Submitted:
31 October 2023
Posted:
31 October 2023
You are already at the latest version
Abstract
The carbonation of industrial calcium-rich byproducts such as steel slag demonstrates significant potential for CO2 sequestration. This technique aids in reducing carbon emissions while also promoting waste recycling. Despite its advantages, gaps remain in understanding how steel slag characteristics and operational parameters influence the carbonation process, as well as the underlying mechanism of direct aqueous carbonation. We evaluated the carbonation performance of three types of steel slag at temperatures below 100°C using a gas–liquid–solid reaction system. The slag with the highest CO2 sequestration capacity was chosen for a systematic evaluation of the effects of operating conditions on carbonation efficiency. Thermodynamic analysis indicated that the reactivity of CaO and Ca(OH)2 with CO2 exceeded that of CaO•SiO2 and 2CaO•SiO2. Under conditions of 85°C, a particle size less than 75 μm, an initial CO2 pressure of 0.5 MPa, a liquid-to-solid ratio of 5 mL/g, and a stirring speed of 200 rpm, the steel slag achieved a sequestration capacity (K) of 283.5 gCO2/kg and a carbonation efficiency (ζCa) of 51.61%. Characterization of the slag before and after carbonation using X-ray diffraction, SEM‒EDS, thermogravimetric analysis, and Fourier transform infrared spectrometry confirmed the formation of new carbonates. Mechanistic analysis revealed that the rate-limiting step initially involved the mass transfer of CO2, transitioning to Ca2+ mass transfer as time progressed. Our research provides a viable technique for CO2 capture and a beneficial approach for reutilizing waste steel slag. Furthermore, solid residues after capturing CO2 have the potential for conversion into carbon-negative building materials, offering a sustainable strategy for steel companies and other enterprises with high carbon emissions.
Keywords:
Steel slag
; Direct aqueous carbonation
; CO2 sequestration
; Parameter optimization
; Mechanism analysis
1. Introduction
Since the onset of the Industrial Revolution, human production activities have predominantly relied on fossil fuels for energy provision. The combustion of these fossil fuels results in the significant generation of carbon dioxide (CO2), which plays a notable role in amplifying the greenhouse effect [1,2]. This acceleration of the greenhouse effect has garnered substantial attention from governments worldwide due to its adverse effects on the ecological environment, making the reduction of CO2 emissions a pressing global concern. According to statistics, China is responsible for as much as 50% of global carbon emissions, solidifying its position as the top emitter in the world [3]. As the largest developing nation globally, China's rapid industrialization has led to an increasing consumption of fossil fuels. While clean energy sources such as solar, wind, and hydrogen are not yet feasible alternatives, fossil fuels continue to predominate [4]. Given this critical situation, China's implementation of a "dual carbon" strategy holds significant importance, and there is an urgent need for the development and research of technologies aimed at reducing CO2 emissions.
The steel industry is a sector characterized by high energy consumption, accounting for approximately 15% of China's total carbon emissions and standing as one of the primary sources of CO2. During the steel-making process, solid waste, referred to as steel slag, is produced at a rate of 10–15% of the steel output. As of 2021, global crude steel production has reached 1.951 billion tons, with China's share constituting more than 50% of the global total since 2017, showing a continuous upward trajectory [5,6]. Despite the substantial volume of steel slag generated in China, its effective utilization rate remains below 30%, which is significantly lower than that in developed nations. This excessive accumulation of steel slag not only leads to resource waste but also results in land occupation and environmental degradation [7]. Research has demonstrated that steel slag possesses promising capabilities for the capture and storage of CO2. Through the mineral carbonation of steel slag, it is possible to enhance the material's properties by reducing its content of free calcium oxide (f-CaO) and free magnesium oxide (f-MgO) while simultaneously reducing CO2 emissions to mitigate the greenhouse effect [8]. Furthermore, CO2-captured steel slag can be transformed into carbon-negative building materials, thus promoting sustainable development within the steel industry and other high-carbon-emitting sectors.
Mineral carbonation of steel slag for CO2 sequestration is considered one of the most promising green technologies for achieving the strategic objectives of industrial "dual carbon." Mineral carbonation processes can be categorized into indirect and direct carbonation. Indirect carbonation entails the extraction of Ca/Mg from steel slag using a leaching agent, followed by solid‒liquid separation to obtain a solution rich in calcium and magnesium ions, which subsequently undergo carbonation reactions with CO2 to produce CaCO3 and MgCO3 [9]. Although this method can yield high-purity carbonate products, it is plagued by extended leaching reaction times, complex process flows, and substantial energy consumption for leaching agent regeneration and recycling, all of which hinder its large-scale industrial application.
Direct carbonation can be further classified into dry and methods. In the dry method, a gas‒solid phase reaction occurs, wherein CO2 gas diffuses into the steel slag and reacts with its active components. However, the dense structure of steel slag impedes CO2 diffusion, resulting in sluggish carbonation rates, even under elevated temperatures and initial CO2 pressure conditions. These low conversion rates render it unsuitable for industrial-scale applications [10,11]. Santos et al. [12] investigated the dry method carbonation of steel slag and found that under conditions of a reaction temperature T=500°C, CO2 concentration of 75%, initial CO2 pressure =3 bar, and reaction time t=50 min, the sequestration capacity and carbonation efficiency were 83.8 gCO2/kg and 29%, respectively. Ghouleh et al. [13] determined that reaction time and temperature are the primary factors influencing the carbonation conversion of steelmaking slags. At 650°C and an initial CO2 pressure of 20 bar, they achieved a maximum carbonization conversion of 26%, equivalent to a capacity of 120 gCO2/kg.
In the wet method, a gas‒liquid-solid three-phase system is present; CO2 dissolves in water to form carbonic acid, and steel slag gradually dissolves in a weakly acidic solution, subsequently precipitating as carbonates upon reacting with bicarbonate ions [14]. This method demonstrates favorable kinetic properties under lower temperatures and initial CO2 pressures, necessitating reduced energy input, thereby augmenting its economic feasibility. The majority of studies involving steel slag for CO2 mineralization primarily focus on the wet method of direct carbonation. Ibrahim et al. [15] employed response surface methodology to investigate the effects of initial CO2 pressure on the aqueous carbonation reactions of steel slag. The results indicate that within a specific range, decreasing the solid-to-liquid ratio and increasing the pressure can enhance CO2 sequestration. Under conditions of T=25°C, 100% vol. CO2, =1 bar, and L/S=20 mL/g, the CO2 sequestration capacity reached 283 gCO2/kg, accompanied by a carbonation efficiency of 67%. Chang et al. [16] utilized a rotating packed bed to examine the aqueous carbonation of steel slag, revealing that the most influential operational parameter affecting carbonation kinetics was the reaction temperature. Under optimal conditions of 65°C, 750 rpm, and t=30 min, a CO2 sequestration capacity of 404.8 gCO2/kg and a carbonation efficiency of up to 93.5% were achieved. Furthermore, He et al. [17] employed machine learning to model and predict the CO2 sequestration process using steel slag slurry, investigating the effect of process parameters and slag composition on CO2 sequestration. However, current research primarily centers on the effects of particle size, temperature, reaction time, CO2 concentration, and pressure on carbonation performance, while the underlying mechanism of carbonation remains incompletely understood and necessitates further investigation.
Building upon the aforementioned analysis, this study initiates an exploration into the carbonation performance of various types of steel slag at low temperatures (<100°C). Through the characterization of samples before and after carbonation, the reaction mechanism of steel slag carbonation is elucidated, and from a thermodynamic standpoint, the reactivity of diverse calcium-based components in steel slag toward CO2 is analyzed. Subsequently, the study explores the effects of particle size, temperature, initial CO2 pressure, liquid-to-solid ratio, and stirring speed on the carbonation performance of steel slag. A comprehensive investigation into the mass transfer mechanism of CO2 capture within a gas‒liquid-solid three-phase system employing steel slag is also undertaken. This research makes a valuable contribution to the reduction of carbon emissions and enhancement of the resource recycling rate of steel slag, thereby facilitating the development of a circular economy.
2. Materials and Methods
2.1. Materials
The steel slag samples utilized in this investigation were sourced from three steel mills situated in Shandong Province, China, and were designated SS-1, SS-2, and SS-3. These samples underwent an initial drying process at 105°C until a constant weight was achieved, followed by sieving to obtain samples of varying particle sizes: >180 μm, 180~150 μm, 150~120 μm, 120~75 μm, and <75 μm. Table 1 presents the chemical composition of the steel slag samples. The pure CO2 employed for the experiments was procured from Beijing Huanyu Jinghui Gas Technology Co., Ltd., with a volume fraction of 99.9%.
2.2. Experimental Section
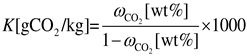
Figure 1 illustrates a schematic diagram of the experimental setup. In each carbonation experiment, a specific quantity of deionized water and sample were introduced into a high-pressure autoclave reactor and heated to the desired temperature. Subsequently, CO2 was introduced into the reactor until the preset pressure was attained, and mechanical stirring commenced with precise timing. Following a reaction period of 2 h, the heating process was terminated, and the reactor was rapidly cooled to room temperature. The suspension within the reactor was subsequently subjected to filtration using 0.7 μm filter paper, and the solid fraction was subjected to drying at 105°C for a duration of 24 h. The carbonation performance of the steel slag was quantified through thermogravimetric analysis (TG) conducted on the dried solids.
On the one hand, the study involved a comparison of the carbonation performance of three distinct types of steel slag under the following conditions: a temperature of 65°C; an initial CO2 pressure of 2.0 MPa; a liquid-to-solid ratio of 15 mL/g; a stirring speed of 200 rpm; and a particle size of <75 μm. On the other hand, the investigation explored the effects of various parameters, including particle size (>180 μm, 180~150 μm, 150~120 μm, 120~75 μm, <75 μm), reaction temperature (25°C, 45°C, 65°C, 85°C, and 105°C), initial CO2 pressure (0.1, 0.5, 1.0, 1.5, and 2.0 MPa), liquid-to-solid ratio (1, 5, 10, 15, 20 mL/g), and stirring speed (200, 400, 600, 800 rpm), on the carbonation performance of steel slag.
