
Submitted:
30 October 2023
Posted:
31 October 2023
You are already at the latest version
Abstract
Due to its size, wood dust often plays the role of a raw material used as a source of energy. However, it is nevertheless an unavoidable byproduct generated during the milling of wood or wood-based composites. The research presented here is focused on the selected properties of 3-layer plywood, produced with the utilization of dust from the milling of three-layer particleboard as a filler in the bonding mass. Four types of filler were used in the study: commercial rye flour, wood dust naturally occurring in the composition of particles used industrially for particleboard production, wood dust from the first batch of shredded particleboard, and dust from the second round of milled particleboard. In the context of this investigation, the highest modulus of elasticity (MOE) values were observed in reference samples. Conversely, for samples featuring filler material from the initial milling process, there were no substantial differences in filler content. Notably, in samples where the filler was sourced from the secondary milling of particleboard, the modulus of elasticity exhibited an upward trend in conjunction with increasing filler content. A similar trend was observed in samples utilizing the naturally occurring dust. Meanwhile, the modulus of rupture (MOR) decreased with an elevated degree of milling, though it displayed a slight increase as the filler content increased. With regard to shear strength testing, the most favorable outcomes were achieved in samples incorporating filler material from the initial milling of particleboard. The thickness swelling of the plywood reached its peak in variants utilizing filler material from both the initial and secondary milling of particleboards. In contrast, water absorption testing exhibited a more pronounced response in the newly introduced variants, although samples incorporating filler from the initial and secondary milling processes eventually yielded results akin to the reference sample, with the naturally occurring dust displaying higher water absorption values. In terms of density profiles, the highest density values were observed in samples utilizing rye flour as the filler material. A similar density profile was observed in samples with 5 parts of wood flour as filler, although the density of the adhesive was slightly lower in these cases. An increase in the quantity of wooden filler material resulted in a commensurate increase in plywood thickness. The research confirms the possibility of using the aforementioned dust as an alternative to conventional fillers in plywood technology. It also raises the question of how to effectively remove glue residues from wood-based composite dust, which would enhance their absorption properties.
Keywords:
upcycling
; particleboard
; plywood
; dust
; circular economy
; filler
1. Introduction
In plywood technology, the components - veneers and adhesives, but also fillers - are increasingly being modified. The aim is to search for new possibilities in raw materials that are already known, but which have not yet been fully researched or their potential has not yet been fully exploited. Attempts have already been made to date to, among other things, modify the veneers used by using environmentally friendly vacuum-assisted resin transfer molding (VARTM) technology, which has made it possible to significantly increase the strength properties of plywood and reduce water absorption [1]. Impregnation of e.g. veneers can contribute to fire resistance properties if appropriate measures are used [2]. Growing society's awareness is forcing the woodworking industry to become more and more environmentally friendly, which is why various attempts are already being made to replace formaldehyde glue with adhesives of natural origin, e.g. glutaraldehyde-modified starch has been used [3]. The study confirmed that glutaraldehyde-modified starch can be used as a binder substitute in plywood technology [4]. Other examples of plywood produced without formaldehyde include plywood glued with poly(vinyl alcohol)-tannin-hexamine baize glue [5]. Plywood component modifications investigated include the addition of a silica filler to the adhesive to reduce the penetration of selected chemicals - this type of plywood was developed for use in warfare [6]. In turn, the wood bark used as filler in plywood technology has been shown to have formaldehyde-reducing properties [7,8,9]. Green tea also has the ability to reduce formaldehyde emissions, as confirmed by a study in which green tea leaves were used as a filler in plywood technology [10]. Another raw material that allows formaldehyde emissions is a powder derived from modified ground pine needles. Using it as a filler allows high strength parameters to be maintained as well as reducing formaldehyde emissions. Tests were carried out using urea-formaldehyde resin at a 1:10 weight ratio of modified needle powder to resin [11]. Research confirms that plants containing polyphenols, especially tannins, are characterized by their ability to reduce formaldehyde emissions [12], among such plants, there are Thymus Plants, which can be successfully used as filler for plywood [13].
Plywood is one of the most widely used wood materials and is used, apart from in the furniture industry, in aeroplane construction, for example [14] and for the production of marine components, although lighter and more cost-effective alternatives are increasingly being sought [15].
A commonly used filler in plywood is rye flour, due to its wide availability and low cost In view of the potential food crisis, it is good to know the alternative food raw materials that can be used interchangeably instead of the conventionally used rye flour [16]. Increasingly, researchers are also investigating new flours, as despite having a very similar texture, each new raw material can have slightly different properties, such experimental attempts include: chestnut flour [17], rice starch [18], biomass combustion fly ash [19]or soy four [20,21,22]. These raw materials belong to the group of active fillers and therefore can swell and thus absorb moisture. The best solution in this regard would be to replace the filler with dust, which is inedible. There are also passive fillers, which do not react as intensively to moisture as active fillers, additionally, we distinguish a division into organic and inorganic fillers [23]. This group includes, for example, fillers made from chestnut shell flour [24], eggshells [25] or used coffee grounds [26]. In plywood technology, an alternative filler employed is derived from cactus waste seeds. These seeds have been successfully utilized as a filler in plywood panels bonded with phenol-formaldehyde adhesive. The decision to utilize cactus waste seeds as a filler was informed by the substantially higher cellulose content they possess, which stands at 27%, in contrast to the previously employed olive seeds for this adhesive application. The integration of cactus seed filler led to notable enhancements in the strength properties of the plywood, yielding results that compare favourably with those of the benchmark plywood. Furthermore, an observed reduction in formaldehyde emissions was a noteworthy outcome associated with the use of cactus seed filler[27]. The use of fillers allows the viscosity of the glue to be controlled and prevents excessive absorption of the glue into the veneer, it also allows for an increase in dimensional stability [28].[29]. Activated carbon, due to its structure, holds significant potential as a filler in wood-based materials technology. It accelerates the curing of UF resin and also possesses the ability to reduce formaldehyde emissions [30], this rather interesting piece of information can serve as inspiration for further processing of used dust in subsequent research.
The increasing amount of waste is forcing society to look for new solutions and reuse waste. Another argument in favour of extending research is the desire to follow the guidelines that are associated with the assumptions of a circular economy - to make maximum use of raw material before deciding to discard or dispose of it. Following this statement, Russian scientists used Powdered Paper Resin Films (PRF) consisting of melamine-urea-formaldehyde resin and bleached resin pulp and bleached pulp for their research. When combined with urea-formaldehyde resin, PRF increases the viscosity of the adhesive pulp up to 110%, while also increasing the gel time of the adhesive. This problem was solved with the hardener МО-4СБ (Russian acronym), but ammonium chloride can also be used, but its effect is weaker compared to МО-4СБ. The present adhesive mixture was used in three-layer plywood, and the strength parameters with this mixture were higher by 5% on average [31]. The next example of an environmentally friendly and recycled adhesive for plywood production is an adhesive made from polypropylene filters from single-use face masks [32]. The use of plastic containers as a bonding agent also aligns with the concept of a circular economy. Until now, such containers were properly cut and utilized as adhesives in plywood production. The research included, among other things, the selection of pressing temperatures to ensure the best bonding quality and prevent degradation of the containers.[33]. Another example of eco-friendly adhesives for plywood is using extracts obtained from the bark of grey alder (Alnus incana) and black alder (Alnus glutinosa), rich in condensed tannins (CTs). Combined with polyethyleneimine or ultra-low emitting formaldehyde resin, they allow for achieving adhesive quality comparable to industrial resin while reducing formaldehyde emissions by up to 60%. Each of the adhesive combinations produced met the EN 314-2:1993 standards for both indoor and outdoor applications. This study confirms that alder bark particles can serve as a substitute for conventional fillers [34].
It is increasingly easier to find information on the use of the dust fraction generated during the production of wood-based composites [35] than on the use of dust generated from the recycling of wood-based composites such as particleboard and plywood. An intriguing approach for the development of an environmentally friendly adhesive involves utilizing waste cottonseed protein and sawdust as key constituents. To enhance its adhesive properties, a dual crosslinking modification process was employed, incorporating Isophorone diisocyanate (IPDI) and oxidized cellulose (OC). The achieved strength results were found to be in compliance with the applicable Chinese strength standards for plywood, underscoring the considerable potential of this adhesive formulation as a sustainable alternative to urea-formaldehyde (UF) resin [36].
The present research aims to explore the potential use of wood dust derived from recycled wood materials, in an effort to identify new opportunities for their utilization before making a decision regarding disposal.
