
Submitted:
29 October 2023
Posted:
30 October 2023
You are already at the latest version
Abstract
Nowadays, digitalization and automation in both industrial and research activities is a driving force for innovations. In recent years, Machine Learning (ML) techniques - the subset of Artificial Intelligence - have been widely applied as a key tool to automize and digitalize numerous in-dustrial processes. ML models can predict specific features, like materials' lifetime in a heating device, based on recently trained algorithms with applied input data. The results of ML algorithms are easy to interpret and can significantly decrease the time of research and decision-making, thus, substituting the trial-error approach. This work presents the state of the art in the application of Machine Learning in the investigation of MgO-C refractories for the steel industry. Also, the work presents an overview of the most commonly used ML algorithms in refractory engineering. So far published results confirm the high performance of ML, e.g., for prediction of oxidation behaviour, optimum graphite content and wear rate of MgO-C refractories, or for clustering materials based on various fused and sintered MgO sources into groups with similar corrosion resistance, thus, permitting to reduce expensive fused raw materials content. Most of the presented works were positively validated via experiment.
Keywords:
machine learning
; MgO-C
; refractories
1. Introduction
Magnesia-carbon refractories (MgO-C) belong to the most significant type of refractories for steel and iron industry devices. They thermally protected basic oxygen furnaces (BOF), steel ladles, electric arc furnaces (EAF), and are used in the production of special products like purging shapes or taphole sleeves [1]. The wear of the MgO-C refractories is caused mainly by the attack of metallurgical slag, oxidation of C by oxygen or other oxidizing compounds, and interaction with CO/CO2 which occur at temperatures 1600-1750oC [1]. Also, the thermomechanical impact, associated with thermal shocks and turbulent flow of hot metal, significantly influences the MgO-C refractories' lifetime [1]. The typical lifetime of MgO-C lining in BOF varies from around 2000 up to 10000 heats or more depending on maintenance conditions [2,3,4]. In steel ladle differentiation in the lifetime is substantial as the ladle campaign might be finished after 123 – 183 [5], 70 - 85 heats [6] or even after only 8-20 heats [7]. The refractory lining lifetime in EAF is also highly differentiated. Typical EAF lining lifetime is 500 - 1000 heats. But, even in one steel plant, it can vary from approximately 500 heats up to 1200 heats [8]. Refractory wear generates high maintenance costs. The high cost derives not only from the purchase and replacement of new refractory products but also from work stoppage and urgent repairs. The recent significant progress in R&D activities influenced the extended lifetime of heating devices, e.g. the lifetime of refractories in steel ladles increased from 128 to 157 heats by optimization of lining materials and service conditions [9]. Another example is increasing the VOD ladle lifetime from 8.5 heats (2017) to 20 heats (2021) via the addition of ZrSiO4, which enhanced the mechanical and thermomechanical properties of MgO-C bricks [7].
Although the MgO-C refractories have been used since 1950 in steel and refining plants [10], their lifetime is still extending owing to progressing research efforts. One of the main research direction in MgO-C improvement is application of various metallic and non-metallic additions (e.g. Al, Mg, Si, SiC, Al-Mg, Fe) [11,12,13,14,15] as well as developing the new ones (e.g. c-ZrN nanopowder, Ti3AlC2, Ti3SiC2, Cr3C2C, spinel micro-powder, YAG nanopowder or other oxides composites) [16,17,18,19,20,21,22,23,24,25]. Their addition to MgO-C improves decarburization resistance as well as hot properties, like hot strength and thermal shock resistance. Corrosion resistance of MgO-C is also broadly investigated, with multiple techniques used, like induction furnace test [26,27,28], finger test [29,30], sessile drop technique [31,32,33,34], cup test [35,36,37,38], single hot thermocouple technique [39] and observations of in-situ changes using high stage microscope [40]. Recently, new calcium-magnesium-aluminate raw materials were developed, which promote the formation of a protective layer at the hot face of MgO-C bricks during operation [41,42,43]. With an increased demand for widely understood decarbonization and sustainable development, much effort is also put into recycling of MgO-C materials [44,45,46,47]. Ludwig et al. [44] obtained satisfactory results for 20% and even 30% addition of recycled MgO-C aggregate in a composition of new MgO-C brick. These areas have great potential for further improvements and research as around 28 million tons of spent refractories are generated annually [46] while the total worldwide production of refractories is 35-40 million (70% for steel industry).
However, the commonality for all these experimental studies is that both experiments and results interpretation are always conducted in a traditional way, with a relatively low number of data taken to analysis. For MgO-C refractories, researchers are focused on a very detailed investigation of mechanisms responsible for the particular hot-temperature behaviour of the MgO-C bricks. Simultaneously, researchers have to face the high amount of various data [48]. For this reason, the refractory industry shall take the opportunity of available data and introduce techniques that allow their better usage.
Recently, more companies have been interested in collecting data and finding relations vs. refractories' wear rate to optimize the process and make it more efficient as well as environmentally friendly. Implementation of 4.0 Industry [49] has created a new reality for many companies. This strategy has blurred the difference between the work of people and machines [49]. One of the objectives of the 4.0 Industry is to achieve a higher level of digitalization, automation and improvement of decision-making processes with automated data exchange [50]. An invaluable tool is machine learning (ML) whose outstanding performance has so far been reported in numerous materials science researches [50]. ML algorithms refer to computational systems that can be learnt to further perform specific tasks, with no need to implement any explicit programming. Moreover, the quality of algorithm performance improves with extended experience [50]. Interest in using ML techniques constantly grows. Web of Science database searched with the keyword “machine learning” at 10 years ago (2013) showed 1908 papers, while in 2022, 2021 and 2020 it was 34934, 30053 and 22335, respectively. This 56 % increase in the number of publications through only the last 2 years and 18 times increase throughout the last 10 years permits to predict the forthcoming boom in ML utilization. Furthermore, the data in the global datasphere are predicted to reach 175 zettabytes by 2025 (33 zettabytes in 2018) [51].
According to Pilania's work [52], ML algorithms can be applied in various applications in materials science. One of its applications is developing efficient and surrogate models which map and find relationships between material’s composition, structure, morphology, and processing to selected property or performance criteria. Moreover, the author indicates other numerous fields of machine learning application, like materials characterization and design, designing the experiments, prioritizing the experiments, properties prediction, molecular and atomistic simulations [52].
Taking into account the relatively newly applied ML technique in refractories and its vast innovation potential, this work aims to evaluate the published most important works on the application of various machine learning techniques in the investigation of MgO-C refractories.
2. Machine Learning Algorithms – an overview
Machine Learning is a subset of Artificial Intelligence. Algorithms are dedicated to building the computational tools which make decisions without explicit coding. One of the main aims of the application of ML algorithms is taking the historical data and training the algorithms to further use these data in the prediction of specific features. The main advantage of ML algorithms is their powerful performance and speed of data processing compared to hand-coding. ML algorithms proved their performance and utility in a variety of fields, like speech recognition, text mining, medicine, data analysis, aeronautics, data analysis, stock market analysis and many others [53,54]. This wide range of applications is possible due to a variety of existing algorithms which were presented in Figure 1 based on [52,53,54,55,56] (the graph does not exhaust all currently used algorithms).
Sarker [53] has divided ML algorithms into four groups, including Supervised Learning (algorithms: Classification and Regression), Unsupervised Learning (Clustering), Semi-Supervised Learning (Classification and Clustering, based on labelled and unlabeled data) and Reinforcement Learning (Positive and Negative).