2.3. Calculation of Carbonation Performance
TG analysis is performed using a thermogravimetric analyzer to quantify the weight loss experienced by steel slag at elevated temperatures, allowing for the precise determination of the quantity of CO2 sequestered by the steel slag. The method entails placing a defined mass of the carbonated steel slag product into the thermogravimetric analyzer and subjecting the sample to heating, with a temperature range spanning from 50°C to 950°C, at a rate of 10°C per minute while maintaining an N2 atmosphere. The temperature was held constant at 105°C and 550°C for a duration of 10 min each, followed by a 5-min dwell at 950°C. Weight losses observed within the temperature ranges of 50°C-105°C, 105°C-550°C, and 550°C-950°C correspond to water evaporation, the decomposition of Ca(OH)2 and MgCO3, and the decomposition of CaCO3, respectively. The quantity of CO2 is computed based on the dry weight of the carbonated sample and its weight loss within the 550°C-950°C range, following Eq. (1):
Sequestration capacity (K) and carbonation efficiency () are used to evaluate the extent of the carbonation reaction, calculated according to Eqs. (2) and (3):
 where MCa and represent the molar masses of Ca and CO2, respectively, while Catotal denotes the Ca content in fresh steel slag samples.
where MCa and represent the molar masses of Ca and CO2, respectively, while Catotal denotes the Ca content in fresh steel slag samples.
2.4. Sample Characterization
The chemical compositions of the samples were analyzed via X-ray fluorescence spectroscopy. The crystal phases of the samples, both before and after carbonation, were investigated using X-ray diffraction (XRD) with Cu-Ka radiation operating at 40 kV and 40 mA. The 2θ scanning angle range for XRD analysis spanned from 10° to 70°, employing a step size of 0.01°.
To observe the microstructure of the samples and assess the surface elemental distribution, thereby identifying the formation of carbonates, scanning electron microscopy coupled with energy-dispersive spectroscopy (SEM‒EDS, SU8100) was employed. Fourier transform infrared spectroscopy (FTIR) was utilized for the analysis of the principal chemical bonds present in the samples both before and after the carbonation reaction. Furthermore, changes in the specific surface area and pore size distribution of the steel slag samples, both before and after the carbonation, were examined via Brunauer Emmett Teller (BET) analysis. Finally, the particle size distribution of the samples was determined using a laser particle size analyzer.
3. Results and Discussion
3.1. Carbonation Performance of Different Steel Slags
Table 2 displays the carbonation performance of the three distinct types of steel slag under identical experimental conditions. The sequestration capacities (K) for steel slag samples SS-1, SS-2, and SS-3 were determined to be 106.8, 191.9, and 136.9 gCO2/kg, respectively. The ability of industrial solid waste to sequester CO2 is not solely contingent on the content of alkaline components but also influenced by its phase composition [18]. Steel slag primarily comprises four calcium-based active components: CaO, Ca(OH)2, CaO·SiO2, and 2CaO·SiO2. The reaction equations involving these four components in the carbonation process, along with their corresponding Gibbs free energy changes (, kJ/mol), are presented in Table 3 [19,20,21]. At a temperature of 65°C, the Gibbs free energy changes for the reactions between these calcium-based active components and CO2 are as follows: -124.22, -69.19, -38.67, and -57.17 kJ/mol. This indicates that all reactions proceed spontaneously, with the reactivity ranking as follows: CaO > Ca(OH)2 > 2CaO·SiO2> CaO·SiO2.
Figure 2 illustrates the XRD spectra of the three types of steel slag. It is evident that the phase composition of SS-2 and SS-3 substantially differs from that of SS-1. In SS-2 and SS-3, the primary calcium-based active component is Ca(OH)2, while in SS-1, it also includes CaO·SiO2 and 2CaO·SiO2. Thermodynamic analysis reveals that Ca(OH)2 exhibits higher reactivity with CO2 compared to CaO·SiO2 or 2CaO·SiO2, which elucidates the superior carbonation performance of SS-2 and SS-3 relative to SS-1. Additionally, as indicated in Table 1, SS-2 boasts higher contents of CaO and MgO, at 51.76% and 5.95%, respectively, in contrast to 39.10% and 4.38% in SS-3. Consequently, the carbonation performance of SS-2 surpasses that of SS-3. Subsequent investigations will focus on SS-2 to explore the influence of particle size (d), temperature (T), pressure (p), liquid-to-solid ratio (L/S), and rotational speed (r) on the carbonation performance of steel slag.
3.2. Sample Characterization
3.2.1. TG Analysis
Figure 3 illustrates the weight loss curves for SS-2 steel slag both before and after the carbonation reaction. The unprocessed sample exhibits a noticeable weight loss within the temperature range of 105–550°C, which corresponds to the decomposition of Ca(OH)2, indicating the presence of Ca(OH)2 in the original sample. After undergoing the carbonation reaction, the weight loss in the 105–550°C range notably diminishes, whereas the weight loss between 550–950°C experiences a significant increase, reaching 21.92%. This observation implies that following the carbonation reaction, Ca(OH)2 reacts with CO2 to yield CaCO3.
3.2.2. XRD Analysis
Figure 4 presents the XRD spectra of SS-2 steel slag both before and after the carbonation reaction. The initial SS-2 steel slag primarily contains Ca(OH)2 and 2CaO·SiO2. However, following carbonation, the peak corresponding to Ca(OH)2 vanishes, the peak for 2CaO·SiO2 weakens, and the CaCO3 peak intensifies. These findings affirm that Ca(OH)2 in the initial SS-2 steel slag undergoes complete conversion into CaCO3 through carbonation, a conclusion supported by the results of TG analysis of the carbonated slag. Additionally, the partial carbonation of 2CaO·SiO2 into CaCO3 suggests that Ca(OH)2 displays a greater reactivity with CO2 compared to 2CaO·SiO2, aligning with the thermodynamic analysis (Table 3).
3.2.3. SEM‒EDS analysis
Figure 5a,b provide an illustration of the crystal morphology of SS-2 steel slag both before and after the carbonation reaction. The morphology of the initial SS-2 steel slag is characterized by particle aggregation with unevenly distributed pores. Notable morphological transformations occur subsequent to carbonation, including the emergence of numerous cubic particle crystals that aggregate. Complementing after the carbonation energy-dispersive spectroscopy (EDS) analysis (Fig. 5c), the composition is unequivocally identified as CaCO3, a finding that corroborates the results of XRD phase analysis. However, it is important to note that the surface development of CaCO3 appears uneven following the carbonation reaction. This nonuniformity may impede the penetration of unreacted slag into the liquid phase, thereby increasing the difficulty of further reactions between the unreacted Ca-based active phases within the slag and CO2. Consequently, this could limit the slag's CO2 sequestration capacity [8]. Furthermore, freshly carbonated slag comprises particles of varying sizes, exhibiting a surface rich in fine-pore structures. In contrast, carbonated samples form dense aggregates with a relatively uniform particle size.
3.2.4. FTIR Spectra
Figure 6 presents the infrared spectra of SS-2 steel slag both before and after the carbonation reaction. The spectrum of the initial SS-2 steel slag not only reveals a broad absorption peak at 3422 cm-1 but also displays a narrower peak at 3644 cm-1. This narrower peak at 3644 cm-1 corresponds to the H-O stretching vibrations in Ca(OH)2 [22], thus confirming the presence of Ca(OH)2. This observation aligns with the previous XRD phase analysis and TG results. Subsequent to the carbonation reaction of SS-2 steel slag, prominent absorption peaks emerge in the resulting material at 715 cm-1, 880 cm-1, and 1450 cm-1. Specifically, the peak at 715 cm-1 corresponds to the in-plane bending vibration of the O-C-O group in CaCO3; the peak at 880 cm-1 represents the out-of-plane bending vibration of the O-C-O group; and the peak at 1450 cm-1 is associated with the C-O antisymmetric stretching vibrations in CaCO3 [23]. These distinctive features provide compelling evidence that the primary product of the carbonation reaction is indeed CaCO3.
3.3. Effect of Operating Parameters on the Carbonation of Steel Slag
3.3.1. Effect of Particle Size
Figure 7 depicts the effect of particle size on direct aqueous carbonation under constant temperature (65℃), initial CO2 pressure (2 MPa), liquid-to-solid ratio (15 mL/g), and stirring speed (200 rpm) conditions. It is evident that as the particle size decreases below 180 μm, both the sequestration rate (K) and the carbonation rate exhibit a notable increase. Specifically, K rises from 50.8 gCO2/kg to 219.5 gCO2/kg, and increases from 10.20% to 40.27%. This observed increase can be attributed to the growth in the specific surface area of the steel slag as the particle size diminishes (as detailed in Table 4). Simultaneously, the milled steel slag undergoes a reduction in lattice energy, leading to the generation of lattice dislocations, defects, and recrystallization at sites where lattice energy is lost. These alterations facilitate an expanded contact area between the slag minerals and CO2, thereby enhancing the interaction forces between the minerals and CO2 and accelerating the carbonation reaction [24]. Consequently, the optimal particle size for the direct aqueous carbonation of steel slag is less than 75 μm.
3.3.2. Effect of Reaction Temperature
Figure 8 illustrates the effect of reaction temperature on the direct aqueous carbonation of steel slag, considering particle sizes smaller than 200 μm, an initial CO2 pressure of 2 MPa, a liquid-to-solid ratio of 15 mL/g, and a stirring speed of 200 rpm. This observation indicates that the carbonation performance of steel slag experiences a decline as the temperature varies from 25℃ to 45℃. However, a significant enhancement in carbonation performance is noted as the temperature rises from 45℃ to 85℃, with the sequestration capacity (K) increasing from 157.9 gCO2/kg to 260.7 gCO2/kg and the carbonation rate increasing from 29.29% to 47.62%. Beyond this temperature range, only marginal increases in both K and are noted.
This finding contrasts with our prior research on the effect of temperature on the carbonation performance of carbide slag [18]. The disparity can be attributed to the distinct phase compositions of carbide slag and steel slag. Carbide slag primarily comprises Ca(OH)2, which readily dissociates into Ca2+ ions at lower temperatures for reaction with CO2. Below 65℃, the leaching of Ca2+ ions constitutes the rate-limiting step in the reaction. With a further temperature increase, the solubility of CO2 rapidly diminishes, hindering the formation of CO32- ions and subsequently the precipitation of CaCO3, making CO2 dissolution the new rate-limiting step [15].