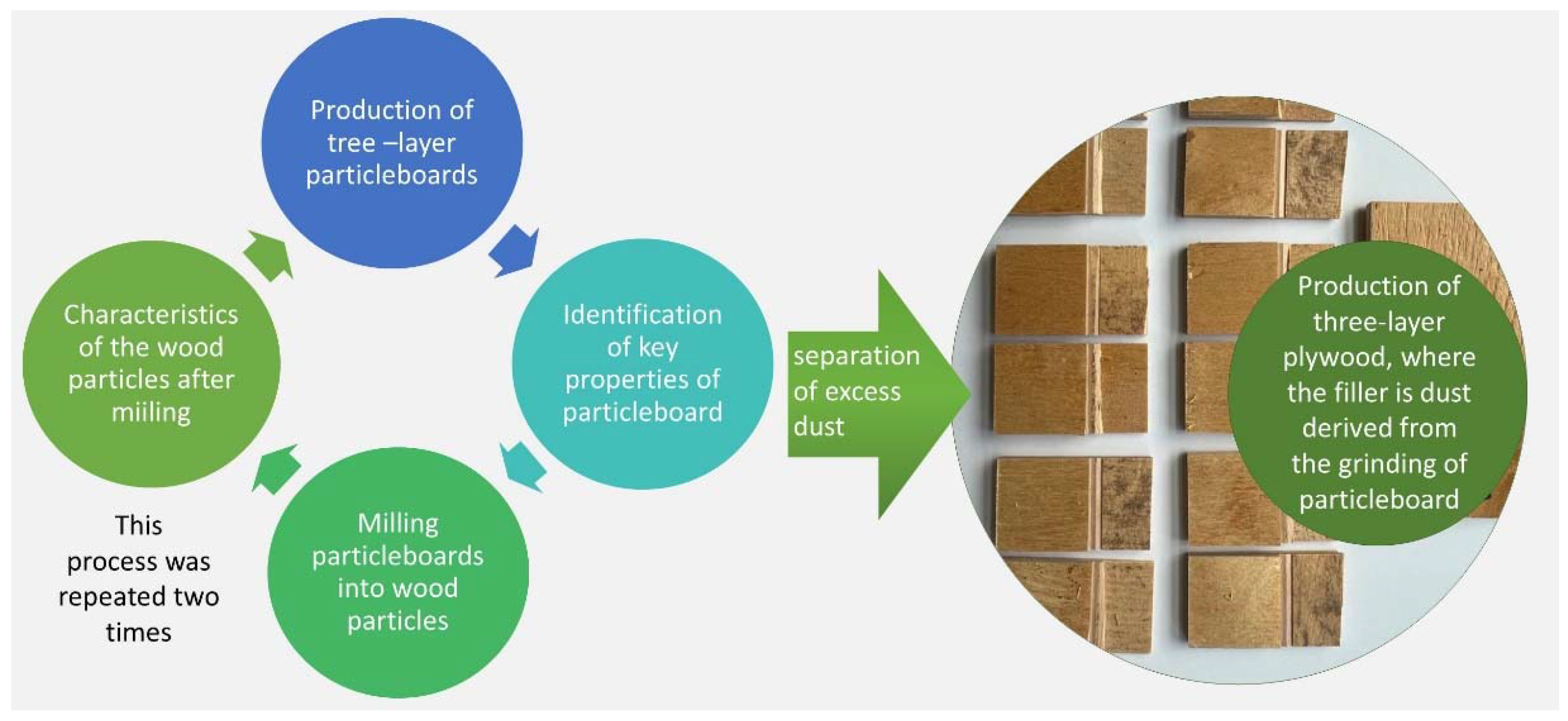
Figure 1.
The process of formation and utilization of particulate fraction.
2. Materials and Methods
2.1. Materials
The research involved the production of tree-layered plywood, which was manufactured using birch veneers (Betula Spp.). The veneers had a thickness of 1.8 mm with a moisture content (MC) of about 6%, and dimensions of 360 x 360 mm2.
As a binder, an industrial urea-formaldehyde (UF) resin Silekol S-123 (Silekol Sp. z o. o., Kędzierzyn—Koźle, Poland) of about 66% dry content [37] was used, with ammonium nitrate water solution as a hardener, mass in 100 °C of about 86 s.
Rye starch as a filler in the reference sample (Producer: BioLife Sp.z.o.o. ul. Miodowa 17, 17-100 Bielsk Podlaski, Poland).
The remaining fillers used included: wood dust derived from sifting conventional wood shavings typically used in the production of particleboard (native), another filler was wood dust resulting from grinding particleboard with a nominal density of 650 kg m−3, then particleboards with a density of 650 kg m−3 were produced again and ground - from this grinding, dust was also obtained, which served as the filler after 2nd milling. The entire procedure and characteristics have been described in [38]. Other studies confirm that processing wood composite made from already fragmented wood contributes to the formation of smaller fractions compared to processing solid wood [39].
2.2. Preparations of panels
As part of the research, three-layer plywood was produced with the following fillers: fine wood powder < 0.1 mm; native, after 1st and 2nd milling of 3-layer laminated particleboard. For each type of filler, plywood was produced with different proportions of the respective filler: reference, 1, 5, 10, 20%. The adhesive mixture was prepared in Parts By Weight (pbw): 100:4:10:5 (resin:hardener:filler:water). The adhesive mixture was applied to the veneers with a brush, and each layer of adhesive amounted to 180 g m−2. The veneers were laid alternately and then pressed in a hydraulic heated press for 7 minutes (AKE, Mariannelund, Sweden); pressing temperature 140°C; unit pressing pressure 1 MPa. After pressing, they were air-conditioned at 20°C ±1°C and 65%±2% humidity for weight stabilization before testing.
2.3. Characterization of panels
The mechanical tests were performed on a computer-controlled universal testing machine (Research and Development Centre for Wood-Based Panels Sp. z o.o. Czarna Woda, Poland). The following examinations were carried out: modulus of elasticity (MOE), modulus of rupture (MOR) - the examination was conducted in accordance with applicable standards [40], bonding quality in a dry state in accordance with EN 314-1 standard [41]. Each test was conducted with 8 repetitions. Using the testing procedure specified in the standard for particleboards and fibreboards - Determination of swelling in thickness after immersion in water, an analysis was conducted for all variants [42], additionally, a water absorption test was conducted. A density profile was also created for all variants (3 repetitions) using a Grecon DAX 5000 device (Fagus-GreCon Greten GmbH and Co. KG, ALfeld/Hannover, Germany), with sampling step 0.02 mm, measuring speed 0.1 mm s−1.
2.3. Statistical Analysis
Analysis of variance (ANOVA) and t-test calculations were used to test (α= 0.05) for significant differences between factors and levels, where appropriate, using IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA).
