micro-pores in the scaffolds can retain a higher concentration of growth factors [114]. However, the influence of multi-scale hierarchical structures on regulating cell behavior has often been overlooked, mainly due to the technical challenges associated with designing and fabricating such scaffolds. Previous studies have compared cell inoculation differences between scaffolds with single scale (unimodal) and multiscale (bimodal) pore size distributions, highlighting the importance of spatial cells distribution within the scaffold [115]. Additionally, scaffolds with multi-scale pores (non-uniform pore distributions), such as pore gradients, have shown higher cell inoculation efficiency compared to single-scale pores (uniformly sized pores), attributed to increased encounters between cells and the scaffold [116]. Furthermore, customization of bulk mesoporous structures with size-matched bone morphogenetic protein-2 (BMP-2) embedded in meso-pores enables continuous release and preservation of biological activity, demonstrating their clinical potential in inducing local bone development (Figure 6) [117]. To fully mimic the complex and hierarchical structure of natural bone, it is essential to integrate multiple length-scale structures into scaffolds. However, the intricate interactions between different cell types and multi-scale structures in scaffolds are yet to be fully understood [118]. Additionally, the production of scaffolds with multi-scale hierarchical porous structures and high pore interconnectivity remains a challenge, requiring further advancements in existing technologies [101].
3. The structures of living organisms can serve as biomimetic hierarchical structure design models for BTE scaffolds.
Despite the recognition of the crucial role played by cross-scale porosity in influencing the physicochemical and biological performance of BTE scaffolds, the design and fabrication of such structures spanning multi-scale pose immense challenges that surpass traditional design and manufacturing techniques [34]. Consequently, there is a growing interest in drawing inspiration from natural structural materials. In recent years, structural design strategies that utilize natural structural materials as templates have gained considerable attention, with the objective of achieving structural functionalization and diversification [119,120]. The consolidation of various biomimetic multi-scale structural templates provides valuable insights for the cross-scale structural design of BTE scaffolds [76,121]. Prominent models extensively studied in the field of biomimetic BTE scaffolds include bone, bamboo, wood and other similar materials. These materials, characterized by their multi-components, different structures and excellent mechanical properties, provide abundant inspiration for the design of material structures in biomimetic BTE scaffolds. The subsequent sections will introduce the design principles behind several frequently encountered biomimetic structural BTE scaffolds.
3.1. Natural bone as a multi-scale structural model
Bone, with its unique hierarchical structure, remarkable porosity, and exceptional mechanical properties, serves as a valuable model and source of inspiration for scaffold design in BTE. Bone is a complex composite material comprised primarily of collagen proteins and hydroxyapatite. It exhibits a meticulously organized hierarchical structure, spanning from the nano-scale to the macro-scale. In the field of BTE, there is significant importance placed on the development of biomimetic materials that can effectively replace autografts. These biomimetic materials aim to closely mimic the components, microstructure, and mechanical properties of natural bone. An excellent example of biomimetic scaffold development is the work of Wu’s group, who successfully fabricated bone-like scaffolds with hierarchical Haversian canal and Volkmann canal using 3D printing (Figure 7) [80]. By precisely controlling the number, diameter, and arrangement of these channels, the macroscopic shape and performance of the scaffolds could be effectively regulated, resulting in controlled compressive strength and porosity. Furthermore, these micro-/macro-scale canals promoted vascularization and facilated new bone regeneration in vivo. This advanced scaffold, inspired by 3D hierarchical structure of natural bone, has been extensively developed and applied in bone regeneration, making it a highly promising strategy. In addition to considering the micro-/macro-scale structure and mechanical properties, mineralization is also a highly regarded biomimetic approach in BTE scaffolds [122]. It plays a crucial role as it is not only resembles an essential component of natural bone but also represents an effective strategy for enhancing both biological activity and mechanical performance. Sheng’s group developed a biomimetic multi-scale hierarchical scaffold for bone regeneration through 3D printing, which featured dense outer structure and sponge-like inner structure at macro-scale. The sponge-like porous matrix of the biomimetic multi-scale hierarchical scaffold comprised of hydroxyapatite mineralized collagen protein and Poly(ε-caprolactone) (PCL) composites, with patterned single crystal silicon films embedded internally (Figure 8) [123]. The presence of this biomimetic structure has been found to facilitate cell adhesion, growth, and differentiation in both in vitro experiments and in vivo studies. Additionally, the light-simulated response from the silicon microstructures, when combined with the biomimetic structure, has shown a significant enhancement in bone regeneration. By closely simulating the micro/nano-scale structure of natural bone, this scaffold effectively creates a favorable microenvironment for tissue regeneration. While 3D printing is an effective approach for manufacturing complex biomimetic structure, challenges such as time consumption and cost remain significant obstacles for its clinical application.
In addition, from a macroscopic perspective, natural bone tissue is composed of an outer cortical bone with higher density and an inner trabecular bone with lower density when viewed. The high-density cortical bone structure is capable of withstanding greater stress and transmitting it to the wider trabecular bone, while the lower-density trabecular bone further helps in distributing the stress. Drawing inspiration from this, Xie’s team collaborated with Tang’s team to leverage photocurable 3D printing in the fabrication of biomimetic bone scaffolds that replicate the microstructures found in natural jawbones [53]. This innovative approach offers an ideal solution for regenerating and repairing jawbone defects with intricate chewing functions, thereby opening up new avenues for function-oriented BTE strategies.
Nonetheless, it is important to note that, no BTE scaffold has achieved complete replication of the multi-scale structure of bone. In most studies, a combination of several factors such as chemical ingredient and nano/microstructure and mechanical properties are taken into consideration during the design of biomimetic materials. These efforts typically result in the production of macro-scale blocks or films that aim ro mimic certain aspects of natural bone structure and function [124]. When utilizing natural bone as a design model for the multi-scale structure of BTE scaffolds, there are three key scientific issues that must be carefully considered: i) Understanding the mechanisms of natural bone formation and its multi-scale structure. This involves studying the processes involved in the development of natural bone and gaining insight into its hierarchical structure; ii) Controlling the manufacturing processes involved in construction of multi-scale biomimetic BTE scaffolds. It is essential to develop precise fabrication techniques to reproduce the desired multi-dimensional structure of natural bone within the scaffolds; iii) Understanding the relationship between the structure and functionality of biomimetic BTE scaffolds produced. It is crucial to investigate how the structural features and properties of these scaffolds affect their functionality in promoting cell adhesion, growth, and differentiation. Addressing these three scientific questions is vital in ensuring the successful design and development of biomimetic BTE scaffolds that mimic multi-scale structure in natural bone and effectively support bone regeneration.
3.2. Bamboo and wood as multi-scale structural models
Bamboo and wood are example of fiber-reinforced cellulose materials that exhibit highly interconnected porous structures and mechanical characteristics similar to bone [125]. These materials are consisted of fiber bundles surrounded by a thin-walled cell matrix. They contain various vessels, sieve tubes, or pores of different sizes, facilitating nutrient transport and reducing overall weight. Furthermore, both bamboo and wood are composed of co-axial layered arrangements, where cellulose molecules are embedded within the lignin matrix to form microfibers. These microfibers are densely packed through interchain/intramolecular hydrogen bonding and the numerous hydroxyl groups on the cellulose surface. This unique multi-scale structure provides bamboo and wood with a high resistance to bending. Bamboo, in particular, exhibits a refined distribution of fiber density gradients to further enhance its mechanical efficiency in resisting bending [126]. Due to their exceptional mass transfer capabilities and remarkable mechanical properties, both bamboo and wood are valuable models for imitation in the design and fabrication of BTE scaffolds. Therefore, Wu’s group utilized natural bamboo as a biological template to maintain the inherent hierarchical porous structure. After removing lignin and residual organelles, they obtained a bamboo-based mineralized biological scaffold through biomimetic mineralization [127]. This scaffold exhibits high strength, excellent transport properties, and high biological activity, making it a promising candidate for BTE application. Similarly, natural wood represents a multi-scale hierarchical and anisotropic structure selected through natural evolution. Ren’s group impregnated a biocompatible hydrogel into the micro-channels of wood and subsequently mineralized HA in situ, resulting in the fabrication of highly anisotropic, super-strong, and rigid composite bone scaffold. The scaffold holds great potential for bone repair [128]. These biological template methods provide an effective biomimetic strategy for producing hierarchical multi-scale structural material [129]. Such biomimetic structure offers significant advantages in the development of BTE scaffolds with strong mechanical characteristics, excellent substance transport capabilities, and high biological activity [130]. Therefore, biological structural materials can serve as valuable guidelines for researching, designing, and manufacturing future artificial BTE scaffolds.
In conclusion, the mechanical strength and mass transfer capabilities displayed by bamboo or wood, with their co-axial layered structure, have significant potential in BTE scaffolds. However, utilizing bamboo or wood as templates for fabricating BTE scaffolds poses certain challenges. These challenges include the presence of residual lignin, organelles, and demolding agents, as well as the immunogenicity and limited degradability of cellulose. These issues indicate the necessity of exploring alternative and more environmentally-friendly fabrication techniques to construct BTE scaffolds that accurately replicate the properties of bamboo or wood. This approach avoids solely relying on naturally occurring cellulose-based biomaterials that have been stripped of their lignin content.
3.3. Nacre as multi-scale structural models
Through millions of years of evolution, nacre has achieved a perfect combination of microstructural organization and functional adaptation to the environment [131]. Comprising an assemblage of brittle aragonite platelets interspersed with biopolymer layers, nacre exhibits extraordinary levels of strength and toughness, surpassing the mechanical properties of both biopolymers and minerals by several orders of magnitude. The outstanding mechanical properties can be attributed to its distinctive hierarchical micro/nano-scale structure, which encompasses the classical “brick and mortar” multilayered arrangement and the interface interactions between organic layers and aragonite platelets [132]. The construction of layered structures in biomaterials holds great promise for attaining optimal mechanical performance. Taking inspiration from the layered structure of nacre and the multilayer concentric structure of cortical bone, Wu’s group has developed an innovative BTE scaffold with similar compressive strength, bending strength, and toughness by orderly assembling graphene oxide (GO), chitosan (CS), and hydroxyapatite (HA) (Figure 8). The scaffold was fabricated using membrane filtration and tube rolling techniques, enabling its potential use in vascularized bone regeneration. This innovative material demonstrates promise for application in this field [133]. Based on the structure of nacre, they also successfully prepared large-sized layered silicate-based bio-ceramic with ordered layered microstructure using a bidirectional freezing technique in another study. To further strengthen the layered bio-ceramic, resin was infiltrated into the layered ceramic blocks to achieve a “brick-and-mortar” structure [134]. Through this method, the production of centimeter-scale layered bio-ceramic composites was made possible, allowing for mass production. Furthermore, these layered composite materials demonstrated outstanding strength and modulus, comparable to cortical bone tissue. This surpasses the limitations of conventional bone implant materials. Importantly, the layered structure played a pivotal role in promoting new bone integration, highlighting the exceptional bioactivity of the fabricated materials.
Figure 9.
Morphology and adhering cells fluorescence images of cortical bone macrostructure-inspired scaffolds [133].
Figure 9.
Morphology and adhering cells fluorescence images of cortical bone macrostructure-inspired scaffolds [133].
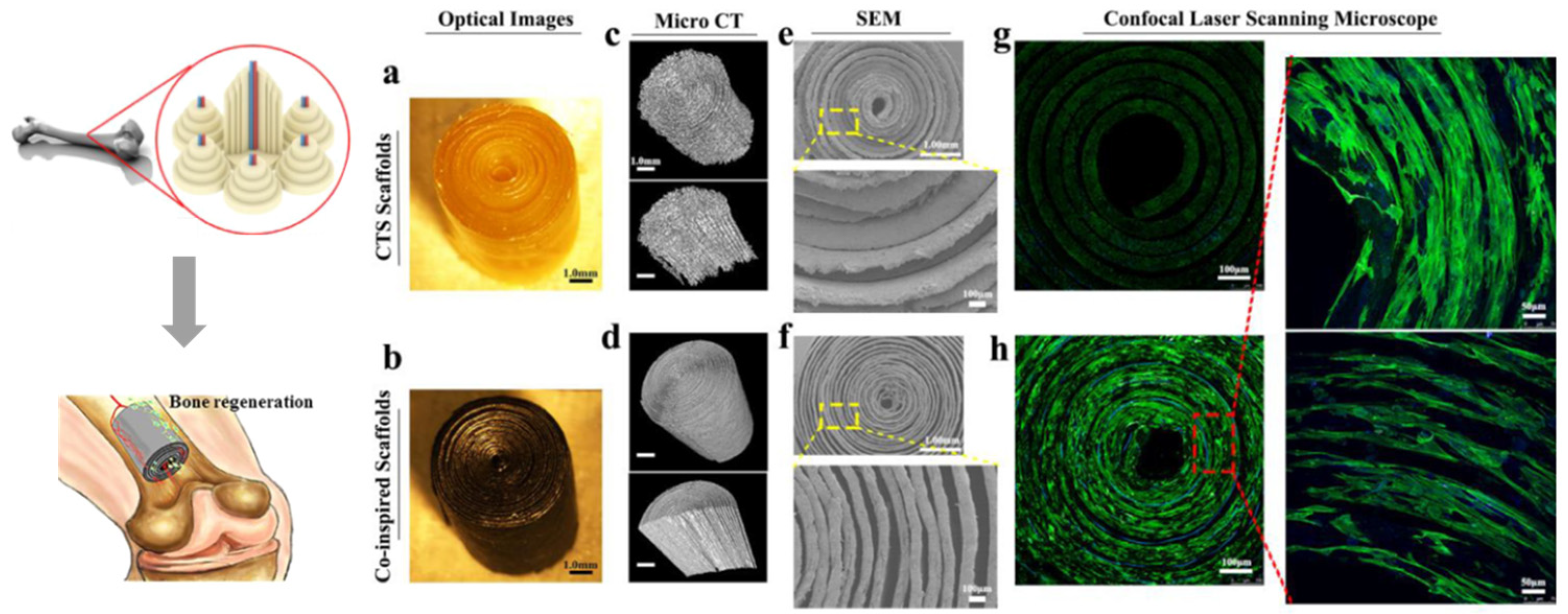
The biomaterial composed of the composite BTE scaffold, featuring a “brick and mortar” structure that mimics the properties of nacre, is an exceptional material for load-bearing bone regeneration. This scaffold exhibits remarkable mechanical properties that closely resemble those of cortical bone, while also demonstrating outstanding bioactivity. The combination of these factors makes it a highly promising biomaterial for potential applications in load-bearing bone regeneration.