In contrast, steel slag possesses a more complex phase composition, including both Ca(OH)2 and 2CaO·SiO2. The Ca2+ ions in 2CaO·SiO2 are more challenging to dissociate, necessitating higher temperatures for effective leaching. Therefore, below 45℃, CO2 dissolution serves as the rate-limiting step. As the temperature increases, Ca2+ leaching becomes the rate-limiting step for carbonation. The leaching rate of Ca2+ accelerates, and the amount leached increases within a certain time frame, thus promoting CaCO3 formation [25]. Consequently, the optimal temperature for the direct aqueous carbonation of steel slag is found to be 85℃.
3.3.3. Effect of Initial CO2 Pressure
Figure 9 illustrates the effect of the initial CO2 pressure on the direct aqueous carbonation of steel slag, maintaining a reaction temperature of 105℃, a particle size smaller than 200 μm, a liquid-to-solid ratio of 15 mL/g, and a stirring speed of 200 rpm. As observed, when the pressure is below 0.5 MPa, both the sequestration capacity (K) and the carbonation rate increase significantly with rising pressure. The K value escalates from 166.9 gCO2/kg to 214.8 gCO2/kg, while the carbonation rate improves from 30.88% to 39.42%. However, beyond the threshold of 0.5 MPa, a plateau is reached in both K and upon increasing the pressure to 2.0 MPa. Consequently, the optimal initial CO2 pressure for the direct aqueous carbonation of steel slag is determined to be 0.5 MPa.
The influence of the initial CO2 pressure on the CO2 sequestration capacity of steel slag can be explained through Henry's Law (Eq. 4). In Eq. 5, [CO2] represents the concentration of CO2 in water, while is Henry's constant and is the partial pressure of CO2 gas. At a constant temperature, the solubility of CO2 molecules is directly proportional to pressure, indicating that a higher initial CO2 pressure leads to increased dissolution of CO2 in the slurry. This enhanced dissolution facilitates the formation of CaCO3 precipitates.
For steel slag, when < 0.5 MPa, the dissolution of CO2 serves as the rate-limiting step, and both the sequestration capacity (K) and the carbonation rate primarily depend on the concentration of CO32- ions. As the initial CO2 pressure increases, the concentration of CO2, and consequently, the generated CO32- ions in the slurry rise, resulting in an increase in both K and . When > 0.5 MPa, the leaching of Ca2+ ions from the solid matrix becomes the rate-limiting step. At this juncture, the CO2 concentration in the slurry has already reached saturation and no longer influences the carbonation efficiency. Instead, the intrinsic properties of the raw material govern the carbonation performance [26].
3.3.4. Effect of the Liquid-to-Solid Ratio
Figure 10 depicts the effect of the liquid-to-solid ratio on the direct aqueous carbonation of steel slag under specific conditions: a constant reaction temperature of 105°C, a particle size less than 200 μm, an initial CO2 pressure of 0.5 MPa, and a stirring speed of 200 rpm. It is evident that when the liquid-to-solid ratio is less than 5 mL/g, both the sequestration capacity (K) and the carbonation rate increase significantly. Specifically, K escalates from 98.2 gCO2/kg to 217.6 gCO2/kg, while the carbonation rate rises from 10.73% to 39.92%. However, with further increases in the liquid-to-solid ratio, there is a decline in both K and . The optimal liquid-to-solid ratio for the direct aqueous carbonation of steel slag is identified as 5 mL/g.
The direct aqueous carbonation process of steel slag is closely linked to the diffusion and dissolution of CO2 in water, as well as the dissolution of alkaline substances in steel slag. Prior to reaching a liquid-to-solid ratio of 5 mL/g, water acts as the medium that facilitates the reaction between the solid matrix and gaseous CO2. However, the leaching of Ca2+ ions from the solid matrix is insufficient, limiting the extent of the reaction. As the liquid-to-solid ratio continues to increase, excess water in the reaction system impedes the permeation of CO2 due to capillary forces. This hindrance inhibits the contact between CO2 and active reaction sites, resulting in incomplete carbonation. Consequently, the carbonation efficiency of steel slag decreases [27].
3.3.5. Effect of Stirring Speed
Figure 11a displays the influence of rotational speed on the direct aqueous carbonation of steel slag under the following conditions: a reaction temperature of 105°C, particle size less than 200 μm, initial CO2 pressure of 0.5 MPa, and liquid-to-solid ratio of 15 mL/g. As the rotational speed increases from 200 rpm to 800 rpm, both the sequestration capacity K and the carbonation rate experience a minor increase, indicating that rotational speed has a marginal effect on the carbonation performance of steel slag. However, as shown in Figure 11b, elevating the rotational speed enhances the reaction rate of the direct aqueous carbonation of steel slag. This enhancement may be attributed to an increased contact area or a thinner diffusion layer, facilitating better interaction among the gas, liquid, and solid phases [28]. Additionally, higher stirring rates might induce erosive effects on the particles, improving the reactivity of the solid matrix surface and preventing the newly formed CaCO3 precipitate from coating unreacted sample surfaces [29].
3.4. Mechanism Analysis of Steel Slag for CO2 Sequestration
The chemical reactions involved in the direct aqueous carbonation of steel slag include [30]:
I. Dissolution of CO2 in the liquid phase to form H2CO3 (H2CO3(H2O + CO2 → H2CO3);
II. Dissociation of H2CO3 to form HCO3- or CO32- ions (HCO3 → + H+; → + H+);
III. Irreversible hydration of CaO in steel slag (CaO + H2O → Ca(OH)2), dissolution and ionization of CaO(OH)2(CaO(OH)2 → Ca2+ + 2(OH)−);
IV. Reaction between CO32- and Ca2+ ions to form CaCO3(Ca2+ + → CaCO3).
The process of direct aqueous carbonation of steel slag occurs in two stages, as depicted in Figure 12. In the first stage, CO2 molecules diffuse from the gas phase into the gas film and then to the gas‒liquid interface, ultimately dissolving into the liquid phase. This diffusion process follows the dual-film theory. The active components in steel slag diffuse from the solid interior to the liquid film at the solid‒liquid interface, a process described by Fick's law. Carbonation between CO32- and Ca2+ ions initiates in the liquid film near the gas‒liquid interface, where unreacted calcium-based active components in steel slag particles gradually shrink [31]. The formed CaCO3 is primarily in the liquid phase, with a minor fraction coating unreacted steel slag particles. The diffusion rate of Ca2+ ions is relatively higher than that of CO2, keeping the concentration of Ca2+ ions constant in the liquid phase. Therefore, mass transfer of CO2 between the gas and liquid phases controls the rate of the carbonation reaction.
In the second stage, CO2 molecules diffuse from the liquid film to the liquid film at the solid‒liquid interface, and the carbonation reaction between Ca2+ and CO32- ions also shifts to this film. Simultaneously, unreacted components in steel slag particles continue to shrink. The diffusion rate of Ca2+ ions decreases, resulting in a lower concentration of Ca2+ ions in the liquid phase. The formed calcium carbonate primarily coats the steel slag particle surfaces, impeding further dissolution of Ca2+ ions and reducing the rate of the carbonation reaction. Consequently, mass transfer of Ca2+ ions between the solid and liquid phases controls the reaction rate [32].
4. Conclusions
(1) Particle size, temperature, pressure, and liquid-to-solid ratio significantly influence both the sequestration rate K and carbonation rate of steel slag, while the effect of stirring speed is minor. The optimal carbonation performance of steel slag is observed under the following conditions: particle size < 75 μm, reaction temperature at 105℃, initial CO2 pressure of 0.5 MPa, and liquid-to-solid ratio of 5 mL/g. Under these conditions, the sequestration and carbonation rates reached 283 gCO2/kg and 51.61%, respectively.
(2) Various characterization techniques, including XRD, SEM‒EDS, TG, and FTIR, were employed to analyze steel slag samples before and after carbonation, confirming the formation of calcium carbonate. From a thermodynamic perspective, the sequence of reactivity among the four calcium-based active components in steel slag with CO2 is as follows: CaO Ca(OH)2 > >2CaO·SiO2 > CaO·SiO2.
(3) The direct aqueous carbonation process of steel slag can be divided into two stages: in the initial stage, the rate-limiting step is the mass transfer of CO2; as time progresses, the mass transfer of Ca2+ becomes the controlling factor for the carbonation rate.