3. Results and discussion
3.1. Bonding Quality
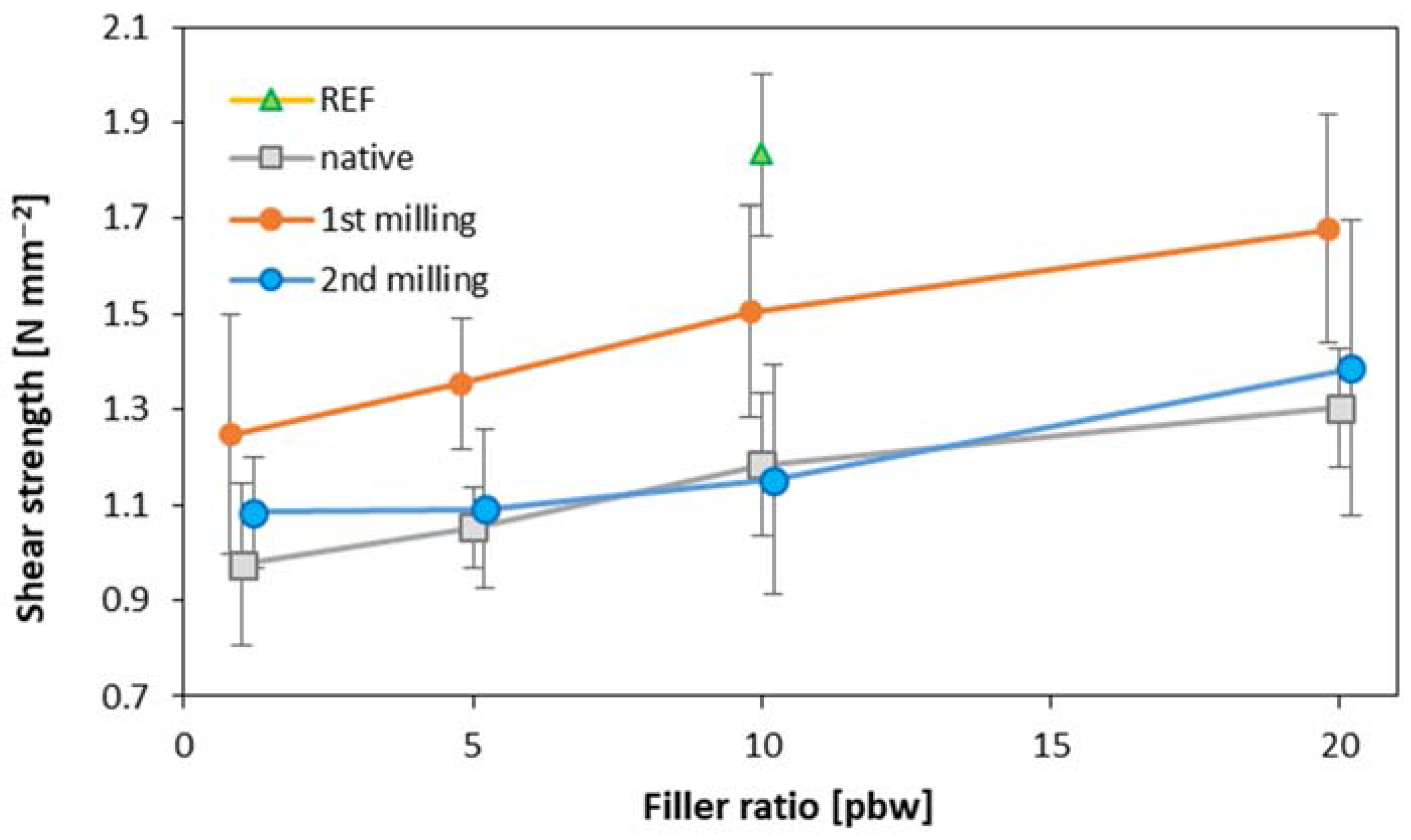
The attached chart (figure 2) displays the results of the shear strength. With an increase in the filler content, the tensile strength value increased. The highest values were observed for the reference samples, where rye flour served as the filler, with a tensile strength value of 1.83 N mm−2 when the filler content was 10%. Another variant regarding shear strength is the samples in which dust from the first grinding of three-layer particleboard was used as a filler. The highest shear strength values were recorded for the variant with a 20% filler content, with a shear strength value of 1.68 N mm−2. The variant with a 5% filler content performed the weakest, with a shear strength value of 1.25 N mm−2. In terms of shear strength, the weakest but very similar values were observed for samples where the filler consisted of native dust and dust from the second grinding of particleboard panels. The lowest values were 0.97 N mm−2 for the native filler and 1.08 N mm−2 for the second grinding filler, while the highest values were 1.30 N mm−2 (native) and 1.39 N mm−2 (2nd grinding). The fundamental difference between the fillers used lies in the origin of the raw material - flour and wood are quite different and can absorb moisture differently due to their structure, to identify the key differences for consideration, a chemical analysis of the raw materials, as in the case of red alder bark and walnut shell, is required. [43]. Additionally, some of the fillers used have already been modified and contain adhesive additives - dust obtained from grinding boards. In other studies conducted on dust from wood sanding, it was confirmed that the particle size and its pH are significant factors in selecting a filler for UF glue. This research confirmed that the smaller the particle size, the higher the strength results, even up to 63% when using particles smaller than 0.125 mm, and, furthermore, the smaller the particle size, the lower the filler consumption [44]. The use of waste lignocellulosic fibres from the fibreboard industry, pulp and paper mills as a filler in plywood also confirmed that increasing the proportion of this type of filler had a detrimental effect on shear strength parameters. Only smaller amounts slightly improved the strength with a share of this filler of 1-3%, while increasing the share led to a deterioration of the shear strength [45]. The statistically significant differences in shear strength within the same filler have been found only for the highest and lowest amounts of native filler content. When analysing all tested variants, the reference samples have been statistically significantly different from all others, except for 10 and 20 pbw 1st milling filler and 20 pbw 2nd milling filler.
Figure 2.
The shear strength of the plywood samples of different filler content.
3.2. Modulus of Rupture and Modulus of Elasticity
The chart below (Błąd! Nie można odnaleźć źródła odwołania.) depicts the modulus of rupture (MOR) for the manufactured plywood samples. The highest MOR value was obtained for the reference variant, with a value of 147 N mm−2. The other variants perform less favourably compared to the reference sample. In the case of the native sample and the sample with filler after the second grinding of particleboard, the highest values were recorded for the plywood with a 20% filler content, specifically 87.2 N mm−2 (native) and 68.7 N mm−2 (after 2nd grinding). For the plywood that used filler after one grinding of particleboard, the highest value was also achieved for the 20% variant, at 69.5 N mm−2. The chart also shows that increasing the filler content in this case has a limited impact, as even with a 10% filler, the MOR result was quite similar, at 68.9 N mm−2. For lower filler proportions, the modulus of rupture (MOR) was lower, but in this case, it was the least dynamic compared to the other fillers. The most significant differences in the applied filler amounts can be observed in the case of the native filler. Analyzing the obtained MOR results in comparison with the literature data, where the optimal filler content is 10-15%, it can be concluded that the obtained results are similar because increasing the amount of filler does not bring significant changes [46]. The statistically significant differences in MOR within the same filler have been found for the lowest native filler content when referred to 10 and 20 pbw, as well as for 20 pbw after 2nd milling when refereed to remaining variants. When analysing all tested variants, the reference samples have been statistically significantly different from all others, as well as the samples of 20 pbw native filler when referred to remaining variants.
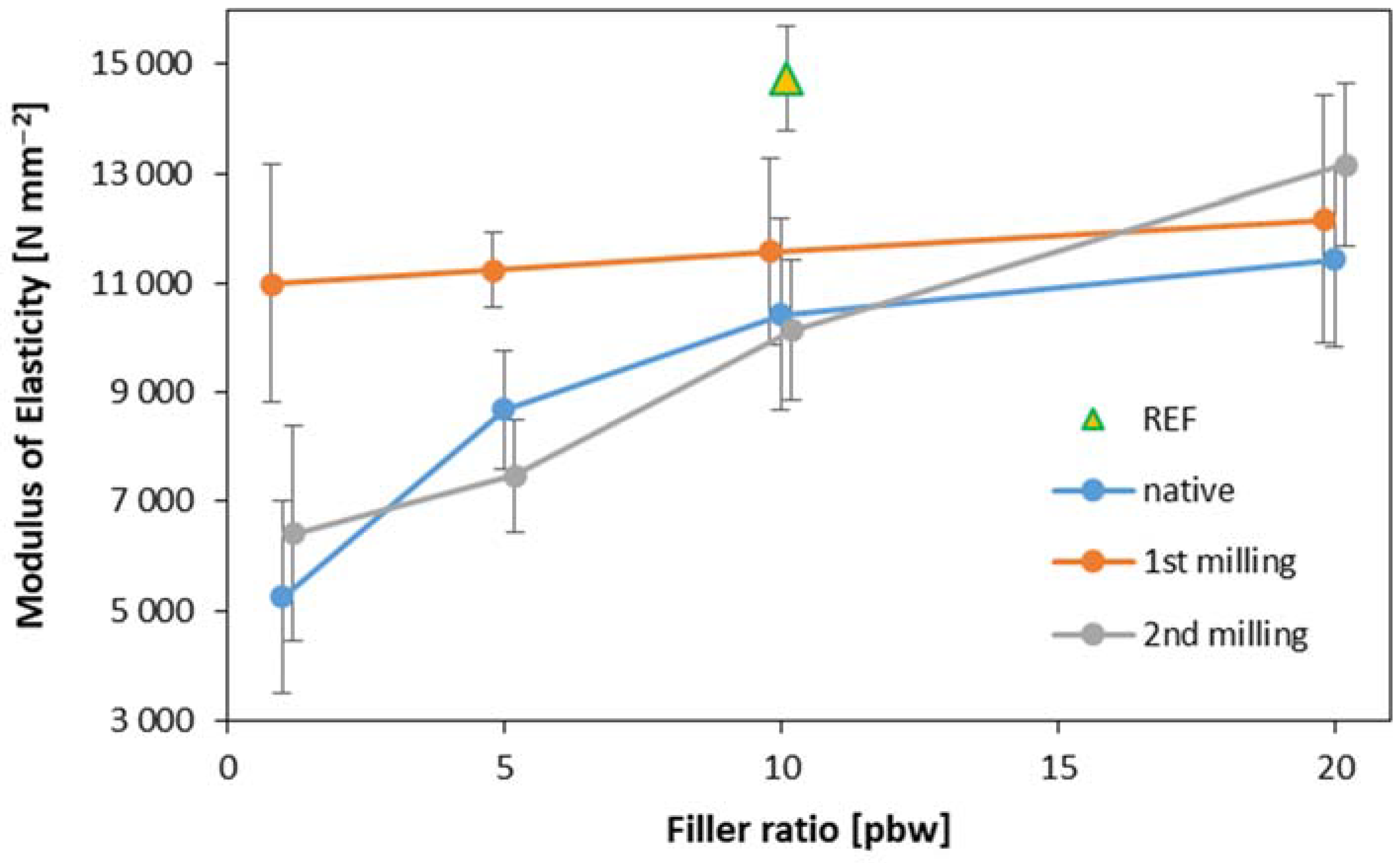
The modulus of elasticity (MOE) for the produced samples has been presented in the Figure 4. The highest MOE values were again observed for the reference variant at 14734 N mm−2. The next highest MOE result was recorded for the variant with a filler after the 2nd grinding, where the filler content was 20% - 12165 N mm−2. For this variant, the change in filler content has the most significant impact compared to the other variants. A similar trend is maintained for the native variant; however, the final MOE parameter at 20% filler content is lower than that after the 2nd grinding, measuring 11445 N mm−2. Analyzing the MOE results obtained for plywood with filler after the 1st grinding, it can be concluded that the filler content does not significantly affect the outcome of this study. The highest MOE value was recorded for a filler content of 20%, reaching 13166 N mm−2. This may also be responsible for reduced strength parameters [47]. There is evidence from previous research that an excessive proportion of filler can lead to an excessive glue viscosity, making its application more challenging [48]. The statistically significant differences in MOE within the same filler samples have been found for the lowest native and after 2nd milling filler content when referred to 10 and 20 pbw. When analysing all tested variants, the reference samples have been statistically significantly different from all others, except for 20 pbw 1st milling filler and 20 pbw 2nd milling filler.