3.3. Other multi-scale structural models
One of the essential objective of a porous scaffold is to facilitate the infiltration of nutrients and cells into its interior, promoting vascularization and inward growth of bone tissue for effective repair of bone defects [135]. Nevertheless, it is crucial to note that improving the transport capacity of substances within the scaffold may potentially compromise its mechanical performance. Therefore, designing aligned and straight pore structures with low fluidic resistance is an effective solution. Inspired by the lotus root, researchers have developed a biomimetic scaffold with high porosity (80%) using improved 3D printing. The scaffold exhibits mechanical strength exceeding 40 MPa, meeting the requirements for bone defect repair. This approach is not only applicable to various materials such as bio-ceramic and polymer, but also allows for the fabrication of lotus root-inspired scaffolds with heterogeneous shapes, numbers of channel, and channel diameter. Furthermore, the porosity and mechanical strength of this biomimetic lotus root scaffold can be controlled by regulating the elemental stacking and number of channels in the 3D scaffold [136]. Interlocking materials inspired by barbs utilize mechanical interlocking mechanisms to withstand tensile or shear forces. An example of a reversible interlocking device inspired by this concept is Velcro, which employs a basic hook and loop design with repetitive interlocking properties. The aforementioned concept has served as inspiration for researchers to develop an innovative biomaterial that combines electrostatic flocking-based interlocking with enhanced extracellular matrix (ECM) properties. This novel biomaterial aims to withstand shear and compressive loads in biological conditions, while simultaneously promoting cell viability even when subjected to mechanical deformation. In addition, several significant findings have been established: i) Interlocking scaffolds have been shown to provide support and enable cell proliferation within the pores and between the interlocking fibers. ii) The anisotropic nature of these scaffolds can offer protection to cells against compression-induced cell death pathways. iii) The mechanical strength of the interlocking scaffold is further enhanced by ECM secreted by the cells that are seeded within the scaffold. [137].
Similar to all biomaterials, these structural design elements are composed of biopolymers and biological hard substances, which are assembled and layered from the nano-scale to the macro-scale. Nevertheless, the remarkable mechanical properties and substance transport capabilities observed in these natural materials can be attributed to the intricate structural organization present at various spatial scales within these structural design elements. The synthesis of natural structural materials is achieved through a bottom-up self-assembly process, utilizing materials from the surrounding environment and under gentle conditions. Therefore, the prospect of emulating this natural process to create novel materials with comparable advantageous properties as natural structural materials represents a promising approach for BTE.
4. The manufacturing technology of multi-scale hierarchical scaffolds
In addition to the challenges in the structural design of BTE scaffolds, their fabrication also presents greater difficulties [138]. The overall strategy for developing biomimetic multi-scale BTE scaffolds involves selecting specific natural structural materials with unique functionalities or structures, studying and refining them, and integrating them into BTE scaffolds to achieve the desired mechanical and biological performance. Achieving designs inspired by natural structural materials requires new material fabrication methods for multi-scale assembly. Hierarchical multi-scale composite materials, which are manufactured using various techniques, exhibit a combination of mechanical and biological properties. Therefore, it is necessary to summarize the strengths and limitations of current manufacturing technologies and the latest design strategies for different biomimetic structures to provide valuable references for biomimetic fabrication. Based on the knowledge acquired, appropriate material systems and fabrication techniques are selected to replicate the structure of natural structural materials and obtain the desired functionalities.
BTE scaffolds are crucial materials used in bone regeneration and can be fabricated using either natural polymers or synthetic polymers, or ceramics in certain cases [139-144]. It is essential to design these scaffolds to simulate the multi-scale hierarchical structure in natural bone, promote integration with host bone tissue, and facilitate new bone formation. Biomimetic BTE scaffolds need to offer structural support for cell biological behaviors, metabolite transport, and ECM generation [80]. As a result, parameters, including porosity, pore diameter and pore structure of the scaffolds should be carefully considered [74]. While most research in the development of BTE scaffolds has focused on single-scale structures that do not fully mimic the biological environment, recent studies have recognized the importance of multi-scale structural materials for bone regeneration [74]. Inspired by the multi-scale hierarchical structure in natural tissues like bone, osteocartilage, skin, nerve, vascular tissue, and bladder, it is increasingly evident that more complex multi-scale structure scaffolds are necessary for optimal tissue regeneration. Porous multi-scale 3D scaffolds with interconnected pore networks have gained significant attention as they can better simulate bone tissue and provide an appropriate environment for cell growth and function, ensuring the physical and biochemical stimulation required for optimal regeneration of the target tissue. The formation of biomaterials involves multi-scale processes from the nano-scale to the macro-scale. Various manufacturing techniques have been developed for creating such biomimetic scaffolds, falling into two categories: conventional and advanced methods. These techniques have differing degrees of success and can be employed to fabricate scaffolds using one or more components through similar or different approaches [8,145-148]. Many excellent review articles have summarized the manufacturing methods of porous BTE scaffolds [149]. To provide a brief overview, Table 2 presents a simple introduction to these techniques.
4.1. Traditional manufacturing techniques
Solvent casting/particle leaching is a commonly used method for preparing scaffolds with interconnected porous networks [150-152]. This method allows for effective control and tunability of porosity location and pore size, enabling the construction of structure with desired mechanical and biological properties [153]. However, it is limited to fabricating scaffolds up to 3mm thickness and is time-consuming due to the casting and solvent evaporation steps. Additionally, residual organic solvents can be challenging to completely remove from the scaffold, and incorporating pores with precise spatial control simultaneously is not possible using this method.
Freeze-drying is a widely used technique to obtain high-porosity 3D porous materials without the addition of pore-inducing agents [154-156]. It involves the complete sublimation of ice crystals formed during freezing to eliminate the solvent and acquire a porous structure scaffold with the aid of a lyophilizing machine [157]. By utilizing this technique, it becomes possible to fabricate scaffolds with desirable characteristics such as high porosity and interconnectivity. Adjustable by modifying parameters such as polymer properties, concentration, and freezing temperature. Nevertheless, the control over pore space localization is constrained when using this method.
Phase separation is a straightforward technique that relies on thermal energy variations to induce the separation of homogeneous polymer/solvent solutions [158,159]. The solidification or precipitation of the polymer-rich phase leads to the formation of a nanofiber structure within the polymer matrix, while the solvent-rich phase is eliminated through processes such as evaporation, sublimation, or extraction, thereby creating pores within the polymer matrix [160]. Phase separation technology provides a broad spectrum of pore sizes in 3D scaffolds and can be easily combined with other manufacturing techniques, such as particle leaching or 3D printing, to customize scaffolds for bone tissue engineering (BTE) applications [161,162]. However, the utilization of organic solvents in this method can result in inadequate pore interconnectivity, and it is only applicable to a restricted range of polymers possessing low melting points
While traditional manufacturing processes may lack precise control over pore structure, multi-scale hierarchical porous scaffolds can still be produced by combining different manufacturing processes, as outlined in Table 3.
4.2. Advanced manufacturing techniques
In contrast to traditional manufacturing techniques, additive manufacturing and electrospinning have emerged as prominent techniques in the fabrication of medical implants with highly repeatable and customizable complex structures [38,174-176]. Electrospinning involves charging a polymer melt or solution under high pressure to produces fine fibers, and the arrangement of these fibers determines the surface structure of the porous scaffold [38,177]. Electrospinning technique can produce nano-scale fibers that mimic nano features found in natural bone ECM, providing appropriate surfaces for cellular adhesion because of their elevated surface area-to-volume ratio [178-182]. However, controlling the placement of fibers to form an ordered structure is a challenge in electrospinning due to the instability of the electrostatically stretched polymer. Additive manufacturing, on the other hand, can surpass these challenges by enabling the fabrication of scaffolds with precise designs [183]. Nevertheless, the achievable resolution of commonly employed additive manufacturing techniques, particularly extrusion-based methods, is generally confined to the micro-scale. To accurately replicate the nano-scale structure of the ECM, it is essential to consider alternative technologies such as electrohydrodynamics (EHD) processes, which can produce submicron fibers through techniques like electrospinning, electrostatic spraying, and melt electrospinning, are needed. However, it is important to note that the incorporation of charge dissipation introduce limitations on the thickness of the scaffold, and the process can be time-consuming to achieve desired outcomes like high-density and well-ordered structures.
Additive manufacturing techniques, along with electrospinning, have demonstrated significant potential in the design and fabrication of multi-scale hierarchical scaffolds for BTE. These approaches enable the replication of the intricate structure and complexity found in natural bone [184]. A variety of investigations have leveraged the integration of additive manufacturing and electro-hydraulic processes to fabricate hybrid scaffolds. This approach provides a versatile and uncomplicated platform for generating structures with diverse materials and a broad range of scales (Table 3). These scaffolds are particularly appealing as they can feature multi-scale pore diameter distributions. Macro-pores are deliberately designed to facilitate cell penetration, while micro-pores play a crucial role in facilitating protein adsorption and transfer. Furthermore, even nano-pores have the potential to significantly influence cell behavior. For example, Chen et al. created a hierarchical 3D gelatin and sodium alginate composite scaffold composed of macro-pores, honeycomb micro-pores, and nanofibers by combining biological 3D printing, electrospinning and vacuum freeze-drying technologies [100]. The macro- and micro-scale features of the scaffold facilitated nutrients infiltration, new vessels formation, cell migration, and cell adhesion on the rough surface formed by honeycomb micro-pores and nanofibers. Li et al. employed a biomimetic multi-scale scaffold with high porosity, a large specific surface area, mechanical support and cell-scale oriented structure created through high-precision near-field direct writing printing to produce. They loaded Schwann progenitor cells onto the scaffold, resulting in excellent repair effect [105]. PCL materials suitable for clinical treatment were employed to print multi-scale scaffold using the near-field direct writing process. Precise structural regulation without additional material modification achieved excellent biological activity. Therefore, the combination of multi-scale structures and clinical implants through 3D printing holds great potential for the development of BTE scaffold with enhanced performance. Inspirations from natural structure, such as climbing tree trunks, Gao et al. believed that cells around 10μm could easily grasp and adhere to microfibers with a diameter of 2-3 microns, rather than scaffolds with a size of 100 microns. Therefore, they proposed the development of multi-scale scaffold that combine macro-scale fibers for mechanical strength and micro-scale fibers for creating a favorable microenvironment for cell adhesion, proliferation, and differentiation [185]. An integrated 3D printing system has been proposed to fabricate multi-scale hierarchical scaffold, based on existing technology including melting deposition, near-field direct writing. The main feature of the platform is the ability to manufacture macro- and micro-scale scaffolds on the same platform with the same nozzle through the coordinated response of the control system. This approach allows for the fabrication of scaffolds with desirable mechanical properties, biomimetic microenvironment by simply adjusting the structure without changing the material composition.
Cell arrangement plays a critical role in cytoskeletal reorganization, ECM remodeling, and biomechanical regulation. A wide range of biomimetic scaffolds have been developed, taking inspiration from the natural tissue orientation of cells. These scaffolds incorporate well-aligned microfibers to induce cell alignment and promote tissue regeneration. Nevertheless, there are still challenges in manufacturing scaffolds that possess suitable mechanical characteristics, biomimetic microenvironments, and the ability to effectively support cell organization and arrangement. Therefore, Wang et al. proposed a unified 3D printing system for fabricating multi-scale hierarchical scaffold by bonding macro-, micro- and nanofiber filaments. Macro-, micro- and nanofibers were prepared by melt deposition modeling, melt electrospinning and solution electrospinning, respectively [107]. This strategy provides for the fabrication of multi-scale hierarchical scaffolds that possess desirable mechanical characteristics, biomimetic microenvironments, and the capacity to facilitate cell arrangement.
4.3. Combination of advanced and traditional manufacturing techniques
Organisms have undergone a lengthy process of evolution, utilizing a bottom-up approach to create highly precise and refined multi-scale hierarchical structures that meet the specific needs of life activities. This natural method of structural formation produces structures that span multiple scales and far surpass materials of the same category developed in laboratories. Although researchers have made significant progress in using various bottom-up and top-down manufacturing techniques to fabricate BTE scaffolds, each technique has its own advantages and disadvantages. Therefore, the effective combination of multi-assembly techniques and biomimetic fabrication principles may be a promising strategy for developing novel and efficient multi-scale hierarchical BTE scaffolds (Table 3). For instance, previous research group prepared BTE scaffolds with macro-pores and micro-pores using 3D printing and non-solvent-induced phase separation. The resulting porous scaffolds exhibit mechanical properties similar to cancellous bone, and the micro-pores in the scaffolds can promote cell attachment, proliferation, and differentiation [110]. Previous study utilized indirect 3D printing to manufacture porous scaffolds, aiming to simplify the design of the desired scaffold shape and control its macro- and micro-structure. By pouring a composite suspension into a soluble 3D-printed negative mold, a combination of macro- and micro-pores in the scaffold material can be achieved through freeze-drying/particle leaching methods. Optimization of the composite material formulation allows for control over the morphology, porosity, mechanical properties, and degradation of the final scaffold made of polylactic acid/poly(ε-caprolactone)/hydroxyapatite (PLA/PCL/HA) composites. The composite scaffolds exhibit improved performance in terms of biocompatibility, bioactivity, and osteoinductive capabilities [186].
Constructing the best biomimetic multi-scale hierarchical scaffold that match bone repair remains a challenge due to the complexity of multi-scale structure that simulate natural tissues, the complexity of interactions between cells and porous scaffolds, and the limitations of current manufacturing processes. Addressing this challenge will require future efforts on multiple fronts, such as exploring the relationship between multi-scale hierarchical structure and biological response, as well as developing efficient and economical manufacturing processes to produce multi-scale hierarchical BTE scaffolds [187]. Based on current research, it is challenging to achieve multi-scale hierarchical BTE scaffolds through a single manufacturing technology [90,188]. In the future, the advantages of various manufacturing processes will be combined to realize multi-scale hierarchical BTE scaffolds with superior composite properties [6,189-192]. For instance, additive manufacturing techniques have been recognized for their ability to assemble structural materials inspired by natural materials. However, the ability to use these technologies to create biomimetic composites will depend on solving difficult problems, such as expanding the range of materials that additive manufacturing can process [193,194]. Currently, only a limited number of metals, polymers, and ceramics are available for processing. For instance, the high thermal stability of ceramics has somewhat hindered the use of melting or in situ sintering techniques, which require the addition of “inks,” usually colloidal suspensions in water or other solvents. Furthermore, biomimetic materials are often a combination of materials, such as ceramics and polymers, that are challenging to create with a single technique [76]. Printing materials with nano-scale accuracy presents some challenges, with a final resolution of only tens or hundreds of microns. However, some studies have shown that electrospinning has advantages in constructing nano-scale materials and can compensate for some of these deficiencies. Therefore, it is significant in the field of BTE to explore the advantages and disadvantages of various manufacturing processes and integrate them to construct multi-scale hierarchical BTE scaffolds.