Jain and Kumar [54] described 3 groups of ML algorithms, indicating specific ones in each of the groups. The first group is Supervised Learning with Classification (algorithms: Naïve Bayes, Decision Trees, Support Vector Machines, Random Forest, K-Nearest Neighbors) and Regression (Linear Regression, Neutral Network Regression, Lasso Regression, Ridge Regression), the second group is Unsupervised Learning (Principal Component Analysis, K-means, Mean Shift Clustering, DBSCAN Clustering, Agglomerative Clustering), the third group is Reinforcement Learning (Q-Learning, R- Learning, TD- Learning and Monte Carlo Method).
According to Sarker [53], the algorithms with the highest popularity index worldwide are assigned to a group of Reinforcement Learning, but their popularity decreased in 2020. Pugliese et al. [56] showed that, in 2021 popularity index of Reinforced Learning was still the highest, while Supervised and Unsupervised Learning popularity indexes were on a similar level. As Pugliese et al. explain in [56], the popularity of Reinforcement Algorithms (algorithms based on interactions with the environment) is used to solve real-world problems in a variety of fields such as game theory, control theory, operation analysis, information theory, simulation-based optimization, manufacturing supply chains logistics, swarm intelligence, aircraft control, robot motion control, laparoscopic surgery, traffic forecasting service, smart cities development, etc. [56].
3. Machine Learning in investigation of MgO-C materials
3.1. Oxidation mechanism of MgO-C refractories
Artificial Neural Networks (ANN), which is one of the supervised ML techniques (belonging to Supervised Learning – Regression, Figure 1), was used by Nemati and Moetakef [57] to predict the oxidation behaviour of MgO-C materials. The authors tested several MgO-C materials with different carbon content. ANN was used to predict the activation energy of oxidation, effective diffusion coefficient and diffusion activation energy of oxidation. An input variable was the weight loss of MgO-C materials at different temperatures depending on graphite content from 4.5% to 17%. The model was developed using a standard feed-forward-back propagation network with one hidden layer. Oxidation of carbon in MgO-C refractories was found to be driven mainly by diffusion. ANN model was also utilized to predict the effective diffusion coefficient at different temperatures. The obtained results were of good quality of fit, expressed by the determination coefficient R2 in the range of 0.986 - 0.999. Finally, the three-layer back propagation ANN model was used to predict the oxidation kinetics of MgO-C specimens based on their weight loss at different temperatures. The authors developed reliable models with excellent fit between experimental and calculated data. The oxygen diffusion was reported as responsible for carbon oxidation in MgO-C refractories.
The oxygen diffusion mechanism in MgO-C composites was investigated by A. Nemati and E. Nemati [58] with the use of the ANN approach. The authors used a standard feed-forward-back propagation network with one hidden layer. For training purposes, the Bayesian regularization algorithm was used (Levenberg-Marquardt modified backpropagation algorithm). The training was conducted with the use of different numbers of neurons in the hidden layer to find the optimal architecture. The external data set from other authors' experiments was utilized in this study. Similarly to previous work [57], the input variables were the carbon content in the materials, oxidation temperature and weight loss of the MgO-C specimens. It was assumed that three mechanisms control the oxidation rate: chemical adsorption, diffusion and chemical reaction. Calculations were performed for a wide range of MgO-C materials, with graphite content varying from 5% to 30%. Authors developed models which enabled to prediction of the effective diffusion coefficient for selected materials with the R2 coefficient in the range of 0.986 - 0.999, depending on the carbon content and temperature of the test. If only one diffusion mechanism occurred, the low-temperature diffusion activation energy of oxidation was predicted to be in the range of 21.233 - 35.000 kJ·mole-1 depending on carbon content. The high-temperature diffusion activation energy was predicted to be in the range of 42.148 - 109.645 kJ·mole-1 depending on carbon content. If three diffusion mechanisms occurred, the low-temperature diffusion activation energy of oxidation was also predicted to be 16.478 - 25.697 kJ·mole-1 depending on carbon content. The high-temperature diffusion activation energy was predicted to be 31.37 - 219.71 kJ·mole-1 depending on carbon content. Authors also confirmed that predicted data are comparable with experimental ones obtained by other authors in [59,60,61]. The increased temperature resulted in the activation energy drop due to the increased oxygen diffusion rate. It was also confirmed that, oxygen diffusion through the pores is the most significant factor controlling the oxidation intensity of MgO-C material.
3.2. ML in laboratory testing and optimization of MgO-C refractories composition
Mazloom et al. [62] used Artificial Neural Networks to optimize graphite content in MgO-C refractories. The work aimed to find the optimal ratio of graphite to resin to provide the highest possible compressive strength and minimize the apparent porosity of the materials. 25 formulations of MgO-C refractories were selected, which varied in the amount of the resin (1.0% - 3.0%) and graphite (7.5% - 17.5%). In total, 100 specimens were prepared (4 specimens for each of 25 formulations) for experimental testing. According to the obtained results, it was found that replacing magnesia powder with graphite leads to a decrease in compressive strength of up to 10% of graphite content. If the graphite content was 12.5% the compressive strength increased, but further increasing the amount of graphite to 15% and 17% caused the decrease in compressive strength. Experimental results showed that, an increase in the content of synthetic resin was always associated with an increase in cold compressive strength. The compactness of specimens with fixed resin content (determined by open porosity measurements) decreased with the increased graphite content to 15% in MgO-C, while above 15% of graphite, only a slight increase in apparent porosity was observed. The higher amount of synthetic resin is considered to reinforce the effect of increased graphite content. For ML model development, backpropagation of training error and a three-layer network for training were used. Two variables were selected as input data, namely, resin and graphite content, while output variables were the ultimate compressive strength and apparent porosity of 100 specimens prepared experimentally. Approximately 250 cycles of training were conducted with the use of different numbers of neurons to find the best model. Applying ANN it was reported that, 13.5% of graphite and 3.0% of synthetic resin in formulation shall provide the highest ultimate compressive strength with the lowest apparent porosity. The model was validated experimentally on 7 specimens, based on the ANN-proposed formulation. The ultimate cold compressive strength predicted by ANN was 365.16 MPa, while the experimental one was 376.47 MPa, which means a 1.3 % error. ANN predicted apparent porosity of 7.08 % while the experimental was 7.11%, which gives a 0.35% error. The obtained results are shown in Table 1. As the authors stated, a reliable and accurate model is feasible to be developed using ANN to predict the MgO-C material's properties.