Figure 3.
The modulus of rupture of the plywood samples of different filler content.
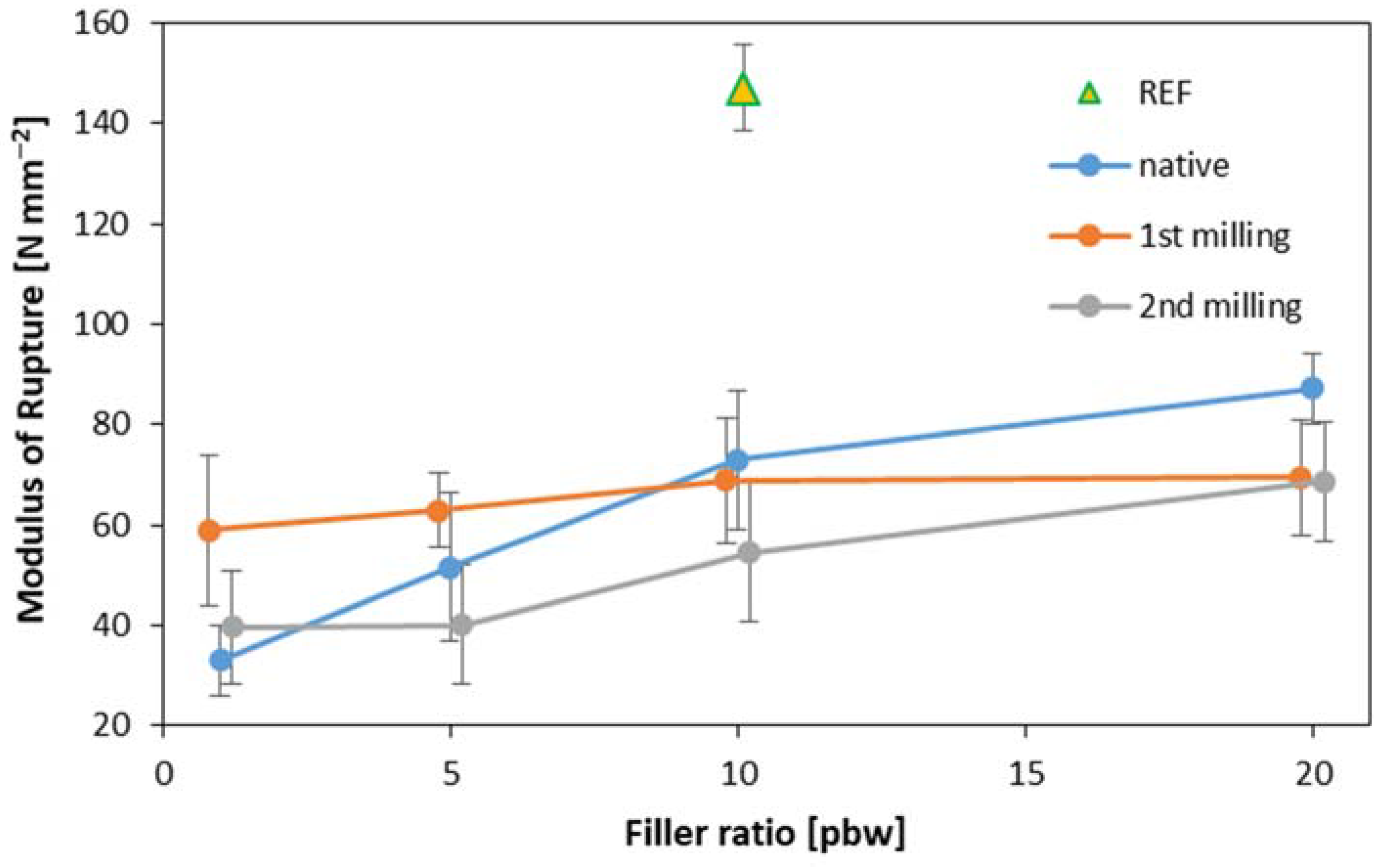
Figure 4.
The modulus of elasticity of the plywood samples of different filler content.
3.3. The Thickness Swelling and Water Absorption tests
Figure 5 shows the results of swelling by thickness. In the initial phase, the specimens swelled most dynamically; after two hours, a large proportion of the test specimens disintegrated. It should be pointed out, that the regular urea-formaldehyde resin (non-water resistant) has been used in this research. The greatest swelling was observed for the samples in which dust from the first milling was used as filler. Intermediate values were obtained for samples with native filler and after the second washing. The lowest swelling per thickness was observed for samples with rye flour as filler.
The result of the water absorption measurement is shown in Figure 6. The highest water absorption was recorded for the sample with the native filler. After 24 hours of soaking, water absorption was similar for the reference sample and the sample with the 1st milled filler. Despite the initially high water absorption dynamics, the sample with the filler dust after the 2nd grinding eventually showed the lowest water absorption value after 24 hours. One area necessitating enhancement in the conducted research is the adhesion quality, notably evident during the water absorption tests. A notable portion of the samples exhibited disintegration under these conditions. Consequently, given that a substantial rise in moisture content is adverse for these wood composites, even slight fluctuations in moisture can likewise lead to a decline in the strength parameters [49].
3.4. The Density Profile
On the attached chart (Błąd! Nie można odnaleźć źródła odwołania.), the density profile of samples with the native filler is presented in comparison to the reference variant. The used veneers, depending on the sample, had a density of about 600-700 kg m−3. The bonding line exhibited a bonding density slightly above 1200 kg m−3 for the reference sample. In the case of the native samples, the highest bonding line density was observed for the 5% and 20% variants, reaching a maximum bonding line density of around 1100 kg m−3. Differences in the bonding line densities within the same variant can also be observed, which may be due to excessively high viscosity during glue application, leading to uneven bonding.
The next chart (Figure 8) presents the density profile of samples in which the filler is the dust derived from the 1st grinding of particleboard in comparison to the reference variant. For the 5%, 10%, and 20% variants, the maximum bonding line density was similar and amounted to approximately 1000 kg m−3, while a lower density was observed for the 1% variant, which was around 900 kg m−3. As the level of filler contamination increased, the quality of bonding deteriorated, resulting in decreased strength parameters, among other issues. It also contributed to the disintegration of most samples during the water absorption test. Therefore, in future research for these variants, it is advisable to consider modifying the process and incorporating a coupling agent that enhances bonding quality, similar to the approach used to produce 5-layer panels using both primary and recycled high-density polyethylene films with various loadings (0, 3, 6, 8, and 11% by weight) of maleic anhydride-grafted polyethylene (PE-g-MA). The conducted research confirmed its positive effectiveness [50].