5. Conclusion and outlook
Through billions of years of evolution, living organisms have highly organized multi-scale structures that range from the nano-scale to the micro-scale and to the macro-scale. This bottom-up self-assembly of multi-scale structures serves as the foundation for constructing their macroscopic 3D structures and reflects the optimization of structure and performance at each scale. In nature, these multi-scale, multifunctional, and hierarchical organizational structures result in extraordinary properties of hybrid materials, even though they are achieved only by ordinary composition combinations. This far exceeds the achievements of many engineering fields. An important question, however, is achieving materials with the same form and function remains a monumental challenge using existing technologies [195]. In the field of BTE, biomaterials must interact actively with the ECM while providing support stability to injured regions. Understanding the relationship between bone healing responses and chemical and physical cues is crucial for designing optimal BTE scaffolds [99]. As bone regeneration and healing pathways are current subjects of extensive research, the development of improved scaffolds for BTE that can create an optimal environment for bone healing poses a significant challenge. Currently, a large number of researchers are focusing on constructing multi-scale BTE scaffolds by simulating the multi-scale hierarchical structure of organisms [196]. Traditional manufacturing techniques have the capability to produce hierarchical pores that replicate the natural structure of bone. However, these techniques have limitations when it comes to simultaneously incorporating multiple materials. Furthermore, the type of porous structure also influences the deposition of ECM within the scaffold, consequently impacting its ability to facilitate bone healing. Despite advancements in manufacturing techniques, there are still limitations in creating multi-scale hierarchical 3D structures that accurately simulate complex natural systems. Regrettably, it is challenging to envision a single strategy that can encompass all the required solutions in the field of BTE [6]. Therefore, combining multiple manufacturing technologies is obtaining attention as the most effective approach in mimicking multi-scale hierarchies [75]. By gaining a comprehensive understanding of tissue composition and properties, it is reasonable to anticipate that future manufacturing methods will be able to synergistically combine various technologies to overcome existing limitations and enhance the functionality of biomedical stents. Current manufacturing processes can be complex and time-consuming, hindering the generation of large-scale 3D architectures. This greatly restricts the scale and commercialization of biomimetic technology. Researchers in the field of BTE scaffolds face two challenges: the first is to devise general methods for designing structures that mimic natural materials, and the second is to create economical and practical methods that can be mass-produced [76,197]. To surmount these limitations from a manufacturing standpoint, persistent endeavors need to be made to cultivate inventive multi-scale models and manufacturing techniques that enable adaptable control of multi-scale characteristics within substantial structures. One solution is to combine two or more manufacturing technologies to develop more reliable, efficient, and versatile biomimetic BTE scaffold systems by compensating for the limitations of each technology. Scaffold manufacturing necessitates finding a delicate equilibrium between simplicity and complexity in order to replicate the intricate structure of natural organization. Scaling up and advancing manufacturing can be a protracted and intricate undertaking when multiple components and/or methods are employed. Hence, it is imperative for scaffolds to exhibit a high simplicity-to-clinical-efficacy ratio while simultaneously meeting the following criteria: ease of scaling up, low production costs, optimization of biomolecules and additives used as ingredients, and a straightforward conditioning phase that provides substantial benefits to patients. Nevertheless, there is a hopeful anticipation that in the future, a one-step approach can be employed to attain BTE scaffold materials possessing intricate hierarchical multi-scale structures. This possibility serves as the future focus of collective endeavors.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, Zuolin Wang; investigation, Yun Wang, Yufeng Meng; resources, Zuolin Wang; writing—original draft preparation, Yun Wang, Yufeng Meng; writing—review and editing, Yun Wang, Yufeng Meng.; supervision, Yanhuizhi Feng, Yuning Wang, Shuai Yuan, Yiyuan Li; project administration, Zuolin Wang; funding acquisition, Zuolin Wang and Yufeng Meng. All authors have read and agreed to the published version of the manuscript.” Please turn to the CRediT taxonomy for the term explanation. Authorship must be limited to those who have contributed substantially to the work reported.
Acknowledgments
This work was supported by the National Key Research and Development Program of China (2018YFE0202201, 2018YFE0202200), the Clinical Research Plan of SHDC (Grant SHDC2020CR1030B), the National Natural Science Foundation of China (22305240).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bez, M.; Sheyn, D.; Tawackoli, W.; Avalos, P.; Shapiro, G.; Giaconi, J.C.; Da, X.; David, S.B.; Gavrity, J.; Awad, H.A.; et al. In situ bone tissue engineering via ultrasound-mediated gene delivery to endogenous progenitor cells in mini-pigs. Science translational medicine 2017, 9. [Google Scholar] [CrossRef] [PubMed]
- Schemitsch, E.H. Size Matters: Defining Critical in Bone Defect Size! Journal of orthopaedic trauma 2017, 31 Suppl 5, S20–s22. [Google Scholar] [CrossRef]
- Xie, C.; Ye, J.C.; Liang, R.J.; Yao, X.D.; Wu, X.Y.; Koh, Y.W.; Wei, W.; Zhang, X.Z.; Ouyang, H.W. Advanced Strategies of Biomimetic Tissue-Engineered Grafts for Bone Regeneration. Advanced healthcare materials 2021, 10, 18. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Yeung, K.W.K. Bone grafts and biomaterials substitutes for bone defect repair: A review. Bioactive materials 2017, 2, 224–247. [Google Scholar] [CrossRef] [PubMed]
- Bhumiratana, S.; Bernhard, J.C.; Alfi, D.M.; Yeager, K.; Eton, R.E.; Bova, J.; Shah, F.; Gimble, J.M.; Lopez, M.J.; Eisig, S.B.; et al. Tissue-engineered autologous grafts for facial bone reconstruction. Science translational medicine 2016, 8, 343ra383. [Google Scholar] [CrossRef]
- Koons, G.L.; Diba, M.; Mikos, A.G. Materials design for bone-tissue engineering. Nat. Rev. Mater. 2020, 5, 584–603. [Google Scholar] [CrossRef]
- Haugen, H.J.; Lyngstadaas, S.P.; Rossi, F.; Perale, G. Bone grafts: which is the ideal biomaterial? Journal of clinical periodontology 2019, 46 Suppl 21, 92–102. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, W.; Deng, C.; Li, G.; Chang, J.; Zhang, Z.; Jiang, X.; Wu, C. 3D Printing of Lotus Root-Like Biomimetic Materials for Cell Delivery and Tissue Regeneration. Advanced science (Weinheim, Baden-Wurttemberg, Germany) 2017, 4, 1700401. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.; Chu, M.; Sun, H.; Jin, J.; Yu, K.; Wang, Q.; Zhou, Q.; Chen, Y. Electrically assisted 3D printing of nacre-inspired structures with self-sensing capability. Science advances 2019, 5, eaau9490. [Google Scholar] [CrossRef]
- Hu, X.; Wang, Y.; Tan, Y.; Wang, J.; Liu, H.; Wang, Y.; Yang, S.; Shi, M.; Zhao, S.; Zhang, Y.; et al. A Difunctional Regeneration Scaffold for Knee Repair based on Aptamer-Directed Cell Recruitment. Advanced materials (Deerfield Beach, Fla.) 2017, 29. [Google Scholar] [CrossRef]
- Yu, L.; Dawson, L.A.; Yan, M.; Zimmel, K.; Lin, Y.L.; Dolan, C.P.; Han, M.; Muneoka, K. BMP9 stimulates joint regeneration at digit amputation wounds in mice. Nature communications 2019, 10, 424. [Google Scholar] [CrossRef]
- Thrivikraman, G.; Athirasala, A.; Gordon, R.; Zhang, L.; Bergan, R.; Keene, D.R.; Jones, J.M.; Xie, H.; Chen, Z.; Tao, J.; et al. Rapid fabrication of vascularized and innervated cell-laden bone models with biomimetic intrafibrillar collagen mineralization. Nature communications 2019, 10, 3520. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, W.; Xie, C.; Wu, X.; Ren, Q.; Wang, F.; Shen, X.; Hong, Y.; Wu, H.; Liao, Y.; et al. Msx1(+) stem cells recruited by bioactive tissue engineering graft for bone regeneration. Nature communications 2022, 13, 5211. [Google Scholar] [CrossRef] [PubMed]
- Hunter, N.L.; Sherman, R.E. Combination products: modernizing the regulatory paradigm. Nature reviews. Drug discovery 2017, 16, 513–514. [Google Scholar] [CrossRef] [PubMed]
- Burdick, J.A.; Mauck, R.L.; Gorman, J.H., 3rd; Gorman, R.C. Acellular biomaterials: an evolving alternative to cell-based therapies. Science translational medicine 2013, 5, 176ps174. [Google Scholar] [CrossRef] [PubMed]
- Maia, F.R.; Bastos, A.R.; Oliveira, J.M.; Correlo, V.M.; Reis, R.L. Recent approaches towards bone tissue engineering. Bone 2022, 154, 17. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Luo, D.; Wang, T. Hierarchical Structures of Bone and Bioinspired Bone Tissue Engineering. Small 2016, 12, 4611–4632. [Google Scholar] [CrossRef]
- Zhu, G.; Zhang, T.; Chen, M.; Yao, K.; Huang, X.; Zhang, B.; Li, Y.; Liu, J.; Wang, Y.; Zhao, Z. Bone physiological microenvironment and healing mechanism: Basis for future bone-tissue engineering scaffolds. Bioactive materials 2021, 6, 4110–4140. [Google Scholar] [CrossRef]
- Du, Y.; Guo, J.L.; Wang, J.; Mikos, A.G.; Zhang, S. Hierarchically designed bone scaffolds: From internal cues to external stimuli. Biomaterials 2019, 218, 119334. [Google Scholar] [CrossRef]
- Stuckensen, K.; Schwab, A.; Knauer, M.; Muiños-López, E.; Ehlicke, F.; Reboredo, J.; Granero-Moltó, F.; Gbureck, U.; Prósper, F.; Walles, H.; et al. Tissue Mimicry in Morphology and Composition Promotes Hierarchical Matrix Remodeling of Invading Stem Cells in Osteochondral and Meniscus Scaffolds. Advanced materials (Deerfield Beach, Fla.) 2018, 30, e1706754. [Google Scholar] [CrossRef]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nature materials 2015, 14, 23–36. [Google Scholar] [CrossRef]
- Nepal, D.; Kang, S.; Adstedt, K.M.; Kanhaiya, K.; Bockstaller, M.R.; Brinson, L.C.; Buehler, M.J.; Coveney, P.V.; Dayal, K.; El-Awady, J.A.; et al. Hierarchically structured bioinspired nanocomposites. Nature materials 2023, 22, 18–35. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nature materials 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Zhao, H.W.; Liu, S.J.; Wei, Y.; Yue, Y.H.; Gao, M.R.; Li, Y.B.; Zeng, X.L.; Deng, X.L.; Kotov, N.A.; Guo, L.; et al. Multiscale engineered artificial tooth enamel. Science (New York, N.Y.) 2022, 375, 551. [Google Scholar] [CrossRef]
- Meng, X.-S.; Zhou, L.-C.; Liu, L.; Zhu, Y.-B.; Meng, Y.-F.; Zheng, D.-C.; Yang, B.; Rao, Q.-Z.; Mao, L.-B.; Wu, H.-A.; et al. Deformable hard tissue with high fatigue resistance in the hinge of bivalve Cristaria plicata. Science (New York, N.Y.) 2023, 380, 1252–1257. [Google Scholar] [CrossRef]