An example of optimization of MgO-C formulation for improved corrosion resistance was studied by unsupervised learning techniques using clustering algorithms [63]. 20 different variants of MgO-C materials were prepared based on four different main raw materials. From each of the variants, 8 industrially produced MgO-C bricks were selected for further examinations. Basic physicochemical properties (apparent porosity and bulk density, apparent porosity and bulk density after coking, decarburization resistance at 900℃ and 1100℃, chemical composition and graphite content) were experimentally measured. Principal Component Analysis (PCA) and K-Medoids algorithm were applied to develop a model which clusters the MgO-C materials into groups of comparable properties. PCA analysis showed that, it is possible to use 2 variables, instead of 8, to characterize the prepared MgO-C materials. A new variable PC1 was obtained which explained approximately 81% of the variability in a data set and referred to the basic properties of MgO-C materials. The second variable PC2 explained about 12.3% of data variability and referred to values of pressure used for shaping the materials. In the K-Medoids algorithm with PAM (Partitioning Around Medoids), PC1 and PC2 were used as input variables. The algorithm enabled to distinguish 9 groups with materials of considerably comparable properties. It was assumed that, materials assigned to the same clusters by the PAM algorithm have comparable corrosion resistance. The experimental tests of corrosion resistance were conducted with the use of an induction furnace to verify the obtained ML results. The algorithm indicated that, a material consisting of fused magnesia of standard quality (shaped at 120 MPa) should perform similarly to a material consisting of 65% sintered and 12% fused magnesia of the highest quality (shaped at 180 MPa). Moreover, the algorithm suggested that, materials composed of fused magnesia of standard quality and 27% of sintered magnesia (shaped at 180 MPa) should perform similarly at high temperatures to test materials containing 65% of sintered magnesia and 12% of the highest quality fused magnesia. With statistical tests (Wilcoxon test) applied to measured wear rates after corrosion tests, it was confirmed that, the described materials variants located in the same cluster indicated by the PAM algorithm (performed similarly after being exposed to slag attack at high temperature). So, algorithms properly indicated the materials of comparable corrosion resistance. The conducted examinations coupled with computer calculations show the directions and possibilities to substitute fused raw materials with sintered ones with no loss of corrosion resistance.
The slag corrosion resistance of MgO-C refractories was also examined by Akkurt [64] with the use of Artificial Neural Networks. The work aimed to predict the wear rate of MgO-C refractories for steel ladles based on the results of laboratory corrosion tests. The data were collected from a series of corrosion finger tests (without rotating the samples). The architecture of the designed ANN was as follows: three layers of feed-forward type and six neurons in the input layer. The input variables were the percentage content of CO in the atmosphere, time of brick exposure for slag attack, temperature of a test and CaO/SiO2 ratio of the slag. The measured surface of the lost area in the cross-section of tested specimens was taken as output data. In the testing stage, the average testing error was reported at 14.2% with R2=0.92. A detailed comparison of predicted and experimental data was presented in Table 2. Surface plots showing the relationship between input variables and the percentage of lost area during corrosion were generated as a complementation of the results. It was shown that, an increase in temperature lead to an increase in refractory wear. An insignificant interaction was observed between temperature and time of lining exposure for corrosive factors. Some values of prediction error in Table 2 exceed 15%. This phenomenon is probably associated with the relatively low amount of experimental measurements done by the authors, however, the results of ANN performance are consistent with the current state of knowledge concerning the MgO-C corrosion mechanism.
3.3. Thermomechanical properties of MgO-C refractories in steel ladles
An advanced investigation of the thermomechanical behaviour of different lining concepts in steel ladles was conducted by Hou et al. [65]. Artificial Neural Networks were used, among others, to predict the thermal and thermomechanical response of refractory lining during operation. 160 different configurations of lining were investigated. In this research, the Finite Element (FE) method was used to obtain the input data for ANN architecture design. The FE calculation included preheating the refractory bricks' hot face in the ladle to 1200ۥ°C for 20 hours and direct exposure for tapping temperatures up to 1600°C. 95 minutes of refining process was assumed. For the experiment and calculation, 10 different variables were used assuming various steel shell lining thicknesses (insulation, permanent and working lining), different thermal conductivity and Young’s modulus of the bricks. Three-layer back propagation ANN was used for prediction. Hyperbolic tangent sigmoid was selected as an activation function. Three tests were used to establish the optimal ANN architecture. At the first test, all 160 samples were selected for the training where gradient descent with adaptive learning rate backpropagation (GDX) algorithm was selected. In the second test, the data set was divided into three groups (96, 126 and 160 samples) to find the minimum sample size for the study. In the third test, 8 different algorithms were used to find the most favourable one for the steel ladle. Models assessment was conducted with the use of various errors: RE_MAX (maximum relative error), MRE (mean relative error), RRMSE (relative root mean squared error) and coefficient of determination B. Out of 8 algorithms, 2 were selected (CFG – conjugate gradient back-propagation with Fletcher-Reeves update and BR – Bayesian regularization back-propagation) as the most suitable for calculations. Then, the ANN was built to compare the performance of selected algorithms in the prediction of the end temperature (temperature at the cold end of the steel shell), maximum tensile stress and maximum compressive stress. The comparison results are shown in Table 3. Low values of RE_MAX and MRE and high values of B are desirable. For the maximum tensile strength and maximum compressive strength, the BR model performed more efficiently than the CFG model (for BR: higher values of coefficient of determination B, lower values of MRE, lower value of RE_MAX for tensile strength). Based on the obtained results, the BP-ANN model with BR was utilized for final calculations.
The optimal ANN architecture was found for 7 nodes in the hidden layer and Bayesian regularization with 160 samples for training. Two insulation lining concepts (lining 1 and 2 according to Table 4) were compared with the use of optimized ANN architecture. For this lining concept, predicted (ANN) and simulated (FE modelling) values of selected properties (steel shell temperature, maximum tensile stress, maximum compressive stress) were shown in Table 5.
The results presented in Table 5 confirmed that ANN performed outstandingly. The predicted values of selected properties (steel shell temperature, maximum tensile stress, maximum compressive stress) were close to FE simulated ones. The temperature difference between the predicted value and the value obtained through FE modelling for lining concept 1 was only 4℃. Furthermore, for lining concept 2, the model predicted the same temperature of a steel shell as modelled through FE of 259oC. The predicted maximum tensile stress for lining concept 1 was 1433 MPa, while it was 1495 MPa for FE modelling which gives a 4.1% error. For lining concept 2, the predicted maximum tensile stress was equal to 1576 MPa while for the FE modelled it was 1539 MPa which means a 2.4% error. As it comes to compressive stress for lining concepts 1 and 2, the difference between the predicted and FE-modelled maximum was 5 MPa and 2 MPa, respectively. The presented model was also reported as promising for materials recipe improvement and steel production optimization.

Table 5.
Comparison of simulated and predicted values of two proposed optimal lining concepts from FE modelling and predicted by BP-ANN, based on [65].
Table 5.
Comparison of simulated and predicted values of two proposed optimal lining concepts from FE modelling and predicted by BP-ANN, based on [65].
| Steel shell temperature [°C] |
Maximum tensile stress [MPa] |
Maximum compressive stress [MPa] | ||||
|---|---|---|---|---|---|---|
| modelling (FE) | predicted (BP-ANN) |
modelling (FE) | predicted (BP-ANN) |
modelling (FE) | predicted (BP-ANN) |
|
| Lining concept 1 | 280 | 276 | 1495 | 1433 | 512 | 517 |
| Lining concept 2 | 259 | 259 | 1539 | 1576 | 517 | 515 |
The variation of the study [65] was performed in [66] to optimize the number of nodes used in the hidden layer of ANN. Taguchi method was used to find minimum numbers of input variables. Variation/response complexity was found crucial for establishing well-performed ANN architecture. Developed methodology and models were used to investigate higher numbers of lining concepts (192 linings) in the case of thermomechanical response in steel ladles [67].