References
- Rahmanihanzaki, M.; Hemmati, A., A review of mineral carbonation by alkaline solidwaste. International Journal of Greenhouse Gas Control 2022, 121, 103798. [CrossRef]
- Kamkeng, A. D. N.; Wang, M.; Hu, J.; Du, W.; Qian, F., Transformation technologies for CO2 utilisation: Current status, challenges and future prospects. Chemical Engineering Journal 2021, 409, 128138. [CrossRef]
- Pan, S.-Y.; Chen, Y.-H.; Fan, L.-S.; Kim, H.; Gao, X.; Ling, T.-C.; Chiang, P.-C.; Pei, S.-L.; Gu, G., CO2 mineralization and utilization by alkaline solid wastes for potential carbon reduction. Nature Sustainability 2020, 3, (5), 399-405. [CrossRef]
- Lei, L.; Bai, L.; Lindbråthen, A.; Pan, F.; Zhang, X.; He, X., Carbon membranes for CO2 removal: Status and perspectives from materials to processes. Chemical Engineering Journal 2020, 401, 126084. [CrossRef]
- Ferrara, G.; Belli, A.; Keulen, A.; Tulliani, J.-M.; Palmero, P., Testing procedures for CO2 uptake assessment of accelerated carbonation products: Experimental application on basic oxygen furnace steel slag samples. Construction and Building Materials 2023, 406, 133384. [CrossRef]
- Dziejarski, B.; Krzyżyńska, R.; Andersson, K., Current status of carbon capture, utilization, and storage technologies in the global economy: A survey of technical assessment. Fuel 2023, 342, 127776. [CrossRef]
- Liu, J.; Zeng, C.; Li, Z.; Liu, G.; Zhang, W.; Xie, G.; Xing, F., Carbonation of steel slag at low CO2 concentrations: Novel biochar cold-bonded steel slag artificial aggregates. Science of The Total Environment 2023, 902, 166065. [CrossRef]
- Zhang, Y.; Yu, L.; Cui, K.; Wang, H.; Fu, T., Carbon capture and storage technology by steel-making slags: Recent progress and future challenges. Chemical Engineering Journal 2023, 455, 140552. [CrossRef]
- Loria, P.; Bright, M. B. H., Lessons captured from 50 years of CCS projects. The Electricity Journal 2021, 34, (7), 106998. [CrossRef]
- Cheng, C.; Huang, W.; Xu, H.; Liu, Z.; Li, X.; Shi, H.; Yu, Y.; Qu, Z.; Yan, N., CO2 sequestration and CaCO3 recovery with steel slag by a novel two-step leaching and carbonation method. Science of The Total Environment 2023, 891, 164203. [CrossRef]
- Fu, L.; Ren, Z.; Si, W.; Ma, Q.; Huang, W.; Liao, K.; Huang, Z.; Wang, Y.; Li, J.; Xu, P., Research progress on CO2 capture and utilization technology. Journal of CO2 Utilization 2022, 66. [CrossRef]
- Santos, R. M.; Ling, D.; Sarvaramini, A.; Guo, M.; Elsen, J.; Larachi, F.; Beaudoin, G.; Blanpain, B.; Van Gerven, T., Stabilization of basic oxygen furnace slag by hot-stage carbonation treatment. Chemical Engineering Journal 2012, 203, 239-250. [CrossRef]
- Ghouleh, Z.; Guthrie, R. I. L.; Shao, Y., High-strength KOBM steel slag binder activated by carbonation. Construction and Building Materials 2015, 99, 175-183. [CrossRef]
- Li, Z.; Chen, J.; Lv, Z.; Tong, Y.; Ran, J.; Qin, C., Evaluation on direct aqueous carbonation of industrial/mining solid wastes for CO2 mineralization. Journal of Industrial and Engineering Chemistry 2023, 122, 359-365. [CrossRef]
- Ibrahim, M. H.; El-Naas, M. H.; Zevenhoven, R.; Al-Sobhi, S. A., Enhanced CO2 capture through reaction with steel-making dust in high salinity water. International Journal of Greenhouse Gas Control 2019, 91, 102819. [CrossRef]
- Chang, E. E.; Pan, S.-Y.; Chen, Y.-H.; Tan, C.-S.; Chiang, P.-C., Accelerated carbonation of steelmaking slags in a high-gravity rotating packed bed. Journal of Hazardous Materials 2012, 227-228, 97-106. [CrossRef]
- He, B.; Zhu, X.; Cang, Z.; Liu, Y.; Lei, Y.; Chen, Z.; Wang, Y.; Zheng, Y.; Cang, D.; Zhang, L., Interpretation and Prediction of the CO2 Sequestration of Steel Slag by Machine Learning. Environmental Science & Technology 2023. [CrossRef]
- Wang, Z.; Cui, L.; Liu, Y.; Hou, J.; Li, H.; Zou, L.; Zhu, F., High-efficiency CO2 sequestration through direct aqueous carbonation of carbide slag: determination of carbonation reaction and optimization of operation parameters. Frontiers of Environmental Science & Engineering 2023, 18, (1), 12. [CrossRef]
- Yadav, S.; Mehra, A., Experimental study of dissolution of minerals and CO2 sequestration in steel slag. Waste Management 2017, 64, 348-357. [CrossRef]
- Pan, S.-Y.; Hung, C.-H.; Chan, Y.-W., Integrated CO2 Fixation, Waste Stabilization, and Product Utilization via High-Gravity Carbonation Process Exemplified by Circular Fluidized Bed Fly Ash. ACS Sustainable Chemistry & Engineering 2016, 4, (6). [CrossRef]
- Huijgen, W. J. J.; Comans, R. N. J., Carbonation of steel slag for CO2 sequestration: leaching of products and reaction mechanisms. Environmental Science & Technology 2006, 40, (8), 2790-2796. [CrossRef]
- Qin, L.; Gao, X., Properties of coal gangue-Portland cement mixture with carbonation. Fuel 2019, 245, 1-12. [CrossRef]
- Yang, C.; Yang, X.; Zhao, T.; Liu, F., An indirect CO2 utilization for the crystallization control of CaCO3 using alkylcarbonate. Journal of CO2 Utilization 2021, 45, 101448. [CrossRef]
- Li, X.; Mehdizadeh, H.; Ling, T.-C., Environmental, economic and engineering performances of aqueous carbonated steel slag powders as alternative material in cement pastes: Influence of particle size. Science of The Total Environment 2023, 903, 166210. [CrossRef]
- Ukwattage, N. L.; Ranjith, P. G.; Yellishetty, M.; Bui, H. H.; Xu, T., A laboratory-scale study of the aqueous mineral carbonation of coal fly ash for CO2 sequestration. Journal of Cleaner Production 2015, 103, 665-674. [CrossRef]
- Omale, S. O.; Choong, T. S. Y.; Abdullah, L. C.; Siajam, S. I.; Yip, M. W., Utilization of Malaysia EAF slags for effective application in direct aqueous sequestration of carbon dioxide under ambient temperature. Heliyon 2019, 5, (10), e02602. [CrossRef]
- Tamilselvi Dananjayan, R. R.; Kandasamy, P.; Andimuthu, R., Direct mineral carbonation of coal fly ash for CO2 sequestration. Journal of Cleaner Production 2016, 112, 4173-4182. [CrossRef]
- Georgakopoulos, E.; Santos, R. M.; Chiang, Y. W.; Manovic, V., Influence of process parameters on carbonation rate and conversion of steelmaking slags – Introduction of the ‘carbonation weathering rate’. Greenhouse Gases: Science and Technology 2016, 6, (4), 470-491. [CrossRef]
- N, H. D.; S, G. J.; Komar, K. S.; C, E. T.; L, S. L., Carbon dioxide sequestration in cement kiln dust through mineral carbonation Environmental science & technology 2009, 43, (6). [CrossRef]
- Polettini, A.; Pomi, R.; Stramazzo, A., CO2 sequestration through aqueous accelerated carbonation of BOF slag: A factorial study of parameters effects. Journal of Environmental Management 2016, 167, 185-195. [CrossRef]
- Wang, C.; Xu, Z.; Lai, C.; Sun, X., Beyond the standard two-film theory: Computational fluid dynamics simulations for carbon dioxide capture in a wetted wall column. Chemical Engineering Science 2018, 184, 103-110. [CrossRef]
- Yang, J.; Liu, S.; Ma, L.; Zhao, S.; Liu, H.; Dai, Q.; Yang, Y.; Xu, C.; Xin, X.; Zhang, X.; Liu, J., Mechanism analysis of carbide slag capture of CO2 via a gas-liquid-solid three-phase fluidization system. Journal of Cleaner Production 2021, 279, 123712. [CrossRef]
Figure 1.
Schematic of the experimental apparatus.
Figure 2.
XRD spectra of different steel slag samples, (a) SS-1; (b) SS-2; (c) SS-3.
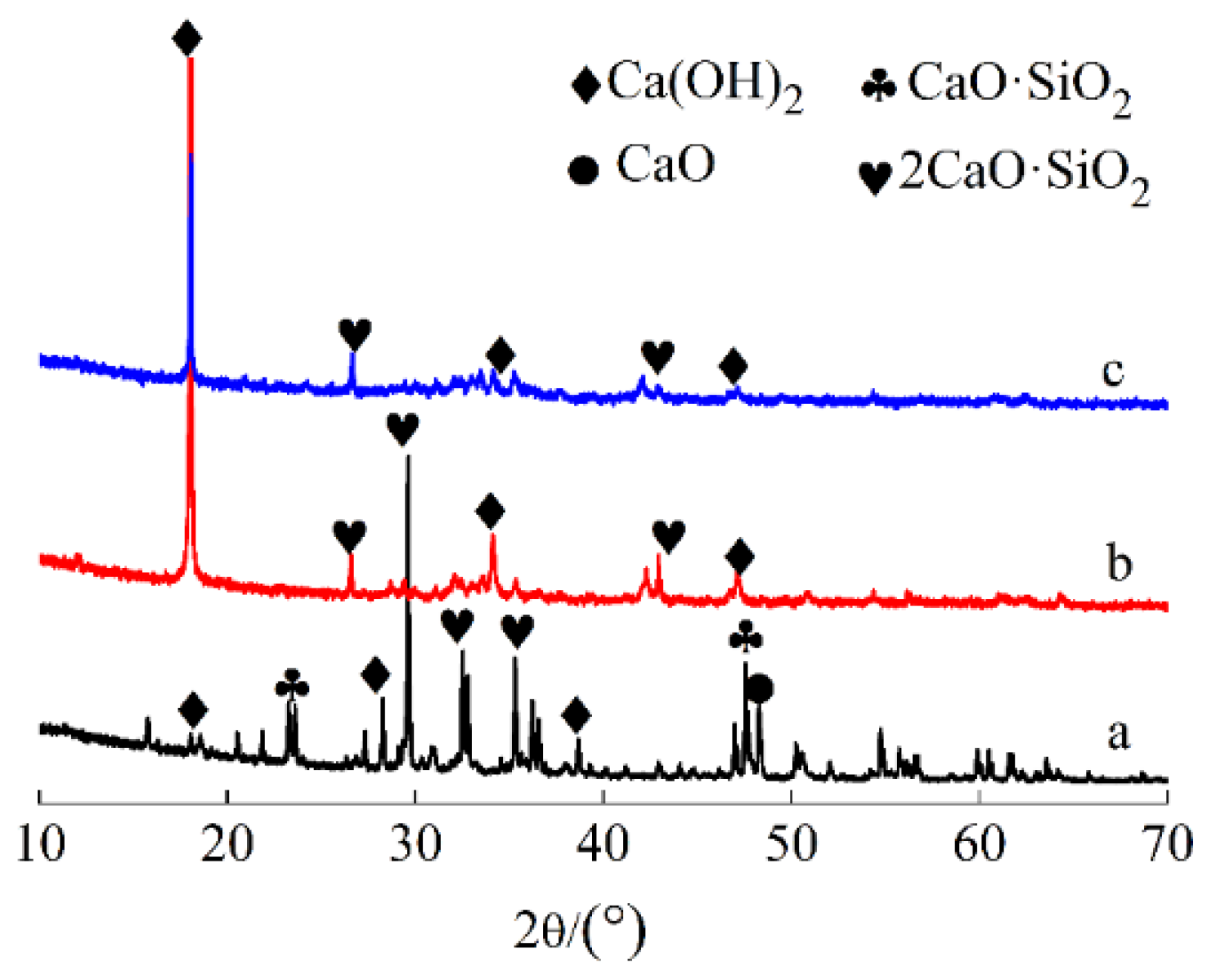
Figure 3.