- Mao, L.B.; Gao, H.L.; Yao, H.B.; Liu, L.; Colfen, H.; Liu, G.; Chen, S.M.; Li, S.K.; Yan, Y.X.; Liu, Y.Y.; et al. Synthetic nacre by predesigned matrix-directed mineralization. Science (New York, N.Y.) 2016, 354, 107–110. [Google Scholar] [CrossRef] [PubMed]
- Habibi, M.K.; Samaei, A.T.; Gheshlaghi, B.; Lu, J.; Lu, Y. Asymmetric flexural behavior from bamboo’s functionally graded hierarchical structure: Underlying mechanisms. Acta Biomaterialia 2015, 16, 178–186. [Google Scholar] [CrossRef]
- Wegst, U.G.K. Bending efficiency through property gradients in bamboo, palm, and wood-based composites. Journal of the Mechanical Behavior of Biomedical Materials 2011, 4, 744–755. [Google Scholar] [CrossRef] [PubMed]
- Rho, J.Y.; Kuhn-Spearing, L.; Zioupos, P. Mechanical properties and the hierarchical structure of bone. Med. Eng. Phys. 1998, 20, 92–102. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Luo, D.; Wang, T. Hierarchical Structures of Bone and Bioinspired Bone Tissue Engineering. Small 2016, 12, 4611–4632. [Google Scholar] [CrossRef] [PubMed]
- Qu, H.W.; Fu, H.Y.; Han, Z.Y.; Sun, Y. Biomaterials for bone tissue engineering scaffolds: a review. RSC Adv. 2019, 9, 26252–26262. [Google Scholar] [CrossRef] [PubMed]
- Koushik, T.M.; Miller, C.M.; Antunes, E. Bone Tissue Engineering Scaffolds: Function of Multi-Material Hierarchically Structured Scaffolds. Advanced healthcare materials 19. [CrossRef] [PubMed]
- Lin, X.H.; Xing, X.; Li, S.S.; Wu, X.Y.; Jia, Q.Q.; Tu, H.; Bian, H.L.; Lu, A.; Zhang, L.N.; Yang, H.Y.; et al. Anisotropic Hybrid Hydrogels Constructed via the Noncovalent Assembly for Biomimetic Tissue Scaffold. Adv. Funct. Mater. 2022, 32, 15. [Google Scholar] [CrossRef]
- Ha, Y.J.; Ma, X.J.; Li, S.K.; Li, T.; Li, Z.H.; Qian, Y.H.; Shafiq, M.; Wang, J.W.; Zhou, X.J.; He, C.L. Bone Microenvironment-Mimetic Scaffolds with Hierarchical Microstructure for Enhanced Vascularization and Bone Regeneration. Adv. Funct. Mater. 2022, 32, 14. [Google Scholar] [CrossRef]
- Cui, H.; Zhu, W.; Holmes, B.; Zhang, L.G. Biologically Inspired Smart Release System Based on 3D Bioprinted Perfused Scaffold for Vascularized Tissue Regeneration. Advanced science (Weinheim, Baden-Wurttemberg, Germany) 2016, 3, 1600058. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.O.; Vorwald, C.E.; Dreher, M.L.; Mott, E.J.; Cheng, M.H.; Cinar, A.; Mehdizadeh, H.; Somo, S.; Dean, D.; Brey, E.M.; et al. Evaluating 3D-printed biomaterials as scaffolds for vascularized bone tissue engineering. Advanced materials (Deerfield Beach, Fla.) 2015, 27, 138–144. [Google Scholar] [CrossRef] [PubMed]
- Brazill, J.M.; Beeve, A.T.; Craft, C.S.; Ivanusic, J.J.; Scheller, E.L. Nerves in Bone: Evolving Concepts in Pain and Anabolism. Journal of bone and mineral research : the official journal of the American Society for Bone and Mineral Research 2019, 34, 1393–1406. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Tian, M.; Li, X.; Hou, J.; Chen, S.; Yang, G.; Liu, X.; Zhou, S. A Hierarchical-Structured Mineralized Nanofiber Scaffold with Osteoimmunomodulatory and Osteoinductive Functions for Enhanced Alveolar Bone Regeneration. Advanced healthcare materials 2022, 11, e2102236. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Zheng, J.C.; Xiong, Y.; Wang, H.T.; Yang, S.H.; Sun, X.D.; Zhao, L.Y.; Mikos, A.G.; Wang, X.M. Hierarchically Engineered Artificial Lamellar Bone with High Strength and Toughness. Small Struct. 9. [CrossRef]
- Kuttappan, S.; Mathew, D.; Nair, M.B. Biomimetic composite scaffolds containing bioceramics and collagen/gelatin for bone tissue engineering - A mini review. International journal of biological macromolecules 2016, 93, 1390–1401. [Google Scholar] [CrossRef]
- Pahr, D.H.; Reisinger, A.G. A Review on Recent Advances in the Constitutive Modeling of Bone Tissue. Current osteoporosis reports 2020, 18, 696–704. [Google Scholar] [CrossRef] [PubMed]
- Jiang, S.J.; Wang, M.H.; Wang, Z.Y.; Gao, H.L.; Chen, S.M.; Cong, Y.H.; Yang, L.; Wen, S.M.; Cheng, D.D.; He, J.C.; et al. Radially Porous Nanocomposite Scaffolds with Enhanced Capability for Guiding Bone Regeneration In Vivo. Adv. Funct. Mater. 2022, 32, 12. [Google Scholar] [CrossRef]
- Feng, Y.H.Z.; Gao, H.L.; Wu, D.; Weng, Y.T.; Wang, Z.Y.; Yu, S.H.; Wang, Z.L. Biomimetic Lamellar Chitosan Scaffold for Soft Gingival Tissue Regeneration. Adv. Funct. Mater. 2021, 31, 12. [Google Scholar] [CrossRef]
- Guan, Q.F.; Han, Z.M.; Zhu, Y.B.; Xu, W.L.; Yang, H.B.; Ling, Z.C.; Yan, B.B.; Yang, K.P.; Yin, C.H.; Wu, H.A.; et al. Bio-Inspired Lotus-Fiber-like Spiral Hydrogel Bacterial Cellulose Fibers. Nano Lett. 2021, 21, 952–958. [Google Scholar] [CrossRef]
- Liu, S.Y.; Wang, Y.N.; Ma, B.J.; Shao, J.L.; Liu, H.R.; Ge, S.H. Gingipain-Responsive Thermosensitive Hydrogel Loaded with SDF-1 Facilitates In Situ Periodontal Tissue Regeneration. Acs Applied Materials & Interfaces 2021, 13, 36880–36893. [Google Scholar] [CrossRef]
- Lv, Z.H.; Hu, T.T.; Bian, Y.X.; Wang, G.Y.; Wu, Z.K.; Li, H.; Liu, X.Y.; Yang, S.Q.; Tan, C.L.; Liang, R.Z.; et al. A MgFe-LDH Nanosheet-Incorporated Smart Thermo-Responsive Hydrogel with Controllable Growth Factor Releasing Capability for Bone Regeneration. Adv. Mater. 2023, 35, 12. [Google Scholar] [CrossRef] [PubMed]
- He, Y.N.; Li, F.; Jiang, P.; Cai, F.Y.; Lin, Q.; Zhou, M.J.; Liu, H.M.; Yan, F. Remote control of the recruitment and capture of endogenous stem cells by ultrasound for in situ repair of bone defects. Bioactive Materials 2023, 21, 223–238. [Google Scholar] [CrossRef]
- Zhou, X.J.; Qian, Y.H.; Chen, L.; Li, T.; Sun, X.; Ma, X.J.; Wang, J.W.; He, C.L. Flowerbed-Inspired Biomimetic Scaffold with Rapid Internal Tissue Infiltration and Vascularization Capacity for Bone Repair. ACS Nano 2023, 17, 5140–5156. [Google Scholar] [CrossRef]
- He, Y.; Tian, M.; Li, X.L.; Hou, J.W.; Chen, S.; Yang, G.; Liu, X.; Zhou, S.B. A Hierarchical-Structured Mineralized Nanofiber Scaffold with Osteoimmunomodulatory and Osteoinductive Functions for Enhanced Alveolar Bone Regeneration. Advanced healthcare materials 2022, 11, 16. [Google Scholar] [CrossRef]
- Camarero-Espinosa, S.; Moroni, L. Janus 3D printed dynamic scaffolds for nanovibration-driven bone regeneration. Nature communications 2021, 12, 12. [Google Scholar] [CrossRef]
- Arora, A.; Kothari, A.; Katti, D.S. Pore orientation mediated control of mechanical behavior of scaffolds and its application in cartilage-mimetic scaffold design. J Mech Behav Biomed Mater 2015, 51, 169–183. [Google Scholar] [CrossRef]
- Yang, Z.; Yang, Z.Y.; Ding, L.; Zhang, P.; Liu, C.; Chen, D.F.; Zhao, F.J.; Wang, G.; Chen, X.F. Self-Adhesive Hydrogel Biomimetic Periosteum to Promote Critical-Size Bone Defect Repair via Synergistic Osteogenesis and Angiogenesis. Acs Applied Materials & Interfaces 2022, 14, 36395–36410. [Google Scholar] [CrossRef]
- Lu, Q.J.; Diao, J.J.; Wang, Y.Q.; Feng, J.L.; Zeng, F.S.; Yang, Y.; Kuang, Y.D.; Zhao, N.R.; Wang, Y.J. 3D printed pore morphology mediates bone marrow stem cell behaviors via RhoA/ROCK2 signaling pathway for accelerating bone regeneration. Bioactive Materials 2023, 26, 413–424. [Google Scholar] [CrossRef]
- Gu, P.Y.; Xu, Y.; Liu, Q.Y.; Wang, Y.X.; Li, Z.L.; Chen, M.Y.; Mao, R.Q.; Liang, J.; Zhang, X.D.; Fan, Y.J.; et al. Tailorable 3DP Flexible Scaffolds with Porosification of Filaments Facilitate Cell Ingrowth and Biomineralized Deposition. Acs Applied Materials & Interfaces 2022, 14, 32914–32926. [Google Scholar] [CrossRef]
- Li, Y.W.; Zha, Y.; Hu, W.K.; Chen, J.; Liu, S.B.; Zhang, S.M.; Wang, J.L. Monoporous Microsphere as a Dynamically Movable Drug Carrier for Osteoporotic Bone Remodeling. Advanced healthcare materials 2023, 12, 12. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.X.; Wang, D.Y.; Wang, S.; Fan, W.Z.; Yang, Y.L.; Gao, P.F.; Chen, M.W.; Yang, W.H.; Cai, K.Y. Promoting osseointegration by in situ biosynthesis of metal ion-loaded bacterial cellulose coating on titanium surface. Carbohydr. Polym. 2022, 297, 10. [Google Scholar] [CrossRef]
- Mao, M.T.; Zhu, S.B.; Zhang, L.; Liu, F.W.; Kong, L.; Xue, Y.; Rotello, V.M.; Han, Y. An Extracellular Matrix-like Surface for Zn Alloy to Enhance Bone Regeneration. Acs Applied Materials & Interfaces 2022, 10. [Google Scholar] [CrossRef]
- Hao, J.X.; Bai, B.S.; Ci, Z.; Tang, J.C.; Hu, G.H.; Dai, C.X.; Yu, M.Y.; Li, M.; Zhang, W.; Zhang, Y.X.; et al. Large-sized bone defect repair by combining a decalcified bone matrix framework and bone regeneration units based on photo-crosslinkable osteogenic microgels. Bioactive Materials 2022, 14, 97–109. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.S.; Kim, J.H.; Jeong, J.; Kim, S.H.L.; Koh, R.H.; Kim, I.; Bae, S.; Lee, H.; Hwang, N.S. Sequential growth factor releasing double cryogel system for enhanced bone regeneration. Biomaterials 2020, 257, 13. [Google Scholar] [CrossRef]
- Lai, J.H.; Wang, C.; Liu, J.; Chen, S.S.; Liu, C.Y.; Huang, X.X.; Wu, J.; Pan, Y.; Xie, Y.C.; Wang, M. Low temperature hybrid 3D printing of hierarchically porous bone tissue engineering scaffolds with in situ delivery of osteogenic peptide and mesenchymal stem cells. Biofabrication 2022, 14, 18. [Google Scholar] [CrossRef]
- Abu Awwad, H.A.M.; Thiagarajan, L.; Kanczler, J.M.; Amer, M.H.; Bruce, G.; Lanham, S.; Rumney, R.M.H.; Oreffo, R.O.C.; Dixon, J.E. Genetically-programmed, mesenchymal stromal cell-laden & mechanically strong 3D bioprinted scaffolds for bone repair. Journal of controlled release : official journal of the Controlled Release Society 2020, 325, 335–346. [Google Scholar] [CrossRef]
- Donnaloja, F.; Jacchetti, E.; Soncini, M.; Raimondi, M.T. Natural and Synthetic Polymers for Bone Scaffolds Optimization. Polymers (Basel) 2020, 12. [Google Scholar] [CrossRef]
- Zhao, L.; Mei, S.; Chu, P.K.; Zhang, Y.; Wu, Z. The influence of hierarchical hybrid micro/nano-textured titanium surface with titania nanotubes on osteoblast functions. Biomaterials 2010, 31, 5072–5082. [Google Scholar] [CrossRef] [PubMed]
- Pina, S.; Ribeiro, V.P.; Marques, C.F.; Maia, F.R.; Silva, T.H.; Reis, R.L.; Oliveira, J.M. Scaffolding Strategies for Tissue Engineering and Regenerative Medicine Applications. Materials (Basel, Switzerland) 2019, 12. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, N.; Hamlet, S.; Love, R.M.; Nguyen, N.T. Porous scaffolds for bone regeneration. J. Sci. 2020, 5, 1–9. [Google Scholar] [CrossRef]
- Yan, Y.; Chen, H.; Zhang, H.; Guo, C.; Yang, K.; Chen, K.; Cheng, R.; Qian, N.; Sandler, N.; Zhang, Y.S.; et al. Vascularized 3D printed scaffolds for promoting bone regeneration. Biomaterials 2019, 190-191, 97–110. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Lai, J.; Li, K.; Zhu, S.; Lu, B.; Liu, J.; Tang, Y.; Wei, Y. Cryogenic 3D printing of dual-delivery scaffolds for improved bone regeneration with enhanced vascularization. Bioact Mater 2021, 6, 137–145. [Google Scholar] [CrossRef] [PubMed]
- Jodati, H.; Yilmaz, B.; Evis, Z. A review of bioceramic porous scaffolds for hard tissue applications: Effects of structural features. Ceram. Int. 2020, 46, 15725–15739. [Google Scholar] [CrossRef]
- Gupta, D.; Vashisth, P.; Bellare, J. Multiscale porosity in a 3D printed gellan-gelatin composite for bone tissue engineering. Biomed. Mater. 2021, 16, 17. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Xie, S.; Yang, Y.; Zhang, J.; Zhang, Z. Multiscale regeneration scaffold in vitro and in vivo. Journal of biomedical materials research. Part B, Applied biomaterials 2018, 106, 1218–1225. [Google Scholar] [CrossRef]