3.4. ML application for industrial data analysis
Borges et al. [68] applied Self Organizing Maps (SOM), which is one of the unsupervised algorithms, to identify the main factor influencing the wear rate of MgO-C materials at slag line of steel ladles. Around 6700 data points collected from the industrial database were analyzed. The authors compared the results of the traditional statistical approach with the SOM results. SOMs consisted of 7 neurons vertically and 6 neurons horizontally for selected properties. Approximately 23 metallurgical parameters were investigated. The SOM maps showed the relations between ladles lifetime and hot metal treatment with CaSi, Ar bubbling without CaSi, Ar bubbling with CaSi, steel permanence time, steel temperature after tapping, steel weight, type of products (thick plates, hot strips, boards for sale). At each step of the analysis, the results were verified with the use of typical regression and correlation analysis. Based on SOM results, authors indicated the numerous reasons responsible for premature or intense wear of MgO-C materials in steel ladles, including, the amount of chemical additions (like nepheline and CaSi), the interaction between desulphurization route and intensity of ladle furnace use, extended contact time of refractories with slag. ML algorithm results were found to agree with traditional statistics calculations.
Another industrial work concerning the ladle treatment was conducted by Jančar et al. [69]. The authors used selected metallurgical parameters as an input variable to build the Artificial Neural Network for the prediction of the ladle lifetime depending on input values. The output variable was the number of castings. For the calculations, data associated with the secondary treatment of 230 t ladle in a steel plant Liberty Ostrava was used. 106 ladle’s campaigns were analyzed. At the first stage of analysis, a statistical evaluation of metallurgical parameters was performed. Parameters which insignificantly influenced data set variability were discarded from further analysis. For building the ANN, 7 parameters were selected as input variables, namely, empty ladle time, full ladle period, tapping temperatures, steel temperature after tapping, electricity consumption, number of heats with vacuum treatment and Ar consumption. A high-quality model was obtained during the network training, with a coefficient of determination R2 of 0.8927 for analyzing predicted vs. actual values of model output. During testing the model, the coefficient of determination for actual and predicted ladle lifetime was R2=0.66. The developed model was used to simulate the ladle lifetime for a wide range of values of selected properties (time of full ladle, Ar consumption, tapping temperature and electrical energy consumption). Authors showed that, if the tapping temperature increases the ladle lifetime decreases (R2=0.9719), and similarly, if the electrical energy consumption increases during secondary treatment the lifetime of the ladle decreases (R2=0.9860). According to the presented studies authors show that, if the time of the full ladle (an overall time when metal is present in the ladle) increases the ladle lifetime increases (R2=0.9249), similarly, if the Ar consumption increases the ladle lifetime increases (R2=0.9945). Furthermore, the authors extracted the selected variables' importance and their influence on ladle lifetime by developed criterion. Among 7 selected variables, the most negative impact on ladle lifetime has the time of empty ladle (assumed importance coefficient of -21.08%), electrical energy consumption (-20.43%) and number of heats with vacuum treatment (-15.71%). The most positive influence on ladle lifetime is associated with a higher amount of consumed Ar (+15.20%) and longer time with ladle fulfilled with metal (+9.71%). Based on the obtained models [59], authors expect to achieve increased ladles lifetime. Nevertheless, authors collect more data to expand their research.
Yemelyanov et al. [70] proposed the use of Artificial Neural Networks to diagnose lining conditions based on refractory lining thermograms. Work [70] showed the detailed steps to conduct image recognition using ANN. The method of preprocessing the thermal images is given by the authors to provide the best possible quality of data as input variables in ANN. The input parameters were as follows: mass centres of the thermograms, distance matrixes defining borders of specific lining zones and colours spotted on thermograms. ANN was used in this work to classify the burnout zones of the lining. The training of the network was conducted in two steps. The first step was the typical training of the network with data sampling. In the second step, only experimental data for training were utilized. 480 images of steel ladles and torpedo cars were applied for training. In the second stage, experimental thermograms (620 images) obtained from Alchevsk Iron & Steel Works were examined. The authors tested 22 neural networks to find optimal architecture. The obtained results enabled to implementation of specialized software in the Steel Plant to inspect the lining condition.
Zelik et al. [71] showed the application of Artificial Neural Networks to predict the wear rate of MgO-C refractories in the slag spout zone of a basic oxygen furnace. One campaign of BOF was considered in the analysis. 17 variables, collected automatically at the steel plant, were assigned as input variables, including the chemical composition of hot metal, treatment temperature, type of additive used in the process, and type of maintenance operation (gunning and slagging). The residual thickness of MgO-C bricks in the slag spout zone was taken as output data. Measurement of the residual thickness of the bricks was conducted with the use of a laser scanner directly at the steel plant. The wear indexes were calculated based on 16 laser measurements of the lining. Values of residual thicknesses were divided into wear classes calculated according to Eq. (1):
where, up is the upper boundary of the wear class, t is the class number (1…10) and w is the maximum value of the wear index. ANN was used to predict the wear class depending on selected metallurgical parameters. The quality of training was 64.56% and 66.21% for testing, performed using the R programming language. Table 6 presents the results of classification using the ANN model. Model performance was verified with the use of Orange 3.21 software. In that case, classification accuracy reached 63.9%. Evaluation of the variable's importance was done with the use of the Boosted Trees algorithm. Variables influencing the wear rate of MgO-C refractories most significantly were reported accordingly: the number of gunning operations as the most important, then MgO content in slag, amount of lime added to metal bath and hot metal weight.
The extension of this work [71] was shown in [72]. Authors used the industrial data of the metallurgical process in BOF to predict the wear rate of MgO-C refractories. 13 variables were selected, including Si and C content in hot metal, temperature and weight of hot metal, oxygen activity in metal bath, temperature at the end of the refining, amount of oxygen used during upper blow, amount of calcium added to the metal bath, amount of MgO-containing additives and the chemical composition of slag. Data was inspected and prepared in detail to provide the best possible quality. Exponential smoothing was implemented to remove noises from the data. Several ML models were tested to select the most accurate one for the prediction, including Multivariate Adaptive Regression Splines, Classification and Regression Trees, Boosted Trees and Artificial Neural Networks (Multilayer Perceptron, MLP type). Boosted Trees were reported as the most effective in the prediction of the wear rate of MgO-C refractories. The comparison of model performance was expressed with the use of different statistical measures (SSE, MSE, RMSE, R2, MAPE, MAE), as shown in Table 7. This extended analysis enabled to indicate the parameters that significantly influence the lifetime of BOF. The most important factors were found to be hot metal weight, then Si concentration in hot metal, scrap mass and oxygen activity in hot metal.
3.5. Benefits and limitations of ML techniques for investigation of MgO-C refractories
Although the number of publications on the application of Machine Learning is rapidly growing with a 56% increase throughout the recent 2 years, it is still very low when it comes to ML application in the refractory industry. Based on reviewed works [57,58,62,63,64,65,66,67,68,69,70,71,72], the most commonly used ML algorithm, and simultaneously giving the most accurate predictions, is Artificial Neural Networks. One exception is given in [72], which shows Boosted Trees as the highest fitting quality algorithm. Presented articles prove that, ML algorithms are highly useful in examinations and industrial applications of MgO-C materials. In the research process, the most significant advantage of applying the ML algorithms is a reduction of time-consuming and expensive experimental investigations in corrosion testing of MgO-C refractories [57,58].
The ML techniques have currently obvious limitations, as the quality of data collected in the industry is still not satisfactory. Thus, it is necessary and highly recommended to improve the process of data registration, especially data involving with steel production process to avoid missing data, unreal values or mistake-generative hand typing. Using data with unsatisfactory quality may lead to inaccurate conclusions.