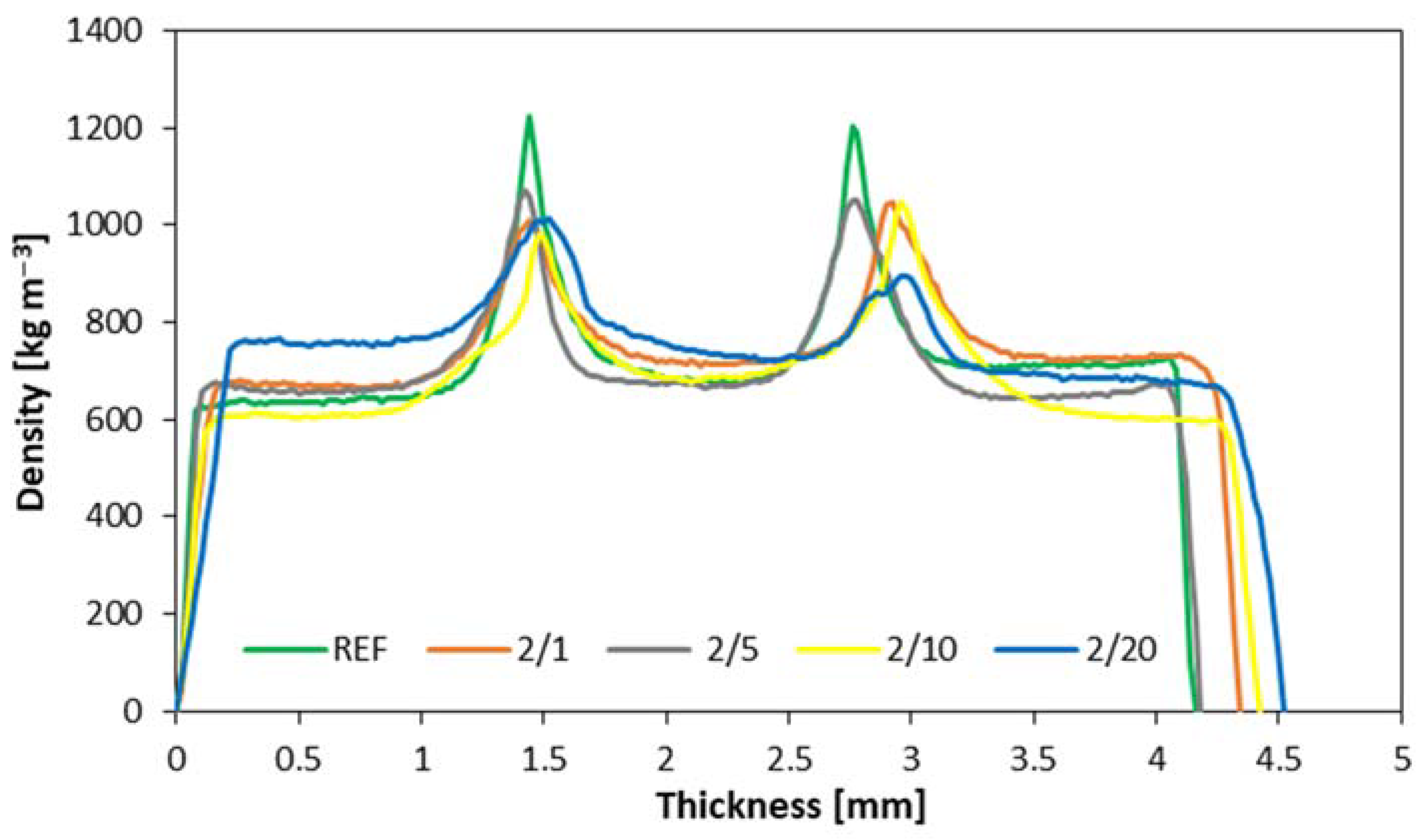
Figure 9 illustrates the density profile of plywood, with the filler consisting of dust derived from the 2nd milling of the boards. In the reference variant, the joint density defaulted to approximately 1200 kg m−3. Plywood with a 1% filler exhibited a joint density of approximately 900-1000 kg m−3, while plywood with 5% and 10% filler displayed joint densities of around 1000-1100 kg m−3. In these instances, the glue was absorbed into the wood as per standard procedures. The highest glue absorption into the wood was observed in the variant where the filler constituted 20%. Consequently, the joint density in this case was lower, ranging from 800-900 kg m−3. This phenomenon can be attributed to the elevated presence of impurities in the form of glue within the dust obtained after the 2nd milling. Plywoods with repeatedly ground filler exhibit greater thickness. As a result, this particular dust is less absorbent compared to other fillers, facilitating the easier absorption of the glue mixture into the wood. Research confirms that each subsequent milling of wood materials contributes to an increase in wood impurities[38] and also to the reduction of wood particles [51].
5. Conclusions
This series of studies is a continuation of research under fully controlled conditions, which is still a fairly new approach to recycling. Previous studies have shown that the regrinding of raw material leads to the formation of a large amount of dust fraction, so this publication is devoted to one of the ways of managing dust in lignocellulosic layered composites technology. The dust obtained differs in its composition in terms of the amount of chemical additives, with the largest proportion of such fractions found in dust from the second milling of particleboard. An important aspect to consider when analysing the results is the origin of the raw material, commercially used flour has a different structure to wood, clean and contaminated.
The use of fillers in this form allows the substitution of conventionally used grain flour, which is a significant part of the food chain. Nevertheless, the parameters obtained are not as high as expected. On the basis of the tests carried out, it can be concluded that in this situation it would be advisable to chemically modify the recovered dust to make it more absorbent to moisture. Also, the hygienic aspects, like volatile organic compounds (VOC) or formaldehyde emissions, of the composites produced with the use of recycled wood dust will be in the field of further research.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The mentioned research has been completed with the support of the Student Furniture Scientific Group (Koło Naukowe Meblarstwa), Faculty of Wood Technology, Warsaw University of Life Sciences – SGGW. The author would acknowledge Grzegorz Kowaluk, Warsaw University of Life Sciences, for his contribution to conceptualization, methodology, validation, resources, supervision, and project administration.
Conflicts of Interest
The authors declare no conflict of interest
References
- Zuo, S.; Liang, Y.; Wu, Y.; Ge, S.; Shi, J.; Ma, X.; Cai, L.; Li, J.; Lam, S.S.; Xia, C. Using Environmentally Friendly Technology for Fabricating Special Plywood with Ultra-High Strength. J. Clean. Prod. 2023, 396, 136462. [Google Scholar] [CrossRef]
- Yan, Y.; Wang, J.; Shen, Z.; Bi, H.; Shentu, B. Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers. Forests 2023, 14. [Google Scholar] [CrossRef]
- Amini, M.H.M.; Hermawan, A.; Sulaiman, N.S.; Sobri, S.A.; Demirel, G.K. Evaluation of Environmentally Friendly Plywood Made Using Glutaraldehydemodified Starch As the Binder. Bull. Transilv. Univ. Brasov, Ser. II For. Wood Ind. Agric. Food Eng. 2022, 15–64, 65–76. [Google Scholar] [CrossRef]
- Salunke, A. Bio-Degradable Plastic From Corn Starch & Cassava Starch. 2022, 959–964.