- Ghosh, S.; Yadav, A.; Rani, S.; Takkar, S.; Kulshreshtha, R.; Nandan, B.; Srivastava, R.K. 3D Printed Hierarchical Porous Poly(ε-caprolactone) Scaffolds from Pickering High Internal Phase Emulsion Templating. Langmuir : the ACS journal of surfaces and colloids 2023, 39, 1927–1946. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Li, S.K.; He, J.K.; Lei, Q.; Wu, C.; Song, A.P.; Zhang, C. Electrohydrodynamic printing of submicron-microscale hybrid scaffolds with improved cellular adhesion and proliferation behaviors. Nanotechnology 2023, 34, 9. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Lu, P.; Liu, Y.; Yang, J.; Li, S. Three-Dimensional-Bioprinted Bioactive Glass/Cellulose Composite Scaffolds with Porous Structure towards Bone Tissue Engineering. Polymers (Basel) 2023, 15. [Google Scholar] [CrossRef] [PubMed]
- Koushik, T.M.; Miller, C.M.; Antunes, E. Bone Tissue Engineering Scaffolds: Function of Multi-Material Hierarchically Structured Scaffolds. Advanced healthcare materials 2022, e2202766. [Google Scholar] [CrossRef]
- Wang, Z.; Florczyk, S.J. Freeze-FRESH: A 3D Printing Technique to Produce Biomaterial Scaffolds with Hierarchical Porosity. Materials (Basel, Switzerland) 2020, 13. [Google Scholar] [CrossRef]
- Wegst, U.G.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nature materials 2015, 14, 23–36. [Google Scholar] [CrossRef]
- Tan, J.; Saltzman, W.M. Biomaterials with hierarchically defined micro- and nanoscale structure. Biomaterials 2004, 25, 3593–3601. [Google Scholar] [CrossRef]
- Leong, M.F.; Chian, K.S.; Mhaisalkar, P.S.; Ong, W.F.; Ratner, B.D. Effect of electrospun poly(D,L-lactide) fibrous scaffold with nanoporous surface on attachment of porcine esophageal epithelial cells and protein adsorption. J Biomed Mater Res A 2009, 89, 1040–1048. [Google Scholar] [CrossRef]
- Chen, S.; Wang, H.; Mainardi, V.L.; Talò, G.; McCarthy, A.; John, J.V.; Teusink, M.J.; Hong, L.; Xie, J. Biomaterials with structural hierarchy and controlled 3D nanotopography guide endogenous bone regeneration. Science advances 2021, 7. [Google Scholar] [CrossRef]
- Zhang, M.; Lin, R.; Wang, X.; Xue, J.; Deng, C.; Feng, C.; Zhuang, H.; Ma, J.; Qin, C.; Wan, L.; et al. 3D printing of Haversian bone-mimicking scaffolds for multicellular delivery in bone regeneration. Science advances 2020, 6, eaaz6725. [Google Scholar] [CrossRef]
- Wang, S.F.; Kempen, D.H.R.; de Ruiter, G.C.W.; Cai, L.; Spinner, R.J.; Windebank, A.J.; Yaszemski, M.J.; Lu, L.C. Molecularly Engineered Biodegradable Polymer Networks with a Wide Range of Stiffness for Bone and Peripheral Nerve Regeneration. Adv. Funct. Mater. 2015, 25, 2715–2724. [Google Scholar] [CrossRef]
- Kim, W.; Gwon, Y.; Kim, Y.K.; Park, S.; Kang, S.J.; Park, H.K.; Kim, M.S.; Kim, J. Plasma-assisted multiscale topographic scaffolds for soft and hard tissue regeneration. npj Regen. Med. 2021, 6, 13. [Google Scholar] [CrossRef]
- Guadarrama Bello, D.; Fouillen, A.; Badia, A.; Nanci, A. A nanoporous titanium surface promotes the maturation of focal adhesions and formation of filopodia with distinctive nanoscale protrusions by osteogenic cells. Acta biomaterialia 2017, 60, 339–349. [Google Scholar] [CrossRef] [PubMed]
- Garoli, D.; Lovato, L.; Della Giustina, G.; Oliverio, M.; Francardi, M.; Zanchetta, E.; Brusatin, G.; De Angelis, F. Directly nanopatternable nanoporous titania - Application to cell growth engineering. Microelectron. Eng. 2016, 155, 102–106. [Google Scholar] [CrossRef]
- Bidgoli, M.R.; Alemzadeh, I.; Tamjid, E.; Khafaji, M.; Vossoughi, M. Fabrication of hierarchically porous silk fibroin-bioactive glass composite scaffold via indirect 3D printing: Effect of particle size on physico-mechanical properties and in vitro cellular behavior. Materials science & engineering. C, Materials for biological applications 2019, 103, 109688. [Google Scholar] [CrossRef]
- Sgarminato, V.; Tonda-Turo, C.; Ciardelli, G. Reviewing recently developed technologies to direct cell activity through the control of pore size: From the macro- to the nanoscale. Journal of biomedical materials research. Part B, Applied biomaterials 2020, 108, 1176–1185. [Google Scholar] [CrossRef] [PubMed]
- Bruzauskaite, I.; Bironaite, D.; Bagdonas, E.; Bernotiene, E. Scaffolds and cells for tissue regeneration: different scaffold pore sizes-different cell effects. Cytotechnology 2016, 68, 355–369. [Google Scholar] [CrossRef]
- Murphy, C.M.; Haugh, M.G.; O’Brien, F.J. The effect of mean pore size on cell attachment, proliferation and migration in collagen-glycosaminoglycan scaffolds for bone tissue engineering. Biomaterials 2010, 31, 461–466. [Google Scholar] [CrossRef]
- Feng, P.; Zhao, R.Y.; Tang, W.M.; Yang, F.; Tian, H.F.; Peng, S.P.; Pan, H.; Shuai, C.J. Structural and Functional Adaptive Artificial Bone: Materials, Fabrications, and Properties. Adv. Funct. Mater. 2023, 33, 29. [Google Scholar] [CrossRef]
- Dang, H.P.; Vaquette, C.; Shabab, T.; Perez, R.A.; Yang, Y.; Dargaville, T.R.; Shafiee, A.; Tran, P.A. Porous 3D Printed Scaffolds For Guided Bone Regeneration In a Rat Calvarial Defect Model. Appl. Mater. Today 2020, 20, 16. [Google Scholar] [CrossRef]
- O’Brien, F.J.; Harley, B.A.; Yannas, I.V.; Gibson, L.J. The effect of pore size on cell adhesion in collagen-GAG scaffolds. Biomaterials 2005, 26, 433–441. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Zhang, H.; Zhu, X.; Fan, H.; Fan, Y.; Zhang, X. Dynamic competitive adsorption of bone-related proteins on calcium phosphate ceramic particles with different phase composition and microstructure. Journal of biomedical materials research. Part B, Applied biomaterials 2013, 101, 1069–1077. [Google Scholar] [CrossRef] [PubMed]
- Spiller, S.; Clauder, F.; Bellmann-Sickert, K.; Beck-Sickinger, A.G. Improvement of wound healing by the development of ECM-inspired biomaterial coatings and controlled protein release. Biological chemistry 2021, 402, 1271–1288. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Fan, Y.; Dunne, N.; Li, X. Effect of microporosity on scaffolds for bone tissue engineering. Regen Biomater 2018, 5, 115–124. [Google Scholar] [CrossRef]
- Polak, S.J.; Rustom, L.E.; Genin, G.M.; Talcott, M.; Wagoner Johnson, A.J. A mechanism for effective cell-seeding in rigid, microporous substrates. Acta biomaterialia 2013, 9, 7977–7986. [Google Scholar] [CrossRef]
- Bertsch, C.; Maréchal, H.; Gribova, V.; Lévy, B.; Debry, C.; Lavalle, P.; Fath, L. Biomimetic Bilayered Scaffolds for Tissue Engineering: From Current Design Strategies to Medical Applications. Advanced healthcare materials 2023, e2203115. [Google Scholar] [CrossRef]
- Xu, M.; Li, H.; Zhai, D.; Chang, J.; Chen, S.; Wu, C. Hierarchically porous nagelschmidtite bioceramic-silk scaffolds for bone tissue engineering. Journal of materials chemistry. B 2015, 3, 3799–3809. [Google Scholar] [CrossRef]
- Greiner, J.F.; Gottschalk, M.; Fokin, N.; Büker, B.; Kaltschmidt, B.P.; Dreyer, A.; Vordemvenne, T.; Kaltschmidt, C.; Hütten, A.; Kaltschmidt, B. Natural and synthetic nanopores directing osteogenic differentiation of human stem cells. Nanomedicine : nanotechnology, biology, and medicine 2019, 17, 319–328. [Google Scholar] [CrossRef]
- Jin, S.S.; He, D.Q.; Luo, D.; Wang, Y.; Yu, M.; Guan, B.; Fu, Y.; Li, Z.X.; Zhang, T.; Zhou, Y.H.; et al. A Biomimetic Hierarchical Nanointerface Orchestrates Macrophage Polarization and Mesenchymal Stem Cell Recruitment To Promote Endogenous Bone Regeneration. ACS Nano 2019, 13, 6581–6595. [Google Scholar] [CrossRef]
- Chen, H.P.; Xie, S.K.; Yang, Y.M.; Zhang, J.; Zhang, Z.Y. Multiscale regeneration scaffold in vitro and in vivo. J. Biomed. Mater. Res. Part B 2018, 106, 1218–1225. [Google Scholar] [CrossRef] [PubMed]
- Du, L.L.; Li, W.; Jiang, Z.Y.; Wang, L.Y.; Kong, D.L.; Xu, B.S.; Zhu, M.F. Hierarchical macro/micro-porous silk fibroin scaffolds for tissue engineering. Mater. Lett. 2019, 236, 1–4. [Google Scholar] [CrossRef]
- Ju, J.; Gu, Z.; Liu, X.; Zhang, S.; Peng, X.; Kuang, T. Fabrication of bimodal open-porous poly (butylene succinate)/cellulose nanocrystals composite scaffolds for tissue engineering application. International journal of biological macromolecules 2020, 147, 1164–1173. [Google Scholar] [CrossRef] [PubMed]
- Panseri, S.; Montesi, M.; Hautcoeur, D.; Dozio, S.M.; Chamary, S.; De Barra, E.; Tampieri, A.; Leriche, A. Bone-like ceramic scaffolds designed with bioinspired porosity induce a different stem cell response. Journal of materials science. Materials in medicine 2021, 32, 3. [Google Scholar] [CrossRef] [PubMed]
- Gómez-Cerezo, M.N.; Peña, J.; Ivanovski, S.; Arcos, D.; Vallet-Regí, M.; Vaquette, C. Multiscale porosity in mesoporous bioglass 3D-printed scaffolds for bone regeneration. Materials science & engineering. C, Materials for biological applications 2021, 120, 111706. [Google Scholar] [CrossRef]
- Li, Y.; Lv, S.; Yuan, H.P.; Ye, G.; Mu, W.B.; Fu, Y.; Zhang, X.; Feng, Z.Y.; He, Y.; Chen, W. Peripheral Nerve Regeneration with 3D Printed Bionic Scaffolds Loading Neural Crest Stem Cell Derived Schwann Cell Progenitors. Adv. Funct. Mater. 2021, 31, 16. [Google Scholar] [CrossRef]
- Gao, Q.; Xie, C.Q.; Wang, P.; Xie, M.J.; Li, H.B.; Sun, A.Y.; Fu, J.Z.; He, Y. 3D printed multi-scale scaffolds with ultrafine fibers for providing excellent biocompatibility. Materials Science and Engineering C-Materials for Biological Applications 2020, 107, 9. [Google Scholar] [CrossRef]
- Wang, C.J.; Xu, Y.Y.; Xia, J.J.; Zhou, Z.Z.; Fang, Y.C.; Zhang, L.; Sun, W. Multi-scale hierarchical scaffolds with aligned micro-fibers for promoting cell alignment. Biomed. Mater. 2021, 16, 13. [Google Scholar] [CrossRef]
- Aldemir Dikici, B.; Reilly, G.C.; Claeyssens, F. Boosting the Osteogenic and Angiogenic Performance of Multiscale Porous Polycaprolactone Scaffolds by In Vitro Generated Extracellular Matrix Decoration. ACS Appl Mater Interfaces 2020, 12, 12510–12524. [Google Scholar] [CrossRef]
- Gonzalez-Pujana, A.; Carranza, T.; Santos-Vizcaino, E.; Igartua, M.; Guerrero, P.; Hernandez, R.M.; de la Caba, K. Hybrid 3D Printed and Electrospun Multi-Scale Hierarchical Polycaprolactone Scaffolds to Induce Bone Differentiation. Pharmaceutics 2022, 14, 15. [Google Scholar] [CrossRef] [PubMed]
- Seok, J.M.; Rajangam, T.; Jeong, J.E.; Cheong, S.; Joo, S.M.; Oh, S.J.; Shin, H.; Kim, S.H.; Park, S.A. Fabrication of 3D plotted scaffold with microporous strands for bone tissue engineering. J. Mat. Chem. B 2020, 8, 951–960. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Liang, H.; Liu, X.; Wu, J.; Yang, C.; Wong, T.M.; Kwan, K.Y.H.; Cheung, K.M.C.; Wu, S.; Yeung, K.W.K. Regulation of macrophage polarization through surface topography design to facilitate implant-to-bone osteointegration. Science advances 2021, 7. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.; Song, W.; Han, T.; Yan, J.; Li, F.; Zhao, L.; Kou, H.; Zhang, Y. Influence of pore size of porous titanium fabricated by vacuum diffusion bonding of titanium meshes on cell penetration and bone ingrowth. Acta biomaterialia 2016, 33, 311–321. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Yang, S.; Cao, L.; Zhang, X.; Wang, J.; Liu, C. Facilitated vascularization and enhanced bone regeneration by manipulation hierarchical pore structure of scaffolds. Materials science & engineering. C, Materials for biological applications 2020, 110, 110622. [Google Scholar] [CrossRef]