Another important limitation is related to laboratory experiments and the fact that ML algorithms are then trained on the data collected from specific, highly advanced examinations. It might be difficult to apply external data to such models and obtain reliable results, especially if one - allegedly insignificant - factor is changed.
Nevertheless, the interest in using ML techniques in the refractory industry will be growing, as it seems that high digitalization in this area is unavoidable. The possibility of predicting the wear rate of refractories depending on metallurgical data shall be especially encouraging for refractories end-users. They should be conscious of the need to improve data collection in order to develop highly predictive models which will serve in industrial practice and help to make the steel process more sustainable.
4. Conclusions
The current state of knowledge on ML techniques - relatively newly applied in refractories investigation - was reviewed in this work for MgO-C materials, which constitute over 70% of total refractories production. The most commonly used ML algorithm is currently Artificial Neural Networks. The clustering algorithm is also effectively applied in the optimization of MgO-C materials and the identification of factors influencing the vessel's lifetime in steel production.
Nevertheless, the number of papers on the application of ML techniques is still insufficient considering the rapidly growing interest and high potential of ML techniques. The limited accessibility of reliable data is one of the reasons, that results from the disclosure politics of steel plants. The end-users of MgO-C refractories shall be conscious of the benefits gained from building high-quality ML models which can influence the extension of the lifetime of refractories, thus, making the steel production process more efficient and sustainable.
Concerning the experimental research activities on MgO-C refractories, it is always cost-intensive to prepare and analyze a great number of samples demanded for ML implementation. The experimental approach has been changing and wide implementation of ML in the refractory industry is unavoidable to speed up innovation in the industry in the near future which stands in front of a fast-changing and challenging environment.
Author Contribiution: Conceptualization, S.S. and I.J.; methodology, S.S.; validation, W.Z. and J.S; investigation, S.S.; resources, S.S and I.J.; writing—original draft preparation, S.S.; writing—review and editing, I.J.
Conflicts of Interest
Declare conflicts of interest or state “The authors declare no conflict of interest.”.
References
- Routschka, G.; Wuthnow, H. Handbook of Refractory Materials Design, Properties, Testings, 4th Ed. ed; Vulkan – Verlag Gmbh: Essen, Germany, 2012; pp. 92–98. [Google Scholar]
- Dai, Y.; Li, J.; Yan, W.; Shi, C. Corrosion mechanism and protection of BOF refractory for high silicon hot metal steelmaking process. J. Mater. Res Technol. 2020, 9, 4292–4308. [Google Scholar] [CrossRef]
- Guoguang, Z.; Husken, R.; Cappel, J. Experiance with long BOF campaign life and TBM bottom stirring technology. Stahl und Eisen. 2012, 132, 61–78. [Google Scholar]
- Husken, R.; Pottie, P.; Guoguang, Z.; Cappel, J. Overcoming the conflict between long BOF refractory lifetime and efficient bottom stirring: A case study at Meishan Steel in China. In 45⁰ Seminário de Aciaria - Internacional; Porto Alegre - Brasil, 2014. [Google Scholar] [CrossRef]
- Folco, L.; Kranjc, A. Steel Ladle Lining management: Comparision between different maintenance technologies to increase performance, reduce refractory consumption and waste disposal of used materials. In Proceedings of Unified International Conference on Refractories UITECR 2023, Frankfurt, Germany; 20 September 2023; pp. 351–354. [Google Scholar]
- Otunniyi, I.O.; Theko, Z.V.; Mokoena, B.L.E.; Maramba, B. Major deteminantion of service life in magnesia-graphite slagline refractory lining in secondary steelmaking ladle furnace. IOP Conf. Ser. Mater. Sci. Eng. 2019, 655, 012003. [Google Scholar] [CrossRef]
- Sun, C.; Zhu, L.; Yan, H.; et al. A novel route to enhance high-temperature mechanical property and thermal schock resistance of low-carbon MgO-C bricks by introducing ZrSiO4. Pol. J. Iron. Steel Res. Int. 2023.
- Korostelev, A.A.; S’emshchikov, N.S.; Semin, A.E.; et al. Increase in EAF lining life with use of hot-briquetted iron in charge. Refractories and Industrial Ceramics 2018, 59, 107–114. [Google Scholar] [CrossRef]
- Gubta, R.B. Innovation in Steel Ladle Life to 157 Heats at Rourkela Steel Plant through Optimization of Refractory Material & Service Conditions. Int. J. Eng. Res. Technol. 2017, 6, 767–771. [Google Scholar]
- Ewais, E.M.M. Carbon based refractories. J. Ceram. Soc. Japan. 2004, 112, 517–532. [Google Scholar] [CrossRef]
- Luz, A.P.; Souza, T.M.; Pagliosa, C.; Brito, M.A.M.; Pandolfelli, V.C. In situ hot elastic modulus evolution of MgO-C refractories containing Al, Si or Al-Mg antioxidants. Ceram. Int. 2016, 42, 9836–9843. [Google Scholar] [CrossRef]
- Xiao, J.; Chen, J.; Wei, Y.; Zhang, Y.; Zhang, S.; Li, N. Oxidation behaviors of MgO-C refractories with different Si/SiC ratio in the 1100–1500 °C range. Ceram. Int. 2019, 45, 21099–21107. [Google Scholar] [CrossRef]
- Gao, S.; Xu, L.; Chen, M.; Wang, N. Effect of Fe addition on the microstructure and oxidation behavior of MgO–C refractory. Mater. Chem. Phys. 2019, 238, 121935. [Google Scholar] [CrossRef]
- Atzenhofer, C.; Harmuth, H. Phase formation in MgO-C refractories with different antioxidants. J. Eur. Ceram. Soc. 2021, 41, 7330–7338. [Google Scholar] [CrossRef]
- Yang, P.; et al. Antioxidant properties of low-carbon magnesia-carbon refractories containing AlB2–Al–Al2O3 composites. Ceram. Int, vol. 2022, 48, 1375–1381. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, J.; Deng, C.; Yu, C. Improved thermal shock stability and oxidation resistance of low-carbon MgO–C refractories with introduction of SiC whiskers. Ceram. Int. 2023, 49, 26871–26878. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, J.; Zhang, Y.; Yan, W.; Zhang, S.; Li, N. Elucidating the role of Ti3AlC2 and Ti3SiC2 in oxidation mechanisms of MgO–C refractories. Ceram. Int. 2023, 49, 11257–11265. [Google Scholar] [CrossRef]
- Chen, Y.; Deng, C.; Wang, X.; Yu, C.; Ding, J.; Zhu, H. Evolution of c-ZrN nanopowders in low-carbon MgO–C refractories and their properties. J. Eur. Ceram. Soc. 2021, 41, 963–977. [Google Scholar] [CrossRef]