- Sari, R.A.L.; Lubis, M.A.R.; Sari, R.K.; Kristak, L.; Iswanto, A.H.; Mardawati, E.; Fatriasari, W.; Lee, S.H.; Reh, R.; Sedliacik, J.; et al. Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(Vinyl Alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times. J. Compos. Sci. 2023, 7, 113. [Google Scholar] [CrossRef]
- Richards, A.P.; Clapp, W.F. Control of Marine Borers in Plywood. Trans. Am. Soc. Mech. Eng. 2022, 69, 519–524. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1–12. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliačik, J.; Noshchenko, G.; Kačík, F.; Bekhta, N. Characteristics of Beech Bark and Its Effect on Properties of UF Adhesive and on Bonding Strength and Formaldehyde Emission of Plywood Panels. Eur. J. Wood Wood Prod. 2021, 79, 423–433. [Google Scholar] [CrossRef]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Dziurka, D.; Wieruszewski, M. The Application of Various Bark Species as a Fillers for UF Resin in Plywood Manufacturing. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef] [PubMed]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Szubert, Z. The Tea Leaves As a Filler for Uf Resin Plywood Production. Wood Res. 2023, 68, 200–207. [Google Scholar] [CrossRef]
- Dukarska, D.; Kawalerczyk, J.; Kmieciak, J. Modified Pine Needles as a Formaldehyde Scavenger for Urea-Formaldehyde Resin in Plywood Production. Eur. J. Wood Wood Prod. 2023, Preprint. [Google Scholar] [CrossRef]
- Marsal, A.; Cuadros, S.; Manich, A.M.; Izquierdo, F.; Font, J. Reduction of the Formaldehyde Content in Leathers Treated with Formaldehyde Resins by Means of Plant Polyphenols. J. Clean. Prod. 2017, 148, 518–526. [Google Scholar] [CrossRef]
- Mohamed Abdoul-Latif, F.; El Montassir, Z.; Ainane, A.; Gharby, S.; Sakar, E.H.; Merito, A.; Mohamed, J.; Ainane, T. Use of Thymus Plants as an Ecological Filler in Urea-Formaldehyde Adhesives Intended for Bonding Plywood. Processes 2022, 10. [Google Scholar] [CrossRef]
- Fitzpatrick, J.R. Plywood in the Aircraft Industry. Trans. Am. Soc. Mech. Eng. 2023, 53, 69–75. [Google Scholar] [CrossRef]
- Negro, F.; Cremonini, C.; Zanuttini, R.; Properzi, M.; Pichelin, F. A New Wood-Based Lightweight Composite for Boatbuilding. Wood Res. 2011, 56, 257–266. [Google Scholar]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Trociński, A. Flour Fillers with Urea-Formaldehyde Resin in Plywood. BioResources 2019, 14, 6727–6735. [Google Scholar] [CrossRef]
- Dasiewicz, J.; Wronka, A. Influence of the Use of Chestnut Starch as a Binder Filler in Plywood Technology. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2023, 148, 137–148. [Google Scholar] [CrossRef]
- Dasiewicz, J.; Kowaluk, G. Characteristics of High-Density Fibreboard Produced with the Use of Rice Starch as a Binder. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2023, 181, 169–181. [Google Scholar] [CrossRef]
- Fukui, K.; Momen, K.; Ichiba, G.; Fukasawa, T.; Ishigami, T. Utilization of Woody Biomass Combustion Fly Ash as a Filler in the Glue Used for Plywood Production. Adv. Powder Technol. 2020, 31, 4482–4490. [Google Scholar] [CrossRef]
- Hand, W.G.; Robert Ashurst, W.; Via, B.; Banerjee, S. Curing Behavior of Soy Flour with Phenol-Formaldehyde and Isocyanate Resins. Int. J. Adhes. Adhes. 2018. [Google Scholar] [CrossRef]
- Kang, H.; Wang, Z.; Wang, Y.; Zhao, S.; Zhang, S.; Li, J. Development of Mainly Plant Protein-Derived Plywood Bioadhesives via Soy Protein Isolate Fiber Self-Reinforced Soybean Meal Composites. Ind. Crops Prod. 2019, 133, 10–17. [Google Scholar] [CrossRef]
- Yan, Q.; Ma, C.; Liang, Z.; Zhang, S. High-Temperature Soybean Meal Adhesive Based on Disulfide Bond Rearrangement and Multiple Crosslinking: Water Resistance and Prepressing Adhesion. J. Clean. Prod. 2022, 373, 133709. [Google Scholar] [CrossRef]
- Sanghvi, M.R.; Tambare, O.H.; More, A.P. Performance of Various Fillers in Adhesives Applications: A Review; Springer Berlin Heidelberg, 2022; Vol. 79; ISBN 0028902104022.
- Oh, Y.-S. Evaluation of Chestnut Shell and Coffee Waste with Phenol-Formaldehyde Resin for Plywood Filler. Ciência Florest. 2021, 31, 1991–2001. [Google Scholar] [CrossRef]
- Yew, M.C.; Ramli Sulong, N.H.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Eggshells: A Novel Bio-Filler for Intumescent Flame-Retardant Coatings. Prog. Org. Coatings 2015, 81, 116–124. [Google Scholar] [CrossRef]
- Daniłowska, A.; Kowaluk, G. The Use of Coffee Bean Post-Extraction Residues as a Filler in Plywood Technology. Ann. WULS, For. Wood Technol. 2020, 109, 24–31. [Google Scholar] [CrossRef]
- Ait Benhamou, A.; Boussetta, A.; Kassab, Z.; Nadifiyine, M.; Hamid Salim, M.; Grimi, N.; EL Achaby, M.; Moubarik, A. Investigating the Characteristics of Cactus Seeds By-Product and Their Use as a New Filler in Phenol Formaldehyde Wood Adhesive. Int. J. Adhes. Adhes. 2021, 110, 102940. [Google Scholar] [CrossRef]
- Hýsek, Š.; Šedivka, P.; Böhm, M.; Schönfelder, O.; Beran, R. Influence of Using Recycled Polyurethane Particles as a Filler on Properties of Polyurethane Adhesives for Gluing of Wood. BioResources 2018, 13, 2592–2601. [Google Scholar] [CrossRef]
- Ong, H.R.; Khan, M.R.; Yousuf, A.; Jeyaratnam, N.; Prasad, D.M.R. Effect of Waste Rubber Powder as Filler for Plywood Application. Polish J. Chem. Technol. 2015, 17, 41–47. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, A.; Sharma, K. V; Nasir, M.; Khan, T.A. Influence of Activated Charcoal as Filler on the Properties of Wood Composites. Int. J. Adhes. Adhes. 2013. [Google Scholar] [CrossRef]
- Ivanov, D. V.; Baka, K.E.; Konareikina, D.A. Powdered Paper-Resin Films as Reactive Fillers for Urea-Formaldehyde Resins. Lesn. Zhurnal (Forestry Journal). [CrossRef]
- Zhan, T.; Chen, W.; Zhu, J.Y.; Peng, H.; Lu, J. Strong, Durable and Eco-Friendly Plywood Bonded with Chemically-Upcycled Wasted Disposable Masks. Ind. Crops Prod. 2023, 204, 117283. [Google Scholar] [CrossRef]
- Arya, S.; Chauhan, S.; Kumar, R. Plastic Bonded Plywood Using Waste Polypropylene Container. Mater. Today Proc. 2022, 67, 471–477. [Google Scholar] [CrossRef]
- Janceva, S.; Andersone, A.; Spulle, U.; Tupciauskas, R.; Papadopoulou, E.; Bikovens, O.; Andzs, M.; Zaharova, N.; Rieksts, G.; Telysheva, G. Eco-Friendly Adhesives Based on the Oligomeric Condensed Tannins-Rich Extract from Alder Bark for Particleboard and Plywood Production. Materials (Basel). 2022, 15, 1–19. [Google Scholar] [CrossRef]
- Newton Balakrishnan, M.E.; Muralkar, P.; Ranjana Ponraj, M.; Nadiger, S.; Dhandayutham, S.; Justus, S.; Bhagavathsingh, J. Recycling of Saw Dust as a Filler Reinforced Cotton Seed Oil Resin Amalgamated Polystyrene Composite Material for Sustainable Waste Management Applications. Mater. Today Proc. 2022, 58, 783–788. [Google Scholar] [CrossRef]
- Yao, J.; Chen, Z.; Xu, C.; Chen, Y.; Guo, J.; Yue, H. Cottonseed Protein Bioadhesive with High Adhesion Performance Achieved by a Synergistic Dual-Crosslinking Strategy. Int. J. Adhes. Adhes. 2023, 127, 103514. [Google Scholar] [CrossRef]
- EN 827 Adhesives - Determination of Conventional Solids Content and Constant Mass Solids Content; European Committee for Standardization, Brussels, Belgium, 2005.
- Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials (Basel). 2022, 15. [Google Scholar] [CrossRef] [PubMed]
- Kminiak, R.; Kučerka, M.; Kristak, L.; Reh, R.; Antov, P.; Očkajová, A.; Rogoziński, T.; Pędzik, M. Granulometric Characterization of Wood Dust Emission from Cnc Machining of Natural Wood and Medium Density Fiberboard. Forests 2021, 12. [Google Scholar] [CrossRef]
- EN 310 Wood-Based Panels — Determination of Modulus of Elasticity in Bending and of Bending Strength; Brussels, Belgium, 1993.
- EN 314-1 Plywood—Bonding Quality—Part 1: Test Methods. European Committee for Standardization; Brussels, Belgium, 2004.
- EN 317 Particleboards and Fiberboards – Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization, Brussels, Belgium, 1993.