- Woodard, J.R.; Hilldore, A.J.; Lan, S.K.; Park, C.J.; Morgan, A.W.; Eurell, J.A.; Clark, S.G.; Wheeler, M.B.; Jamison, R.D.; Wagoner Johnson, A.J. The mechanical properties and osteoconductivity of hydroxyapatite bone scaffolds with multi-scale porosity. Biomaterials 2007, 28, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Salerno, A.; Guarnieri, D.; Iannone, M.; Zeppetelli, S.; Netti, P.A. Effect of micro- and macroporosity of bone tissue three-dimensional-poly(epsilon-caprolactone) scaffold on human mesenchymal stem cells invasion, proliferation, and differentiation in vitro. Tissue engineering. Part A 2010, 16, 2661–2673. [Google Scholar] [CrossRef] [PubMed]
- Sobral, J.M.; Caridade, S.G.; Sousa, R.A.; Mano, J.F.; Reis, R.L. Three-dimensional plotted scaffolds with controlled pore size gradients: Effect of scaffold geometry on mechanical performance and cell seeding efficiency. Acta biomaterialia 2011, 7, 1009–1018. [Google Scholar] [CrossRef] [PubMed]
- Tang, W.; Lin, D.; Yu, Y.; Niu, H.; Guo, H.; Yuan, Y.; Liu, C. Bioinspired trimodal macro/micro/nano-porous scaffolds loading rhBMP-2 for complete regeneration of critical size bone defect. Acta biomaterialia 2016, 32, 309–323. [Google Scholar] [CrossRef]
- Lee, J.; Kim, G. Three-Dimensional Hierarchical Nanofibrous Collagen Scaffold Fabricated Using Fibrillated Collagen and Pluronic F-127 for Regenerating Bone Tissue. ACS Appl Mater Interfaces 2018, 10, 35801–35811. [Google Scholar] [CrossRef]
- Wen, S.M.; Chen, S.M.; Gao, W.; Zheng, Z.; Bao, J.Z.; Cui, C.; Liu, S.; Gao, H.L.; Yu, S.H. Biomimetic Gradient Bouligand Structure Enhances Impact Resistance of Ceramic-Polymer Composites. Advanced materials (Deerfield Beach, Fla.) 2023, 35, e2211175. [Google Scholar] [CrossRef]
- Meng, Y.F.; Zhu, Y.B.; Zhou, L.C.; Meng, X.S.; Yang, Y.L.; Zhao, R.; Xia, J.; Yang, B.; Lu, Y.J.; Wu, H.A.; et al. Artificial Nacre with High Toughness Amplification Factor: Residual Stress-Engineering Sparks Enhanced Extrinsic Toughening Mechanisms. Advanced materials (Deerfield Beach, Fla.) 2022, 34, e2108267. [Google Scholar] [CrossRef]
- Sanchez, C.; Arribart, H.; Guille, M.M. Biomimetism and bioinspiration as tools for the design of innovative materials and systems. Nature materials 2005, 4, 277–288. [Google Scholar] [CrossRef]
- Liang, K.Y.; Zhao, C.C.; Song, C.X.; Zhao, L.; Qiu, P.C.; Wang, S.Y.; Zhu, J.J.; Gong, Z.; Liu, Z.M.; Tang, R.K.; et al. In Situ Biomimetic Mineralization of Bone-Like Hydroxyapatite in Hydrogel for the Acceleration of Bone Regeneration. ACS Appl. Mater. Interfaces 2023, 15, 292–308. [Google Scholar] [CrossRef]
- Wang, H.; Tian, J.; Jiang, Y.; Liu, S.; Zheng, J.; Li, N.; Wang, G.; Dong, F.; Chen, J.; Xie, Y.; et al. A 3D biomimetic optoelectronic scaffold repairs cranial defects. Science advances 2023, 9, eabq7750. [Google Scholar] [CrossRef]
- Shi, Y.; Shi, J.; Sun, Y.; Liu, Q.Q.; Zhang, C.; Shao, C.Y.; Yu, K.; Ge, M.J.; Mi, R.; Gu, J.Y.; et al. A Hierarchical 3D Graft Printed with Nanoink for Functional Craniofacial Bone Restoration. Adv. Funct. Mater. 2023, 20. [Google Scholar] [CrossRef]
- Nepal, D.; Kang, S.; Adstedt, K.M.; Kanhaiya, K.; Bockstaller, M.R.; Brinson, L.C.; Buehler, M.J.; Coveney, P.V.; Dayal, K.; El-Awady, J.A.; et al. Hierarchically structured bioinspired nanocomposites. Nature materials 2023, 22, 18–35. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.M.; Zhang, S.C.; Gao, H.L.; Wang, Q.; Zhou, L.C.; Zhao, H.Y.; Li, X.Y.; Gong, M.; Pan, X.F.; Cui, C.; et al. Mechanically robust bamboo node and its hierarchically fibrous structural design. Natl. Sci. Rev. 2023, 10, 13. [Google Scholar] [CrossRef]
- Xue, J.M.; Ma, H.S.; Song, E.H.; Han, F.; Li, T.; Zhang, M.; Zhu, Y.F.; Liu, J.J.; Wu, C.T. Bamboo-Based Biomaterials for Cell Transportation and Bone Integration. Advanced healthcare materials 2022, 11, 11. [Google Scholar] [CrossRef]
- Wang, X.F.; Fang, J.; Zhu, W.W.; Zhong, C.X.; Ye, D.D.; Zhu, M.Y.; Lu, X.; Zhao, Y.S.; Ren, F.Z. Bioinspired Highly Anisotropic, Ultrastrong and Stiff, and Osteoconductive Mineralized Wood Hydrogel Composites for Bone Repair. Adv. Funct. Mater. 2021, 31, 10. [Google Scholar] [CrossRef]
- Wang, Y.; Naleway, S.E.; Wang, B. Biological and bioinspired materials: Structure leading to functional and mechanical performance. Bioactive materials 2020, 5, 745–757. [Google Scholar] [CrossRef]
- Wu, M.H.; Chen, F.X.; Wu, P.; Yang, Z.Q.; Zhang, S.; Xiao, L.F.; Deng, Z.M.; Zhang, C.; Chen, Y.; Cai, L. Bioinspired Redwood-Like Scaffolds Coordinated by In Situ-Generated Silica-Containing Hybrid Nanocoatings Promote Angiogenesis and Osteogenesis both In Vitro and In Vivo. Advanced healthcare materials 2021, 10, 21. [Google Scholar] [CrossRef] [PubMed]
- Gao, H.L.; Chen, S.M.; Mao, L.B.; Song, Z.Q.; Yao, H.B.; Colfen, H.; Luo, X.S.; Zhang, F.; Pan, Z.; Meng, Y.F.; et al. Mass production of bulk artificial nacre with excellent mechanical properties. Nat. Commun. 2017, 8, 8. [Google Scholar] [CrossRef]
- Naleway, S.E.; Porter, M.M.; McKittrick, J.; Meyers, M.A. Structural Design Elements in Biological Materials: Application to Bioinspiration. Adv. Mater. 2015, 27, 5455–5476. [Google Scholar] [CrossRef] [PubMed]
- Feng, C.; Xue, J.M.; Yu, X.P.; Zhai, D.; Lin, R.C.; Zhang, M.; Xia, L.G.; Wang, X.Y.; Yao, Q.Q.; Chang, J.; et al. Co-inspired hydroxyapatite-based scaffolds for vascularized bone regeneration. Acta Biomaterialia 2021, 119, 419–431. [Google Scholar] [CrossRef] [PubMed]
- Li, T.; Ma, B.; Xue, J.M.; Zhai, D.; Zhao, P.Y.; Chang, J.; Wu, C.T. Bioinspired Biomaterials with a Brick-and-Mortar Microstructure Combining Mechanical and Biological Performance. Advanced healthcare materials 2020, 9, 9. [Google Scholar] [CrossRef]
- Sgarminato, V.; Tonda-Turo, C.; Ciardelli, G. Reviewing recently developed technologies to direct cell activity through the control of pore size: From the macro- to the nanoscale. J. Biomed. Mater. Res. Part B 2020, 108, 1176–1185. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, W.J.; Deng, C.J.; Li, G.L.; Chang, J.; Zhang, Z.Y.; Jiang, X.Q.; Wu, C.T. 3D Printing of Lotus Root-Like Biomimetic Materials for Cell Delivery and Tissue Regeneration. Adv. Sci. 2017, 4, 9. [Google Scholar] [CrossRef] [PubMed]
- McCarthy, A.; Sharma, N.S.; Holubeck, P.A.; Brown, D.; Shah, R.; McGoldrick, D.; John, J.V.; Shahriar, S.M.S.; Xie, J.W. Extracellular Matrix Secretion Mechanically Reinforces Interlocking Interfaces. Adv. Mater. 2023, 35, 9. [Google Scholar] [CrossRef]
- Hollister, S.J. Porous scaffold design for tissue engineering. Nature materials 2005, 4, 518–524. [Google Scholar] [CrossRef]
- Samavedi, S.; Whittington, A.R.; Goldstein, A.S. Calcium phosphate ceramics in bone tissue engineering: a review of properties and their influence on cell behavior. Acta biomaterialia 2013, 9, 8037–8045. [Google Scholar] [CrossRef]
- Ma, H.; Feng, C.; Chang, J.; Wu, C. 3D-printed bioceramic scaffolds: From bone tissue engineering to tumor therapy. Acta biomaterialia 2018, 79, 37–59. [Google Scholar] [CrossRef]
- Hasani-Sadrabadi, M.M.; Sarrion, P.; Pouraghaei, S.; Chau, Y.; Ansari, S.; Li, S.; Aghaloo, T.; Moshaverinia, A. An engineered cell-laden adhesive hydrogel promotes craniofacial bone tissue regeneration in rats. Science translational medicine 2020, 12. [Google Scholar] [CrossRef]
- Gu, P.; Xu, Y.; Liu, Q.; Wang, Y.; Li, Z.; Chen, M.; Mao, R.; Liang, J.; Zhang, X.; Fan, Y.; et al. Tailorable 3DP Flexible Scaffolds with Porosification of Filaments Facilitate Cell Ingrowth and Biomineralized Deposition. ACS Appl Mater Interfaces 2022. [Google Scholar] [CrossRef]
- Christy, P.N.; Basha, S.K.; Kumari, V.S.; Bashir, A.K.H.; Maaza, M.; Kaviyarasu, K.; Arasu, M.V.; Al-Dhabi, N.A.; Ignacimuthu, S. Biopolymeric nanocomposite scaffolds for bone tissue engineering applications - A review. J. Drug Deliv. Sci. Technol. 2020, 55, 18. [Google Scholar] [CrossRef]
- Koushik, T.M.; Miller, C.M.; Antunes, E. Bone Tissue Engineering Scaffolds: Function of Multi-Material Hierarchically Structured Scaffolds. Advanced healthcare materials 2023, 12, e2202766. [Google Scholar] [CrossRef]
- Chikelu, C.W.; Berns, M.; Conover, D.; Habas, R.; Han, L.; Street, R.M.; Schauer, C.L. Collagen Nanoyarns: Hierarchical Three-Dimensional Biomaterial Constructs. Biomacromolecules 2023, 24, 1155–1163. [Google Scholar] [CrossRef]
- Cheng, Q.; Huang, C.; Tomsia, A.P. Freeze Casting for Assembling Bioinspired Structural Materials. Advanced materials (Deerfield Beach, Fla.) 2017, 29. [Google Scholar] [CrossRef]
- Chen, X.; Ergun, A.; Gevgilili, H.; Ozkan, S.; Kalyon, D.M.; Wang, H. Shell-core bi-layered scaffolds for engineering of vascularized osteon-like structures. Biomaterials 2013, 34, 8203–8212. [Google Scholar] [CrossRef] [PubMed]
- Piard, C.; Baker, H.; Kamalitdinov, T.; Fisher, J. Bioprinted osteon-like scaffolds enhance in vivo neovascularization. Biofabrication 2019, 11, 025013. [Google Scholar] [CrossRef]
- Gao, X.; Wang, H.; Luan, S.; Zhou, G. Low-Temperature Printed Hierarchically Porous Induced-Biomineralization Polyaryletherketone Scaffold for Bone Tissue Engineering. Advanced healthcare materials 2022, 11, e2200977. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Gao, X.; Sun, Z.; Fang, Q.; Geng, X.; Zhang, H.; Wang, G.; Dou, Y.; Hu, P.; Zhu, K.; et al. Biomimetic porous silk fibroin/biphasic calcium phosphate scaffold for bone tissue regeneration. Journal of materials science. Materials in medicine 2018, 30, 4. [Google Scholar] [CrossRef] [PubMed]
- Lim, J.I.; Lee, Y.K.; Shin, J.S.; Lim, K.J. Preparation of interconnected porous chitosan scaffolds by sodium acetate particulate leaching. Journal of biomaterials science. Polymer edition 2011, 22, 1319–1329. [Google Scholar] [CrossRef]
- Owen, R.; Sherborne, C.; Evans, R.; Reilly, G.C.; Claeyssens, F. Combined Porogen Leaching and Emulsion Templating to produce Bone Tissue Engineering Scaffolds. International journal of bioprinting 2020, 6, 265. [Google Scholar] [CrossRef]
- Wang, X.F.; Salick, M.R.; Gao, Y.H.; Jiang, J.; Li, X.Y.; Liu, F.F.; Cordie, T.; Li, Q.; Turng, L.S. Interconnected porous poly(-caprolactone) tissue engineering scaffolds fabricated by microcellular injection molding. J. Cell. Plast. 2018, 54, 379–397. [Google Scholar] [CrossRef]
- Sainitya, R.; Sriram, M.; Kalyanaraman, V.; Dhivya, S.; Saravanan, S.; Vairamani, M.; Sastry, T.P.; Selvamurugan, N. Scaffolds containing chitosan/carboxymethyl cellulose/mesoporous wollastonite for bone tissue engineering. Int J Biol Macromol 2015, 80, 481–488. [Google Scholar] [CrossRef] [PubMed]
- Sowjanya, J.A.; Singh, J.; Mohita, T.; Sarvanan, S.; Moorthi, A.; Srinivasan, N.; Selvamurugan, N. Biocomposite scaffolds containing chitosan/alginate/nano-silica for bone tissue engineering. Colloids and surfaces. B, Biointerfaces 2013, 109, 294–300. [Google Scholar] [CrossRef] [PubMed]
- Pattnaik, S.; Nethala, S.; Tripathi, A.; Saravanan, S.; Moorthi, A.; Selvamurugan, N. Chitosan scaffolds containing silicon dioxide and zirconia nano particles for bone tissue engineering. Int J Biol Macromol 2011, 49, 1167–1172. [Google Scholar] [CrossRef]