- Chandra, K.S.; Sarkar, D. Oxidation resistance, residual strength, and microstructural evolution in Al2O3-MgO–C refractory composites with YAG nanopowder. J. Eur. Ceram. Soc. 2021, 41, 3782–3797. [Google Scholar] [CrossRef]
- Zhong, H. The microstructure evolution and performance enhancement of MgO-C refractories by the addition of MA90 spinel micro-powder. J. Eur. Ceram. Soc. 2023. [Google Scholar] [CrossRef]
- Ren, X.; et al. Designing low-carbon MgO–Al2O3–La2O3–C refractories with balanced performance for ladle furnaces. J. Eur. Ceram. Soc. 2022, 42, 3986–3995. [Google Scholar] [CrossRef]
- Chen, Q.; et al. Enhanced performance of low-carbon MgO–C refractories with nano-sized ZrO2–Al2O3 composite powder. Ceram. Int. 2021, 47, 20178–20186. [Google Scholar] [CrossRef]
- Li, W.; et al. Application of Cr3C2/C composite powders synthesized via molten-salt method in low-carbon MgO–C refractories. Ceram. Int. 2022, 48, 15227–15235. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, J.; Yu, C.; Lou, X.; Wu, Z.; Deng, C. Application of SiC whiskers synthesized from waste rice husk in low-carbon MgO–C refractories. J. Phys. Chem. Solids 2023, 177, 111304. [Google Scholar] [CrossRef]
- Luo, J.; et al. Recent progress in synthesis of composite powders and their applications in low-carbon refractories. J. Iron. Steel Res. Int 2022, 29, 1041–1051. [Google Scholar] [CrossRef]
- Guo, W. Improved slag corrosion resistance of MgO–C refractories with calcium magnesium aluminate aggregate and silicon carbide: Corrosion behavior and thermodynamic simulation. J. Eur. Ceram. Soc. 2023. [Google Scholar] [CrossRef]
- Han, J.S.; Heo, J.H.; Park, J.H. Interfacial reaction between magnesia refractory and ‘FeO’-rich slag: Formation of magnesiowüstite layer. Ceram. Int. 2019, 45, 10481–10491. [Google Scholar] [CrossRef]
- Liu, J.; Sheng, H.; Yang, X.; He, Z.; Hou, X. Research on the Wetting and Corrosion Behavior Between Converter Slag with Different Alkalinity and MgO-C Refractories. Oxid. Met. 2022, 97, 157–166. [Google Scholar] [CrossRef]
- Yehorov, A.; Ma, G.; Volkova, O. Interaction between MgO–C-bricks and ladle slag with a 1:1 CaO/Al2O3 ratio and varying SiO2 content. Ceram. Int. 2021, 47, 11677–11686. [Google Scholar] [CrossRef]
- Guo, M.; et al. Interaction of Al2O3-rich slag with MgO-C refractories during VOD refining-MgO and spinel layer formation at the slag/refractory interface. J. Eur. Ceram. Soc. 2009, 29, 1053–1060. [Google Scholar] [CrossRef]
- Heo, S.H.; Lee, K.; Chung, Y. Reactive wetting phenomena of MgO-C refractories in contact with CaO-SiO2 slag. Trans. Nonferrous Met. Soc. (English Edition) 2012, 12. [Google Scholar] [CrossRef]
- Liu, Z.; Yuan, L.; Jin, E.; Yang, X.; Yu, J. Wetting, spreading and corrosion behavior of molten slag on dense MgO and MgO-C refractory. Ceram. Int. 2019, 45, 718–724. [Google Scholar] [CrossRef]
- Lao, Y.; Li, G.; Gao, Y.; Yuan, C. Wetting and corrosion behavior of MgO substrates by CaO–Al2O3–SiO2–(MgO) molten slags. Ceram. Int. 2022, 48, 14799–14812. [Google Scholar] [CrossRef]
- Yehorov, A.; Ma, G.; Volkova, O. Interaction between MgO–C-bricks and ladle slag with a 1:1 CaO/Al2O3 ratio and varying SiO2 content. Ceram. Int. 2021, 47, 11677–11686. [Google Scholar] [CrossRef]
- Han, B.; Wang, C.; Yang, Q.; Changmin, K.; Chen, F.; Li, N. Corrosive Interaction between MgO-C Refractories and Vanadium-Recovery Slag. Interceram – Inter. Ceram. Rev. 2014, 63, 99–103. [Google Scholar] [CrossRef]
- Borisenko, O.N.; Semchenko, G.D.; Il’icheva, T.V. Slag resistance of periclase-carbon refractories based on modified phenol fomaldehyde resin. Refract. Ind. Ceram. 2010, 51, 41–44. [Google Scholar]
- Liu, Y.; Wang, Q.; Li, G.; Zhang, J.; Yan, W.; Huang, A. Role of graphite on the corrosion resistance improvement of MgO–C bricks to MnO-rich slag. Ceram. Int. 2020, 46, 7517–7522. [Google Scholar] [CrossRef]
- Benavidez, E.; Brandaleze, E.; Musante, L.; Galliano, P. Corrosion Study of MgO-C Bricks in Contact with a Steelmaking Slag. Procedia Mater. Sci. 2015, 8, 228–235. [Google Scholar] [CrossRef]
- Lee, S.; Chung, Y. The effect of C content in MgO–C on dissolution behavior in CaO–SiO2–Al2O3 slag. Ceram. Int. 2022, 48, 26984–26991. [Google Scholar] [CrossRef]
- Bai, R.; Liu, S.; Mao, F.X.; Zhang, Y.Y.; Yang, X.; He, Z. Wetting and corrosion behavior between magnesia–carbon refractory and converter slags with different MgO contents. J. Iron. Steel Res. Int. 2022, 29, 1073–1079. [Google Scholar] [CrossRef]
- Gehre, P.; et al. Thermodynamic calculation and microscopic examination of liquid phase formation in MgO–C refractories contain calcium magnesium aluminate. Mater. Chem. Phys. 2020, 256, 123723. [Google Scholar] [CrossRef]
- Preisker, T.; Gehre, P.; Schmidt, G.; Aneziris, C.G.; Wöhrmeyer, C.; Parr, C. Kinetics of the formation of protective slag layers on MgO–MgAl2O4–C ladle bricks determined in laboratory. Ceram. Int. 2020, 46, 452–459. [Google Scholar] [CrossRef]
- Wöhrmeyer, C.; Gao, S.; Ping, Z.; Parr, C.; Aneziris, C.G.; Gehre, P. Corrosion Mechanism of MgO–CMA–C Ladle Brick with High Service Life. Steel. Res. Int. 2020, 91, 1900436. [Google Scholar] [CrossRef]
- Ludwig, M.; et al. Recycled magnesia-carbon aggregate as the component of new type of MgO-C refractories. Constr. Build. Mater. 2021, 272, 121912. [Google Scholar] [CrossRef]
- Moritz, K.; et al. Recyclate-containing magnesia-carbon refractories – Influence on the non-metallic inclusions in steel. Open Ceram. 2023, 16, 100450. [Google Scholar] [CrossRef]
- Horckmans, L.; Nielsen, P.; Dierckx, P.; Ducastel, A. Recycling of refractory bricks used in basic steelmaking: A review. Resour., Conserv. Recycl. 2019, 140, 297–304. [Google Scholar] [CrossRef]
- Moritz, K.; Brachhold, N.; Küster, F.; Dudczig, S.; Schemmel, T.; Aneziris, C.G. Studies on the use of two different magnesia-carbon recyclates as secondary raw material for MgO–C refractories. Open Ceram. 2023, 15. [Google Scholar] [CrossRef]
- Steiner, R.; Lammer, G.; Spiel, C.; Jandl, C. Refractories 4.0. BHM Berg- Huttenmann. Monatsh 2017, 162, 514–520. [Google Scholar] [CrossRef]
- Ślusarczyk, B. Industry 4.0 – Are we ready? Pol. J. Manag. Stud. 2018, 17, 232–248. [Google Scholar] [CrossRef]
- Rajendra, P.; Girisha, A.; Naidu, T.G. Advancement of machine learning in materials science. Mater. Today. Proc. 2022, 62, 5503–5507. [Google Scholar] [CrossRef]
- Rydning, D.R.-J.G. The Digitization of the World From Edge to Core. International Data Corporation, Framingham, 2018.