Thermal gravimetrical curves of fresh and carbonated SS-2 samples.
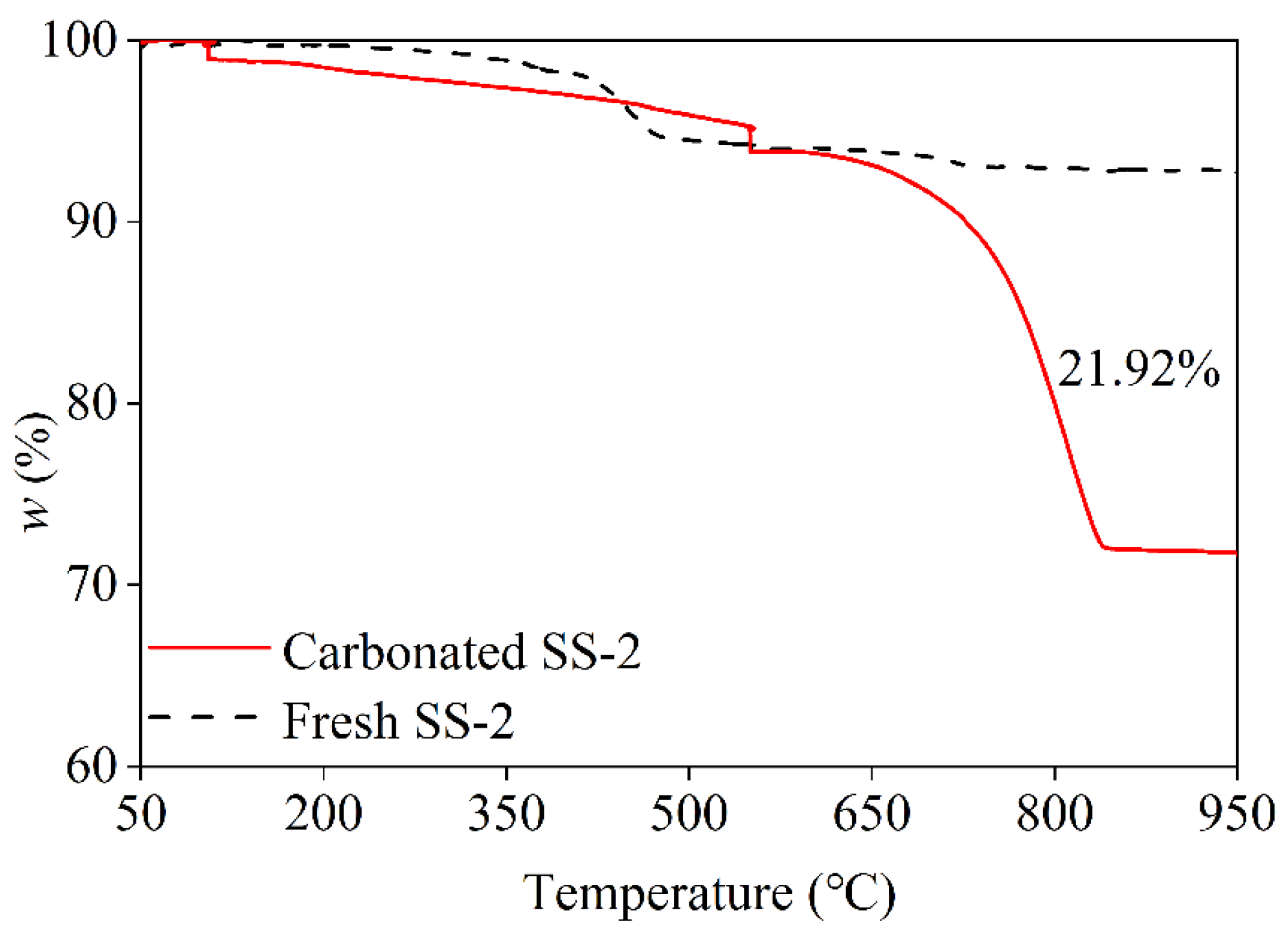
Figure 4.
XRD patterns of fresh and carbonated SS-2 samples.
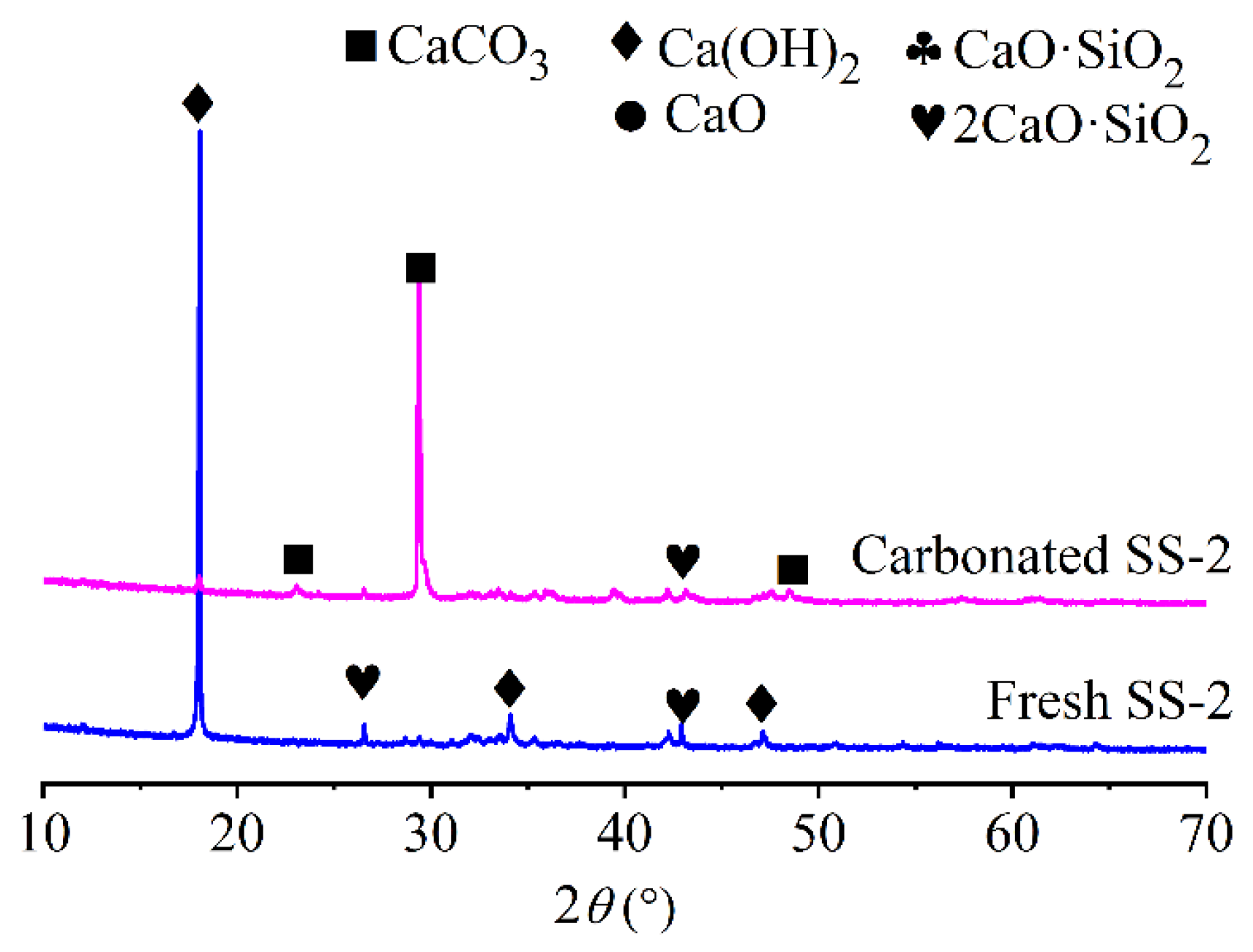
Figure 5.
SEM‒EDS images of (a) fresh and (b) carbonated steel slags.
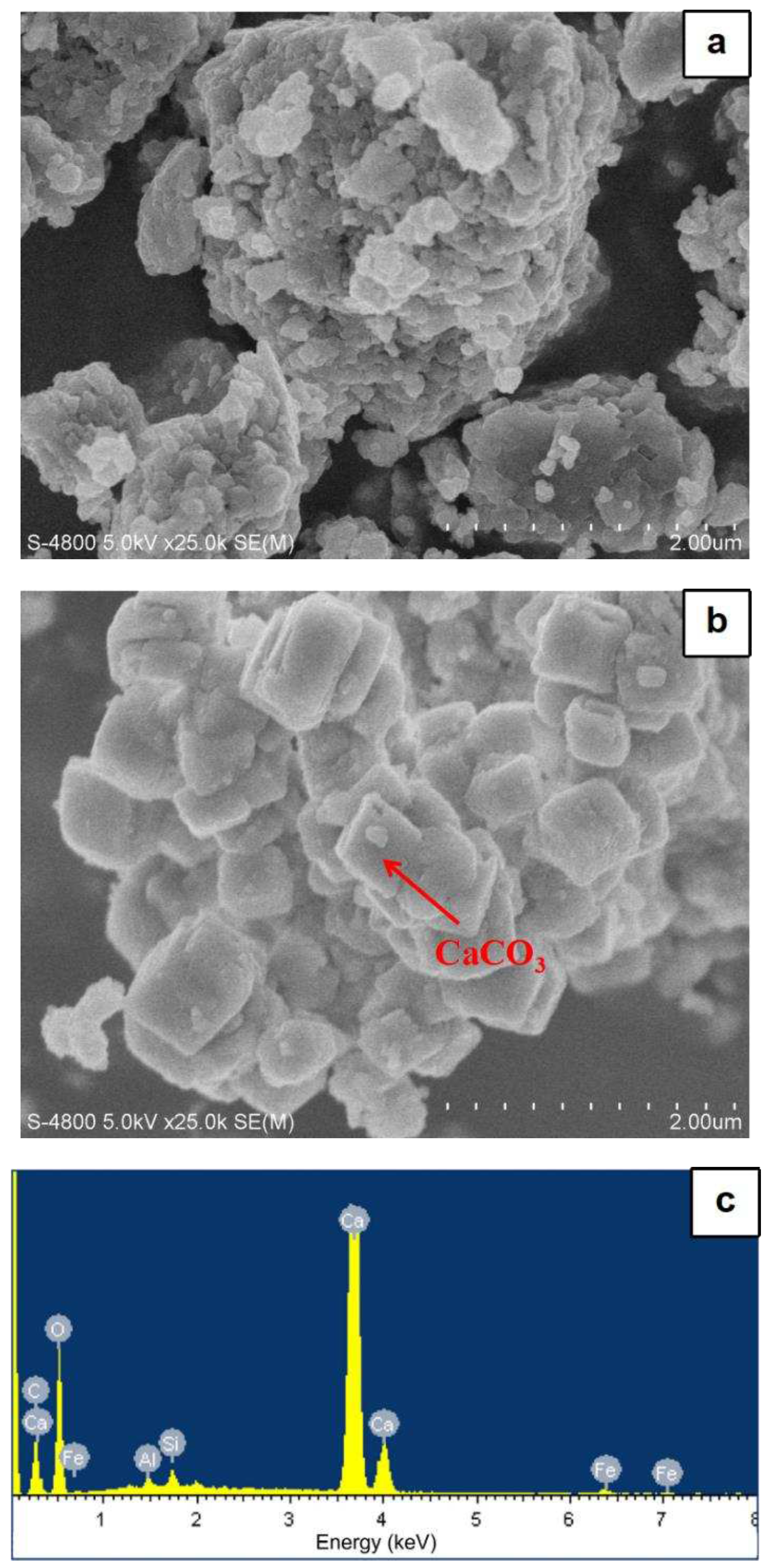
Figure 6.