- Lu, Y.; Li, L.; Zhu, Y.; Wang, X.; Li, M.; Lin, Z.; Hu, X.; Zhang, Y.; Yin, Q.; Xia, H.; et al. Multifunctional Copper-Containing Carboxymethyl Chitosan/Alginate Scaffolds for Eradicating Clinical Bacterial Infection and Promoting Bone Formation. ACS Appl Mater Interfaces 2018, 10, 127–138. [Google Scholar] [CrossRef]
- Haider, A.; Haider, S.; Kummara, M.R.; Kamal, T.; Alghyamah, A.A.A.; Iftikhar, F.J.; Bano, B.; Khan, N.; Afridi, M.A.; Han, S.S.; et al. Advances in the scaffolds fabrication techniques using biocompatible polymers and their biomedical application: A technical and statistical review. J. Saudi Chem. Soc. 2020, 24, 186–215. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, K.; Wu, X.; Xiao, X. Preparation of nanofibrous poly (L-lactic acid) scaffolds using the thermally induced phase separation technique in dioxane/polyethylene glycol solution. Designed monomers and polymers 2023, 26, 77–89. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Wang, Z.L.; Gao, Z.T.; Zhang, P.B.; Chen, X.S. PREPARATION OF POROUS NANOCOMPOSITE SCAFFOLDS WITH HONEYCOMB MONOLITH STRUCTURE BY ONE PHASE SOLUTION FREEZE-DRYING METHOD. Chin. J. Polym. Sci. 2011, 29, 215–224. [Google Scholar] [CrossRef]
- Gupte, M.J.; Swanson, W.B.; Hu, J.; Jin, X.; Ma, H.; Zhang, Z.; Liu, Z.; Feng, K.; Feng, G.; Xiao, G.; et al. Pore size directs bone marrow stromal cell fate and tissue regeneration in nanofibrous macroporous scaffolds by mediating vascularization. Acta Biomater 2018, 82, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Lou, T.; Wang, X.; Song, G.; Gu, Z.; Yang, Z. Fabrication of PLLA/β-TCP nanocomposite scaffolds with hierarchical porosity for bone tissue engineering. Int J Biol Macromol 2014, 69, 464–470. [Google Scholar] [CrossRef] [PubMed]
- Salerno, A.; Zeppetelli, S.; Di Maio, E.; Iannace, S.; Netti, P.A. Processing/structure/property relationship of multi-scaled PCL and PCL-HA composite scaffolds prepared via gas foaming and NaCl reverse templating. Biotechnology and bioengineering 2011, 108, 963–976. [Google Scholar] [CrossRef]
- Lee, H.; Jang, T.S.; Song, J.; Kim, H.E.; Jung, H.D. Multi-scale porous Ti6Al4V scaffolds with enhanced strength and biocompatibility formed via dynamic freeze-casting coupled with micro-arc oxidation. Mater. Lett. 2016, 185, 21–24. [Google Scholar] [CrossRef]
- Lee, H.; Jeon, J.W.; Koh, Y.H.; Kim, H.E. Dual-Scale Porosity Alumina Structures Using Ceramic/Camphene Suspensions Containing Polymer Microspheres. Materials (Basel, Switzerland) 2022, 15. [Google Scholar] [CrossRef]
- Yao, Q.; Liu, Y.; Pan, Y.; Miszuk, J.M.; Sun, H. One-pot porogen free method fabricated porous microsphere-aggregated 3D PCL scaffolds for bone tissue engineering. Journal of biomedical materials research. Part B, Applied biomaterials 2020, 108, 2699–2710. [Google Scholar] [CrossRef]
- Li, S.; Kuddannaya, S.; Chuah, Y.J.; Bao, J.; Zhang, Y.; Wang, D. Combined effects of multi-scale topographical cues on stable cell sheet formation and differentiation of mesenchymal stem cells. Biomaterials science 2017, 5, 2056–2067. [Google Scholar] [CrossRef]
- Xiu, P.; Jia, Z.J.; Lv, J.; Yin, C.; Cai, H.; Song, C.L.; Leng, H.J.; Zheng, Y.F.; Liu, Z.J.; Cheng, Y. Hierarchical Micropore/Nanorod Apatite Hybrids In-Situ Grown from 3-D Printed Macroporous Ti6Al4V Implants with Improved Bioactivity and Osseointegration. J. Mater. Sci. Technol. 2017, 33, 179–186. [Google Scholar] [CrossRef]
- Gonzalez-Pujana, A.; Carranza, T.; Santos-Vizcaino, E.; Igartua, M.; Guerrero, P.; Hernandez, R.M.; de la Caba, K. Hybrid 3D Printed and Electrospun Multi-Scale Hierarchical Polycaprolactone Scaffolds to Induce Bone Differentiation. Pharmaceutics 2022, 14. [Google Scholar] [CrossRef]
- Feng, J.Y.; Xu, R.X.; Zhao, J.M.; Zhang, L.X. Multi-scale Nano/Micro Fiber Scaffolds with Different Topological Morphologies. Fiber. Polym. 2022, 23, 935–943. [Google Scholar] [CrossRef]
- Yan, F.F.; Liu, Y.Y.; Chen, H.P.; Zhang, F.H.; Zheng, L.L.; Hu, Q.X. A multi-scale controlled tissue engineering scaffold prepared by 3D printing and NFES technology. AIP Adv. 2014, 4, 8. [Google Scholar] [CrossRef]
- Gao, Q.; Xie, C.; Wang, P.; Xie, M.; Li, H.; Sun, A.; Fu, J.; He, Y. 3D printed multi-scale scaffolds with ultrafine fibers for providing excellent biocompatibility. Materials science & engineering. C, Materials for biological applications 2020, 107, 110269. [Google Scholar] [CrossRef]
- Wang, C.; Xu, Y.; Xia, J.; Zhou, Z.; Fang, Y.; Zhang, L.; Sun, W. Multi-scale hierarchical scaffolds with aligned micro-fibers for promoting cell alignment. Biomedical materials (Bristol, England) 2021, 16. [Google Scholar] [CrossRef]
- Lin, H.; Shi, S.; Lan, X.; Quan, X.; Xu, Q.; Yao, G.; Liu, J.; Shuai, X.; Wang, C.; Li, X.; et al. Scaffold 3D-Printed from Metallic Nanoparticles-Containing Ink Simultaneously Eradicates Tumor and Repairs Tumor-Associated Bone Defects. Small Methods 2021, 5, e2100536. [Google Scholar] [CrossRef]
- Zhong, L.; Chen, J.; Ma, Z.; Feng, H.; Chen, S.; Cai, H.; Xue, Y.; Pei, X.; Wang, J.; Wan, Q. 3D printing of metal-organic framework incorporated porous scaffolds to promote osteogenic differentiation and bone regeneration. Nanoscale 2020, 12, 24437–24449. [Google Scholar] [CrossRef]
- Gu, Y.; Zhang, J.; Zhang, X.; Liang, G.; Xu, T.; Niu, W. Three-dimensional Printed Mg-Doped β-TCP Bone Tissue Engineering Scaffolds: Effects of Magnesium Ion Concentration on Osteogenesis and Angiogenesis In Vitro. Tissue Eng Regen Med 2019, 16, 415–429. [Google Scholar] [CrossRef]
- Peranidze, K.; Safronova, T.V.; Kildeeva, N.R. Electrospun Nanomaterials Based on Cellulose and Its Derivatives for Cell Cultures: Recent Developments and Challenges. Polymers (Basel) 2023, 15. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Jang, J.; Kim, K.; Kim, J.; Park, C.B. “Tree to Bone”: Lignin/Polycaprolactone Nanofibers for Hydroxyapatite Biomineralization. Biomacromolecules 2019, 20, 2684–2693. [Google Scholar] [CrossRef] [PubMed]
- Zhao, T.; Zhang, J.; Gao, X.; Yuan, D.; Gu, Z.; Xu, Y. Electrospun nanofibers for bone regeneration: from biomimetic composition, structure to function. Journal of materials chemistry. B 2022, 10, 6078–6106. [Google Scholar] [CrossRef]
- Xu, T.; Yang, H.; Yang, D.; Yu, Z.Z. Polylactic Acid Nanofiber Scaffold Decorated with Chitosan Islandlike Topography for Bone Tissue Engineering. ACS Appl Mater Interfaces 2017, 9, 21094–21104. [Google Scholar] [CrossRef] [PubMed]
- Abadi, F.J.H.; Tehran, M.A.; Zamani, F.; Nematollahi, M.; Mobarakeh, L.G.; Nasr-Esfahani, M.H. Effect of Nanoporous Fibers on Growth and Proliferation of Cells on Electrospun Poly (epsilon-caprolactone) Scaffolds. Int. J. Polym. Mater. Polym. Biomat. 2014, 63, 57–64. [Google Scholar] [CrossRef]
- Hejazi, F.; Mirzadeh, H.; Shojaei, S. PCL-based 3D nanofibrous structure with well-designed morphology and enhanced specific surface area for tissue engineering application. Progress in biomaterials 2023, 12, 113–122. [Google Scholar] [CrossRef] [PubMed]
- Camarero-Espinosa, S.; Moroni, L. Janus 3D printed dynamic scaffolds for nanovibration-driven bone regeneration. Nature communications 2021, 12, 1031. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Huang, W.; Zhou, Y.; He, L.; He, Z.; Chen, Z.; He, X.; Tian, S.; Liao, J.; Lu, B.; et al. 3D printing of bone tissue engineering scaffolds. Bioact Mater 2020, 5, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Hu, H.; Wang, D.R.; Tian, H.M.; Huang, Q.Y.; Wang, C.H.; Chen, X.L.; Gao, Y.; Li, X.M.; Chen, X.M.; Zheng, Z.J.; et al. Bioinspired Hierarchical Structures for Contact-Sensible Adhesives. Adv. Funct. Mater. 2022, 32, 9. [Google Scholar] [CrossRef]
- Hassanajili, S.; Karami-Pour, A.; Oryan, A.; Talaei-Khozani, T. Preparation and characterization of PLA/PCL/HA composite scaffolds using indirect 3D printing for bone tissue engineering. Materials science & engineering. C, Materials for biological applications 2019, 104, 109960. [Google Scholar] [CrossRef]
- Zhu, L.; Luo, D.; Liu, Y. Effect of the nano/microscale structure of biomaterial scaffolds on bone regeneration. International journal of oral science 2020, 12, 6. [Google Scholar] [CrossRef] [PubMed]
- Huang, K.; Elsayed, H.; Franchin, G.; Colombo, P. 3D printing of polymer-derived SiOC with hierarchical and tunable porosity. Addit. Manuf. 2020, 36, 10. [Google Scholar] [CrossRef]
- Kim, J.A.; Lim, J.; Naren, R.; Yun, H.S.; Park, E.K. Effect of the biodegradation rate controlled by pore structures in magnesium phosphate ceramic scaffolds on bone tissue regeneration in vivo. Acta Biomater 2016, 44, 155–167. [Google Scholar] [CrossRef]
- Zhou, C.C.; Yang, K.; Wang, K.F.; Pei, X.; Dong, Z.H.; Hong, Y.L.; Zhang, X.D. Combination of fused deposition modeling and gas foaming technique to fabricated hierarchical macro/microporous polymer scaffolds. Mater. Des. 2016, 109, 415–424. [Google Scholar] [CrossRef]
- Shabab, T.; Bas, O.; Dargaville, B.L.; Ravichandran, A.; Tran, P.A.; Hutmacher, D.W. Microporous/Macroporous Polycaprolactone Scaffolds for Dental Applications. Pharmaceutics 2023, 15. [Google Scholar] [CrossRef]
- Men, N.T.H.; Jeong, T.H.; Kim, S.Y.; Kim, K.B.; Ha, T.H.; Ahn, S.J.; Kim, Y.H. Porous structures prepared by a novel route: Combination of digital light processing 3D printing and leaching method. J. Manuf. Process. 2021, 67, 46–51. [Google Scholar] [CrossRef]
- Montelongo, S.A.; Chiou, G.; Ong, J.L.; Bizios, R.; Guda, T. Development of bioinks for 3D printing microporous, sintered calcium phosphate scaffolds. Journal of materials science. Materials in medicine 2021, 32, 94. [Google Scholar] [CrossRef]
- Zhang, B.Q.; Pei, X.; Song, P.; Sun, H.; Li, H.Y.; Fan, Y.J.; Jiang, Q.; Zhou, C.C.; Zhang, X.D. Porous bioceramics produced by inkjet 3D printing: Effect of printing ink formulation on the ceramic macro and micro porous architectures control. Compos. Pt. B-Eng. 2018, 155, 112–121. [Google Scholar] [CrossRef]
- Snyder, J.E.; Hunger, P.M.; Wang, C.; Hamid, Q.; Wegst, U.G.; Sun, W. Combined multi-nozzle deposition and freeze casting process to superimpose two porous networks for hierarchical three-dimensional microenvironment. Biofabrication 2014, 6, 015007. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.Y.; Zhou, J.; Liu, C.; Zhang, J.M.; Shibata, Y.; Kong, N.; Corbo, C.; Harris, M.B.; Tao, W. Emerging biomimetic nanotechnology in orthopedic diseases: progress, challenges, and opportunities. Trends Chem. 2022, 4, 420–436. [Google Scholar] [CrossRef]
- Jakus, A.E.; Rutz, A.L.; Shah, R.N. Advancing the field of 3D biomaterial printing. Biomedical materials (Bristol, England) 2016, 11, 014102. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Hierarchical organization of bone at multiple scales. [40].
Figure 1.
Hierarchical organization of bone at multiple scales. [40].
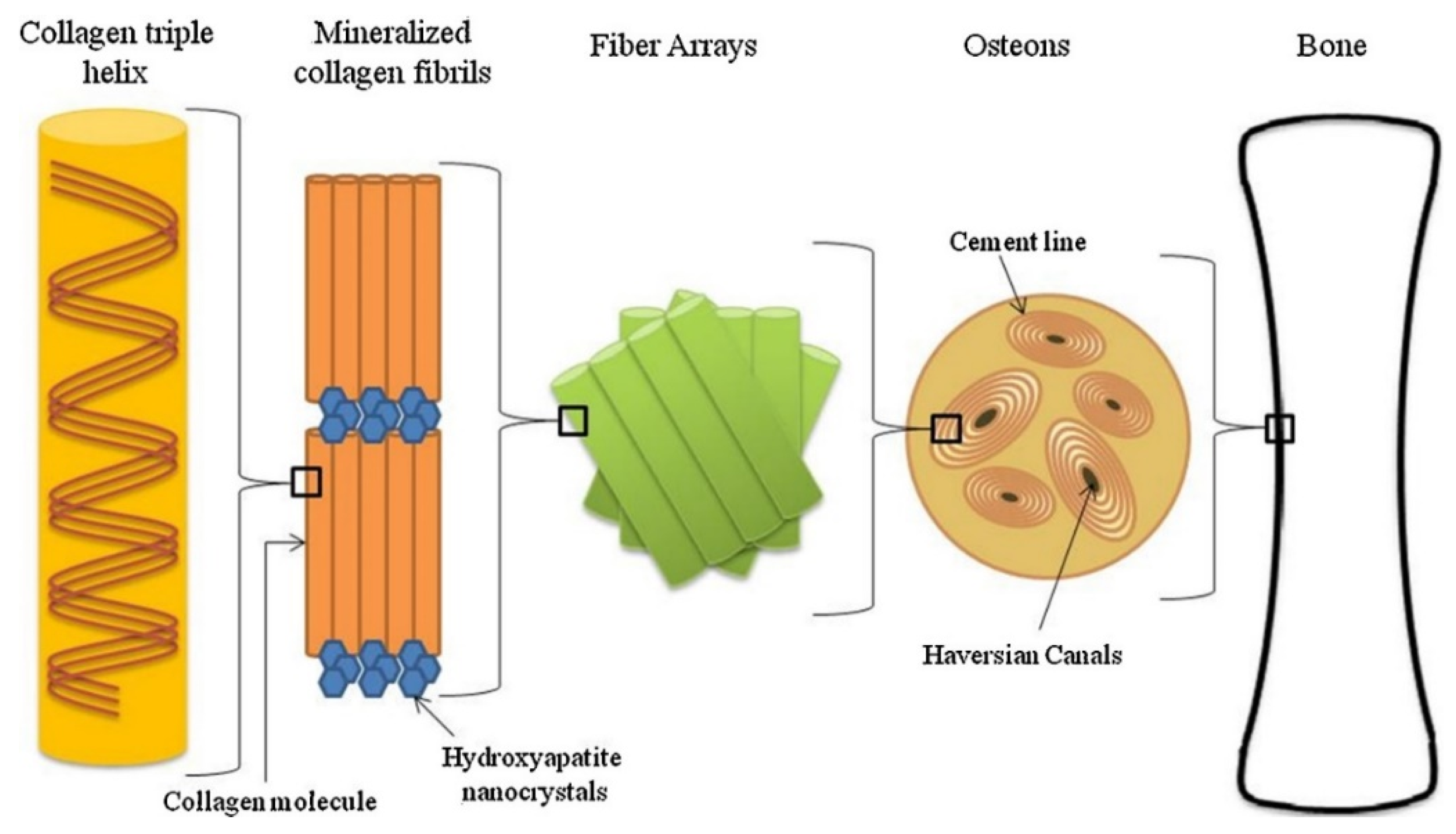
Figure 2.
The multi-scale structure of human bone. a, Cross section of the human proximal femur. b, Representative volume element (RVE) of the trabecular network and c, RVE of single trabeculae. d, Representative volume element of cortical bone. [41].
Figure 2.
The multi-scale structure of human bone. a, Cross section of the human proximal femur. b, Representative volume element (RVE) of the trabecular network and c, RVE of single trabeculae. d, Representative volume element of cortical bone. [41].
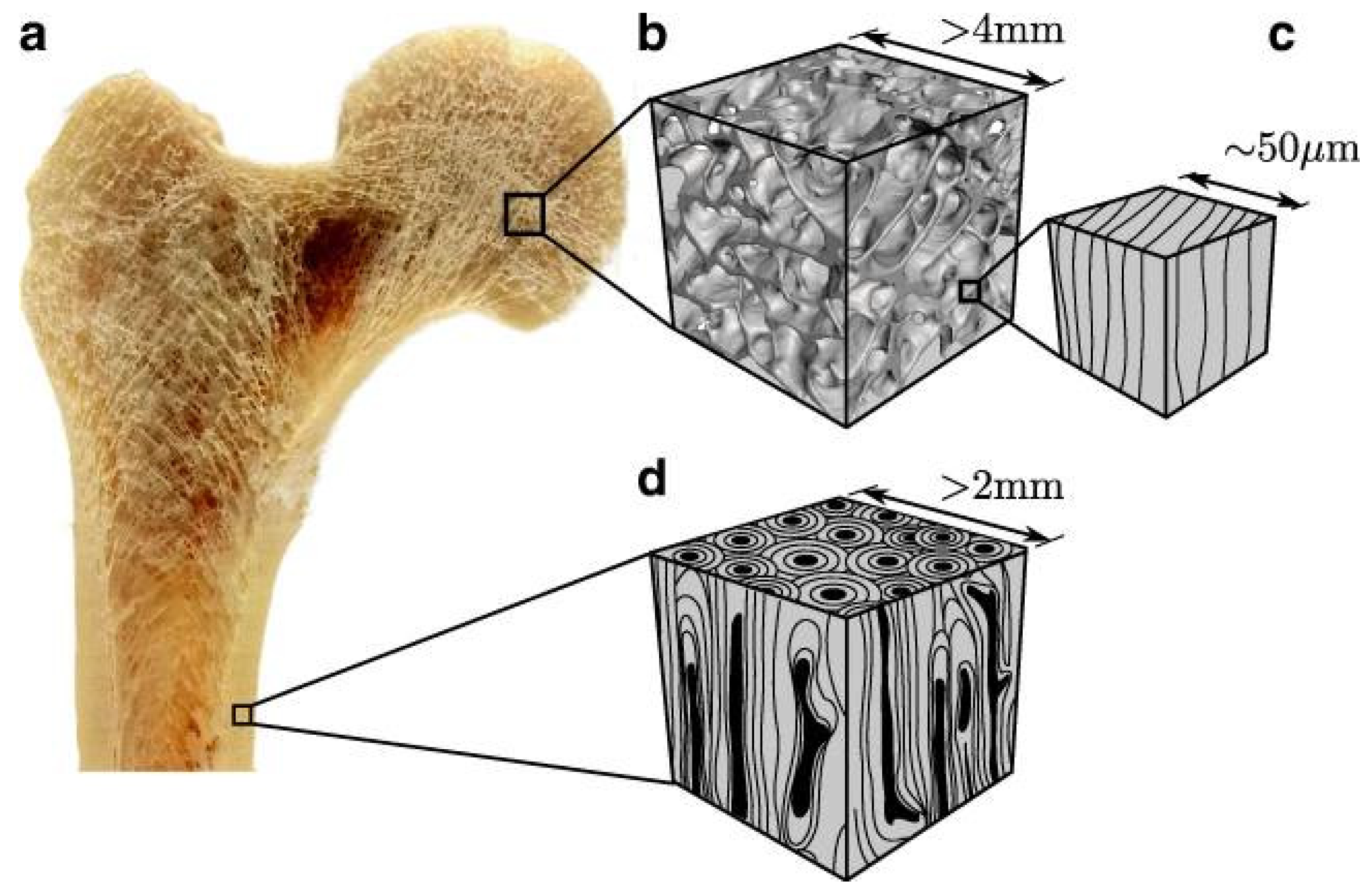
Figure 3.
Overview of the strategies to design BTE scaffolds.