- Yang, X.; Frazier, C.E. Influence of Organic Fillers on Rheological Behavior in Phenol-Formaldehyde Adhesives. Int. J. Adhes. Adhes. 2016, 66, 93–98. [Google Scholar] [CrossRef]
- Ponomarenko, L.; Kantieva, E. Influence of Grinded Dust as a Filler of Carbamideoformaldehyde Adhesives on Their Technological Properties. For. Eng. J. Vol. 8 № 1, 2018. [CrossRef]
- Bekhta, P.; Sedliačik, J.; Kačík, F.; Noshchenko, G.; Kleinová, A. Lignocellulosic Waste Fibers and Their Application as a Component of Urea-Formaldehyde Adhesive Composition in the Manufacture of Plywood. Eur. J. Wood Wood Prod. 2019, 77, 495–508. [Google Scholar] [CrossRef]
- Ong, H.R.; Khan, M.M.R.; Prasad, D.M.R.; Yousuf, A.; Chowdhury, M.N.K. Palm Kernel Meal as a Melamine Urea Formaldehyde Adhesive Filler for Plywood Applications. Int. J. Adhes. Adhes. 2018. [Google Scholar] [CrossRef]
- Réh, R.; Igaz, R.; Krišt’ák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials (Basel). 2019, 12. [Google Scholar] [CrossRef] [PubMed]
- Réh, R.; Krišťák, Ľ.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of Birch Bark as an Eco-Friendly Filler in Urea-Formaldehyde Adhesives for Plywood Manufacturing. Polymers (Basel). 2021, 13, 1–21. [Google Scholar] [CrossRef]
- Sala, C.M.; Robles, E.; Gumowska, A.; Wronka, A.; Kowaluk, G. Influence of Moisture Content on the Mechanical Properties of Selected Wood-Based Composites. BioResources 2020, 15, 5503–5513. [Google Scholar] [CrossRef]
- Ashori, A.; Ayrilmis, N.; Heydari, V. Enhancing Interfacial Adhesion through Coupling Agent Incorporation in Plywood/ Plastic Waste Composite Materials. Int. J. Adhes. Adhes. 2023, 127, 103513. [Google Scholar] [CrossRef]
- Wronka, A.; Robles, E.; Kowaluk, G. Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials (Basel). 2021, 1–14. [Google Scholar] [CrossRef]
Figure 5.
The Thickness Swelling of the tested plywood with different fillers.
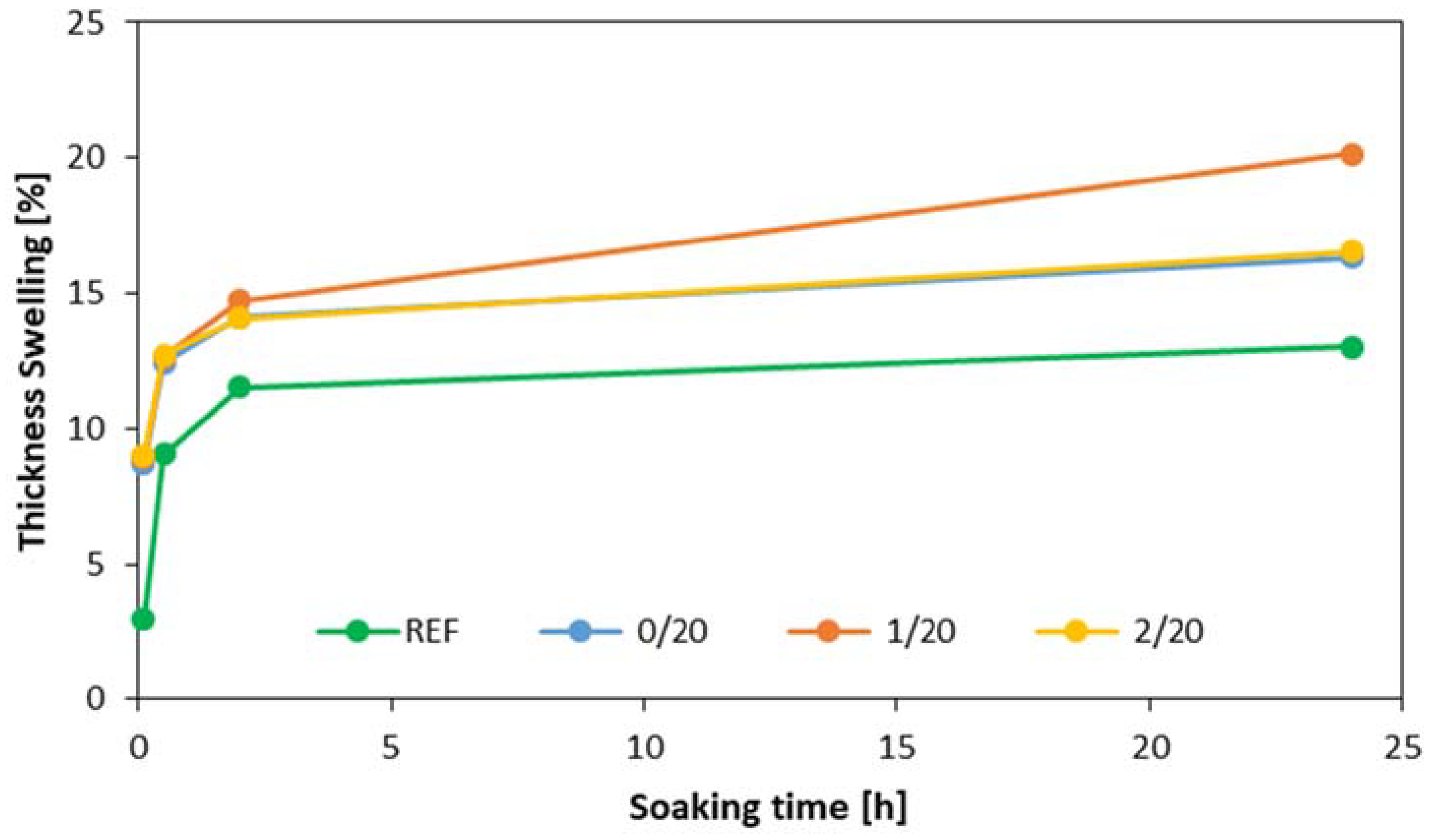
Figure 6.
The Water Absorption of the tested plywood with different fillers.
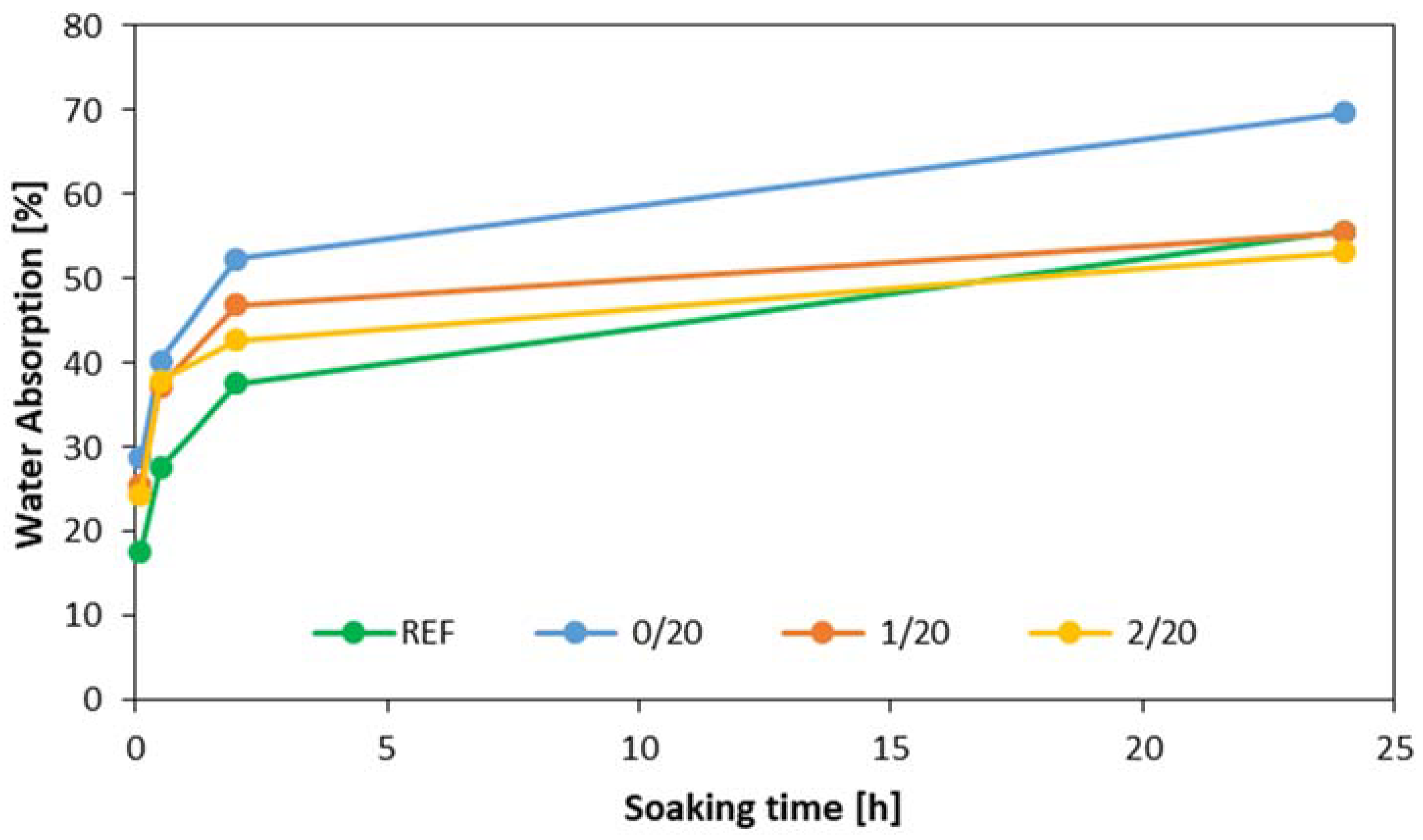
Figure 7.