FTIR spectra of fresh and carbonated SS-2 samples.
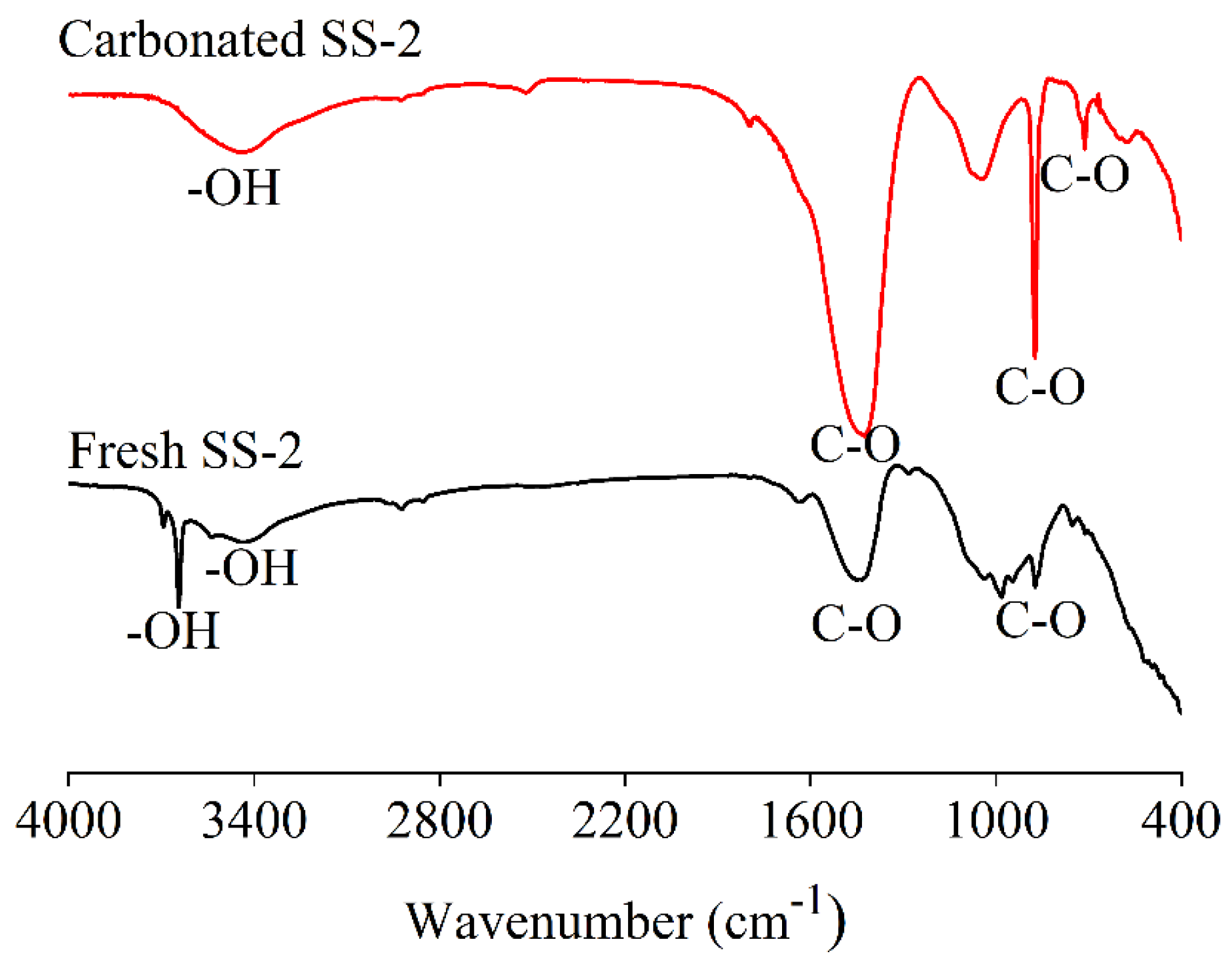
Figure 7.
Influence of particle size on the carbonation performance of steel slag.
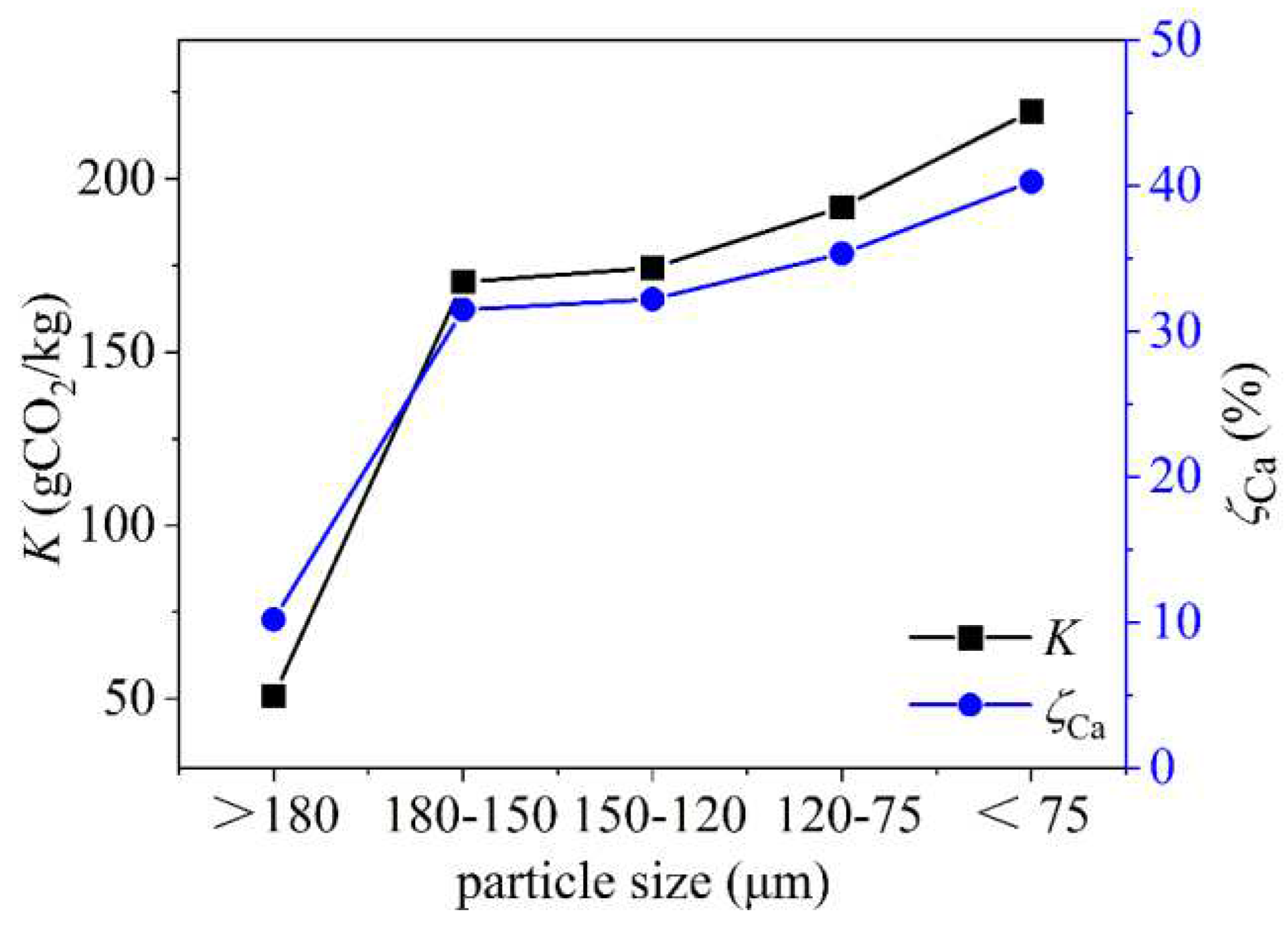
Figure 8.
Influence of reaction temperature on the carbonation performance of steel slag.