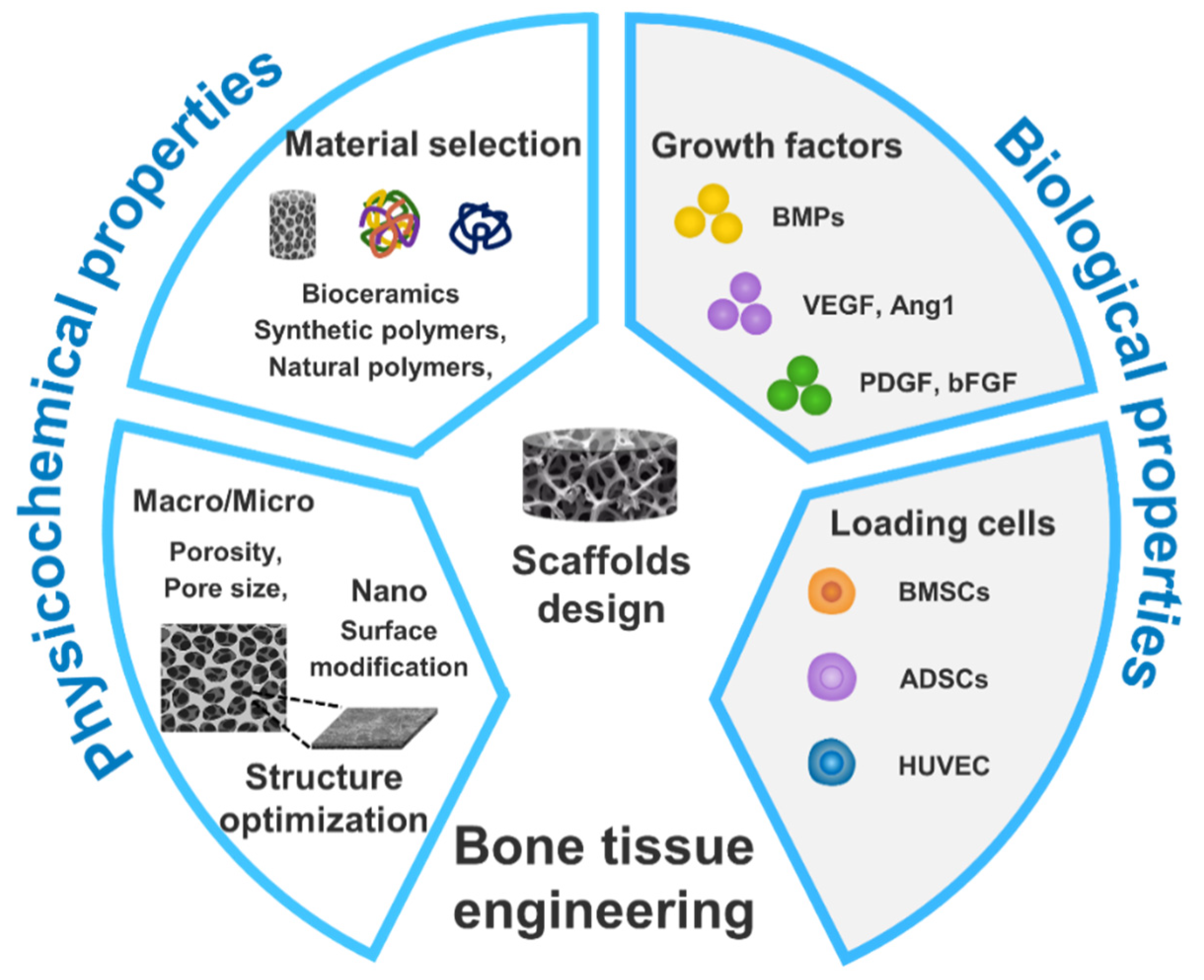
Figure 6.
Mesoporous bioactive glass scaffolds presenting a multi-scale porous structure. [117].
Figure 6.
Mesoporous bioactive glass scaffolds presenting a multi-scale porous structure. [117].
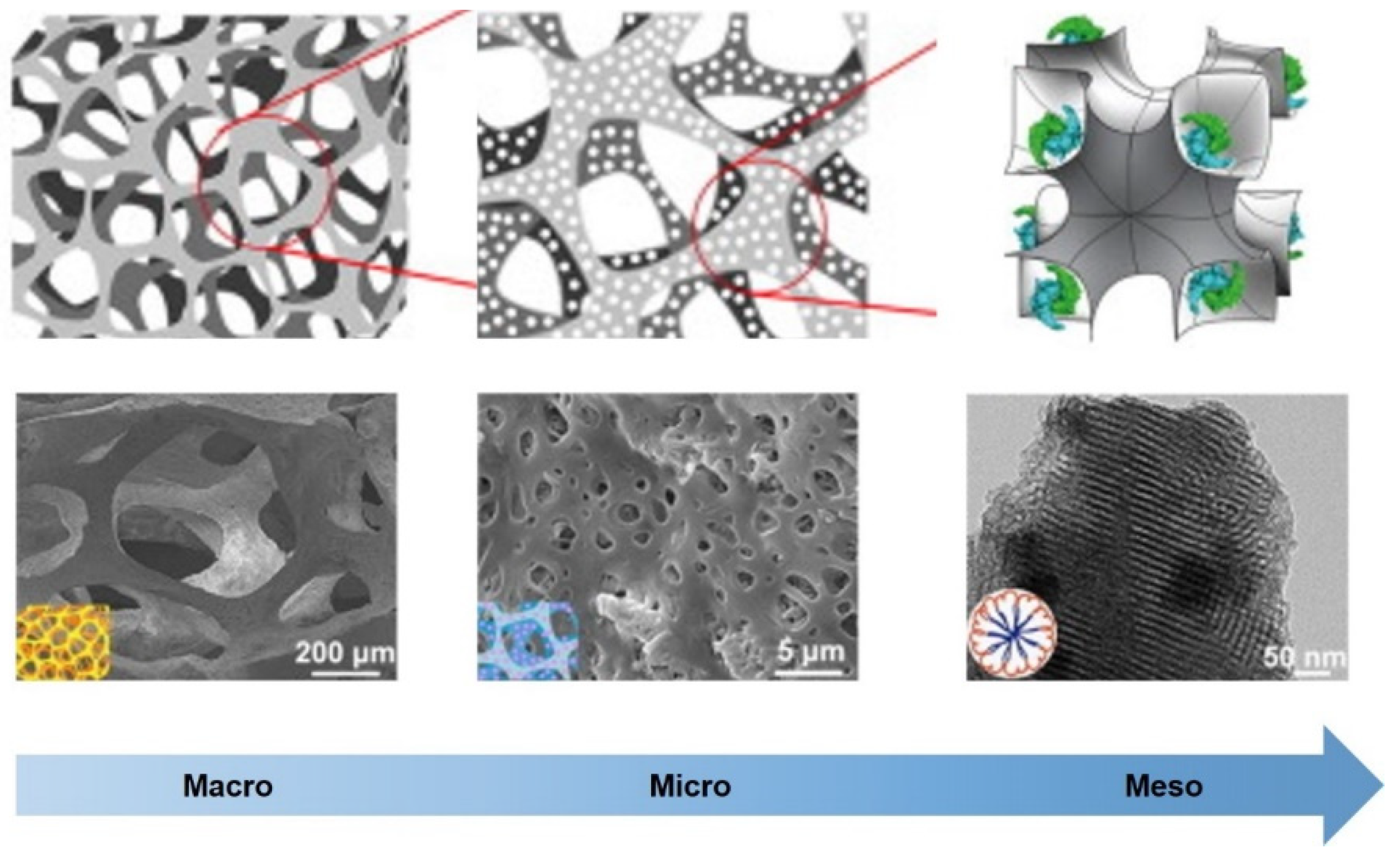
Figure 7.
The schematic diagram and the characterization of 3D printing Haversian bone–mimicking scaffolds integrated with Haversian canals, Volkmann canals, and cancellous bone structure. [80].
Figure 7.
The schematic diagram and the characterization of 3D printing Haversian bone–mimicking scaffolds integrated with Haversian canals, Volkmann canals, and cancellous bone structure. [80].
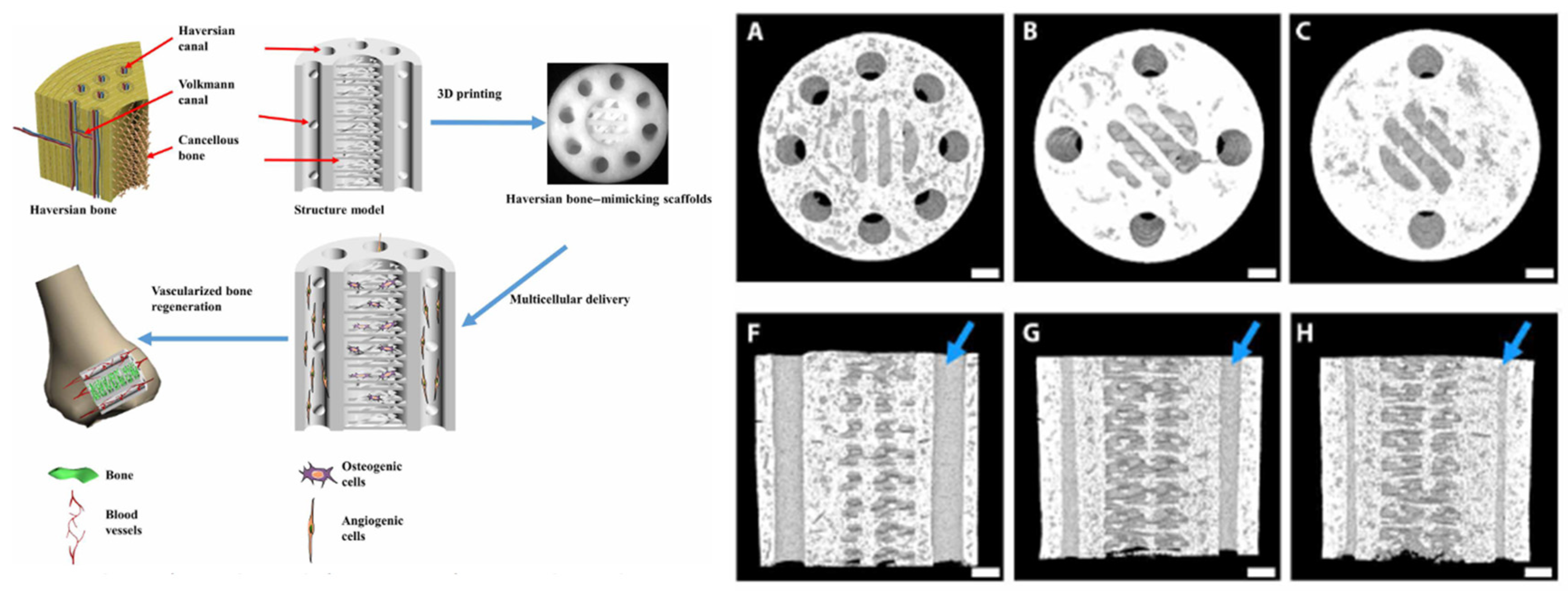
Figure 8.
Biomimetic strategy to construct a 3D optoelectronic scaffold with Si nanostructures for bone regeneration. [123].
Figure 8.
Biomimetic strategy to construct a 3D optoelectronic scaffold with Si nanostructures for bone regeneration. [123].

Table 2.
The describes of the advantages and disadvantages of different manufacture techniques for BTE scaffolds.
Table 2.
The describes of the advantages and disadvantages of different manufacture techniques for BTE scaffolds.
| Technique | Advantages | Disadvantages |
|---|---|---|
| Solvent casting/particle leaching | low-cost; effective control and tunable of appropriate structures | organic solvents residues; time consuming; limited bulk volume |
| Freeze-drying | high porosity and interconnection; low-cost | poor control of the location of pore space |
| Phase separation | high degree of adjustability; easy to combine with other manufacturing techniques | utilization of organic solvents; Inadequate regulation of pore interconnection |
| additive manufacturing | creating scaffolds with precise design | high-cost; time-consuming |
| electrospinning | produce nano-scale fibers to mimic nano features | high-cost; time-consuming |
Table 3.
The describes of the multi-scale structure characteristics obtained based on the multi-assembly process.
Table 3.
The describes of the multi-scale structure characteristics obtained based on the multi-assembly process.
| Assembly process | Manufactrure of multi-scale structure | Characteristics of multi-scale structure | Ref |
|---|---|---|---|
| Gas foaming + porogen leaching | The size and concentration of the pore-foaming agent were utilized to control the formation and size of macro-pores. The micro-pores were controlled by adjusting the gas foaming parameters. | The multi-scale porosity was beneficial to cell adhesion, proliferation and differentiation. | [163] |
| Dynamic freeze casting (DFC) + micro-arc oxidation (MAO) | DFC was used to produce a porous structure with relatively large pores and high porosity, MAO was used to form microporous surface. | The compressive strength and elastic modulus were controlled by manipulating the porosity. The multi-scale porous scaffolds showed better biological response. | [164] |
| Freeze casting + porogen leaching | Freeze casting was used to produce relatively large dendritic pores with several tens of microns size, porogen leaching was used to form micron-sized small spherical pores. | The two methods are combined to readily tailored the porosity and compressive strength. | [165] |
| Thermally induced phase separation (TIPS) + porogen leaching | The size of the nanofibers could be regulated by adjusting the concentration of the polymer and phase separation temperature. The large pore size can also be customized according to the template sphere size. | The hierarchical structure of the scaffolds provided a large surface area, enhancing both the bioactivity and the potential as a drug delivery depot. | [166] |
| Photolithography + chemical modification | The multi-scale features of the hole/column/groove/ridge based on 3D were prepared on the PDMS carrier by photolithography, and the nano surface were obtained by chemical modification. | The multi-scale structures synergically affected the cell behaviors. | [167] |
| 3D printing + MAO | The macroporous titanium implants prepared by 3D printing were treated with MAO to obtain nano-morphology. | Such scaffolds with micro-nano morphology were beneficial to enhance apatite induction ability in vitro and bone integration ability in vivo. | [168] |
| 3D printing + electrospinning | The macro- /micro-scale porous scaffolds with multi-scale (bimodal) pore diamerter distribution of 300μm and 20μm were prepared by combining 3D printing and electrospinning techniques. | The scaffolds could promote the expression of osteogenic markers in MC3T3 cells. | [169] |
| 3D printing + electrospinning | Polyester warp knitted scaffolds were utilized to mimic the collagen fiber layer of the natural ECM with a pore size range of 1-5 µm. Electrospinning were used to prepare nano-scale morphology and 3D printing were employed to replicate micro-scale morphology. | The multi-scale scaffold can provide structural and mechanical support. | [170] |
| 3D printing + near-field electro-spinning (NFES) | 3D printing were used to prepare the macro-scaffold, the NFES were used to build tissue micro-morphology . | The macro- and micro-structures have high controllability, which meet the needs of mechanical properties in tissue engineering. | [171] |
| Melt deposition modeling (FDM)+ electro-hydrodynamic (EHD)printing | Through the manipulation of modules to regulate the electric field and extrusion, it is possible to convert between FMD and EHD modes during the printing process. This enables the creation of a multi-scale direct writing system wherein both coarse and fine fibers can be effortlessly printed using a single device. | Within this multi-scale composite scaffold, the coarse fibers offer adequate strength, while the fine fibers create a microenvironment that is conducive to cell adhesion | [172] |
| Melt deposition modeling (FDM)+ Melt electrospinning (MEW)+ solution electrospinning (SE) | The meso-, micro-, and nano-fibers fabricated via FDM, MEW, and SE can provide structural support, promote cell alignment, and create a biomimetic microenvironment to facilitate cell function. | Multi-scale hierarchical scaffolds can improve cell adhesion and proliferation, as well as facilitate cell alignment. | [173] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