- Pilania, G. Machine learning in materials science: From explainable predictions to autonomous design. Comput. Mater. Sci. 2021, 193, 110360. [Google Scholar] [CrossRef]
- Sarker, I.H. Machine Learning: Algorithms, Real-World Applications and Research Directions. SN Comput. Sci. 2021, 2. [Google Scholar] [CrossRef] [PubMed]
- Jain, N.; Kumar, R. A Review on Machine Learning & It’s Algorithms. Int. J. Soft Comp. Eng. 2022, 12, 1–5. [Google Scholar] [CrossRef]
- Pugliese, R.; Regondi, S.; Marini, R. Machine learning-based approach: Global trends, research directions, and regulatory standpoints. Data Sci. Manage. 2021, 4, 19–29. [Google Scholar] [CrossRef]
- Bhat, D.; Muench, S.; Roellig, M. Application of machine learning algorithms in prognostics and health monitoring of electronic systems: A review. Adv. Electr. Electron. Eng 2023, 4, 100166. [Google Scholar] [CrossRef]
- Nemati, Z.A.; Moetakef, P. Investigation of graphite oxidation kinetics in MgO-C composite via artificial neural network approach. Comput. Mater. Sci. 2007, 39, 723–728. [Google Scholar] [CrossRef]
- Nemati, A.; Nemati, E. Oxygen diffusion mechanism in MgO-C composites: An artificial neural network approach. Model Simul. Mat. Sci. Eng. 2012, 20. [Google Scholar] [CrossRef]
- Faghihi-Sani, M.A.; Yamaguchi, A. Oxidation kinetics of MgO-C refractory brick. Ceram. Int. 2002, 28, 835–839. [Google Scholar] [CrossRef]
- Sadrnezhaad, S.K.; Mahshid, S.; Hashemi, B.; Nemati, Z.A. Oxidation Mechanism of C in MgO-C Refractory Bricks. J. Am. Ceram. Soc. 2006, 89, 1308–1316. [Google Scholar] [CrossRef]
- Li, X.; Riguard, M.; Palco, S. Oxidation Kinetics of Graphite Phase in Magnesia-Carbon Refractories. J. Am. Ceram. Soc. 1995, 78, 965–971. [Google Scholar] [CrossRef]
- Mazloom, M.; Sarpoolaky, H.; Savabieh, H.R. Use of neural networks to optimize graphite content in magnesia-graphite refractories. Refract. Ind. Ceram. 2012, 53, 193–198. [Google Scholar] [CrossRef]
- Sado, S. Method of raw materials selection for production of the MgO-C bricks of comparable properties using PCA and K-medoids. Int. J. Appl. Ceram. Technol. 2023. [Google Scholar] [CrossRef]
- Akkurt, S. Prediction of the slag corrosion of MgO-C ladle refractories by the use of artificial neural networks. Key Eng. Mater. 2004, 264–268, 1727–1730. [Google Scholar] [CrossRef]
- Hou, A.; Jin, S.; Harmuth, H.; Gruber, D. Thermal and Thermomechanical Responses Prediction of a Steel Ladle Using a Back-Propagation Artificial Neural Network Combining Multiple Orthogonal Arrays. Steel Res. Int. 2019, 90. [Google Scholar] [CrossRef]
- Hou, A.; Jin, S.; Gruber, D.; Harmuth, H. Influence of variation/response space complexity and variable completeness on BP-ANN model establishment: Case study of steel ladle lining. Appl. Sci. 2019, 9. [Google Scholar] [CrossRef]
- Hou, A.; Jin, S.; Gruber, D.; Harmuth, H. Modelling of a steel ladle and prediction of its thermomechanical behavior by finite element simulation together with artificial neural network approaches. 2019. Available online: https://www.researchgate.net/publication/334304593.
- Borges, R.A.A.; Antoniassi, N.P.; Klotz, L.E.; de Carvalho Carneiro, C.; Silva, G.F.B.L.E. A Statistical and Self-Organizing Maps (SOM) Comparative Study on the Wear and Performance of MgO-C Resin Bonded Refractories Used on the Slag Line of Ladles of a Basic Oxygen Steelmaking Plant. Metall. Mater. Trans. B. 2022, 53, 2852–2866. [Google Scholar] [CrossRef]
- Jančar, D.; Machů, M.; Velička, M.; Tvardek, P.; Kocián, L.; Vlček, J. Use of Neural Networks for Lifetime Analysis of Teeming Ladles. Materials 2022, 15. [Google Scholar] [CrossRef] [PubMed]
- Yemelyanov, V.A.; Yemelyanova, N.Y.; Nedelkin, A.A.; Zarudnaya, M.V. Neural network to diagnose lining condition. In IOP Conference Series: Materials Science and Engineering; 2017; Volume 327. [Google Scholar] [CrossRef]
- Zelik, W.; Lech, R.; Sado, S.; Labuz, A.; Lasota, A.; Lis, S. Modelling the Wear of MC 98/15 Refractory Material in the Slag Spout Zone of an Oxygen Converter with the Use of Artificial Neural Networks. J. Ceram. Sci. Technol 2020, 11, 81–90. [Google Scholar] [CrossRef]
- Sado, S.; Zelik, W.; Lech, R. Use of Machine Learning for modelling the wear of MgO-C refractories in Basic Oxygen Furnace. J. Ceram. Process. Res. 2022, 23, 421–429. [Google Scholar] [CrossRef]
Figure 1.
Overview of commonly used ML algorithms.