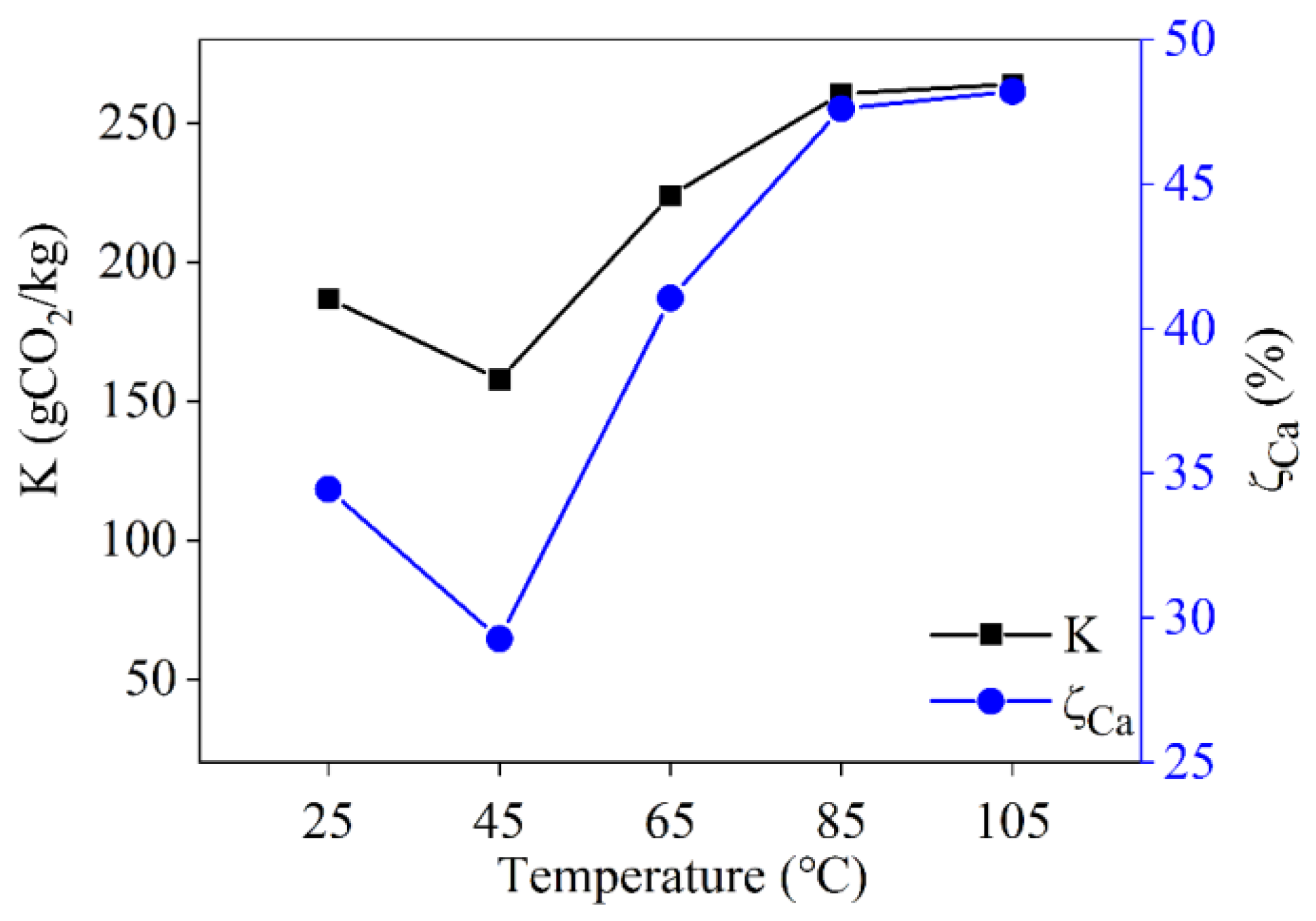
Figure 9.
Influence of initial CO2 pressure on the carbonation performance of steel slag.
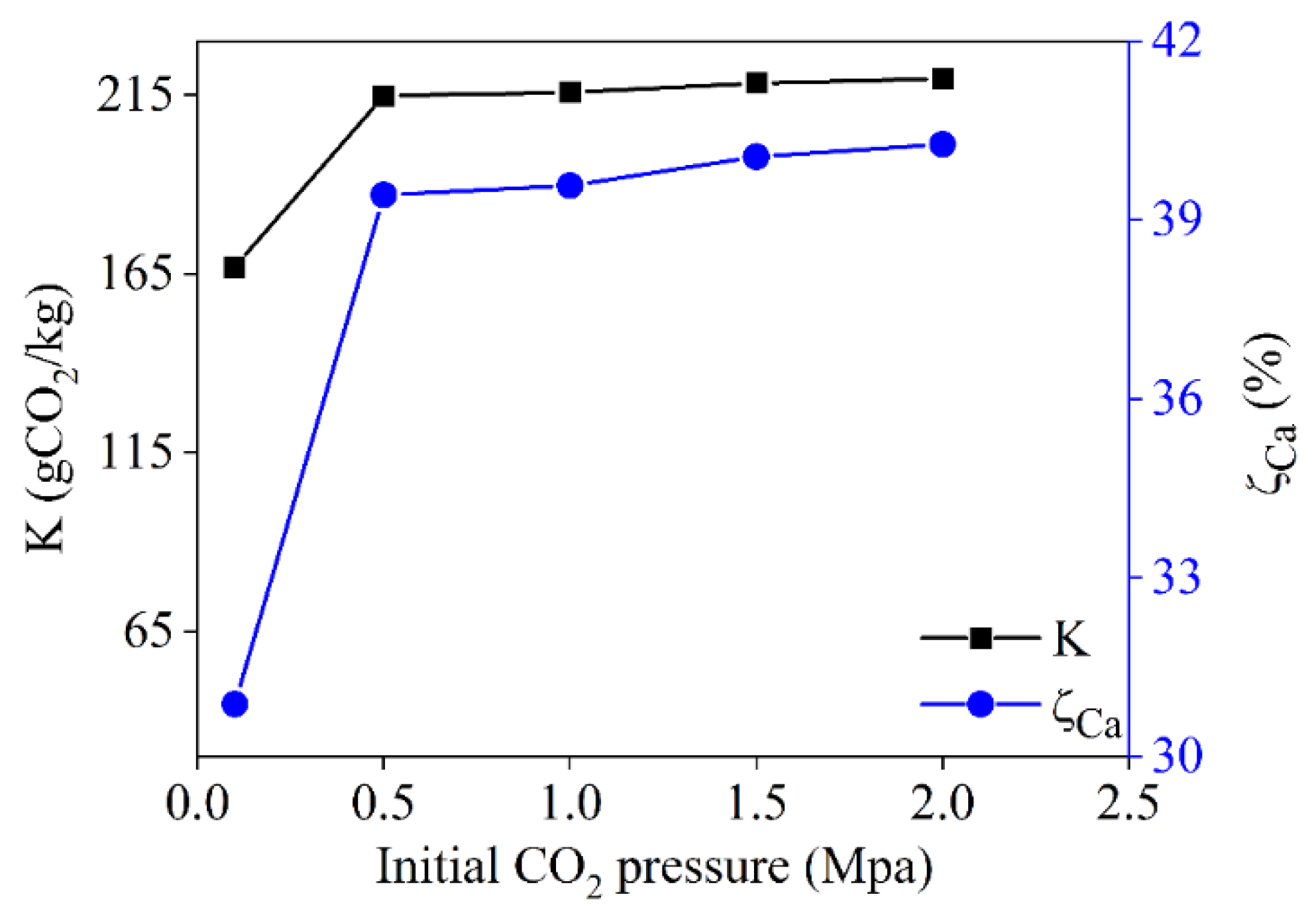
Figure 10.
Influence of the liquid-to-solid ratio on the carbonation performance of steel slag.
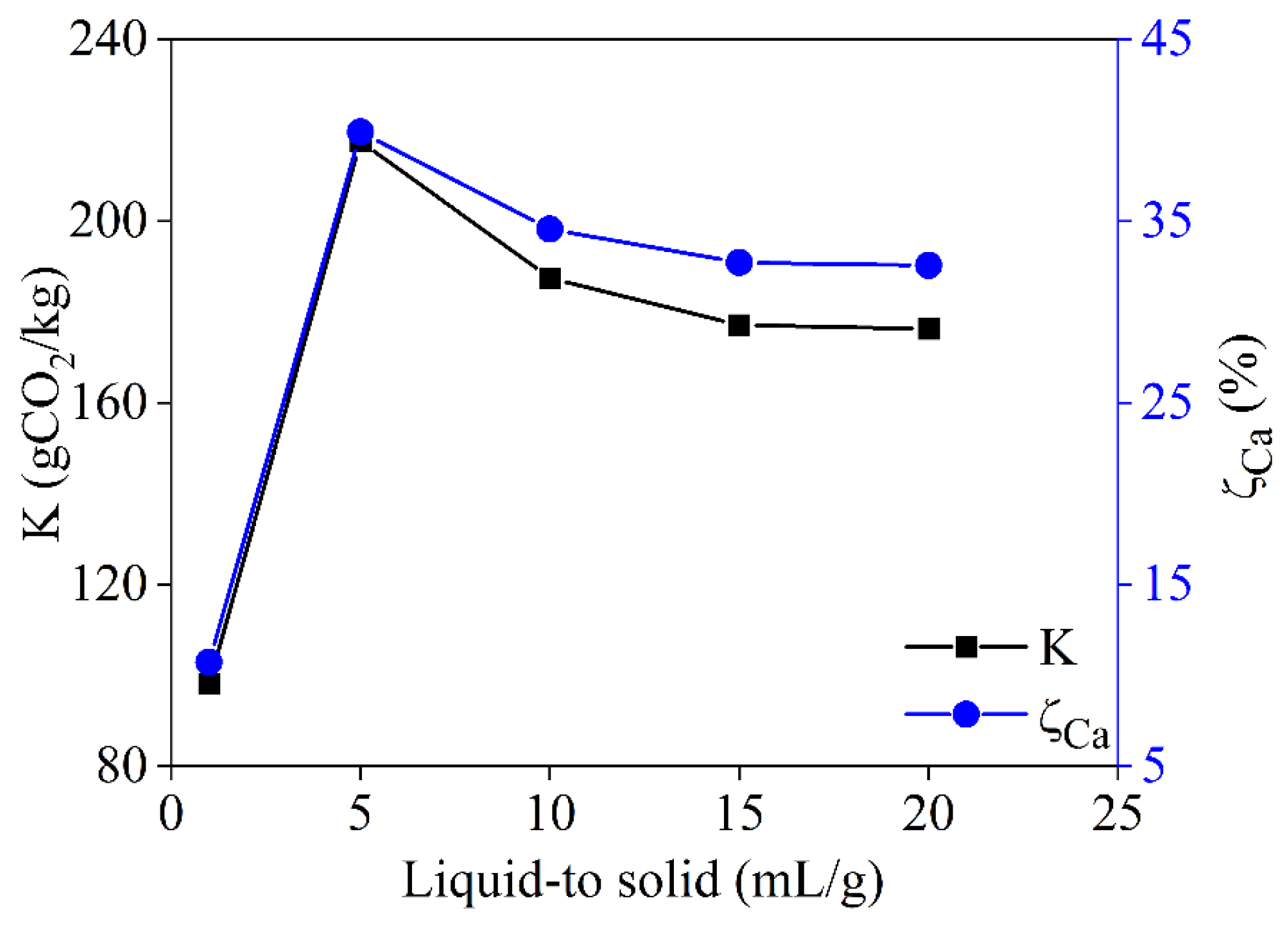
Figure 11.