The Density Profile for reference and native variants.
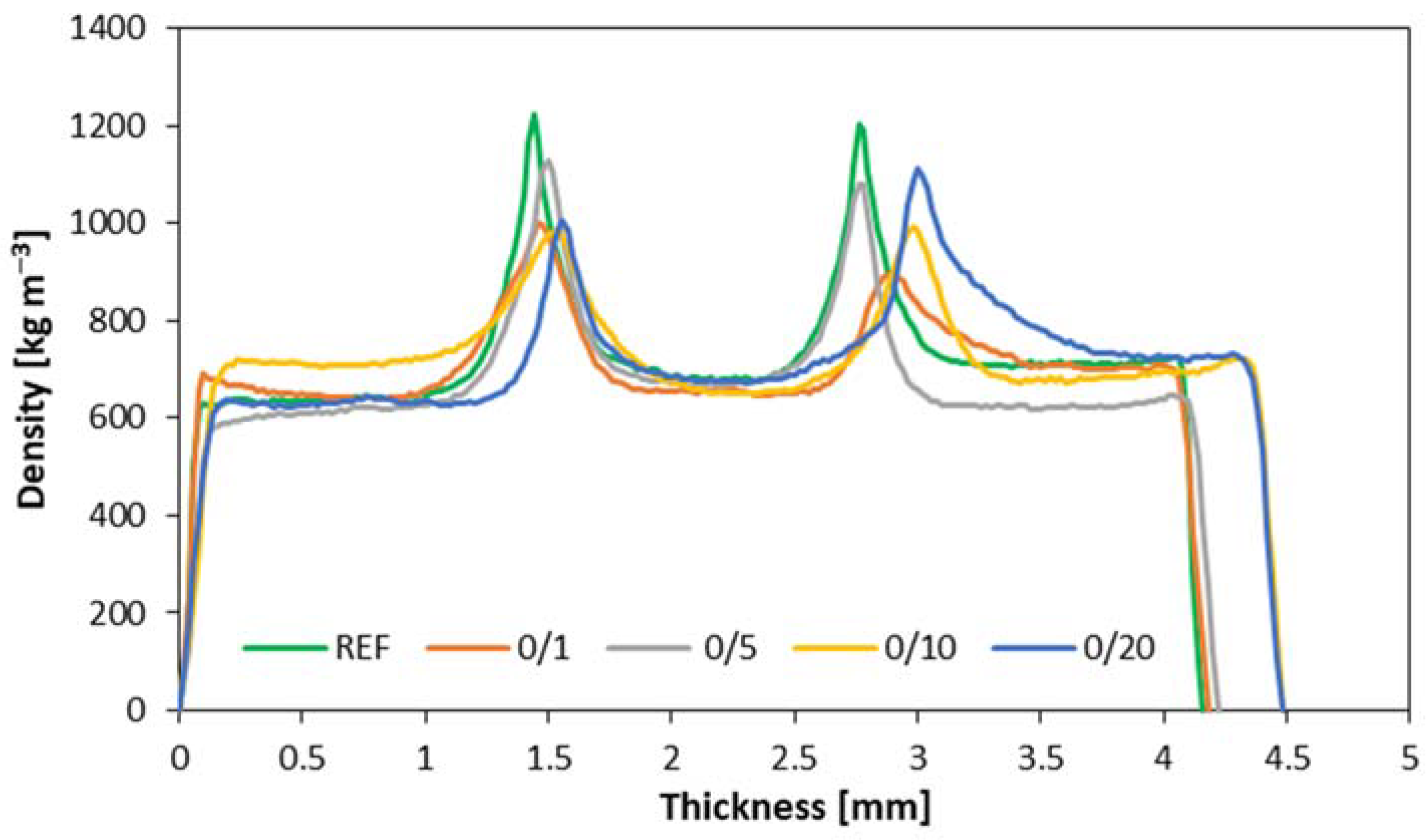
Figure 8.
The Density Profile for dust after first milling.
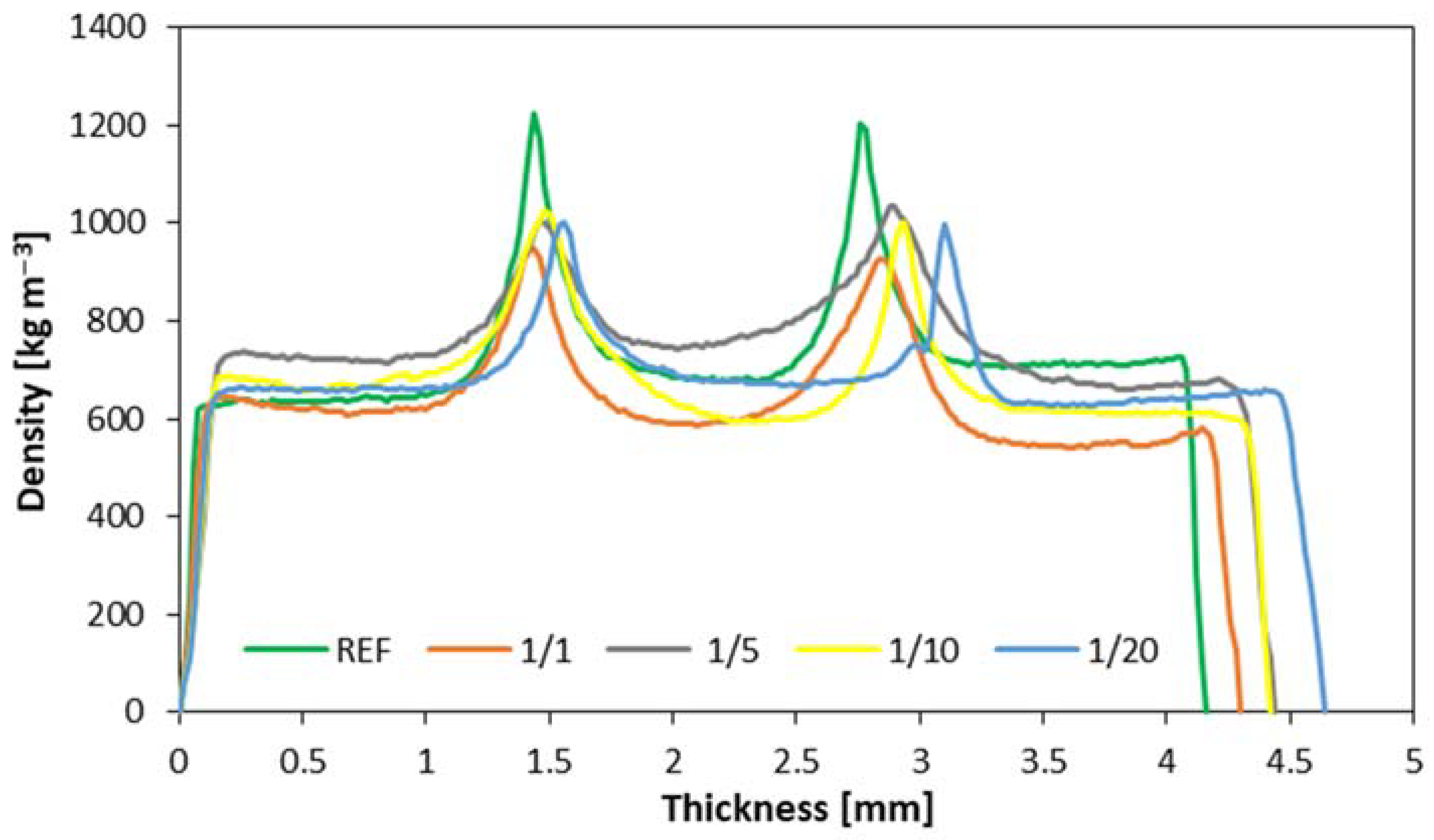
Figure 9.
The Density Profile for dust after the second milling.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