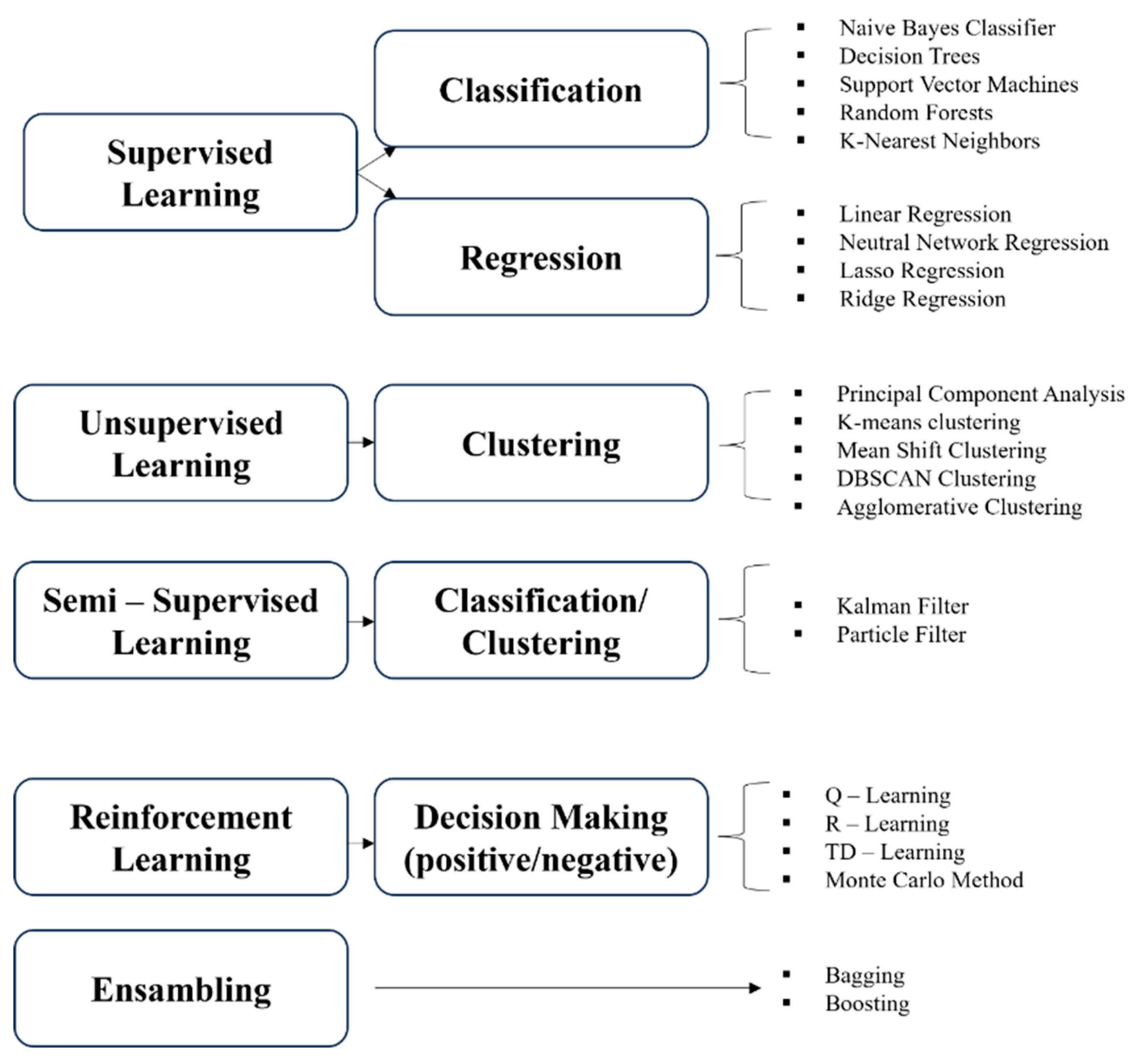
Table 1.
Experimental results of compressive strength and apparent porosity of samples based on the optimum formulations from the ANN model [62].
Table 1.
Experimental results of compressive strength and apparent porosity of samples based on the optimum formulations from the ANN model [62].
| Sample | Compressive strength [MPa] | Apparent porosity [%] |
|---|---|---|
| F1 | 381.20 | - |
| F2 | 375.91 | - |
| F3 | 371.25 | - |
| F4 | 377.54 | - |
| F5 | - | 7.05 |
| F6 | - | 7.18 |
| F7 | - | 7.09 |
| Average experimental value | 376.47 | 7.11 |
| Predicted value (ANN) | 365.16 | 7.08 |
| Error, %* | 1.30 | 0.35 |
* difference between experimental and predicted values.
Table 2.
Results of model testing, based on [64].
Table 2.
Results of model testing, based on [64].
| % Area loss - measured | % Area loss - predicted | Difference | % Error (absolute) |
|---|---|---|---|
| 10.57 | 12.43 | -1.86 | 17.6 |
| 10.85 | 14.57 | -3.72 | 34.3 |
| 14.65 | 14.85 | -0.20 | 1.4 |
| 18.99 | 18.94 | 0.05 | 0.3 |
| 19.20 | 18.05 | 1.15 | 6.0 |
| 32.34 | 24.80 | 7.54 | 23.3 |
| 15.67 | 18.27 | -2.60 | 16.6 |
| Average | - | - | 14.2 |
Table 3.
Thermomechanical response prediction with the use of ANN based on CGF and BR, based on [65].
Table 3.
Thermomechanical response prediction with the use of ANN based on CGF and BR, based on [65].
| End temperature [°C] |
Maximum tensile stress [MPa] |
Maximum compressive stress [MPa] | ||||
|---|---|---|---|---|---|---|
| Used algorithm | CFG | BR | CFG | BR | CFG | BR |
| RE_MAX [%] | 7.15 | 7.15 | 16.62 | 12.43 | 3.12 | 4.09 |
| MRE [%] | 1.02 | 1.76 | 2.43 | 2.37 | 0.93 | 0.78 |
| B | 0.9967 | 0.9908 | 0.9279 | 0.9348 | 0.9963 | 0.9966 |
RE_MAX, MRE, B – coefficients evaluating the error between the results of 2 used algorithms CFG and BR.
Table 4.
Refractory lining concepts selected for prediction, based on [65].
Table 4.
Refractory lining concepts selected for prediction, based on [65].
| Thickness [mm] |
Thermal conductivity [W·m-1K-1] |
Young’s modulus [GPa] | Thermal expansion coefficient [10-6K-1] |
|
|---|---|---|---|---|
| Working lining | 155.0 | 9 | 40 | 12 |
| Permanent lining | 52.5 | 2.2 | 45 | 5 |
| Insulation (lining concept 1) |
37.5 | 0.5 | 3 | 6 |
| Insulation (lining concept 2) |
37.5 | 0.38 | 4 | 5.6 |
| Steel shell | 30 | 50 | 210 | 12.0 |
Table 6.
Classification of wear rate class conducted with the use of ANN model, based on [71].
Table 6.
Classification of wear rate class conducted with the use of ANN model, based on [71].
| Predicted wear class | Real wear class | |||||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ∑ | ||
| 0 | 226 | 60 | 19 | 0 | 4 | 0 | 1 | 0 | 0 | 0 | 310 | |
| 1 | 63 | 128 | 2 | 0 | 4 | 0 | 12 | 0 | 0 | 0 | 209 | |
| 2 | 9 | 1 | 6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 16 | |
| 3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 4 | 12 | 12 | 10 | 0 | 0 | 0 | 7 | 0 | 0 | 8 | 49 | |
| 5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 6 | 0 | 6 | 0 | 0 | 5 | 0 | 5 | 0 | 0 | 0 | 16 | |
| 7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 9 | 0 | 10 | 0 | 0 | 6 | 0 | 2 | 0 | 0 | 7 | 25 | |
| ∑ | 310 | 217 | 37 | 0 | 19 | 0 | 27 | 0 | 0 | 15 | 625 | |
Table 7.
Comparison of different measures of fit for model performance, based on [72].
Table 7.
Comparison of different measures of fit for model performance, based on [72].
| Training data set | |||||||
| Algorithm | SSE | MSE | RMSE | R2 | R | MAPE | MAE |
| CART | 6.811 | 0.004 | 0.065 | 0.559 | 0.747 | 24.673% | 0.057 |
| MARS | 4.195 | 0.002 | 0.051 | 0.716 | 0.846 | 17.987% | 0.047 |
| Boosted Trees | 1.590 | 0.001 | 0.031 | 0.899 | 0.948 | 11.086% | 0.029 |
| ANN | 3.521 | 0.002 | 0.047 | 0.789 | 0.886 | 16.012% | 0.041 |
| Testing data set | |||||||
| CART | 5.445 | 0.008 | 0.091 | 0.429 | 0.655 | 27.598% | 0.066 |
| MARS | 3.329 | 0.005 | 0.071 | 0.649 | 0.805 | 21.316% | 0.054 |
| Boosted Trees | 1.458 | 0.002 | 0.047 | 0.849 | 0.921 | 13.439% | 0.035 |
| ANN | 2.932 | 0.004 | 0.066 | 0.687 | 0.829 | 20.233% | 0.049 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