Influence of stirring speed on the carbonation performance of steel slag and (b) carbonation pressure reduction of steel slag with time for different stirring speeds.
Figure 11.
Influence of stirring speed on the carbonation performance of steel slag and (b) carbonation pressure reduction of steel slag with time for different stirring speeds.
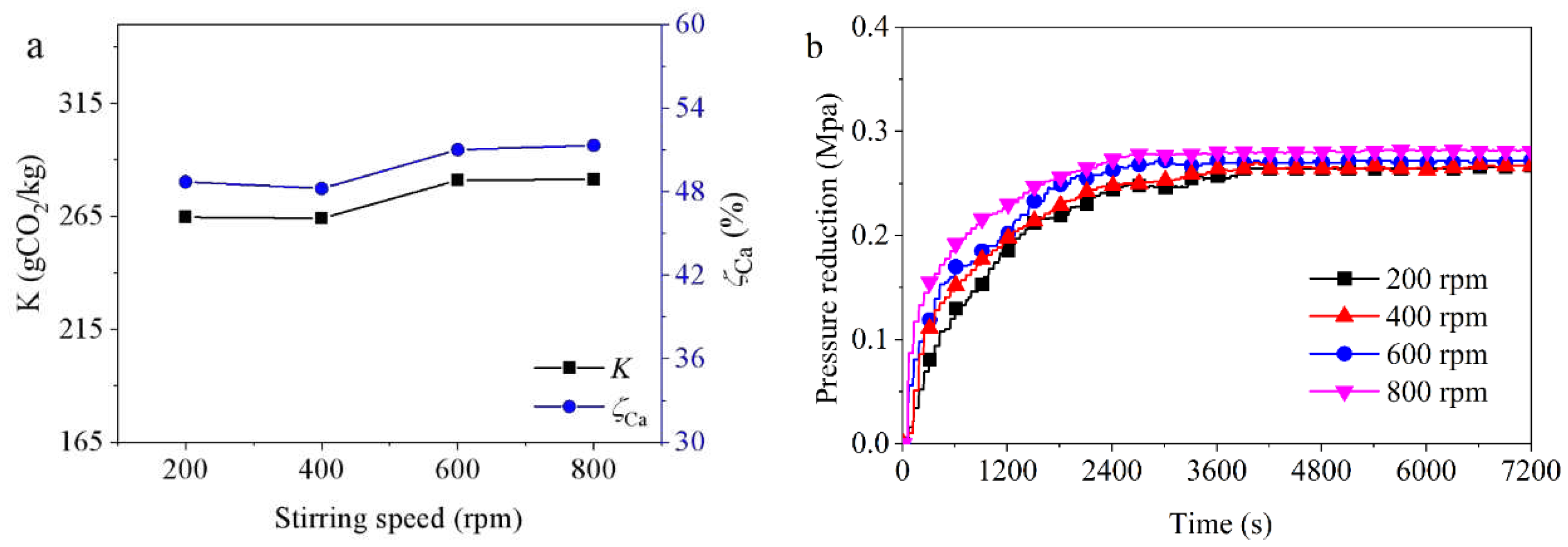
Figure 12.
Mechanism analysis of direct aqueous mineral carbonation of steel slag.
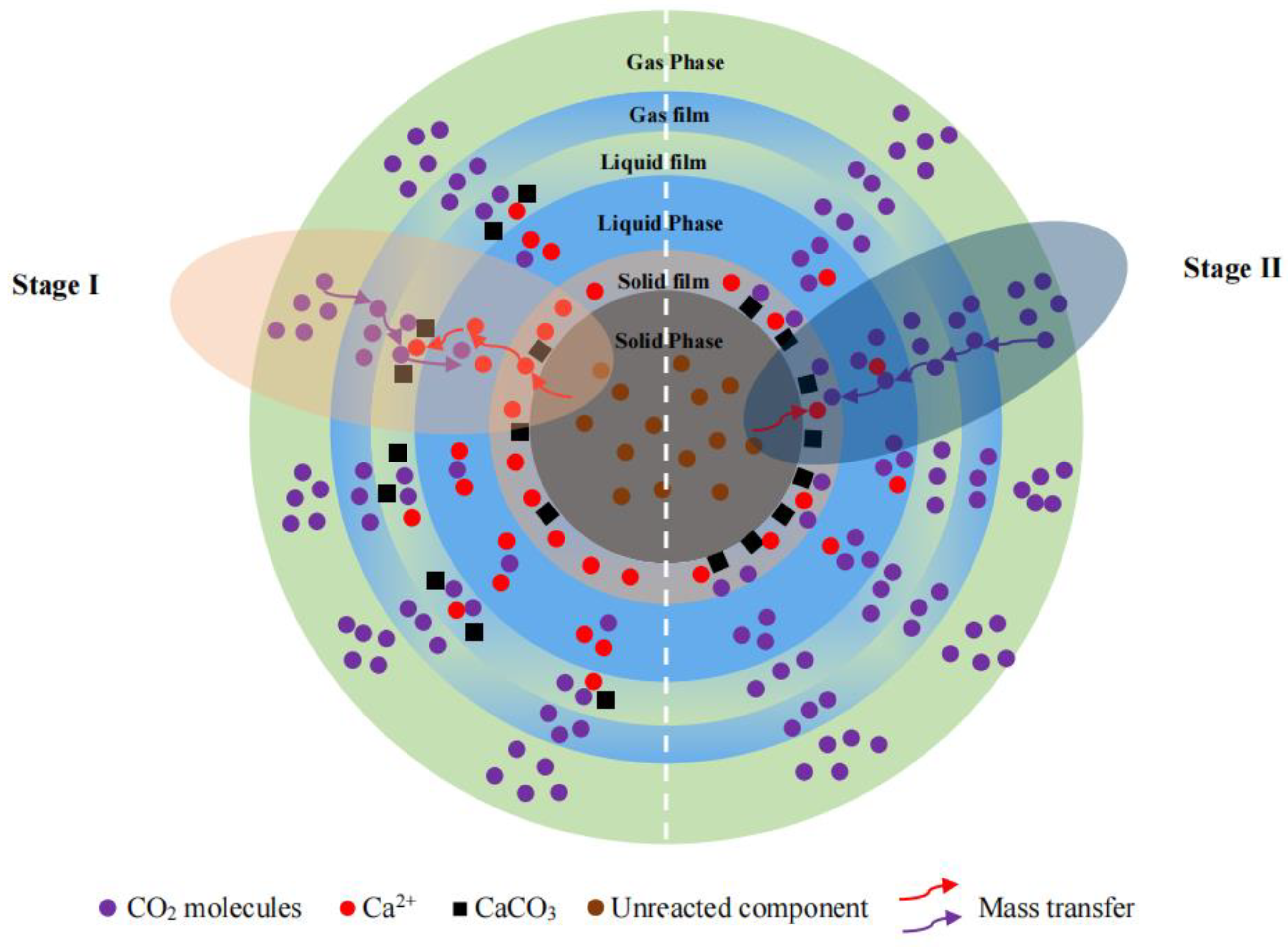

Table 1.
Chemical composition of different steel slag samples.
| Sample | wt(%) | |||||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | TiO2 | Na2O | K2O | P2O5 | SO3 | |
| SS-1 | 22.21 | 1.35 | 0.39 | 64.73 | 6.25 | 1.07 | 0.02 | 0.00 | 0.00 | 0.23 |
| SS-2 | 9.47 | 1.98 | 24.44 | 51.79 | 5.95 | 0.71 | 0.08 | 0.05 | 1.45 | 0.41 |
| SS-3 | 16.80 | 4.42 | 24.90 | 39.10 | 4.38 | 1.00 | 0.338 | 0.40 | 1.47 | 1.32 |
Table 2.
Carbonation performance of different steel slag samples (operating parameters: 65°C, 2 MPa initial CO2 pressure, 15 mL/g liquid-to-solid ratio, 200 rpm stirring speed).
Table 2.
Carbonation performance of different steel slag samples (operating parameters: 65°C, 2 MPa initial CO2 pressure, 15 mL/g liquid-to-solid ratio, 200 rpm stirring speed).
| Sample | K (gCO2/kg) |
| SS-1 | 106.8 |
| SS-2 | 191.9 |
| SS-3 | 136.9 |
Table 3.
Potential carbon sequestration reactions of the main calcium-based active components in steel slag and their Gibbs free energies at 65℃ (atmospheric pressure).
Table 3.
Potential carbon sequestration reactions of the main calcium-based active components in steel slag and their Gibbs free energies at 65℃ (atmospheric pressure).
| Phase | Reaction equation | |
| 65°C | ||
| CaO | CaO+CO2CaCO3 | -124.22 |
| Ca(OH)2 | Ca(OH)2+H2O+CO2→CaCO3+2H2O | -69.19 |
| CaO·SiO2 | CaO·SiO2+H2O+CO2→CaCO3+SiO2·H2O | -38.67 |
| 2CaO·SiO2 | (2CaO·SiO2)+H2O+2CO2→2CaCO3+SiO2·H2O | -57.17 |
Table 4.
BET analysis of SS-2 particles of different sizes.
| Sample Parameter | unit | >180 | 180~150 | 150~120 | 120~75 | <75 |
| BET surface area | m2/g | 2.0045 | 10.2273 | 10.9660 | 13.9087 | 14.1616 |
| Total pore volume | cm3/g | 0.005434 | 0.021842 | 0.023745 | 0.029356 | 0.037526 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



